






 industry
industrySimilar presentations:










Темір бетон бұйымдарын өндірудің конвейерлік тәсілі
1. Темір бетон бұйымдарын өндірудің конвейерлік тәсілі
ТЕМІР БЕТОНБҰЙЫМДАРЫН
ӨНДІРУДІҢ
КОНВЕЙЕРЛІК ТӘСІЛІ
2. Темір бетон бұйымдарын өндіру тəсілдері
ТЕМІР БЕТОН БҰЙЫМДАРЫНӨНДІРУ ТӘСІЛДЕРІ
Қазіргі заманғы құрамалы темірбетон кəсіпорындарында өндірудің келесі
түрлері қолданылады: стенд, ағынды-агрегатты, конвейерлік, кассеталы.
Табан-арбашаларда қалыптанатын өндірістің конвейерлік тəсілі кезінде темір
бетон бұйымдары технологиялық ағын бойымен берілген мəжбүрлі ырғақпен
орын ауыстырады. Бұл тəсіл өндірістік процесті жекелеген операцияларға
барынша бөлшектеумен сипатталады, олардың əрқайсысы жекелеген пост
бойынша орындалады. Технологиялық жабдықтардың жəне посттарды таңдау
кезінде олардағы операцияларды орындау ұзақтығы мүмкіндігінше бірдей
болуы тиіс.
3.
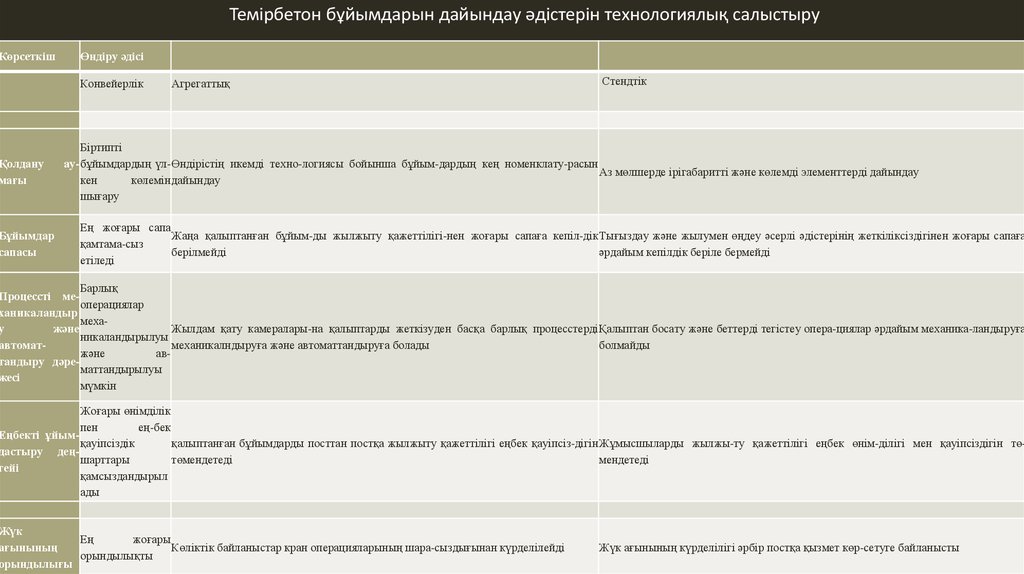
Темірбетон бұйымдарын дайындау әдістерін технологиялық салыстыруКөрсеткіш
Өндіру әдісі
Конвейерлік
Қолдану
мағы
Бұйымдар
сапасы
Агрегаттық
Стендтік
Біртипті
ау- бұйымдардың үл- Өндірістің икемді техно-логиясы бойынша бұйым-дардың кең номенклату-расын
Аз мөлшерде ірігабаритті жəне көлемді элементтерді дайындау
кен
көлемін дайындау
шығару
Ең жоғары сапа
Жаңа қалыптанған бұйым-ды жылжыту қажеттілігі-нен жоғары сапаға кепіл-дік Тығыздау жəне жылумен өңдеу əсерлі əдістерінің жеткіліксіздігінен жоғары сапаға
қамтама-сыз
берілмейді
əрдайым кепілдік беріле бермейді
етіледі
Барлық
Процессті меоперациялар
ханикаландыр
мехау
және
Жылдам қату камералары-на қалыптарды жеткізуден басқа барлық процесстерді Қалыптан босату жəне беттерді тегістеу опера-циялар əрдайым механика-ландыруға
никаландырылуы
автоматмеханикалндыруға жəне автоматтандыруға болады
болмайды
жəне
автандыру дәрематтандырылуы
жесі
мүмкін
Жоғары өнімділік
пен
ең-бек
Еңбекті ұйымқауіпсіздік
қалыптанған бұйымдарды посттан постқа жылжыту қажеттілігі еңбек қауіпсіз-дігін Жұмысшыларды жылжы-ту қажеттілігі еңбек өнім-ділігі мен қауіпсіздігін төдастыру деңшарттары
төмендетеді
мендетеді
гейі
қамсыздандырыл
ады
Жүк
Ең
жоғары
ағынының
Көліктік байланыстар кран операцияларының шара-сыздығынан күрделілейді
орындылықты
орындылығы
Жүк ағынының күрделілігі əрбір постқа қызмет көр-сетуге байланысты
4. Конвейерлік тәсіл
КОНВЕЙЕРЛІК ТӘСІЛ5.
