











 industry
industrySimilar presentations:








")

Процесс выплавки стали в доменных печах
1.
Управление промышленнымимехатронными системами
Объем занятий:
18 часов лекций,
54 часов практических занятия,
экзамен.
Храмшин Вадим Рифхатович
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
2.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕПроцесс выплавки стали в доменных печах
Fe2О3 3СO 2Fe 3СО2
Занят. 10, слайд 1
3.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕСтруктура управления процессом в доменной печи
Управляющая ЭВМ
Подсистема
управления
ходом печи
Подсистема
управления
шихтоподачей
Подсистема управления тепловым режимом
Подсистема управления распределением газового потока
Исполнительные
механизмы
Централизованная
система сбора и
хранения данных
Датчики
Занят. 10, слайд 2
4.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕСтруктура подсистемы управления шихтоподачи
Контроллер
1-0
1-1
3-0
1-3
1-2
1-4
1-7
2-0
2-1
2-4
1-5
1-8
2-2
2-5
1-6
1-9
1-10
1-11
скип
2-3
2-6
Занят. 10, слайд 3
5.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 4
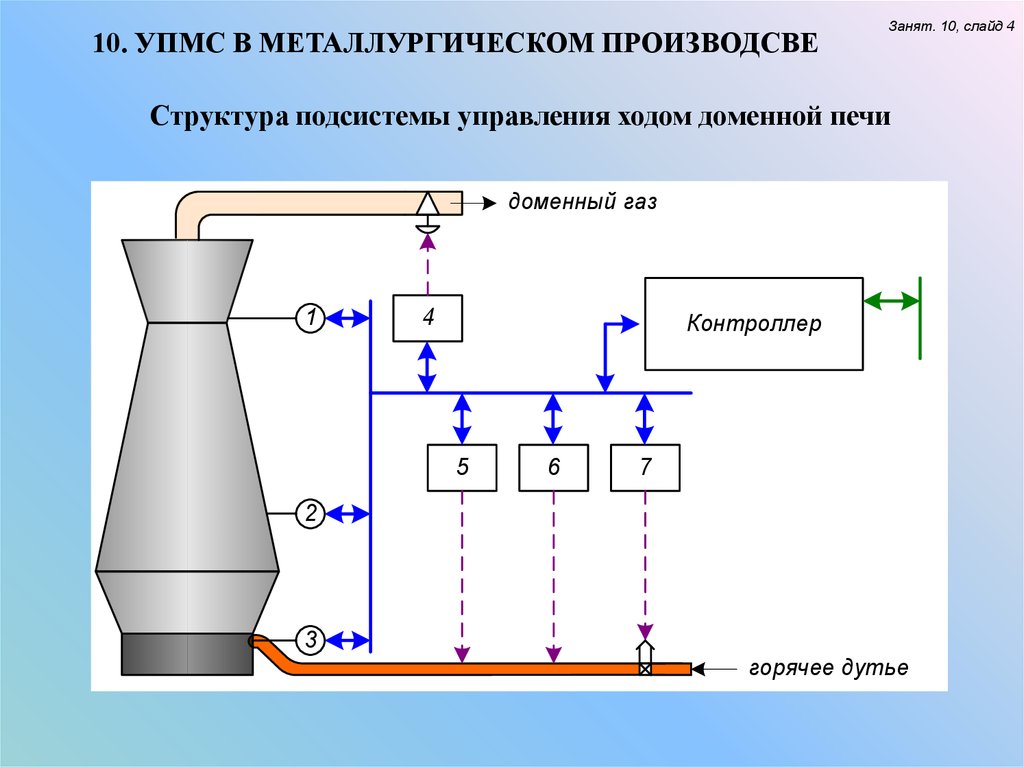
Структура подсистемы управления ходом доменной печи
доменный газ
1
4
Контроллер
5
6
7
2
3
горячее дутье
6.
