


 mechanics
mechanicsSimilar presentations:




")





Презентация 7 Допуски и техн. изм (2)
1.
Допуски и техническиеизмерения в машиностроении
Допуски и технические измерения — критически важные
аспекты современного машиностроения.
Рассмотрим ключевые понятия, принципы и практические
аспекты, которые обеспечивают точность, надёжность и
взаимозаменяемость компонентов в сложных механизмах
и приборах.
2.
Основы допусков и технических измеренийДетали машин и приборов, совершающие определённые относительные
движения или соединённые неподвижно, называются сопряжёнными.
Их взаимодействие требует высокой точности.
Производственный опыт показывает, что выбор оптимальной точности
достигается установлением для каждого размера детали определённых
пределов, в которых может колебаться её действительный размер. Это
гарантирует, что узел будет соответствовать своему назначению, сохранит
работоспособность и необходимый ресурс в заданных условиях
функционирования.
Рекомендации по выбору предельных отклонений размеров деталей и
допусков разработаны на основе многолетнего опыта эксплуатации и
изготовления различных механизмов, они изложены в Единой системе
допусков и посадок (ЕСДП) и Основных нормах взаимозаменяемости
(ОНВ).
ЕСДП охватывает допуски размеров гладких элементов деталей и посадки при их соединении.
ОНВ регулируют допуски и посадки для шпоночных, шлицевых, резьбовых, конических соединений, а также для зубчатых
передач и колёс.
Эксплуатационные показатели машин, такие как долговечность, надёжность и точность, напрямую зависят от правильного
выбора посадок, допусков формы, расположения и шероховатости поверхности. Даже незначительные отклонения могут
снизить надёжность всей машины.
3.
Взаимозаменяемость. Основные понятияОпределение
взаимозаменяемости
Область применения
Значение для производства
Свойство изделий, их частей или
других видов продукции равноценно
заменять друг друга при
использовании. Это означает, что
любой экземпляр может быть
заменён другим однотипным без
дополнительной подгонки,
обеспечивая функциональность.
Взаимозаменяемыми могут быть как
отдельные детали, так и целые узлы
(сборочные единицы) или готовые
изделия. Это особенно важно для
деталей и узлов, определяющих
надёжность, долговечность и другие
эксплуатационные характеристики.
Взаимозаменяемость позволяет
машиностроительным предприятиям
серийного и массового производства
изготавливать детали в разных цехах,
а собирать узлы и изделия в других.
Это оптимизирует производственные
процессы и обеспечивает
возможность использования
унифицированных компонентов.
4.
Коэффициент взаимозаменяемости и совместимостьКоэффициент взаимозаменяемости (Кв)
Уровень взаимозаменяемости предприятия оценивается коэффициентом
взаимозаменяемости
Кв = Тв / То,
где Тв — трудоёмкость изготовления взаимозаменяемых деталей и узлов,
То — общая трудоёмкость изготовления изделия.
Приближение этого коэффициента к единице указывает на высокий технический
уровень производства.
Совместимость – свойство объектов занимать своё место в сложном готовом
изделии и выполнять требуемые функции при совместной или
последовательной работе этих объектов и сложного изделия в заданных
эксплуатационных условиях.
Объект – это блоки, приборы и другие детали, входящие в сложные изделия
Совместимость гарантирует бесперебойное функционирование всей системы.
Виды взаимозаменяемости
Полная
Неполная
Внешняя
Внутренняя
Функциональная
Каждый вид обеспечивает
определённые преимущества и
применяется в различных
производственных сценариях.
5.
Виды взаимозаменяемости и их преимуществаПолная взаимозаменяемость
1
Обеспечивает беспригоночную сборку (или замену при ремонте) любых однотипных деталей. Требует высокой
точности изготовления, но значительно упрощает процесс сборки, снижает требования к квалификации рабочих
и позволяет автоматизировать производство.
