











 industry
industrySimilar presentations:










Розробка та дослідження системи автоматизованого керування технологічним процесом виробництва хліба
1.
Державний біотехнологічний університетНавчально – науковий інститут «Кіберпорт»
Кафедра “Автоматизації та комп'ютерно-інтегрованих технологій”
КВАЛІФІКАЦІЙНА РОБОТА
Графічний матеріал до пояснювальна записка
За темою: “Розробка та дослідження системи автоматизованого керування
технологічним процесом виробництва хліба”
Виконав студент: IІ курсу, групи 174-24м-01
Саханський А. А.
Керівник: доц. Демченко К. В.
Харків 2025 р.
2. Актуальність теми
Актуальність теми. Хліб займає важливе місце в раціоні людини, аджемістить багато корисних і поживних речовин. У нашій країні випікання хліба
є надзвичайно поширеною справою. Незважаючи на складність цього
процесу, навіть невеликі пекарні та хлібозаводи докладають зусиль, щоб на
наших столах завжди були свіжі й смачні хлібобулочні вироби. Завдяки
сучасним технологіям і вдосконаленню рецептів у виробництво постійно
вводяться нові види продукції, які ще краще розкривають смак, аромат та
привабливий вигляд хліба. Тому питання вдосконалення системи керування
технологічного процесу виробництва хліба є актуальним.
Мета і завдання дослідження. Метою кваліфікаційної роботи є розробка і
удосконалення системи автоматизованого керування процесу виробництва
хліба. Для виконання даної мети потрібно вирішити наступні завдання:
- аналізування системи керування технологічного процесу виробництва
хліба;
- розробити алгоритм керування процесу виробництва хліба;
- виконати опис програмованого логічного контролера;
- розробити структурну та принципову електричні схеми керування процесу
виробництва хліба;
- розробити програмне забезпечення системи керування процесу
виробництва хліба;
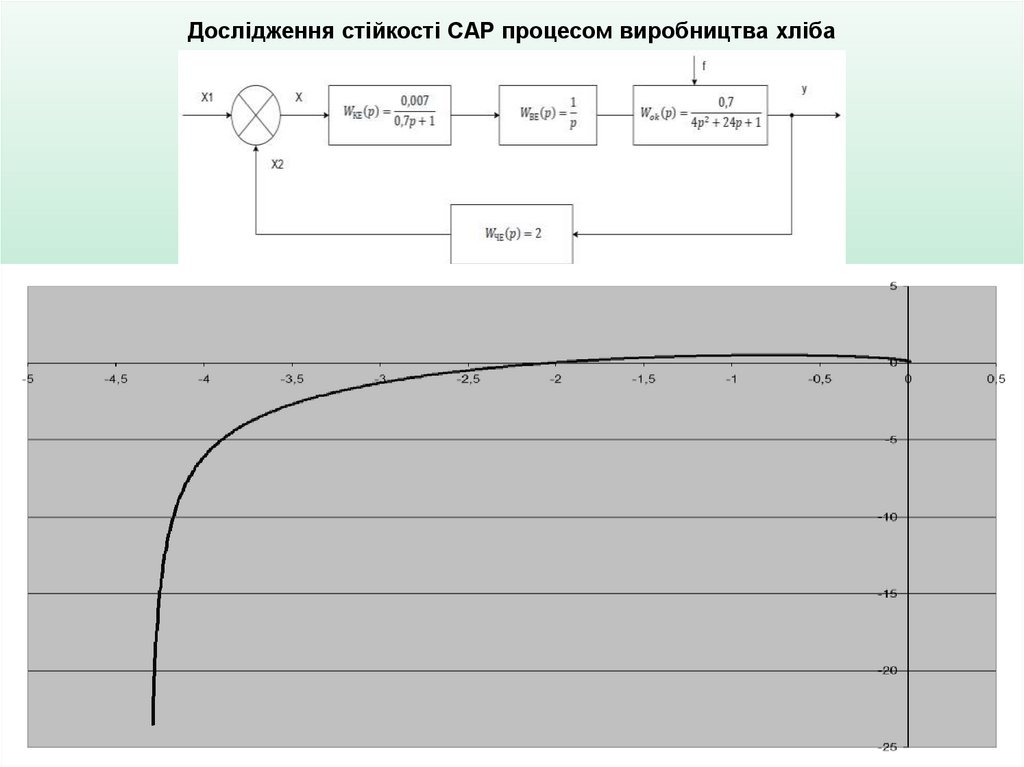
- виконати дослідження стійкості САР процесу виробництва хліба;
- розробити організаційні правила охорони праці та безпеки у надзвичайних
ситуаціях.
