

























































 industry
industrySimilar presentations:










Сварка под слоем флюса будущего. Новое поколение источников питания
1.
Сварка под слоем флюса будущегоНовое поколение источников питания
Harm Meelker
Lincoln Smitweld B.V.
Перевод Александр Смирнов
Линкольн Электрик Россия
Nordic
Conference, Oct. 2012
WeldingWelding
of X80.NF.12.1
2. Overview
ВступлениеТрадиционное оборудование для АДФ
Режимы сварки
Оборудование нового поколения
Разработка технологии сварки
Снижение затрать на электроэнергию
Особенности
Выводы
Welding of X80.NF.12.2
3. Market Demands
Ниже стоимость производстваУвеличение производительности
Увеличение качества
Использование материалов с более
высокими механическими
свойствами
ниже вес конструкции
Больше гибкости
Welding of X80.NF.12.3
4. Стандартное оборудование
Welding of X80.NF.12.45. Параметры АДФ сварки
ОднодуговойМногодуговой
Однодуговой
Прямая полярность
Порошковая проволока
Iron powder
Long Stick Out
Narrow gap
Semi-narrow gap
Twin-arc
Tandem
Tandem twin
3 - 4 - 5 проволок
Холодная присадка
Горячая присадка
Зауженная разделка
Welding of X80.NF.12.5
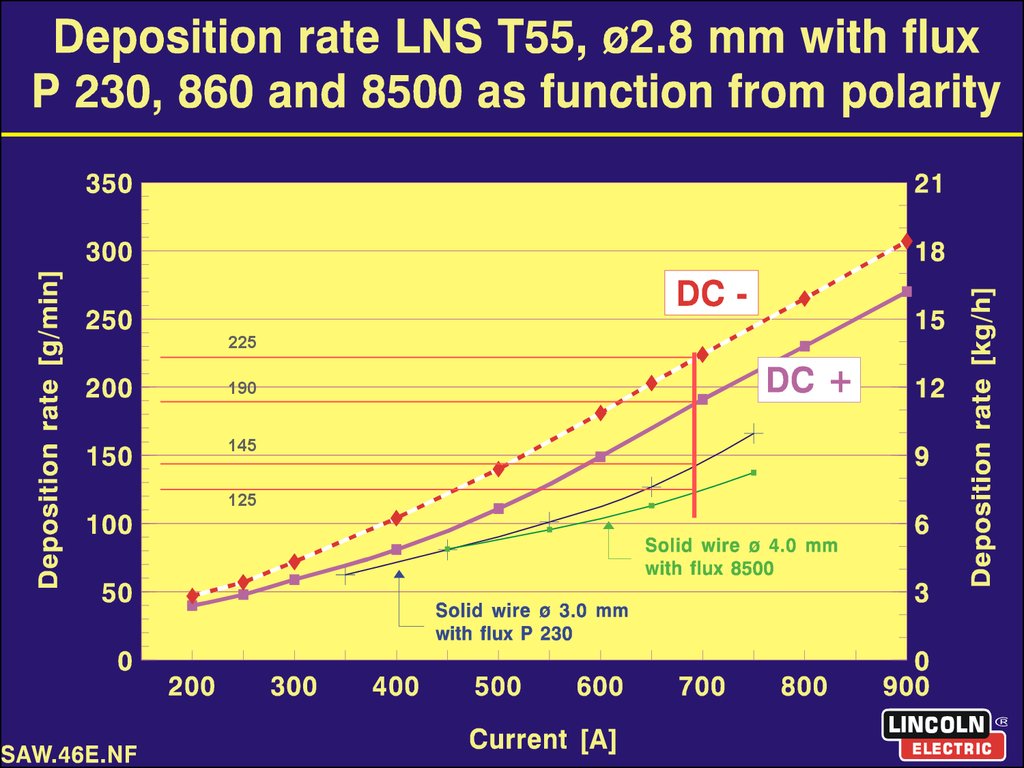
6.
