





 -")




 – это совокупность конструкторских документов, которые должны содержать техническое и")






 – это совокупность конструкторских документов, которые должны содержать принципиальные")

 – графический рисунок модели, выполненный в масштабе на условно типовой фигуре,")



 – это совокупность конструкторских документов, которые должны содержать окончательные")




















R1")






 industry
industrySimilar presentations:










Конструкторская подготовка на предприятиях производства одежды
1. Литература
Рашева, О.А. Конструкторская подготовка
производства на предприятиях легкой
промышленности [Электронный ресурс] : учеб.
пособие / О. А. Рашева, О. В. Ревякина, И. В.
Виниченко. – Электрон. текст. дан. (7,93 МБ). –
Омск : Изд-во ОмГТУ, 2017. –электрон. опт.
диск (CD-ROM.
Рашева О.А. Конструкторская и
технологическая подготовка производства :
учебное пособие . В 2-х ч. Ч. 2.
Конструкторская подготовка на предприятиях
индивидуального производства одежды. –
Омск : ОГИС, 2008. – 132.
2.
Смирнова, Н. И. Конструкторскотехнологическое обеспечение предприятий
индустрии моды. Лабораторный практикум /
Н. И. Смирнова, Т. Ю. Воронкова, Н. М.
Конопальцева.- М. : ФОРУМ, 2009. – 272 с.
Рашева О. А. Конструкторскотехнологическая подготовка производства :
методические указания к практическим
занятиям для студентов специальности
280900 очной формы обучения. – Омск :
ОГИС, 2009. – 93 с.
Рашева, О. А. Конструкторскотехнологическая подготовка производства :
методические указания к выполнению
курсовой работы. – Омск: ОГИС, 2011. – 35 с.
3. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА. ОСНОВНЫЕ ПОЛОЖЕНИЯ И СОДЕРЖАНИЕ ПРОЕКТНЫХ РАБОТ В ШВЕЙНОЙ ОТРАСЛИ План
1.2.
3.
4.
Цель КТПП
Задачи КТПП
Состав КТПП
Стадии проектирования одежды
4.1. Техническое задание
4.2. Техническое предложение
4.3. Эскизный проект
4.4. Технический проект
4.5. Разработка рабочей документации
4.
• Конструкторско-технологическаяподготовка производства (КТПП) – это
совокупность взаимосвязанных процессов,
обеспечивающих постоянную готовность
предприятия к изготовлению
высококачественных изделий новой моды с
учетом спроса населения при установленных
сроках и затратах.
Цель КТПП – подготовка предприятия, с учетом
производственной мощности и технологических возможностей,
к внедрению новых моделей одежды, производимых в
соответствии с направлением моды, индивидуальными или
групповыми потребностями населения в изделиях
определенного ассортимента, назначения и размеров.
5.
Массовое производство характеризуетсяограниченным разнообразием ассортимента при
большом объеме выпуска изделий для
обезличенного потребителя, непрерывно
изготовляемых в течение продолжительного
промежутка времени группой исполнителей с
высокой специализацией рабочих мест.
Серийное производство характеризуется
небольшим разнообразием ассортимента при
различных объемах выпуска изделий,
изготовляемых периодически повторяющимися
партиями, в течение определенного промежутка
времени группой специалистов с высокой или
средней специализацией рабочих мест.
Единичное производство, характеризуется
большим разнообразием ассортимента и малым
объемом выпуска изделий для конкретного
потребителя группой специалистов со средней и
низкой специализацией рабочих мест.
6. Мероприятия КТПП
Конструкторская подготовка – проектноеобеспечение производства
• отбор коллекций моделей, принятых к внедрению, и согласование их со
всеми службами;
• планирование последовательности разработки новых моделей;
• проектирование конструкций новых моделей;
Технологическая подготовка – инженерное
(техническое) обеспечение производства
• комплектование каждой конкретной модели или серии моделей
(количественно и качественно) материалами, фурнитурой определенных
артикулов и необходимой цветовой гаммы,
• планирование последовательности запуска моделей,
• проектирование технологических процессов получения деталей кроя, их
обработки и сборки с учетом имеющегося оборудования и средств
организационного оснащения
• расчет трудоемкости, рентабельности и плановой себестоимости.
7. Схема взаимодействия основных цехов швейного предприятия
Экспериментальный цехГруппа моделирования
Группа конструирования
Лекала,
нормы
материалов
раскладки
Лекала,
раскладки
Технологическая группа
Лекальная группа
Группа нормирования
Лекала,
образец,
тех
оприсание
Подготовительный
цех
Раскройный цех
Швейный цех
материалы
крой
готовые изделия
Техническая документация, данные для расчётов
8.
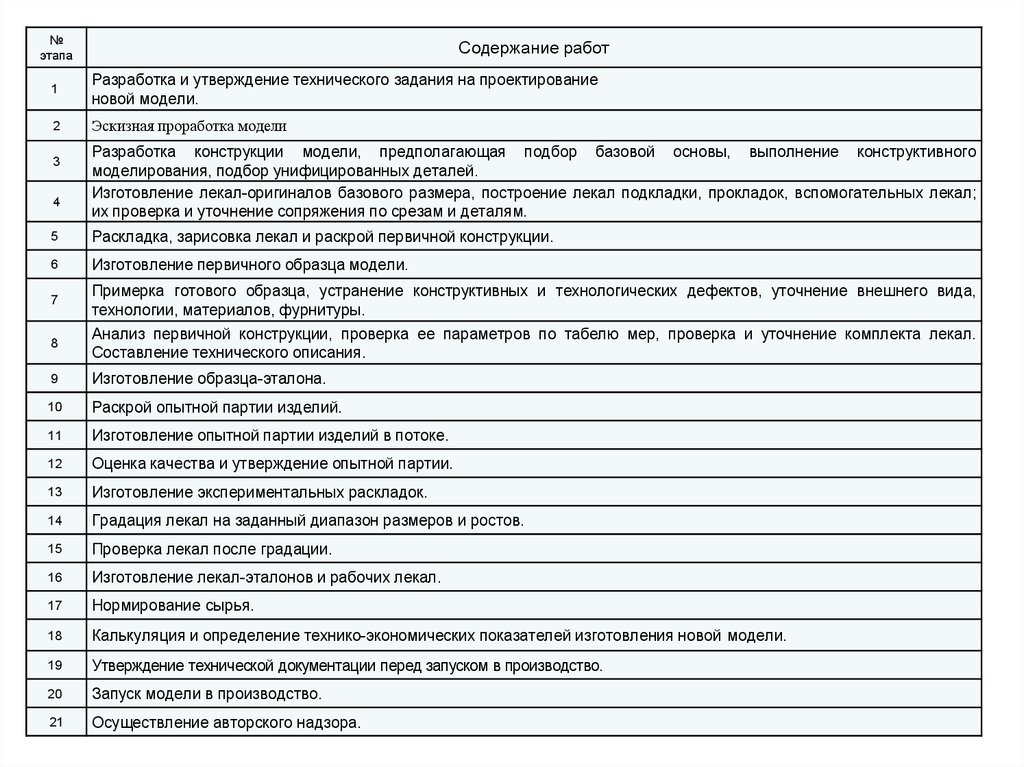
№этапа
Содержание работ
1
Разработка и утверждение технического задания на проектирование
новой модели.
2
Эскизная проработка модели
3
4
Разработка конструкции модели, предполагающая подбор базовой основы, выполнение конструктивного
моделирования, подбор унифицированных деталей.
Изготовление лекал-оригиналов базового размера, построение лекал подкладки, прокладок, вспомогательных лекал;
их проверка и уточнение сопряжения по срезам и деталям.
5
Раскладка, зарисовка лекал и раскрой первичной конструкции.
6
Изготовление первичного образца модели.
7
Примерка готового образца, устранение конструктивных и технологических дефектов, уточнение внешнего вида,
технологии, материалов, фурнитуры.
8
Анализ первичной конструкции, проверка ее параметров по табелю мер, проверка и уточнение комплекта лекал.
Составление технического описания.
9
Изготовление образца-эталона.
10
Раскрой опытной партии изделий.
11
Изготовление опытной партии изделий в потоке.
12
Оценка качества и утверждение опытной партии.
13
Изготовление экспериментальных раскладок.
14
Градация лекал на заданный диапазон размеров и ростов.
15
Проверка лекал после градации.
16
Изготовление лекал-эталонов и рабочих лекал.
17
Нормирование сырья.
18
Калькуляция и определение технико-экономических показателей изготовления новой модели.
19
Утверждение технической документации перед запуском в производство.
20
Запуск модели в производство.
21
Осуществление авторского надзора.
9. Художественно-технический совет предприятия
основные функции:• утверждает новые модели швейных изделий, предназначенных
для внедрения в производство, определяет срок выпуска,
устанавливает художественный и технический уровень моделей
нового ассортимента;
• рекомендует образцы моделей промышленных коллекций для
ярмарок оптовой продажи товаров, оценивает их качество;
• снимает с производства изделия, не соответствующие
требованиям моды и конъюнктуре спроса;
• рассматривает организационные вопросы
– совершенствование промышленного моделирования и
конструирования,
– взаимоотношения с предприятиями смежных отраслей,
– осуществляет авторский надзор за изготовлением моделей,
– оценивает работу специализированных магазинов по реализации
продукции.
10.
Основные задачи КТППИзучение нового модного направления в
одежде;
Освоение особенностей моделирования,
конструирования и технологии
изготовления новой одежды и подготовка
материалов-рекомендаций;
разработка коллекций модного
ассортимента; разработка рекомендаций
по использованию в процессе
изготовления одежды модных форм
новых материалов
11.
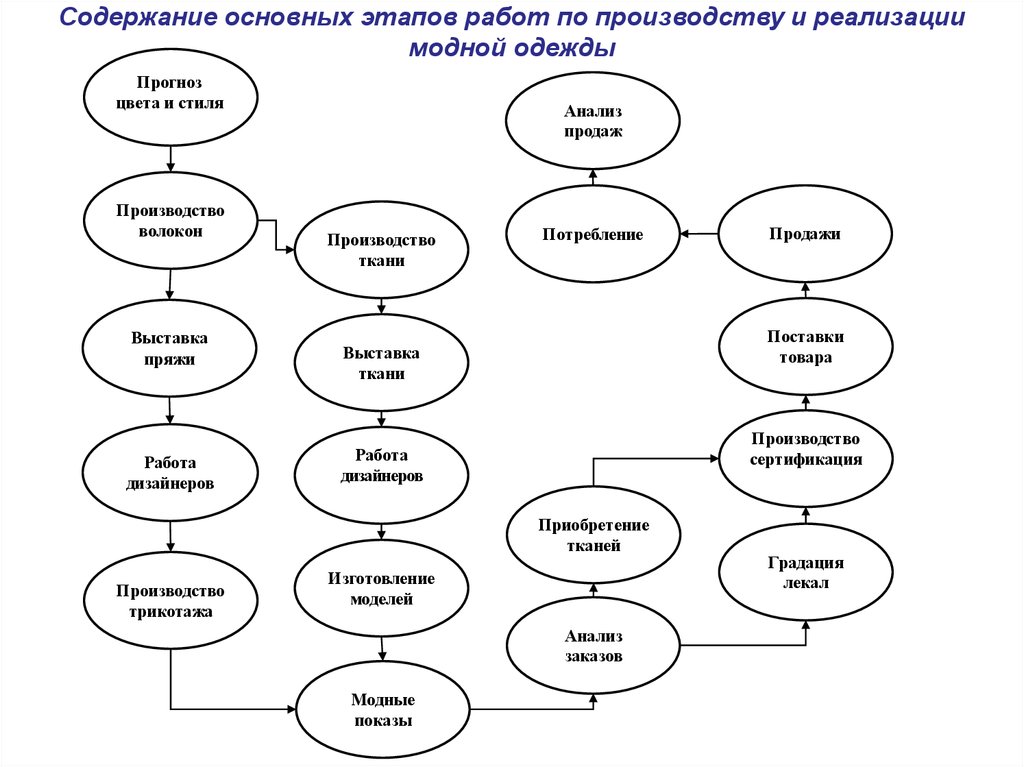
Содержание основных этапов работ по производству и реализациимодной одежды
Прогноз
цвета и стиля
Производство
волокон
Выставка
пряжи
Работа
дизайнеров
Анализ
продаж
Производство
ткани
Потребление
Поставки
товара
Выставка
ткани
Производство
сертификация
Работа
дизайнеров
Приобретение
тканей
Производство
трикотажа
Изготовление
моделей
Анализ
заказов
Модные
показы
Продажи
Градация
лекал
12. Единая система конструкторской документации (ЕСКД) -
Единая система конструкторскойдокументации (ЕСКД) комплекс государственных стандартов,
устанавливающих единые правила и
положения по составлению,
оформлению и обращению проектноконструкторской документации
Стадии проектирования
-
НИР: ППИ, ТЗ, ПТ
ЭП – опытно-конструкторские работы
ТП
РП
Испытания, внедрение
13.
