















 industry
industrySimilar presentations:


")
")
")
")

")
")
")
Технология сварки с импульсным деформированием. (Лекция 19)
1. КУРС ЛЕКЦИЙ-ПРЕЗЕНТАЦИЙ по дисциплине «ТЕХНОЛОГИЯ и ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ» лекция №15
ПРЕПОДАВАТЕЛЬ:к.т.н., доцент кафедры «ОиТСП»
БЕНДИК Татьяна Ивановна
1
2. СОДЕРЖАНИЕ ЛЕКЦИИ №19
2СОДЕРЖАНИЕ ЛЕКЦИИ №19
Тема 19. Особенности процессов
сварки с импульсным
деформированием.
Технология сварки взрывом.
Особенности технологии магнитноимпульсной сварки.
Свойства сварных соединений.
Области применения
3.
Особенности процесса3
К способам сварки с применением импульсного деформирования относят
такие, при которых на свариваемые металлы в течение короткого промежутка
времени действует импульс силы, приводящей к пластической деформации.
Явление образования прочного соединения металлических тел при
высокоскоростном соударении стало известным с середины ХХ века, однако
его систематические исследования как в СССР, так и в США начались в
начале 60-х годов ХХ века.
Для импульсного соединения можно использовать взрывчатые вещества,
импульсные магнитные поля, взрыв электрического проводника,
электрогидравлический эффект. Однако все перечисленные методы разгона
металлических тел, кроме получения соединений с использованием
взрывчатых веществ, ограничены энергетически, поэтому могут применяться
только для сварки деталей малых размеров.
Так как разгон метаемой детали с помощью взрывчатых веществ практически
не имеет энергетических ограничений и достаточно прост технологически,
использование его для сварки металлов получило наибольшее
распространение.
4.
Методы разгона метаемой детали в разных видах сварки с импульснымдеформированием различны; общим для них является то, что для
образования прочного соединения между свариваемыми заготовками им
необходимо сообщить высокую скорость соударения ( 0,1…1,0 км/с ). При
этом сварка возможна только в определенном диапазоне режимов
соударения.
При всех способах сварки с импульсным деформированием величина
усилия сжатия и степень пластической деформации определяются не
только необходимостью обеспечения физического контакта поверхностей,
но и их активации. Препятствуют образованию соединения оксидные
пленки, адсорбированные газы, влага, органические соединения, а также
микронеровности свариваемых поверхностей.
В процессе соударения свариваемых заготовок происходят следующие
явления:
– воздух, находящийся в зазоре между заготовками, в момент их сближения
превращается в раскаленную плазму;
– разбрызгивание поверхностных слоев металла в зоне контактирования;
– частичная очистка контактных поверхностей;
– кинетическая энергия при соударении превращается в тепловую;
– в поверхностных слоях при определенных условиях образуются
завихрения и расплавленные зоны;
– образуется физический контакт;
– в зоне соединения протекает объемное взаимодействие.
5.
Считают, что наличие микронеровностей порождает колебания обратной струи,которая, в свою очередь, инициирует колебательный процесс в основных
потоках в зоне точки контакта, что приводит к образованию волн в соединении.
Наличие волн не является обязательным. Часто граница раздела двух
свариваемых металлов является прямолинейной.
Несимметричные волны 1 и безволновое течение 2 на границе раздела
материалов
В зоне соединения наблюдаются включения литого металла,
количество и размеры которых определяются параметрами режима
сварки. Наличие таких включений говорит о том, что в процессе
сварки металл в зоне соединения нагревается до температур,
превышающих температуру плавления соединяемых металлов.
6.
7.