225190
145
125
Welding of X80.NF.12.6
7. Подготовка кромок – путь к снижению затрат
Welding of X80.NF.12.78. Узкощелевая или зауженная
Зауженная разделка:Узкощелевая
Больше расстояние между кромками и
радиус кривизны в вершине
Больше угол раскрытия кромок, до 50o
Комбинированные разделки допустимы
Обычно до <100 мм
Узкощелевая разделка:
Welding of X80.NF.12.8
Очень малое расстояние между стенками
на дне разделки: обычно 20 мм (10 мм
радиус)
Симметричный угол раскрытия разделки
Обычно: 1.5o (1.2o минимальный)
Обычно применяется при толщинах
стенки от 100 мм до 350 мм
9. Узкощелевая разделка
Преимущества:Меньше объем стыка
Сниженное потребление сварчоных
материалов
Выше производительность
Недостатки:
Welding of X80.NF.12.9
Сложный процесс сварки
Сложный ремонт и удаление шлака
Выше стоимость оборудования
Выше стоимость
аттестации/квалификационных
испытаний
Требуется очень точная сборка стыка
Стыл должен быть подготовлен
шлифовкой
10.
Следующее поколение источников питания для АДФПоследние разработки в области
сварочного оборудования
Самая высокая производительность на
рынке
Высокоэффективный инверторный
аппарат
Waveform Control Technology TM
Лучший контроль за ванной в процессе
сварки
Возможность изменения полярности и
рода тока
AC или DC прецессы
Welding of X80.NF.12.10
11. Влияние тока, напряжения и скорости сварки на проплавления при АДФ
Constant wire diameter and stick-outCurrent [A]
Voltage [V]
constant voltage
and travel speed
constant current
and travel speed
Travel speed
[cm/min]
constant current
and voltage
Welding of X80.NF.12.11
12.
AC/DC сварка на переменном токеИникально в индустрии
Переменный ток для большего
контроля
Выше производительность наплавки
Форма проплавления
Стабильность горения дуги в
многодуговых системах
Снижение в тепловложении
Высокоскоростная сварка
Сварка толстостенных конструкций
Продвинутая технология
Welding of X80.NF.12.12
Waveform control technology
Цифровая технология передачи данных
13. Возможность регулировки параметров переменного тока AC
Ток, напряжение или мощностьВозможность регулировки
параметров переменного тока AC
Положительная составляющая
Уровень тока=> ПРОПЛАВЛЕНИЕ
Баланс цикла=> ПРОПЛАВЛЕНИЕ и НАПЛАВКА
Частота
время
Отрицательная составляющая
Уровень тока => НАПЛАВКА
Форма переменного тока изменяется для контроля
за проплавлением, формой шва, стабильности
горения дуг в многодуговой системе при изменении
фазового угла
Welding of X80.NF.12.13
14. Баланс тока
Welding of X80.NF.12.1415. DC Offset – Смещение эпюры
• Смещение эпорю –чувствительный
параметр
• Обычно
изменяется от 0 до
-10%.
8% offset => 25%
баланса
• Большее
изменение offset
приводит к
нестабильности
горения дуги
Welding of X80.NF.12.15
16. Waveform Control Technology
Offset - СмещениеWave Balance - Баланс
Welding of X80.NF.12.16
Положительно = 835 Ампер
Положительно = 450 Ампер
Отрицательно = 519 Ампер
Отрицательно = 822 Ампер
Проплавление = 9,3 мм
Проплавление = 7,1 мм
70% Положительно
50% Положительно
30% Положительно
Проплавление = 9,8 мм
Проплавление = 8,8 мм
Проплавление = 6,1мм
17. Производительность наплавки
Welding of X80.NF.12.1718.