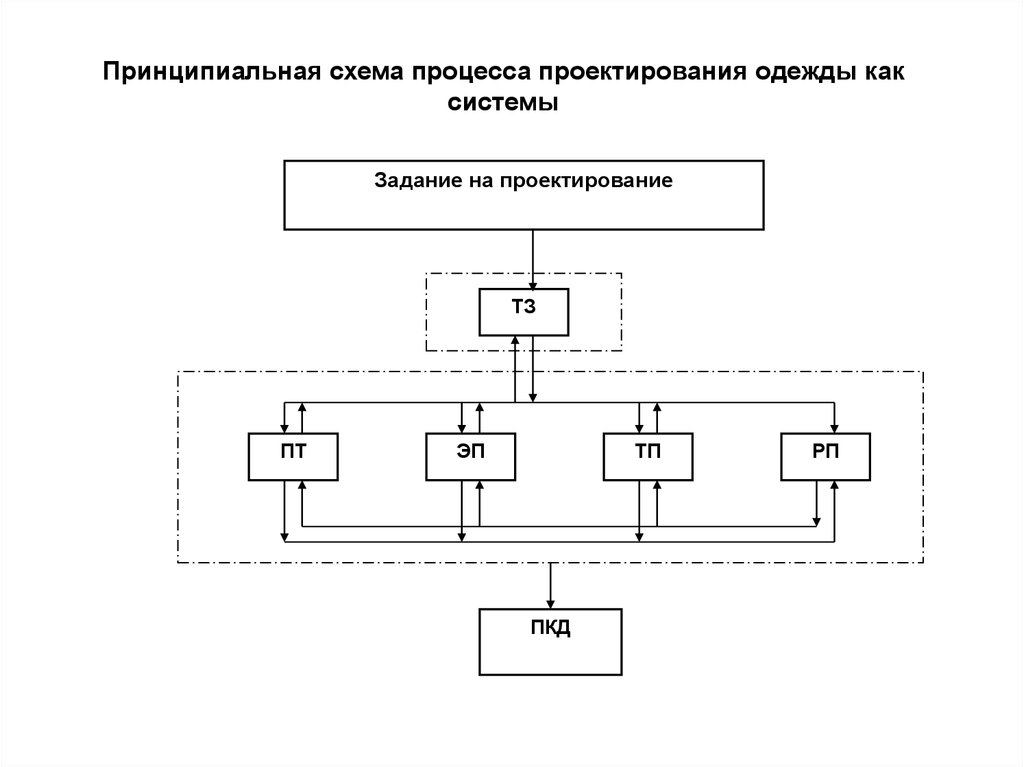
Принципиальная схема процесса проектирования одежды каксистемы
Задание на проектирование
ТЗ
ПТ
ЭП
ТП
ПКД
РП
14. Техническое задание
(ГОСТ 2.117–71) – это конструкторский документ,устанавливающий основное назначение,
технические характеристики, показатели
качества и технико-экономические требования,
предъявляемые к разрабатываемому изделию,
предусматривающий выполнение необходимых
стадий разработки конструкторской
документации и определяющий ее состав, а
также специальные требования к изделию.
По сути ТЗ является первичным описанием объекта
проектирования.
15. Техническое задание
• наименование;• назначение;
• условия эксплуатации (климатическая зона, сезон,
продолжительность непрерывного пребывания в
одежде)
• половозрастная группа потребителей;
• варианты размеров и ростов;
• способ производства (серийное, индивидуальное );
• вид проектируемой системы
• иногда приводят информацию о цене и материалах;
• основные эргономические, эксплутационные,
эстетические, производственные и экономические
требования к данному ассортименту или виду одежды
16. Предпроектные исследования
• это маркетинговые исследования,проводимые для определения:
– Структуры потребительских предпочтений;
– Распределения спроса по отдельным
регионам;
– Потенциальной ёмкости рынка сбыта;
– Реакции потребителей на новые виды
продукции;
– Установления конкурентов, их сильных и
слабых сторон
17.
Цель предпроектных исследований – сборинформации о каждом элементе системы «рынок –
человек – среда – производство»
Работа специалистов группы маркетинга:
• анализ потребительского спроса и установление
потребительской ценности товара;
• разработка мероприятий по совершенствованию
производства, ассортимента, проектирования,
материально-технических поставок, сбыта и
рекламы;
• разработка стратегии и тактики выхода на рынок,
торговли, рекламной деятельности, стимулирования
сбыта.
18.
Цель предпроектных исследований – сборинформации о каждом элементе системы «рынок –
человек – среда – производство»
Работа специалистов группы маркетинга:
• анализ потребительского спроса и установление
потребительской ценности товара;
• разработка мероприятий по совершенствованию
производства, ассортимента, проектирования,
материально-технических поставок, сбыта и
рекламы;
• разработка стратегии и тактики выхода на рынок,
торговли, рекламной деятельности, стимулирования
сбыта.
19. Техническое предложение (ГОСТ 2.118–73) – это совокупность конструкторских документов, которые должны содержать техническое и
техникоэкономическое обоснование целесообразностиразработки документации на основе анализа
технического задания и различных вариантов
возможных решений изделия, сравнительной
оценки решений с учетом конструктивных и
эксплуатационных особенностей как
разрабатываемого, так и существующих
изделий, а также патентных материалов
20. Техническое предложение
• анализ ранее созданных моделей и ихконструкций (анализ моделейаналогов);
• разработка вариантов конструктивного
решения проектируемого изделия в
целом и его отдельных элементов
(разработка моделей-предложений).
• обоснование целесообразности проекта
(оценка моделей-предложений).
21.
• Цель анализа МА – получение исходныхданных для создания наиболее
рациональной конструкции на основе выбора
всех положительных качеств ранее
разработанных моделей.
• Подбор МА осуществляется по признакам
назначения: ассортимент, сезон, возрастная группа,
рекомендуемые размеры.
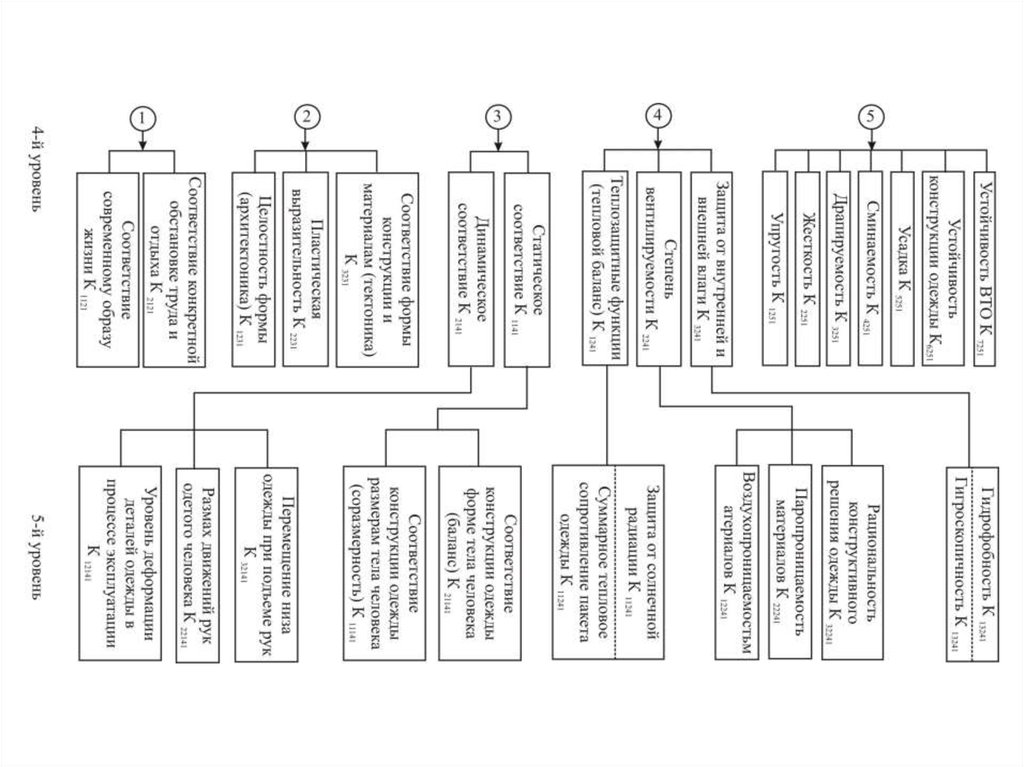
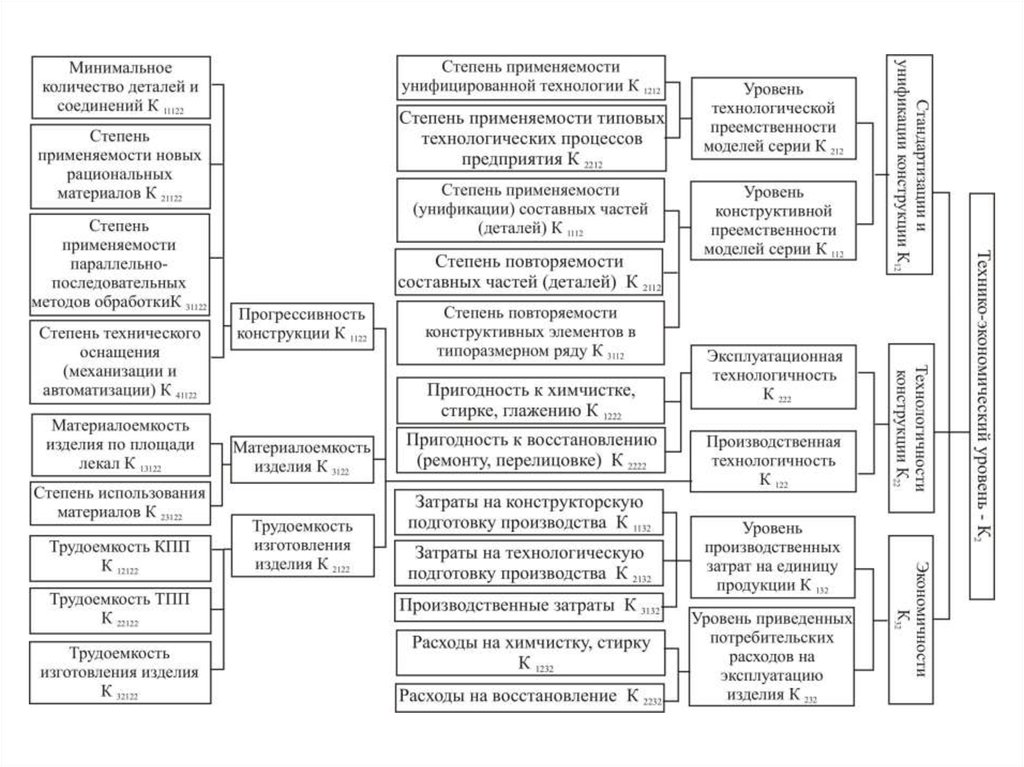
• Сравнение МА производится по потребительским и
технико-экономическим показателям качества
одежды, перечень которых составляется на основе
иерархической схемы
22. Оценка моделей-аналогов
• Выбор показателей качества• Ранжирование показателей качества
• Определение коэффициента весомости
показателей качества
• Оценка качества моделей-аналогов
23.
24.
25.
26. Ранжирование показателей качества
№п/п
Группа
требований
(показатели 1, 2
уровней)
Наименование
показателей
качества
2
3
1
Номер эксперта
1
2
3
4
5
6
7
8
8
9
10
11
Сумма
рангов
Коэф.
