



 industry
industrySimilar presentations:

")








Способ подготовки кромок листового металла
1. Министерство образования и науки РФ Выксунский филиал ФГАОУВПО НИТУ «МИСиС» Направление:150404 Металлургические Машины и
ОборудованияКурсовая работа
На тему:
Способ подготовки кромок листового металла
Выполнил студент группы МО-1-10 В: Карпухин С. О.
Руководитель : Исаева А.М.
Выкса, 2014г
2.
Цель курсового проектаЦелью изобретения является сокращение времени резания и увеличение производительности
при неизменном качестве труб. Данная цель достигается установкой фрезового отрезного
станка.
Область применения
Изобретение относится к области обработки металлов давлением и наиболее эффективно может
быть использовано при обрезке боков кромок рулонной стали.
Формула изобретения
Способ подготовки кромок листового металла, включающий операцию обрезки кромок,
отличающийся тем, что с целью улучшения качества продукции и увеличения
производительности операция обрезки кромок дисковыми ножницами заменяются механической
обработкой поверхности кромок листового металла с помощью кромкофреза.
3. Известен способ подготовки кромок листового металла для продольного шва, включающий операции обработки на кромкострогальном
Описание уровня техники с выделением аналогов ипрототипа
Известен способ подготовки кромок листового металла для продольного шва,
включающий операции обработки на кромкострогальном станке [1].
Кромкострогальный станок состоит из двадцати клетей. В состав каждой клети входит
по два суппорта и две каретки, располагающиеся по обе стороны от краев листа. В
составе каретки есть два ролика, назначение которых придавливать кромку листа
возле суппорта
Усилие нажатия регулируется за счет натяжения пружин. В суппорте устанавливаются
резцы по четыре штуки, которые, снимая стружку, делают необходимую кромку.
Выступы резцов регулируются посредством винтов.
Способ осуществляется следующим образом: первые десять клетей строгают кромки
листа под прямым углом к поверхности, подгоняя лист под заданную ширину и
снимая до 5-7 мм металла. Четыре следующих клети строгают верхнюю фаску для
внутреннего шва. Остальные шесть клетей строгают фаску нижней стороны для
наружнего шва.
4.
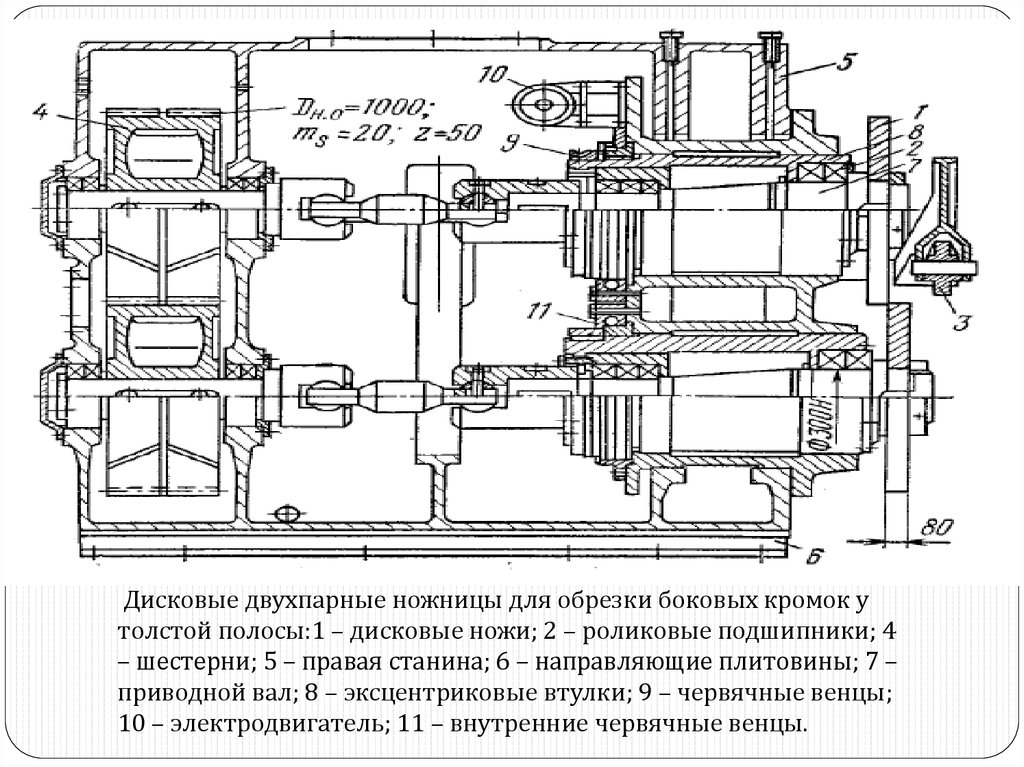
Дисковые двухпарные ножницы для обрезки боковых кромок утолстой полосы:1 – дисковые ножи; 2 – роликовые подшипники; 4
– шестерни; 5 – правая станина; 6 – направляющие плитовины; 7 –
приводной вал; 8 – эксцентриковые втулки; 9 – червячные венцы;
10 – электродвигатель; 11 – внутренние червячные венцы.