Сварка взрывомСварка взрывом – это сварка с применением давления, при
которой соединение осуществляется в результате вызванного
взрывом соударения свариваемых частей. Неподвижную основную
пластину и метаемую пластину располагают параллельно или под
углом α на заданном расстоянии h. На метаемую пластину
укладывают заряд взрывчатого вещества (ВВ). На метаемой пластине
устанавливают детонатор. Сварка производится на опоре
(металлическая плита, бетон, металлическая дробь, песок и др.). При
инициировании по заряду ВВ распространяется фронт детонации со
скоростью Vд до нескольких тысяч метров в секунду. Под действием
высокого давления расширяющихся продуктов взрыва метаемая
пластина приобретает скорость Vр порядка нескольких сотен метров
в секунду и соударяется с неподвижной основной пластиной под
определенным углом β при параллельной сварке или под углом γ = β
– α при угловой сварке. Вследствие высоких скоростей соударения и
давления в зоне контакта происходит очистка поверхностей, их
активация и образование соединения.
8.
Параллельная схема сварки взрывома)
б)
а – конфигурация до начала детонации;
б – конфигурации во время детонации
9.
Угловая схема сварки взрывома)
б)
а – конфигурация до начала детонации;
б – конфигурации во время детонации
10.
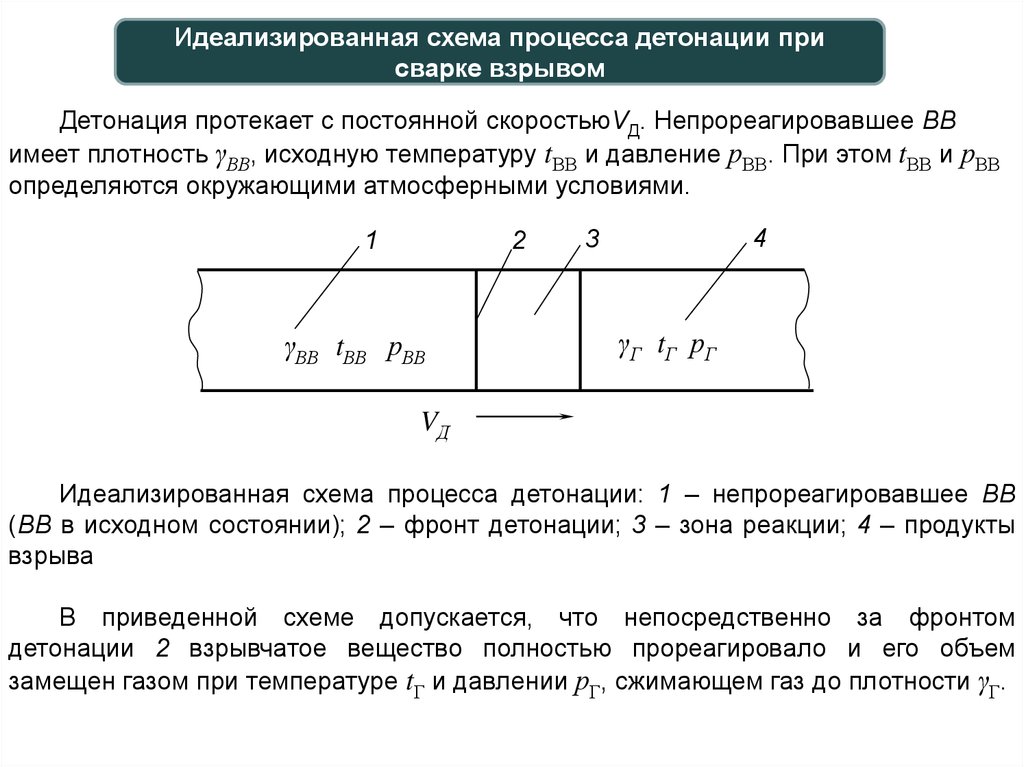
Идеализированная схема процесса детонации присварке взрывом
Детонация протекает с постоянной скоростьюVД. Непрореагировавшее ВВ
имеет плотность γВВ, исходную температуру tВВ и давление рВВ. При этом tВВ и рВВ
определяются окружающими атмосферными условиями.
1
2
γВВ tВВ рВВ
4
3
γГ tГ рГ
VД
Идеализированная схема процесса детонации: 1 – непрореагировавшее ВВ
(ВВ в исходном состоянии); 2 – фронт детонации; 3 – зона реакции; 4 – продукты
взрыва
В приведенной схеме допускается, что непосредственно за фронтом
детонации 2 взрывчатое вещество полностью прореагировало и его объем
замещен газом при температуре tГ и давлении рГ, сжимающем газ до плотности γГ.
