




Similar presentations:










Kursovaya_rabota (1)
1.
АВТОМАТИЗАЦИЯ АГРЕГАТНОГОСТАНКА ДЛЯ ГЛУБОКОГО
СВЕРЛЕНИЯ
Автор работы:
Студент группы П-455
Перевалов Александр
2.
Цель и задачи курсовой работыЦелью курсовой работы является разработка системы автоматизации
агрегатного станка для глубокого сверления.
Задачи курсовой работы:
1. Изучить и описать технологический процесс глубокого сверления;
2. Составить структурную схему станка и таблицу основных элементов автоматизации;
3. Произвести подбор оборудования для автоматизации процесса;
4. Составить адресацию переменных системы управления агрегатного станка для
глубокого сверления;
5. Составить циклограмму работы системы;
6. Разработать код программы;
7. Спроектировать электрическую принципиальную и электрическую функциональную
схемы.
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
3.
Описание механизмаСверление глубоких отверстий связано с периодическим выведением сверла 3 (рисунок 1.1) из
изделия 2 для извлечения стружки. В автоматизируемом станке число выводов инструмента может
задаваться от одного до трех. Заданный цикл должен выполнятся автоматически.
После закрепления изделия на столе рабочий переключателем задает требуемое количество
выводов инструмента и нажимает на кнопку «Пуск». Если задан, например, один вывод инструмента,
то работа осуществляется в следующей последовательности. Шпиндельная бабка должна быстро
идти к изделию. При подходе к изделию производится переключение на рабочую подачу. По
