


")
 industry
industrySimilar presentations:










Технология производства антенн
1. Технология производства антенн
2. Основные понятия технологии машиностроения
Изделие–
продукт
конечной
стадии
производства.
В нашем случае изделием может быть:
радиотехнический комплекс, антенна, фидерный
тракт, передатчик, приемник, а так же отдельные
приборы в зависимости от того, что является
объектом производства.
3.
• Деталь – элемент изделия, в котором нетразъемных и неразъемных соединений, т.е.
отсутствуют сборочные операции. Изделие
изготовленное из однородного материала без
использования сборочных операций.
• Узел – разъемное или неразъемное соединение
деталей, имеющее возможность обособленной
сборки.
4.
5.
• Производственныйпроцесс
(П.п.)
–
совокупность действий по превращению
материалов и полуфабрикатов в изделие.
ПП включает в себя: подготовку средств
производства,
приобретение
и
хранение
материалов и полуфабрикатов; технологические
процессы изготовления, транспортировки и
монтажа на объекте эксплуатации.
6.
• Технологическая операция – это часть ТП,выполняемая на одном рабочем месте и
охватывающая все действия оборудования и
рабочих над ним.
• Переход – это часть операции с неизменной
обрабатываемой поверхностью. При сборке
неизменны сопрягаемые поверхности и
применяемый инструмент.
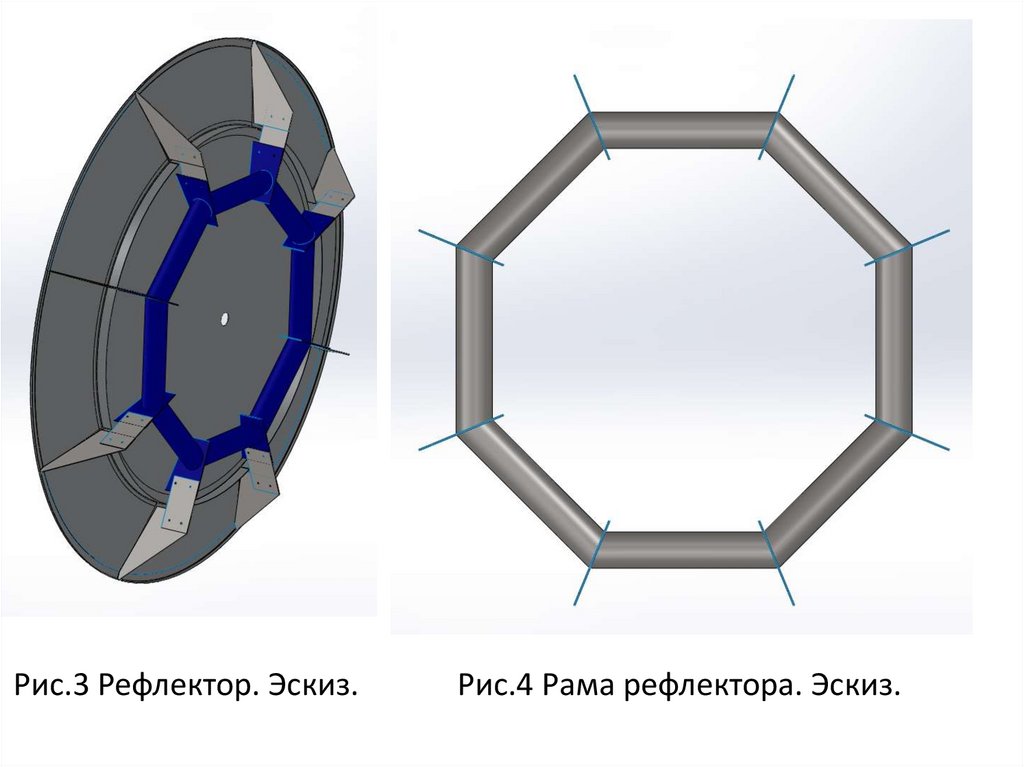
7.