®Power Wave AC/DC 1000
®
SD
Waveform Control
Technology
Welding of X80.NF.12.18
Инверторный источник питания
Эффективность
энергопотребления
DC+, DC- & AC (3 фазы)
CV и CC режимы
AC или DC электронный
переключатель
Управление балансом
переменного тока
100% ПВ
Управление частотой
переменного тока
Модулирование формы волны
Production Monitoring 2™
История режимов
Возможность многодуговой
сварки без дополнительных
приспособлений
19. Systems
Welding of X80.NF.12.1920. Конфигурации дуг
-Tandem
Многодуговая система до 6 дуг
Комбинации однодуговой системы с Twin-Arc
Холодная присадка
Ведущая дуга DC+, ведомые дуги AC – переменный ток
Все дуги AC – переменный ток
Любые комбинации всего перечисленного
Welding of X80.NF.12.20
21. Многодуговая сварка
- Power Wave AC/DC 1000 SD можетиспользоваться в системах до 6
дуг
- Возможность управления фазовм
углом всех 6-ти дуг
- Все дуги могут быть заведены на
одну кнопку старт/стоп
- Ведущая дуга AC или DC+,
ведомые всегда AC
Welding of X80.NF.12.21
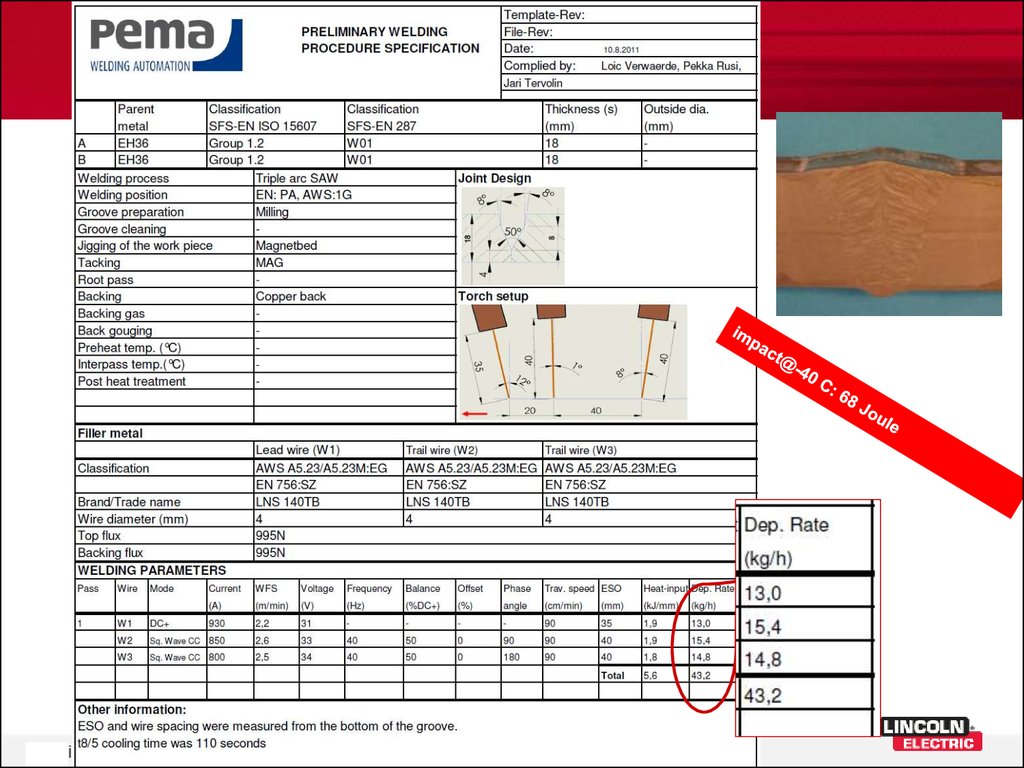
22. Пример из практики: Сварка труб
Компания: Herstaco Tube Welding B.V.Адрес: Nijverheidsweg 24, Middelburg, Нидерланды
Тип бизнеса: Металлоторгущая компания
Производство труб
Цель:
Повысить производительность наплавки с
помощью Power Wave AC/DC 1000 SD
Снизить затраты производства на 30%
Результат:
Более 33% снижения затрат на производство
Продана колонна с PW AC/DC 1000 SD
Саврочные материалы L-61/860
Производительность наплавки повысилась с 6 до
9 кг/ч
Время сварки стыка (1060ч28 мм) было 60 мин,
стало 40 мин
Welding of X80.NF.12.22
23. Пример из практики: Сварка труб ø 1060 x 35 мм
EquipmentТрадиционное
Wave Control
DC-1000
PW AC/DC; част. 40Гц;
55% DC-; 5% offset
Заполнение
500/520 A - 31 В
= 6 кг/ч
Облицовка
650/680 A – 34В
= 7.6 кг/ч
Скорость сварки
Время сварки
40 см/мин
60 мин
550 – 34В
= 9 кг/ч
720 A - 38/40В
= 10.2 кг/ч
60 см/мин
40 мин
Welding of X80.NF.12.23
24. Herstako cost reduction result based on labor rate (€35,-/hr
350 Балок x 4 шва = 1400 швовСтандартный процесс
Стоимость трудозатрат 1400 x 1час x €35,-/ч = € 49.000,Wave Control процесс
Стоимость трудозатрат 1400 x 0.67 ч x €35,-/ч = € 32.830.-
Экономия на трудозатратах € 16.170,Затраты на электроэнергию не учтены, поэтому общий экономический
эффект еще более значительный, более 33%. Инвестиции в один аппарат
почти окупилась за 1 проект.