11.
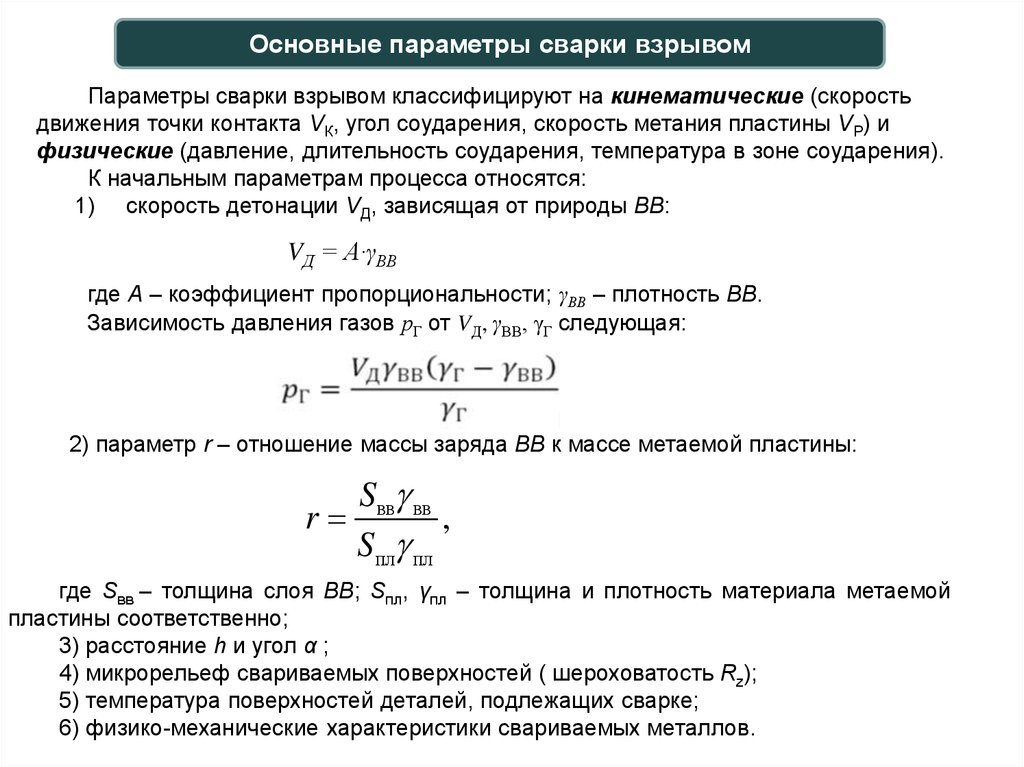
Основные параметры сварки взрывомПараметры сварки взрывом классифицируют на кинематические (скорость
движения точки контакта VК, угол соударения, скорость метания пластины VР) и
физические (давление, длительность соударения, температура в зоне соударения).
К начальным параметрам процесса относятся:
1) скорость детонации VД, зависящая от природы ВВ:
VД = А·γВВ
где А – коэффициент пропорциональности; γВВ – плотность ВВ.
Зависимость давления газов рГ от VД, γВВ, γГ следующая:
2) параметр r – отношение массы заряда ВВ к массе метаемой пластины:
Sвв вв
r
,
Sпл пл
где Sвв – толщина слоя ВВ; Sпл, γпл – толщина и плотность материала метаемой
пластины соответственно;
3) расстояние h и угол α ;
4) микрорельеф свариваемых поверхностей ( шероховатость Rz);
5) температура поверхностей деталей, подлежащих сварке;
6) физико-механические характеристики свариваемых металлов.
12.
Перед сваркой взрывом поверхности зачищают и обезжиривают,для титана и аустенитных сталей допускается травление поверхностей.
При плакировании взрывом крупногабаритных изделий, особенно в
полевых условиях, очистка затрудняется. На свариваемых поверхностях
могут оставаться следы масла, лака, ржавчины, влаги и пыль, которые
затрудняют получение качественных соединений.
