 industry
industrySimilar presentations:










Устройство токарного станка с ЧПУ
1.
2.
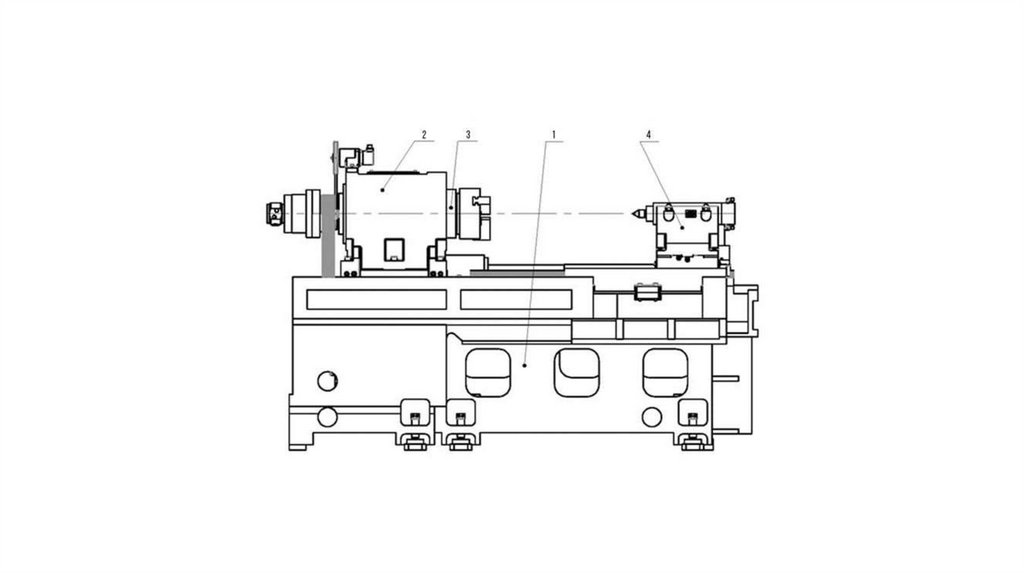
• 1 — Станина• Опора станка, на котором располагается вся остальная конструкция.
Она отлита из высокопрочного чугуна, и этим задает жесткость всей
конструкции. Для лучшей устойчивости у основания станины есть
ножки-тумбы.
• 2 — Передняя бабка
• Или шпиндельная бабка — первая и основная опора обрабатываемой
детали. Конструкция представляет собой шпиндель на двух
подшипниках, шкив и коробку скоростей. Для фиксации заготовки есть
патрон, гидро и пневмоцилиндр. Чтобы при обработке детали не
разогнаться выше допустимых значений, рядом с рукояткой
переключения скоростей находится разметка со значениями.
• 3 — Шпиндель
• Шпиндель — это вал, вращающийся в высокоточных подшипниках
качения, на переднем конце которого установлен патрон для зажима
заготовок. Чем больше размер этих подшипников, тем большее
усилие может выдерживать шпиндель, при этом он становится более
тихоходным.
• 4 — Задняя бабка
• Необходима для крепления длинной детали, являясь для нее второй
опорой. Она остается неподвижной во время обработки, чтобы
избежать биения относительно оси вращения и создать необходимую
3.
4.
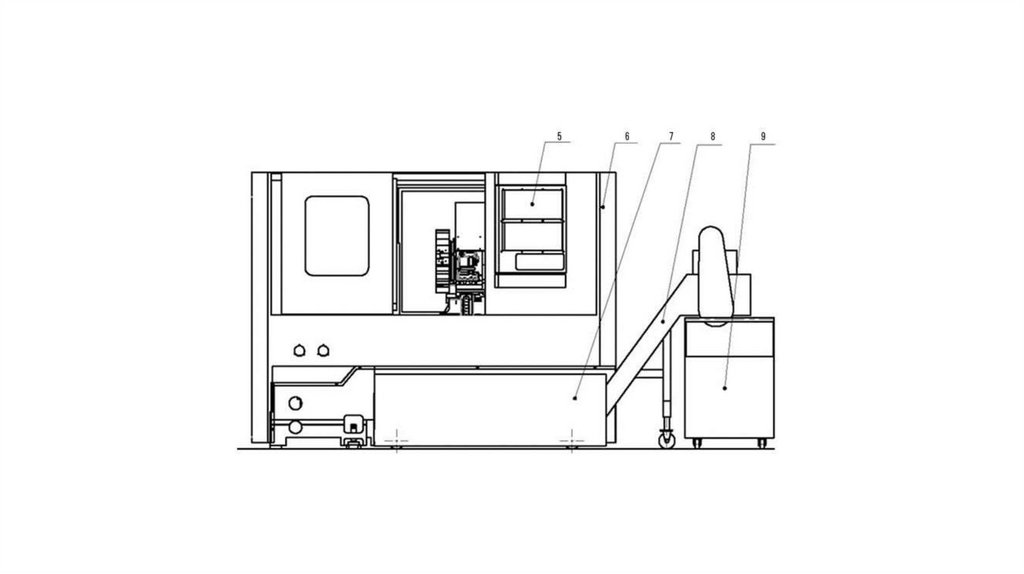
• 5 — Пульт управления с системой ЧПУ• Вычислительная машина, благодаря которому обрабатываются команды управления,
заложенные инженером-программистом или оператором. Например, обороты шпинделя,
скорость перемещения, смена инструмента и расчёт их точного положения на
протяжении всего процесса обработки.
