







 art
artSimilar presentations:










Разработка технологии изготовления кулона
1. МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РФ Федеральное государственное бюджетное образовательное учреждение высшего
образованияИВАНОВСКИЙ ГОСУДАРСТВЕННЫЙ ХИМИКОТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра технологии керамики и электрохимических производств
Разработка технологии
изготовления кулона
Автор: студент группы 4-208 Курицына А.Р.
Руководитель: к.т.н., доц. Донцов М. Г.
Консультант по художественной части: Щербакова Т. Л.
2. Историческая справка
Рис. 1. Подвеска«Крылатый скарабей»
Рис. 2. Медальон
«Камея»
Рис. 3. Подвеска
с крапанами
2
3. Выбор аналогов
Рис. 4. Серебряная подвеска"Ангел с крыльями"
Рис. 5.
Кулон «Серафим»
Рис. 6.
Рис. 7. Кулон
Серебряная подвеска "Крыло ангела"
3
4. Эскизы изделия
Поиск формыРис. 8
4
5. Эскизы изделия
Цветовые решенияРис. 9
5
6. Эскизы изделия
Итоговый вариантРис. 10
6
7. Таблица 1. Технологическая схема изготовления методом литья по выплавляемым моделям
№Операция
Оборудование
Компоненты
t, °С
Примечание
1
Создание
Карандаш, ластик,
-
18-25
Эскиз делается от руки
эскиза
лист
3D-
Эскиз, компьютер,
-
18-25
Строится трёхмерная
моделировани
компьютерная
модель изделия на основе
е
программа
эскиза
Изготовление
3D – принтер
2
3
4
Ювелирный воск
18-25
Мастер-модель должна
восковой
быть толще, чем готовое
мастер-
ювелирное изделие,
модели
примерно, на 10 %
Изготовление
Блок модели
литейной
Формомасса,
22
-
90
Сушка на воздухе в
вода
формы
5
Сушка
литейной
формы
-
-
течении 2-3 ч
7
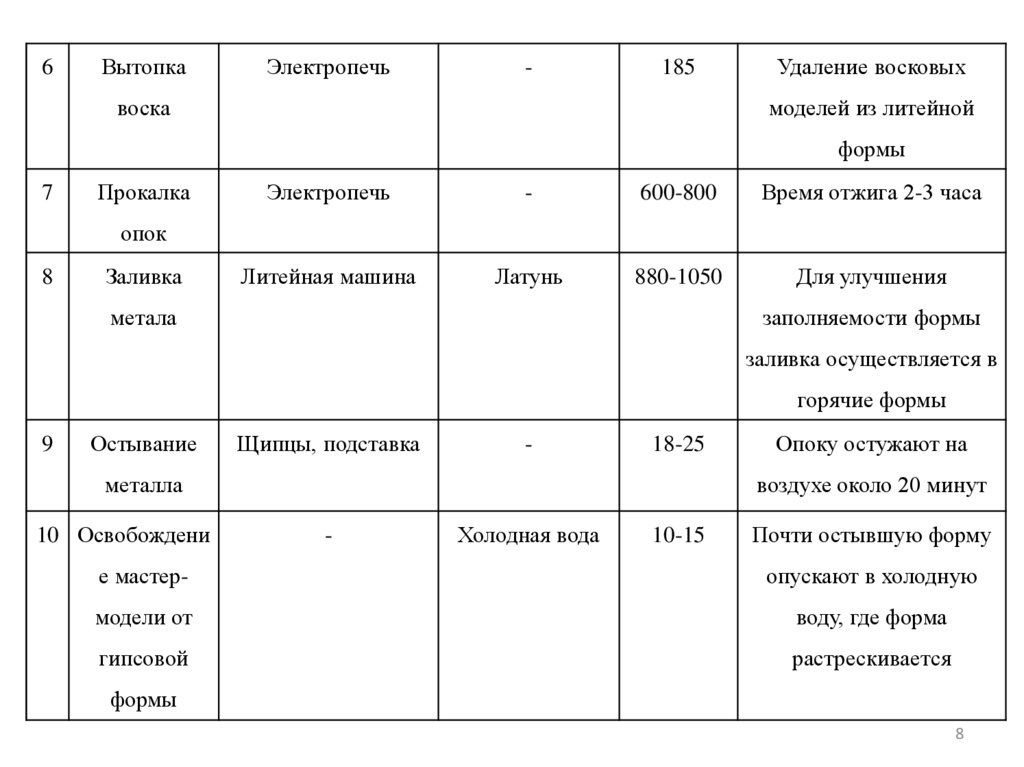
8.