вес-ти
12
13
Ранг
4
5
6
7
m
Рi – сумма рангов i-го показателя качества,
j 1
pij – ранг i-го показателя качества, присвоенный j-тым
экспертом;
Pi pij
m – количество экспертов
m * n Pi
Qi
0,5 * m * n * (n 1)
Qi – коэффициент весомости i-го показателя
качества,
n – количество показателей качества
27. Оценка качества МА
№п/п
1
Наименование
показателей
качества
Коэффициент
весомости
2
3
Номера МА
1
2
3
4
5
6
7
8
9
10
11
12
13
Оценка в баллах
4
5
6
7
8
9
10
«отлично» – 3;
«хорошо» – 2;
«удовлетворительно» – 1; «неудовлетворительно» – 0.
Gik – сводная оценка i-го показателя качества
k-ой модели-аналога,
m
Gik Qi * g ikj
j 1
Qi – коэффициент весомости i-го показателя
качества, gikj – оценка i-го показателя качества
k-ой модели-аналога данная j-тым экспертом,
m – количество экспертов
28. Новизна
Новизну изделия в технике определяют по степениблизости к имеющимся образцам.
Новым считается изделие, создаваемое впервые с
новой конструкцией и принципом действия.
• Абсолютная новизна
• Относительная новизна
– А – модели с новым конструктивным решением
неосновных деталей;
– В – модели с новым конструктивным решением
основных деталей;
– С – модели с новым принципом конструктивного
устройства изделия.
29.
По области проявления• Промышленная новизна – это такое
изменение свойств одежды, которое
приводит к прогрессивному изменению
технологии или качества одежды, но не
всегда к изменению внешнего вида изделия
• Потребительская новизна –
характеризуется прогрессивным
изменением каких-либо свойств одежды,
направленных на улучшение утилитарных
или эстетических требований к ней.
Визуальная новизна
Эксплуатационная новизна
30. Эскизный проект (ГОСТ 2.119–73) – это совокупность конструкторских документов, которые должны содержать принципиальные
конструктивныерешения, дающие общее представление об
устройстве изделия, а также данные,
определяющие назначение, основные
параметры и размеры разрабатываемого
изделия
31. Эскизный проект
• создание технического эскиза модели;• конфекционирование материалов
• анализ технического эскиза для выбора
конструктивного решения модели;
• изготовление и испытание макетов с
целью проверки принципов работы
изделия или его составных частей;
• оценка изделия в соответствии с
требованиями эргономики и эстетики.
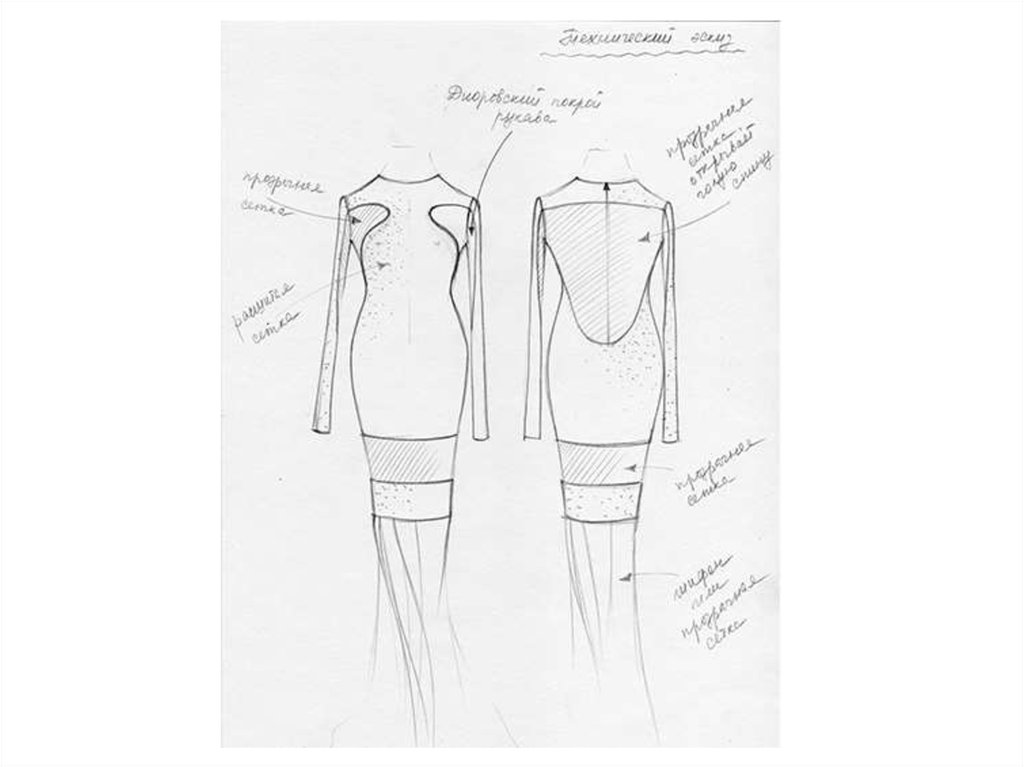
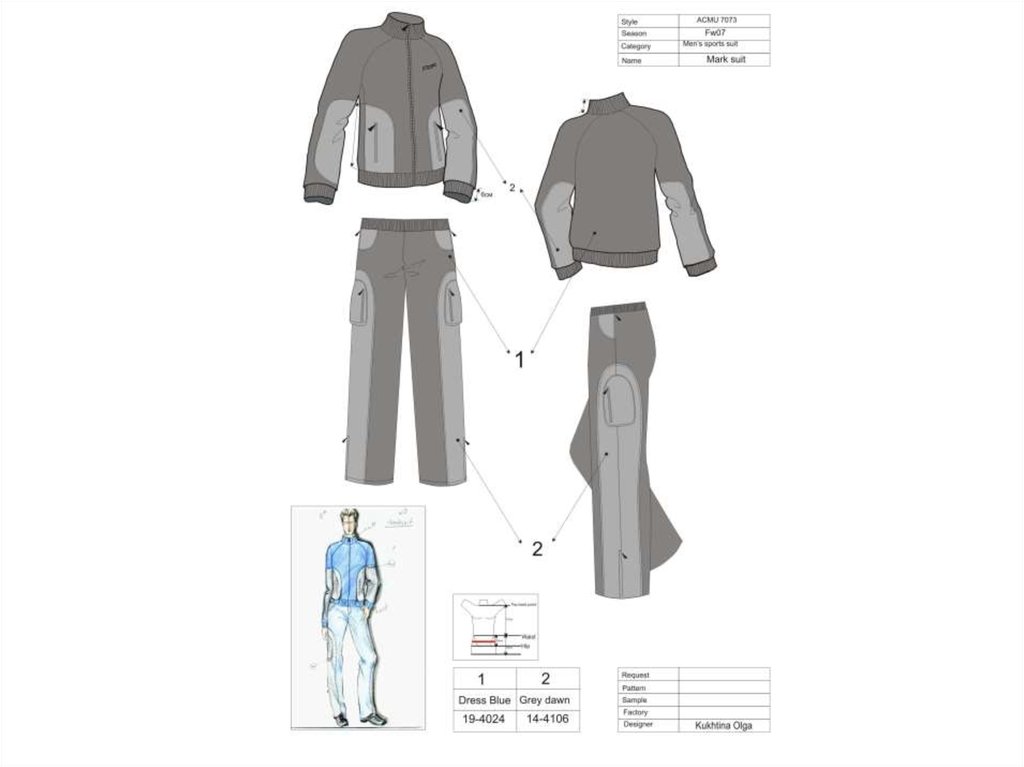
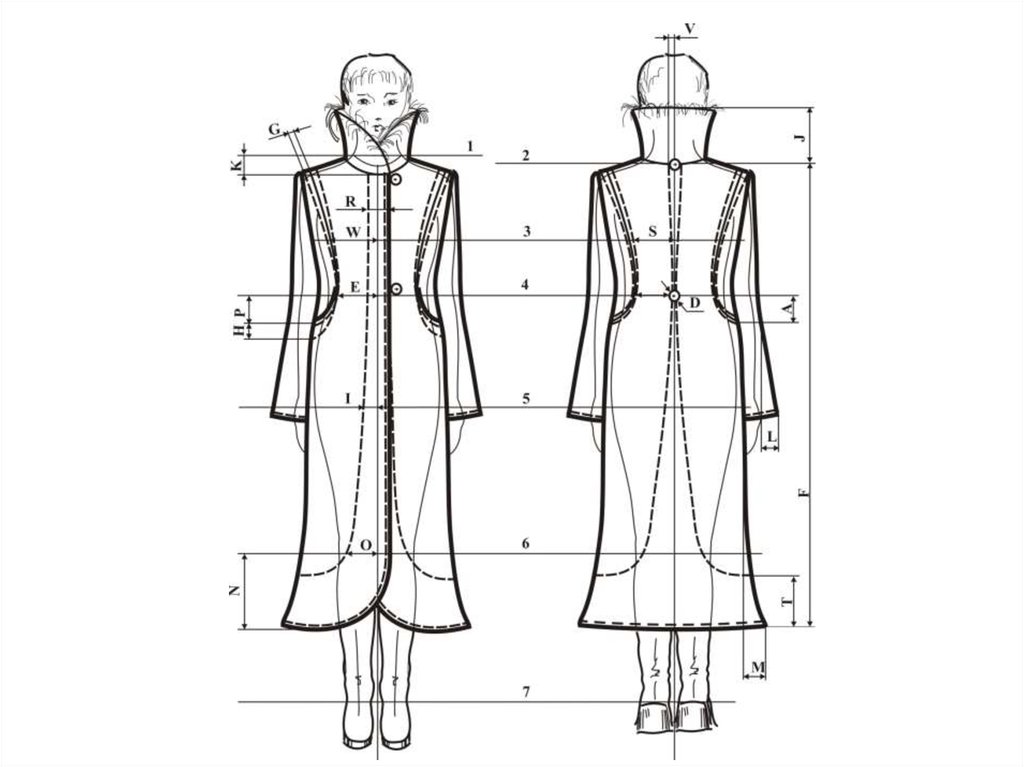
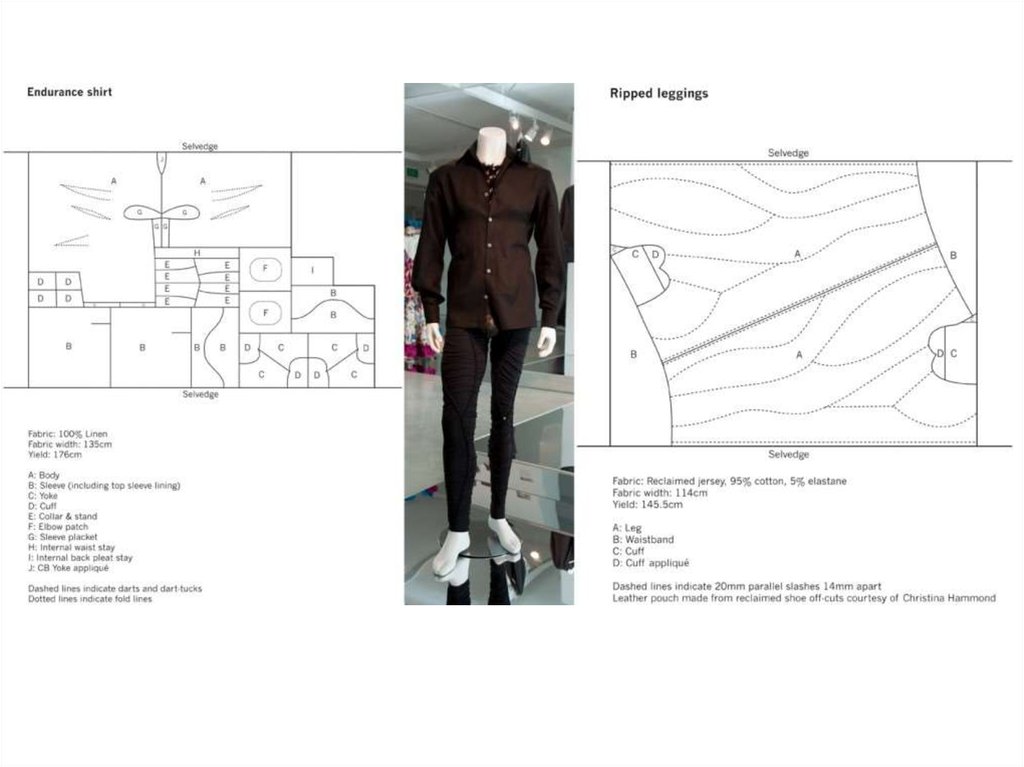
32. Технический эскиз (технический рисунок) – графический рисунок модели, выполненный в масштабе на условно типовой фигуре,
включающийвид спереди, сзади и сбоку – элемент визуальной
коммуникации на промышленном производстве,
связующее звено между дизайнером и конструктором:
• облегчает профессиональное общение между
художником и конструктором;
• дает возможность более точно понять основные
конструктивные узлы;
• нивелирует стилизацию и сводит изображение к
единым международным стандартам.