Занят. 10, слайд 510. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
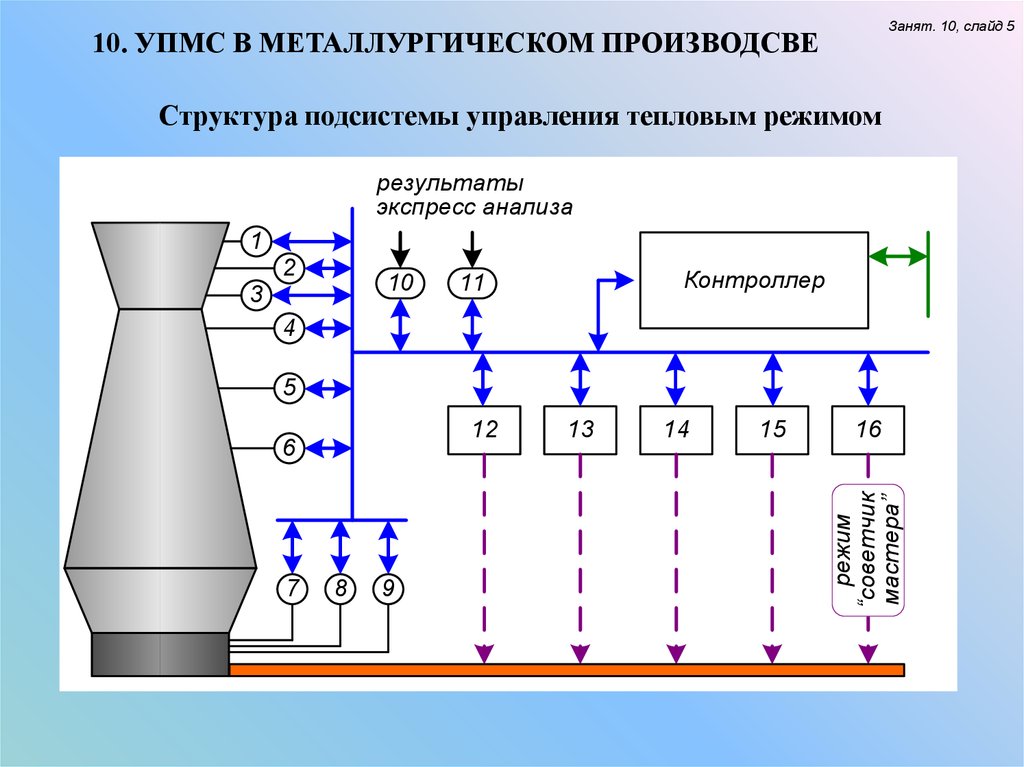
Структура подсистемы управления тепловым режимом
результаты
экспресс анализа
1
2
10
3
Контроллер
11
4
5
6
7
8
9
13
14
15
16
режим
“советчик
мастера”
12
7.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕСтруктура подсистемы управления газораспределения
2
Контроллер
1
5
6
9
3
7
8
4
горячее дутье
Занят. 10, слайд 6
8.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 7
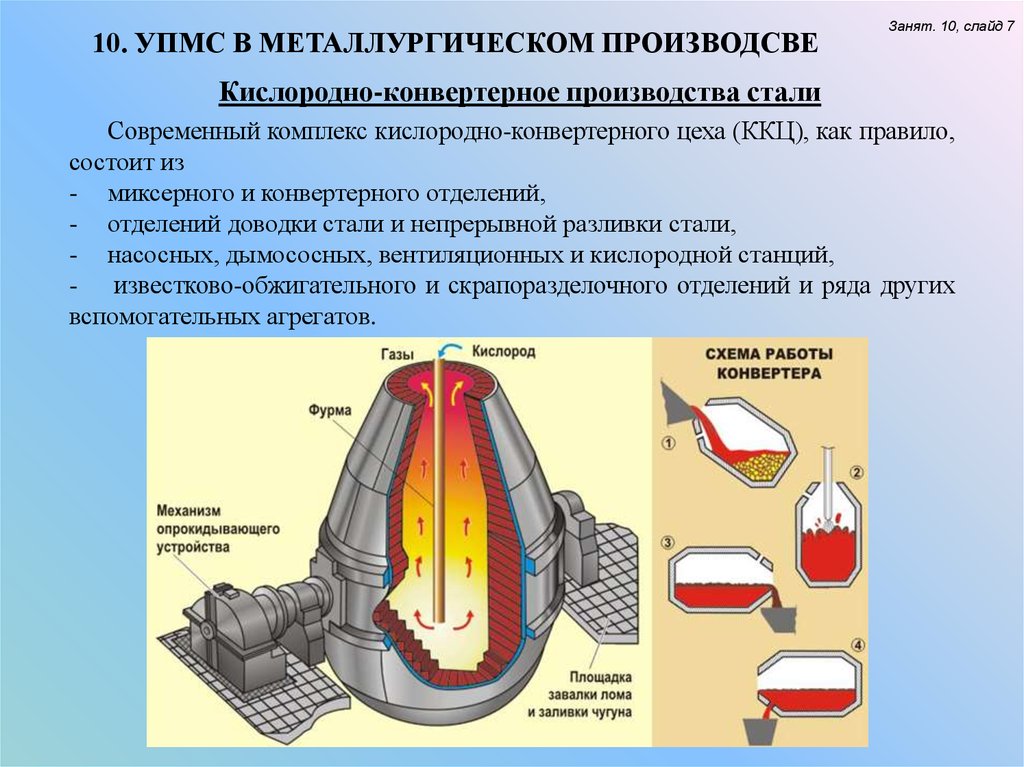
Кислородно-конвертерное производства стали
Современный комплекс кислородно-конвертерного цеха (ККЦ), как правило,
состоит из
- миксерного и конвертерного отделений,
- отделений доводки стали и непрерывной разливки стали,
- насосных, дымососных, вентиляционных и кислородной станций,
- известково-обжигательного и скрапоразделочного отделений и ряда других
вспомогательных агрегатов.
9.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 8
Кислородно-конвертерное производства стали
Информационные функции обеспечивают измерение и контроль:
- температуры чугуна;
- количества сыпучих материалов;
- положения конвертера, положение фурмы;
- расхода кислорода на продувку, его параметров (давление, расход,
температура);
- температуры металла в конвертере, его окисленности, содержание в нем
углерода;
- состояния водоохлаждаемых элементов (давление и температуры воды на
сливе);
- параметров газоотводящей системы для защиты ее от взрыва, а именно
температуры и разряжения по ступеням газоочистки, параметров воды на
газоочистку, параметров азота на уплотнение газоотводящего тракта, расхода и
состава (СО, СО2, Н2, О2) отходящих газов;
- ведение хронометража плавки, аварийная сигнализация, а также
регистрация дополнительных параметров, таких как шум и вибрации
конвертера и фурмы.
