














 industry
industrySimilar presentations:
")


. Сущность и основные методы ОМД")






Производственная обработка давлением
1.
2.
3.
4.
5.
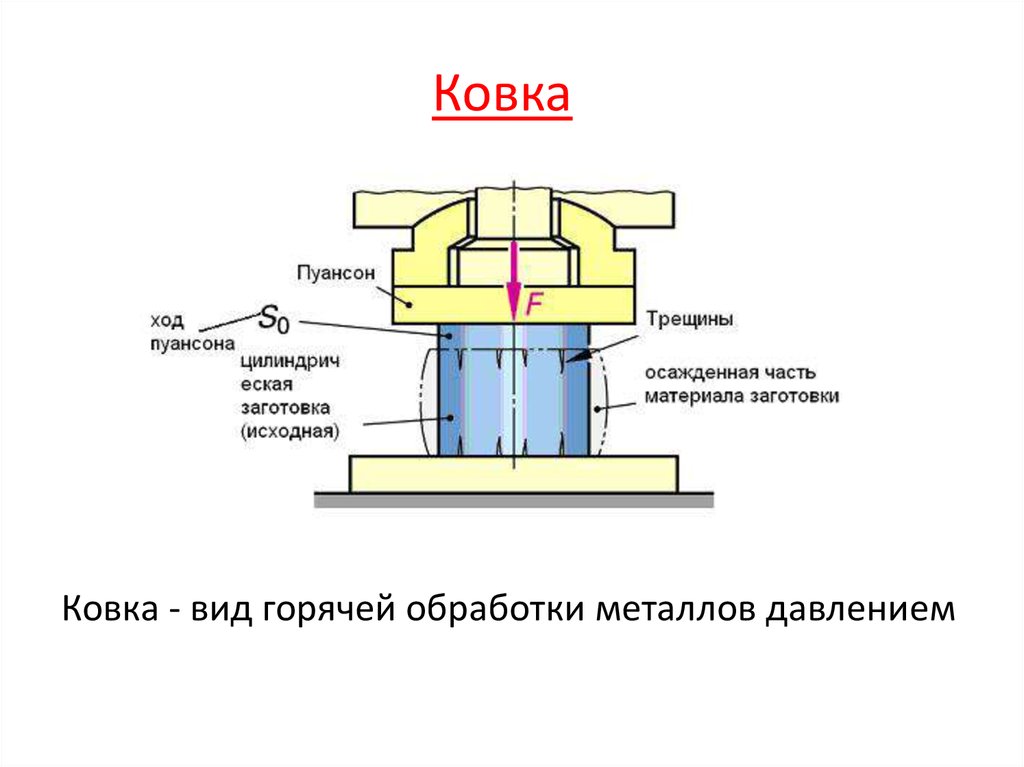
КовкаКовка - вид горячей обработки металлов давлением
6. ковка
7. Осадка
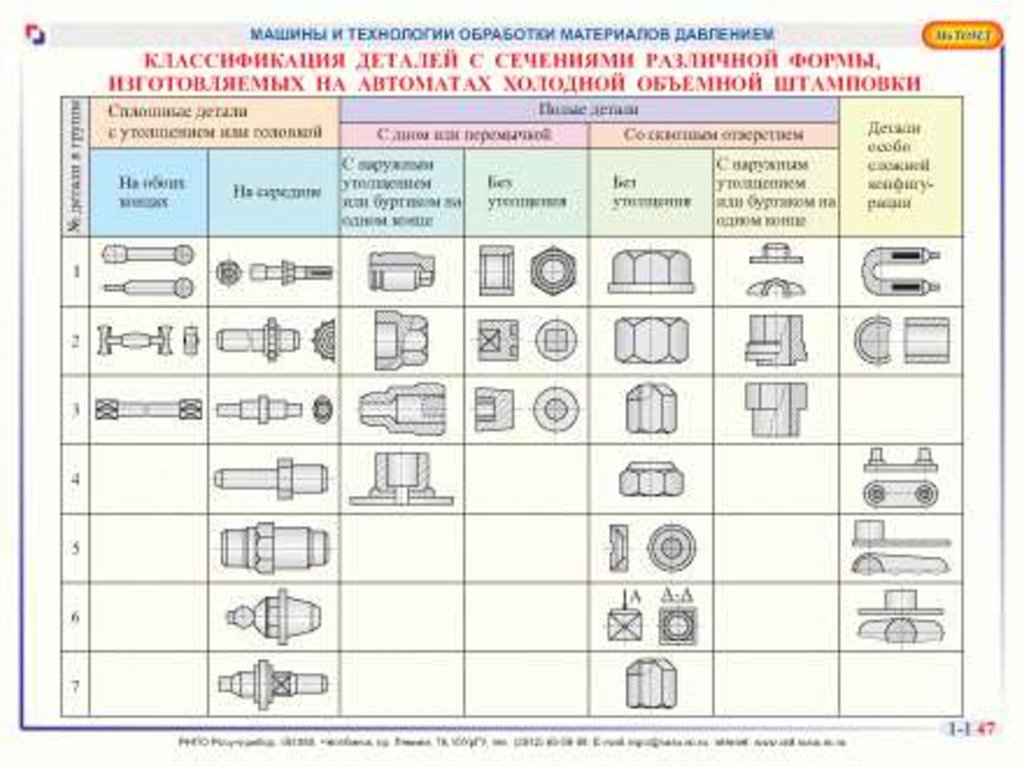
8. Горячая объемная штамповка
9. Горячая объемная штамповка
10.
