












































 industry
industrySimilar presentations:










Структура производства стали в 2015 году, %. Производство стали в мире по способам производства, млн.тонн
1. Структура производства стали в 2015 г.% всего произведено в мире 1 622,8 млн.т
.1,65
2,08
2,14
2,63
4,28
Китай
Весь
остальной
мир 15,6%
Япония
США
Индия
Китай
49,5%
Россия
Южн. Корея
Россия
Германия
Турция
4,37
Бразилия
Украина
5,07
Весь мир
5,38
6,72
1
2.
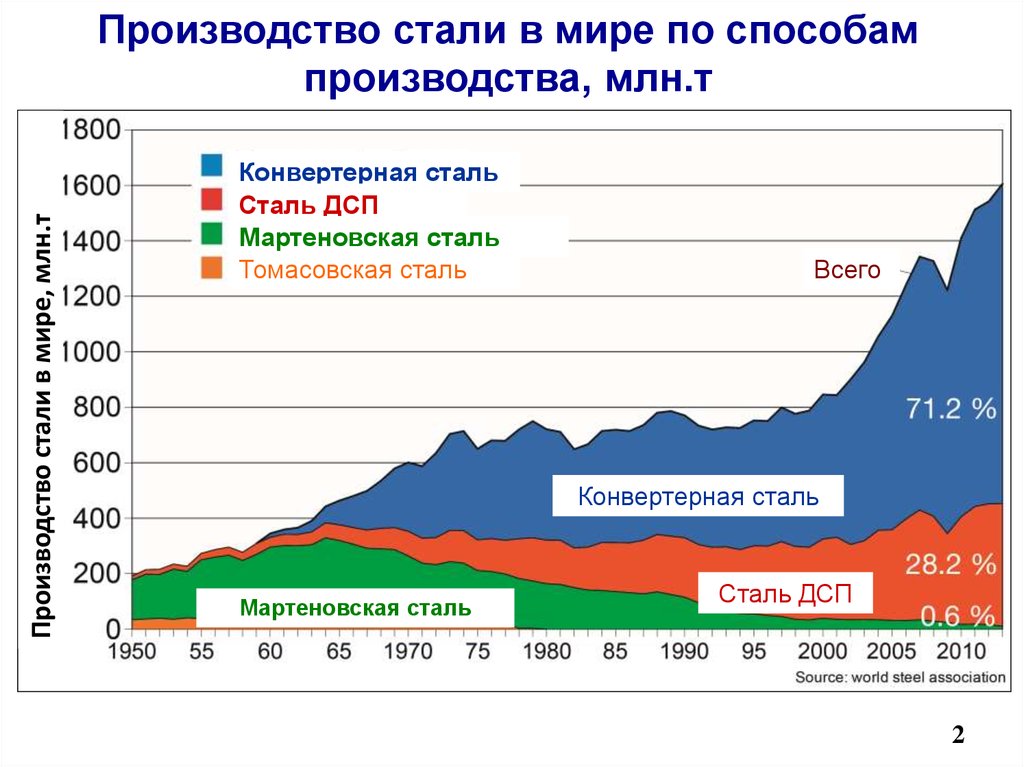
Производство стали в мире, млн.тПроизводство стали в мире по способам
производства, млн.т
Конвертерная сталь
Сталь ДСП
Мартеновская сталь
Томасовская сталь
Всего
Конвертерная сталь
Мартеновская сталь
Сталь ДСП
2
3.
Технологическиеэтапы
стали в
20112011
г.
The
process steps for
crudeвыплавки
steel production
inмире,
the world,
Шихта
Агломерация/
окомкование
Жидкий чугун /
ПВЖ
Жидкая
сталь
3
4.
Структура выплавки стали в мире в 2014г,млн.т по способам производства
4
5.
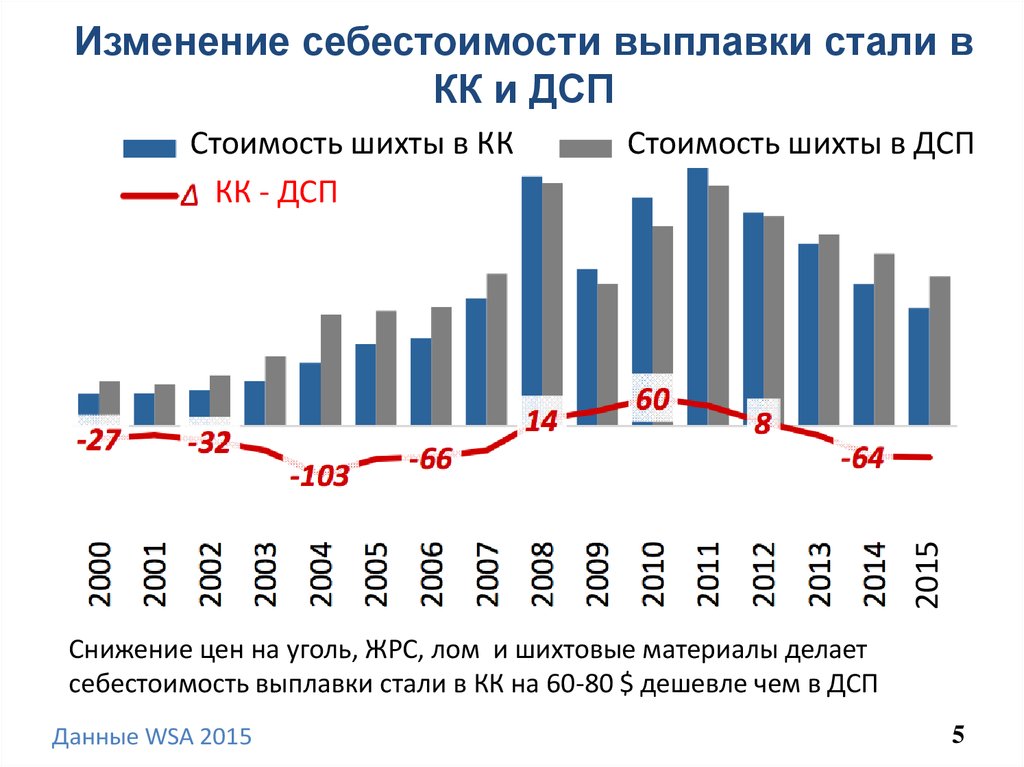
Изменение себестоимости выплавки стали вКК и ДСП
Стоимость шихты в ДСП
2015
Стоимость шихты в КК
КК - ДСП
Снижение цен на уголь, ЖРС, лом и шихтовые материалы делает
себестоимость выплавки стали в КК на 60-80 $ дешевле чем в ДСП
Данные WSA 2015
5
6.
Показатели сталеплавильногопроизводства, млн.т, %
6
7.
