






























")


")
















 industry
industrySimilar presentations:










Базовый курс по основным типам долот компании Hughes Christensen
1.
Базовый курсПо основным типам долот компании
Hughes Christensen
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
2. Производство алмазных долот
© HughesHughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
3. Заводы пао производству алмазных долот Hughes Christensen
CelleLafayette
Venezuela
The Woodlands
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
4. Процесс изготовления
Процессизготовления алмазных долот
Hughes Christensen можно разделить на
следующие основные категории:
–
–
–
–
–
Создание формы/шаблона
Формирование формы/шаблона
Нагружение и термообработка
Сборка корпуса долота
Финальная инстпекция
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
5. Создание формы/шаблона
Процесс изготовленияголовной части долота
начинается с обработки
графита цилиндрической
формы.
Внутренняя часть
цилиндра формируется на
токарном станке,
формируя
слепок/отпечаток профиля
режущей части долота.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
6. Врезерование отверстий для резцов
Отверстия для вставкирезцов вырезаются
фрезой с цифровым
програмным
управлением, что
позволяет точно задавать
место и направление
отверстия.
Отверстия под резцы и
насадки вырезаются
строго в местах
определенных
инженером
дизайнером/конструктор
ом.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
7. Формирование шаблона – Графитовые вставки
Графитовые вставкиприклеиваются в только
что сделанные отверстия
Эти графитовые вставки
формируют ячейки для
резцов при формировании
матричной режущей части
долота
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
8. Формирование шаблона – дополнительные компоненты
Чтобы сформировать каналыдля выноса шлама
формируется специальной
формы заливка из песка и
глины определенного
состава.
Графитовые отверстия под
насадки, специальные
трубки из песка для
впусковых отверстий,
материал для формирования
калибрующей части
приклеины до
термообработки шаблона.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
9. Формирование шаблона при использовании резиновой формы
RubberMaster
Из одного шаблона возможно
сделать только одно долото.
Для моделей которые
используются в серийном
производстве мы применяем
для формирования шаблона
резиновую форму, что
позволяет сократить сроки
производства и стоимость
производства соответственно.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
10. Заливка из керамического материала
Для формированиякерамического шаблона,
резиновая форма
помешается в графитовый
контейнер. Затем,
керамический состав
заливается через отверстия
в графитовом контейнере
чтобы заполнить
пространство между
резиновой формой и
графитовым контейнером.
Данная конструкция в
процессе заполнения
постоянно подвергется
вибрации для полного
распределения
керамического материала и
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Graphite
Container
Pour holes for
ceramic material.
Ceramic Material
mixture.
11. Керамический шаблон
Керамический состав застывает в форме. Послевысыхания, резиновая формиа извлекается и
керамический шаблон готов. В отличие от
графитового шаблона, керамический шаблон не
требует формирования заливки под каналы для
выноса шлама, но отверстия под насадки и резцы
должны быть заполнены.
Керамический шаблон так же как и графитовый
шаблон может быть использован только однажды;
но резиновая форма может использована несколько
раз для быстрого формирования керамической
формы.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
12. Термообработка
Обработка стальной болванкиСоединение стальной болванки и
головной части долота
Загрузка сборки в печь для
термообработки
Термообработка долота
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
13. Обработка стальной болванки
Стальная болванкавставлена как каркас
внутри матричной
формы
После
термообработки
стальная болванка
подвергается
машинной обработке
и нарезается резьба
(нитель) чтобы потом
навренуть резтбовую
часть долота
(муфта).