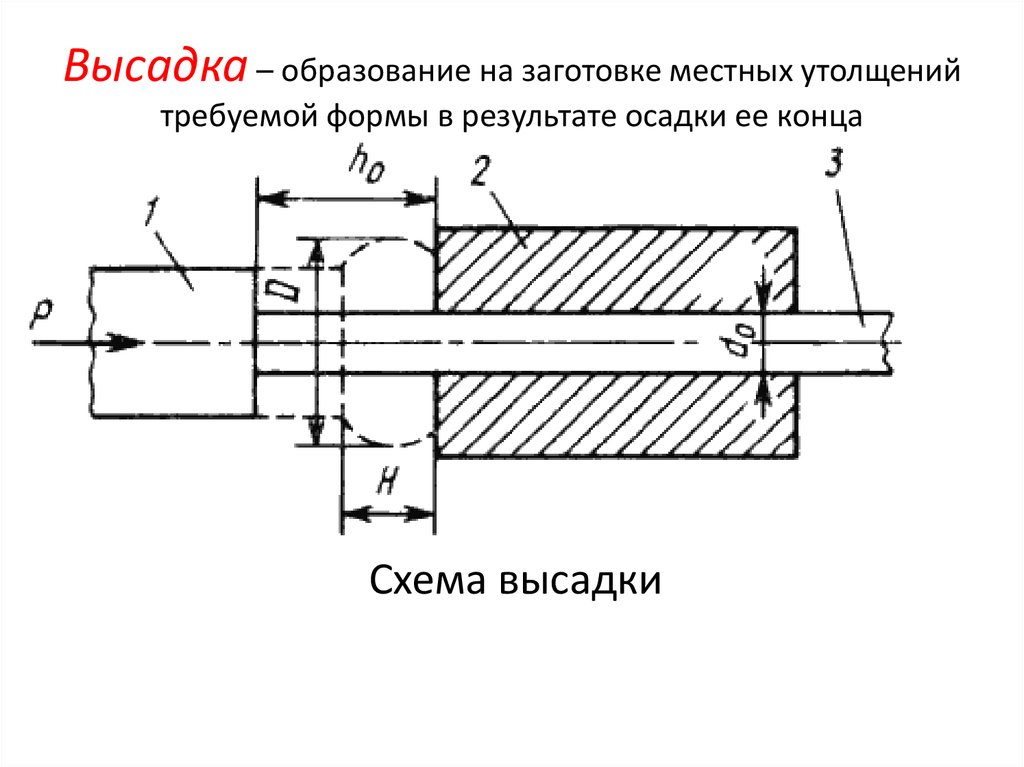
Высадка – образование на заготовке местных утолщенийтребуемой формы в результате осадки ее конца
Схема высадки
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
F=fN – сила тренияN=(0,18 0,35)P действует в направлении
увеличения зазора Z между ножами.
21.