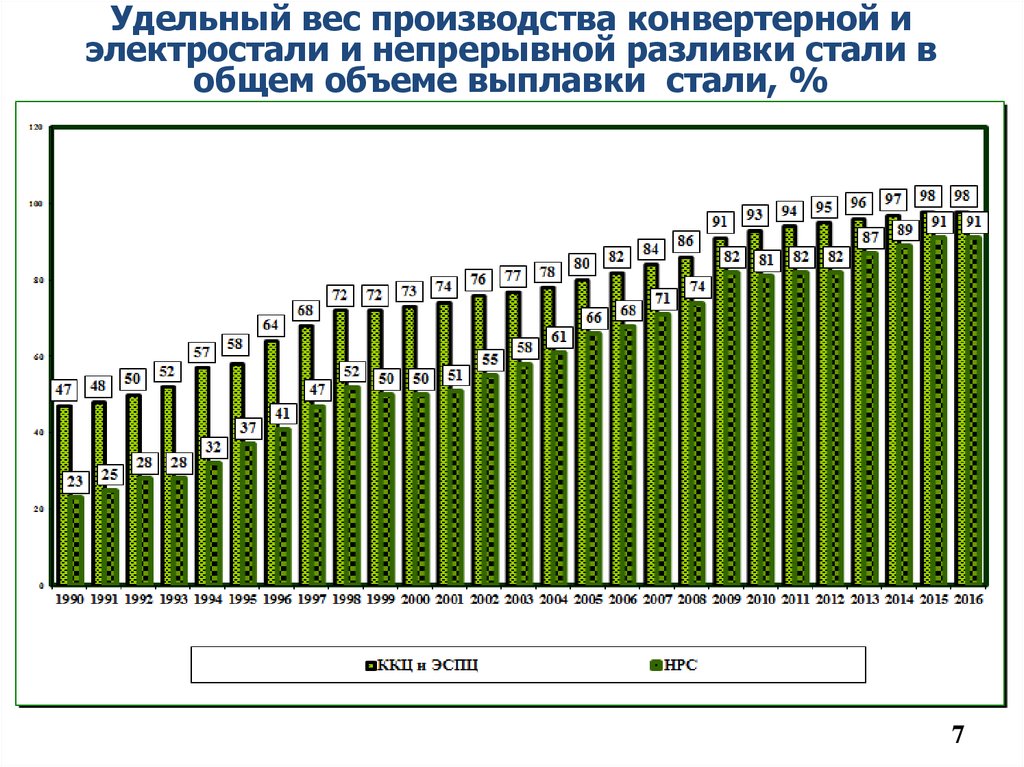
Удельный вес производства конвертерной иэлектростали и непрерывной разливки стали в
общем объеме выплавки стали, %
7
8.
Технологическая схема производства сталикислородно-конвертерным способом
Sintering
plant
Scrap
Vacuum degassing
plant (RH)
LD
Converter
Blast furnace
Ladle Furnace
8
9.
Технологическая схема производства электросталииз стального лома
AC EAF
VD/
VD-OB
Scrap
DC EAF
Ladle Furnace
9
10.
Технологическая схема производства электростали сиспользованием жидкого чугуна и металлизованного сырья
DRI/HBI
DC EAF
Twin Cathode
Scrap
VD/
VD-OB
Hot
Metal
AC EAF
LF
DC EAF
Ladle Furnace
10
11.
Технологическая схема производства нержавеющих сталейScrap
AC EAF
Spout
VOD
AOD
Converter
11
12.
Зависимость степени удаления примеси отпараметра λLX
[ X ]
1
1
[ X ]0
1 LX
12
13.
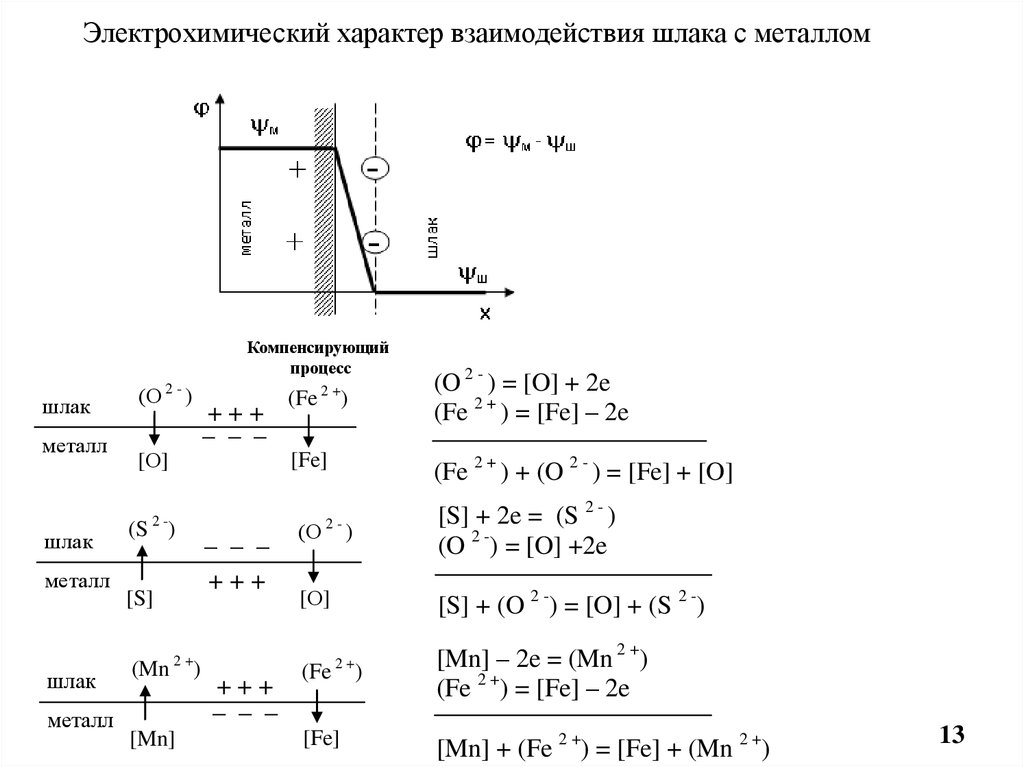
Электрохимический характер взаимодействия шлака с металломКомпенсирующий
процесс
шлак
металл
шлак
металл
шлак
металл
(О
2-
)
+++
_ _ _
)
[Fe]
[О]
2-
(S )
_ _ _
+++
[S]
(Mn
(Fe
2+
2+
[Mn]
)
+++
_ _ _
(О
(Fe 2 + ) + (O 2 - ) = [Fe] + [O]
2-
[S] + 2e = (S 2 - )
(O 2 -) = [O] +2e
)
[О]
(Fe
(O 2 - ) = [O] + 2e
(Fe 2 + ) = [Fe] – 2e
[S] + (O 2 -) = [O] + (S 2 -)
2+
[Fe]
)
[Mn] – 2e = (Mn 2 +)
(Fe 2 +) = [Fe] – 2e
[Mn] + (Fe 2 +) = [Fe] + (Mn 2 +)
13
14.
Оценка окислительного потенциалаПроизводится, исходя из равновесия реакции
lg
[O] 6114
0,151
p1/2
T
O2
½{O2} = [O]
p O 2 10
По составу металла
6114
0 ,151)
T
По составу шлака
1) Для нераскисленного металла
0,0025
[O]
Pвн
[C ]
2) Для раскисленного металла
3[O] + 2[Al] = Al2O3
1
1
2
lg[O] lg K 'Al2O3 lg a Al2O3 lg[Al] 5,25[Al]
3
3
3
lg K 'Al2O3 lg a [3O ]a [2Al]
2(lg[O]
[O] + [Fe] = (FeO)
[O]
lg k O
a (FeO)
kO
6320
2,734
T
63927
20,667
Т
3) В условиях вакуума
[O] + [C] = {CO}
lg[O] lg K'С lg[C] 0,42[C] lgP{CO}
KC’ = 1/480
14
15.