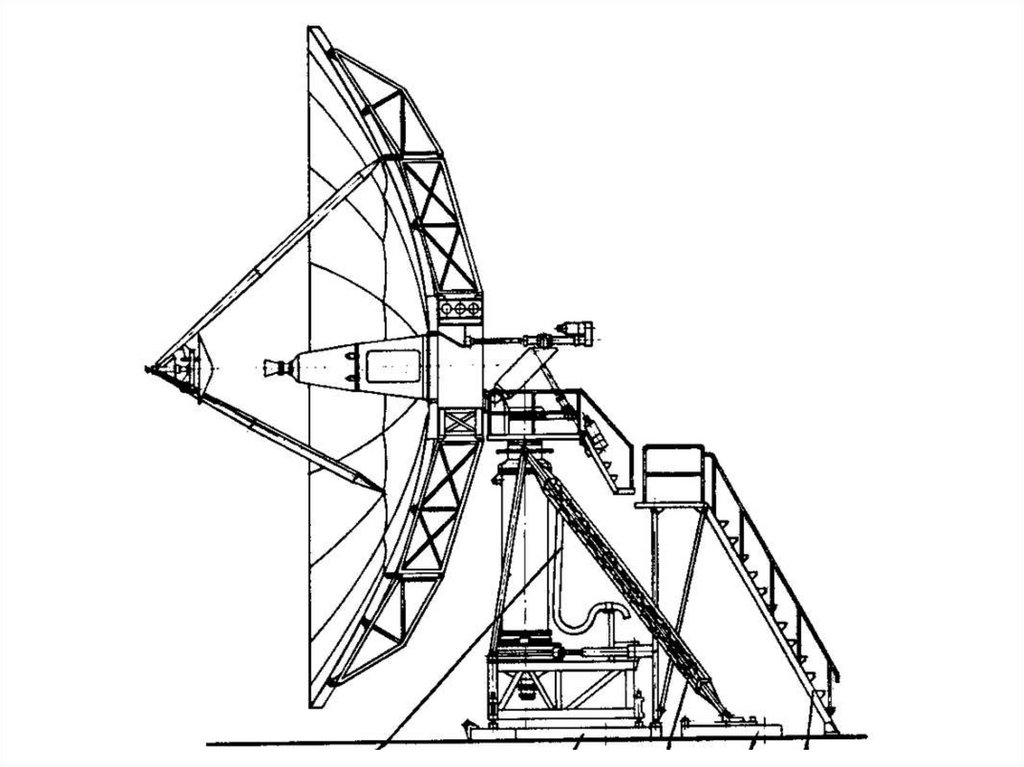
Рис.3 Рефлектор. Эскиз.Рис.4 Рама рефлектора. Эскиз.
8. Типы машиностроительных производств
Тип производства – это организационнотехнологическаяхарактеристика
производственного процесса.
9.
В машиностроении различают 3 типа производств взависимости от объема:
- массовое производство – на большинстве
рабочих мест выполняются закрепленные за
ними операции;
- серийное производство – на большинстве
рабочих мест выполняется несколько
периодически повторяющихся операций;
- единичное производство – на рабочих местах
выполняются разнообразные операции без
повторения.
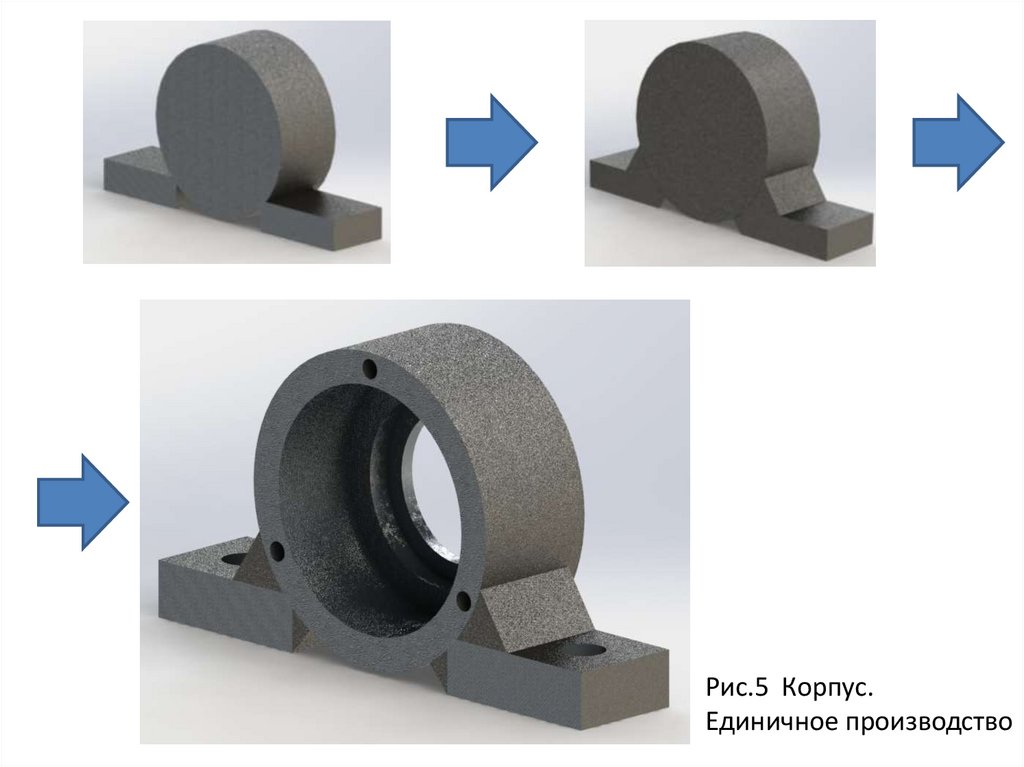
10.