• дает максимально точное изображение модели по
сравнению со стилизованным рисунком художника
(fashion-рисунком)
33.
34.
35.
36.
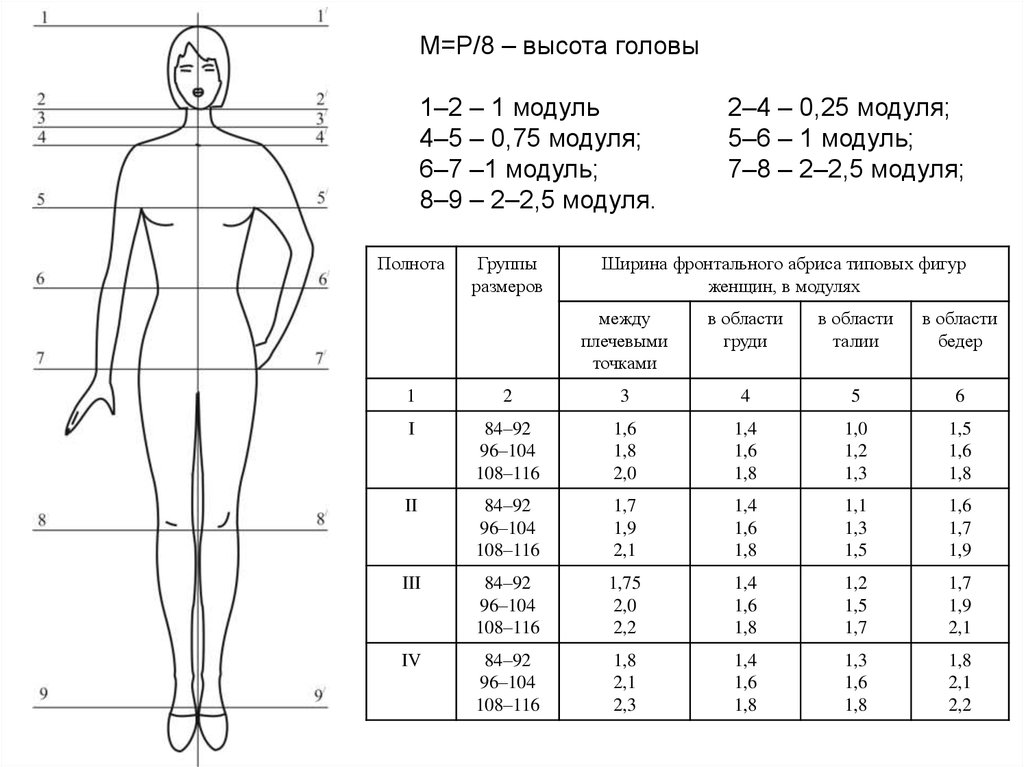
М=Р/8 – высота головы1–2 – 1 модуль
4–5 – 0,75 модуля;
6–7 –1 модуль;
8–9 – 2–2,5 модуля.
Полнота
Группы
размеров
2–4 – 0,25 модуля;
5–6 – 1 модуль;
7–8 – 2–2,5 модуля;
Ширина фронтального абриса типовых фигур
женщин, в модулях
между
плечевыми
точками
в области
груди
в области
талии
в области
бедер
1
2
3
4
5
6
I
84–92
96–104
108–116
1,6
1,8
2,0
1,4
1,6
1,8
1,0
1,2
1,3
1,5
1,6
1,8
II
84–92
96–104
108–116
1,7
1,9
2,1
1,4
1,6
1,8
1,1
1,3
1,5
1,6
1,7
1,9
III
84–92
96–104
108–116
1,75
2,0
2,2
1,4
1,6
1,8
1,2
1,5
1,7
1,7
1,9
2,1
IV
84–92
96–104
108–116
1,8
2,1
2,3
1,4
1,6
1,8
1,3
1,6
1,8
1,8
2,1
2,2
37.
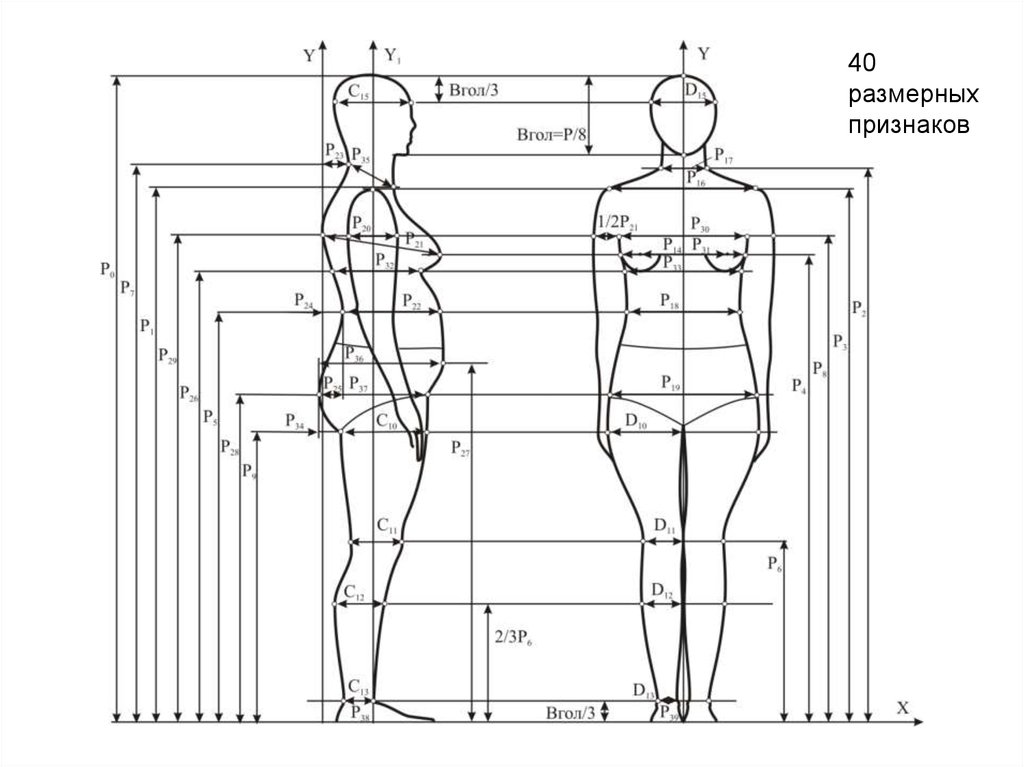
40размерных
признаков
38.
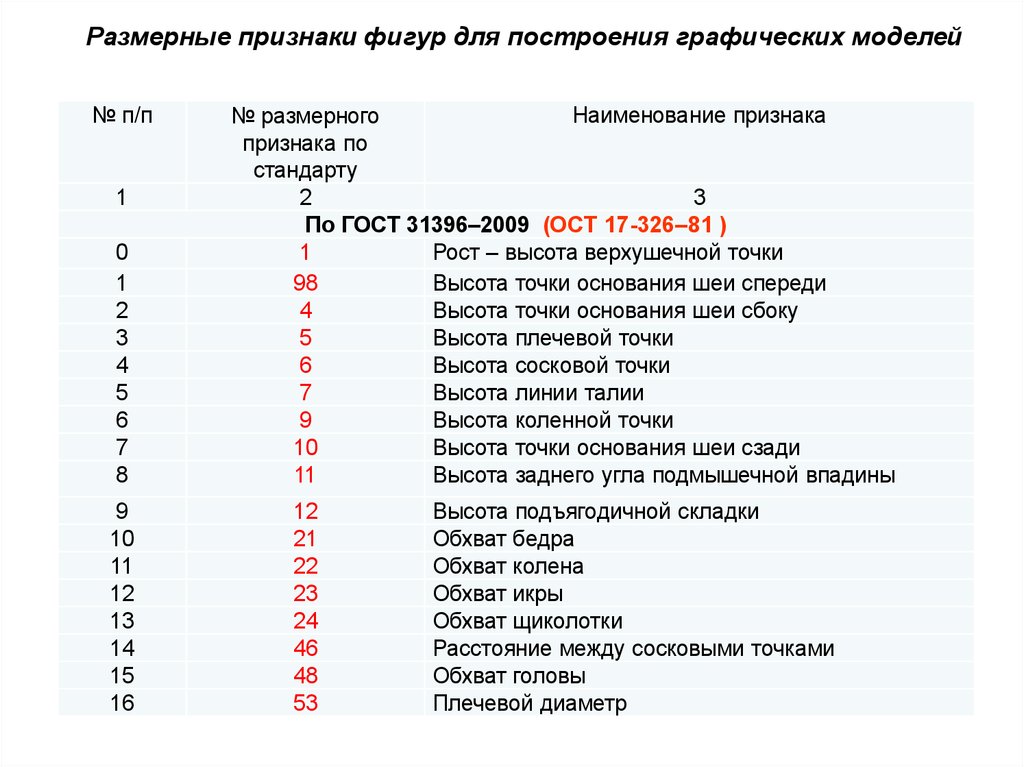
Размерные признаки фигур для построения графических моделей№ п/п
1
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Наименование признака
№ размерного
признака по
стандарту
2
3
По ГОСТ 31396–2009 (ОСТ 17-326–81 )
1
Рост – высота верхушечной точки
98
Высота точки основания шеи спереди
4
Высота точки основания шеи сбоку
5
Высота плечевой точки
6
Высота сосковой точки
7
Высота линии талии
9
Высота коленной точки
10
Высота точки основания шеи сзади
11
Высота заднего угла подмышечной впадины
12
21
22
23
24
46
48
53
Высота подъягодичной складки
Обхват бедра
Обхват колена
Обхват икры
Обхват щиколотки
Расстояние между сосковыми точками
Обхват головы
Плечевой диаметр
39.
Размерные признаки фигур для построения графических моделей17
18
19
20
21
22
23
24
25
26
27
28
29
54
55
56
57
58
Поперечный диаметр шеи
Поперечный диаметр талии
Поперечный диаметр бедер
Переднезадний диаметр руки
Переднезадний диаметр обхвата груди второго
95
Переднезадний диаметр талии
74
Положение корпуса
78
Глубина талии первая
79
Глубина талии вторая
По проекту антропометрического стандарта ЦНИИШП
81
Высота основания грудных желез
85
Высота выступающей точки живота
86
Высота ягодичной точки
87
Высота лопаточной точки
30
31
92
64
Ширина груди проекционная
Поперечный диаметр груди
32
100
Переднезадний диаметр обхвата груди четвертого
33
101
Поперечный диаметр обхвата груди четвертого
34
35
107
110
Глубина подъягодичной складки
Переднезадний диаметр шеи
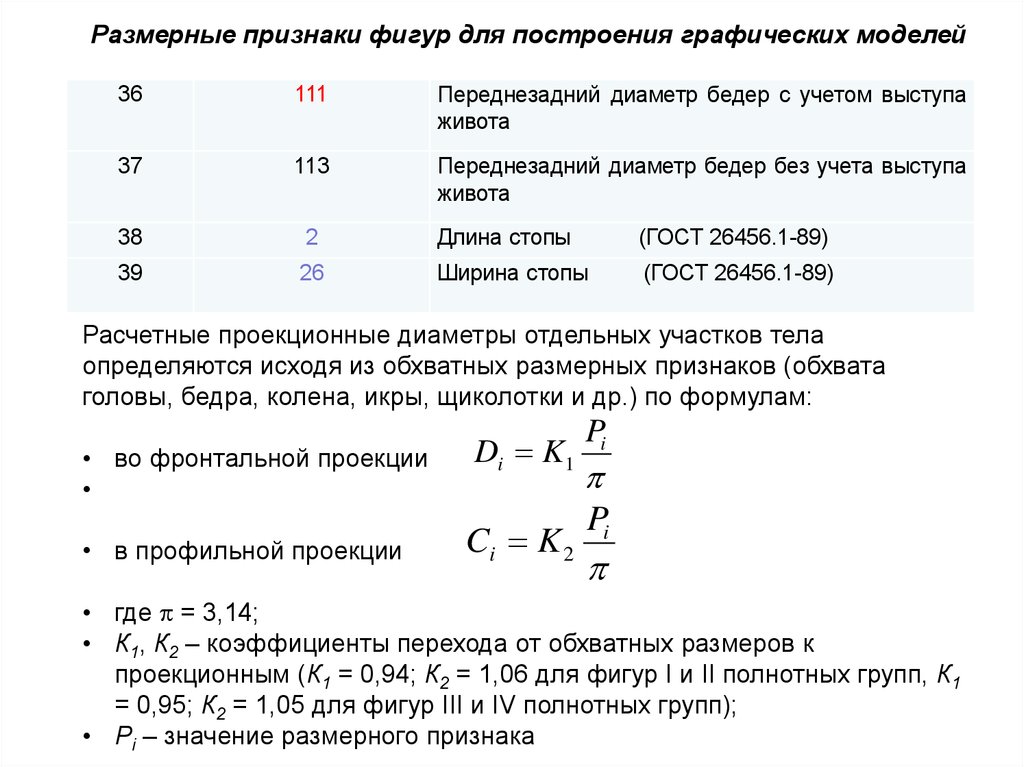
40.