Диаграмма растворимости серы в фазах железа[S], %
α
γ
δ
0,18
0,18
0,06
0,06
0,04
0,02
0,02
0,007
913
1400
t, oC
15
16.
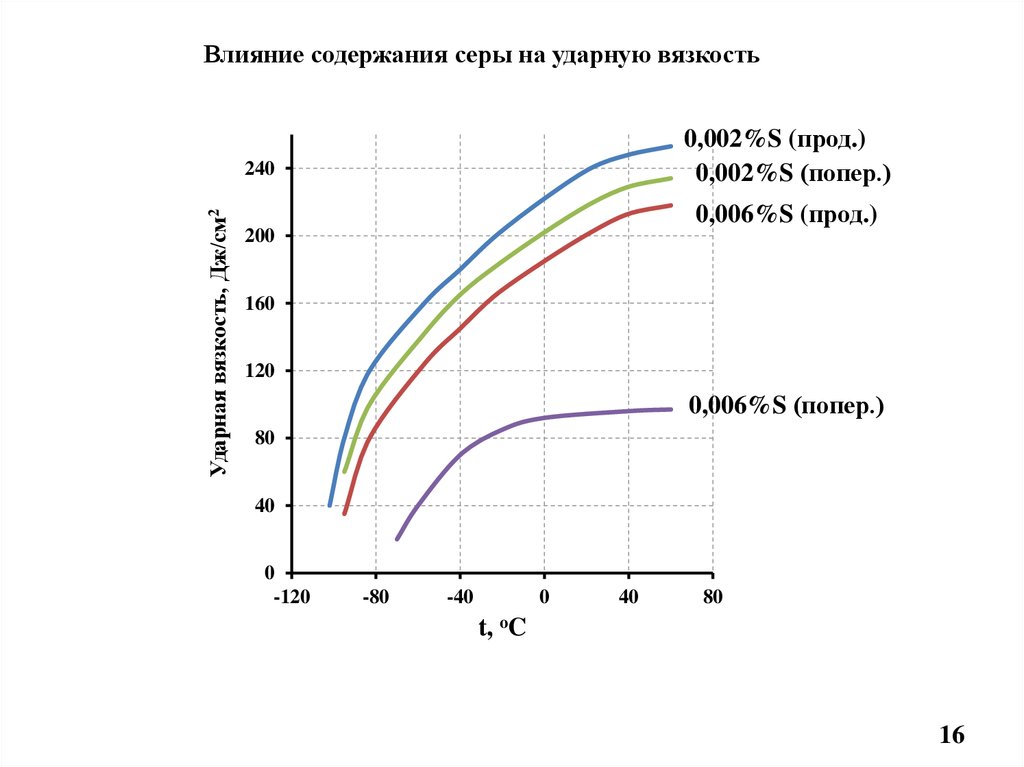
Влияние содержания серы на ударную вязкость0,002%S (прод.)
0,002%S (попер.)
Ударная вязкость, Дж/см2
240
0,006%S (прод.)
200
160
120
0,006%S (попер.)
80
40
0
-120
-80
-40
0
40
80
t, oC
16
17.
Влияние содержания марганца на растворимость серы в γ-Fet, oC
1400
[Mn] = 1,0 %
0,34%
0,55 %
1300
0,13 %
1200
[Mn] = 0,02 %
1100
1000
900
0
20
40
60
80
-4
100 [S], % · 10
17
18.
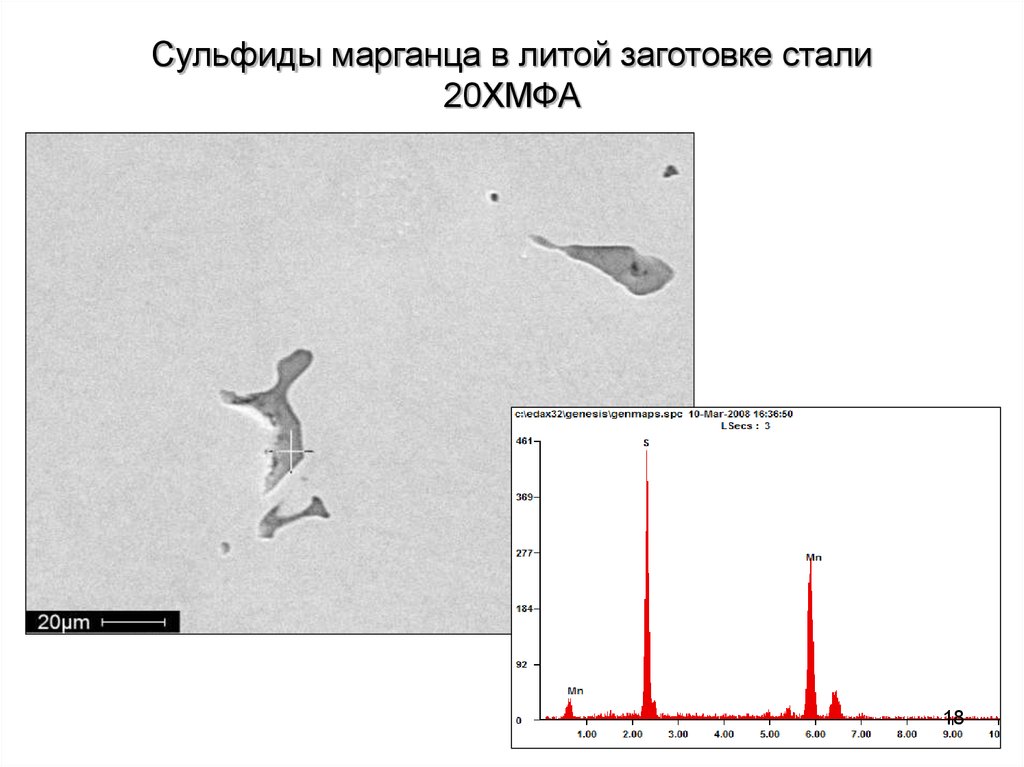
Сульфиды марганца в литой заготовке стали20ХМФА
18
19.
Сульфидное включение в готовой трубе изстали 20ХМФА
(балл > 3,5)
19
20.
Зависимость сульфидной емкости шлака от содержанияСаО для различных шлаковых систем при 1500 оС
1 - CaO – CaCl;
2 - CaO – CaF2;
4 - CaO – Al2O3;
5 - CaO – SiO2
3 - CaO – Al2O3 – CaF2;
20
21.