Неполная взаимозаменяемость
2
Применяется, когда полная взаимозаменяемость экономически нецелесообразна или технологически
трудновыполнима. Используется для деталей с очень малыми допусками. Методы включают групповой подбор
(селективная сборка), использование компенсаторов или регулировку.
Внешняя взаимозаменяемость
3
4
Характеризует покупные и кооперируемые изделия, которые монтируются в более сложные системы.
Обеспечивается по эксплуатационным параметрам, форме и присоединительным размерам (например,
электродвигатели, подшипники качения).
Внутренняя взаимозаменяемость
Относится к деталям внутри узла или механизма. Например, тела качения и кольца в подшипнике качения,
которые должны быть взаимозаменяемы для его правильной работы.
Функциональная взаимозаменяемость
5
Взаимозаменяемость машин и приборов по эксплуатационным показателям. Включает геометрические,
электрические, механические параметры, влияющие на производительность (например, зазор между
поршнем и цилиндром).
6.
Основные термины и определения гладких соединенийЭлементы соединений
Детали, частично или полностью входящие одна в другую, образуют подвижное или
неподвижное соединение. В этих соединениях выделяют два основных элемента:
• Вал – термин, условно применяемый для обозначения наружных элементов
деталей, включая нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних
элементов деталей, включая нецилиндрические элементы.
Размеры
Размер – это числовое значение линейной величины (диаметра, длины) в выбранных
единицах измерения, обычно в миллиметрах (1 мм = 1000 мкм).
Различают номинальный, действительный и предельные размеры.
Номинальный размер – размер, относительно которого определяются отклонения
(D для отверстий, d для валов). Указывается на чертеже.
Действительный размер (Dд, dд) – размер, установленный измерением с
допустимой погрешностью.
Предельные размеры (Dmax, Dmin; dmax, dmin) – два предельно допустимых
размера, между которыми должен находиться действительный размер годной
детали.
Нулевая линия
Линия, соответствующая номинальному
размеру, от которой откладываются
отклонения размеров при графическом
изображении полей допусков и посадок.
Она служит отправной точкой для
определения верхних и нижних отклонений.
7.
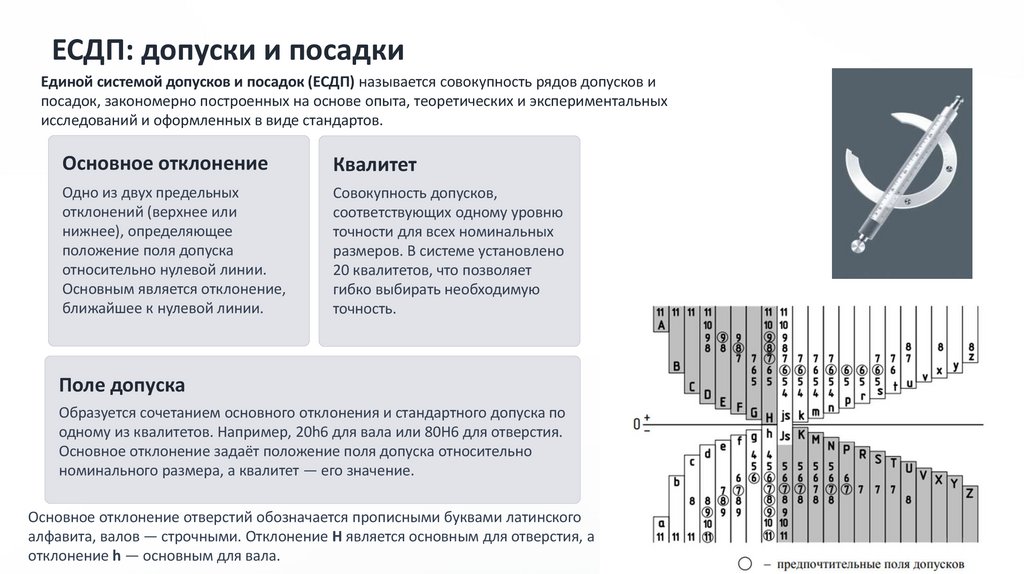
ЕСДП: допуски и посадкиЕдиной системой допусков и посадок (ЕСДП) называется совокупность рядов допусков и
посадок, закономерно построенных на основе опыта, теоретических и экспериментальных
исследований и оформленных в виде стандартов.