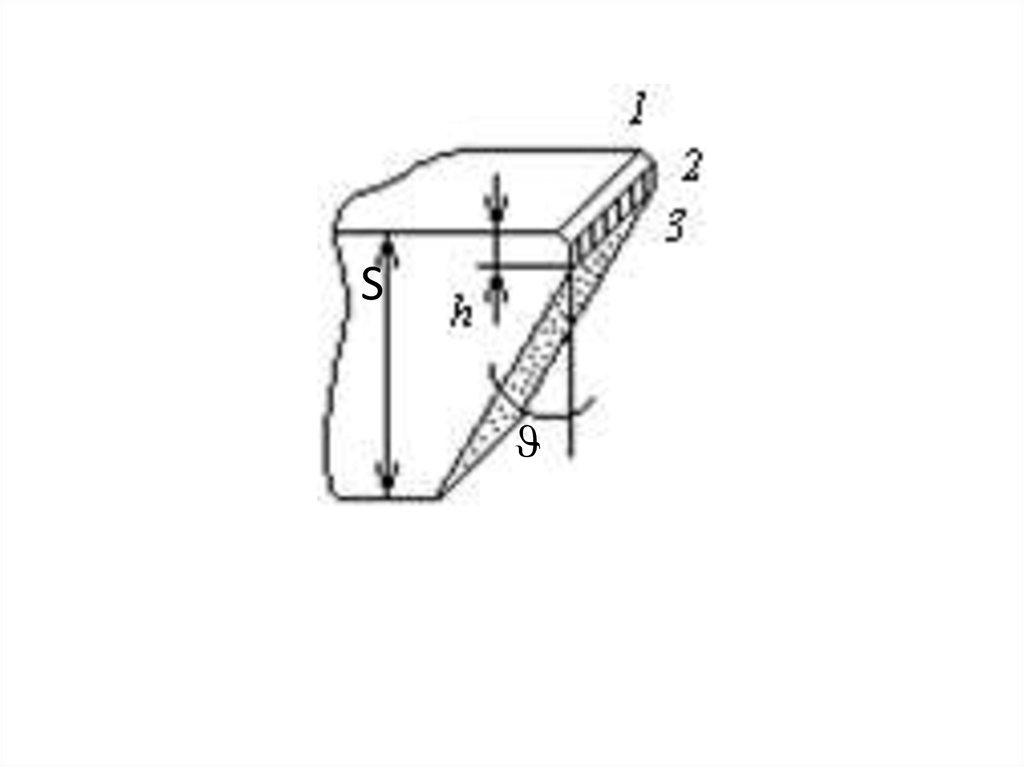
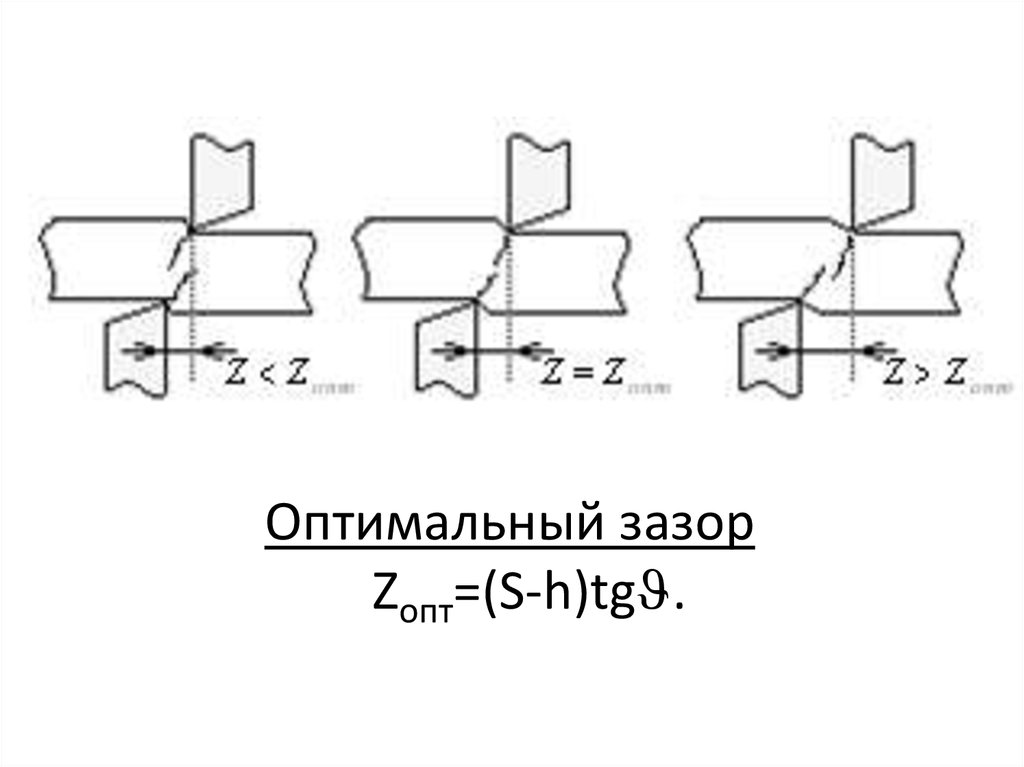
S22.
Оптимальный зазорZопт=(S-h)tg .
23.
Резка ножницами с наклонным подвижным ножомlS
S
S2
F , но l
, следовательно F
2
tg
2tg
S2
P k
ср , для стали ср (0,7 0,8) в
2tg
величина
где k – коэффициент (1,1 1,2),
которого определяется состоянием ножей
24.