Рис.5 Корпус.Единичное производство
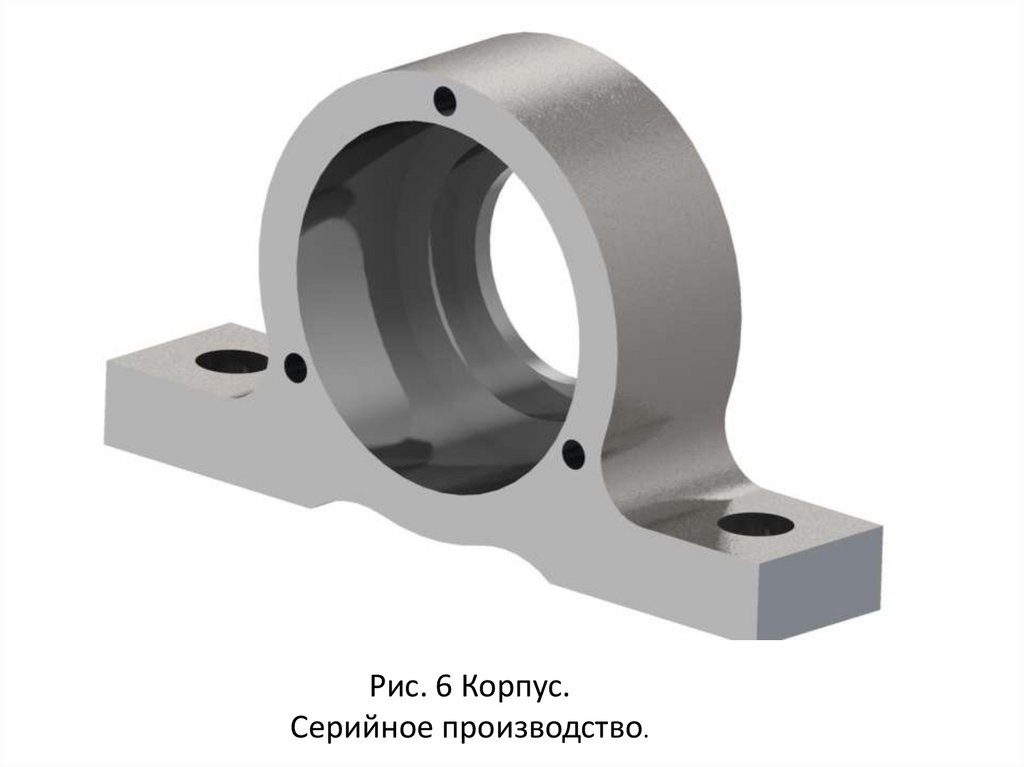
11.
Рис. 6 Корпус.Серийное производство.
12.
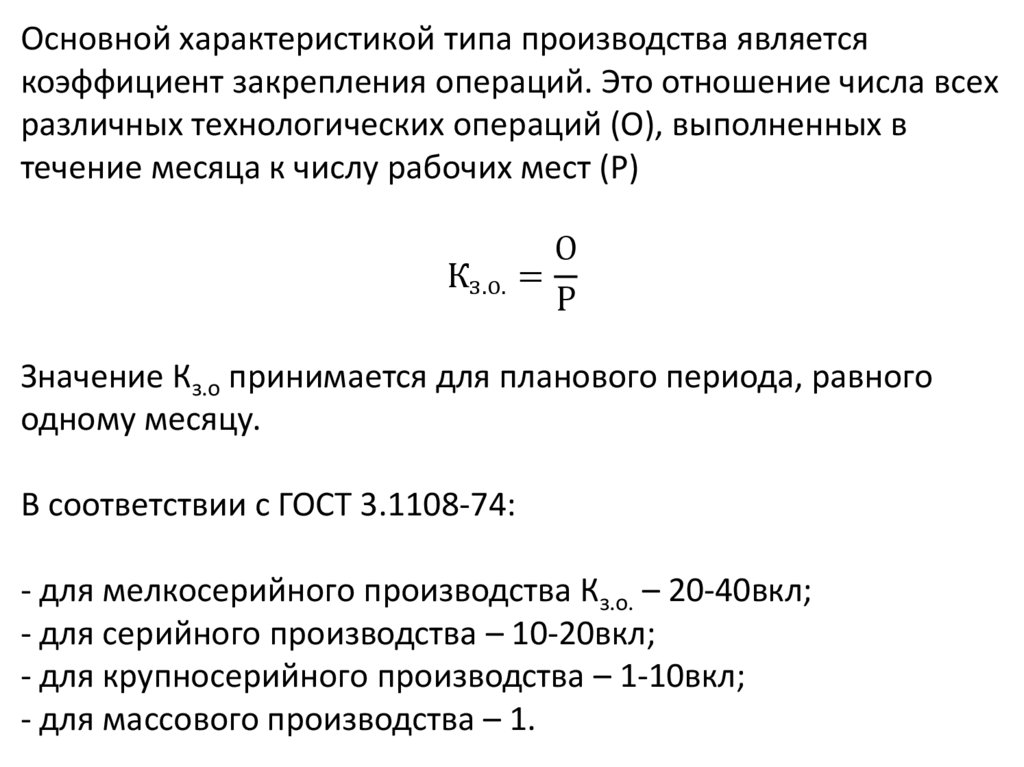
Основной характеристикой типа производства являетсякоэффициент закрепления операций. Это отношение числа всех
различных технологических операций (О), выполненных в
течение месяца к числу рабочих мест (Р)
О
Кз.о. =
Р
Значение Кз.о принимается для планового периода, равного
одному месяцу.