6Вытопка
Электропечь
-
185
воска
Удаление восковых
моделей из литейной
формы
7
Прокалка
Электропечь
-
600-800
Время отжига 2-3 часа
Литейная машина
Латунь
880-1050
Для улучшения
опок
8
Заливка
метала
заполняемости формы
заливка осуществляется в
горячие формы
9
Остывание
Щипцы, подставка
-
18-25
металла
10 Освобождени
Опоку остужают на
воздухе около 20 минут
-
Холодная вода
10-15
Почти остывшую форму
е мастер-
опускают в холодную
модели от
воду, где форма
гипсовой
растрескивается
формы
8
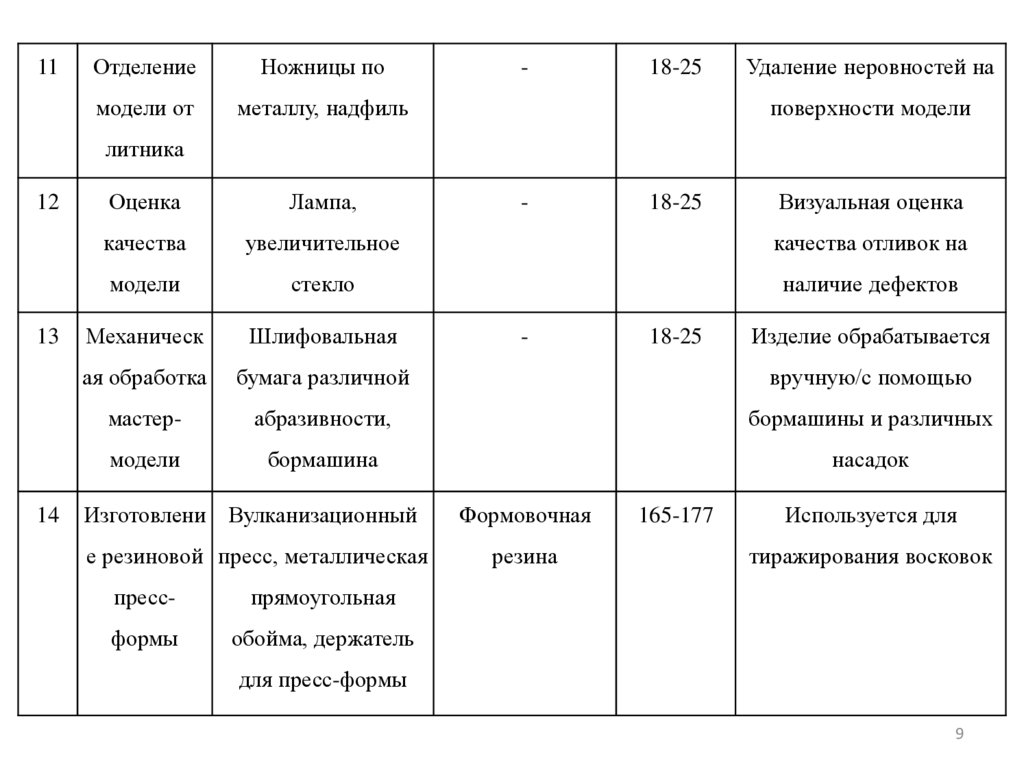
9.