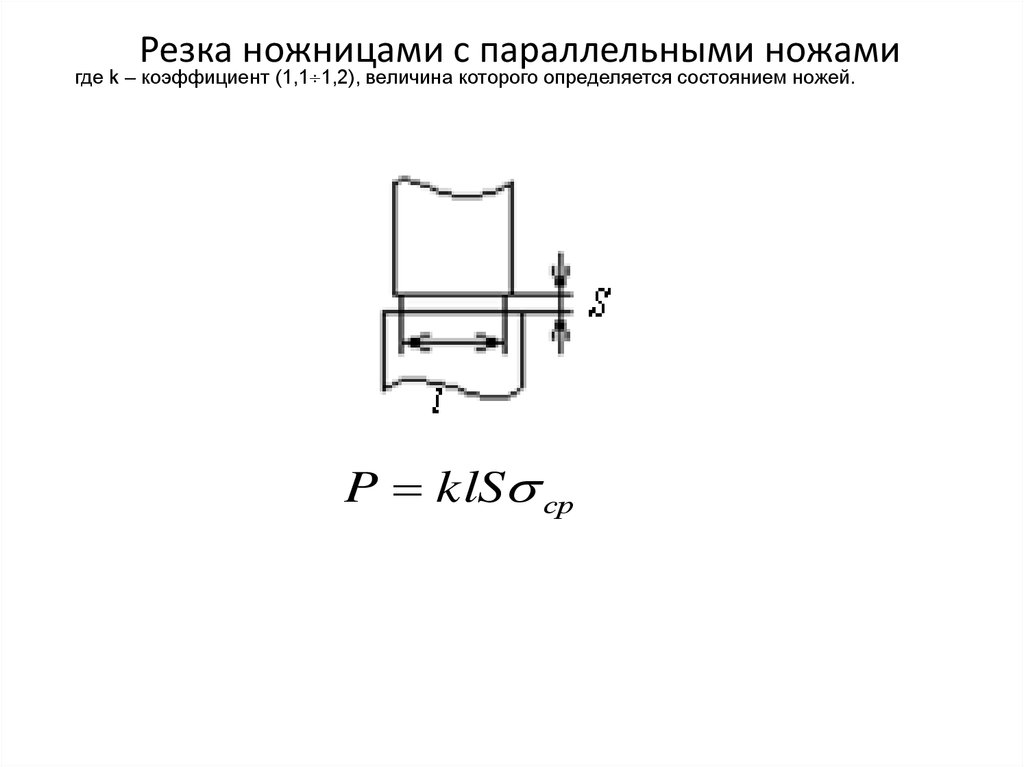
Резка ножницами с параллельными ножамигде k – коэффициент (1,1 1,2), величина которого определяется состоянием ножей.
P klS ср
25.
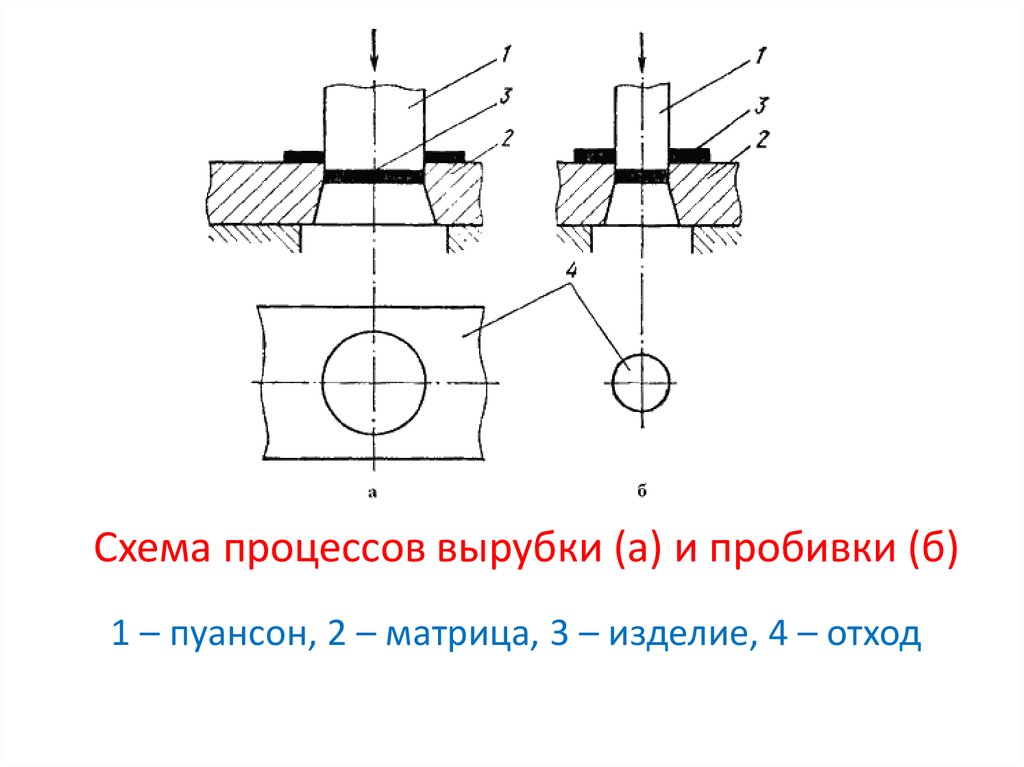
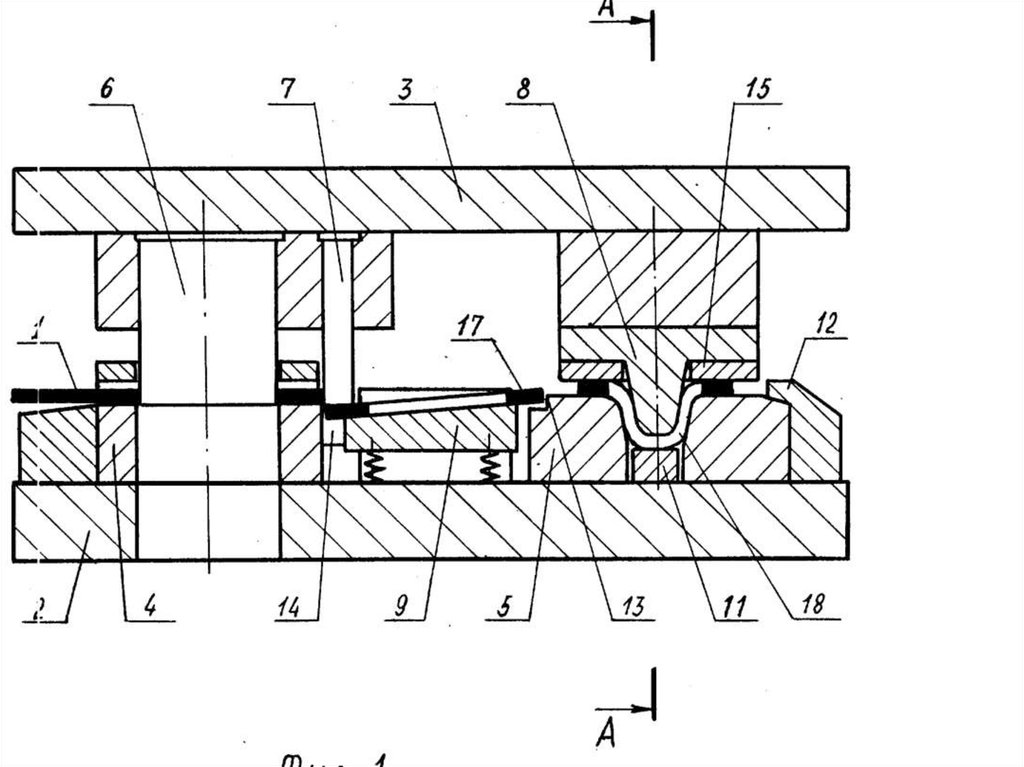
Схема процессов вырубки (а) и пробивки (б)1 – пуансон, 2 – матрица, 3 – изделие, 4 – отход
26.