В соответствии с ГОСТ 3.1108-74:
- для мелкосерийного производства Кз.о. – 20-40вкл;
- для серийного производства – 10-20вкл;
- для крупносерийного производства – 1-10вкл;
- для массового производства – 1.
13.
Единичное производство характеризуется:• Широкой номенклатурой;
• Малым объемом выпускаемой продукции;
• Применением универсального оборудования (с разбивкой на
участки – токарный, фрезерный и т.д.)
• Высокой квалификацией рабочих;
• Высокой себестоимостью продукции
Серийное производство характеризуется:
• Ограниченной номенклатурой изделий;
• Применением как универсального, так и специального
оборудования, приспособлений и инструментов;
• Широким использованием УНП (универсальные наладочные
приспособления), УСП (универсальные сборочные
приспособления), станков с ЧПУ.
• Оборудование располагают как по типам станков, так и в
последовательном ТП.
14.
Массовое производство характеризуется:• Узкой номенклатурой и большим объемом выпуска изделий;
• На каждом рабочем месте выполняется одна неизменно
повторяющаяся операция;
• Оборудование располагается в последовательности выполнения
операций;
• Широкое применение специализированного оборудования,
средств комплексной механизации и автоматизации;
• Соблюдение принципов полной взаимозаменяемости.
Приведенное выше деление машиностроительного производства
на типы условно, так как четкую границу между ними установить не
возможно.
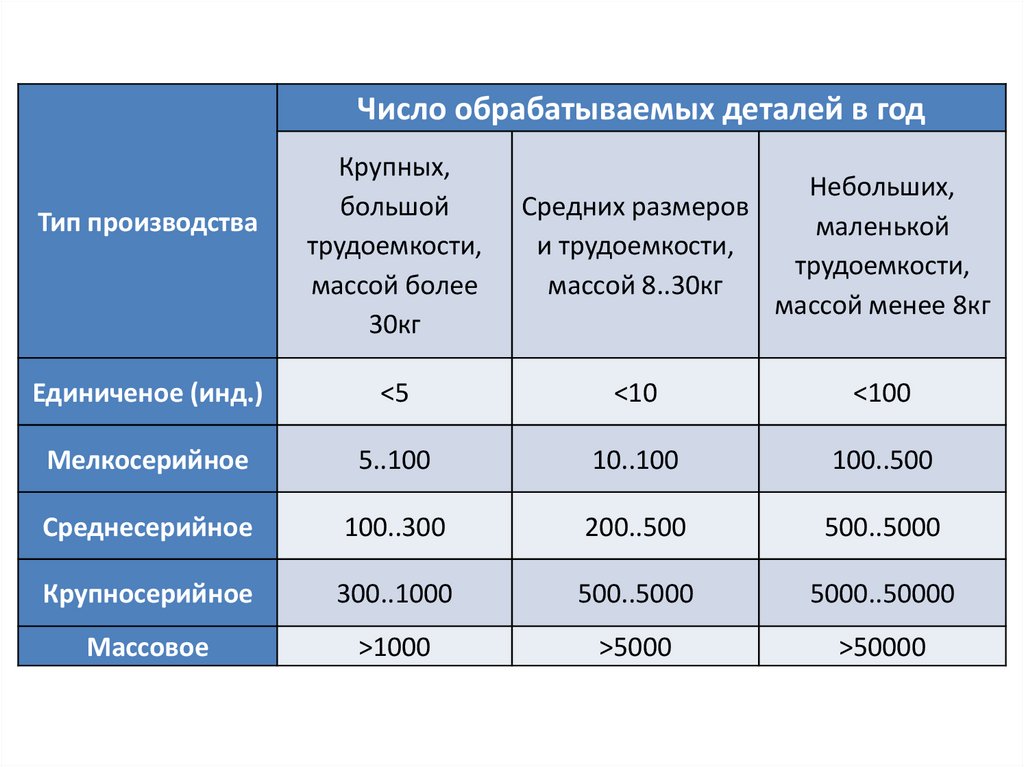
Ориентировочно тип производства можно определить по данным
таблицы.