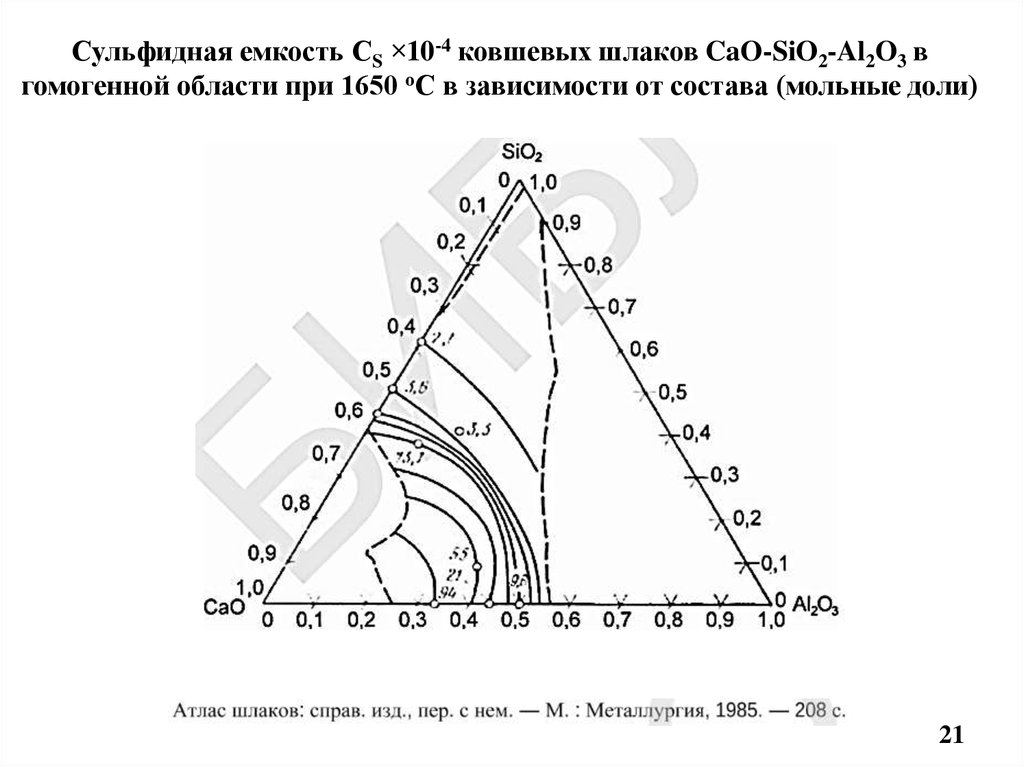
Сульфидная емкость СS ×10-4 ковшевых шлаков CaO-SiO2-Al2O3 вгомогенной области при 1650 оС в зависимости от состава (мольные доли)
21
22.
Варианты оценки сульфидной емкости1) По соотношению Тинга и Катаямы
(для системы «CaO – Al2O3 – SiO2 – MgO» при содержании SiO2 от 0 до 20%)
lg CS 3,44 ( N CaO 0,1 N MgO 0,8 N Al2O3 N SiO2 )
где СS – сульфидная емкость шлака;
Т – температура, К;
Ni – мольные доли соответствующих оксидов.
2) По соотношению Соммервиля, исходя из оптической
основности шлака (область температур 1400÷1700 оС)
22690 54640
lg CS
43,6 25,2
T
где λ – оптическая основность шлака.
(Ni i )
где Ni – мольные доли соответствующих оксидов;
λi – оптическая основность соответствующего оксида.
9894
2,05
T
MexOy
CaO
MgO
MnO
FeO
Al2O3
SiO2
P2O5
Me
XOY
1,00
0,708
0,577
0,475
0,551
0,454
0,386
3) По соотношению С.П. Бурмасова
CS K (S) a ( O2- ) ,
где
- активность анионов кислорода в шлаке,
- константа равновесия реакции десульфурации
½{S2} + (O2-) = (S2-) + ½{O2}
lg K (S)
4813,2
0,2475
T
22
23.
Взаимосвязь активностей в металле серы исульфидообразующих элементов
23
24.
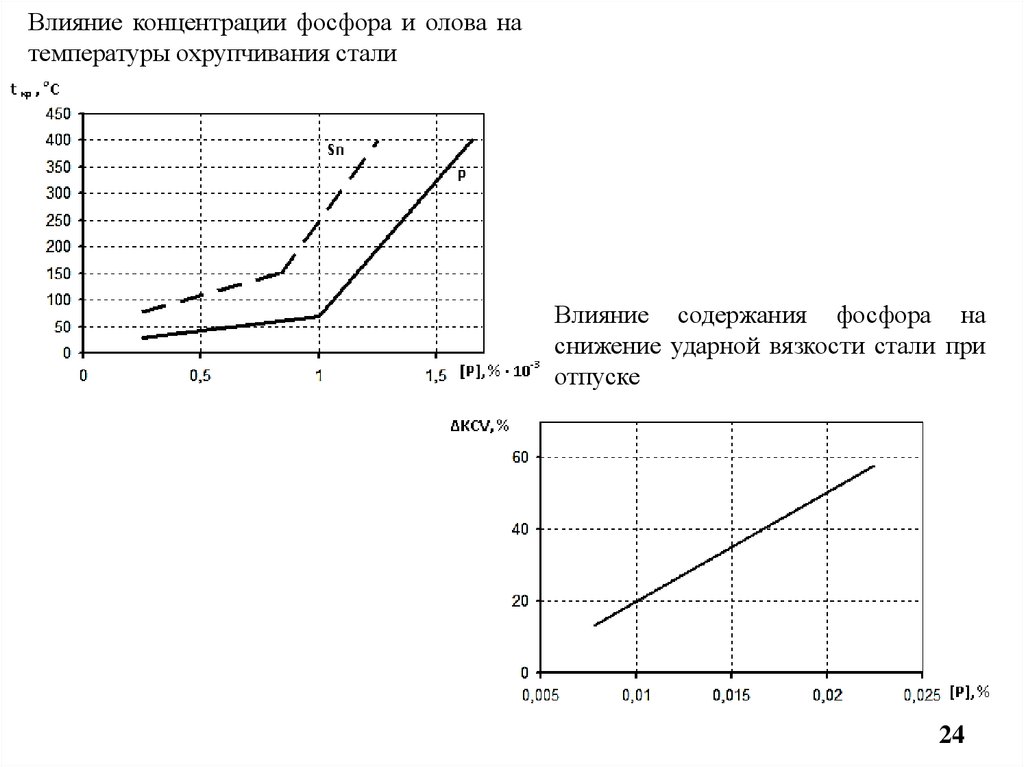
Влияние концентрации фосфора и олова натемпературы охрупчивания стали
Влияние содержания фосфора на
снижение ударной вязкости стали при
отпуске
24
25. Внедоменная десульфурация чугуна
Обработка чугуна вKanbaro Reactor
Максимизация межфазного контакта
шлак-металл
Высокая эффективность применения
CaO
Достижение низкого конечного
содержания серы
Простота процесса и короткое время
обработки
Низкие тепловые потери: 25 – 30 К
Исключение оборудования для
вдувания (клапанный стенд, фурмы)
Технология десульфурации SIMETAL
Feldhaus (SIEMENS)
Использование разных материалов (CaO,
CaC2, Mg)
Оптимизация затрат на материалы
благодаря регулированию расхода и
соотношения материалов
Снижение количества шлака
Точность попадания в целевые
параметры по сере. Требуется лишь
небольшой запас высоты
25
Тепловые потери: 12 – 18 К
26.
Схема инжекционной установки для десульфурации чугуна1 – трак подачи несущего газа (Ar, N);
2 – подача газа для псевдоожижения (формирование кипящего слоя);
3 – тракт подачи газопорошковой смеси; 4 – фурма; 5 – чугуновозный ковш;
6 – газоотводящий тракт (газоочистка); 7 – бункер; 8 – пневмонагетатель
26
27.
Основные показатели работы установкидесульфурации чугуна-полупродукта НТМК
при заданном целевом содержании серы 0,002%.
Масса чугуна-полупродукта, т∙
164/(140-171)
Содержание серы, % :
до обработки
0,026/(0,010-0,050)
после обработки
0,005/(0,0009-0,025)
Средний удельный расход извести, кг/т ∙∙ 2,661/2,600
Средний удельный расход магния, кг/т ∙∙
0,532/0,506
∙ - в числителе указаны средние значения, в знаменателе - предельные;
∙∙ - в числителе указаны плановые значения, в знаменателе - фактические.