Размерные признаки фигур для построения графических моделей36
111
Переднезадний диаметр бедер с учетом выступа
живота
37
113
Переднезадний диаметр бедер без учета выступа
живота
38
2
Длина стопы
(ГОСТ 26456.1-89)
39
26
Ширина стопы
(ГОСТ 26456.1-89)
Расчетные проекционные диаметры отдельных участков тела
определяются исходя из обхватных размерных признаков (обхвата
головы, бедра, колена, икры, щиколотки и др.) по формулам:
• во фронтальной проекции
• в профильной проекции
Di K1
Ci K 2
Pi
Pi
• где = 3,14;
• К1, К2 – коэффициенты перехода от обхватных размеров к
проекционным (К1 = 0,94; К2 = 1,06 для фигур I и II полнотных групп, К1
= 0,95; К2 = 1,05 для фигур III и IV полнотных групп);
• Рi – значение размерного признака
41.
42.
Анализ конструктивного решения модели1. Определяют вид поверхности всего изделия и его деталей
(гладкая, ломаная, комбинированная, выпуклая или вогнутая с
указанием участков)
2. Указывают конфигурацию горизонтального сечения по линии
груди (прямоугольник со скругленными углами, округлая или
эллипсовидная) и объемность формы (малая, средняя, большая,
очень большая)
3. Характеризуют модель по конструктивным и силуэтным линиям
• определяют линию плеча по высоте (заниженная, завышенная,
естественная), форме (покатая, овальная, седлообразная, прямая),
длине (естественная, удлиненная, укороченная) с указанием
высоты подплечика в сантиметрах и его формы, величины
удлинения или укорочения плечевого среза, расширения или
специального оформления горловины
• Грудной пояс характеризуют по уровню расположения линии
груди относительно наиболее выступающих точек грудных
желез (естественный, завышенный, заниженный и на сколько, в
сантиметрах), по форме и объему (уплощенная невыявленная, с
подчеркиванием формы груди, малообъемная, среднего, большого
объема) с указанием ориентировочной величины припуска по
груди Пг,
43.
Пройму характеризуют по конфигурации (округлая широкая,
округлая, овальная, углубленная, щелевидная, квадратная), отмечают
уровень расположения линии проймы относительно линии груди,
указывают величину припуска на свободу проймы Пспр в
сантиметрах.
Линию талии характеризуют по уровню расположения (заниженная,
завышенная, на естественном уровне), степени прилегания
(подчеркнутая поясом, декоративными линиями, вытачками, слегка
обозначенная такими же приемами или неподчеркнутая). Степень
прилегания определяют с указанием ориентировочной величины
припуска к полуобхвату талии Пт в сантиметрах.
Линия бедер определяется по положению относительно
естественной линии бедер, а также по степени повтора изделием
естественной формы бедер во фронтальной плоскости и по степени
повтора в области ягодиц и живота в профильной проекции.
Отмечается примерная величина припуска к полуобхвату бедер Пб
По линии низа изделие характеризуют степенью расширения
(зауженное, равновеликое по отношению к ширине по линии бедер,
талии или груди в зависимости от силуэта, расширенное). Уровень
линии низа определяют относительно линии колена в сантиметрах.
По форме линия низа может быть прямой, криволинейной, фигурной
(зубчатой, оформленной по типу фестона) и фантазийной.
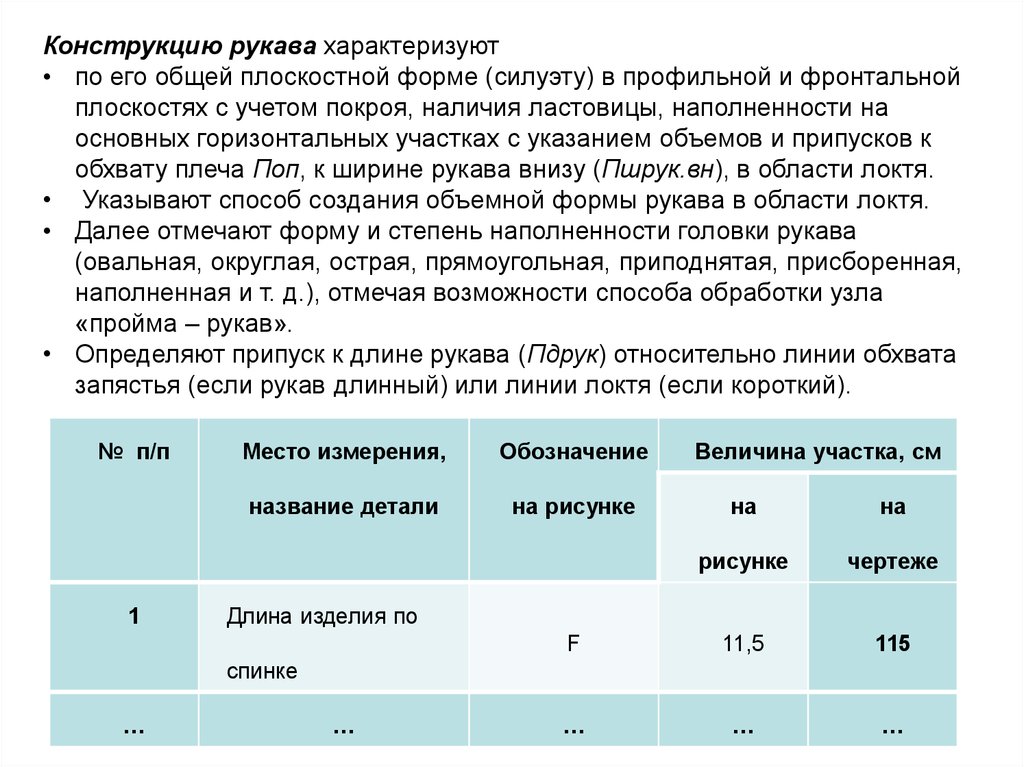
44.
Конструкцию рукава характеризуют• по его общей плоскостной форме (силуэту) в профильной и фронтальной
плоскостях с учетом покроя, наличия ластовицы, наполненности на
основных горизонтальных участках с указанием объемов и припусков к
обхвату плеча Поп, к ширине рукава внизу (Пшрук.вн), в области локтя.
• Указывают способ создания объемной формы рукава в области локтя.
• Далее отмечают форму и степень наполненности головки рукава
(овальная, округлая, острая, прямоугольная, приподнятая, присборенная,
наполненная и т. д.), отмечая возможности способа обработки узла
«пройма – рукав».
• Определяют припуск к длине рукава (Пдрук) относительно линии обхвата
запястья (если рукав длинный) или линии локтя (если короткий).
№ п/п
1
Место измерения,
Обозначение
название детали
на рисунке
Величина участка, см
на
на
рисунке
чертеже
F
11,5
115
…
…
…
Длина изделия по
спинке
…
…
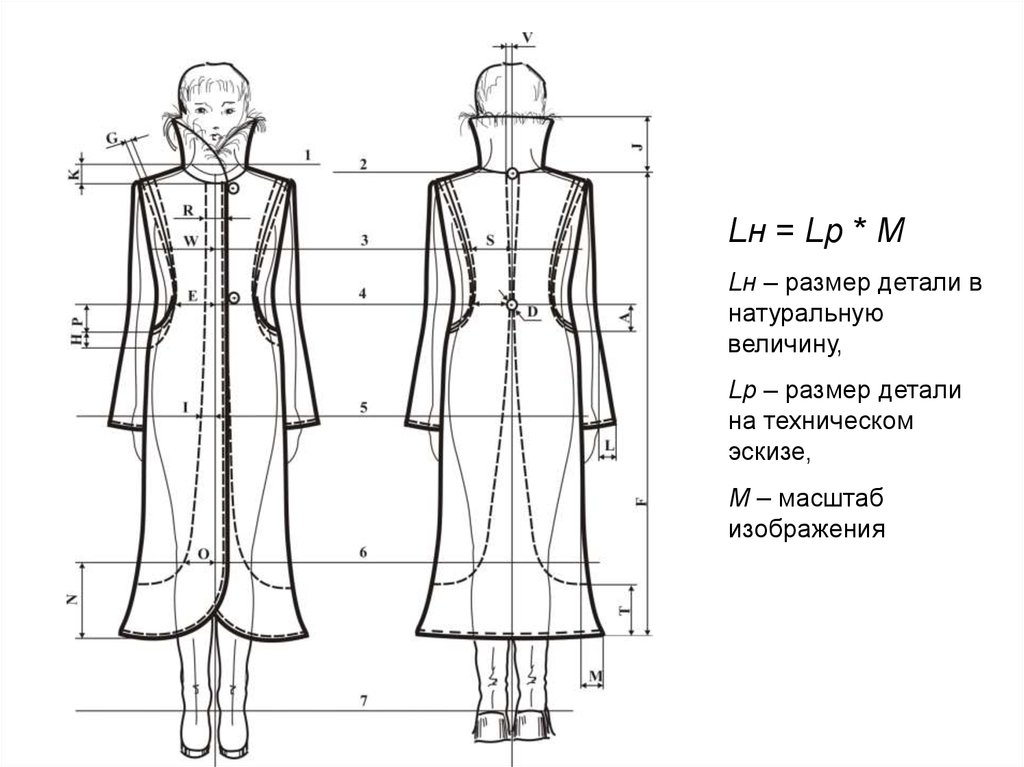
45.
Lн = Lр * МLн – размер детали в
натуральную
величину,
Lр – размер детали
на техническом
эскизе,
М – масштаб
изображения
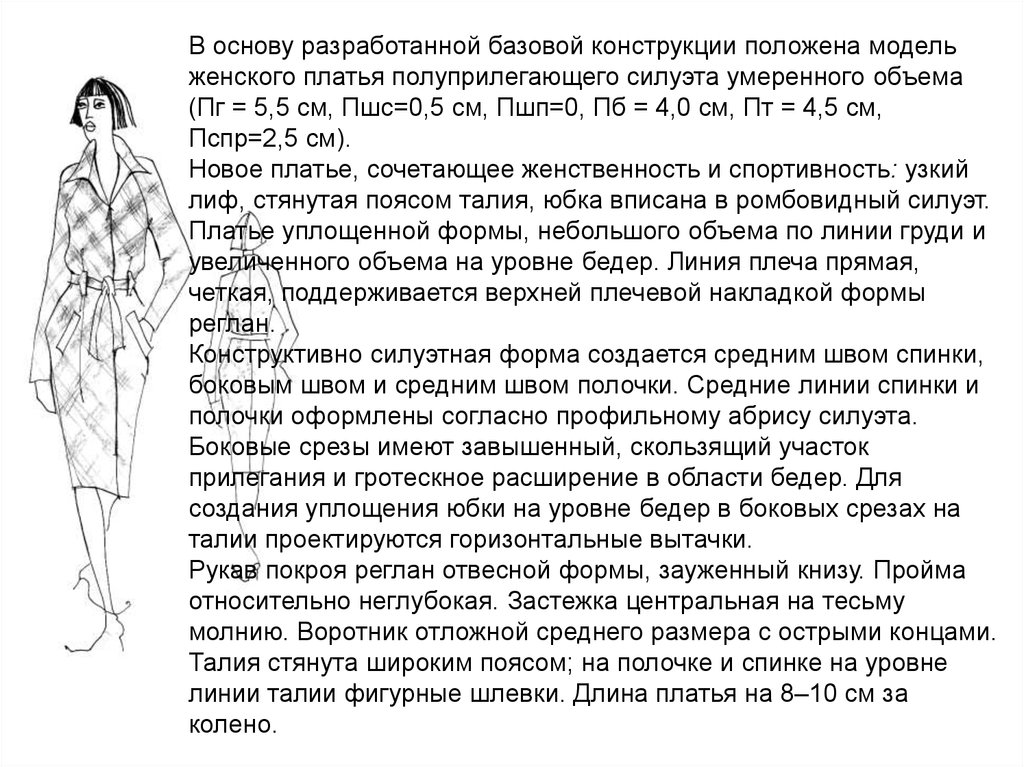
46.