15.
Число обрабатываемых деталей в годТип производства
Крупных,
большой
трудоемкости,
массой более
30кг
Небольших,
Средних размеров
маленькой
и трудоемкости,
трудоемкости,
массой 8..30кг
массой менее 8кг
Единиченое (инд.)
<5
<10
<100
Мелкосерийное
5..100
10..100
100..500
Среднесерийное
100..300
200..500
500..5000
Крупносерийное
300..1000
500..5000
5000..50000
Массовое
>1000
>5000
>50000
16.
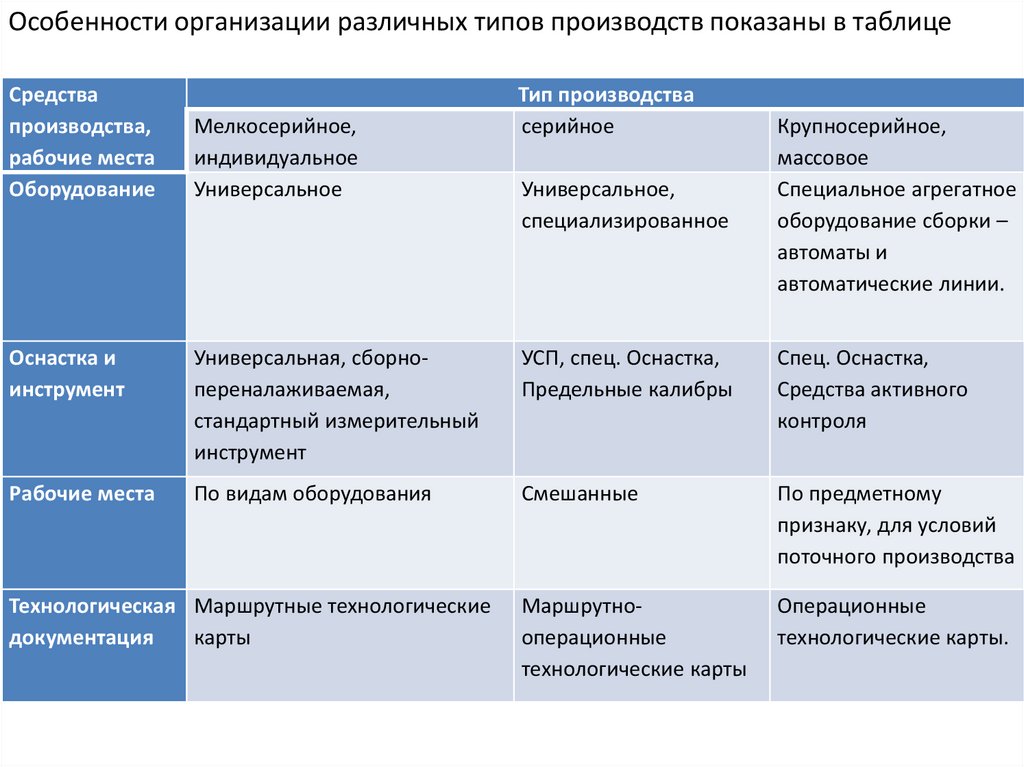
Особенности организации различных типов производств показаны в таблицеСредства
производства,
рабочие места
Оборудование
Мелкосерийное,
индивидуальное
Универсальное
Тип производства
серийное
Универсальное,
специализированное
Крупносерийное,
массовое
Специальное агрегатное
оборудование сборки –
автоматы и
автоматические линии.
Оснастка и
инструмент
Универсальная, сборнопереналаживаемая,
стандартный измерительный
инструмент
УСП, спец. Оснастка,
Предельные калибры
Спец. Оснастка,
Средства активного
контроля
Рабочие места
По видам оборудования
Смешанные
По предметному
признаку, для условий
поточного производства
Маршрутнооперационные
технологические карты
Операционные
технологические карты.
Технологическая Маршрутные технологические
документация
карты
17.