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
14. Соединение стальной болванки и головной части долота
Стальная бованка иголовная часть
долота свариваются
вместе и готовы для
термообработки
На картинке показан
тип Gold Series,
последние дизайны
не имеют лопастей
на стальной
болванке
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
15. Загрузка сборки в печь для термообработки
Стальная болванкапомещается в
сформированный шаблон
Заполненная форма с
карбид-вольфрамом и
стальным каркасом
подвергаются
предварительному нагреву
чтобы сжечь возможные
ненужные примеси
После педварительного
нагрева, связующее
вещество из сплава латуни
и жидкой добавки
добавляются в сборку до
загрузки всей конструкции
в печь для термообработки
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
16. Термообработка
The furnace cycletime, once the bit
reaches 2200 degrees
Fahrenheit, is bit
diameter dependent
As the binder melts it
flows through the
tungsten carbide
powder binding it
together like glue
Once the heat cycle is
complete the assembly
is removed and placed
through a controlled
cooling process
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
17. Bit Body Assembly
Post Furnace Clean-up of CrownCasting
Bit Body to Shank Assembly
PDC Brazing Process
• PDC Cutter Preheat
• Brazing Process
• Post Brazing Crown View
Gage Pad/Gage Cutter Grinding
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
18. Post Furnace Cleanup
The cooled graphitemold is broken away
leaving the matrix
casting
The graphite
displacements are
drilled out and
chiseled away
The matrix casting is
then sand blasted
prior to the crown
machine and PDC
brazing process
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
19. Steel Body PDC Bit
© HughesHughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Two piece design
(body and shank)
Machined from bar
stock
20. Shank
Breaker slotsIdentification slots
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
The API regular
connection
High alloy, heat
treated steel
(4140)
21. Bit Body to Shank Assembly
An alignment pin ismachined into the
back of the steel
blank to ensure a
perfect match with
the box connection
of the shank
The threaded bit
body and shank
body are threaded
together and welded
for a seamless fit
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
22. PDC Brazing Process- PDC Preheat
Prior to brazing,PDC cutters are
placed in a preheat
oven to remove
contaminants or
residues that could
weaken the braze
bond between the
PDC cutter and
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
23. The Brazing Process
Heat, flux, and brazealloy are applied to
the cutter pocket
Heat is carefully
applied to the PDC
as it is positioned in
the pocket
Once positioned, the
PDC is then rotated
forming a thin layer
of alloy between the
PDC and the cutter
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
24. PDC Brazing Process- Post Braze View
Once cooled, thebit body
undergoes an
additional cleanup
process to
remove excess
silver solder and
flux residue
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
25. Gage Pad and Gage Cutter Grinding
The gage cutters,intentionally placed
over gage, are
ground back to
nominal bit
diameter producing
a finished bit crown
that meets all API
tolerance
specifications
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
26. Quality Assurance
Quality Assurance has the responsibilityof ensuring that each product we
manufacture is made to specifications
Quality Assurance inspects and ensures
that the component parts provided by
outside suppliers meet all engineering
specifications
Each stage of the bit manufacturing
process must be checked not only by
the employee but by a supervisor of
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
27. Final Inspection
Inspection Process-12 StepsAPI Ring Gage (Go / No Go)
Measured Dimensions
Visual PDC Cutter
Check/CMM/Ultrasonic
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
28. Inspection Process -12 Steps
1) Following Paperwork with Bit2) Bit Stamping to Paperwork
Verification
3) API Ring Gage (Go / No Go)
4) I.D. Plug Gage (Go / No Go) Core bits
5) Measured Dimensions
6) Visual/Dimensional Inspection
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
29. Inspection Process- 12 Steps
7) Dye Penetrant Test- Shank to BlankWeld
8) Hardness Test the Weld Area
9) Check General Appearance of PDC’s
• Coordinate Measuring Machine (CMM)
• Ultra Sonic Testing of PDC’s
10) Check All Nozzle Cavities
11) Stamp API Monogram (As Applicable)
12) Ready Bit for Shipping
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
30. Step 3- API Ring Gage
All bits shall bequalified using
calibrated “GO” and
“NO-GO” ring gages
Gage pads shall be
inspected to assure
gage PDC offset or
standard gage
requirements are met
Check PDC’s in the
gage location for
proper grind flats
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
31. Step 5- Measured Dimensions
All measurablefeatures, such as
gage length, overall
bit length, gage pad
diameters, etc., are
referenced against
the design
paperwork
A check for matrix
cracks, chamfer
integrity, and/or
matrix porosity/
surface finish is done
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
32. Step 9- PDC Inspection(CMM)
The CoordinateMeasuring Machine
(CMM) is used to
verify that brazed
PDC and PDC
graphite
displacement
locations match
engineering design
specifications
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
33. PDC Inspection- Ultrasonic Testing
All PDC cutters areultrasonic tested for
thermal damage and
proper braze
bonding to the cutter
pocket.