• Сам пульт управления находится на внешней части токарного станка справа от рабочей
зоны и включает в себя монитор, на котором показывается программа обработки и все
необходимые параметры, и клавиатуру для управления процессом обработки.
• 6 — Кабинет
• Место, где находится зона обработки деталей. Он закрыт кожухами, которые защищают
оператора от летящей стружки, СОЖ, масляного тумана и от вылета заготовки.
• 7 — Бак СОЖ
• Емкость, в которой хранится смазывающе-охлаждающая жидкость. Отсюда она по
трубкам поступает к месту использования.
• 8 — Транспортёр для удаления стружки
• Предназначен для уборки стружки из черных и цветных металлов в процессе
работы станка.
• 9 — Тележка для стружки
• Устанавливается под транспортные системы отвода стружки
металлообрабатывающих станков. Изготовлена из листовой стали и покрыта
5.
6.
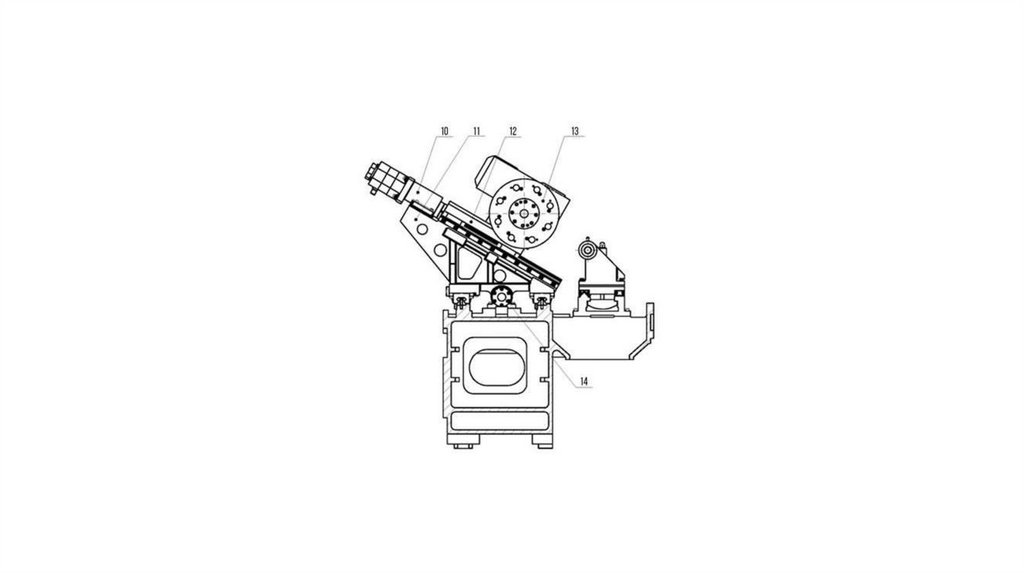
• 10 и 14 — Привод поперечной и продольной подачи• Механизмы, с помощью которых перемещаются суппорт и каретка вдоль и попрек
обрабатываемой детали.
• Каретка — нижняя плита суппорта, перемещающаяся по направляющим станины
механически или вручную в продольном направлении в зависимости от типа станка
и выполняемой операции.
• 11 — Салазки
• По станине, а точнее по ее продольным рейкам призматической или плоской
формы, передвигаются суппорт и задняя бабка, про которые мы расскажем дальше.
Эти продольные направляющие называются салазки. Крайне важно, чтобы они
были гладкими и обеспечивали плавное перемещение подвижных модулей. Под
ними расположена прочная металлическая конструкция с ребрами и выступами,
жесткость которой позволяет обрабатывать на станке крупные детали.
• 12 — Суппорт
• Важнейшая конструктивная единица, без которой процесс токарной обработки даже
не начался бы.