11Отделение
Ножницы по
модели от
металлу, надфиль
-
18-25
Удаление неровностей на
поверхности модели
литника
12
13
14
Оценка
Лампа,
качества
увеличительное
качества отливок на
модели
стекло
наличие дефектов
Механическ
Шлифовальная
ая обработка
бумага различной
вручную/с помощью
мастер-
абразивности,
бормашины и различных
модели
бормашина
насадок
-
-
Изготовлени Вулканизационный
Формовочная
е резиновой пресс, металлическая
резина
пресс-
прямоугольная
формы
обойма, держатель
18-25
18-25
165-177
Визуальная оценка
Изделие обрабатывается
Используется для
тиражирования восковок
для пресс-формы
9
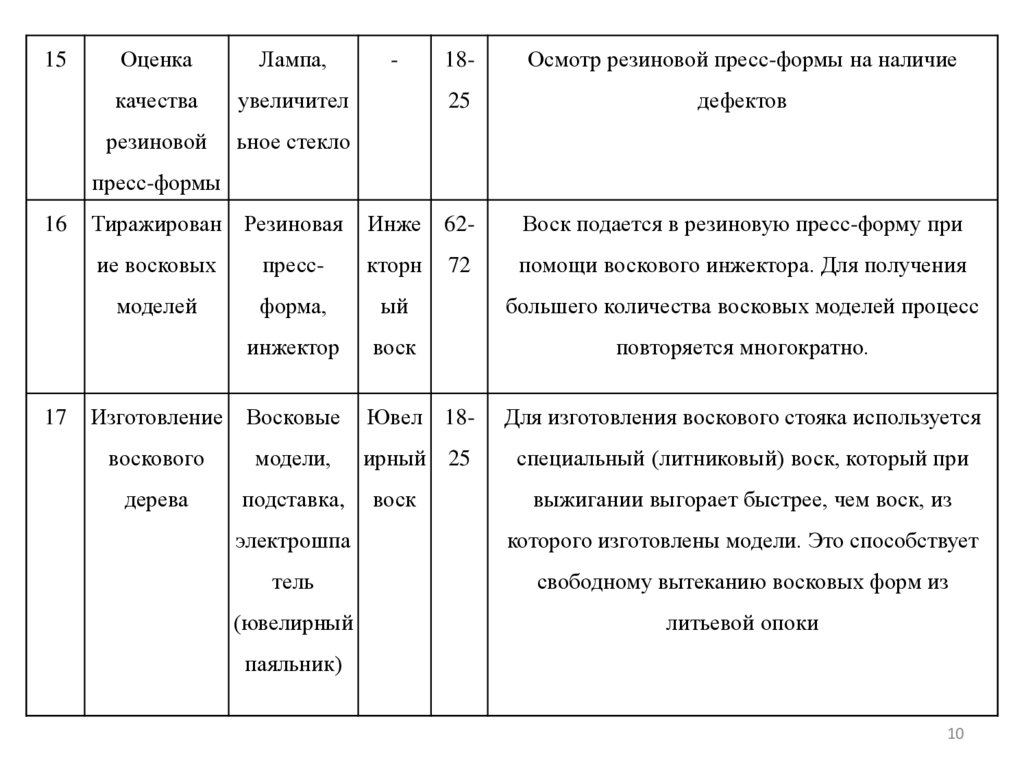
10.
15Оценка
Лампа,
качества
увеличител
резиновой
ьное стекло
-
18-
Осмотр резиновой пресс-формы на наличие
25
дефектов
пресс-формы
16
17
Тиражирован Резиновая
Инже 62-
Воск подается в резиновую пресс-форму при
ие восковых
пресс-
кторн
помощи воскового инжектора. Для получения
моделей
форма,
ый
большего количества восковых моделей процесс
инжектор
воск
повторяется многократно.
Изготовление Восковые
72
Ювел 18-
Для изготовления воскового стояка используется