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
34. Долота PDC
© HughesHughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
35. Строение долота с резцами из поликристаллического алмаза (PDC)
Соединениепод резьбу отворота
стандарта АНИ
Выемка с серийным
номером
Нерабоч
ая часть
Паз под доску
отворота
Сварной шов
Фаска короночного
кольца
Калибрующая
площадка
Короночное
кольцо
Корпус матрицы
долота
Насадка
Резцы
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
36. Вид с торца
ЛопастьКанал для
вывода
шлама
Резцы
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Насадка
37. Карбид-вольфрамовый корпус матрицы
Порошкообразный сплав карбида вольфрама соединен с
никель-медным связующим сплавом
Высокая износостойкость
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
38. Крепление PDC резцов
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Припаивание при низкой
температуре
Резец крепится на подложку
Сложная техника крепления
39. Пайка
• Используют серебряный твердыйприпой
• При установке в гнездо резец
поворачивают
Между резцом и гнездом
образуется тонкий слой сплава
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
40. Стальной корпус
Двухкомпонентная конструкция© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
41.
HC – долота общего назначенияHCM – долота для направленного бурения и бурения с применением
ВЗД
HCR –
для бурения с применением роторных управляемых систем
Резцы Genesis
Оптимальный
угол фаски
алмазной
таблетки
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
Компьютерный
анализ динамики
потока (CFD)
Оптимальный
угол установки
резца
42.
Подскакивание долота на забое– Продольные колебания
Скачкообразное закручивание (Stick-Slip)
– Торсионные колебания
Завихрения
– Поперечные колебания
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
43.
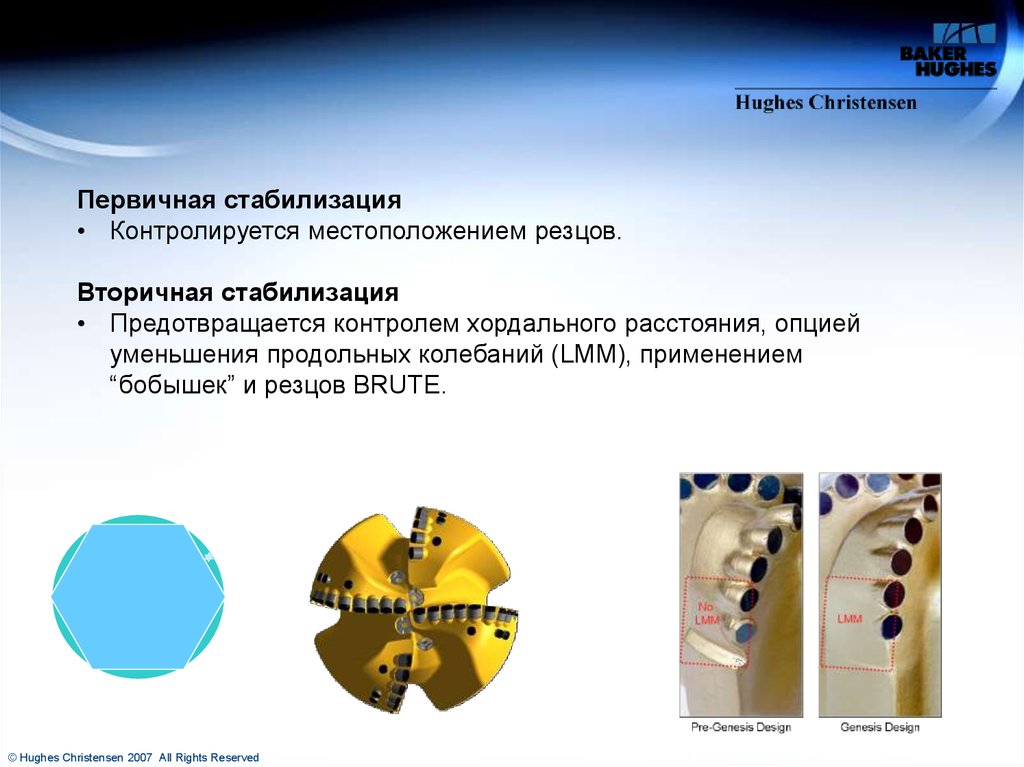
Первичная стабилизация• Контролируется местоположением резцов.