Өндірістің конвейерлік тəсілінде қалып жеткізу қондырғысыныңкөмегімен берілген жылдамдықта мəжбүрлі қозғалыста ауысып тұрады.
Жылу қондырғыштары конвейер айналымының бөлімі болып табылады.
Конвейер технологиясын бір типті қабырға панелдерін, жабын
тақталарын жəне т.б. шығару үшін пайдаланады. Конвейер
технологиясының тізбегінде бірінен кейін бірі мынандай операциялар
орындалады: қалыпты дайындау, қалыпқа шегенді жəне бетон қоспасын
салып нығыздау, үздіксіз жұмыс жасайтын жылумен өңдейтін камераға
жіберу, жылумен өңдеу, қалыпта шығару жəне дайын бұйымдарды
тексеру.
6. Жұмыс принципі
ЖҰМЫС ПРИНЦИПІКонвейерлер қозғалыстың түріне байланысты арбашалы жəне тізбекті болуы
мүмкін. Арбашалы конвейердегі бұйымдар бір посттан басқа постқа қатаң
белгіленген уақыт аралығында орын ауыстырады, сол уақыт аралығында əрбір
постыда белгіленген операцияларды орындау аяқталады. Тізбекті конвейердегі
бұйымдар бір посттан басқа постқа тұрақты жылдамдықпен қозғалады.
Посттар үздіксіз əрекеттегі жабдықтармен жабдықталған.
Конвейер барлық посттарға қажетті тетіктер мен жартылай дайын өнімдерді
жеткізеді: арматуралы қаңқалар, бетон қоспасын, ерітіндіні, қаптама
тақталарын жəне т.б. қалыптау желісіне паралель бұйымдарды жылу-ылғалмен
өңдеу камералары орнатылған.
7.
Конвейерлік технология жабдықтардың жəне табанарбашалардың үлкен металл сыйымдылығына байланыстыбұйымдардың шығын ассортиментін шығаратын құаты үлкен
зауыттарда ғана ұйымдастырылуы мүмкін.
Конвейерлік тəсілді жетілдіру қалыптаушы қондырғылардың
жаңа конструкциясы - екі ярусты илемдеу орнағын жасауға
əкелді.
8.
Екі ярусты илемдеу орнағы арбашалы ырғақпен қозғалатын вагонеткақалыптардан тұратын вертикаль тұйық конвейерді білдіреді. Жоғары ярустабұйымдарды дайындау үшін жабдықтар орналасқан, ал төменгі ярус саңылау
типтес жылумен өңдеу камерасы болып табылады.
Орнақ 18минутқа тең мəжбүрлі ырғақпен жұмыс істейді, соның ішінде бір
постыдан басқа постыға қалыптардың орнын ауыстыруға 10минут кетеді.
Вагонетка-арбашалар қозғалысының орташа жылдамдығы 20...30м/ч құрайды.
Екі ярусты орнақта темір бетон бұйымдарды дайындау технологиясы бір-екі
бұйымдарды дайындау бойынша əрбір орнағын тар арнайыландыруды
қарастырады. Зауытта бірнеше орнақтардың болуы онда кең номенклатуралы
бұйымдарды дайындауға мүмкіндік береді (тақталар жəне ара жабын
панельдері, ішкі жəне сыртқы қабырға панельдері, бағаналар, ригельдер жəне
т.б.).
9.
10. Қолданылу аясы
ҚОЛДАНЫЛУ АЯСЫКонвейерлі тəсілмен көбінесе қабырға панелдерін
дайындайды. Сыртқы қабырғалық панельдерді өндіру үшін
технологиялық желі он бес кезектескен посттардан өтуі қажет
жəне де тігінен-тұйықталған конвейер болып табылады. Оның
жоғарғы деңгейінде мынадай технологиялық посттар
орналасқан: аршу, тазалау, жəне қалып-вагеноткаларды
майлау, арматура мен салма бөлшектерді салу, бетон қоспасын
төсеу жəне нығыздау, бетін əрлеу. Бұйымдарды жылулық
өңдеу екі жағдайда қарастырылады: жерасты саңылаулы жəне
үздіксіз əрекеттегі шығару камераларда.
11. Конвейірлі тәсілдің артықшылықтары
-КОНВЕЙІРЛІ ТӘСІЛДІҢ
АРТЫҚШЫЛЫҚТАРЫ
Технологиялық процестердің жоғары дəрежедегі механизациясы
мен автоматизациясын қамтамасыз ету;құрылғыны ыңғайлы етіп
орналастыру жəне сол арқылы өндірістік ауданды тиімді пайдал
ану мүмкіндігі;бұйымды конвейерлік тəсілмен өндіру еңбектің өн
імділігін арттыруға айтарлықтай ықпал етеді.
12. Конвейірлі тәсілдің кемшіліктері
КОНВЕЙІРЛІ ТӘСІЛДІҢКЕМШІЛІКТЕРІ
Капиталдың ұлғаюы соның натижесінде, механизмдер мен
қондырғылардың шығынының артуы;бұйымның басқа түрін
жасаудағы өтудің қиындығы, əрбір өтуде форманың ауысуына
жəне жабдықтардың, сонымен қатар барлық технологиялық
сызықтарда тоқтауға кезігеді.