Сварка взрывом используется в различных областях техники.
Самая распространенная область ее применения – плакирование
металлов с целью получения биметаллических заготовок и деталей,
работающих в условиях агрессивных сред и повышенного износа. Из
плакированных листов можно изготовлять химические реакторы,
емкости, теплообменники, подшипники качения и др. Существенно
повысить несущую способность и коррозионную стойкость швов,
выполненных дуговой сваркой, можно путем их локального
плакирования при помощи сварки взрывом.
Сварка взрывом используется для получения многослойных
композиций. За время одного взрыва можно получить свыше 100 слоев.
Иногда для нанесения покрытия из олова вместо лужения используют
взрыв. В США сварка взрывом применяется при изготовлении монет,
которые штампуются из трехслойной ленты, полученной из
плакированной взрывом заготовки.
13.
Сварку взрывом применяют для плакирования стержней и труб под последующееволочение и прокатку, а также для плакирования внутренних поверхностей цилиндрических
изделий. Метаемую трубу 1 устанавливают с зазором на стержень 2. На наружной поверхности
трубы помещается заряд ВВ. Инициирование ВВ производят одновременно по всему сечению.
Для этого используют конус из ВВ с детонатором 4 в его вершине. Для изоляции зазора от
продуктов детонации и центрирования трубы относительно стержня в верхней ее части
устанавливается металлический конус 5. В случае плакирования наружной поверхности трубы
внутрь ее устанавливается стержень 6. Толщина стенки плакируемой трубы – от 0,5 до 15 мм,
диаметр – неограниченный.
Схема плакирования внутренней поверхности: плакируемая труба 3 размещена внутри
массивной матрицы 2. Внутрь трубы 3 с зазором устанавливается плакирующая (метаемая)
труба 1 с зарядом ВВ 4 и детонатором 5. Сварное соединение обладает высокой прочностью и
позволяет подвергать плакированные трубы механической обработке, гибке, прокатке и др. без
нарушения целостности соединения.
Схема плакирования
взрывом стержня
Схема плакирования
внутренней поверхности
трубы
Схема сварки трубы с
трубной решеткой
14.
Перспективным является применение сварки взрывом для соединения труб изматериалов, образующих интерметаллиды (сталь–титан, сталь–цирконий,
сталь–алюминий и др.). При этом можно изготовлять переходники для
последующего изготовления труб с использованием обычных технологий или
проводить сварку взрывом непосредственно в конструкциях.
Схемы сварки переходных трубных элементов: нахлесточное соединение
наиболее просто осуществимо, но трубы 2 должны быть разного диаметра, по
крайней мере, в зоне соединения. Сварка переходных элементов по схеме б
позволяет соединять трубы 2 одинакового диаметра, однако требует
предварительной механической обработки свариваемых поверхностей.
Возможна сварка встык , когда соединение образуется при прохождении
ударной волны, создаваемой зарядом 3 по толщине стенок труб 2 в
радиальном направлении. Такая схема возможна только при сварке труб из
высокопластичных материалов. Во всех трех схемах внутри труб находится
оправка 1.
Схемы сварки переходных трубных элементов
15.