специальный (литниковый) воск, который при
воскового
модели,
ирный 25
дерева
подставка,
воск
выжигании выгорает быстрее, чем воск, из
электрошпа
которого изготовлены модели. Это способствует
тель
свободному вытеканию восковых форм из
(ювелирный
литьевой опоки
паяльник)
10
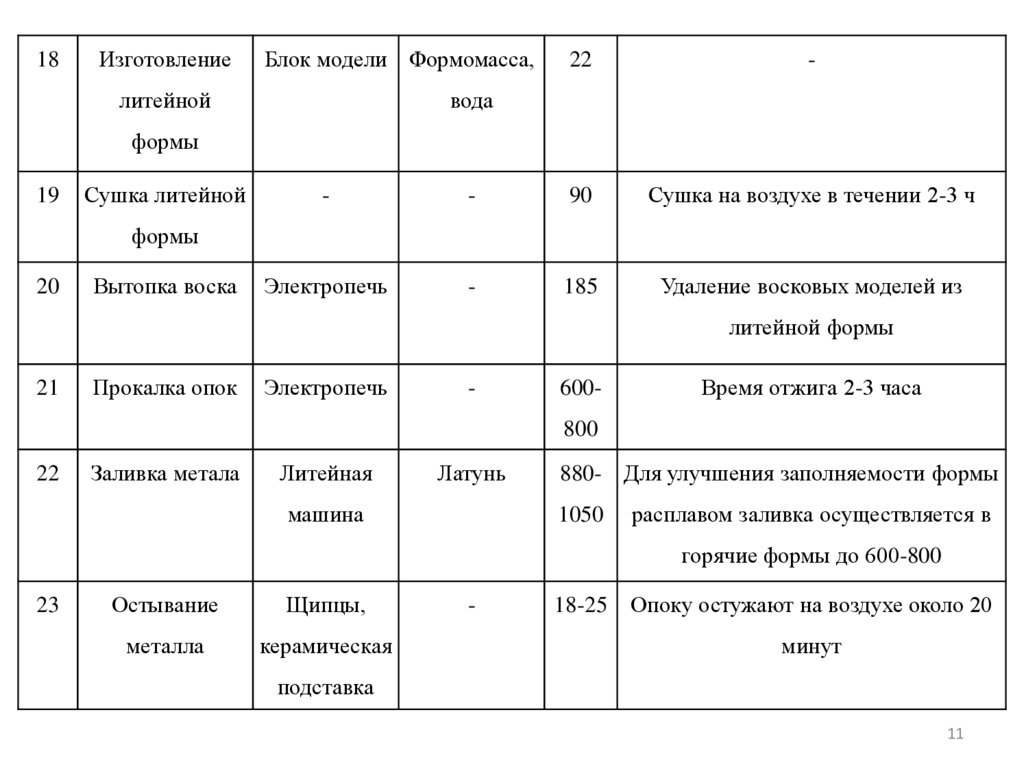
11.
18Изготовление
Блок модели Формомасса,
литейной
22
-
вода
формы
19
Сушка литейной
-
-
90
Сушка на воздухе в течении 2-3 ч
Электропечь
-
185
Удаление восковых моделей из
формы
20
Вытопка воска
литейной формы
21
Прокалка опок
Электропечь
-
600-
Время отжига 2-3 часа
800
22
Заливка метала
Литейная
Латунь
машина
880- Для улучшения заполняемости формы
1050
расплавом заливка осуществляется в
горячие формы до 600-800
23
Остывание
Щипцы,
металла
керамическая
-
18-25
Опоку остужают на воздухе около 20
минут
подставка
11
12.
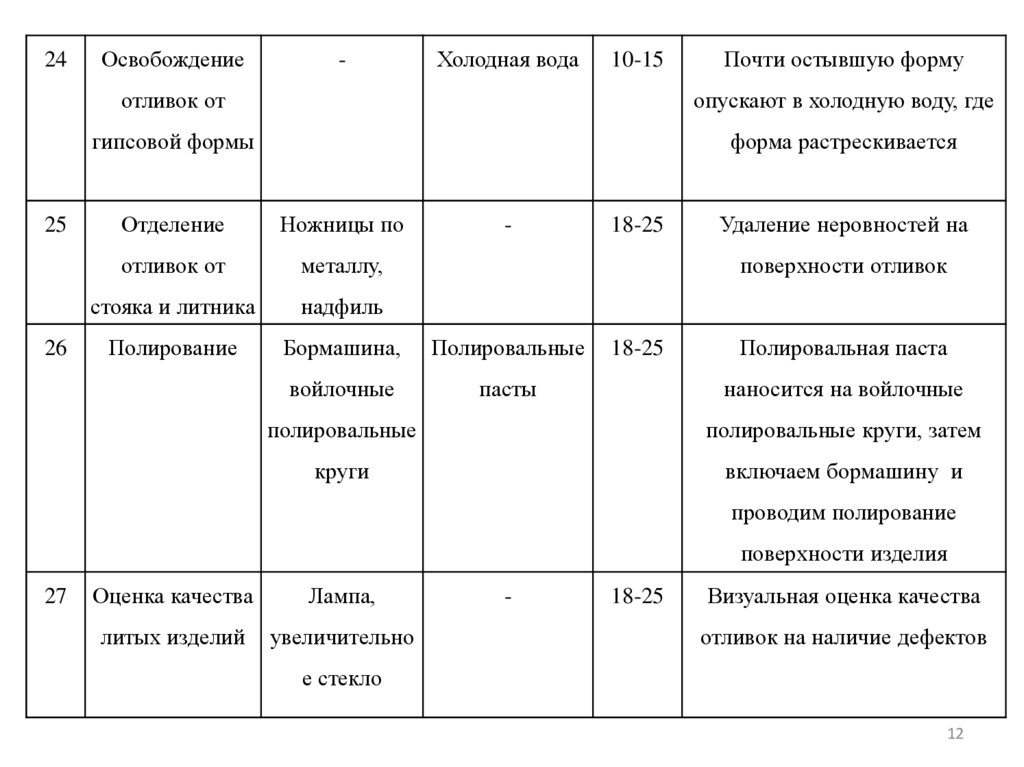
2425
26
Освобождение
-
Холодная вода
10-15
Почти остывшую форму
отливок от
опускают в холодную воду, где
гипсовой формы
форма растрескивается
Отделение
Ножницы по
отливок от
металлу,
стояка и литника
надфиль
Полирование