Welding of X80.NF.12.24
25. Оптимизация режимов
BEFORE70º
36mm
2mm
Разработан режим в замен 9-ти проходов
однодуговым процессом: Тандем-сварка в
два прохода.
Экономия – более 50% во времени и
сварочных материалах.
AFTER
50º
13mm Plate
36mm
6mm
Welding of X80.NF.12.25
19mm Plate
36mm Plate
26.
Оптимизация режимовОбечайка диаметр 3 метра
Одностор V Скорость сварки режим 1 (Дюйм/мин)
27
Количество проходов
5
Двойная V
Налпавка (Фунтов/час)
43.24
Время на сварку 1 фута шва (минут)
2.222
Врем сварки кольцевого шва (минут)
69.78
Кол. сварочных материалов (Фунт)
50.29
Скорость сварки режим 1 (Дюйм/мин)
Количество проходов
Welding of X80.NF.12.26
30
2
Налпавка (Фунтов/час)
62
Время на сварку 1 фута шва (минут)
0.8
Врем сварки кольцевого шва (минут)
25.12
Кол. сварочных материалов (Фунт)
25.96
Volume saved
(24.32 Kg)
48 %
Time Saved
(44.66 Min)
65 %
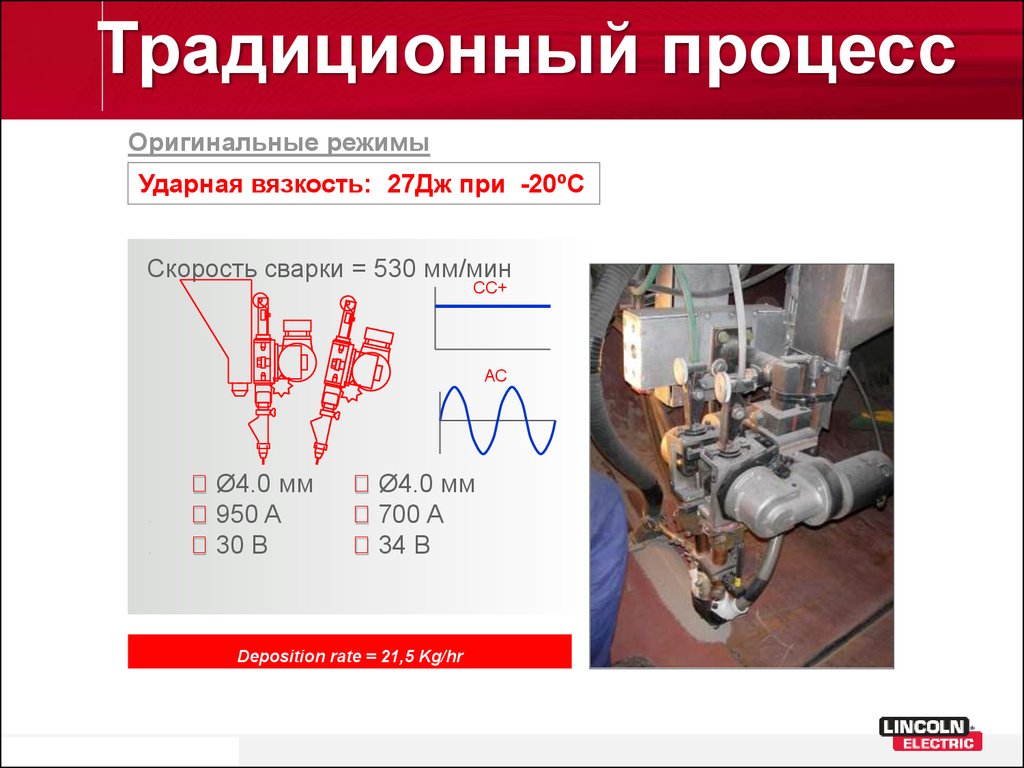
27.