10.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 9
Кислородно-конвертерное производства стали
Вычислительные функции подразумевают расчет:
- шихты с выдачей рекомендации по массе загружаемого чугуна и лома;
- сыпучих материалов (известь, руда, плавиковый шпат) на плавку;
- массы ферросплавов;
- времени продувки, моментов времени ввода шлакообразующих,
раскисляющих и легирующих добавок по ходу плавки
- общего количества кислорода на плавку;
- скорости выгорания углерода, ее рациональных траекторий, температуры
отходящих газов и др. параметров по ходу продувки;
- технико-экономических показателей плавки.
Управляющие функции регулируют:
- текущее положение фурмы;
- текущий расход кислорода на продувку;
- текущее давление в рабочем пространстве конвертера;
- текущие параметры газодинамического режима в системе газоочистки.
11.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 10
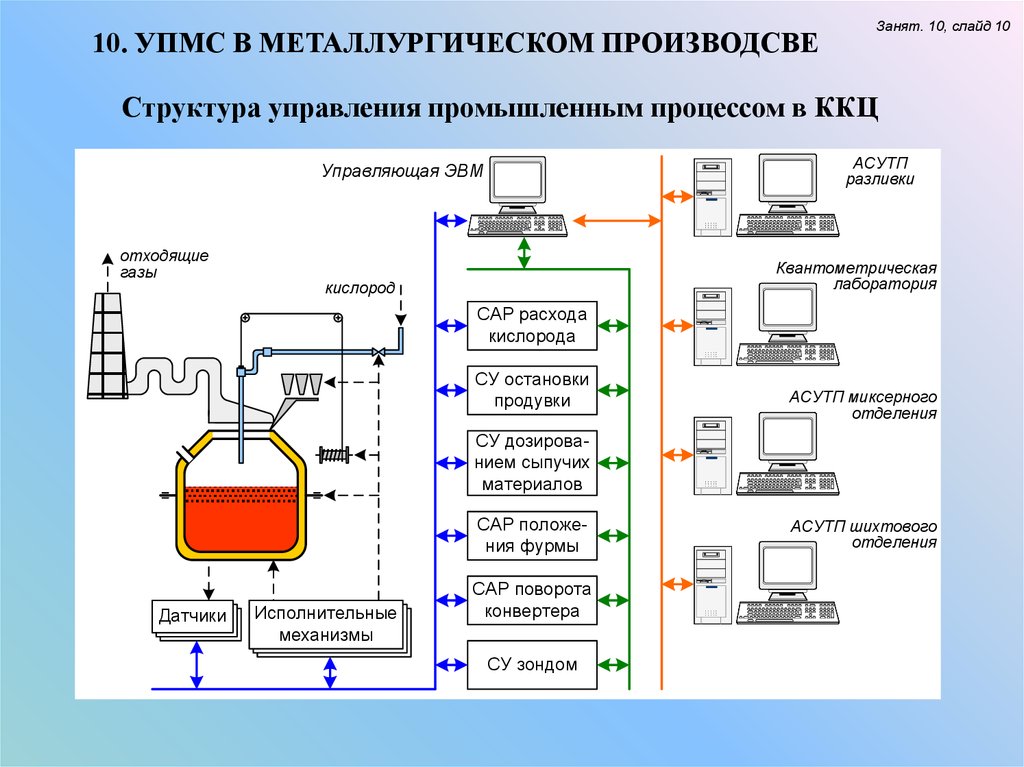
Структура управления промышленным процессом в ККЦ
АСУТП
разливки
Управляющая ЭВМ
отходящие
газы
Квантометрическая
лаборатория
кислород
САР расхода
кислорода
СУ остановки
продувки
АСУТП миксерного
отделения
СУ дозированием сыпучих
материалов
САР положения фурмы
Датчики
Исполнительные
механизмы
АСУТП шихтового
отделения
САР поворота
конвертера
СУ зондом
Рис. 6.8. Структура АСУТП кислородно-конвертерного производства стали
12.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 11
Структура системы управления
конвертерной плавкой
Структура
конвертерного процесса
как объекта управления
Управляющая
ЭВМ
1 2 3 4 5
6
13.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 12
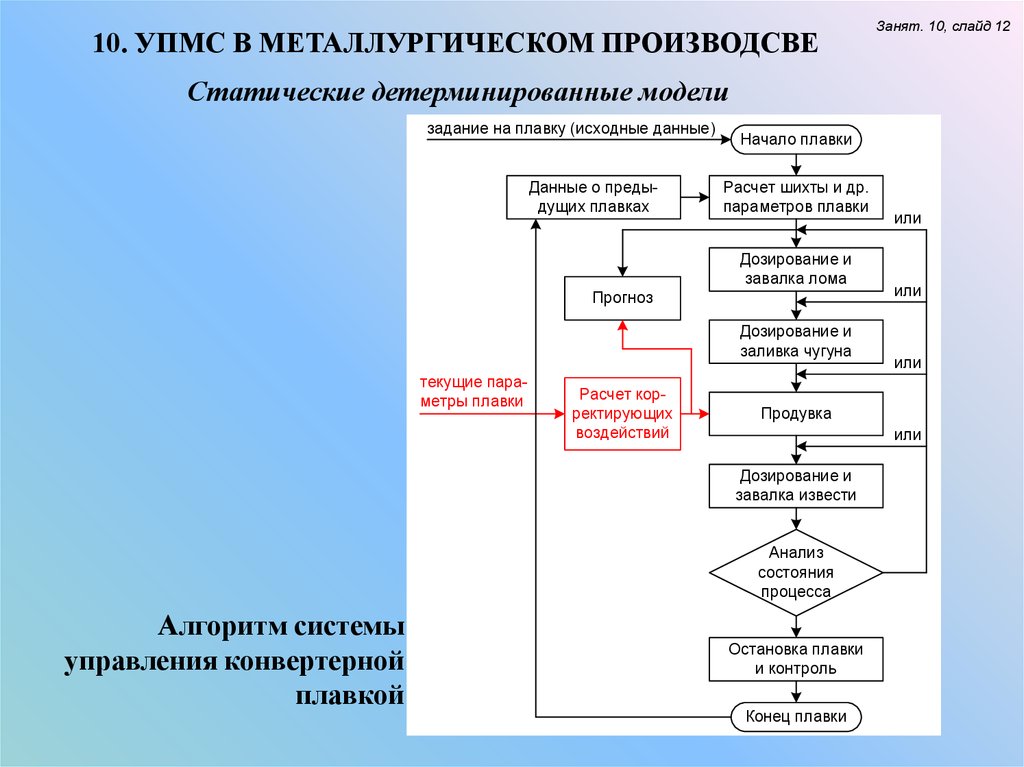
Статические детерминированные модели