В основу разработанной базовой конструкции положена модельженского платья полуприлегающего силуэта умеренного объема
(Пг = 5,5 см, Пшс=0,5 см, Пшп=0, Пб = 4,0 см, Пт = 4,5 см,
Пспр=2,5 см).
Новое платье, сочетающее женственность и спортивность: узкий
лиф, стянутая поясом талия, юбка вписана в ромбовидный силуэт.
Платье уплощенной формы, небольшого объема по линии груди и
увеличенного объема на уровне бедер. Линия плеча прямая,
четкая, поддерживается верхней плечевой накладкой формы
реглан.
Конструктивно силуэтная форма создается средним швом спинки,
боковым швом и средним швом полочки. Средние линии спинки и
полочки оформлены согласно профильному абрису силуэта.
Боковые срезы имеют завышенный, скользящий участок
прилегания и гротескное расширение в области бедер. Для
создания уплощения юбки на уровне бедер в боковых срезах на
талии проектируются горизонтальные вытачки.
Рукав покроя реглан отвесной формы, зауженный книзу. Пройма
относительно неглубокая. Застежка центральная на тесьму
молнию. Воротник отложной среднего размера с острыми концами.
Талия стянута широким поясом; на полочке и спинке на уровне
линии талии фигурные шлевки. Длина платья на 8–10 см за
колено.
47. Оценка качества эскизного проекта
Конструктивные – 50 баллов• Совершенство и тщательность проработки и
воспроизведения формы в материале – 14 баллов
• Признаки параметрического и геометрического
соответствия формы одежды тела человека в статике 14 баллов
• Признаки параметрического и геометрического
соответствия формы одежды телу человека в динамике 12 баллов
• Совершенство и тщательность проработки конструкции
пакета – 10 баллов
48.
Технологические – 35 баллов• Совершенство и тщательность пошива
– 20 баллов
• Совершенство и тщательность влажнотепловой обработки – 15 баллов
Качество материалов – 15 баллов
• Отсутствие дефектов тканей (ткачества
и крашения) – 15 баллов
49.
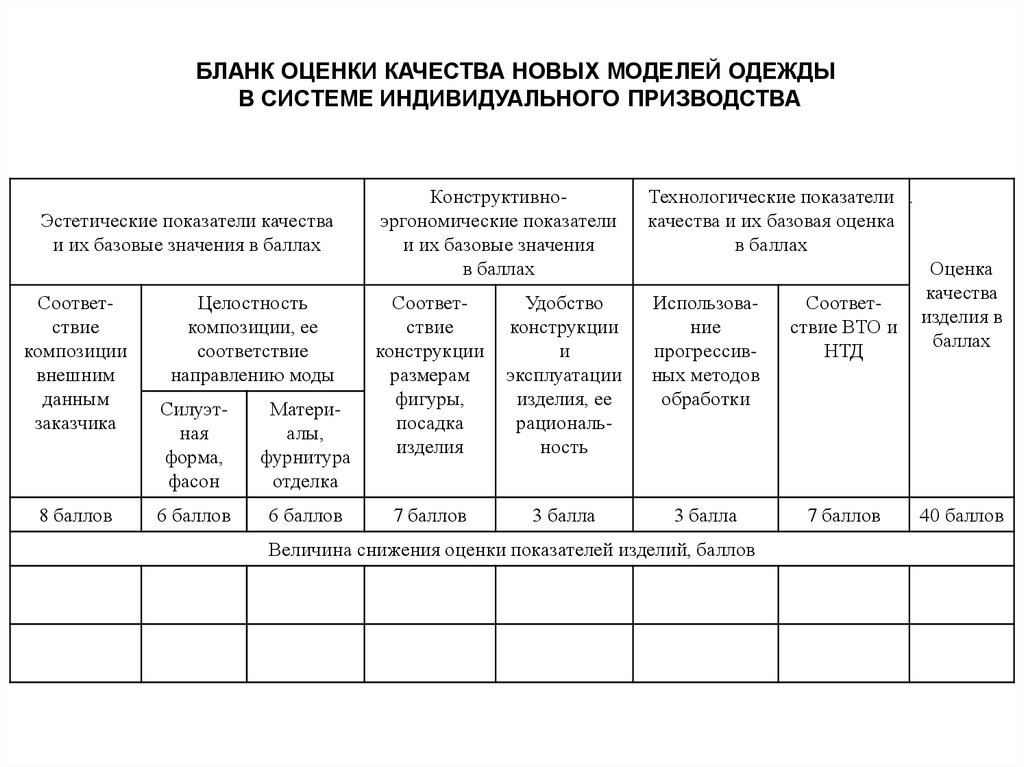
БЛАНК ОЦЕНКИ КАЧЕСТВА НОВЫХ МОДЕЛЕЙ ОДЕЖДЫВ СИСТЕМЕ ИНДИВИДУАЛЬНОГО ПРИЗВОДСТВА
Эстетические показатели качества
и их базовые значения в баллах
Соответствие
композиции
внешним
данным
заказчика
8 баллов
Целостность
композиции, ее
соответствие
направлению моды
Силуэтная
форма,
фасон
Материалы,
фурнитура
отделка
6 баллов
6 баллов
Конструктивноэргономические показатели
и их базовые значения
в баллах
Технологические показатели
качества и их базовая оценка
в баллах
Соответствие
конструкции
размерам
фигуры,
посадка
изделия
Удобство
конструкции
и
эксплуатации
изделия, ее
рациональность
Использование
прогрессивных методов
обработки
Соответствие ВТО и
НТД
7 баллов
3 балла
3 балла
7 баллов
Величина снижения оценки показателей изделий, баллов
Оценка
качества
изделия в
баллах
40 баллов
50. Технический проект (ГОСТ 2.120–73) – это совокупность конструкторских документов, которые должны содержать окончательные
технические решения, дающие полноепредставление об устройстве
разрабатываемого изделия и исходные данные
для разработки рабочей документации.
На этой стадии выполняется типовое
проектирование с учетом производственной
мощности и технологических возможностей
предприятия:
51. Технический проект
• разработка модельной конструкции натиповой размеророст в данной
потребительской группе с
использованием методов
стандартизации и унификации;
• отработка конструкции на
технологичность;
• оценка экономичности модели.
52.
Стандартизация – это установление в государственноммасштабе, а также в рамках международных организаций
единых норм и требований, предъявляемых к сырью,
полуфабрикатам, материалам, производственным
процессам, готовым изделиям, приборам и т. д.
Стандарт
образец, эталон, модель, принимаемые за исходные для
сопоставления с ними других подобных объектов
2.
нормативно-технический документ, устанавливающий единицы
величин, термины и их определения, требования к продукции и
производственным процессам, требования обеспечения
безопасности людей и сохранности материальных ценностей и т. д.
3.
нечто шаблонное, трафаретное, не содержащее в себе ничего
оригинального, творческого
Методы стандартизации
Типизация
Унификация
Агрегатирование
1.
53. Размерная типология населения
• Ведущие размерные признаки женщин:рост – обхват груди 3 – обхват бедер
• Ведущие размерные признаки мужчин:
рост – обхват груди 3 – обхват талии
• Ведущие размерные признаки детей:
рост – обхват груди 3 – обхват талии
• 356 (6 полнотных гр.), 35 (3)
• 301 (5); 28 (3)
• 446 (9), 459 (8)
54.
Типизация - это сведéниемногообразия видов изделий к
минимальному количеству типов,
определенных размеров, форм и
качества.
55.
Базовая конструкция (БК) – конструкция высокогоэргономического соответствия, не имеющая никаких
фасонных особенностей, разрабатывается с
минимальными, но рациональными величинами
прибавок на свободное облегание, обеспечивающими
динамическое соответствие одежды и минимальную
площадь лекал.
В БК прибавки на декоративно-конструктивное
оформление не применяются. БК разрабатывается для
одного ведущего силуэта на наиболее часто
встречающуюся типовую фигуру, имеет максимальное
приближение к форме тела человека, является
технологичной, служит основой для разработки типовых
конструкций.
56.
Типовая конструкция (ТК) – конструкция изделия,разрабатываемая на основе БК для различных
силуэтов и покроев, обеспечивающая создание базовой
модной формы в течение 1-3 лет, имеющая высокое
эргономическое, эстетическое, функциональное
соответствие типовой фигуре данной полнотной группы
с наиболее часто встречающимися размером и ростом.
ТК разрабатывается с учетом композиционных
прибавок (на толщину плечевой прокладки, удлинения
или укорочения плечевого среза, к длине спинки до
талии, к полуобхвату груди, талии, бедер, на свободу
проймы и др.) и характеризуется модной
художественной формой.
57.
Унификация конструкций одежды –это приведение разнообразных форм
деталей и узлов внутри каждого типа
к разумному единообразию без
ущерба для качества, внешнего вида
изделий и интересов потребителей.
58.