Основное отклонение
Квалитет
Одно из двух предельных
отклонений (верхнее или
нижнее), определяющее
положение поля допуска
относительно нулевой линии.
Основным является отклонение,
ближайшее к нулевой линии.
Совокупность допусков,
соответствующих одному уровню
точности для всех номинальных
размеров. В системе установлено
20 квалитетов, что позволяет
гибко выбирать необходимую
точность.
Поле допуска
Образуется сочетанием основного отклонения и стандартного допуска по
одному из квалитетов. Например, 20h6 для вала или 80H6 для отверстия.
Основное отклонение задаёт положение поля допуска относительно
номинального размера, а квалитет — его значение.
Основное отклонение отверстий обозначается прописными буквами латинского
алфавита, валов — строчными. Отклонение H является основным для отверстия, а
отклонение h — основным для вала.
8.
Параметры соединений: допуск посадки, зазор, натяг,переходная посадка
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение. Допуском размера называется разность
между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним
отклонениями.
Допуск обозначают буквой «Т»:
ТD= Dmax - Dmin= ES – EI – допуск размера отверстия;
Тd= dmax - dmin= es – ei – допуск размера вала.
Допуск – величина всегда положительная. Допуск характеризует точность изготовления детали.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Посадка с зазором
Посадка с натягом
Переходная посадка
Соединение, при котором всегда
образуется зазор (S) — разность
между размерами отверстия и вала.
Наименьший предельный размер
отверстия всегда больше или равен
наибольшему предельному размеру
вала. Поле допуска отверстия
расположено над полем допуска
вала.
Соединение, при котором всегда
образуется натяг (N) — разность
между размерами вала и отверстия.
Наибольший предельный размер
отверстия меньше или равен
наименьшему предельному размеру
вала. Поле допуска отверстия
расположено под полем допуска
вала.
Соединение, при котором возможно
получение как зазора, так и натяга, в
зависимости от действительных
размеров. Поля допусков отверстия и
вала полностью или частично
перекрываются.
Посадки в ЕСДП обозначаются записью полей допусков отверстия и вала в виде дроби (например, H7/h6), где поле допуска
отверстия всегда указывается в числителе, а поле допуска вала — в знаменателе.
9.
Системы посадок и основные расчётные зависимостиПосадки в системе отверстия
Посадки в системе вала
В этой системе необходимые зазоры и натяги достигаются путём
сочетания различных полей допусков валов с полем допуска
основного отверстия. Основное отверстие (H) остаётся
неизменным, а валы варьируются. Это наиболее экономически
выгодный подход, так как позволяет использовать стандартный
режущий инструмент для обработки отверстий.
Здесь требуемые зазоры и натяги получаются путём сочетания
различных полей допусков отверстий с полем допуска основного
вала. Основной вал (h) остаётся постоянным, а поля допусков
отверстий изменяются. Хотя формально системы равнозначны,
система отверстия предпочтительнее в большинстве случаев из-за
технологической и экономической эффективности.
а) посадка с зазором
б) посадка с натягом
в) переходная посадка
Допуск посадки — это сумма допусков отверстия и вала. Допуск размера — разность между наибольшим и наименьшим
предельными размерами, или алгебраическая разность между верхним и нижним отклонениями. Допуск всегда является
положительной величиной, характеризующей точность изготовления детали.
10.
Обозначение предельных значений на чертежах01
02
03
Предельные отклонения размеров
указываются непосредственно после
номинальных размеров
−0,025
−0,025
Например, 46f8,46f8(
), 46
.
Предельные отклонения линейных и
угловых размеров относительно
низкой точности допускается не
указывать непосредственно после
номинальных размеров, а
оговаривать общей записью в
технических требованиях чертежа.