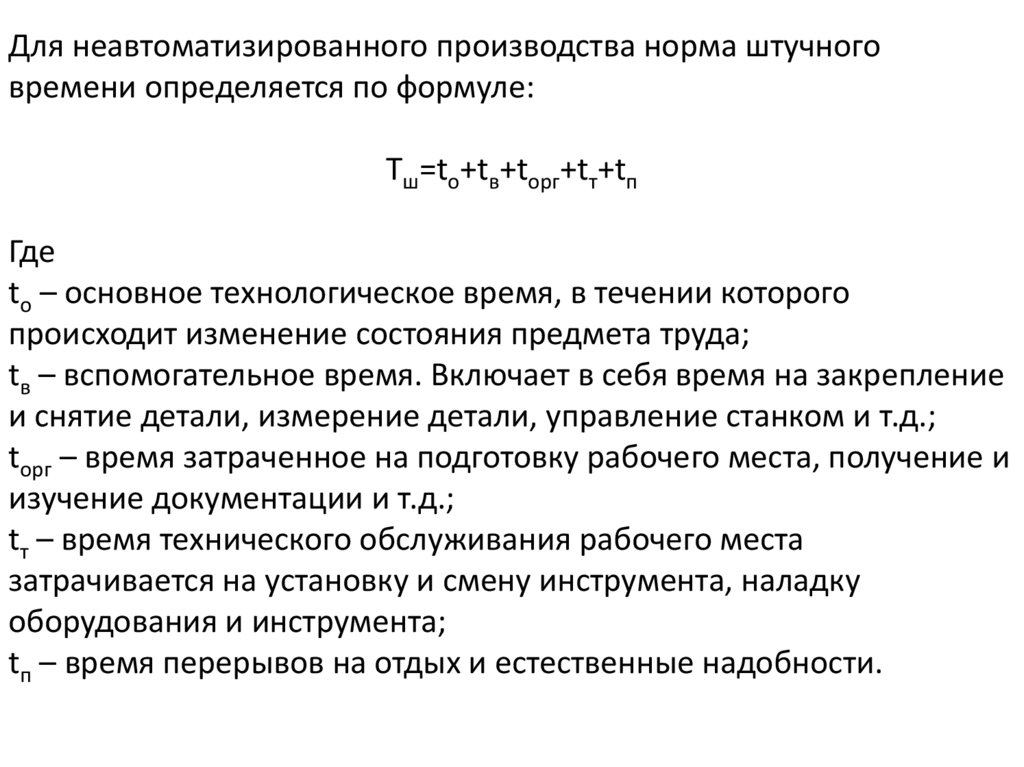
Для неавтоматизированного производства норма штучноговремени определяется по формуле:
Tш=tо+tв+tорг+tт+tп
Где
tо – основное технологическое время, в течении которого
происходит изменение состояния предмета труда;
tв – вспомогательное время. Включает в себя время на закрепление
и снятие детали, измерение детали, управление станком и т.д.;
tорг – время затраченное на подготовку рабочего места, получение и
изучение документации и т.д.;
tт – время технического обслуживания рабочего места
затрачивается на установку и смену инструмента, наладку
оборудования и инструмента;
tп – время перерывов на отдых и естественные надобности.
18.
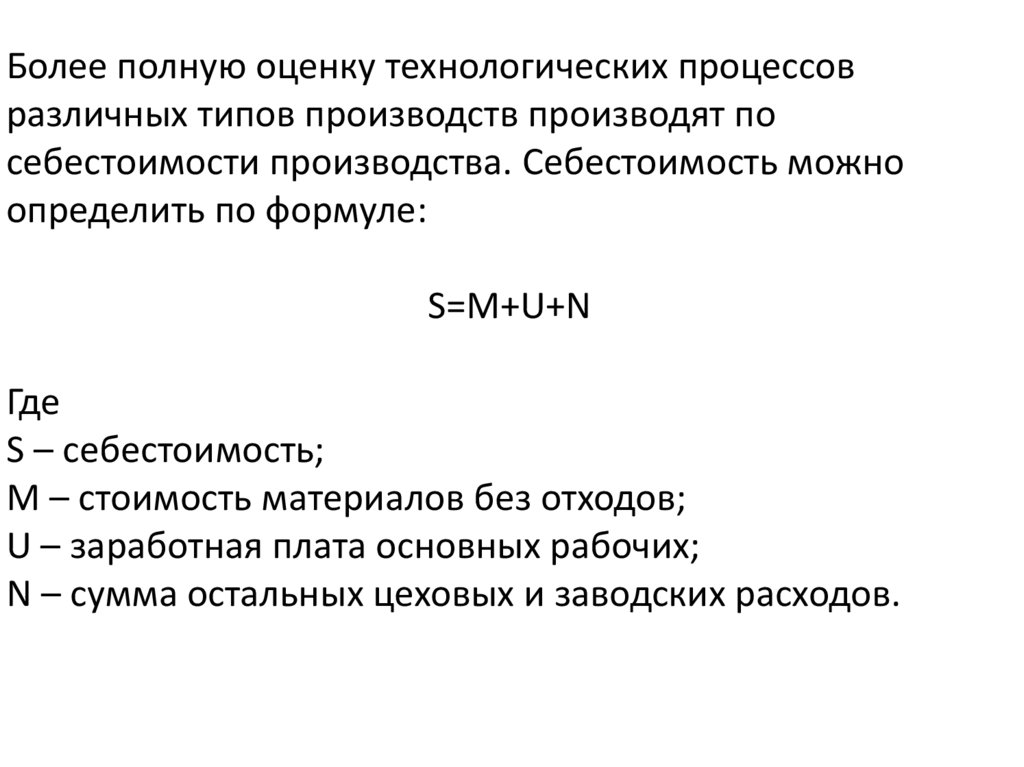
Более полную оценку технологических процессовразличных типов производств производят по
себестоимости производства. Себестоимость можно
определить по формуле:
S=M+U+N
Где
S – себестоимость;
M – стоимость материалов без отходов;
U – заработная плата основных рабочих;
N – сумма остальных цеховых и заводских расходов.