окончании прохода шпиндельную бабку необходимо быстро отвести назад до выхода сверла из
детали (первый вывод). Затем вновь осуществляется ускоренное перемещение, перед началом
сверления – переход на рабочую подачу, сверление на глубину, в котором по окончании сверления
шпиндельная бабка быстро отводится в исходное положение. После этого отключаются все приводы,
вручную заменяется деталь. Новый цикл автоматической работы должен начинаться после нажатия
кнопки «Пуск».
Движение шпиндельной бабки возможно лишь при включенном приводе шпинделя и наличии
охлаждающей жидкости.
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
4.
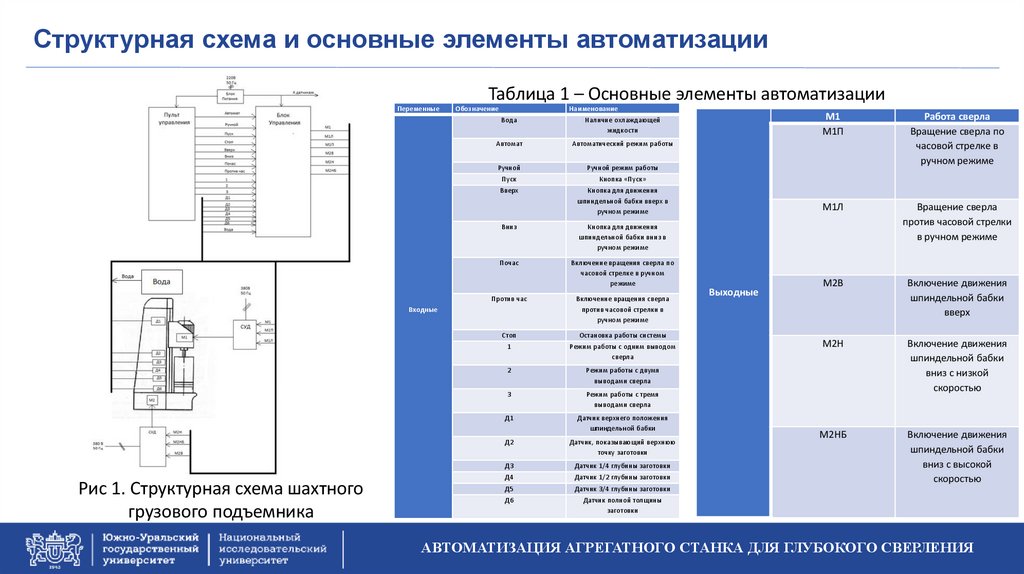
Структурная схема и основные элементы автоматизацииТаблица 1 – Основные элементы автоматизации
Переменные
Обозначение
Наименование
Вода
Наличие охлаждающей
жидкости
Автомат
Автоматический режим работы
Ручной
Ручной режим работы
Пуск
Кнопка «Пуск»
Вверх
Кнопка для движения
шпиндельной бабки вверх в
ручном режиме
Вниз
Кнопка для движения
шпиндельной бабки вниз в
ручном режиме
Почас
Включение вращения сверла по
часовой стрелке в ручном
режиме
Против час
Включение вращения сверла
против часовой стрелки в
ручном режиме
Входные
Рис 1. Структурная схема шахтного
грузового подъемника
Стоп
Остановка работы системы
1
Режим работы с одним выводом
сверла
2
Режим работы с двумя
выводами сверла
3
Режим работы с тремя
выводами сверла
Д1
