

 рельеф преобразуется в эксплуатационный. При этом устанавливается та")
 в эксплуатационный (б)")


















 mechanics
mechanicsSimilar presentations:










Физическая сущность и закономерности изнашивания
1. ЛЕКЦИЯ 4. ФИЗИЧЕСКАЯ СУЩНОСТЬ И ЗАКОНОМЕРНОСТИ ИЗНАШИВАНИЯ
1. Общее понятие, сущность процессаизнашивания.
2. Классификация видов изнашивания.
3. Стадийность процесса изнашивания.
2.
Изнашивание – процесс отделенияматериала поверхности твердого тела и
(или)
увеличения
его
остаточной
деформации при трении, проявляющийся в
постепенном изменении размеров и (или)
формы тела.
Изнашивание
является
довольно
сложным процессом, до настоящего
времени недостаточно изученным.
Применяемые в науке, технике и производстве
термины и определения основных понятий в
области
трения,
изнашивания
и
смазки
устанавливает ГОСТ 27674-88.
2
3.
Физическая сущность изнашиваниязаключается
в
том,
что
при
относительном
перемещении
двух
поверхностей в области их контакта
возникают механические и молекулярные
связи,
сопровождающиеся
тепловыми,
окислительными и другими эффектами.
Эти связи и их разрыв приводят, в конечном
счете,
к
разрушению
микрообъемов
поверхности
и
их
удалению,
т.е.
изнашиванию.
3
4.
Современноепредставление
о
природе изнашивания базируется на
хорошо изученном факте дискретности
контакта
шероховатых
тел,
в
соответствии с которым фактическая
площадь
контакта
металлических
поверхностей при умеренных давлениях
составляет не более 0,1 – 1,0 %
номинальной площади.
4
5.
Дискретныйхарактер
касания,
наличие большого числа пятен контакта
и соответственно фрикционных связей
является
следствием
того,
что
реальные поверхности деталей имеют
сложный
рельеф,
который
характеризуется шероховатостью и
волнистостью.
5
6. В процессе изнашивания исходный (технологический) рельеф преобразуется в эксплуатационный. При этом устанавливается та
шероховатостьповерхности, которая соответствует
данному
процессу
разрушения
поверхностных
слоев
в
период
нормального изнашивания.
6
7. Схема преобразования технологического рельефа поверхности (а) в эксплуатационный (б)
78.
Изнашивание включает ряд физикохимических процессов:8
– снятие тончайших слоев металла
(микрорезание);
– смятие отдельных микронеровностей
(пластическая и упругопластическая
деформация);
– усталостное выкрашивание
микронеровностей в результате
многократного упругого их
деформирования;
9.
9– изменение структуры металла,
повышение его хрупкости при нагрузках,
вызывающих высокие локальные
температуры;
– молекулярное взаимодействие
поверхностей, заключающееся в
сращивании отдельных участков
контакта микронеровностей и в
переносе частичек металла с одной
поверхности на другую, и др.
10.
В настоящее время наиболееприемлемой для практического
использования принята следующая
классификация видов изнашивания:
10
– механическое;
– молекулярно-механическое;
– коррозионно-механическое;
– другие виды изнашивания (водородное,
избирательный перенос).
11.
11Механическое изнашивание
происходит только в результате
механических взаимодействий
материалов изделий. К нему относят:
– абразивное;
– усталостное;
– вследствие пластического
деформирования;
– кавитационное;
– эрозионное.
12.
Абразивное изнашивание – наиболеераспространенный вид изнашивания.
Вызывается наличием на поверхности
трения абразивных частиц, попавших с
воздухом, топливом и маслом (вследствие
недостаточной фильтрации), а также
образовавшихся при разрушении
микрообъемов трущихся поверхностей.
Этому виду изнашивания
подвержены практически все детали
машин.
12
13.
1314.
1415.