19.
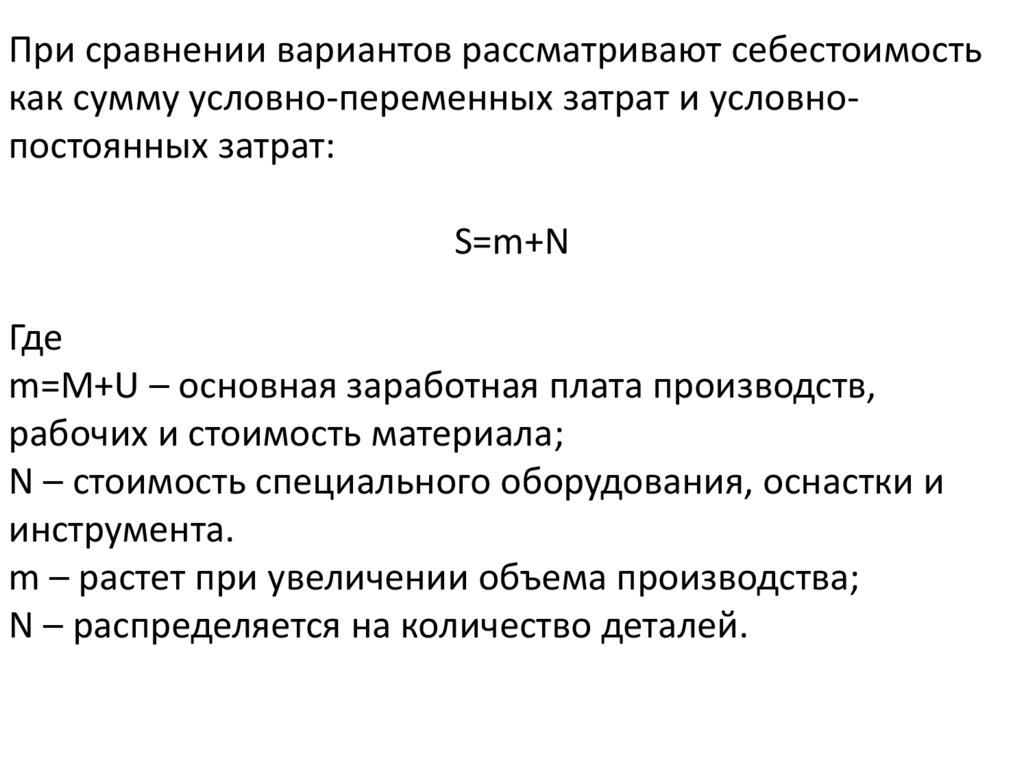
При сравнении вариантов рассматривают себестоимостькак сумму условно-переменных затрат и условнопостоянных затрат:
S=m+N
Где
m=M+U – основная заработная плата производств,
рабочих и стоимость материала;
N – стоимость специального оборудования, оснастки и
инструмента.
m – растет при увеличении объема производства;
N – распределяется на количество деталей.
20. Технологическая подготовка производства (ТПП)
• ТПП – совокупность работ, обеспечивающихготовность предприятия к производству изделия в
соответствии
с
заданными
техникоэкономическими показателями, устанавливающими
высокий технологический уровень и минимальные
трудовые и материальные затраты.
Технологическая
готовность
предприятия
определяется наличием отработанной технологии,
оборудования, оснастки и инструмента.
21.
Трудоемкость и длительность цикла ТПП вмашиностроении и радиоприборостроении составляет
приблизительно 60% всех затрат на освоение изделия.
Снижение затрат на ТПП связано с организацией
работ
по
отработке
конструкций
изделий
на
технологичность.
• Технологичность – это совокупность свойств изделия,
которые обеспечивают необходимое качество изделия
при оптимальных затратах, средств, материалов и
времени на технологическую подготовку производства,
изготовление, техническое обслуживание и ремонт в
конкретных условиях производства и эксплуатации.
22.