Вторичная стабилизация
• Предотвращается контролем хордального расстояния, опцией
уменьшения продольных колебаний (LMM), применением
“бобышек” и резцов BRUTE.
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
44.
Технология EZSteer – контроль глубины внедрения резцовв породу
Genesis HCM
Глубина среза
Опорные поверхности на торце долота при контакте с забоем принимают
на себя избыточную осевую нагрузку
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
45.
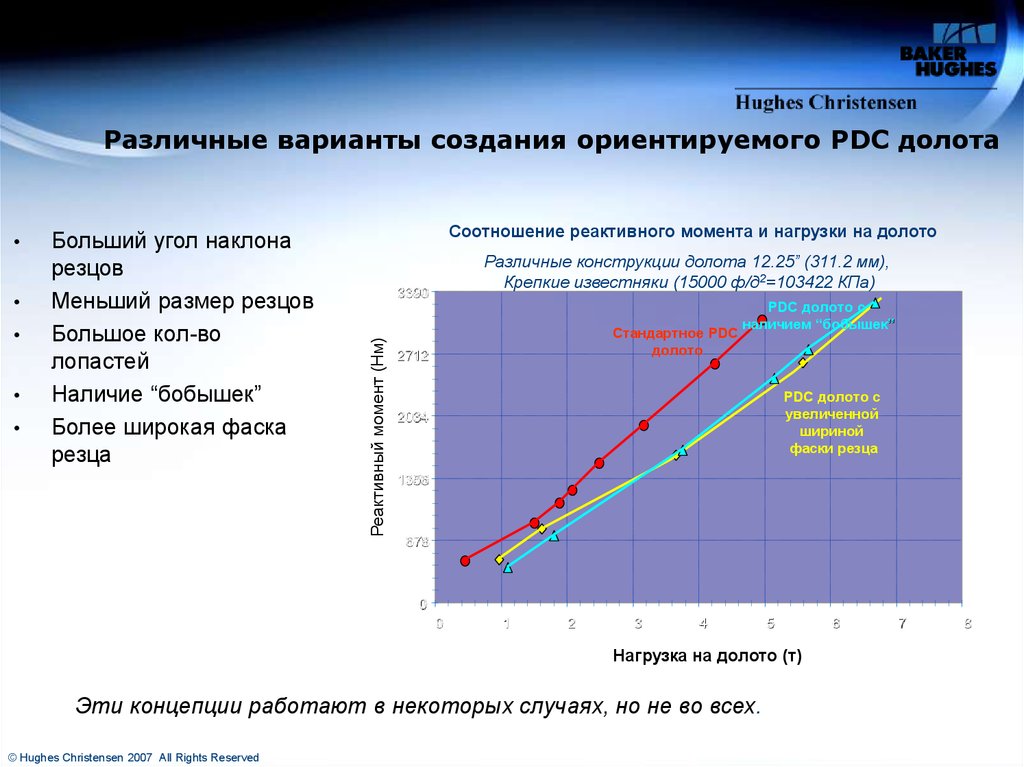
Различные варианты создания ориентируемого PDC долотаБольший угол наклона
резцов
Меньший размер резцов
Большое кол-во
лопастей
Наличие “бобышек”
Более широкая фаска
резца
Соотношение реактивного момента и нагрузки на долото
Различные конструкции долота 12.25” (311.2 мм),
Крепкие известняки (15000 ф/д2=103422 КПа)
3390
Реактивный момент (Нм)
Стандартное PDC
долото
2712
PDC долото с
наличием “бобышек”
PDC долото с
увеличенной
шириной
фаски резца
2034
1356
678
0
0
1
2
3
4
5
Нагрузка на долото (т)
Эти концепции работают в некоторых случаях, но не во всех.