27
28.
Фурма для ввода магния в чугунСхема установки для десульфурации чугуна
магниевым коксом
1 - четырехходовой цепной подъемник;
2 -стальной балласт; 3 - стальной вал;
4 - ковш миксерного типа;
5 - графитовый стержень; 6 - чугун;
7 - магниевый кокс; 8 - графитовый колокол
1 - испарительная камера с отверстиями для выхода
паров магния; 2 - несущая труба; 3 - канал; 4 стальная
арматура
(покрывается
огнеупорной
обмазкой); 5 - фланец
28
29.
Схема установки для десульфурации чугуна1 – ковш с жидким чугуном;
2 – ротор-мешалка;
3 – колпак для пылеулавливания;
4 – подача десульфураторов;
5 – отвод газов
29
30.
Зависимость распределения фосфора между металломи шлаком от состава шлака
Цифры у кривых – основность шлака
30
31.
Зависимость фосфатной емкости шлака от основности дляразличных шлаковых систем
1 – Na2O – SiO2; 2 – CaO – CaCl2; 3 – CaO – FeO – SiO2;
4 – CaO – SiO2 – CaCl2
31
32.
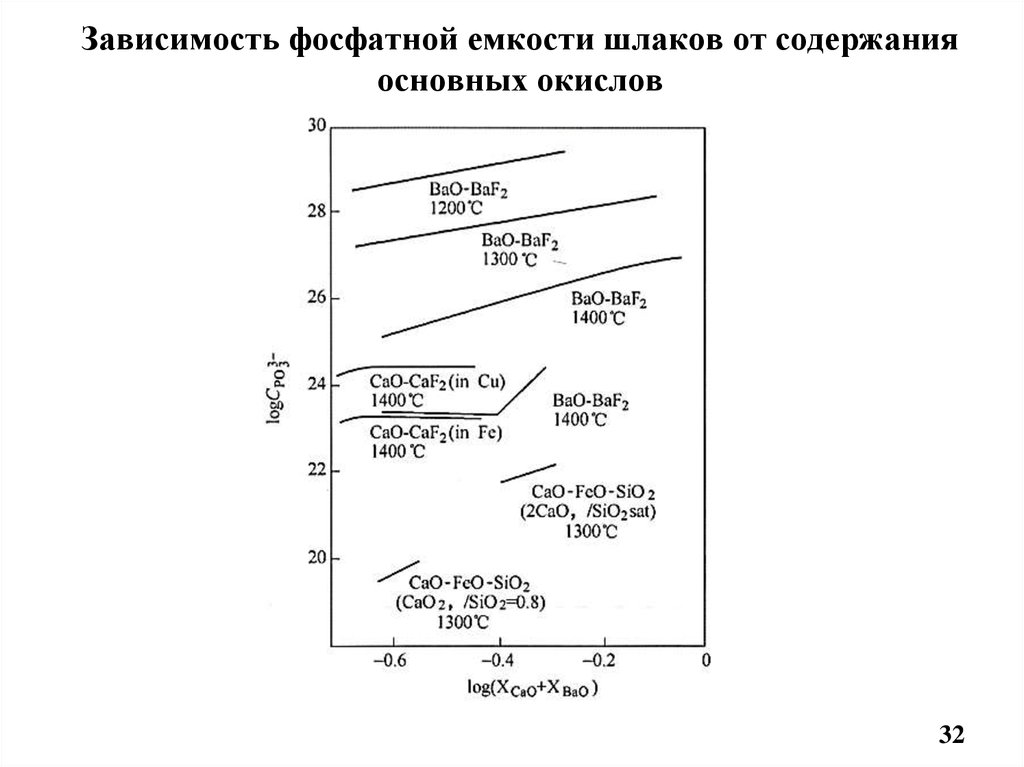
Зависимость фосфатной емкости шлаков от содержанияосновных окислов
32
33.
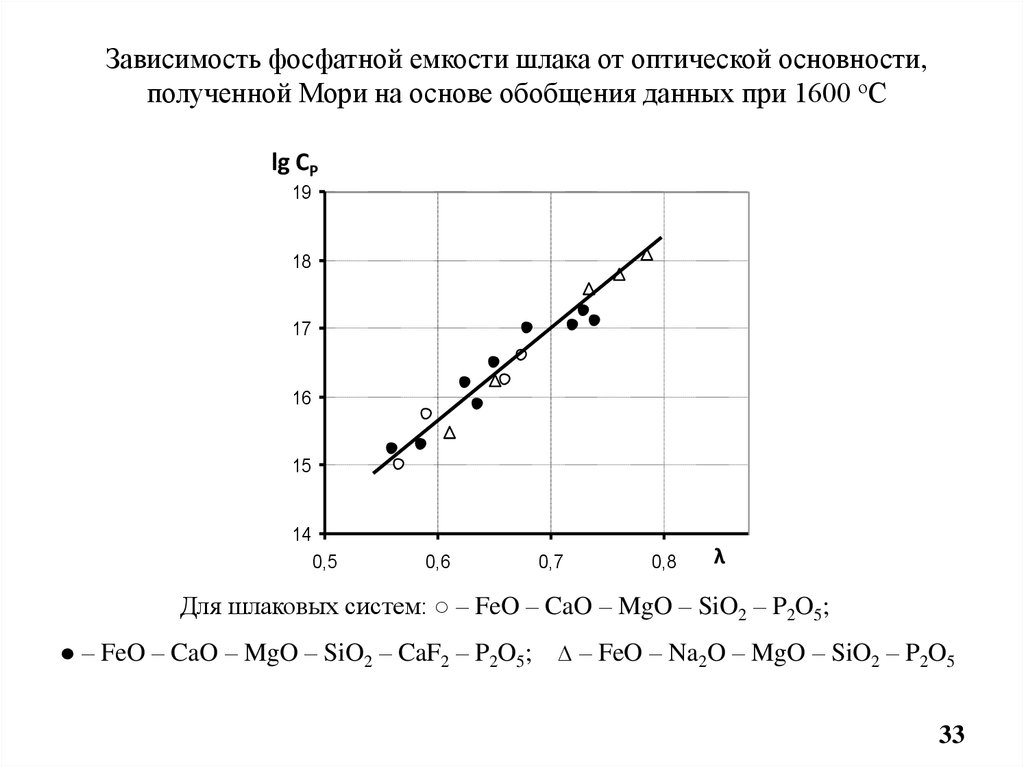
Зависимость фосфатной емкости шлака от оптической основности,полученной Мори на основе обобщения данных при 1600 оС
lg CP
19
18
17
16
15
14
0,5
0,6
0,7
0,8
λ
Для шлаковых систем: ○ – FeO – CaO – MgO – SiO2 – P2O5;
● – FeO – CaO – MgO – SiO2 – CaF2 – P2O5;
Δ – FeO – Na2O – MgO – SiO2 – P2O5
33
34. Высокоскоростной SRP-Z конвертерный процесс на Wakayama Steel Work
Шлак240 т
240 т
SRP-Z на заводе Вакаяма состоит из Kanbaro реактора для десульфурации, 1го 280 т. BOF для де-P, 2-го 280 т. BOF для обезуглероживания,
высокоскоростного RH вакууматора 3 -х ручьевой слябовой МНЛЗ с
производительностью качественной стали свыше 4 млн. т / год
34
35. SRP-Z процесс Wakayama Works
SRP-Z на заводе Вакаяма состоит из Kambaro реактора для де-S, 1-го 280 т.BOF для де-P, 2-го 280 т. BOF для де-C, высокоскоростного RH вакууматора 3 -х
ручьевой слябовой МНЛЗ с производительностью качественной стали свыше
35
4 млн. т / год
36. SRP-Z конвертерный процесс
КускиCaO
Куски
CaO
O2 + CaO порошок
O2 + CaO порошок
Шлак
В первом конвертере процесс рафинирования
чугуна от кремния и
фосфора тв СаО.