3. Обґрунтування методу вирішення задачі
Методи. В процесі виконання кваліфікаційної роботи використовувались основні положення теоріїелектроприводу, теорії автоматизованого керування, основні теорії автоматизованих систем керування
технологічними процесами, теорії про промислові контролери та мікропроцесори, пакет комп'ютерних
програм для створення ПЗ и ОС, теорії систем автоматизованого проектування технологічних систем.
4. Алгоритм керування технологічним процесом виробництва хліба
5. Зовнішній вигляд контролера ПР200
6.
Структурна електрична схема керування процесом виробництва хліба7. Принципова електрична схема керування процесом виробництва хліба
8. Вхідні і вихідні контакти
Вхідні контакти:І0.0 – кнопка «ПУСК»;
І0.1 – кнопка «СТОП»;
І0.2 – режим автоматики;
І0.3 – датчик температури зберігальної камери;
І0.4 – датчик маркувальної машини;
І0.5 – датчик температури тунельної печі;
І0.6 – датчик хлібоукладача;
І0.7 – датчик тістоокруглювача;
І1.0 – датчик тістоподільної машини;
І1.1 – датчик бункера для тіста;
І1.2 – датчик бункера на дозатор;
І1.3 – датчик дискової тістомішалки;
І1.4 – датчик змішувача;
І1.5 – датчик дозатора борошна;
І1.6 – датчик виробничого бункера;
І1.7 – датчик вагів;
І2.0 – датчик пневмоциклона;
І2.1 – датчик перемикача напрямку аерозольної
магістралі;
І2.2 – датчик проміжного бункера;
І2.3 – датчик транспортера;
І2.4 – датчик ультразвукового сопла;
І2.5 – датчик рессівера;
І2.6 – датчик компресора;
І2.7 – датчик нагрівача повітря для аерозації бункерів;
І3.0 – датчик ємності для розчину солі;
І3.1 – датчик насосу;
І3.2 – датчик ємності для дріжджової суспензії;
І3.3 – датчик дозатора розчину солі;
І3.4 – датчик ємності для розчину цукру.
Вихідні контакти:
О0.0 – сирена;
О0.1 – зберігальна камера;
О0.2 – маркувальна машина;
О0.3 – пакувальна машина;
О0.4 – укладач тістових шматків;
О0.5 – відстійна шафа;
О0.6 – тунельна піч;
О0.7 – хлібоукладач;
О1.0 – контейнер для хліба;
О1.1 – тістоокруглювач;
О1.2 – тістоподільна машина;
О1.3 – бункер для тіста;
О1.4 – дозатор рідини;
О1.5 – дискова тістомісильна машина;
О1.6 – агрегат для зброджування рідкої опари;
О1.7 – тарілчастий змішувач;
О2.0 – дозатор борошна;
О2.1 – виробничий бункер;
О2.2 – автоматичні ваги;
О2.3 – просіювач;
О2.4 – пневмоциклон;
О2.5 – перемикач напрямку аєрозольної магістралі;
О2.6 – проміжний бункер;
О2.7 – транспортний матеріалопровід;
О3.0 – борошноприймальний щиток;
О3.1 – ультразвукове сопло;
О3.2 – рессівер (збірник повітря під тиском);
О3.3 – компресор;
О3.4 – повітряний фільтр.
9. Розробка програмного забезпечення
10.
Дослідження стійкості САР процесом виробництва хліба11.