Традиционный процессОригинальные режимы
Ударная вязкость: 27Дж при -20ºC
Скорость сварки = 530 мм/мин
CC+
AC
.
.
Ø4.0 мм
950 A
30 В
Ø4.0 мм
700 A
34 В
Deposition rate = 21,5 Kg/hr
Welding of X80.NF.12.27
28.
Powerwave технологияВозможности Тандем-сварки
Преимущества:
CV & CC режимы (CC
предпочтительно).
Короткое расстояние между
проволоками (одна ванна).
Больше производительность.
Welding of X80.NF.12.28
25-35 mm
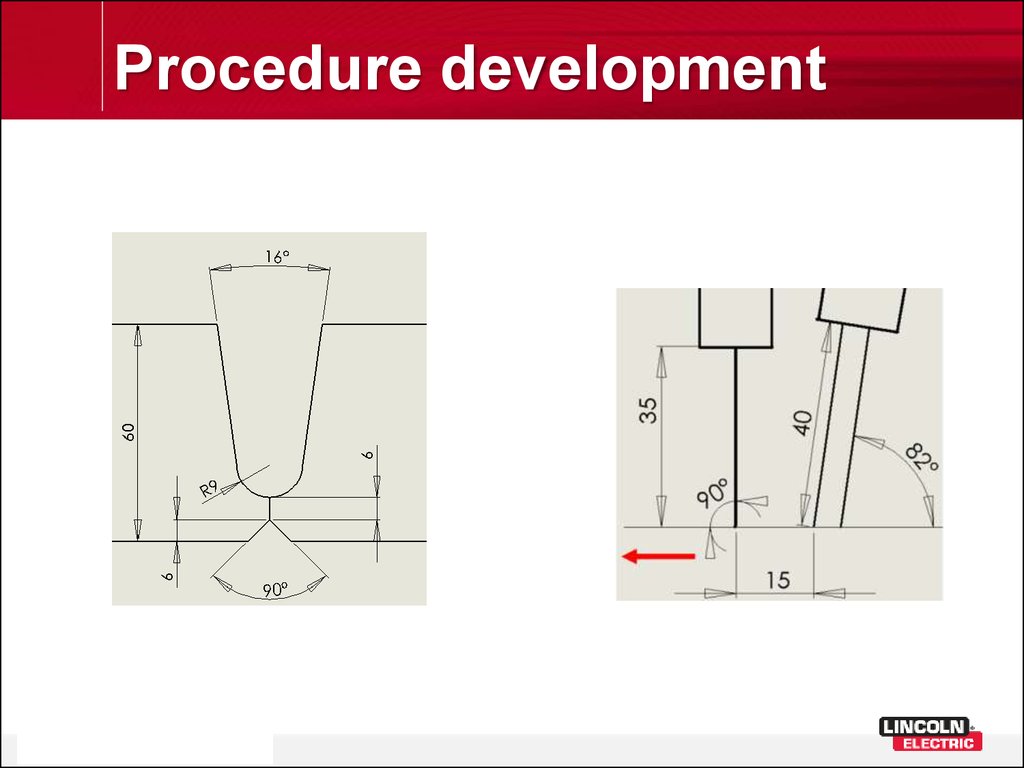
29.
Procedure developmentWelding of X80.NF.12.29
30.
Разработка технологииWelding of X80.NF.12.30
31.
Разработка технологииWelding of X80.NF.12.31
32.
Разработка технологииWelding of X80.NF.12.32
33.