- значительно снижаются
общий объем шлака;
- сокращается время
обработки от выпуска до
выпуска;
- во втором конвертере
попадание в заданное
содержание углерода в
расплаве, и температуру
перед выпуском
приближаются к 100%.
Чугун
Газ
36
Y. Tozaki. PhD thesis, Tohoku University, Sendai, Japan, 2009.
37.
Внедоменная дефосфорация чугуна4
4
окисл. потенциал Fe-Cнас
2
1000
lg (P) / [P]
(P2O5)/[P]
3
1
2
500
1
0
1
2
3
Na2O/SiO2
4
5
3
2
lg (S) / [S]
1500
1
0
-19
-18
-17
-16
-15
-14
-13
lg pO2
1 – лабораторные данные
2 – промышленный результат (ковш 250 т)
37
38.
Влияние содержание в чугуне кремния на эффективностьего дефосфорации
Зависимость содержания [Р] после
дефосфорации при 1250-1300 °С от
начального содержания [Si] в чугуне при
расходе флюса 60—70 кг/т чугуна и начальном содержании [Р] =0,10-0,12 %
Зависимость между (CaO)/(SiO2) и
показателем распределения фосфора при
температуре после дефосфорации
1250—1300°С
Флюс – известь, плавиковый шпат, агломерат
38
39.
Динамика накопления меди в ломе39
40.
Зависимость примерного содержания хрома, никеля и меди вконвертерной стали от доли амортизационного лома.
40
41.
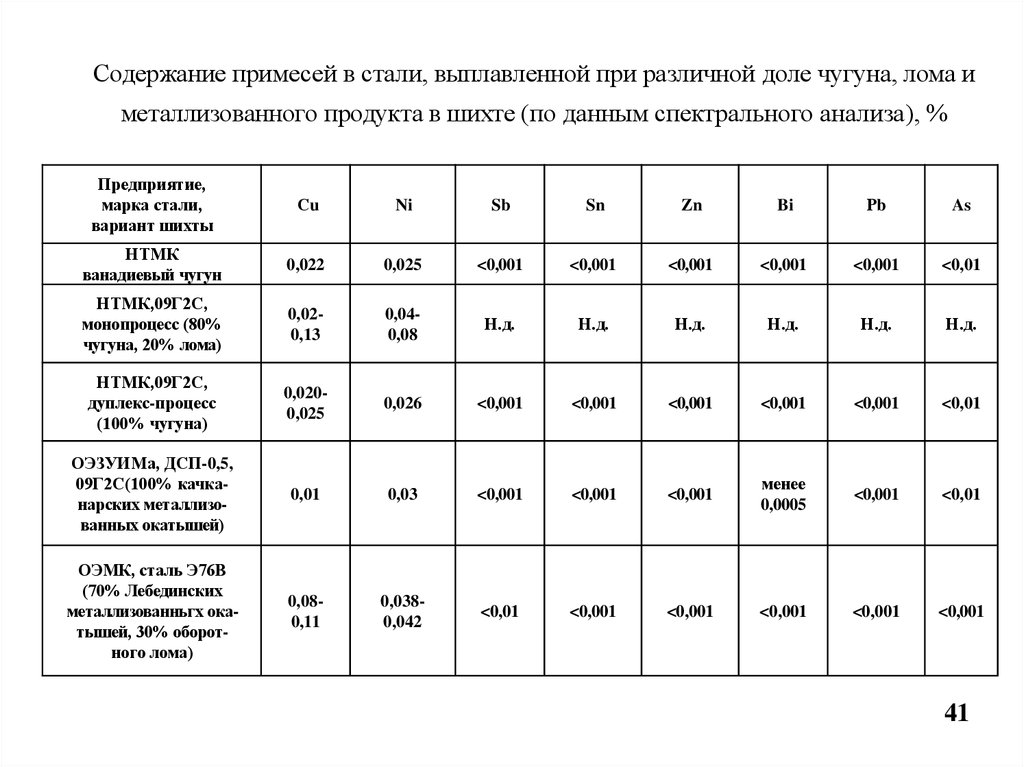
Содержание примесей в стали, выплавленной при различной доле чугуна, лома иметаллизованного продукта в шихте (по данным спектрального анализа), %
Предприятие,
марка стали,
вариант шихты
Сu
Ni
Sb
Sn
Zn
Bi
Рb
As
НТМК
ванадиевый чугун
0,022
0,025
<0,001
<0,001
<0,001
<0,001
<0,001
<0,01
НТМК,09Г2С,
монопроцесс (80%
чугуна, 20% лома)
0,020,13
0,040,08
Н.д.
Н.д.
Н.д.
Н.д.
Н.д.
Н.д.
НТМК,09Г2С,
дуплекс-процесс
(100% чугуна)
0,0200,025
0,026
<0,001
<0,001
<0,001
<0,001
<0,001
<0,01
ОЭЗУИМа, ДСП-0,5,
09Г2С(100% качканарских металлизованных окатышей)
0,01
0,03
<0,001
<0,001
<0,001
менее
0,0005
<0,001
<0,01
ОЭМК, сталь Э76В
(70% Лебединских
металлизованньгх окатышей, 30% оборотного лома)
0,080,11
0,0380,042
<0,01
<0,001
<0,001
<0,001
<0,001
<0,001
41
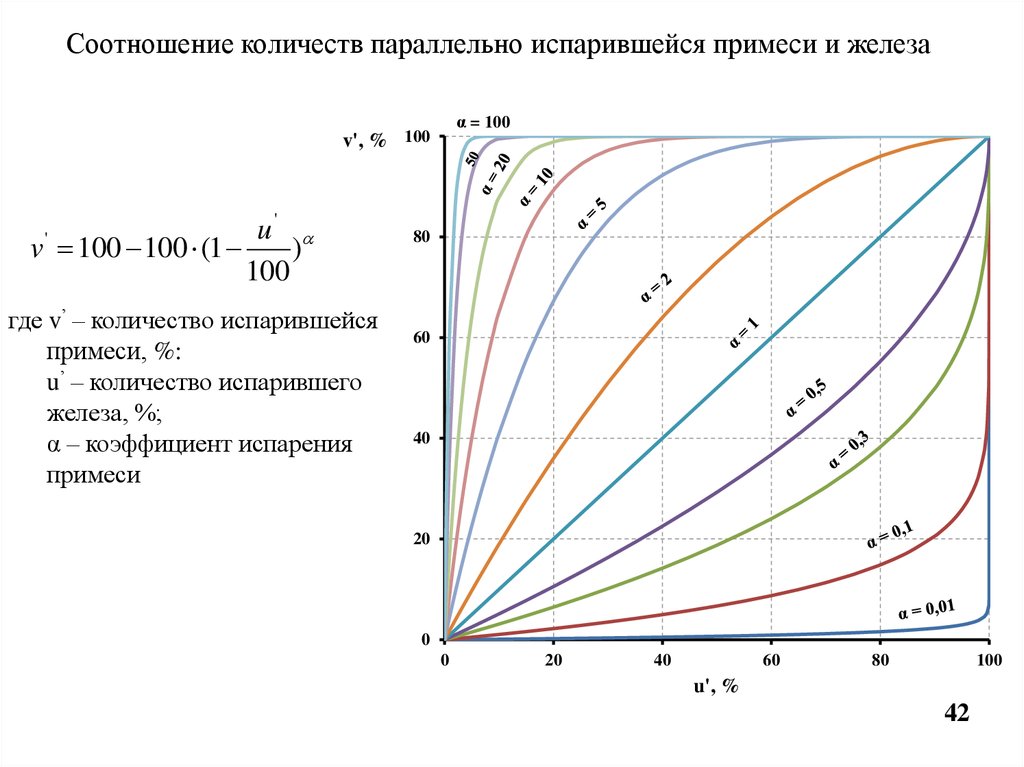
42.
