
















 industry
industrySimilar presentations:
")



")





Определение программы цеха
1. Определение программы цеха
Программа производства обычноопределяется по производительности
головного оборудования, под которым в
цехах клееной продукции понимается
клеильный пресс, как наиболее сложное и
дорогостоящее оборудование, под которое
подстраивается вся технологическая цепочка
в цехе
2.
Производительность позиционного пресса Пчасзависит главным образом от цикла его работы:
Пчас=
где l, b, h - чистовые размеры продукции, м (хотя
из пресса выходят КДК, требующие чистовой
обработки, расчет выполняют с учетом
чистовых размеров, так как программа цеха
выражается в размерах товарной продукции);
• n - число КДК в одной запрессовке, шт.;
• Кр – коэффициент использования рабочего
времени, Кр = 0,94 - 0,95;
• t - время цикла одной запрессовки, мин
3.
t = tскл + tвсп ,• tскл - время склеивания, мин; зависит главным образом от
вида клея и температуры плит пресса.
Ориентировочно можно принять следующие цифры:
Холодное склеивание карбамидными клеями – 4 часа
Горячее склеивание карбамидными клеями – 5-10 мин
Холодное склеивание ПВА- клеями - 15 - 30 мин
Теплое склеивание ПВА-клеями - 5 мин
Склеивание в поле ТВЧ – 1 мин.
• tвсп - время вспомогательных операций, мин (включает в
себя время загрузки и выгрузки пресса, время подъема и
снятия давления).
Зависит от уровня механизации работ и размера изделий.
4.
Для прессов проходного типа формуларасчета часовой производительности, м3,
имеет вид:
Пчас = 60 V b h Kр Км ,
• где V - скорость подачи, м/мин;
• Км - коэффициент машинного времени
(учитывает потери рабочего времени на
межторцовые разрывы и пр.)
• Кр – коэффициент использования рабочего
времени, Кр = 0,94 - 0,95;
5.
• Годовая программа зависит от сменностиработы оборудования:
Пгод = Пчас Тэфф
Эффективный годовой фонд рабочего
времени оборудования принимают
равным:
• при односменной работе - 2000 часов,
• при двухсменной – 4000
• и трехсменной - 6000 часов.
6. Расчет потребности в пиломатериалах
• Наиболее простым и наглядным методомрасчета потребности в пиломатериалах
является метод определения
коэффициентов пооперационных
потерь.
• Он заключается в том, что потери
древесины рассчитываются для каждой
операции механической обработки по
известным припускам на обработку
7.
Рассмотрим расчет пооперационныхкоэффициентов потерь на примере
производства клеёного щита.
1) Первичная торцовка на заданную длину.
• Отходы на этой операции зависят от
характеристик используемых
пиломатериалов (сорт, длина, размеры
сечения), а также от кратности заготовок
по длине и схемы раскроя.
8.
• Поперечно - продольно - поперечнаясхема раскроя является оптимальной для
продукции, склеиваемой из реек.
• При этой схеме первичная торцовка
ведется без вырезки дефектов, а задается
только необходимая длина (или несколько
длин).
9.
