



 mechanics
mechanicsSimilar presentations:




")





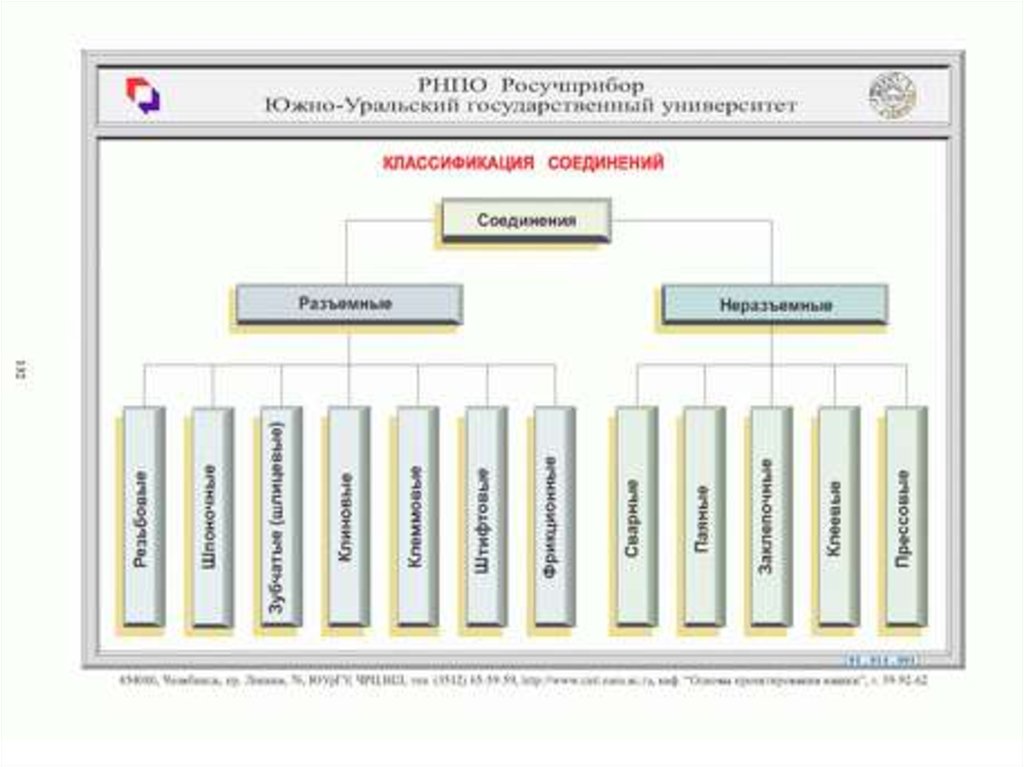