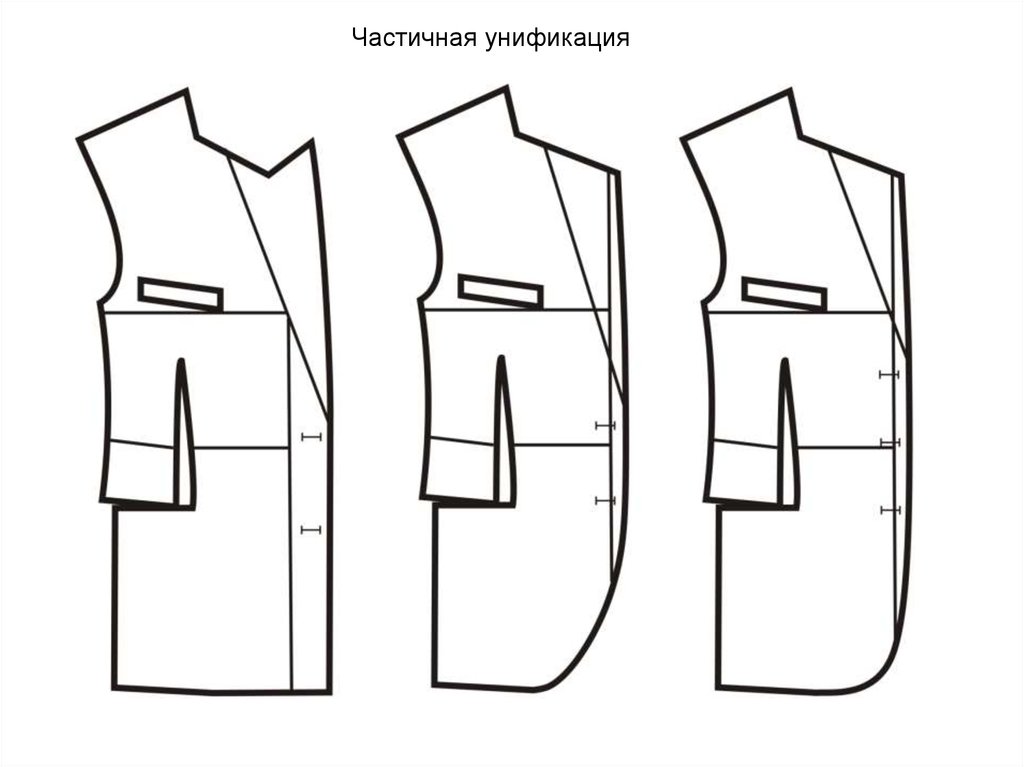
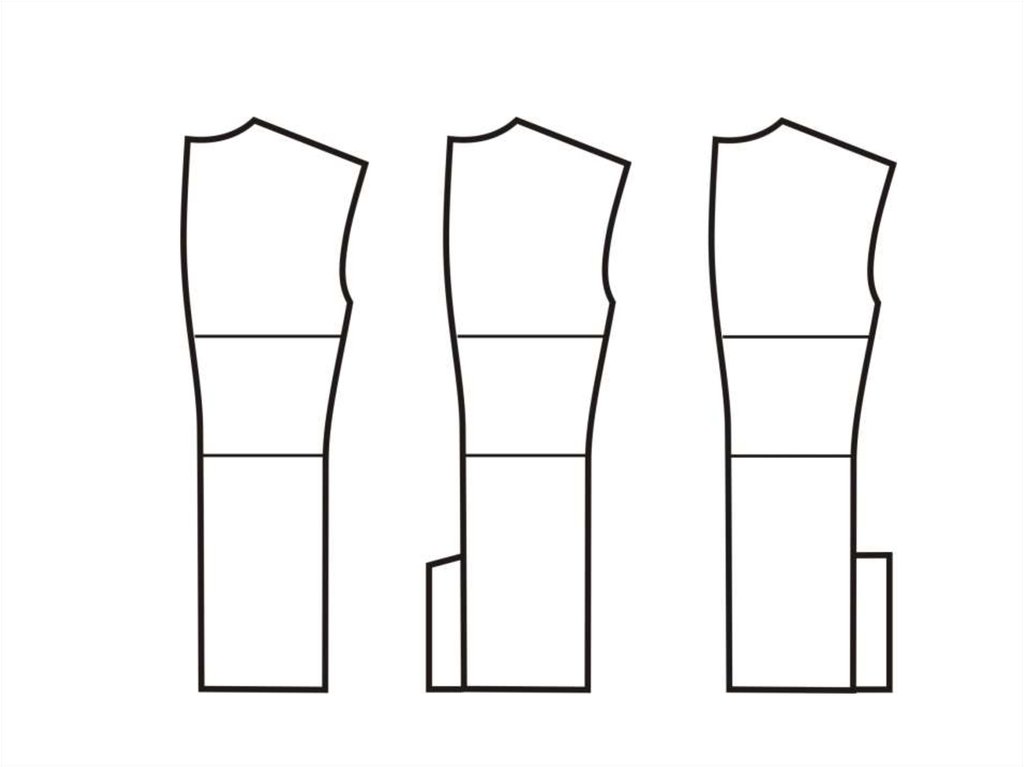
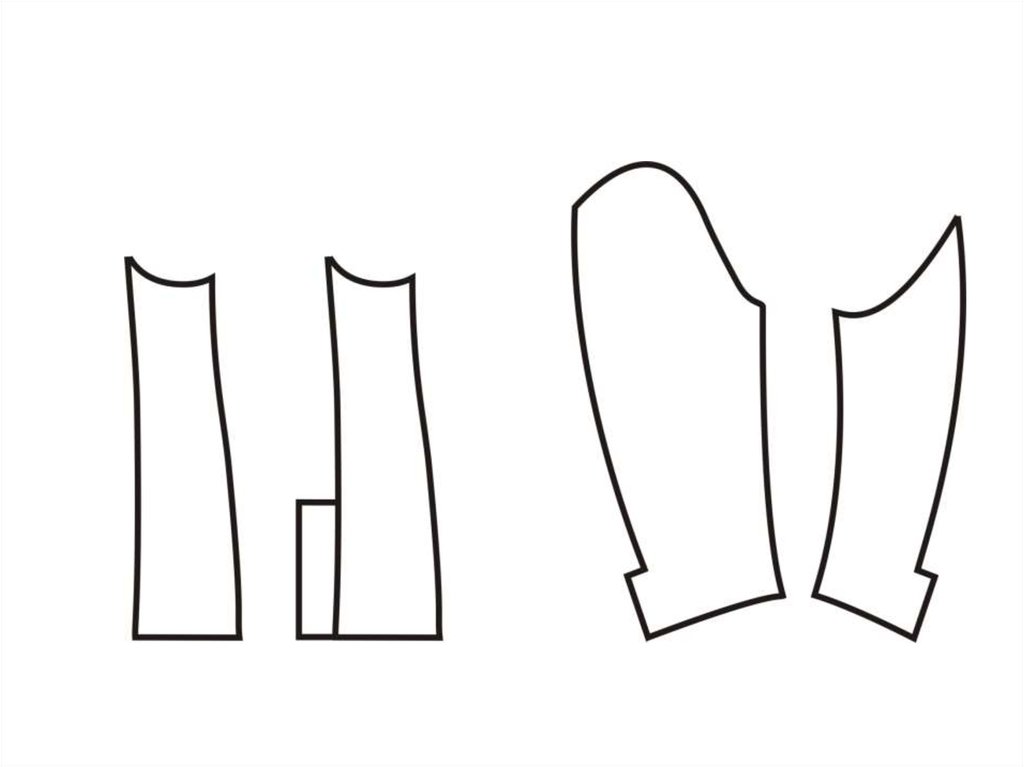
Частичная унификация59.
60.
61.
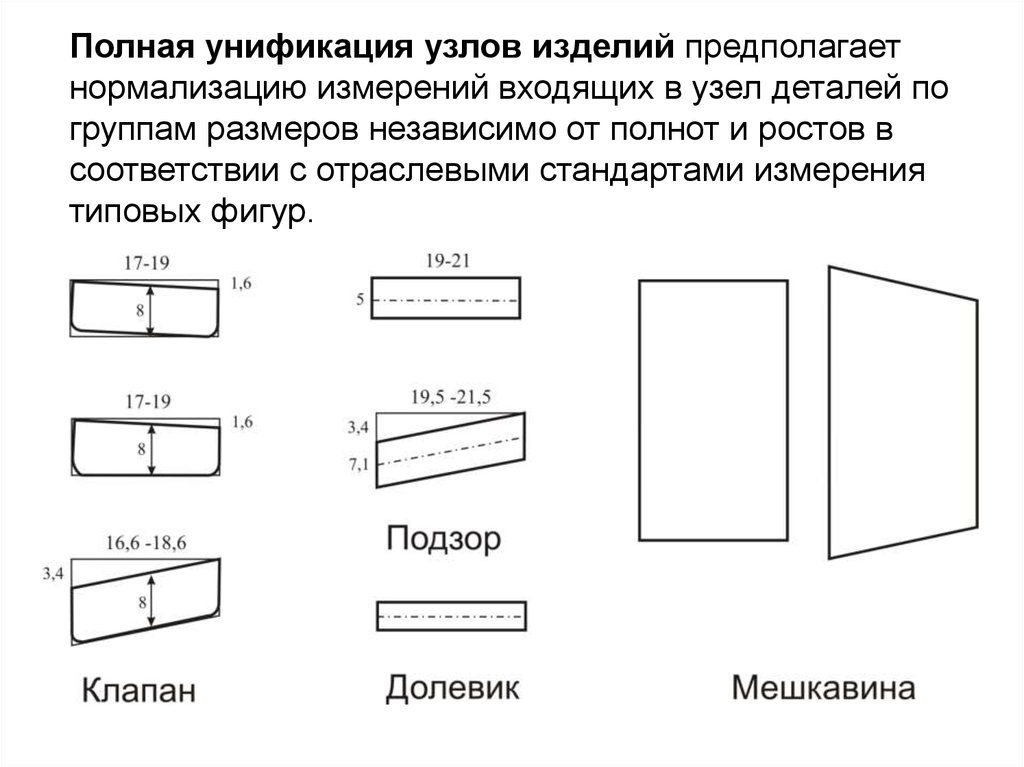
Полная унификация узлов изделий предполагаетнормализацию измерений входящих в узел деталей по
группам размеров независимо от полнот и ростов в
соответствии с отраслевыми стандартами измерения
типовых фигур.
62. Группы для унификации деталей
Мужская одежда• 88–96
• 100–108
• 112–128
Женская одежда
• 80–84
88–96
• 100–108
• 112–120
• 124–136
•ОСТ 17–744–78
«Обтачные унифицированные детали верхней одежды»
• ОСТ 17–745–78
«Основные унифицированные параметры вытачек швейных изделий»
63.
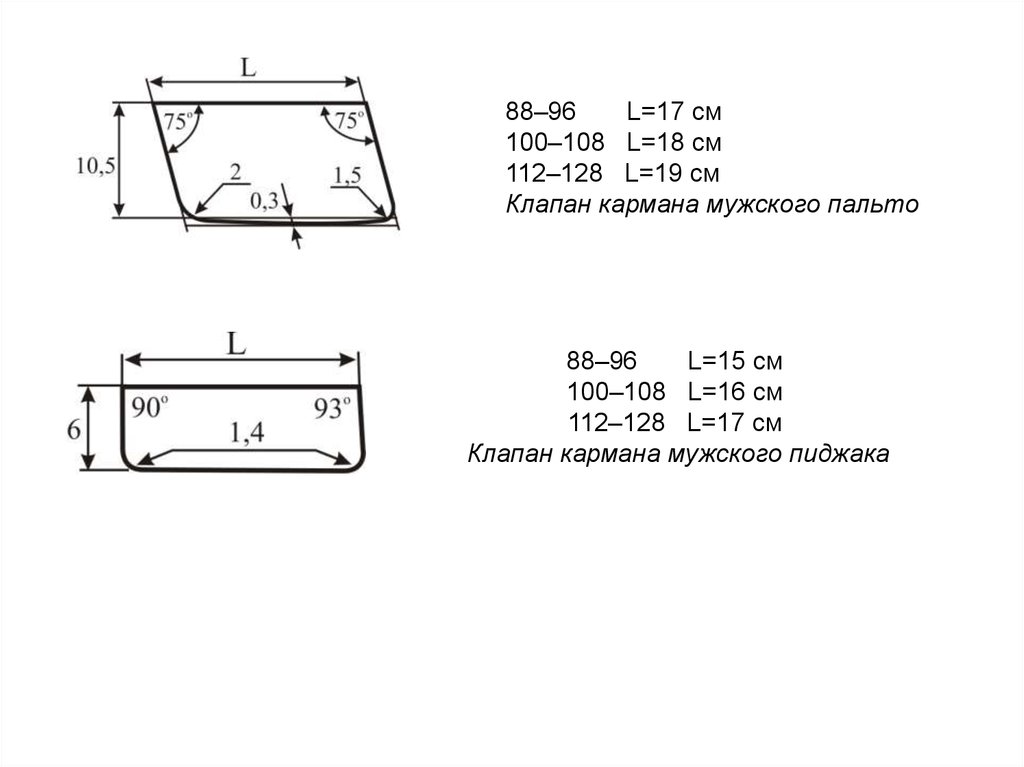
88–96L=17 см
100–108 L=18 см
112–128 L=19 см
Клапан кармана мужского пальто
88–96
L=15 см
100–108 L=16 см
112–128 L=17 см
Клапан кармана мужского пиджака
64.
88–96L=36,3; b1=14;
b2=3,6;
b3=4,9
100–108 L=37,3; b1=14,2; b2=4,1;
b3=5,1
112–128 L=38,3; b1=14,4; b2=4,6;
b3=5,3
Подкладка бокового кармана
мужских брюк с отрезным бочком
(из двух деталей)
Подкладка бокового кармана мужских брюк с
отрезным бочком (из одной детали)
88–96 100–108
112–128
L
34,0
35,0
36,0
b1 20,0
20,5
21,0
b2 16,0
16,5
17,0
b3 15,0
15,25
15,5
b4 10,4
10,65
10,9
a1
2,0
3,25
4,5
a2
1,1
2,1
3,1
65.
Агрегатирование – разработкаразличных моделей одежды путем их
компоновки из ограниченного числа
стандартных деталей, обладающих
функциональной и геометрической
взаимозаменяемостью.
Типовое проектирование возможно только на основе
соблюдения полной функциональной и геометрической
взаимозаменяемости деталей одежды.
Методы типового проектирования:
‒ разработка семейства (серии) моделей на одной БК;
‒ разработка серии моделей на основе использования
типовых унифицированных деталей;
‒ разработка серии моделей на основе использования
типовых унифицированных зон
66.
Технологичность конструкции одежды –это такое конструктивное решение деталей, узлов и
изделия в целом, которое позволяет при минимальных
трудовых и материальных затратах обеспечить
эффективность производства одежды с заданными
эксплуатационными, эргономическими и
эстетическими требованиями.
Показатели качества конструкции
Современный внешний вид
Хорошая посадка на фигуре
Устойчивость формы одежды
Качество технологической обработки
67.
68. Минимальное число соединений
Кмин.соед.= Lшв.п / Lшв.тип• Lшв.п – длина швов в проектируемой конструкции, см
• Lшв.тип – длина швов в типовой конструкции, см
Степень применяемости новых
рациональных материалов
Кпр.рац.м.= Sр.м / Sоб.