Разновидностью абразивного износаявляются гидроабразивное и
газоабразивное изнашивание. Такое
изнашивание возникает в результате
действия твердых частиц, взвешенных в
жидкости или газе и перемещающихся
относительно изнашивающегося тела.
15
16.
Гидроабразивному виду изнашиванияподвержены плунженые пары, гильзы
цилиндров дизельных двигателей,
трубопроводы.
Газоабразивному виду изнашивания
подвержены клапаны, поршневые кольца,
зеркала цилиндров двигателей в результате
контакта с потоком раскаленных газов.
16
17.
1718.
Усталостное изнашивание(контактная усталость) проявляется в
виде местного выкрашивания на
поверхностях сопряженных деталей,
перекатывающихся под нагрузкой с
проскальзыванием или без него.
Этот вид изнашивания является
характерным для элементов подшипников
качения, зубчатых колес, кулачков и
толкателей, вкладышей подшипников
коленчатого вала и других деталей.
18
19.
1920.
При изнашивании вследствиепластического деформирования
происходит изменение
макрогеометрических размеров детали
без потери массы под воздействием
передаваемой нагрузки или под влиянием
сил трения.
20
21.
Пластическое деформированиеповерхностей происходит постепенно и
сопровождается некоторым
уплотнением поверхностных слоев.
Такому износу подвержены резьбовые,
шпоночные и шлицевые соединения,
втулки шатунов, вкладыши
подшипников и др.
21
22.
Кавитационное изнашивание(кавитационная эрозия) возникает при
движении жидкости относительно
поверхности детали, когда вблизи
поверхности образуются, а затем
захлопываются пузырьки газа. В результате
разрушения этих пузырьков возникают
локальные гидравлические удары большой
силы с образованием каверн (полостей).
Такой износ наблюдается на наружных
поверхностях мокрых гильз цилиндров
двигателя, полостях водяных насосов и
других деталях.
22
23.
Разрушение крыльчатки помпы по причинекавитации и коррозии
23
24.
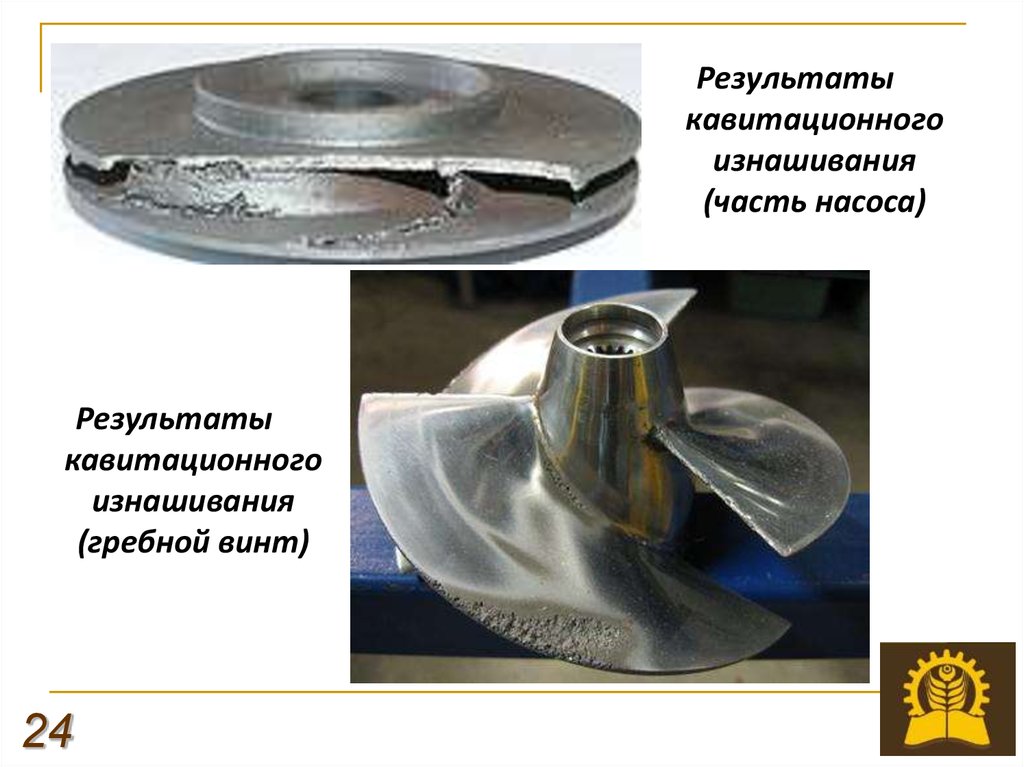
Результатыкавитационного
изнашивания
(часть насоса)
Результаты
кавитационного
изнашивания
(гребной винт)
24
25.