задание на плавку (исходные данные)
Данные о предыдущих плавках
Начало плавки
Расчет шихты и др.
параметров плавки
Дозирование и
завалка лома
Прогноз
Дозирование и
заливка чугуна
текущие параметры плавки
Расчет корректирующих
воздействий
или
или
Продувка
или
Дозирование и
завалка извести
Анализ
состояния
процесса
Алгоритм системы
управления конвертерной
плавкой
или
Остановка плавки
и контроль
Конец плавки
14.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 13
Экспериментально-статические модели
хi a0 a1 tст a2 Gч a3 GрI a4 GрII a5 Gпш a6 tкисл
a7 Gч a8 tч a9 Siч a10 Mnч a11 Gл a12 Nф
I
II
III
IIII
a13 t паузы a14 Uкисл
a15 Uкисл
a16 Uкисл
a17 Uкисл
5
10
15
20
I
II
III
IIII
a18 h dt a19 h dt a20 h dt a21 h dt bi ,
0
5
10
15
где GрI , GрII – расход руды в первой и второй десятиминутные интервалы;
I
II
III
IIII
, Uкисл
, Uкисл
, Uкисл
– количество поданного кислорода в первый,
Uкисл
второй, третий и четвертый пятиминутные интервалы;
hI , hII , hIII , hIIII – расстояние между фурмой и уровнем спокойного металла в соответствующие интервалы времени;
tcт – температура выпуска стали на предыдущей плавке; bi – поправка, учитывающая неконтролируемые возмущения; Nф – номер плавки по футеровки.
15.
Занят. 10, слайд 1410. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
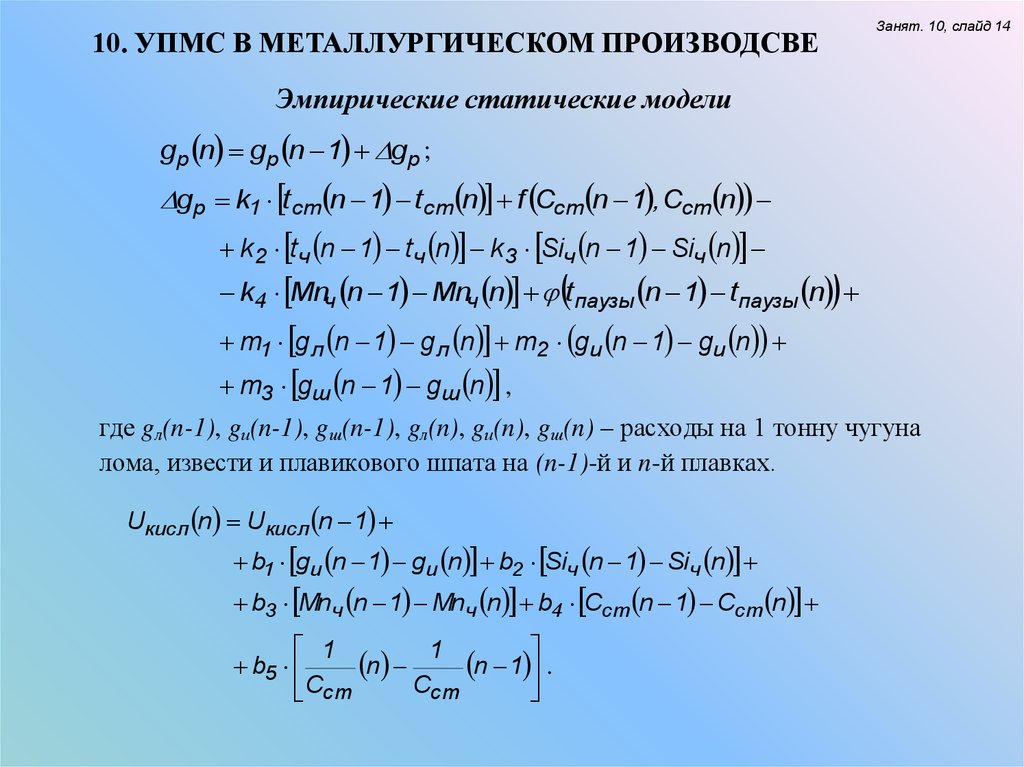
Эмпирические статические модели
gр n gр n 1 gр ;
gр k1 tст n 1 tст n f Cст n 1 , Cст n
k2 tч n 1 tч n k3 Siч n 1 Siч n
k4 Mnч n 1 Mnч n t паузы n 1 t паузы n
m1 g л n 1 g л n m2 gи n 1 gи n
m3 gш n 1 gш n ,
где gл(n-1), gи(n-1), gш(n-1), gл(n), gи(n), gш(n) – расходы на 1 тонну чугуна
лома, извести и плавикового шпата на (n-1)-й и n-й плавках.