Соотношение количеств параллельно испарившейся примеси и железаα = 100
v', % 100
'
u
v ' 100 100 (1
)
100
где v’ – количество испарившейся
примеси, %:
u’ – количество испарившего
железа, %;
α – коэффициент испарения
примеси
80
60
40
20
0
0
20
40
60
80
100
u', %
42
43.
Соотношение количеств параллельно испарившейся примеси и железа'
u
v ' 100 100 (1
)
100
Fe Mn Cu Sn Si
α
10
0,3
8
0,25
% Cu после вакуумирования
% испарившегося Fe
где v’ – количество испарившейся примеси, %:
u’ – количество испарившего железа, %;
α – коэффициент испарения примеси
6
4
2
1
2
1
S
As
P
3
0,6
150 60 22 10 7,5
1
0,2
0,15
2
0,1
0,05
0
0
20
40
60
% испаревшейся примеси
1 – Cu; 2 – Sn
80
100
0
0
0,1
0,2
0,3
0,4
0,5
% Cu до вакуумирования
При потерях испарением:
1 – 1% Fe; 2 – 2% Fe
43
44.
Зависимость окисленности металла в ДСП отсодержания [С] в сравнении с другими процессами
1 – равновесное значение содержания кислорода в металле [С]·[О]=0,0025; 2 – кислородноконвертерный процесс; 3 – подовый процесс; 4 – окисленность металла в ДСП.
44
45.
Влияние окисленности полупродукта на выпуске из ДСП на содержаниеобщего кислорода в литом металле трубных марок сталей
y = 0.0164x - 0.2327
R2 = 0.6728
30
[O] общ, ppm
25
20
15
10
5
0
0
500
1000
1500
[O]ДСП, ppm
Сталь Д
45
46.
Влияние содержания в металле общего кислорода на пластичностьметалла труб из стали Д
25
y = -0.4894x + 24.146
R2 = 0.5759
Относительное удлинение, %
24
23
22
21
20
19
18
17
16
15
0
5
10
15
[O]общ, ppm
типоразмер трубы 245×7,9 мм×мм
типоразмер трубы
245×8,9 мм×мм
46
47.
Влияние на степень окисленности металла расхода кислорода, технологииввода углеродсодержащего материала в печь и содержания FeO в шлаке
1 – технология с завалкой чугуна в
бадью; 2 – технология с использованием
завалки антрацита в бадью;
3 – базовая технология.
47
48.
Оптимальные технологические параметрывыплавки полупродукта в сверхмощной ДСП-135
Общий расход кислорода - 38÷43 м3/т;
Количество антрацита, вводимого в ДСП, - 22÷23 кг/т. Из них в
завалку (в бадьи) – 50÷52% от общего количества вводимого
антрацита, через систему бункеров ДСП («сверху») - 39÷41 %, на
вдувание - 8÷9 %;
Содержание в шлаке FeO 20÷30%, MgO 8÷9% при основности 2,0-
2,3.
48
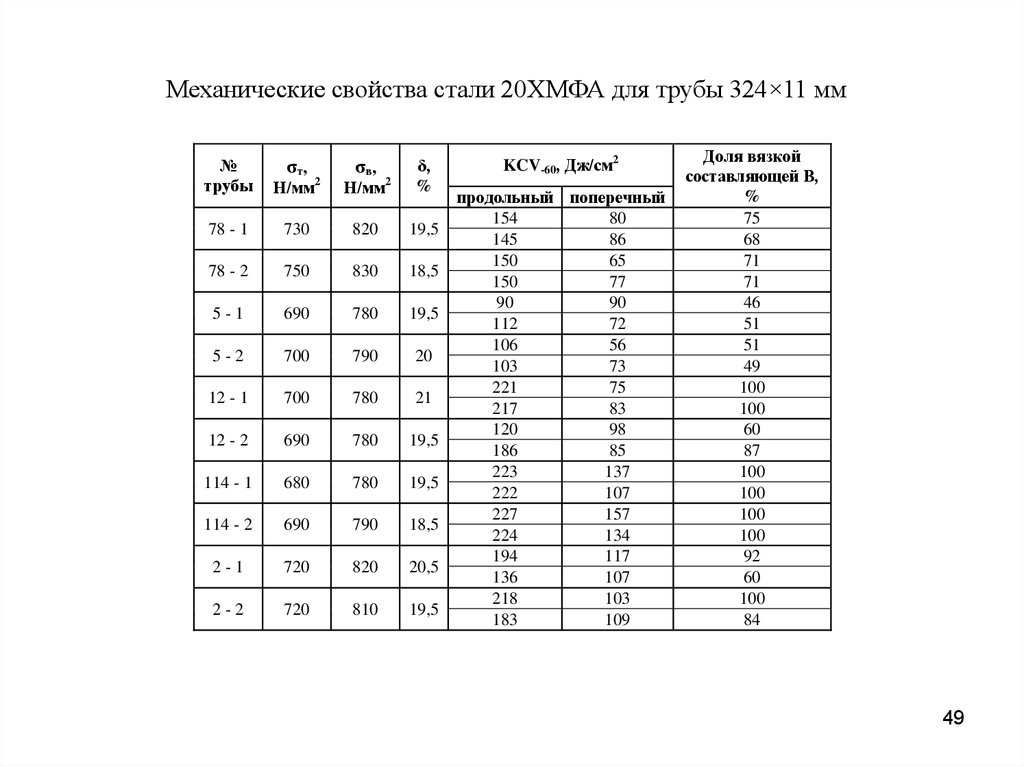
49.