Бормашина,
Полировальные
войлочные
пасты
-
18-25
Удаление неровностей на
поверхности отливок
18-25
Полировальная паста
наносится на войлочные
полировальные
полировальные круги, затем
круги
включаем бормашину и
проводим полирование
поверхности изделия
27
Оценка качества
Лампа,
литых изделий
увеличительно
-
18-25
Визуальная оценка качества
отливок на наличие дефектов
е стекло
12
13. Таблица 2. Технологическая схема механической обработки
№Операция
Оборудование
Компоненты
t, °С
Примечания
1
Шлифование в
Галтовочная
Фарфоровый бой,
50-60
Фарфоровый бой размером
барабане
установка
раствор
5мм загружается в барабан
хозяйственного
на 1/3 от объема барабана
мыла 0,5 %
2
Проточная теплая
-
Проточная вода
50-60
промывка
3
Полирование в
Галтовочная
барабане
установка
Скорлупа грецкого 40-50
ореха
Скорлупа грецкого ореха
занимает 2/3 объема
барабана
4
Проточная теплая
-
Проточная вода
50-60
-
промывка
5
Сушка
-
-
-
-
6
Визуальный
Лампа,
-
18-25
Проверить чистоту
контроль качества увеличительно
е стекло
поверхности, наличие
окислов, деформации
изделия
13
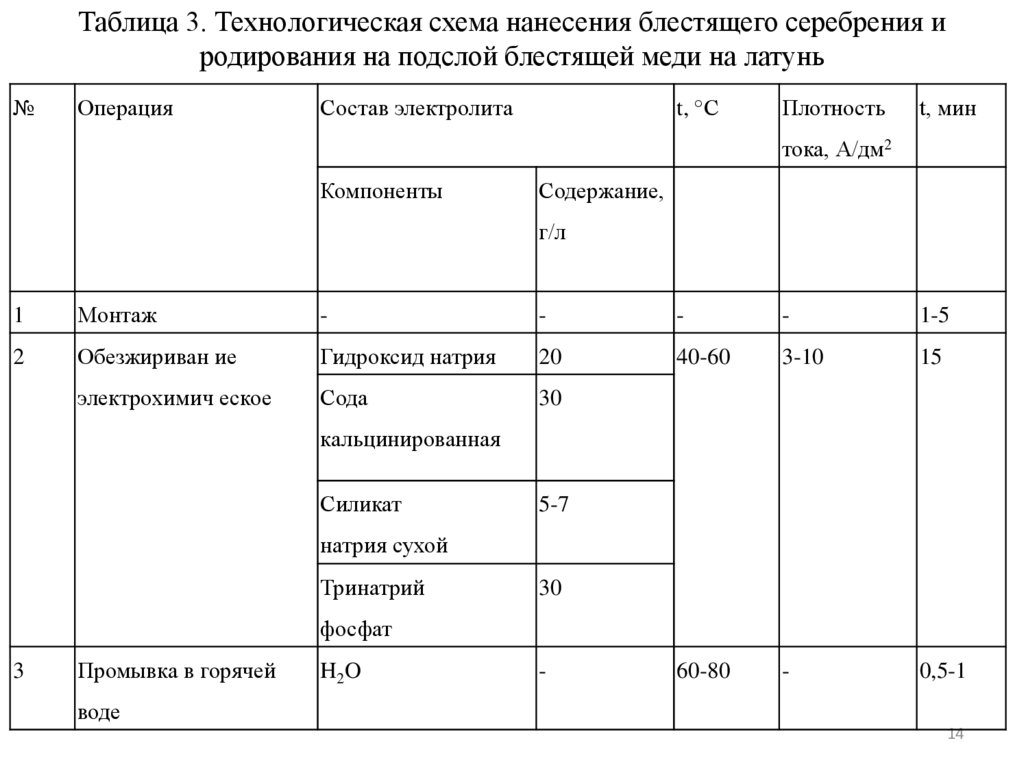
14.