Uкисл n Uкисл n 1
b1 gи n 1 gи n b2 Siч n 1 Siч n
b3 Mnч n 1 Mnч n b4 Сст n 1 Сст n
1
n 1 n 1 .
b5
Сст
Сст
16.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 15
Динамические модели
Наиболее часто применяются системы динамического управления с
косвенным определением текущих значений температуры и углерода в
металле по таким параметрам как:
- состав, температура, расход и давление конвертерных газов;
- шум (акустическое давление), создаваемый конвертером;
- деформация конструктивных элементов конвертера в зависимости от
температурного состояния.
17.
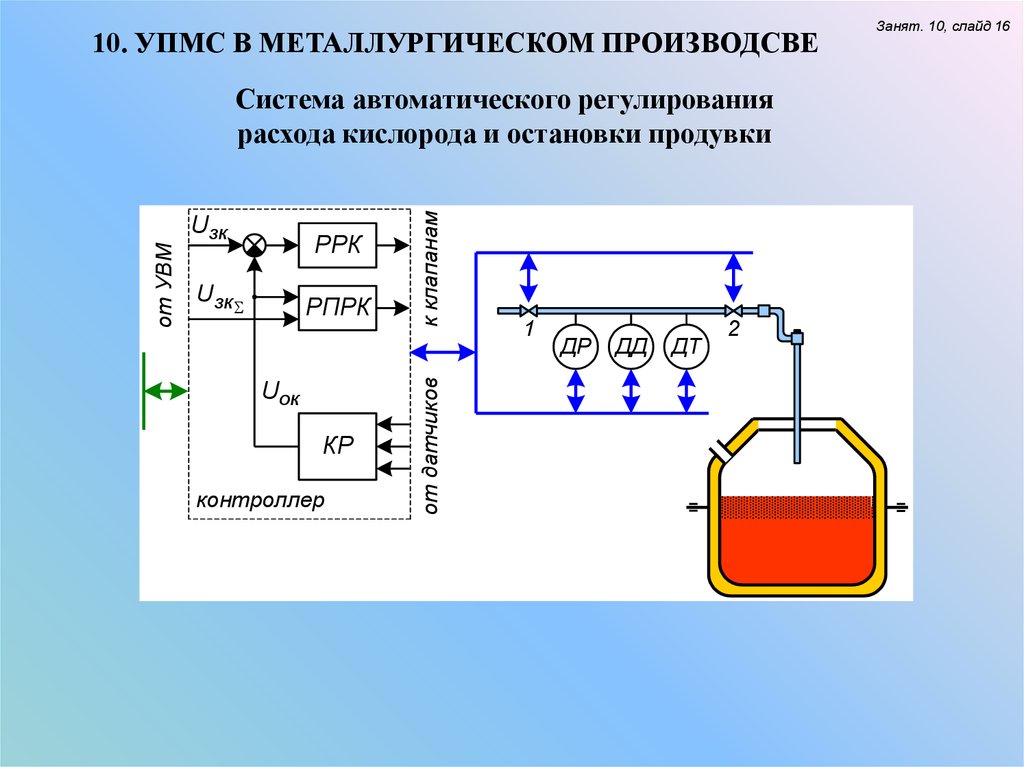
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕРРК
U зк
РПРК
Uок
КР
контроллер
от датчиков
от УВМ
U зк
к клапанам
Система автоматического регулирования
расхода кислорода и остановки продувки
1
ДР
ДД
ДТ
2
Занят. 10, слайд 16
18.