5.
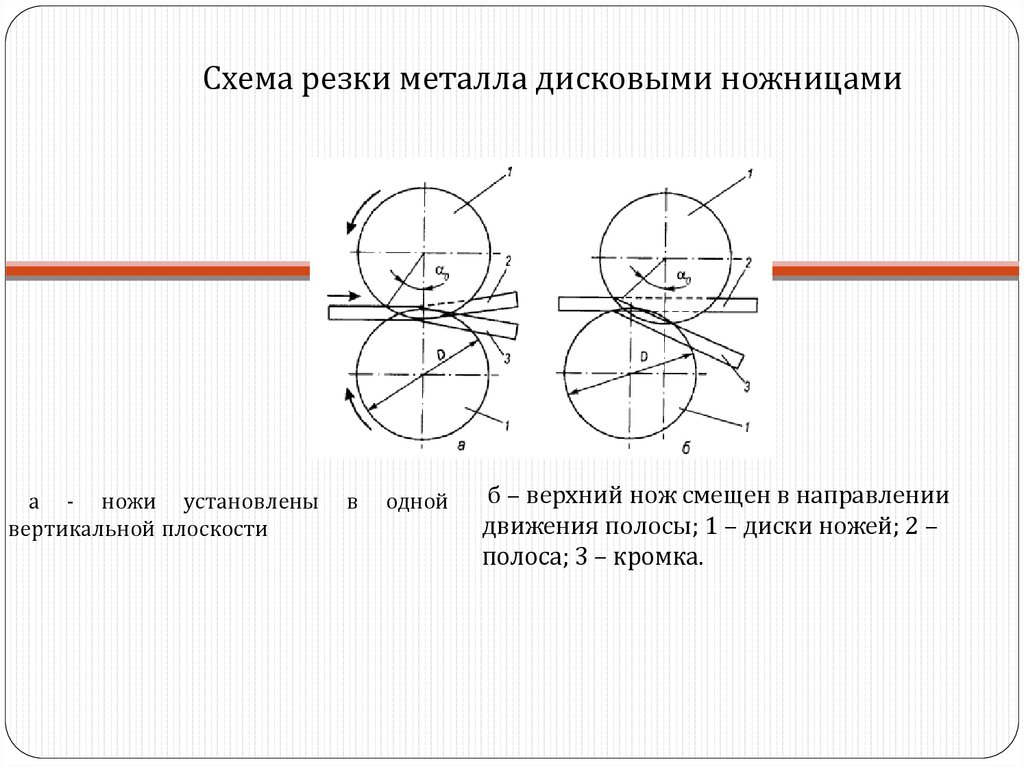
Схема резки металла дисковыми ножницамиа - ножи установлены
вертикальной плоскости
в
одной
б – верхний нож смещен в направлении
движения полосы; 1 – диски ножей; 2 –
полоса; 3 – кромка.
6.