Разработка технологииWelding of X80.NF.12.33
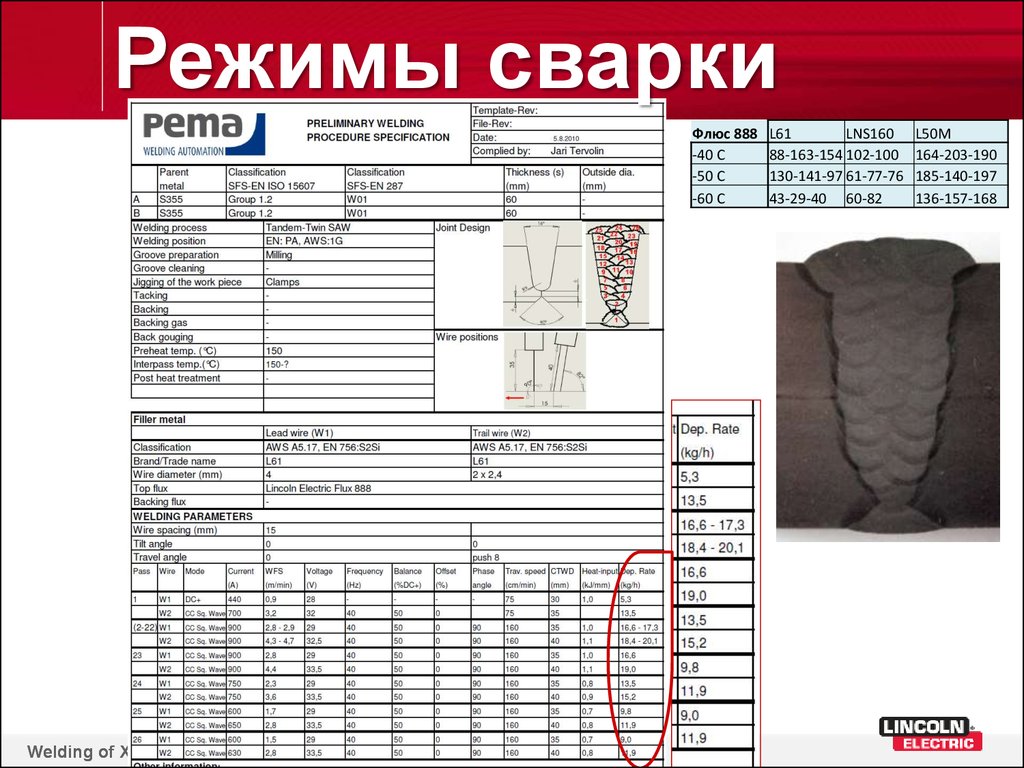
34.
Режимы сваркиФлюс 888
-40 C
-50 C
-60 C
Welding of X80.NF.12.34
L61
LNS160
88-163-154 102-100
130-141-97 61-77-76
43-29-40 60-82
L50M
164-203-190
185-140-197
136-157-168
35.
Разработка технологииWelding of X80.NF.12.35
36.
Подготовка кромок для 3-х дуговоого процессаWelding of X80.NF.12.36
37.
Разработка технологииWelding of X80.NF.12.37
38.
Разработка технологииWelding of X80.NF.12.38
39.
Welding of X80.NF.12.3940.
Welding of X80.NF.12.4041. Производительность наплавки
Summary;Traditional tandem, 2x4.0mm -20 C and 21kg/hr
Powerwave 1x4.0mm/2x2.4mm -50 C and 35 kg/h
Powerwave 3x4.0mm -40 C and 45 kg/hr
Welding of X80.NF.12.41
42.
Экономия с PW AC/DC 1000Welding of X80.NF.12.42
43.
Три варианта экономии электроэнергииIdle consumption
Энергопотребленеи PW AC/DC 1000 SD
кода аппарат включен, но не варит
Importance
Increased machine efficiency
Инверторная технология в PW AC/DC
1000 SD имеет высокую эффективность
Process efficiency
Продвинутая система сварки под слоем
флюса позволяет добиться более
высоких показателей по наплаве, низких
результатов по тепловложению.
Энергозатраты на сварку снижаются.