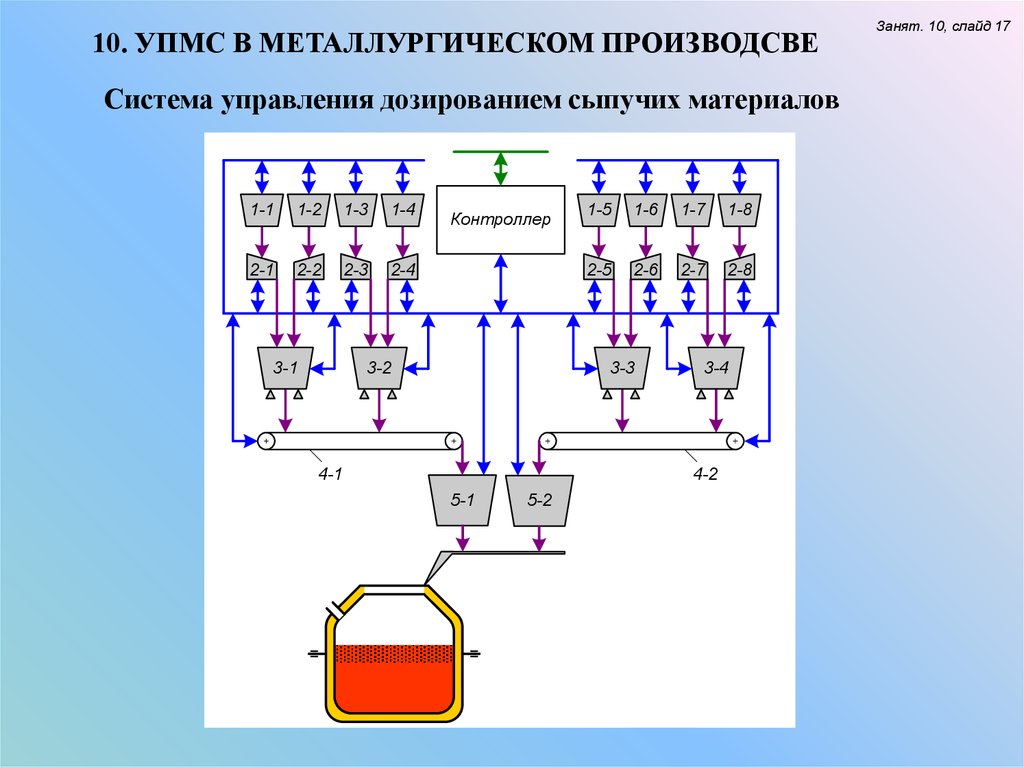
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕСистема управления дозированием сыпучих материалов
1-1
1-2
1-3
1-4
2-1
2-2
2-3
2-4
3-1
Контроллер
3-2
1-5
1-6
1-7
1-8
2-5
2-6
2-7
2-8
3-3
4-1
3-4
4-2
5-1
5-2
Занят. 10, слайд 17
19.
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕЗанят. 10, слайд 18
Система автоматического регулирования поворота конвертера
М1
ТГ
М2
1
ТГ
2
б
4
Ось поворота
5
8
ТГ
6
М3
3
7
М4
ТГ
в
а
1 - кольцо на корпусе конвертора; 2 - цапфы;
3 - подшипники; 4 - тихоходные редукторы;
5 - быстроходные редукторы; 6 - двигатели;
7 - тахогенераторы; 8 - электромеханические тормоза
г
20.
Занят. 10, слайд 199
270
5 4
3
о
1
о
2
260 о
10
2
6
Поворот под заливку чугуна
7
90
о
Поворот в вертикальное
положение
6
10
6
70
1,5
4
300
2
Заливка чугуна
3
-60
0
1
Завалка скрапа
8
Время
операции, с
11
300 о
280
Поворот под загрузку скрапа
Скорость,
град/с
305 о
Начало цикла
Угол
поворота,
град
1
12
Угловое положение, град
0о
Наименование операции
Участок
циклограммы
Циклограмма работы конвертора
Номер
операции
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
+5
305
3
115
+55
1,5
37
Завалка сыпучих материалов
0
70
4
Продувка
0
660
5
Поворот для отбора проб
4
Изъятие пробы
240 о
Поворот в вертикальное
положение
7
8
6
280
5
Ожидание результатов
анализа, пробивка
сталевыпускного отверстия
6
-80
90
+80
6
0
Поворот для слива стали
6
Слив стали (8…10 остановок)
7
Поворот в вертикальное
положение
14
14
120
+60
6
10
+30
0,6
375
8
-90
6
15
Поворот для слива шлака
9
-100
6
17
Слив шлака (4…5 остановок)
10
-20
0,6
145
Поворот для осмотра
11
+210
6
35
Осмотр
9
Поворот в вертикальное
положение
10
Конец цикла
60…90
260…
…240
90
12
---90
0
6
15
21.
Занят. 10, слайд 2010. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
1
3
12
время
2
8 9
Тахограмма работы
электропривода
механизма поворота
конвертора
4
7
5
6
10
Tц
11
М , МН м
Изменение статического
момента на цапфе
конвертора
в конце производственной
компании (с выгоревшей
футеровкой):
1 – для порожнего
конвертора;
2 – конвертора с садкой;
3 – для слива шлака
Слив
шлака
Слив стали
4,5
4,0
2
3,5
3,0
3
2,5
2,0
1,5
1
1,0
5
0
0
20
40
60
80
100
120
Угол поворота,
град
22.