• Sр.м –
площадь деталей из рациональных
материалов, см2
• Sоб –
общая площадь всех деталей, см2
69.
Применение параллельнопоследовательных методов обработкиКп.пос.= Тп.пос / Тоб
• Тп.пос –
затраты времени на операциях, выполняемых
параллельно-последовательными методами, мин.
• Тоб –
общая трудоемкость изготовления изделия, мин.
Степень технического оснащения
Кт.о.= Тм / Тоб.
• Тм –
затраты времени на механизированных и
автоматизированных операциях, мин
• Тоб –
общая трудоемкость изготовления изделия, мин.
70. Трудоемкость изготовления изделия
Сокращение затрат времени•Использование базовых основ
конструкций
•Использование унифицированных
деталей и узлов
•Автоматизация проектных работ:
построение конструкций,
оформление конструкторской
документации
•Использование современной
техники и технологии
71.
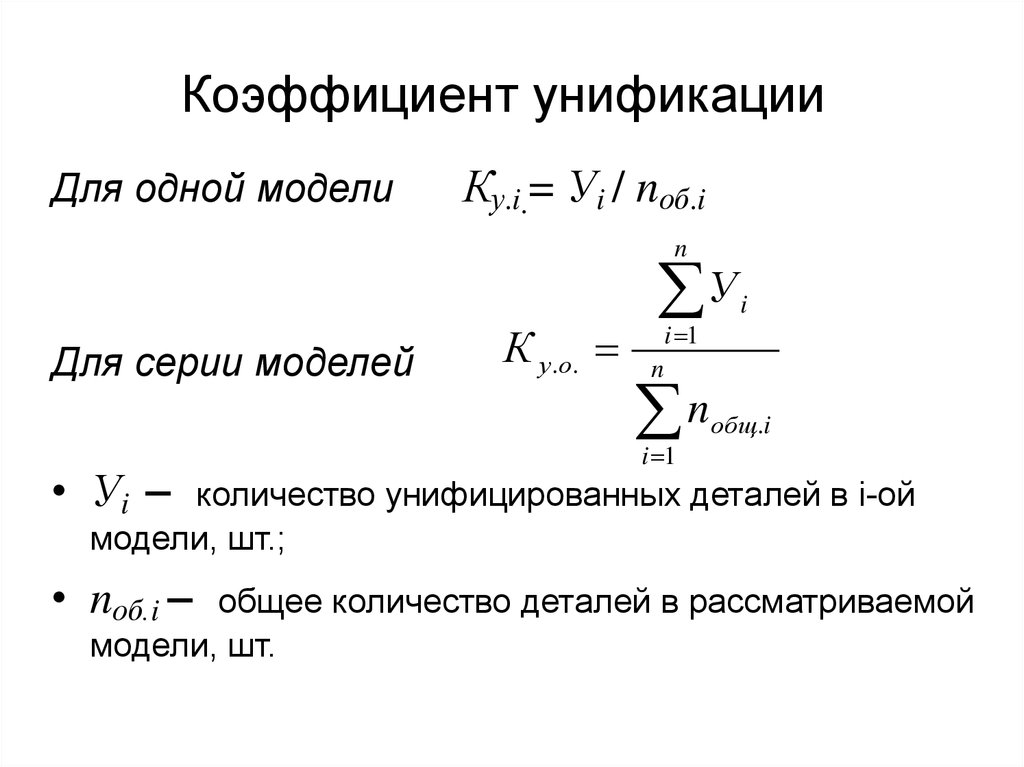
Коэффициент унификацииДля одной модели
Ку.i.= Уi / nоб.i
n
Для серии моделей
• Уi –
К у .о .
У
i 1
n
n
i 1
i
общ.i
количество унифицированных деталей в i-ой
модели, шт.;
• nоб.i –
общее количество деталей в рассматриваемой
модели, шт.
72. Материалоемкость изделия
• Площадь лекал;• Коэффициент использования
материалов
Ки.м.= Sл / Sр = 1/(1 + В )
• Sл – площадь лекал, см2
• Sр –площадь раскладки, см2
• В – межлекальные потери, %
В = 0; Ки. М. = 1;
В = 10 %; Ки. М. = 0,909;
В = 20 %; Ки. М. = 0,833;
В = 30 %; Ки. М. = 0,769;
73. Пути снижения расхода материала на единицу изделия
• уменьшение прибавок на образование складок,рельефов, отделочных швов;
• уменьшение технологических прибавок на сутюживание,
усадку при стачивании швов, обработку срезов;
• анализ конфигурации деталей, определение мест в
срезах деталей, мешающих лучшей укладываемости их в
раскладке, нахождение путей их совершенствования,
используя для этого возможность перевода швов,
образование надставок, срезание углов;
• рациональное проектирование форм мелких деталей и
возможности их усовершенствования;
• изменение направления нити основы в деталях,
направления ворса и т. д.;
• соединение в одной раскладке лекал деталей двух
разных моделей.
74. Правила адаптивного конструирования
• тропизация – выбор оптимального направленияукладки лекал, обеспечивающего наибольшую
плотность раскладки.
• мультипликация – раскладка повторяющихся
деталей.
• лобилизация – изменение конфигурации фигуры с
целью приближения ее контуров к замощающей
фигуре.
• декомпозиция – разбиение детали на более мелкие
равные и неравные части, обеспечивающие более
плотную раскладку (введение дополнительных швов
в отрезном подборте, нижнем воротнике,
цельнокроеных рукавах и т. д.).
75. Замощающая раскладка
76. Техника «Tessellation Cutting»
77. Методика безостаточного конструирования одежды
78.
79.
80. Требования к технологичности конструкции сборочных единиц и деталей
• сборочная единица должна расчленяться на рациональное числосоставных деталей с учетом принципа агрегатирования;
• конструкция сборочной единицы должна обеспечивать ее
компоновку из унифицированных деталей и частей;
• виды используемых соединений и их конструкция должны
обеспечивать возможность механизации и автоматизации
сборочных работ;
• методы изготовления должны обеспечивать параллельность
обработки нескольких деталей или сборочных единиц;
• контуры соединяемых деталей должны быть полностью
сопряжёнными;
• объемная форма деталей должна быть получена конструктивным
путем с применением минимальной принудительной внутри
процессной ВТО (сутюживания, оттягивания) или без
принудительного формования;
• конструкция деталей и узлов должна обеспечивать применение
типовых технологических процессов для их изготовления.
81. Экономичность проектируемой модели характеризует экономическую эффективность затрат на разработку, изготовление и эксплуатацию
изделия.• Производственная экономичность
• Эксплуатационная экономичность
82. Материалоемкость М=МI+MII+MIII+МIV
• МI – стоимость основных материалов;• МII – стоимость вспомогательных
материалов
(упаковочные материалы, материалы для обслуживания
оборудования и помещений, для нужд управления, для
выполнения внутрифабричных транспортных операций
и т. д.);
• MIII – стоимость топлива и энергии;
• МIV – стоимость амортизации основных
фондов.
83. Стоимость основных материалов МI=М1+M2+M3+М4
М1 – стоимость материалов верха ;
М2 – стоимость подкладочных материалов;
M3 – стоимость прокладочных материалов;
М4 – стоимость фурнитуры.
84. Стоимость материалов верха М1=(S+A)R1
• S – суммарная площадь лекал деталейизделия, м2;
• А – площадь общих отходов,
возникающих при изготовлении
изделия, м2;
• R1 – стоимость 1 м2 материала верха,
руб.
85. Площадь общих отходов А=А1+А2+А3+А4
А1 – межлекальные отходы ;
А2 – нерациональные остатки;
А3 – отходы по длине;
А4 – отходы по ширине.
86. Суммарные технологические потери – 31 %
17 % – межлекальные отходы;
2 % – потери по ширине;
2 % – потери при настилании;
3 % – потери при расчете кусков ткани в
настилы;
• 2 % – бракованная ткань;
• 5 % – потери, обусловленные
необходимостью закупки избыточной
ткани.
87. Процент межлекальных потерь
Межлекальные отходы А1Процент межлекальных потерь
Q S
а
100
Q
• Q – площадь раскладки;
• S – площадь лекал с учетом припусков
на швы;
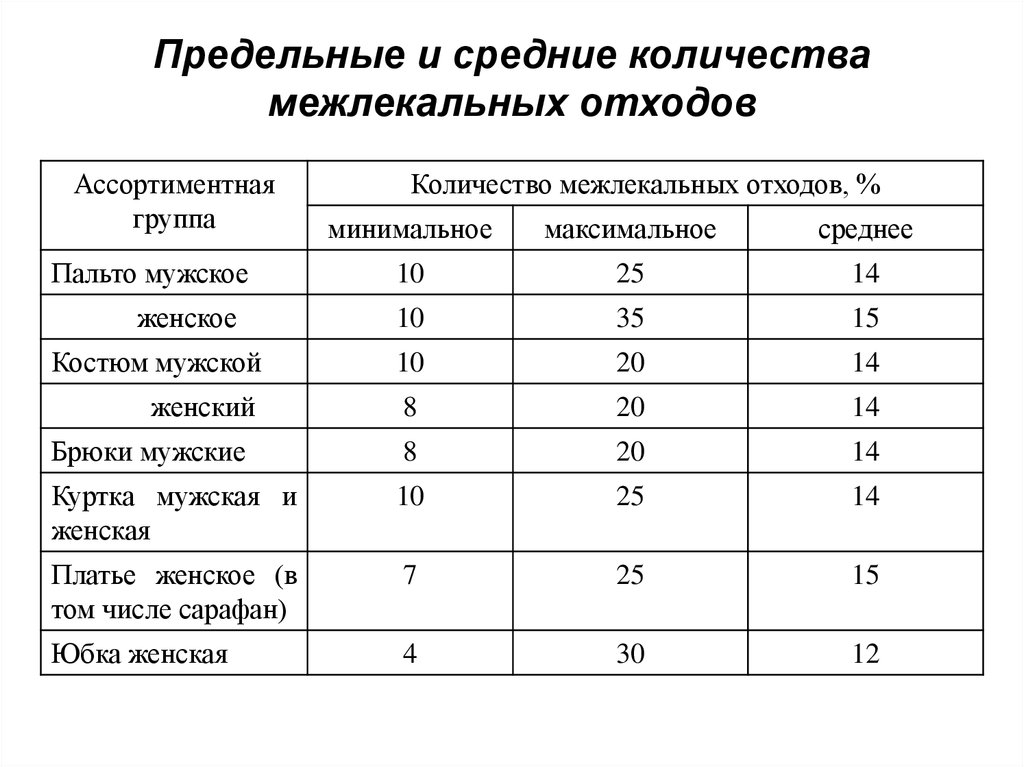
88.
Предельные и средние количествамежлекальных отходов
Ассортиментная
группа
Количество межлекальных отходов, %
минимальное
максимальное
среднее
10
25
14
10
35
15
Костюм мужской
10
20
14
женский
8
20
14
Брюки мужские
8
20
14
Куртка мужская и
женская
10
25
14
Платье женское (в
том числе сарафан)
7
25
15
Юбка женская
4
30
12
Пальто мужское
женское
89. Факторы влияющие на процент межлекальных отходов
• ширины и вида материала,• формы, размера и числа деталей в
раскладке;
• вида лицевой поверхности материала;
• вида раскладки по числу комплектов
лекал;
• сочетания размероростов в
раскладке.;
• расположение лекал в раскладке.
90. Показатели экономичности и материалоемкости модели
• Количество межлекальных отходов а, %;• Расход материалов верха на единицу
изделия Q, м2;
• Суммарная (общая) площадь лекал
деталей изделия S, м2;
• Коэффициент использования
материалов Ким
91.
92.
93. Мероприятия КТПП
• Разработка перспективного и текущего ассортиментаизделий с учетом изучения спроса, конъюнктуры рынка и
направления моды;
• Согласование со всеми службами коллекций моделей,
принятых к внедрению;
• Конструкторская и технологическая проработка новых
моделей ;
• Комплектование моделей материалами и фурнитурой;
• Планирование последовательности запуска моделей;
• Разработка оптимальных режимов технологического
процесса;
• Изготовление лекал, трафаретов и светокопий;
• Нормирование расхода всех материалов;
• Расчёт трудоёмкости, рентабельности и плановой
себестоимости продукции;
• Подготовка технической документации на модель.