Датчик верхнего положения
шпиндельной бабки
Д2
Датчик, показывающий верхнюю
точку заготовки
Д3
Датчик 1/4 глубины заготовки
Д4
Датчик 1/2 глубины заготовки
Д5
Датчик 3/4 глубины заготовки
Д6
Датчик полной толщины
заготовки
Выходные
М1
М1П
Работа сверла
Вращение сверла по
часовой стрелке в
ручном режиме
М1Л
Вращение сверла
против часовой стрелки
в ручном режиме
М2В
Включение движения
шпиндельной бабки
вверх
М2Н
Включение движения
шпиндельной бабки
вниз с низкой
скоростью
М2НБ
Включение движения
шпиндельной бабки
вниз с высокой
скоростью
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
5.
Подбор оборудованияРис 2. Электродвигатель 2ELO90S4B-FA-A0-945
Рис 3. Частотный преобразователь INNOVERT ISD112M43E
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
6.
Подбор оборудованияРис 4. Электродвигатель RM90S-2 B35
Рис 5. устройство плавного пуска
INNOVERT SSD 152A43E
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
7.
Подбор оборудованияРис 6. Программируемый контроллер Siemens S7-1200
Рис 7. Датчик индуктивный И10-NC-NPN
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
8.
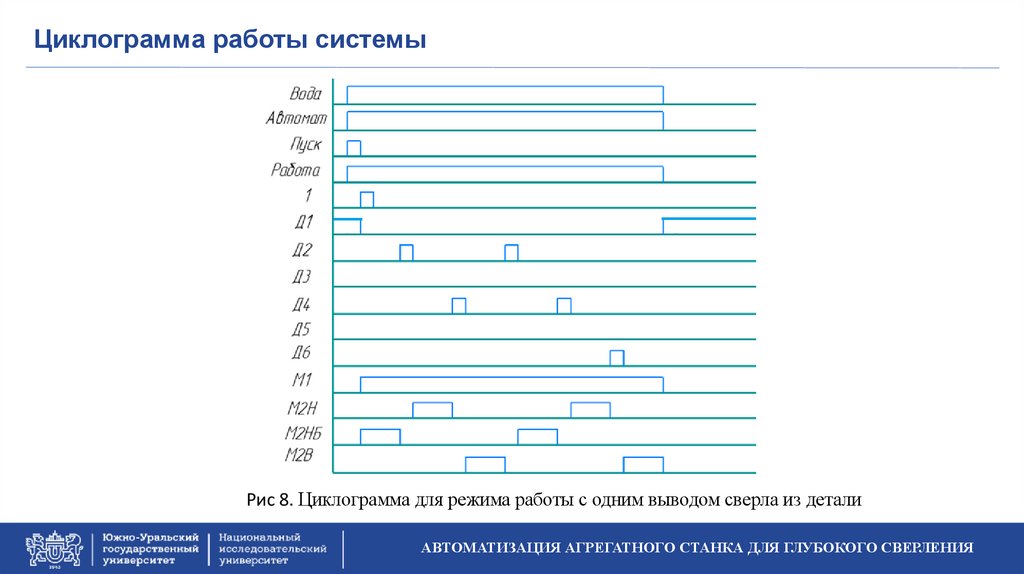
Циклограмма работы системыРис 8. Циклограмма для режима работы с одним выводом сверла из детали
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
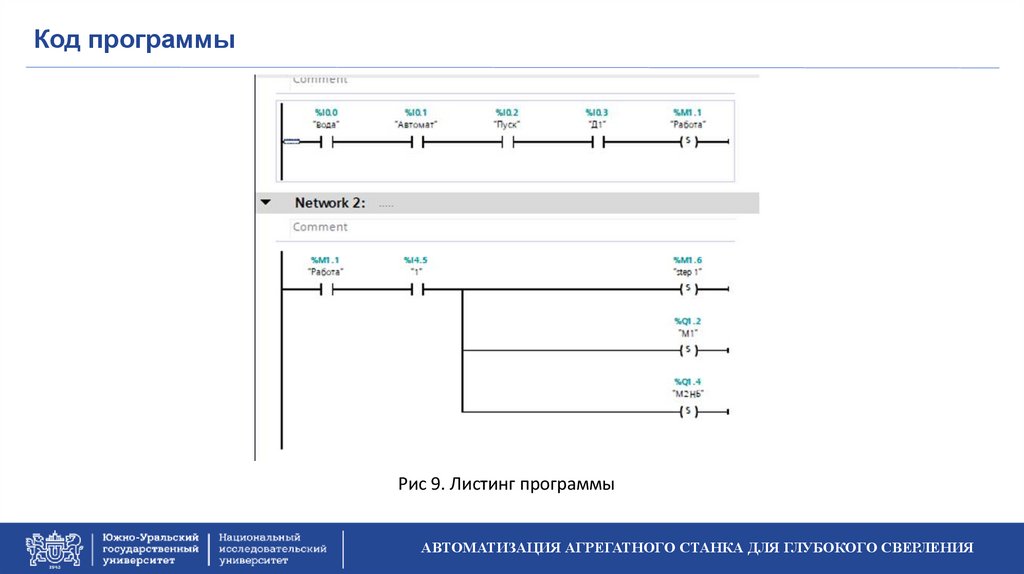
9.
Код программыРис 9. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
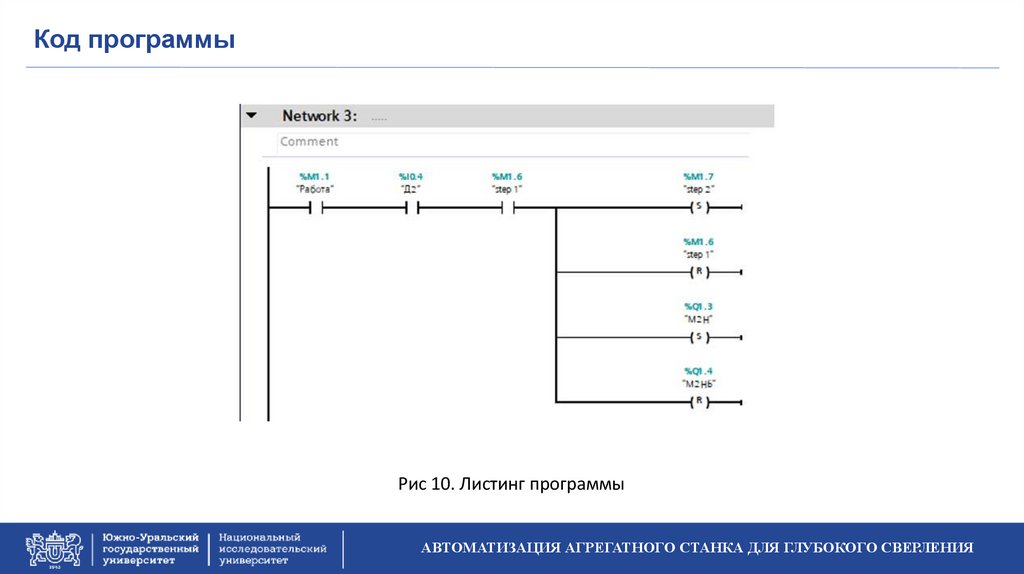
10.