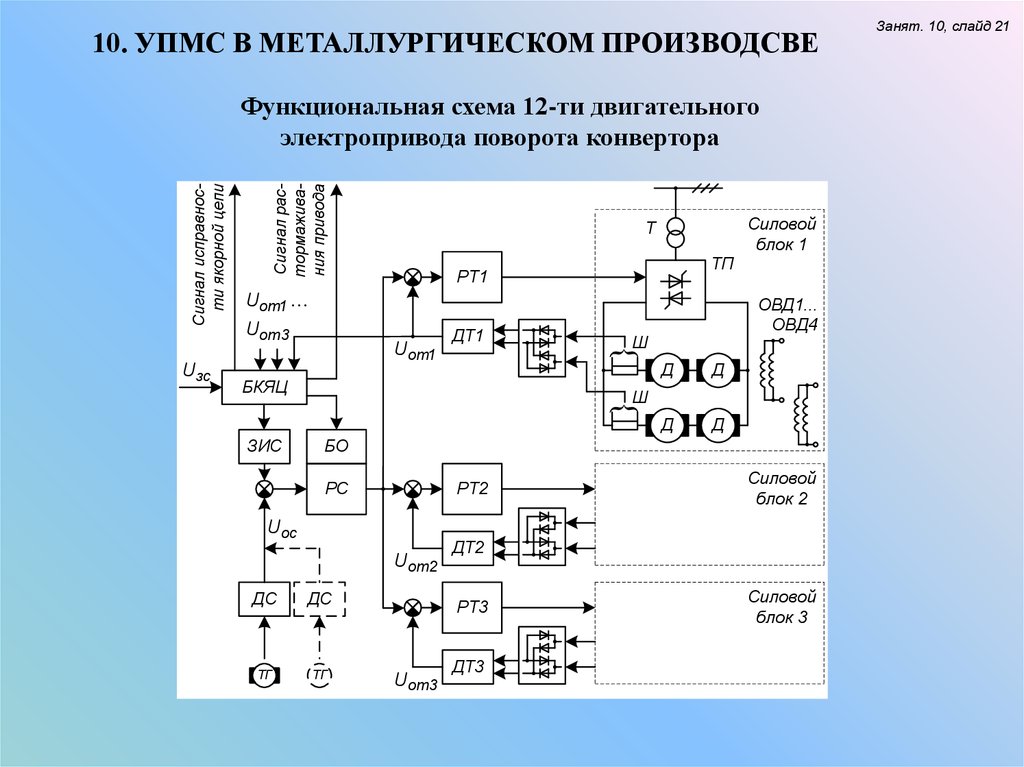
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕСиловой
блок 1
Т
ТП
РТ1
Uот1
Uот 3
Uот1
ДТ1
ОВД1...
ОВД4
Ш
U зс
Сигнал растормаживания привода
Сигнал исправности якорной цепи
Функциональная схема 12-ти двигательного
электропривода поворота конвертора
БКЯЦ
Д
Д
Д
Д
Ш
ЗИС
БО
РТ2
РС
U ос
Uот2
ДС
ДС
ТГ
ТГ
ДТ2
РТ3
Uот3
Силовой
блок 2
ДТ3
Силовой
блок 3
Занят. 10, слайд 21
23.
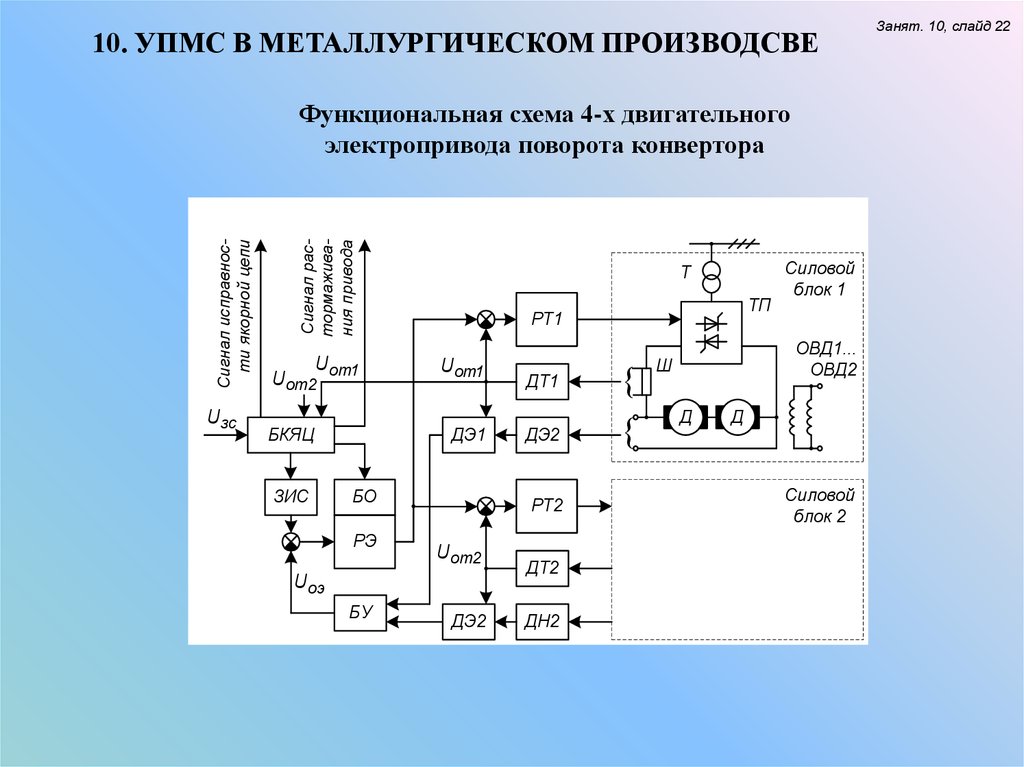
10. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕU зс
Сигнал растормаживания привода
Сигнал исправности якорной цепи
Функциональная схема 4-х двигательного
электропривода поворота конвертора
Uот1
Uот2
БКЯЦ
ЗИС
Т
Uот1
ДЭ1
БО
РЭ
ДТ1
ДЭ2
РТ2
Uот2
U оэ
БУ
ТП
РТ1
ДЭ2
ДТ2
ДН2
Силовой
блок 1
ОВД1...