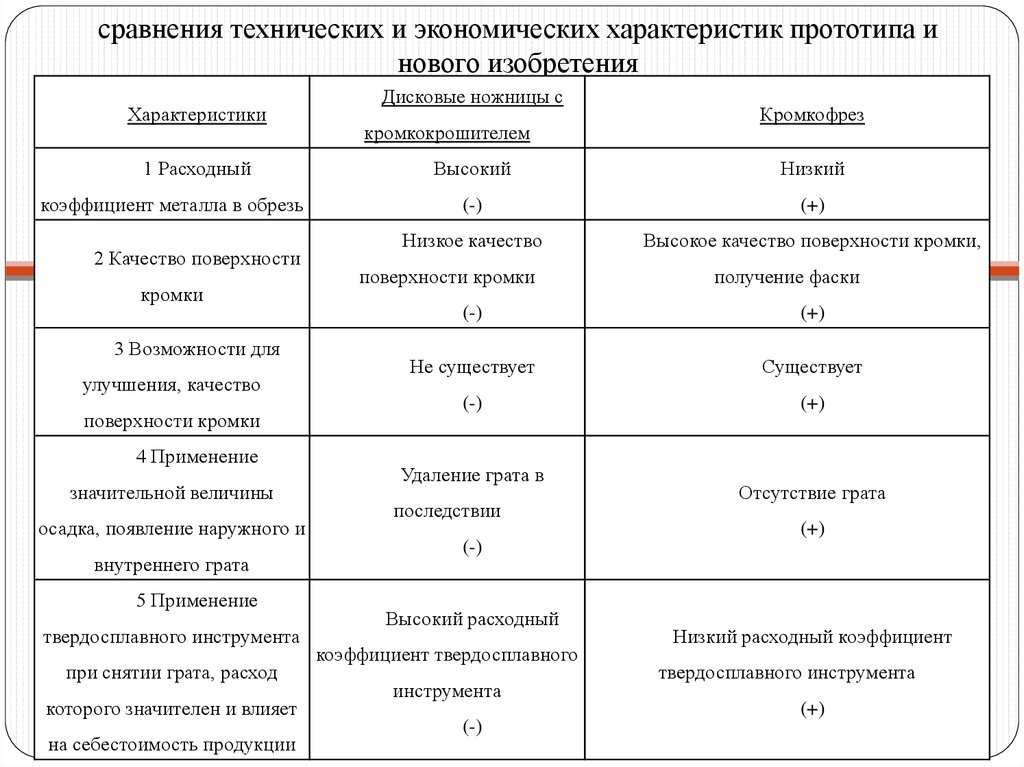
сравнения технических и экономических характеристик прототипа инового изобретения
Характеристики
1 Расходный
коэффициент металла в обрезь
2 Качество поверхности
кромки
3 Возможности для
улучшения, качество
поверхности кромки
4 Применение
значительной величины
осадка, появление наружного и
внутреннего грата
5 Применение
твердосплавного инструмента
при снятии грата, расход
которого значителен и влияет
на себестоимость продукции
Дисковые ножницы с
кромкокрошителем
Кромкофрез
Высокий
Низкий
(-)
(+)
Низкое качество
Высокое качество поверхности кромки,
поверхности кромки
получение фаски
(-)
(+)
Не существует
Существует
(-)
(+)
Удаление грата в
последствии
(-)
Высокий расходный
коэффициент твердосплавного
инструмента
(-)
Отсутствие грата
(+)
Низкий расходный коэффициент
твердосплавного инструмента
(+)
7.
Возможна, что приводит к6 Возможность
автоматизации
Невозможно
снижению влияния трудовых
(-)
ресурсов на производство
(+)
7 Серповидность металла
8 Ремонт и восстановление
Допускается
Не допускается
(+)
(-)
Простота ремонта и
Только замена рабочего
восстановления
(+)
инструмента
(-)
Необходимо программное
9 Регулировка
Простота регулировки (+)
обеспечение
(-)
10 Скорость вращения
исполнительного инструмента
11 Изменение ширины в
достаточно широком диапазоне
Небольшая
(+)
Необходимость балансировки
всех вращающихся деталей
(-)
Допускается
Не допускается
(+)
(-)
8.
ВыводИзобретение относится к области обработки металлов давлением и наиболее
эффективно может быть использовано при обрезке боков кромок рулонной стали.
Способ подготовки кромок листового металла, включающий операцию обрезки
кромок, отличающийся тем, что с целью улучшения качества продукции и увеличения
производительности операция обрезки кромок дисковыми ножницами заменяются
механической обработкой поверхности кромок листового металла с помощью
кромкофреза.
Технический эффект от реализации данного изобретения:
- улучшение поверхности кромки полосы и получение фаски приводит к
улучшению сварного шва, отсутствию грата, что приведет к снижению расходного
коэффициента твердосплавного инструмента;
- снижение трудовых ресурсов путем автоматизации процесса;
- снижение вероятности образования разнотолщинности и серповидности;
- Стружка получается малоразмерная и легко удаляется на стружкотранспортере,
следовательно, необходимость применения кромкокрашительных ножниц отсутствует.
Замена режущего инструмента занимает не более 10 минут, а переостнастки на другой
сортамент не более 30 минут.
- возможность изготовления точных профилей с узкими допусками.