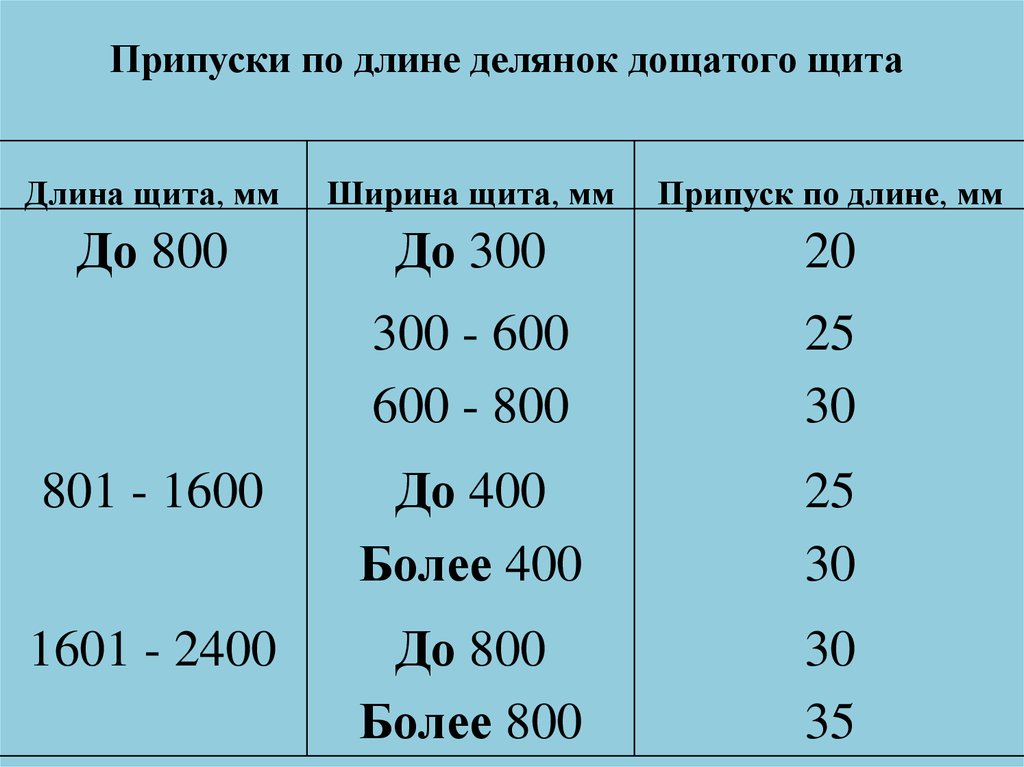
Припуски по длине делянок дощатого щитаДлина щита, мм
Ширина щита, мм
Припуск по длине, мм
До 800
До 300
20
300 - 600
600 - 800
25
30
801 - 1600
До 400
Более 400
25
30
1601 - 2400
До 800
Более 800
30
35
10.
• Коэффициент выхода черновых заготовокиз досок:
где l - заданная длина щита, мм;
Δl - припуск по длине , мм;
ni - целое число заготовок из i - той доски;
Li – длина i - той доски;
k – всего досок
11.
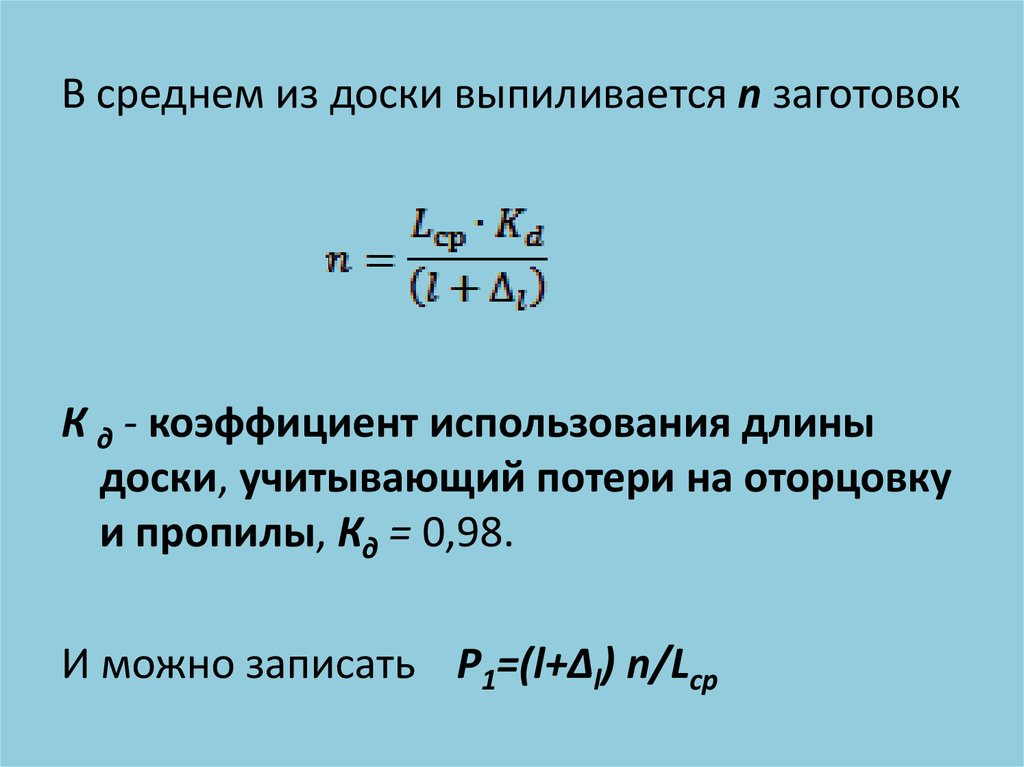
В среднем из доски выпиливается n заготовокК д - коэффициент использования длины
доски, учитывающий потери на оторцовку
и пропилы, Кд = 0,98.