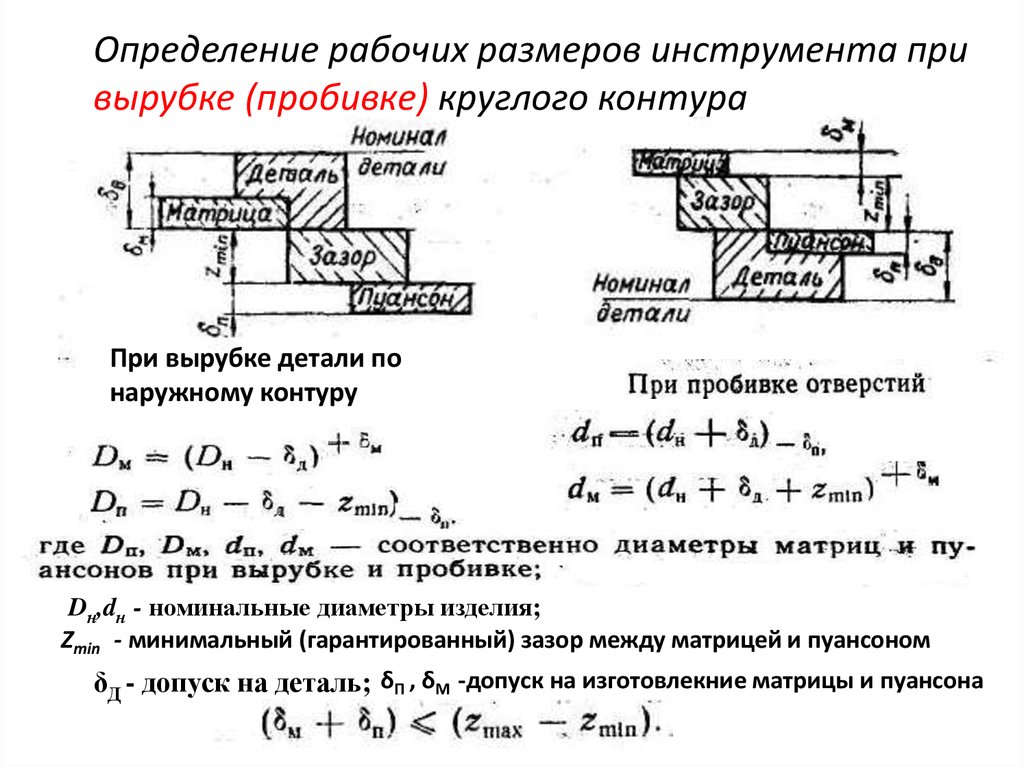
Определение рабочих размеров инструмента привырубке (пробивке) круглого контура
При вырубке детали по
наружному контуру
Dн,dн - номинальные диаметры изделия;
Zmin - минимальный (гарантированный) зазор между матрицей и пуансоном
δД - допуск на деталь; δП , δМ -допуск на изготовлекние матрицы и пуансона
27.