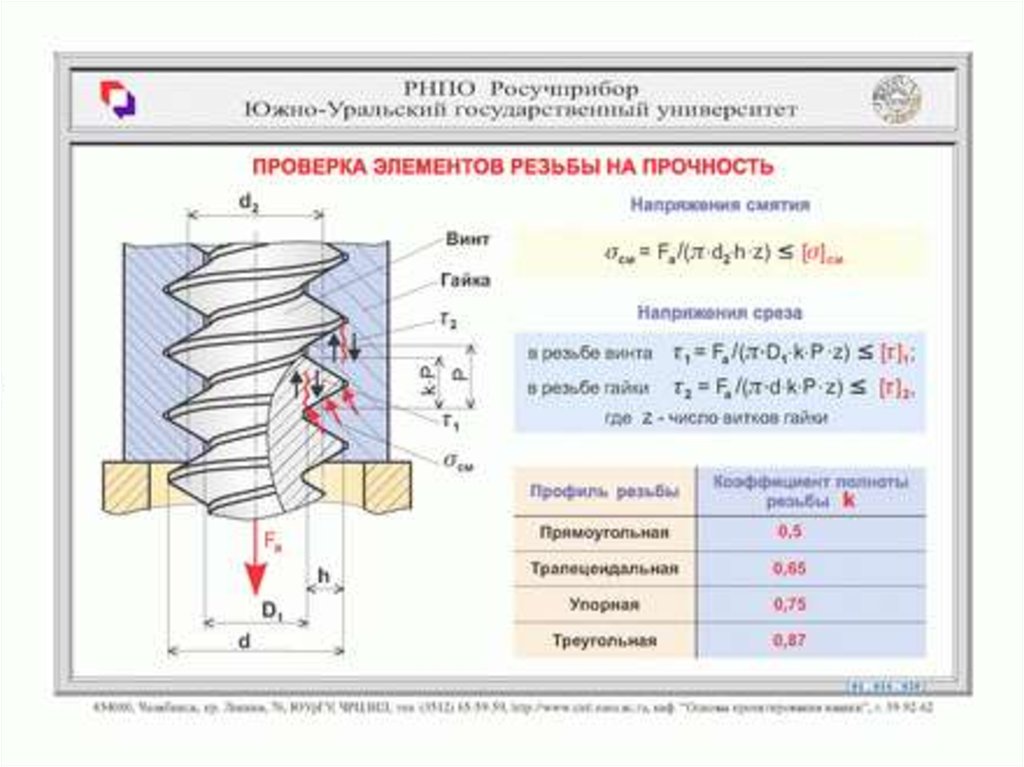
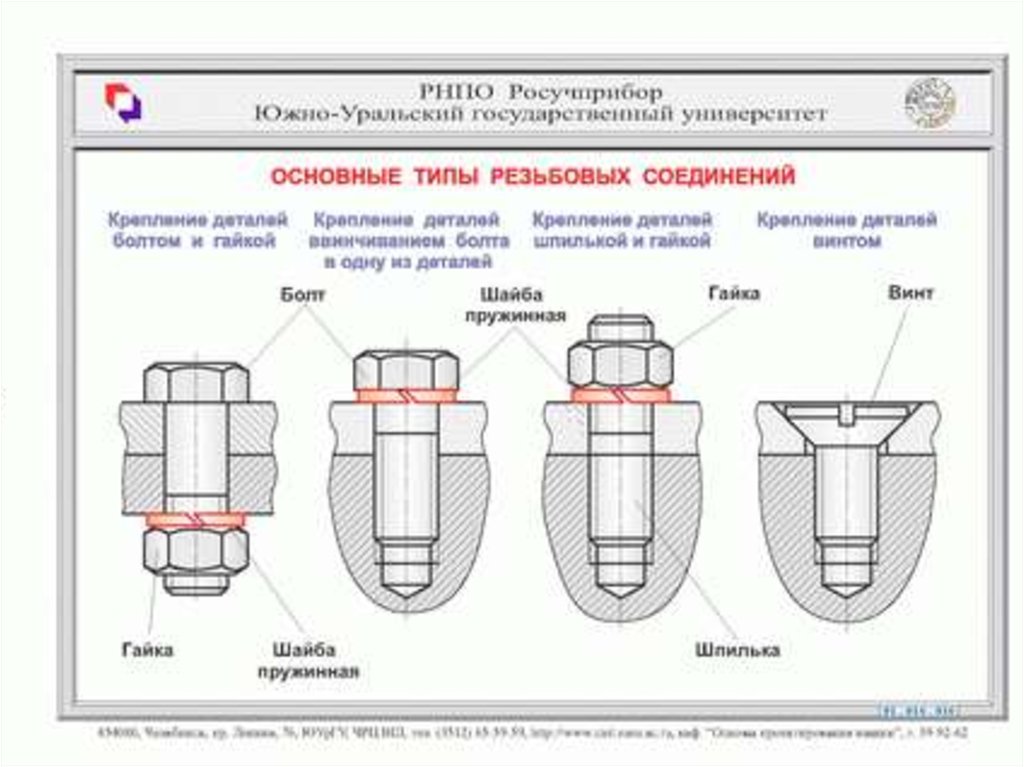
Классаификация соединений
1.