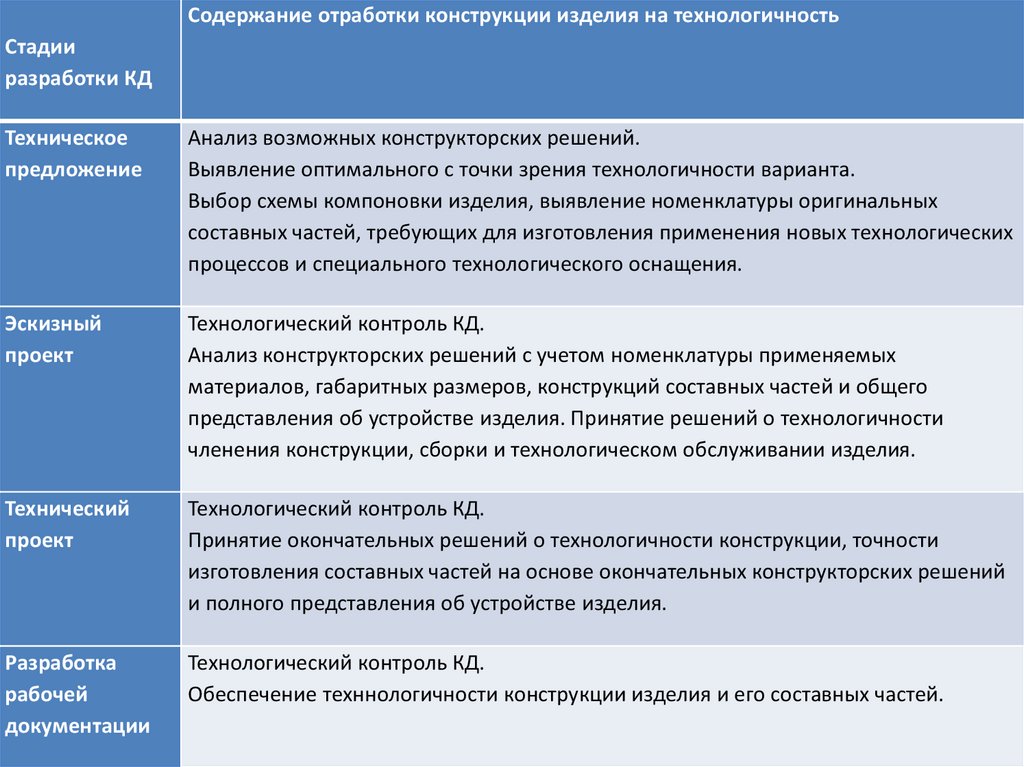
Содержание отработки конструкции изделия на технологичностьСтадии
разработки КД
Техническое
предложение
Анализ возможных конструкторских решений.
Выявление оптимального с точки зрения технологичности варианта.
Выбор схемы компоновки изделия, выявление номенклатуры оригинальных
составных частей, требующих для изготовления применения новых технологических
процессов и специального технологического оснащения.
Эскизный
проект
Технологический контроль КД.
Анализ конструкторских решений с учетом номенклатуры применяемых
материалов, габаритных размеров, конструкций составных частей и общего
представления об устройстве изделия. Принятие решений о технологичности
членения конструкции, сборки и технологическом обслуживании изделия.
Технический
проект
Технологический контроль КД.
Принятие окончательных решений о технологичности конструкции, точности
изготовления составных частей на основе окончательных конструкторских решений
и полного представления об устройстве изделия.
Разработка
рабочей
документации
Технологический контроль КД.
Обеспечение техннологичности конструкции изделия и его составных частей.
23.
Обеспечение технологичности на стадиях проектирования узлов.Технологичность на стадиях проектирования обеспечивается
выполнением следующих требований:
- Конструкция должна расчленяться на рациональное число составных
частей (несущая металлоконструкция, экран, активные и пассивные
излучатели, укрытие и т.д.);
- Членение необходимо производить по функциональному признаку
(элементы конструкции должны быть изготовлены и испытаны в
заводских условиях), например: передатчик, приёмник, привода,
элементы антенн и антенных решеток;
- Сборка изделия должна производиться без промежуточной разборки и
повторной сборки составных частей;
- Конструкция соединений составных частей должна обеспечивать
собираемость без дополнительной обработки в процессе сборки;
- Точность расположения составных частей должна быть основана и
увязана с точностью изготовления составных частей (соединение
волноводов).
24.
Обеспечение технологичности конструкции деталей осуществляется вследующей последовательности:
- Выявление функции детали (болт);
- Определение возможности объединения функций и уменьшения числа
деталей в конструкции изделия (классный болт);
- Выявление возможности преемственности конструкций деталей, а так
же унификации конструкций (волноводы);
- Определение технологической рациональности конструкторских
решений в части габаритных размеров, используемых материалов,
методов получения заготовок и т.д.
25.
Выбор рациональных заготовок- Определить рациональный метод ее получения;
- Установить припуски на механическую обработку каждой из
обрабатываемых поверхностей;
- Указать размеры заготовки и установить допуски на неточность их
изготовления;
- Назначить уклоны и технические условия на выполнение заготовок.
Целесообразность того или иного вида заготовки в первую очередь
зависит от серийности производства.