28.
29.
30.
31.
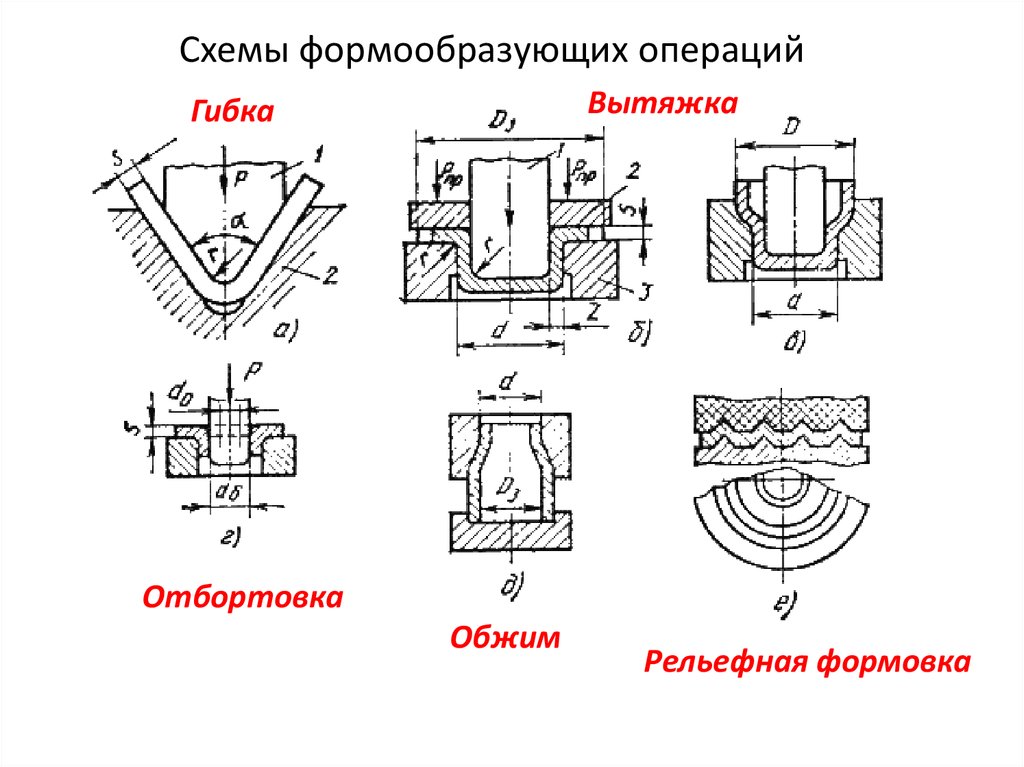
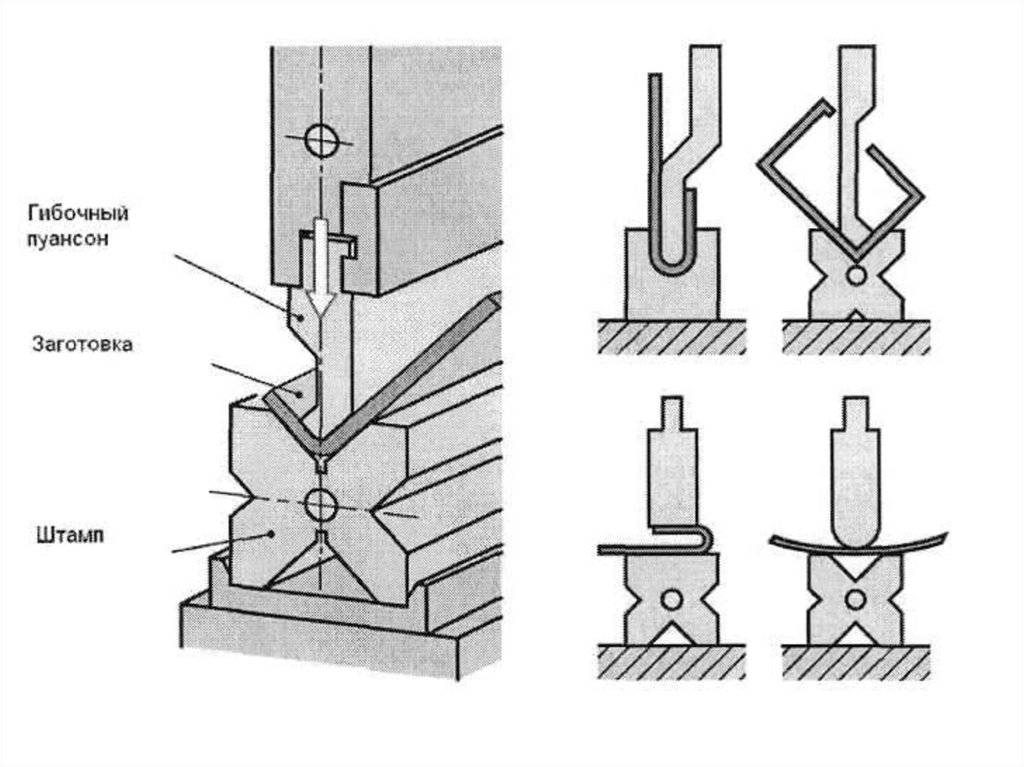
Схемы формообразующих операцийВытяжка