2.
3.
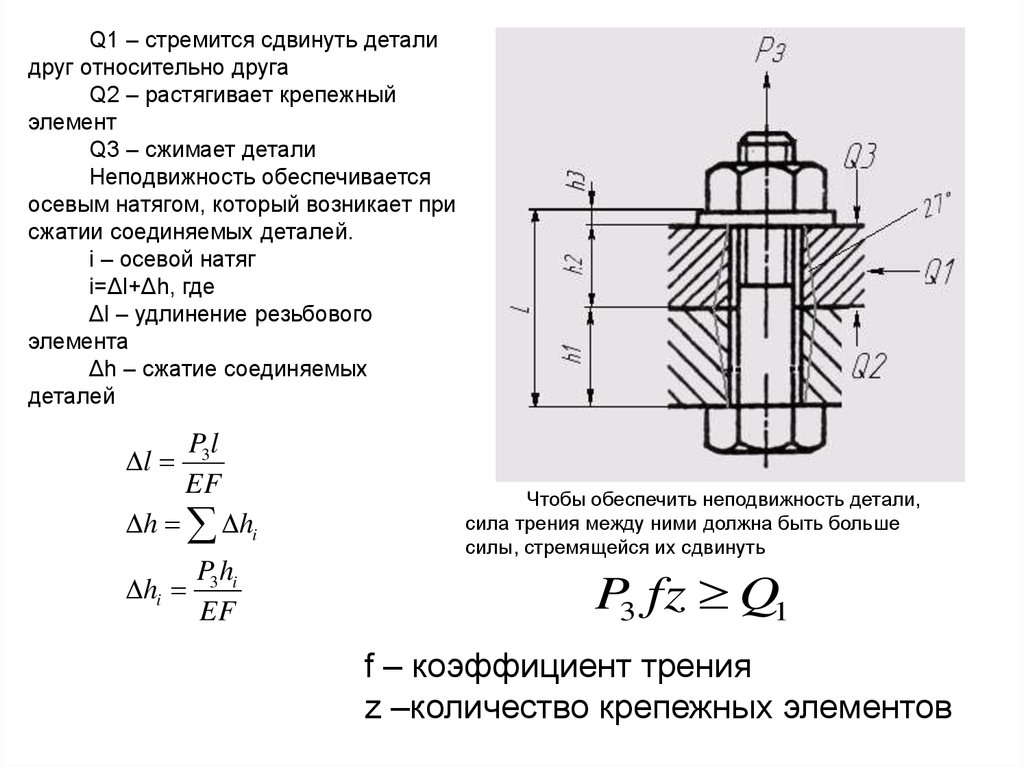
Q1 – стремится сдвинуть деталидруг относительно друга
Q2 – растягивает крепежный
элемент
Q3 – сжимает детали
Неподвижность обеспечивается
осевым натягом, который возникает при
сжатии соединяемых деталей.
i – осевой натяг
i=Δl+Δh, где
Δl – удлинение резьбового
элемента
Δh – сжатие соединяемых
деталей
l
P3l
EF
h hi
P3 hi
hi
EF
Чтобы обеспечить неподвижность детали,
сила трения между ними должна быть больше
силы, стремящейся их сдвинуть
P3 fz Q1
f – коэффициент трения
z –количество крепежных элементов
4.
5.
6.