PW AC/DC 1000 SD
400В 3Ф 50Гц
Welding of X80.NF.12.43
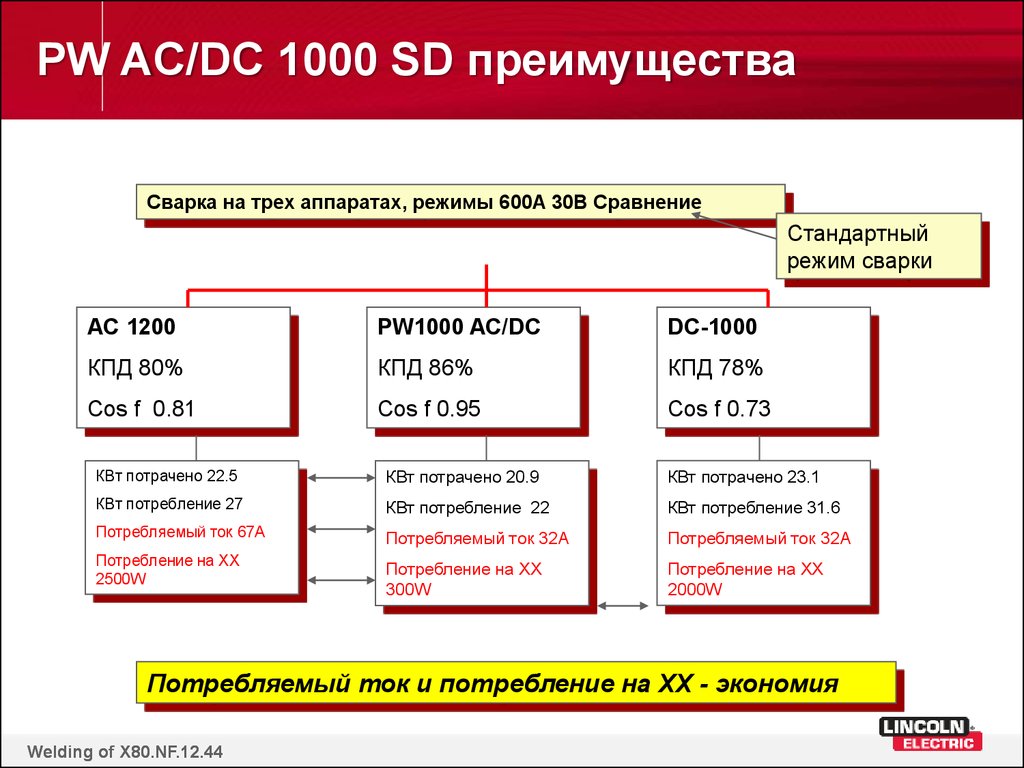
44.
PW AC/DC 1000 SD преимуществаСварка на трех аппаратах, режимы 600A 30В Сравнение
Стандартный
режим сварки
AC 1200
PW1000 AC/DC
DC-1000
КПД 80%
КПД 86%
КПД 78%
Cos f 0.81
Cos f 0.95
Cos f 0.73
КВт потрачено 22.5
КВт потрачено 20.9
КВт потрачено 23.1
КВт потребление 27
КВт потребление 22
КВт потребление 31.6
Потребляемый ток 67A
Потребляемый ток 32A
Потребляемый ток 32A
Потребление на ХХ
2500W
Потребление на ХХ
300W
Потребление на ХХ
2000W
Потребляемый ток и потребление на ХХ - экономия
Welding of X80.NF.12.44
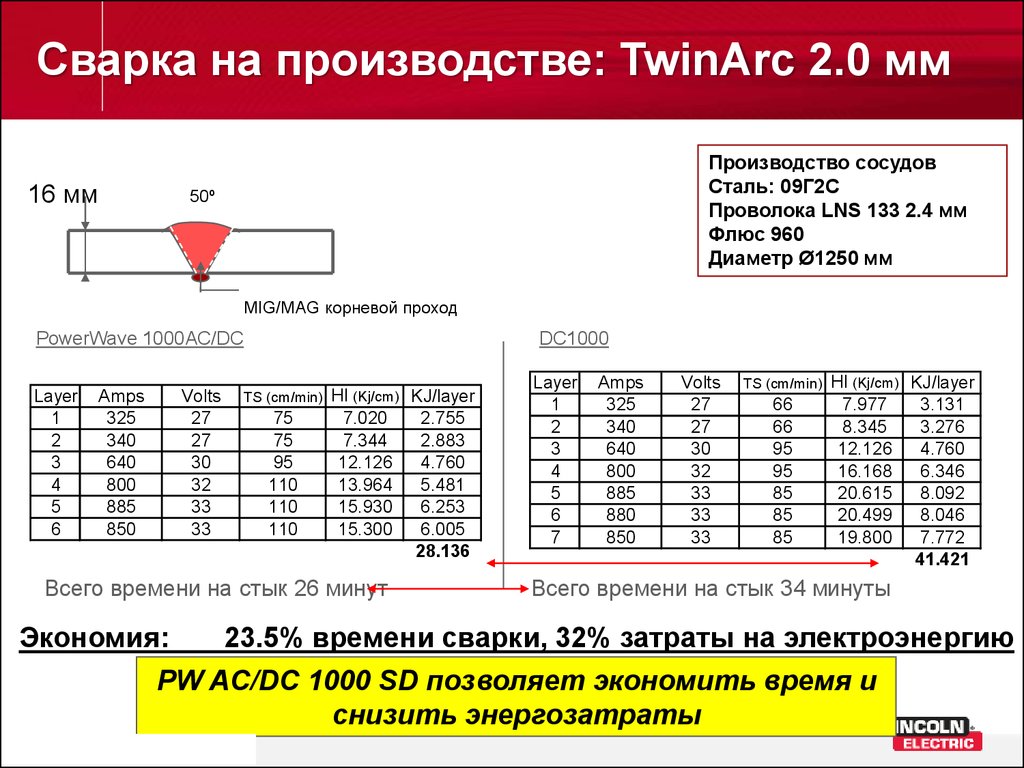
45.