Таблица 3. Технологическая схема нанесения блестящего серебрения иродирования на подслой блестящей меди на латунь
№
Операция
Состав электролита
t, °С
Плотность
t, мин
тока, А/дм2
Компоненты
Содержание,
г/л
1
Монтаж
-
-
-
-
1-5
2
Обезжириван ие
Гидроксид натрия
20
40-60
3-10
15
электрохимич еское
Сода
30
60-80
-
0,5-1
кальцинированная
Силикат
5-7
натрия сухой
Тринатрий
30
фосфат
3
Промывка в горячей
H2O
-
воде
14
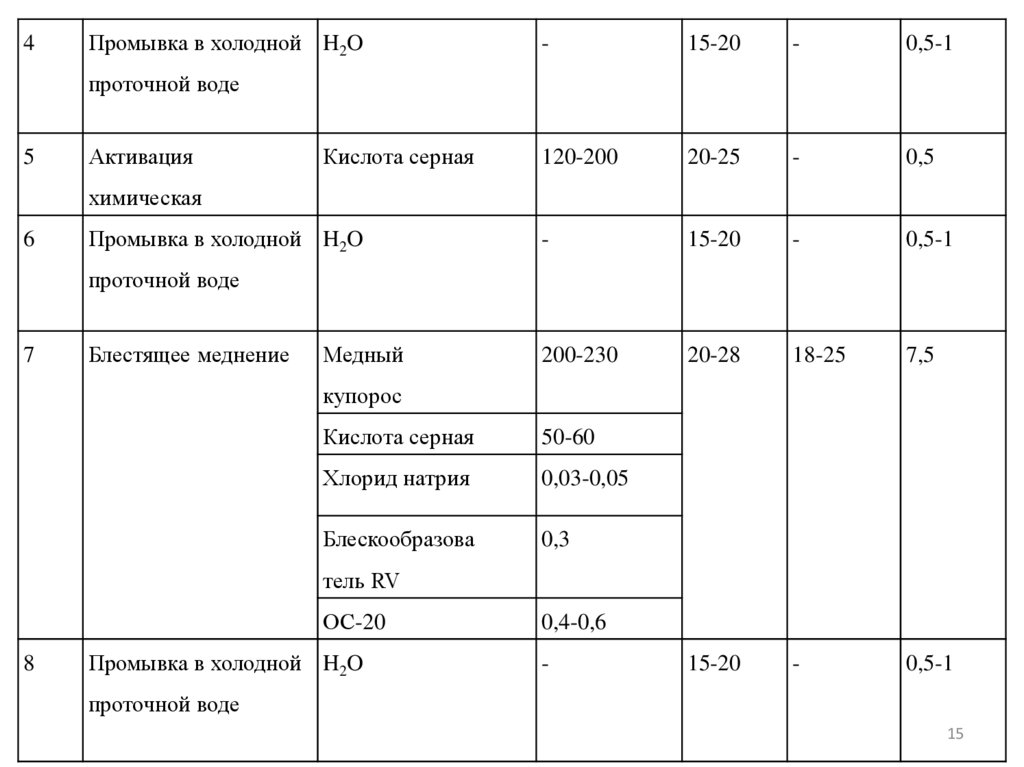
15.