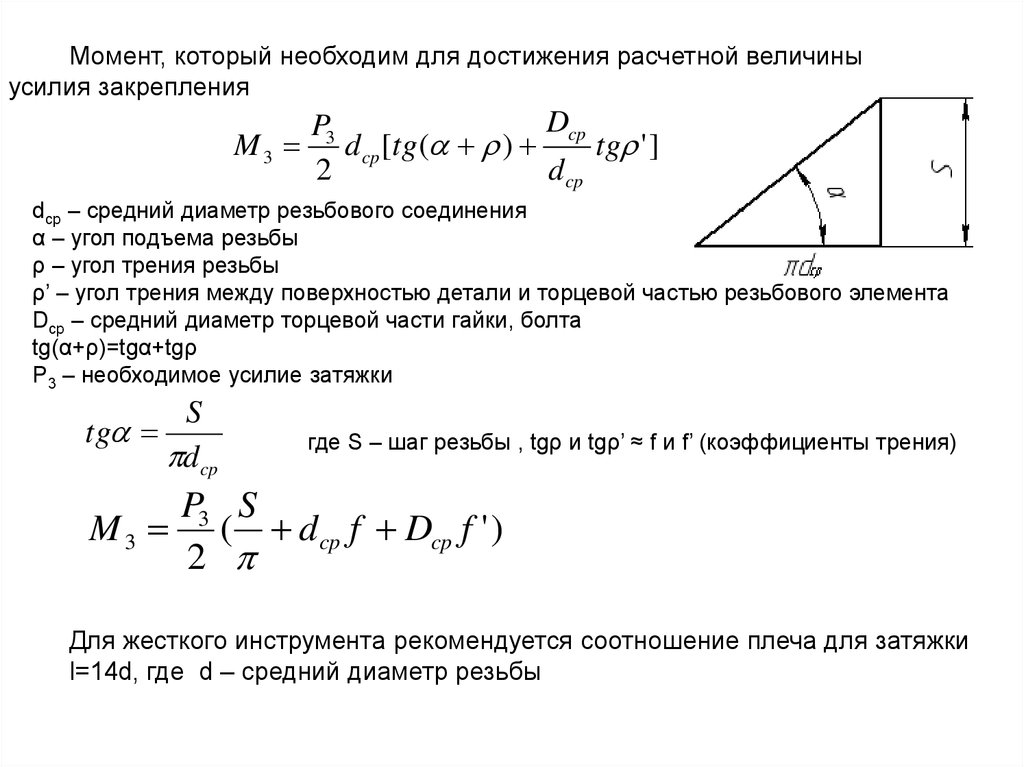
Момент, который необходим для достижения расчетной величиныусилия закрепления
Dcp
P3
M 3 d cp [tg ( )
tg ' ]
2
d cp
dcp – средний диаметр резьбового соединения
α – угол подъема резьбы
ρ – угол трения резьбы
ρ’ – угол трения между поверхностью детали и торцевой частью резьбового элемента
Dcp – средний диаметр торцевой части гайки, болта
tg(α+ρ)=tgα+tgρ
P3 – необходимое усилие затяжки
tg
S
d cp
где S – шаг резьбы , tgρ и tgρ’ ≈ f и f’ (коэффициенты трения)
P3 S
M 3 ( d cp f Dcp f ' )
2
Для жесткого инструмента рекомендуется соотношение плеча для затяжки
l=14d, где d – средний диаметр резьбы
7.