Код программыРис 10. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
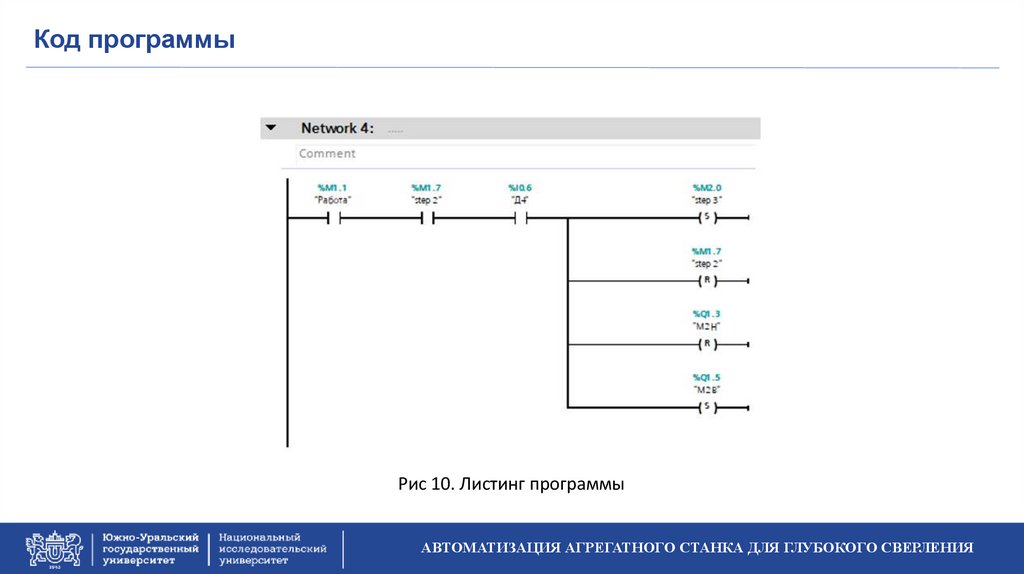
11.
Код программыРис 10. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
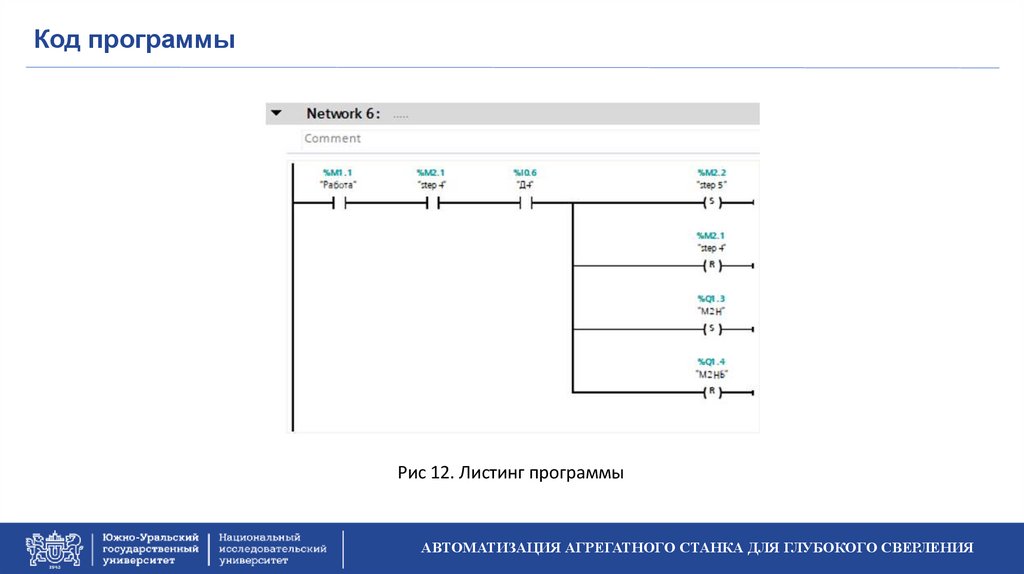
12.