4Промывка в холодной H2O
-
15-20
-
0,5-1
120-200
20-25
-
0,5
-
15-20
-
0,5-1
200-230
20-28
18-25
7,5
15-20
-
0,5-1
проточной воде
5
Активация
Кислота серная
химическая
6
Промывка в холодной H2O
проточной воде
7
Блестящее меднение
Медный
купорос
Кислота серная
50-60
Хлорид натрия
0,03-0,05
Блескообразова
0,3
тель RV
ОС-20
8
Промывка в холодной H2O
0,4-0,6
-
проточной воде
15
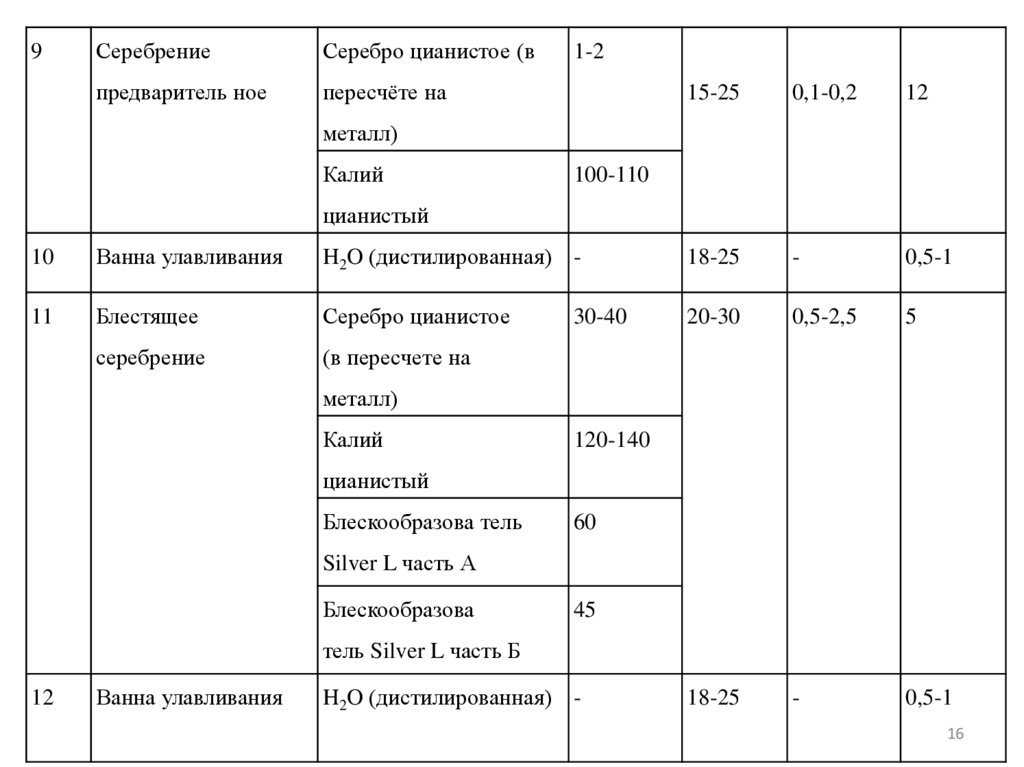
16.
9Серебрение
Серебро цианистое (в
предваритель ное
пересчёте на
1-2
15-25
0,1-0,2
12
металл)
Калий
100-110
цианистый
10
Ванна улавливания
H2O (дистилированная) -
18-25
-
0,5-1
11
Блестящее
Серебро цианистое
20-30
0,5-2,5
5
серебрение
(в пересчете на
18-25
-
0,5-1
30-40
металл)
Калий
120-140
цианистый
Блескообразова тель
60