Охорона праці та безпеки у надзвичайних ситуаціях12. Апробація результатів
13. Висновки
У першому розділі представлено аналіз системи технологічного процесу виробництва хліба, де проведено огляд апаратурнотехнологічної схеми виробництва хліба з описом послідовності приготування суміщі, випікання та охолодження з подальшимупакуванням та зберіганням. Проаналізовано машину для замішування тіста безперервної дії моделі І8-ХТА-12/1 призначеної для
виготовлення опари та тіста з пшеничного й житнього борошна, які використовуються у виробництві хлібобулочних виробів на
підприємствах хлібопекарської галузі. Такох проведено аналіз вертикального центробіжного просіювача борошна, що
використовується в хлібопекарській справі та інших секторах харчової промисловості. Його основне призначення – просіювання,
розпушування та аерація борошна, а також очищення від небажаних домішок. Завдяки цьому значно покращується якість борошна
та кінцевого продукту.
У другому розділі проведено математичну модель з розрахунком рецептури технолоігчного процесу виробницвта хліба, а саме
проведено розрахунок продуктивності випікання та добову продуктивність печі, наведено дані у таблиці вмісту сухих речовин у
сировині для розрахунку пофазних рецептур. Виконано розрахунок вмісту сухихи речовин у сировині та в опарі, після чього дані
були записані до таблиць. Розраховано рецептуру для обрання технолоігчного процесу виробницвта за допомогою визначених
значень параметрів. Проведемо розрахунок витрати борошна на годину виробництва та температура води для процесу замішування
опари та тіста окремо.
У третьому розділі було розроблено блок-схему алгоритму керування процесом виробницвта хліба з розгорнутим та повним описом
до блок-схеми, де описується крок за кроком від перевірки датчиками заданих показників до запуску електроприводів та агрегатів.
Після детального аналізу було обрано та описано програмованйи логічний контролер ПР200 фірми AQTeck, який розроблений для
створення простих автоматизованих систем управління технологічними процесами у промисловому виробництві, житловокомунальній сфері та сільському господарстві. Важливими засобами автоматизації було обрано пристрій плавного пуску УПП1, що
розроблений для забезпечення плавного запуску та зупинки трифазних двигунів змінного струму, зменшення пускового струму та
усунення ризиків, пов’язаних із високим пусковим моментом. Також розглянуто та обрано промисловий блок живлення БЖ110С, що
призначений для забезпечення стабільної напруги постійного струму для різноманітних радіоелектронних пристроїв, таких як
релейна автоматика та контролери.
Після аналізу та обрання програмованого логічного контролера AQTeck ПР200 було розроблено структурну та принципову
електричні схеми керування технологічним процесом виробництва хліба.
У четвертому розділі було проаналізованого та обрано програмне забезпечення AQLogic, що створене для розробки алгоритмів
керування комутаційними пристроями, які входять до класу програмованих реле, а саме про обраний пристрої серії ПР200 компанії
AQ Tech. задопомогою AQLogic було створено програму автоматизації системи відповідно до даного розробленого алгоритму. Для
розробки програми застосовувалось графічна мова FBD, що відповідає стандарту МЕК 61131-3.
Розроблено вхідні та вихідні контактні підключень до програмованого логічного контролера з описом до кожного, та написання
тексту робочої програми.
У п’ятому розділі було виконано запис ланок системи автоматизованого регулювання температури у тунельній печі, розраховано
передатну функцію цих ланок та побудовано структурну схему САР. За побудованим графіком критерія стійкості Найквіста можна
зробити висновок, що системи автоматизованого регулювання температури в тунельній печі являється стійкою, так як годограф не
охоплює точку комплексної площі.
У шостому розділі було розглянуто питання охорони праці, де було вияснено, що щороку у світі від ураження електричним струмом
гине приблизно 30 000 людей. В Україні за минулий рік через це загинули 420 осіб. Відомо, що струм силою лише 0,01 А вже може
становити серйозну загрозу для здоров’я та життя. Сила струму, що проходить через людину, залежить прямо пропорційна від
напруги та обернено пропорційна від електричного опору тіла. Тому питання розробки правил охорони праці та безпеки у
надзвичайних ситуаціях є найголовнішим питанням на будь-якому виробництві.