ОВД2
Ш
Д
Д
Силовой
блок 2
Занят. 10, слайд 22
24.
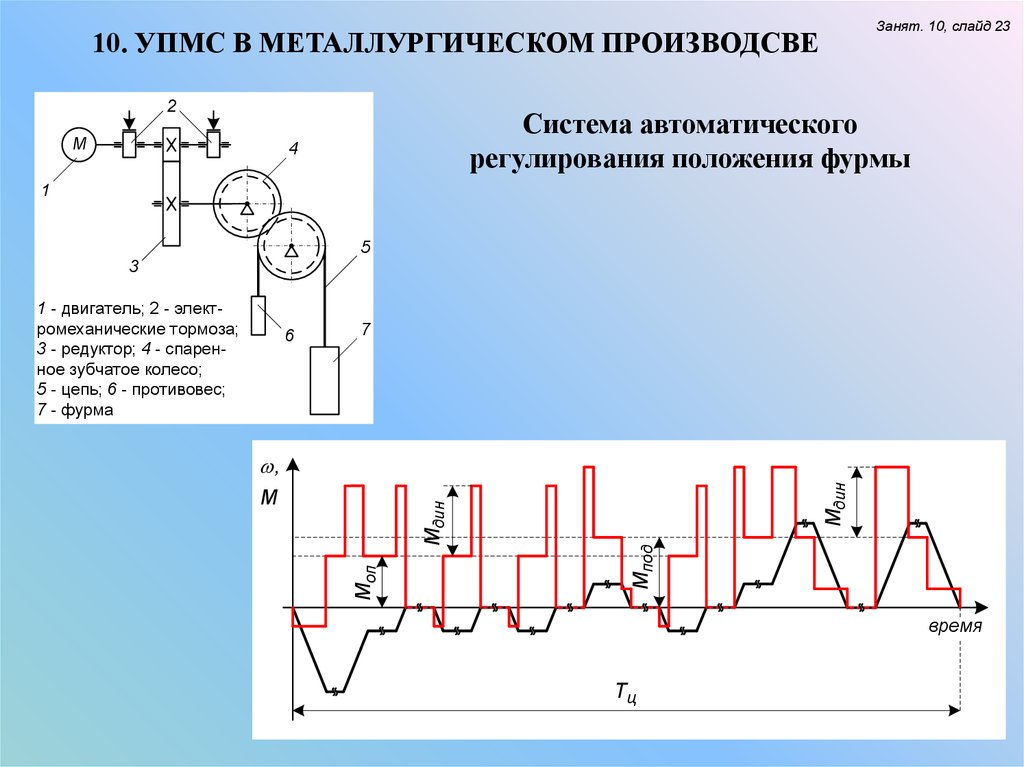
Занят. 10, слайд 2310. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
2
М
Система автоматического
регулирования положения фурмы
4
1
5
3
1 - двигатель; 2 - электромеханические тормоза;
3 - редуктор; 4 - спаренное зубчатое колесо;
5 - цепь; 6 - противовес;
7 - фурма
6
7
Мпод
Моп
Мдин
М
Мдин
,
время
Tц
25.
Занят. 10, слайд 2410. УПМС В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСВЕ
Система автоматического регулирования положения фурмы
Функциональная схема электропривода
механизма перемещения кислородной
фурмы, реализованного по системе ТП-Д
U зс
ЗИС
Т
БО
U зп
РП
РЭ
ЗИТ
Uот
Uоэ
ДЭ
Uон
U оп
ТП
РТ
ДТ
Ш
Технологические требования
- диапазон регулирования скорости
опускания и подъема не более 10:1;
- обеспечение реверса скорости и
электромагнитного момента на валу
двигателя;
- высокая точность останова фурмы
при подаче ее на продувку (ошибка
при позиционировании не более ±10
мм);
- плавный пуск и торможение
(ускорение не более 0,5 м/с2).
Особенно
следует
отметить
необходимость обеспечения высокой
надежности работы электропривода,
поскольку его отказ может привести
к потере всей плавки и большим
экономическим затратам.
ДН
Д
ДП
ДТВ
Uзтв
ОВД
Ш
РТВ
ТВ
Т