И можно записать P1=(l+Δl) n/Lср
12.
2) Получение чистовых заготовок по сечению.B
H
а
1
2
б
Схемы получения чистовых заготовок (делянок) из черновых
заготовок при строжке по периметру и затем распиловке (а) и
вначале распиловке, а затем строжке по периметру (б) досок: 1 пропилы; 2 - припуски на фрезерование.
На рисунке показано поперечное сечение доски
13.
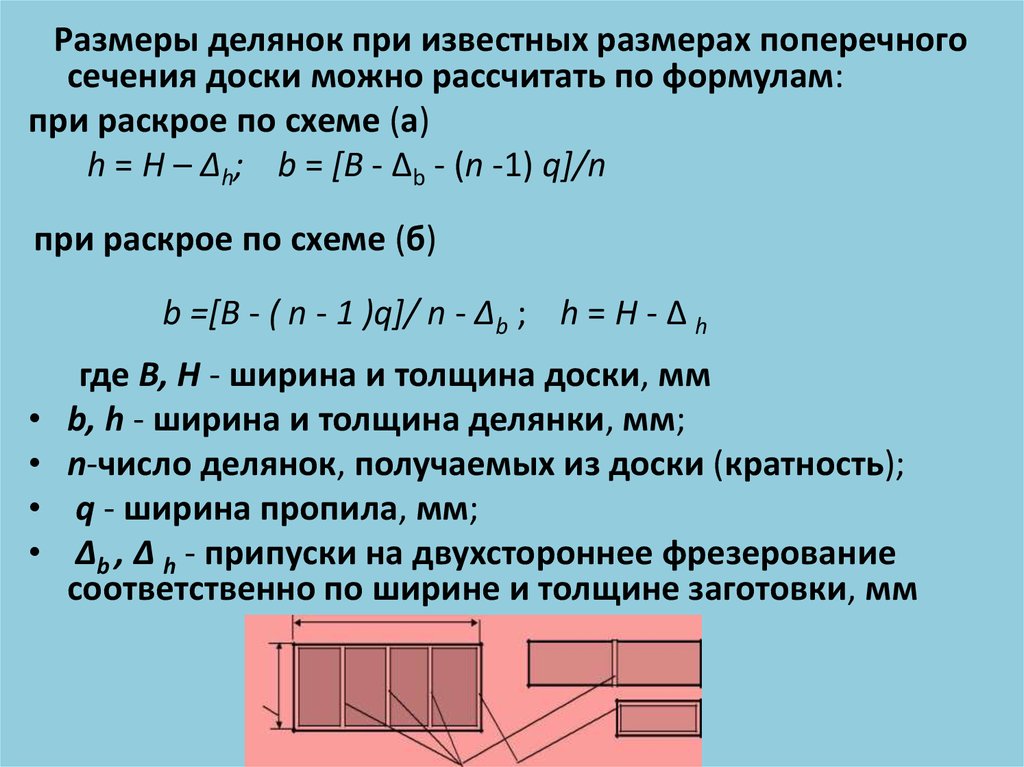
Размеры делянок при известных размерах поперечногосечения доски можно рассчитать по формулам:
при раскрое по схеме (а)
h = H – Δh; b = [B - Δb - (n -1) q]/n
при раскрое по схеме (б)
b =[В - ( n - 1 )q]/ n - Δb ; h = H - Δ h
где B, H - ширина и толщина доски, мм
b, h - ширина и толщина делянки, мм;
n-число делянок, получаемых из доски (кратность);
q - ширина пропила, мм;
Δb , Δ h - припуски на двухстороннее фрезерование
соответственно по ширине и толщине заготовки, мм
14.