Эрозионным изнашиванием называютпроцесс изменения размеров детали при
динамическом воздействии на материал
механических частиц или электрических
разрядов. Механические частицы могут
быть твердыми, жидкими или
газообразными. В зависимости от этого
различают абразивную, кавитационную,
газовую и электрическую виды эрозии.
25
26.
2627.
Молекулярно-механическое изнашивание(изнашивание при заедании) проявляется как
следствие молекулярного взаимодействия
поверхностей. Характерными признаками его
проявления являются схватывания, задиры,
перенос частичек металла с одной из
сопряженных поверхностей на другую. Этот вид
изнашивания нередко встречается в
сопряженных деталях тепловых двигателей
(задиры стенок цилиндров, стержней и
направляющих втулок клапанов, тарелок
толкателей, кулачков распределительного вала
и др.).
27
28.
Результат изнашивания при схватывании28
29.
Коррозионно-механическоеизнашивание возникает в результате
сочетания коррозии и механического
изнашивания. Подразделяется на
окислительное и фреттинг-коррозию.
29
30.
При окислительном изнашиваниикислород воздуха (или растворенный в
масле) образует на поверхности металла
окисную пленку, которая механически
удаляется при трении. Затем процесс
повторяется, и в него вступают новые,
нижние слои металла. Изнашивание
ускоряется, так как окисные пленки, как
правило, малостойки при трении.
30
31.
Изнашивание при фреттинг-коррозиипроисходит вследствие вибраций
контактирующих поверхностей или
периодических деформаций деталей. На
участках, поврежденных фреттингкоррозией, образуются окисные пленки,
которые при разрушении играют роль
абразивных частиц при относительных
перемещениях деталей и не удаляются за
пределы области трения.
31
32.
Результатизнашивания при
фреттинг-коррозии
32
33.
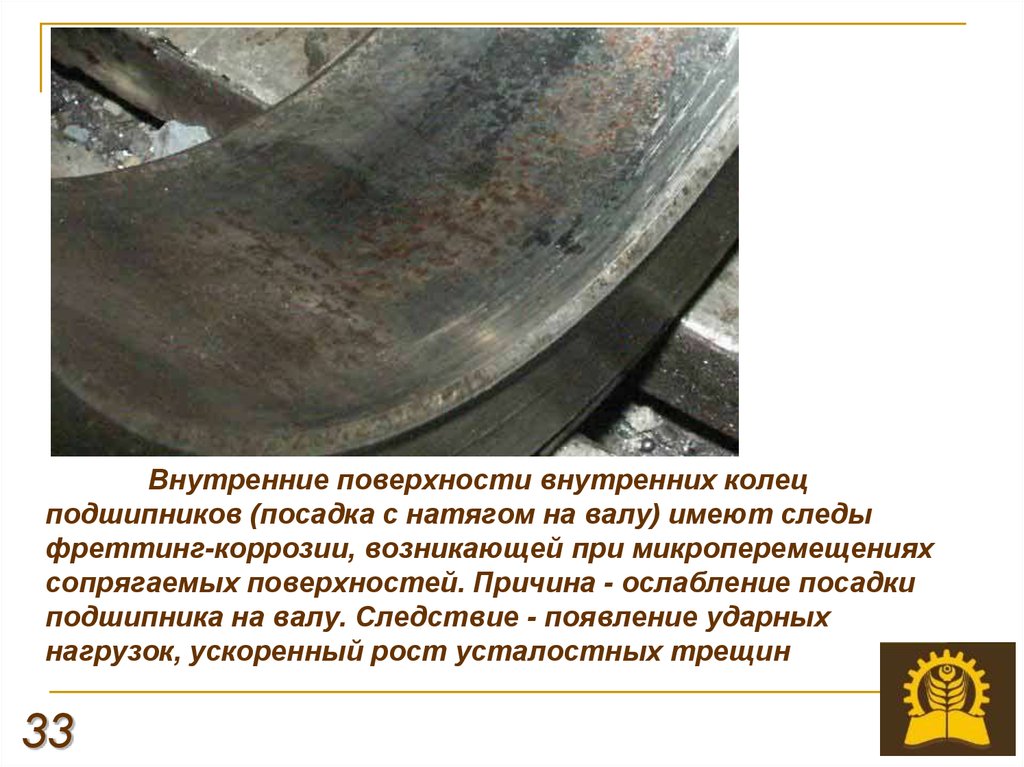
Внутренние поверхности внутренних колецподшипников (посадка с натягом на валу) имеют следы
фреттинг-коррозии, возникающей при микроперемещениях
сопрягаемых поверхностей. Причина - ослабление посадки
подшипника на валу. Следствие - появление ударных
нагрузок, ускоренный рост усталостных трещин
33
34.
Каждый из перечисленных видовизнашивания редко встречается в чистом
виде – обычно они проявляются