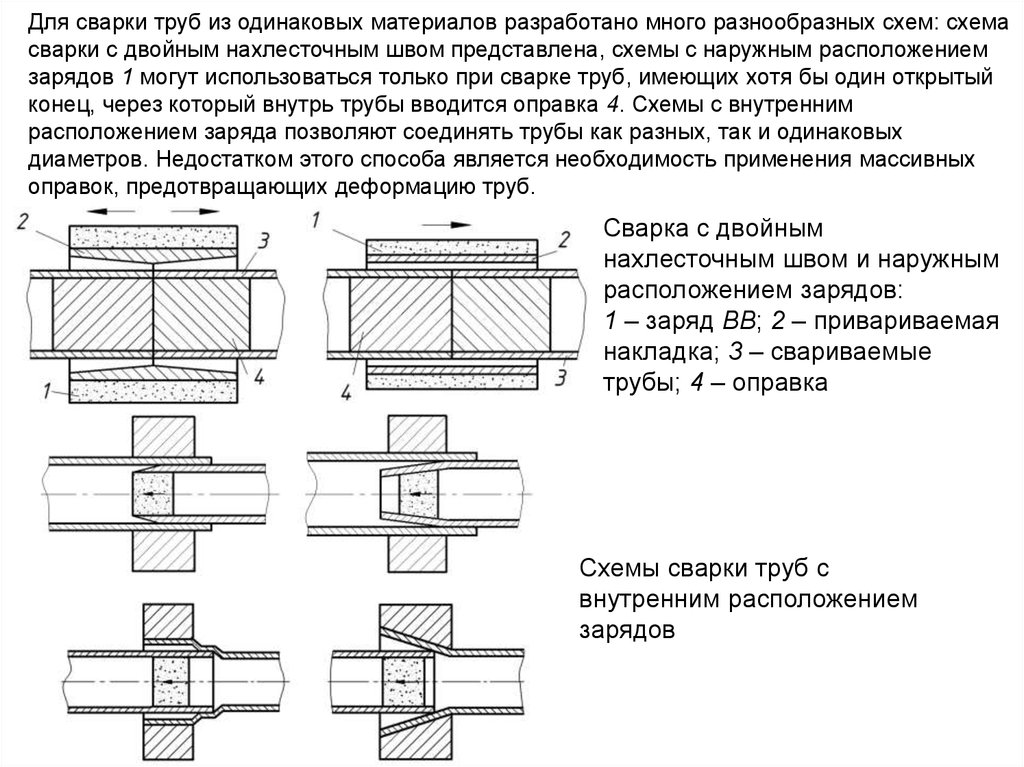
Для сварки труб из одинаковых материалов разработано много разнообразных схем: схемасварки с двойным нахлесточным швом представлена, схемы с наружным расположением
зарядов 1 могут использоваться только при сварке труб, имеющих хотя бы один открытый
конец, через который внутрь трубы вводится оправка 4. Схемы с внутренним
расположением заряда позволяют соединять трубы как разных, так и одинаковых
диаметров. Недостатком этого способа является необходимость применения массивных
оправок, предотвращающих деформацию труб.
Сварка с двойным
нахлесточным швом и наружным
расположением зарядов:
1 – заряд ВВ; 2 – привариваемая
накладка; 3 – свариваемые
трубы; 4 – оправка
Схемы сварки труб с
внутренним расположением
зарядов
16.
В радиоэлектронике сварка взрывом используется для выполненияминиатюрных соединений. Небольшого количества ВВ (менее 0,1 г)
достаточно для соединения двух слоев фольги в небольших зонах.
Сваркой взрывом можно получить точечные соединения. Для таких
соединений применяются небольшие цилиндрические заряды
высокоскоростного ВВ. При шовной сварке взрывом фольги
внахлестку заряд укладывают в выемку специального блока,
прижимающего свариваемые детали.
Разработаны оригинальные технологические процессы сварки
взрывом токопроводящих алюминиевых магистральных
шинопроводов, технология плакирования сварных швов
металлоконструкций, работающих в агрессивных средах, технология
подключения отводов к действующим магистральным газопроводам
под давлением без прекращения транспорта газа и др.
Сварка взрывом применяется и для соединения деталей сложных
конструкций, для которых в каждом конкретном случае необходимо
разрабатывать схему сварки и конкретные параметры зарядов ВВ.
Высокие технико-экономические показатели и надежность
материалов и изделий, сваренных с использованием энергии ВВ,
способствуют расширению объемов использования сварки взрывом.
17.
Магнитно-импульсная сваркаМагнитно-импульсная сварка (МИС) – это сварка с применением давления, при
которой соединение осуществляется в результате соударения свариваемых частей,
вызванного воздействием импульсного магнитного поля.
Установка для сварки состоит из зарядного устройства 1, в которое входят
высоковольтный трансформатор и выпрямитель, батареи конденсаторов 2,
коммутирующего устройства 3 и индуктора 4. При включении коммутирующего устройства 3
происходит разряд батареи высоковольтных конденсаторов на индуктор 4. Индуктор
создает сильное импульсное магнитное поле, индуктирующее вихревые токи в заготовке 5.