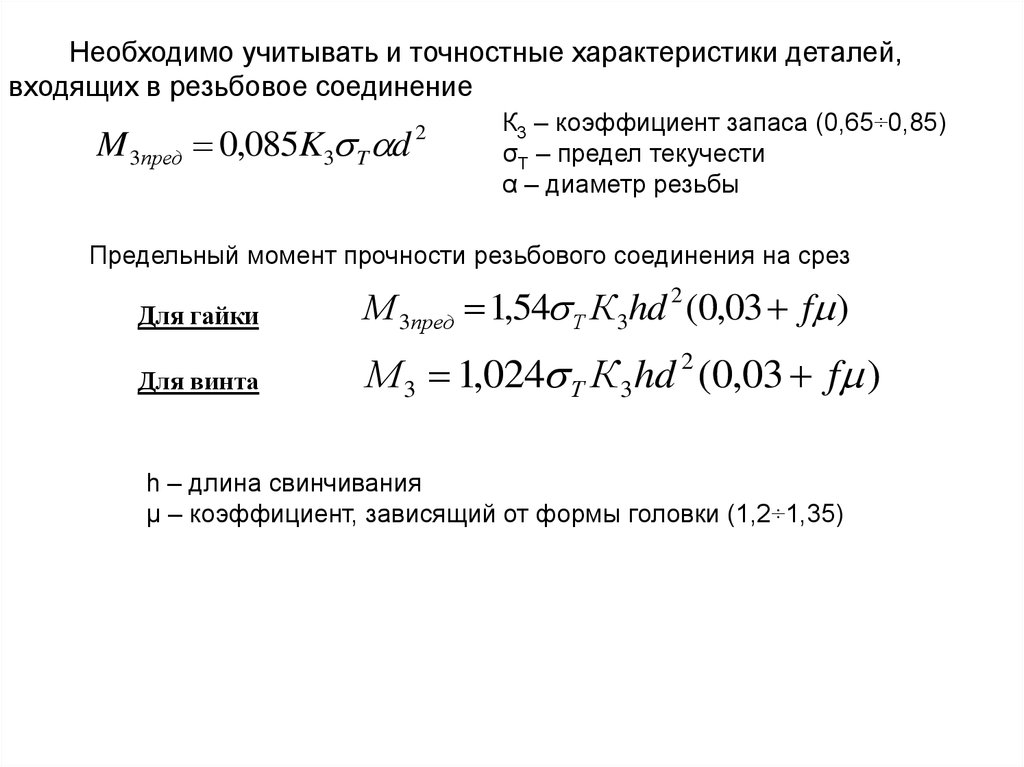
Необходимо учитывать и точностные характеристики деталей,входящих в резьбовое соединение
M 3пред 0,085K3 T d
2
К3 – коэффициент запаса (0,65÷0,85)
σТ – предел текучести
α – диаметр резьбы
Предельный момент прочности резьбового соединения на срез
Для гайки
М 3пред 1,54 Т К3hd 2 (0,03 f )
Для винта
М 3 1,024 Т К 3hd (0,03 f )
2
h – длина свинчивания
μ – коэффициент, зависящий от формы головки (1,2÷1,35)
8.
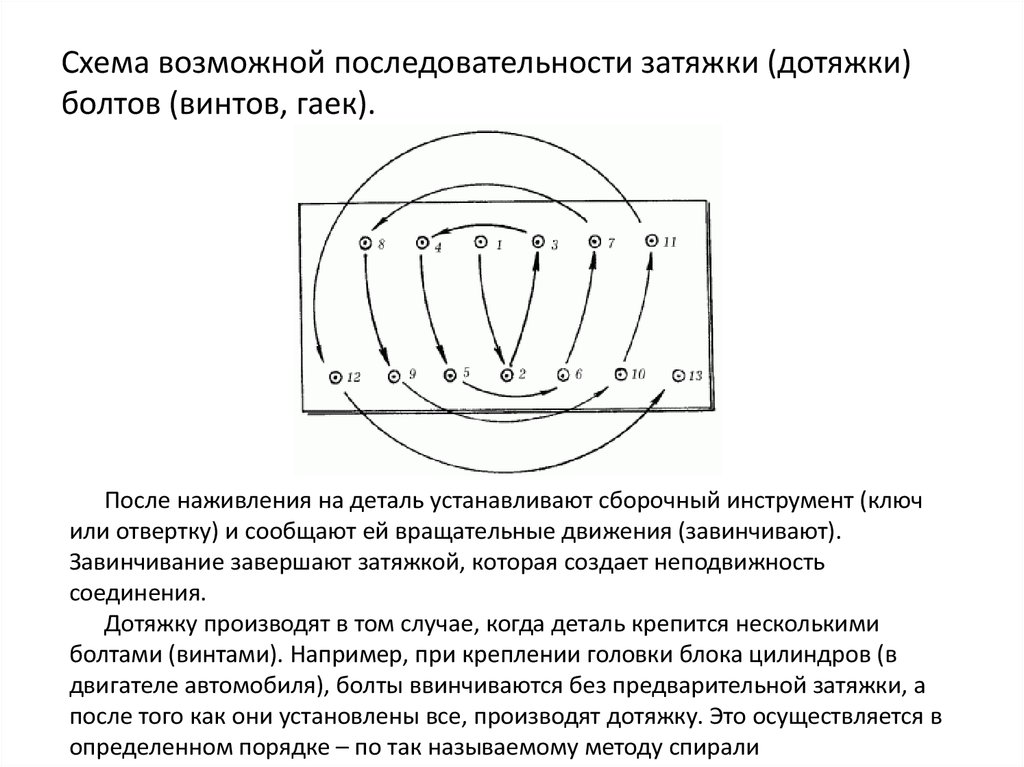
Схема возможной последовательности затяжки (дотяжки)болтов (винтов, гаек).