Silver L часть А
Блескообразова
45
тель Silver L часть Б
12
Ванна улавливания
H2O (дистилированная) -
16
17.
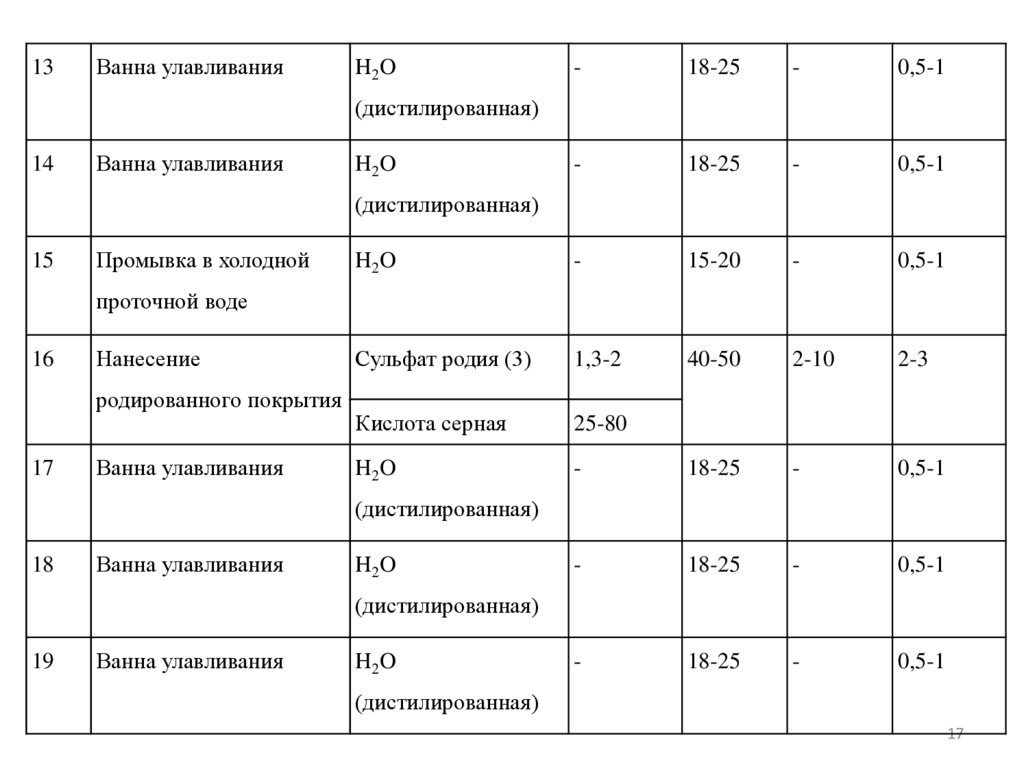
13Ванна улавливания
H2 O
-
18-25
-
0,5-1
-
18-25
-
0,5-1
H2 O
-
15-20
-
0,5-1
Сульфат родия (3)
1,3-2
40-50
2-10
2-3
Кислота серная
25-80
H2 O
-
18-25
-
0,5-1
-
18-25
-
0,5-1
-
18-25
-
0,5-1
(дистилированная)
14
Ванна улавливания
H2 O
(дистилированная)
15
Промывка в холодной
проточной воде
16
Нанесение
родированного покрытия
17
Ванна улавливания
(дистилированная)
18
Ванна улавливания
H2 O
(дистилированная)
19
Ванна улавливания
H2 O
(дистилированная)
17
18.
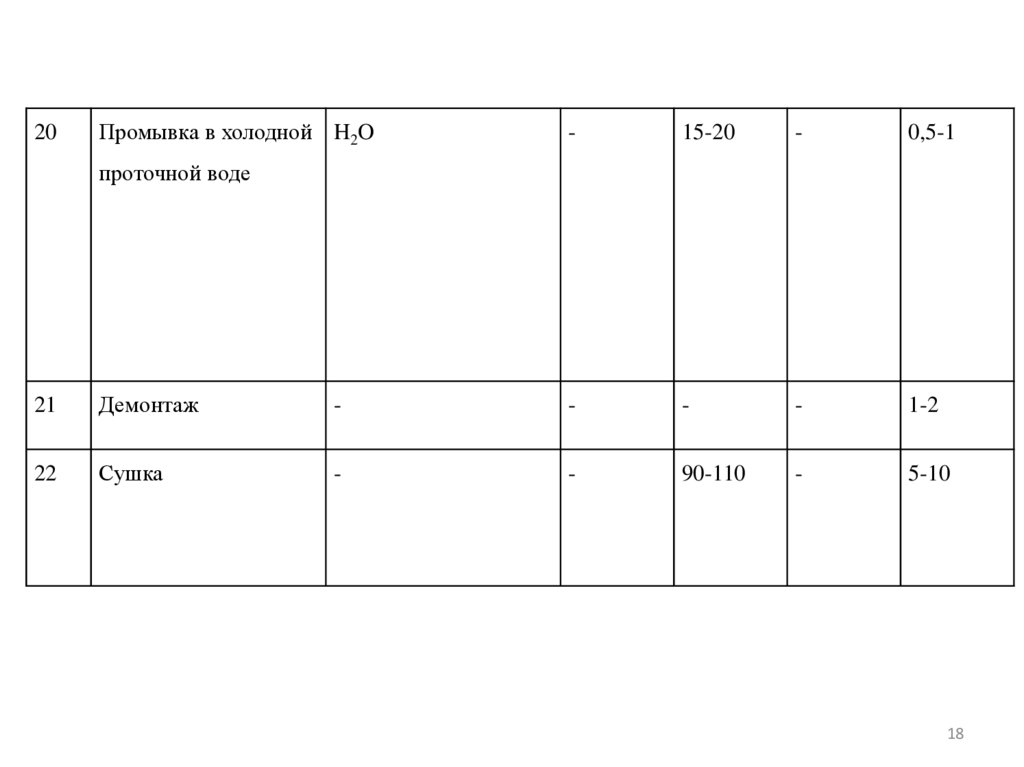
20Промывка в холодной H2O
-
15-20
-
0,5-1
проточной воде
21
Демонтаж
-
-
-
-
1-2
22
Сушка
-
-
90-110
-
5-10
18