В результате взаимодействия импульсного магнитного поля с магнитным полем, вызванным
вихревыми токами, возникают пондеромоторные силы, которые возникают в результате
взаимодействия направленных навстречу друг другу магнитных полей. Если внутри
заготовки 5 установить неподвижную заготовку (стержень, трубу), то в результате
соударения поверхностей появляются значительные пластические деформации,
приводящие к образованию сварного соединения.
18.
Процесс магнитноимпульсной сваркиосуществляется по 2
основным схемам:
1) индуктор охватывается
свариваемой деталью 1 и она
раздается на неподвижную
деталь 2 под действием
импульсного магнитного
поля;
2) индуктор охватывает
свариваемую деталь и она
обжимается на неподвижную
деталь под действием
давления, вызванного
импульсным магнитным
полем.
19.
Начальными параметрами режима магнитно-импульсной сварки являются:1) длина и число витков индуктора;
2) напряжение Uс:
3) емкость С;
4) индуктивность L;
5) начальный зазор между индуктором и заготовкой;
6) начальный угол между соударяемыми поверхностями.
К основным параметрам режима магнитно-импульсной сварки относятся:
1) скорость соударения Vр;
2) угол соударения γ;
3) скорость движения точки контакта Vк.
Для каждого сочетания материалов существуют определенные значения
параметров Vр, Vк и γ, соответствующие началу образования соединения.
Скорость Vк в процессе соударения не остается постоянной, а зависит от угла
γ. Скорость соударения Vр определяется давлением магнитного поля на
метаемый элемент, характером его распределения и частотой изменения.
Схема соударения деталей:
1 – сваренный участок;
2 – точка контакта
20.
Перед сваркой соединяемые поверхности деталей зачищают иобезжиривают. Необходимо стремиться к тому, чтобы материал
метаемой заготовки имел высокую электропроводность, малую
плотность и низкий предел текучести. Сварное соединение образуется
на участках, где скорость соударения достигает минимально
необходимой величины и имеются условия для интенсивной
пластической деформации металла.
Зона соединения, как и при сварке взрывом, может быть без волн или
иметь волнообразную форму. Длина волн в соединениях составляет
0,1…0,2 мм. В зависимости от условий сварки и свойств свариваемых
материалов волны в зоне сварки могут иметь различные конфигурации:
синусоидальную и вихреобразную.
МИС можно выполнять на воздухе, в защитной среде или в вакууме.
Этим способом сварки можно соединять металлы за малый промежуток
времени, исчисляемый микросекундами, в течение которого происходят
только процессы схватывания, а диффузионные процессы не успевают
развиться.
Процессом МИС можно плавно управлять, обеспечивая высокую
стабильность свойств сварного соединения за счет точного дозирования
энергии разряда и постоянства заданного распределения давления.
Процесс сварки легко контролируется.
21.
МИС соединяются внахлестку трубы круглого, эллиптического и прямоугольногосечения с изделиями аналогичного профиля (полыми или сплошными), а также
однородные и разнородные материалы в различных комбинациях
Комбинации металлов, свариваемых МИС
Магни
й
Алюмин
х
ий
Медь
х
Нерж.
сталь
Никель
Магний
Нерж.
сталь
х
Никель
Титан
Сталь
х
х
х
х
х
х
х
х
х
х
х
х
х
Циркони
Молибден
й
х
х
х
х
Латунь
Медь
х
х
Алюмини
й
х
х
х
х
х
МИС является экологически чистым процессом, имеющим следующие
достоинства:
– высокая прочность соединений;
– высокая производительность (время сварки составляет менее 100 мкс);
– возможность соединения разнородных металлов;
– отсутствие зоны термического влияния;
– отсутствие потребности в присадочных материалах.
К недостаткам магнитно-импульсной сварки необходимо отнести
ограничения по типу и площади соединения, ограничения величины
давления на метаемую заготовку, обусловленной прочностью и
долговечностью индуктора.
22.
СПАСИБО ЗА ВНИМАНИЕКАКИЕ БУДУТ ВОПРОСЫ?