











 «Челябинский государственный промышленно-гуманитарный")
 industry
industrySimilar presentations:










Технологический процесс изготовления четырехступенчатого вала на токарно-винторезном и токарно-револьверном станках
1. Технологический процесс изготовления четырехступенчатого вала на токарно- винторезном и токарно- револьверном станках
Государственное бюджетное профессиональноеобразовательное учреждение
«Челябинский государственный промышленно-гуманитарный
техникум имени А.В. Яковлева»
Технологический процесс изготовления
четырехступенчатого вала
на токарно- винторезном и токарноревольверном станках
Выполнил студент группы № 301
Тодоров Николай
2. Производственную практику я проходил на предприятии ПАО Челябинский Трубопрокатный Завод
3.
ОборудованиеТокарно-винторезный
станок
1К62
предназначен для выполнения разнообразных
токарных работ: обтачивания и растачивания
цилиндрических и конических поверхностей,
нарезания наружных и внутренних метрических,
дюймовых, модульных и притчевых резьб, а
также сверления, зенкерования, развертывания, и
т.п.
4.
Металлорежущим станкомназывают технологическую
машину, на которой путем
снятия стружки с заготовки
получают деталь с данными
размерами, формой, взаимным
расположением и
шероховатостью поверхностей.
Расшифровка модели станка:
1-Токарная группа станков
6- токарно винторезный
К-модернизация
2 -высота центров над
станиной 220мм
5.
Техническая характеристикастанка 1К62
Наибольшая длина заготовки, мм, 1000
Высота оси центров, мм,
220
Наибольший диаметр изделия, мм 400
Наибольший диаметр прутка, мм
55
Длина
2812
Ширина
1166
Высота
1324
6. Деталь – Четырёхступенчатый вал
7.
Режущий инструментРезец - режущий инструмент, предназначен для обработки
деталей различных размеров, форм, точности и материалов.
Служит
для
выполнения
различных
строгальных,
револьверных и долбёжных работ и используются на
соответствующих станках. Резцы так же бывают с напаянными
и со сменными твёрдосплавными пластинами, таких, как
Т15К6.
Для обработки детали четырёхступенчатый вал » я
выбрал резцы с напаянными твёрдосплавными пластинами, так
как это более экономичный вариант. Использовал проходные,
отогнутые и упорные резцы,, сам затачивал метрический резец.
8.
Проходной упорный резецРезьбовой резец
Проходной отогнутый резец
отрезной резец
Центровочное
сверло
9.
Заточка инструментаСтанок предназначен для
заточки режущего
инструмента таких как;
сверла, резцы и т.д.
Станок имеет два заточных
круга: белый – электрокорунд,
зелёный – карбид кремния.
Белый круг предназначен для
заточки той части
инструмента, которая состоит
из мягкого материала,
например, державка.
Зелёный круг – для заточки
инструмента из
твёрдосплавного материала,
например, напаянная
пластина.
10. Измерительный инструмент
Измерение – нахождение значения физической величины при помощиизмерительных инструментов.
Для измерения и контроля размеров своей детали я использовал
штангенциркули ШЦ-1,ШЦ-2 .
ШЦ-1
шаблон
ЩЦ-2
Резьбовое калибр кольцо
11. Установочные приспособления
Трех-кулачковыйсамоцентрирующийся
патрон
Сверлильный патрон
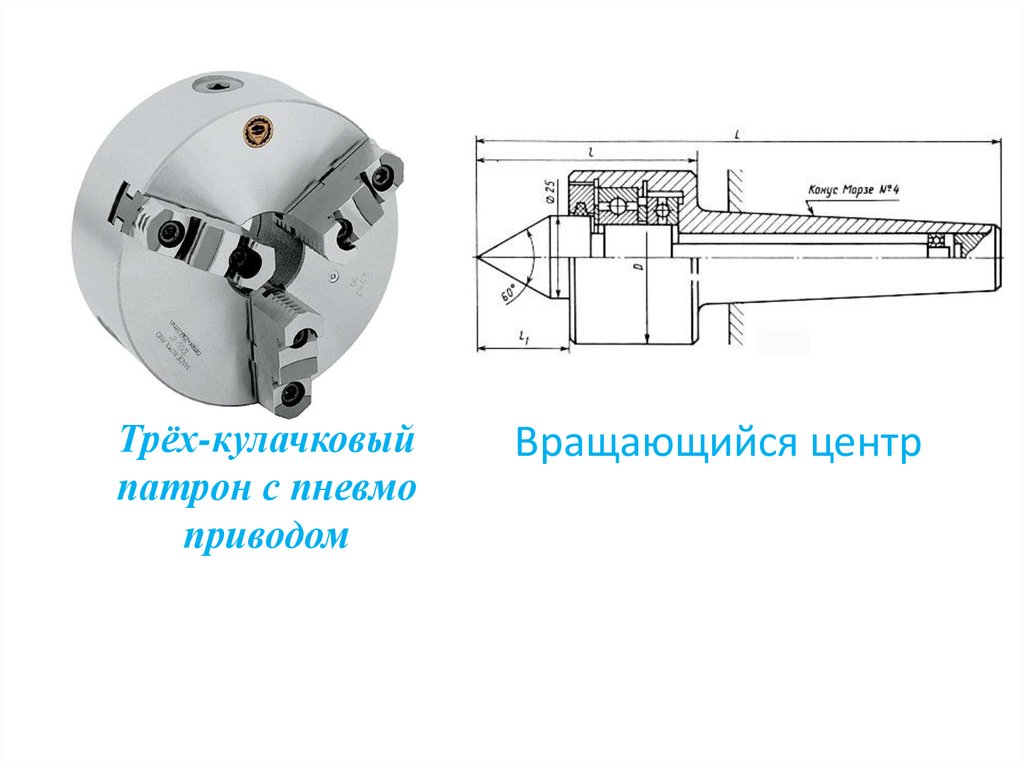
12.
Трёх-кулачковыйпатрон с пневмо
приводом
Вращающийся центр
13. Экономическая часть
В экономической части я рассчитывал себестоимость детали
Затраты на материал инструмента и заготовки,
электроэнергию, электрооборудования,
амортизация станка, затраты на заработную
плату рабочим.
Таким образом себе стоимость детали
составило 392 рублей
14. Охрана труда
Охрана труда - система сохранения жизни и здоровьяработников в процессе трудовой деятельности,
включающая в себя правовые, социальноэкономические, организационно-технические,
санитарно-гигиенические и т.д. Безопасность труда
должна учитываться уже при проектировании и
размещении оборудования, в расчетах его на
прочность и надежность, выборе его
эксплуатационных параметров, технических
процессов и материалов, организации рабочих мест.
15. Техника безопасности подразделяется на;
1) До начала работы2) Во время работы
3) После окончания работы
16. Опасные зоны станка
17. Министерство образования и науки Челябинской области ГБОУ СПО (ССУЗ) «Челябинский государственный промышленно-гуманитарный
техникум им. А.В. Яковлева»Технология изготовления детали,
Четырёхступенчатого вала на токарновинторезном и токарно-револьверном
станках