• Он передвигается по станине между передней и задней бабкой с закрепленными на
нем резцами с помощью резцедержателя, который, в зависимости от конструкции
суппорта, может быть одноместным или многоместным. Вдоль станины суппорт
двигается по салазкам с помощью ходового винта. А поперек нее — по
направляющим, которые служат опорой при повороте суппорта относительно
фартука станка.
7.
• 13 — Позиционная револьверная головка с приводныминструментом
• Или другими словами — инструментальный магазин — важнейший
элемент станка, к которому мы предъявляем повышенные требования
к прочности, жесткости и точности позиционирования. В нем может
быть расположено от 6 до 20 различных инструментов в зависимости
от модели станка.
• При каждой замене резцы возвращаются в стартовое положение, в
котором происходит их выбор для следующего цикла обработки.
После ее окончания инструмент возвращается из рабочей зоны в
исходную позицию, чтобы можно было снять деталь и поставить
новую заготовку.
• Барабан (несущий инструмент, известный как револьвер) оснащен
встроенным серводвигателем, который заставляет его вращаться, а
также гидравлической или пневматической системами, которые
блокируют револьвер, — что обеспечивает точность в диапазоне от
0,5 до 1 микрона миллиметра.
• Вся конструкция спроектирована так, чтобы в работе время смены
инструмента было минимальным, а его замена — легкой и удобной
для оператора.
8.
9.
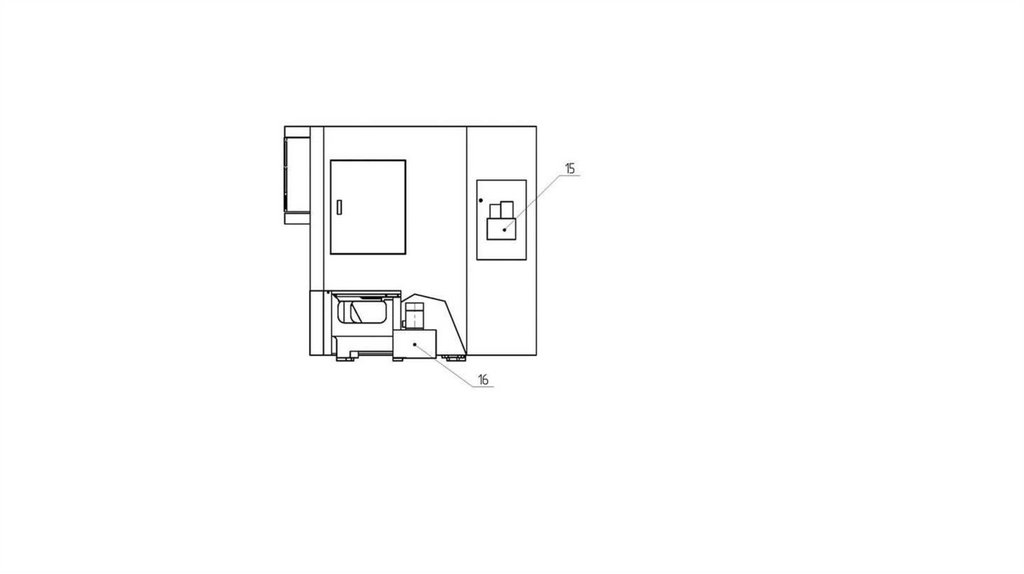
• 15 — Система централизованной импульсной смазки• Необходима для принудительной подачи масла в подвижные механизмы
станка.
• 16 — Система подачи и сбора СОЖ
• Предназначена для подвода смазочно-охлаждающей жидкости в область
резания. Благодаря работе системы смазывания станок работает точно,
долговечно, экологично и бесшумно.
• Для хранения электроаппаратуры на токарном станке предусмотрен шкаф с
электроаппаратурой. Он выполнен с защитой от попадания влаги и пыли.
• Важная конструкция для работы оборудования — это гидравлическая
система, которая с помощью насоса нагнетает масло. А оно подается в
нужный исполнительный механизм посредством электромагнитных
клапанов. Это необходимо для крепления заготовки в гидропатроне, а также
для контроля усилия ее зажатия в нем.
• В случае установки тяжелых и больших деталей предусмотрена педаль. При
использовании заготовок из мягкого материала оператор может
регулировать усилие сжатия с помощью реле давления. При этом кулачки не
будут оставлять след на детали, так как это усилие является постоянным по
величине благодаря гидравлической системе. При серийном производстве в
управлении заготовками помогают М-коды.
• Гидравлическая система значительно ускоряет процесс установки и съема
детали, а также упрощает работу оператора при этих манипуляциях.