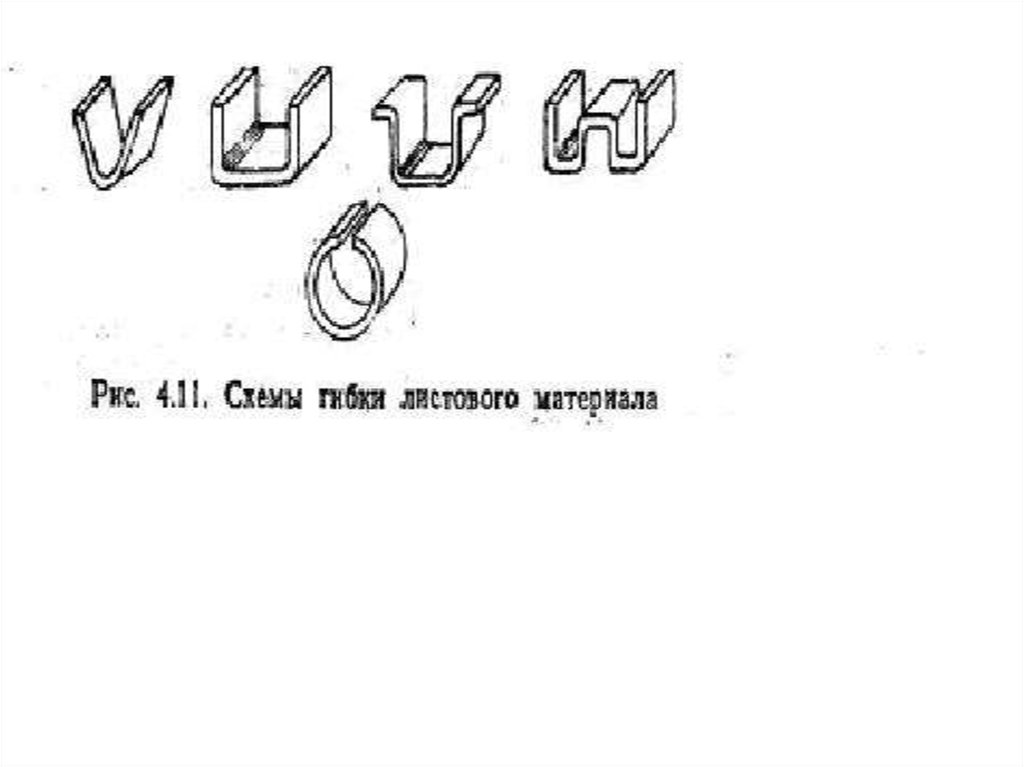
Гибка
Отбортовка
Обжим
Рельефная формовка
32.
33.
34.
35.
36.