После наживления на деталь устанавливают сборочный инструмент (ключ
или отвертку) и сообщают ей вращательные движения (завинчивают).
Завинчивание завершают затяжкой, которая создает неподвижность
соединения.
Дотяжку производят в том случае, когда деталь крепится несколькими
болтами (винтами). Например, при креплении головки блока цилиндров (в
двигателе автомобиля), болты ввинчиваются без предварительной затяжки, а
после того как они установлены все, производят дотяжку. Это осуществляется в
определенном порядке – по так называемому методу спирали
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
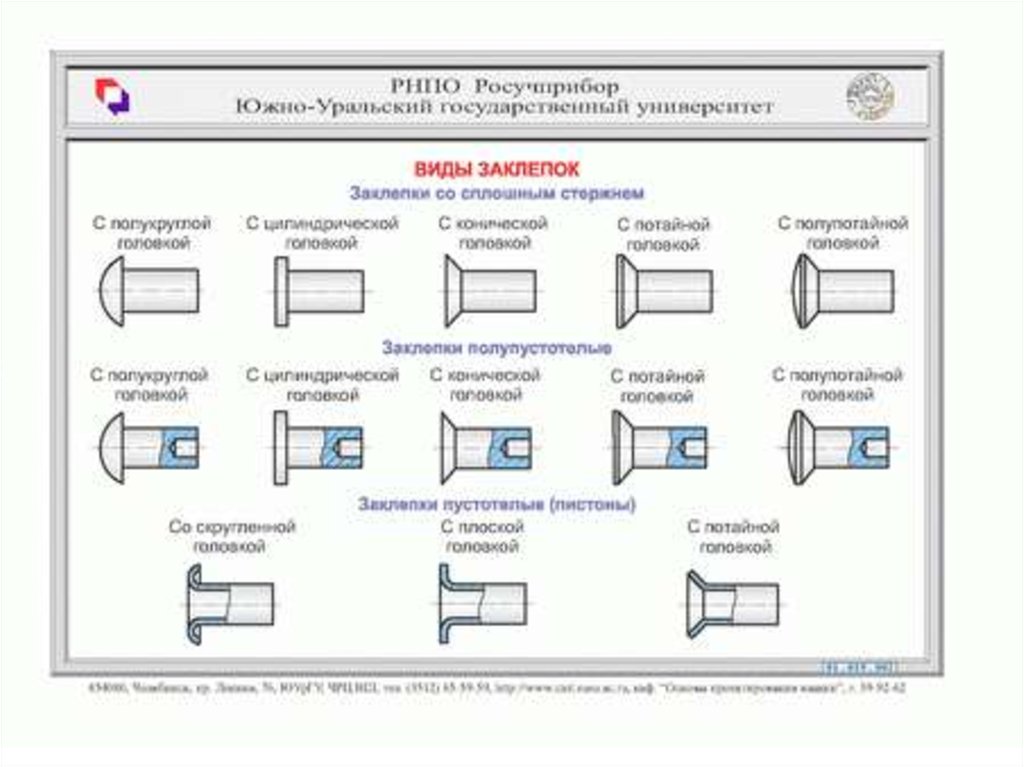
Виды заклепок: а – с потайной головкой; б – с полукруглойголовкой; в – с плоской головкой; г – с полупотайной
головкой; д – взрывная заклепка: 1 – углубление,
заполненное взрывчатым веществом.