Код программыРис 12. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
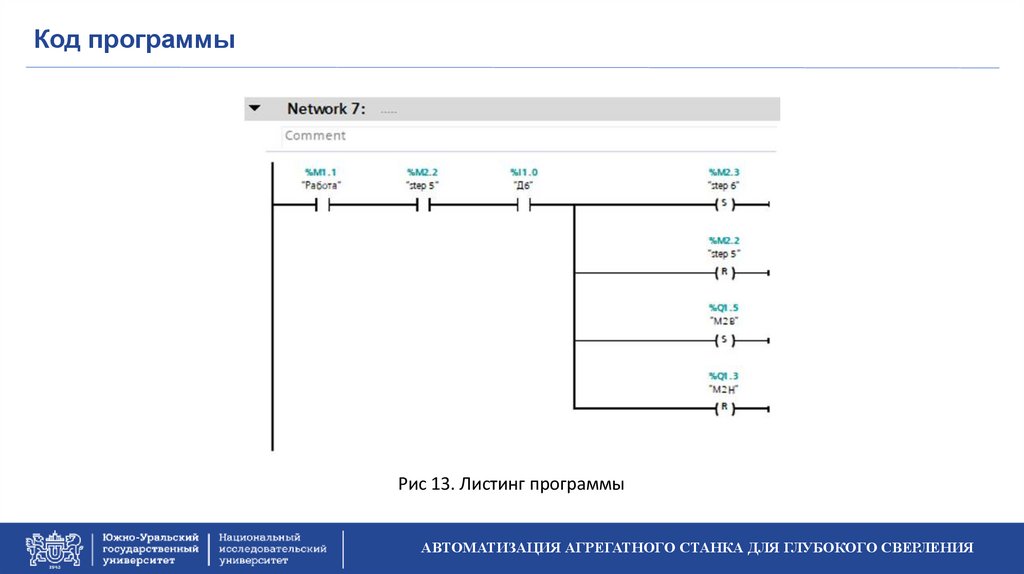
13.
Код программыРис 13. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
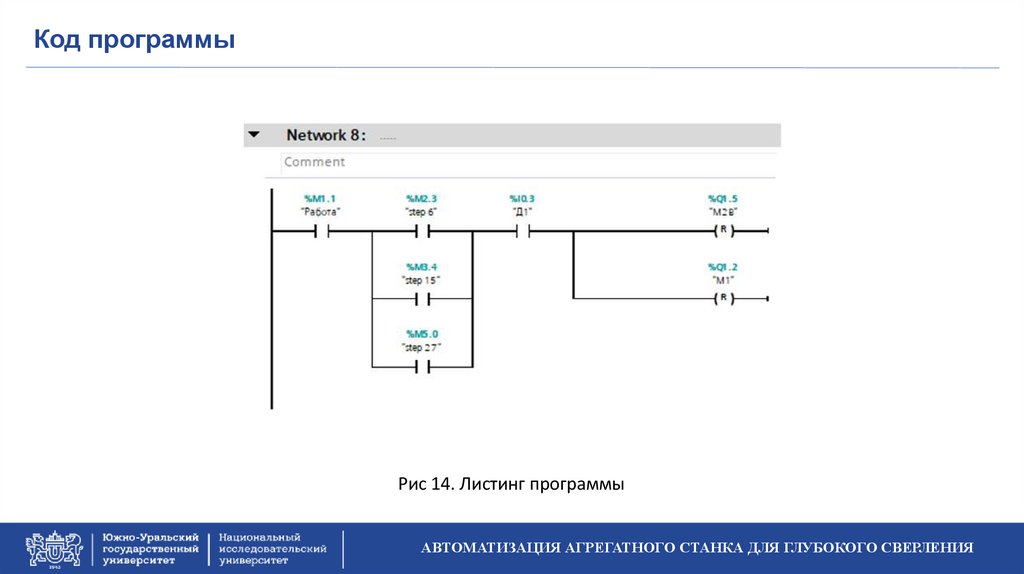
14.