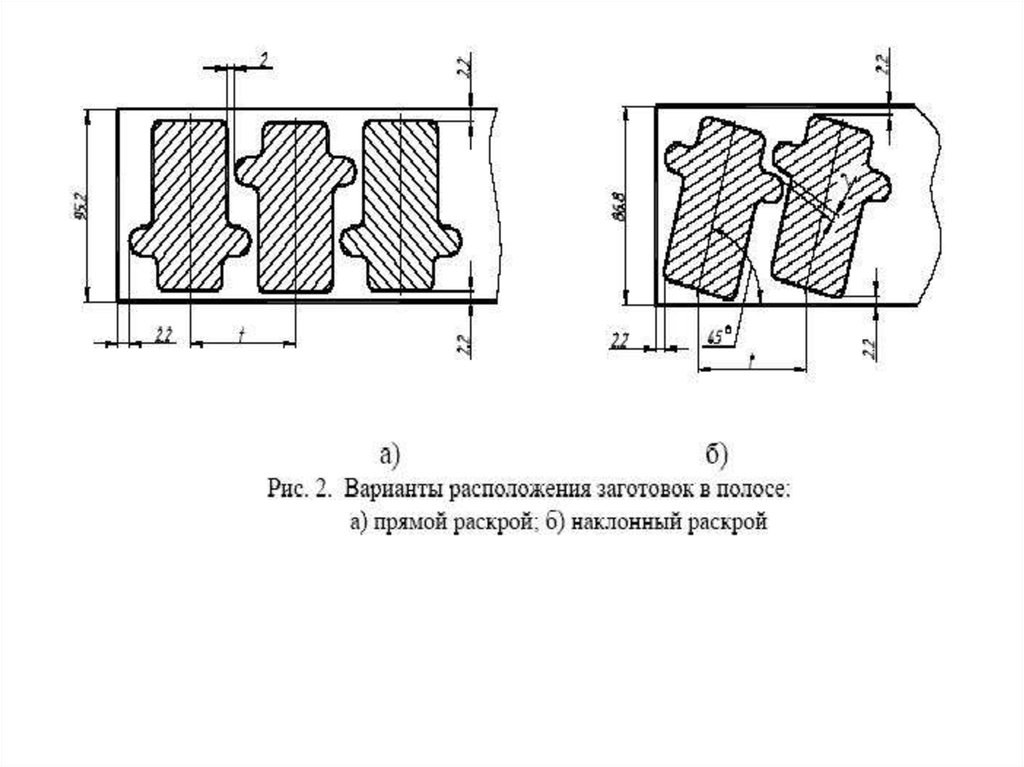
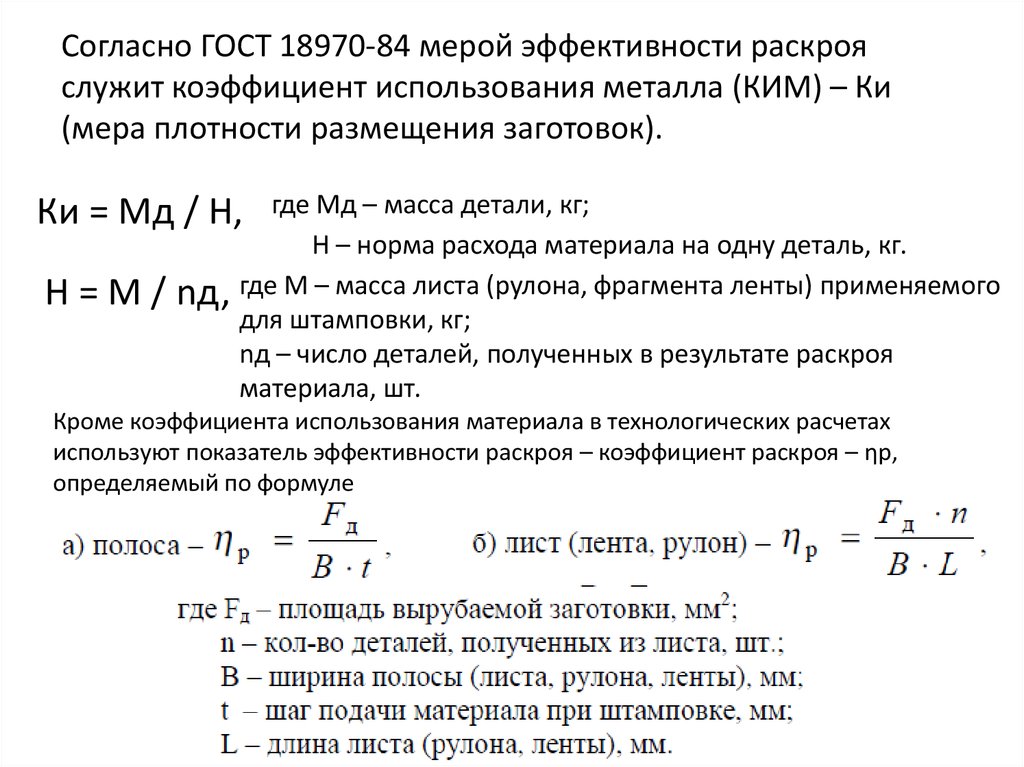
Согласно ГОСТ 18970-84 мерой эффективности раскрояслужит коэффициент использования металла (КИМ) – Ки
(мера плотности размещения заготовок).
где Мд – масса детали, кг;
Н – норма расхода материала на одну деталь, кг.
nд, где М – масса листа (рулона, фрагмента ленты) применяемого
для штамповки, кг;
nд – число деталей, полученных в результате раскроя
материала, шт.
Ки = Мд / Н,
Н=М/
Кроме коэффициента использования материала в технологических расчетах
используют показатель эффективности раскроя – коэффициент раскроя – ηр,
определяемый по формуле