21.
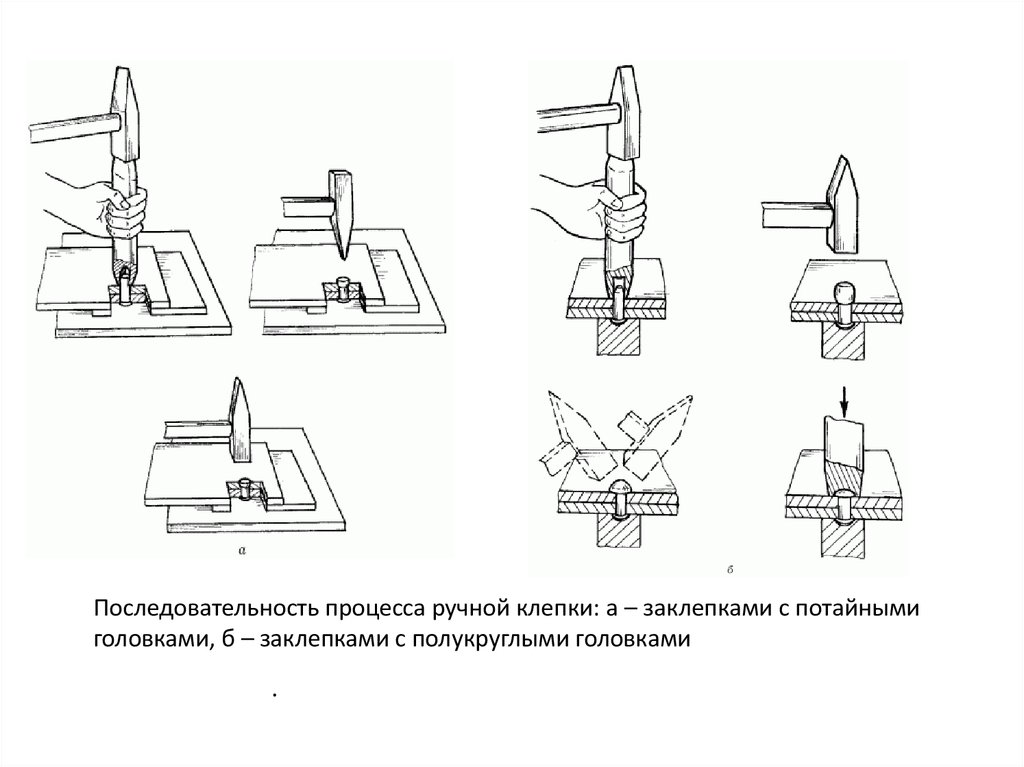
Последовательность процесса ручной клепки: а – заклепками с потайнымиголовками, б – заклепками с полукруглыми головками
.
22.
23.
СОЕДИНЕНИЯ СКЛЕИВАНИЕМРис. 1. Виды нагрузок на клеевое соединение: а растяжение; б) сдвиг; в)скалывание
Рис. 2 Виды клеевых соединений с рекомендуемым действием нагрузок
(указаны стрелкой): а) одинарная нахлестка, б) встык с односторонней
накладкой, в)встык с двусторонней накладкой, г) нахлества с подсечкой, д) со
скошенными кромками, е) угловые соединения.
24.
Технологический процесс склеивания состоит из следующихопераций:
1.
2.
3.
4.
5.
6.
7.
8.
9.
подготовка поверхностей склеиваемых деталей,
подготовка клея,
нанесение клея на склеиваемые поверхности,
сушка (открытая выдержка) нанесенного клея перед сборкой соединяемых
деталей,
сборка деталей,
запрессовка,
отверждение клеевых швов (выдержка при определенных температуре и
давлении в течении заданного времени),
зачистка клеевых соединений,
контроль качества соединения.