Механические свойства стали 20ХМФА для трубы 324×11 ммσ т,
σв,
№
трубы
Н/мм2
Н/мм2
δ,
%
78 - 1
730
820
19,5
78 - 2
750
830
18,5
5-1
690
780
19,5
5-2
700
790
20
12 - 1
700
780
21
12 - 2
690
780
19,5
114 - 1
680
780
19,5
114 - 2
690
790
18,5
2-1
720
820
20,5
2-2
720
810
19,5
KCV-60, Дж/см2
продольный поперечный
154
80
145
86
150
65
150
77
90
90
112
72
106
56
103
73
221
75
217
83
120
98
186
85
223
137
222
107
227
157
224
134
194
117
136
107
218
103
183
109
Доля вязкой
составляющей В,
%
75
68
71
71
46
51
51
49
100
100
60
87
100
100
100
100
92
60
100
84
49
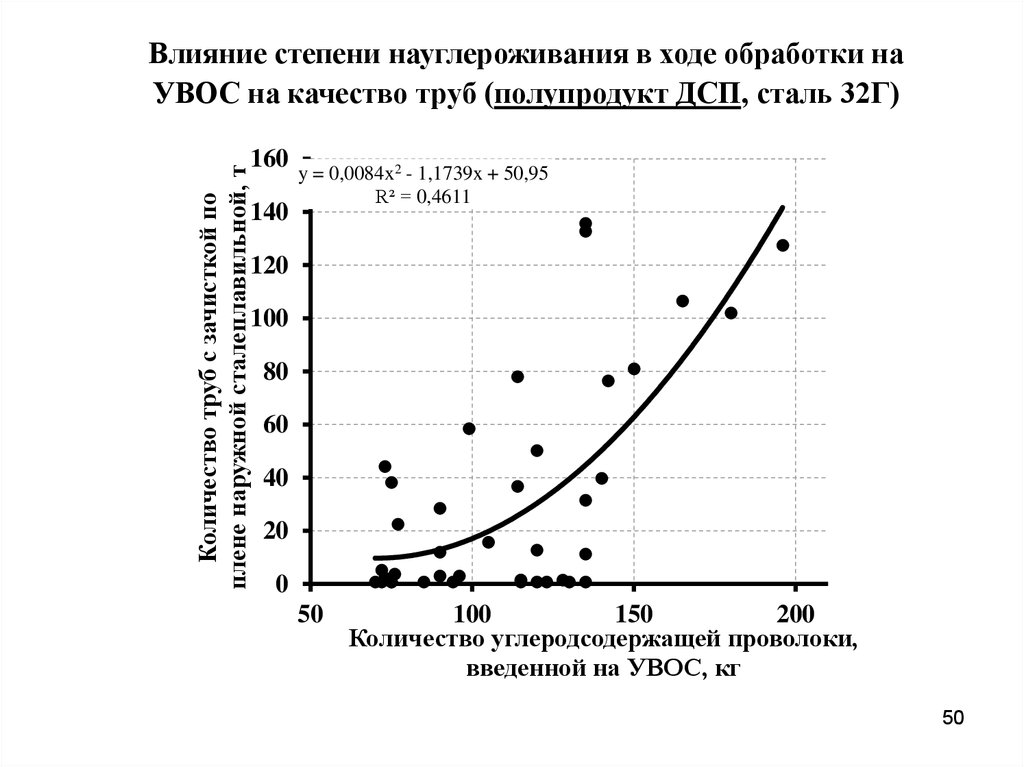
50.
Влияние степени науглероживания в ходе обработки наУВОС на качество труб (полупродукт ДСП, сталь 32Г)
Количество труб с зачисткой по
плене наружной сталеплавильной, т
160
140
y = 0,0084x2 - 1,1739x + 50,95
R² = 0,4611
120
100
80
60
40
20
0
50
100
150
200
Количество углеродсодержащей проволоки,
введенной на УВОС, кг
50
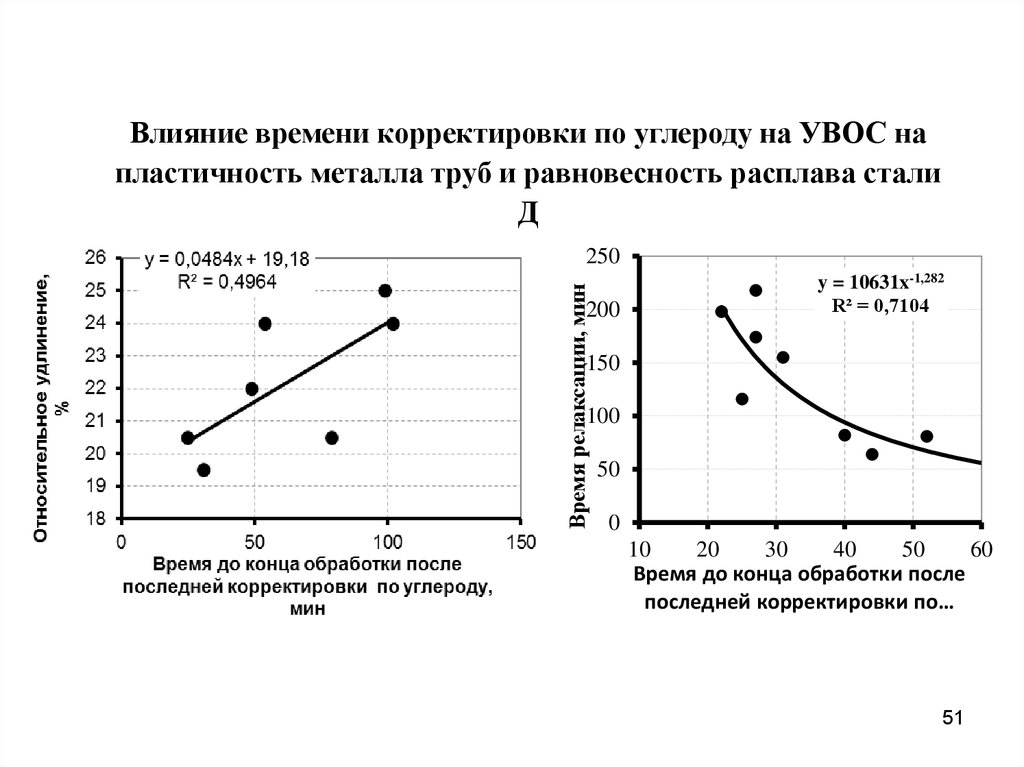
51.
Влияние времени корректировки по углероду на УВОС напластичность металла труб и равновесность расплава стали
Д
Время релаксации, мин
250
200
y = 10631x-1,282
R² = 0,7104
150
100
50
0
10
20
30
40
50
60
Время до конца обработки после
последней корректировки по…
51
52.
Влияние окисленности полупродуктана неравновесность расплава стали Д
Время релаксации, мин
250
200
y = 0,1054x + 41,945
R² = 0,9635
150
100
50
0
0
500
1000
1500
2000
Окисленность полупродукта, ppm
52
53.
ν · 107, м2/сОценка методом вискозиметрии влияния кислорода на динамику
формирования расплава при науглероживании железа (0,1 масс.%)
8
Содержание кислорода 8 ppm
7
а
6
0
20
40
60
80
100
120 140 160
Время, мин.
180
200
220
240
ν · 107, м2/с
9
8
Содержание кислорода 15 ppm
7
б
6
0
20
40
60
80
100
120 140 160
Время, мин.
180
200
220
240
ν · 107, м2/с
9
8
Содержание кислорода 60 ppm
7
6
в
5
0
20
40
60
80
100
120 140 160
Время, мин
180
200
220
240
53
54.
Оценка методом вискозиметрии влияния раскисления алюминиемна динамику формирования расплава при науглероживании
железа
Окисленность исходного расплава железа – 625 ppm.
Остаточная концентрация алюминия: 1 – 0,03 масс.%; 2 – 0,005
масс.%
54
55.
Металлургические свойства науглероживателейХимический состав, %
Вид
материала
(марка)
1. Антрацит, другие
высокоуглеродистые
природные
материалы (ВУМ)
Влага
Углерод
Зольность
Летучие
вещества
Зерновой
состав,
мм
Не
реглам
10-30
20-50
50-80
Требования НД
Не
более
3,0
Не
менее
90,0
Не
более
7,0
Не
более
5,0
Фактический химический состав,
0,04-4,5
1,7
2. Графит
искусственный
измельчённый
марки ГИИ-А
Азот
85,2-98,0
92,9
1,5-11,9
5,0
0,4-7,7
2,5