Код программыРис 14. Листинг программы
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
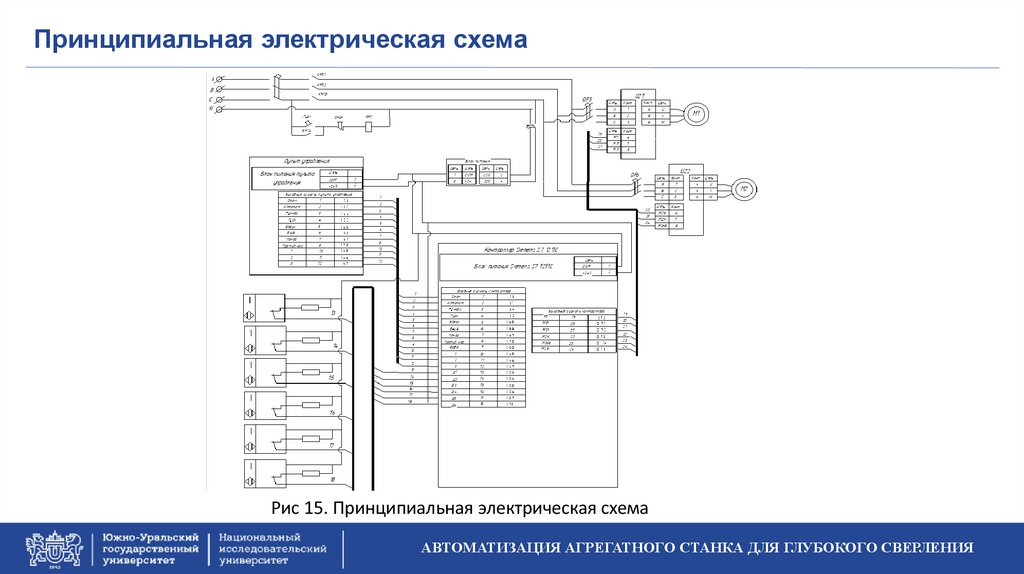
15.
Принципиальная электрическая схемаРис 15. Принципиальная электрическая схема
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
16.
ЗаключениеВ ходе выполнения данной курсовой работы был проведен анализ автоматизированной системы агрегатного станка
для глубокого сверления. Предложен вариант автоматизации этого технологического процесса. Также был
осуществлён выбор оборудования, способного контролировать состояние системы на каждом этапе. Для
управления системой был выбран ПЛК, который выполняет основные функции управления, сбора и анализа
данных процесса. Главной задачей было обеспечить корректную работу программной и исполнительной частей
системы, то есть создать взаимодополняющую систему на программном и механическом уровнях.
После разработки программной части проекта была проведена синхронизация с механической частью.
Принципиальная схема позволила визуализировать связи и взаимодействия между различными компонентами, а
функциональная схема обеспечила ясное представление о поведении и функциональности системы.
В результате выполненной работы была создана надежная автоматизированная система станка для глубокого
сверления с ручным режимом и 3 режимами работы в автоматическом режиме.
АВТОМАТИЗАЦИЯ АГРЕГАТНОГО СТАНКА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
17.
АВТОМАТИЗАЦИЯ АГРЕГАТНОГОСТАНКА ДЛЯ ГЛУБОКОГО
СВЕРЛЕНИЯ
Автор работы:
Студент группы П-455
Перевалов Александр