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
6
7
8
46.
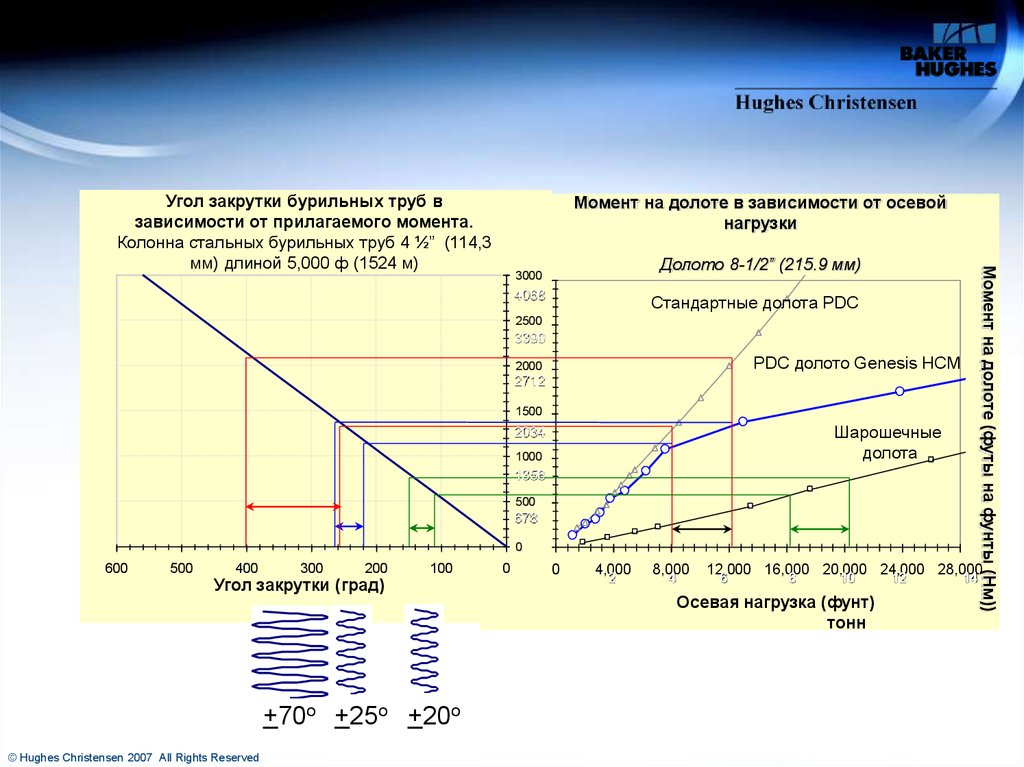
Угол закрутки бурильных труб взависимости от прилагаемого момента.
Колонна стальных бурильных труб 4 ½” (114,3
мм) длиной 5,000 ф (1524 м)
Момент на долоте в зависимости от осевой
нагрузки
4068
Стандартные долота PDC
2500
2,500
3390
PDC долото Genesis HCM
2000
2,000
2712
1500
1,500
Шарошечные
долота
2034
1000
1,000
1356
500
500
678
0
600
500
400
300
200
Угол закрутки (град)
100
+70o +25o +20o
© Hughes
Hughes Christensen
Christensen 2006
All Rights
Rights Reserved
Reserved
©
2007 All
0
0
0
4,000
2
8,000
4
Момент на долоте (футы на фунты (Нм))
Долото 8-1/2” (215.9 мм)
3000
3,000
12,000 16,000 20,000 24,000 28,000
6
8
10
Осевая нагрузка (фунт)
тонн
12
14
47. Калибрующая часть
Резцы на калибрующей части© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
48. Калибрующая часть корпуса
Карбид-вольфрамовые вставки
Вставки из поликристаллического алмаза
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
49. Калибрующая часть стального корпуса
Карбидвольфрамовыевставки
Резцы PDC
Стандартная
калибрующая
часть
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Калибрующая
часть
повышенного
качества
50. Стандарты длины калибрующей части
© HughesHughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Размер
долота
Стандартна
я длина
калибр.