• При раздельных операциях продольногораскроя и фрезерования коэффициент выхода
нестроганых реек из черновых заготовок Р2
составит
P 2 = B – (n -1)q /B ,
а коэффициент выхода фрезерованных реек из
нефрезерованных :
P3 = bh/ (b + Δb )(h + Δh )
Припуски на фрезерование по толщине с двух
сторон деталей без предварительного
фугования (ГОСТ 7307-75) , мм
15.
• При работе с толстыми досками (Н>40 мм)операции фрезерования и продольного
раскроя совмещаются в одном станке,
поэтому можно записать
Р2 .P3 = nbh/BH .
16.
3) Отбраковка и торцовка реек (досок).Потери древесины на этом участке не могут
быть подсчитаны аналитически, так как
зависят от качества (сорта) пиломатериалов,
в данном случае - от наличия пороков в
рейках
17.
• Для хвойных обрезных досок можносчитать, что полезный выход составляет
67% (Р4 = 0,67), а отпад примерно в 1/3
представляет собой кусковые отходы, частично пригодные для переработки на
попутную продукцию
18.
4) Склеивание щитов.На данном участке не происходит
механической обработки древесины,
однако возможны потери из-за брака в
работе, необходимости настройки и
пробного склеивания щитов , по
организационным причинам.
• По опыту предприятий можно принять
потери в 1% (Р5 = 0,99).
19.
5)Послепрессовая обработка щитов.Щит, вышедший из пресса, требует
обработки по длине с помощью
опиливания, по ширине путем
фрезерования или опиливания и по
толщине путем двухстороннего
шлифования.
20.
• Припуск по ширине может быть сведен кминимуму за счет приклеивания последней
рейки малой ширины, дополняющей щит до
размера, близкого к заданному.
21.
6) Коэффициент выхода нешлифованныхобрезных щитов из необрезных
Р6 = (l - Δl )(bщ - Δ b ) /nbl
где l -длина реек,мм;
bш - ширина щита после пресса, мм;
n - число реек шириной b в щите;
Δl и Δ b - припуски на обработку щитов по
длине и ширине
22.
7) Коэффициент выхода при обработкещита по толщине
P7 = h –Δh/ h;
где h - толшина реек, мм;
Δh - припуск по толщине
23.
• Перемножая все коэффициенты потерь,получим полезный выход щитов из
пиломатериалов
Робщ = Р1Р2 Р3 Р4 Р5 P6 P7 .
• Обратная величина называется расходным
коэффициентом, показывающим расход
пиломатериалов на м3 готовой продукции:
К расх = (Робщ)-1
24.
• Для обрезных хвойных пиломатериаловэта величина колеблется в пределах 2,5 3,0 м3/м3, а для необрезных досок малой
толщины может доходить до 4 - 4,5 м3/м3..
25.
• При известном расходном коэффициентелегко находится потребность в сухих
пиломатериалах на программу М выпуска
продукции:
Qпм = МК расх
• Всю цепочку технологических расчетов можно
вести и в обратном направлении, исходя из
требуемых размеров щитов и выбирая
оптимальные размеры заготовок и
пиломатериалов.
26.
Расчет объёмов вторичного сырья• При известном объёме перерабатываемых
пиломатериалов можно определить
конкретный объём вторичного сырья,
образующегося на каждой технологической
операции.
27.