комплексно.
Например, рабочие поверхности гильз
цилиндров подвергаются как
абразивному, так и молекулярномеханическому и коррозионномеханическому видам изнашивания. Любой
из них может оказаться ведущим или
сопутствующим в зависимости от
условий и режимов работы двигателя.
34
35. Изнашивание машин является стадийным процессом, который может быть подразделен на три периода.
3536. Кривая изнашивания деталей машин: tП – период приработки; tНИ – период нормального изнашивания; tа – аварийное изнашивание; ИП
– износ за период приработки; ИПР –предельный износ; И = f(t) – кривая износа;
γ = f(t) – скорость изнашивания
36
37.
В первый период (tп) осуществляетсямикро- и макрогеометрическая
приработка поверхности трения деталей
и в некоторой степени стабилизируются
показатели их технического состояния.
Происходит разрушение
микронеровностей поверхностей трения
деталей. В этот период скорость
изнашивания монотонно убывает до
значения γ = const, характерного для
периода tни установившегося
(нормального) изнашивания.
37
38.
Если нет причин, изменяющихпараметры установившегося процесса
изнашивания, то он протекает
стационарно, и возможные отклонения
от средней скорости процесса за счет
его стадийности не влияют на общую
линейную зависимость износа от
наработки.
38
39.
Третий период характеризуетнаступление аварийного изнашивания,
когда резко возрастает интенсивность
процесса. Его наступление связано, как
правило, с изменением вида изнашивания
в результате активизации факторов,
влияющих на процесс и зависящих от
степени износа. Возникают ударные
нагрузки, биение, изменение теплового
режима и условий смазки. Происходит
рост микронеровностей, возникают
условия для схватывания и молекулярномеханического изнашивания.
39
40.
Линейная зависимость между износоми наработкой для установившегося
режима, типичного для нормальных
условий эксплуатации, имеет вид
И = γt,
где И – линейный износ, т.е. изменение
размера детали, измеренное в
направлении, перпендикулярном к
поверхности трения; γ – скорость
изнашивания;
t – наработка.
40
41.
С учетом приработки эта зависимостьвыглядит следующим образом:
И = Ип + γt,
где Ип – износ за период приработки.
41
42.
Спасибо за внимание42