части
≤ 5.000
2.0 in.
5.001 – 9.000
2.5 in.
9.001 – 13.000
3.0 in.
13.001 – 18.000
3.5 in.
51. Калибрующая часть спиралевидной формы
Используется главным образом в моделях с
малым количеством лезвий (менее 5)
Для повышения стабилизации долота
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
52. Узел «Updrill»
Резцы из природных алмазов© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
PDC резцы
53.
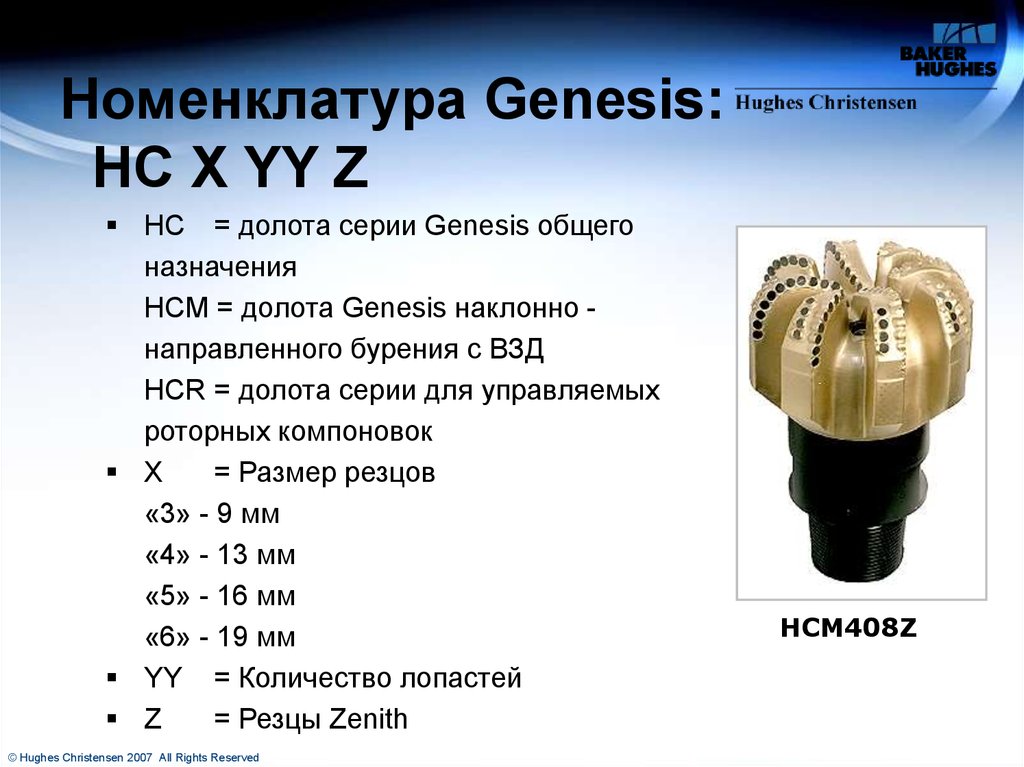
Номенклатура Genesis:HC X YY Z
HC = долота серии Genesis общего
назначения
HCM = долота Genesis наклонно направленного бурения с ВЗД
HCR = долота серии для управляемых
роторных компоновок
X
= Размер резцов
«3» - 9 мм
«4» - 13 мм
«5» - 16 мм
«6» - 19 мм
YY = Количество лопастей
Z
= Резцы Zenith
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
HCM408Z
54. Алмазные долота
© HughesHughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
55.
Серии импрегнированных долотТрадиционные
© Hughes
Hughes Christensen
Christensen 2007
2006 All
All Rights
Rights Reserved
Reserved
©
Серия HedgeHog