Сварка на производстве: TwinArc 2.0 мм16 мм
Производство сосудов
Сталь: 09Г2С
Проволока LNS 133 2.4 мм
Флюс 960
Диаметр Ø1250 мм
50º
MIG/MAG корневой проход
PowerWave 1000AC/DC
Layer
1
2
3
4
5
6
Amps
325
340
640
800
885
850
Volts
27
27
30
32
33
33
DC1000
TS (cm/min)
75
75
95
110
110
110
HI (Kj/cm) KJ/layer
7.020
2.755
7.344
2.883
12.126
4.760
13.964
5.481
15.930
6.253
15.300
6.005
28.136
Всего времени на стык 26 минут
Экономия:
Layer
1
2
3
4
5
6
7
Amps
325
340
640
800
885
880
850
Volts
27
27
30
32
33
33
33
TS (cm/min)
66
66
95
95
85
85
85
HI (Kj/cm) KJ/layer
7.977
3.131
8.345
3.276
12.126
4.760
16.168
6.346
20.615
8.092
20.499
8.046
19.800
7.772
41.421
Всего времени на стык 34 минуты
23.5% времени сварки, 32% затраты на электроэнергию
PW AC/DC 1000 SD позволяет экономить время и
снизить энергозатраты
Welding of X80.NF.12.45
46. Анализ качества
Advanced analysis tool for calculating overall“quality”
of a weld based on deviation of wire deposition rate.
Старт анализа
Welding of X80.NF.12.46
LincolnSm
itw
eld
47.
Welding of X80.NF.12.4748. Production Monitoring
История стыковДиагностика
Welding of X80.NF.12.48
49. Системная архитектура
Clock SignalArc Link - TCP/IP
Wire Drive Control &
Power Supply
Positioning Control &
Power Supply
Wide Area Network
Monitor Application
All components communicate via a network using Arc Link over
TCP/IP Protocol
Welding of X80.NF.12.49
50. Применение – Трубные заводы
• Прямошовные трубы• Перевод производства
со стандартной системы
3- и 4-х дуговой на
Wave Control 3- и 4-х
дуговые системы
• Скорость сварки
поднялась с 1.7 м/мин
до 2.3 м/мин
• Изменений нет в форме
шва и механических
свойствах
• 35% увеличения
производительности
Welding of X80.NF.12.50
51.
Welding of X80.NF.12.5152. Установка STT + АДФ Power Wave
Welding of X80.NF.12.5253. Роботизированная сварка с применением робота
Welding of X80.NF.12.5354. Робот для АДФ
Welding of X80.NF.12.5455. Робот для АДФ
Welding of X80.NF.12.5556. Выводы
• Разработана новая технология для АДФ:• Инверторная технология
• Waveform control
• Экрономия
• Энергопотребление
• Выше производительность наплавки – до
+30%
• Небольшое время окупаемости
• Повышение качества сварочных работ
• Отличный контроль за параметрами
• Диагностика
• Запись информации по каждому шву
• Энергопотребление
• Выше производительность
Welding
X80.NF.12.56
• ofБыстрый
отклик на изменения
57. Выводы/Преимущества
- Последнее поколение трансформаторов, применяемых ваппаратах серии Power Wave AC/DC 1000 SD
- Цифровое подключение для упрощения коммуникации
- Программное обеспечение последнего поколения
- Waveform Control технология управления сварочной дугой
- Возможность обновления программного обеспечения аппратов
на веб-сайте powerwavesoftware.com
- Production Monitoring, Checkpoint, Weld Score, True Energy
Welding of X80.NF.12.57