Пооперационные потери древесины в производстве реечных щитовОперация
Отходы
Расчетая формула
Торцовка досок
Кусковые
Q1= Qпм (1-Р1)
Продольный раскрой
Опилки
Q2 = Qпм P1(1-Р2)
Фрезерование
Стружка
Q3 = Qпм P1
Торцовка и отбраковка
реек
Кусковые
Q4 = Qпм P1 Р2 P3(1-P4)
Прессование
Кусковые
(отбраковка)
Q5 = Qпм P1 Р2 P3 P4(1-P5)
Форматная обрезка
Кусковые и опилки
Q6 = Qпм P1 Р2 P3 P4 P5(1-P6)
Шлифование
Шлифовальная
пыль
Q7 = Qпм P1 Р2 P3 P4 P5 P6 (1-P7)
Р2(1-P3)
28.
• Здесь Qi - объём отходов в плите, м3.• Наиболее эффективными путями повышения
полезного выхода продукции являются
использование автоматических линий
торцевания,
• уменьшение толщины пропила (например, с
помощью ленточных пил для продольного
раскроя заготовок),
• тщательное соблюдение режимов сушки
пиломатериалов.
29.
Расчет потребности в оборудованииПотребность в оборудовании рассчитывается по
аналогичной методике.
Число станков можно определить по формуле
n= Qчас /Пчас
где Пчас - часовая производительность станка,
определяемая из характеристики оборудования или
расчетным путем, м3;
Qчас - часовой объём работ, приходящийся на
данный станок, м3.
30.
Qчас = М/Тэф ,М - программа предприятия; обычно
принимается равной годовой производительности головного оборудования, м3;
Тэф - эффективный фонд времени оборудования,
зависящий от сменности работы предприятия.
Для столярно - мебельных предприятий
принимают 2000 часов при односменной
работе
и 4000 часов - при двухсменной.
31.
• Производительность торцовочного станка на участкераскроя досок на заготовки, м3/ч
Пчас = (3600Кр lbh)/ Тцn;
где Кр – коэффициент использования рабочего времени,
Кр =0,94;
l, b, h - размеры заготовки, м;
n - число резов на одну заготовку,
n =1,2 - 1,5;
Тц - время цикла,с.
32.
Тц = 60 / N р ,где Nр - число резов в минуту, Nр = 8 - 12.
Объём работ для данного станка следует
принимать равным часовой потребности в
заготовках (а не в пиломатериалах!).
Малые торцовки для реек рассчитываются
аналогично, а за объём работ принимается
часовая потребность в чистовых рейках,
идущих на склеивание.
33.
• Производительность проходных станков(прирезных, продольно - фрезерных,
шлифовальных) зависит от скорости подачи
заготовки V (м/мин):
Пчас = 60 Кр Км V bhn,
а для концеравнителя: Пчас = 60 Кр Км V hln,
где Кр и Км - коэффициенты рабочего и
машинного времени,
• b, l и h - размеры материала, м,
выходящего из станка;
• n - число одновременно обрабатываемых
заготовок (например, реек получаемых из
одной заготовки, шт.)
34.
Коэффициенты использования рабочего (Кр) ,машинного (Км) времени и скорости подачи (V)
основного оборудования
Станок
Кр
Км
V, м/мин
Круглопильный прирезной
0,9 - 0,93
0,9
20 -40
4- сторонний продольнофрезерный
0,8 - 0.9
0,9
10-30
Концеравнитель
0.9
0,6 - 0,9
4-6
Круглопильный с ручной подачей 0,85 - 0,9
0,6 - 0,7
4-6
Шлифовальный
0,75 - 0,9
8 - 12
0,8 - 0,9
35.
• Скорость подачи для конкретного станкавыбирается с учетом характеристик
оборудования и требуемого качества
обработки.
• Не следует стремиться использовать
максимальные скорости подачи , так как это
отрицательно скажется на качестве
обработки поверхностей.
• Обычно проходные станки имеют более
высокую производительность, чем
позиционные, и форсировать их работу не
требуется.