







Similar presentations:










Технология_изготовления_волноводных_трактов
1. Технология изготовления волноводных трактов
2. Потери в волноводных трактах
Потери электромагнитной энергии связаны с омическими потерями,зависящими от материала волновода и качества поверхности, а также с потерями на
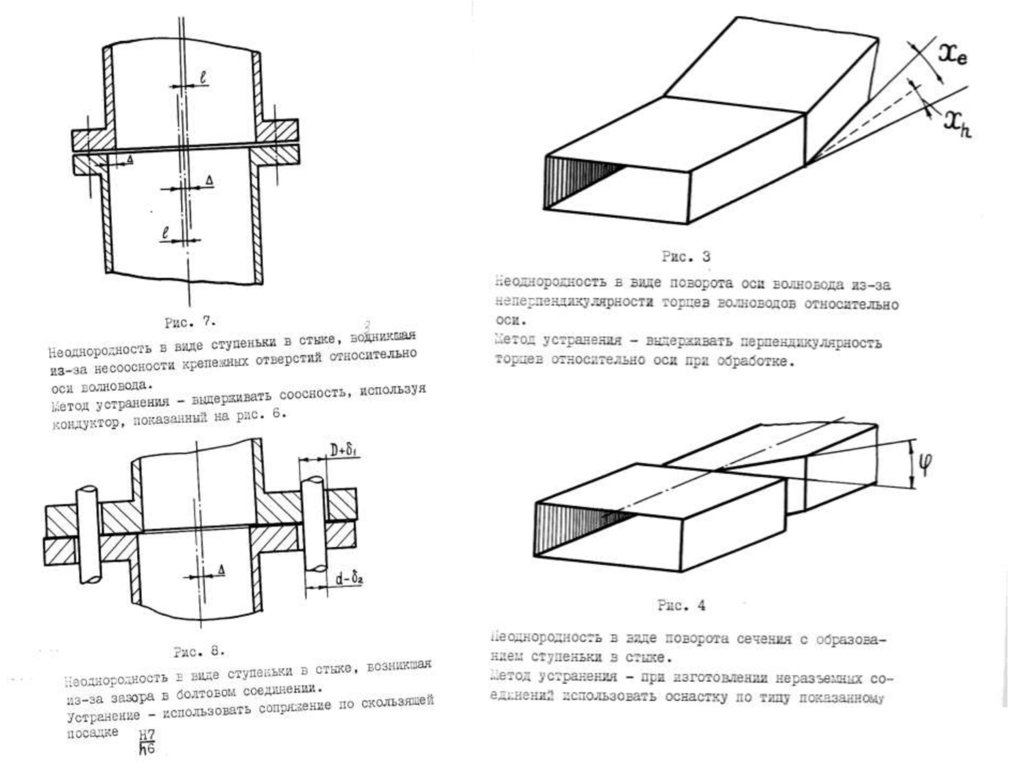
отражение и создание высших типов волн связанными с неоднородностями в
волноводе.
Омические потери в металлических поверхностях зависят от следующих
факторов:
- поверхностного сопротивления материала;
- рабочей частоты;
- шероховатости поверхности;
- пористости поверхности и степени коррозии металла.
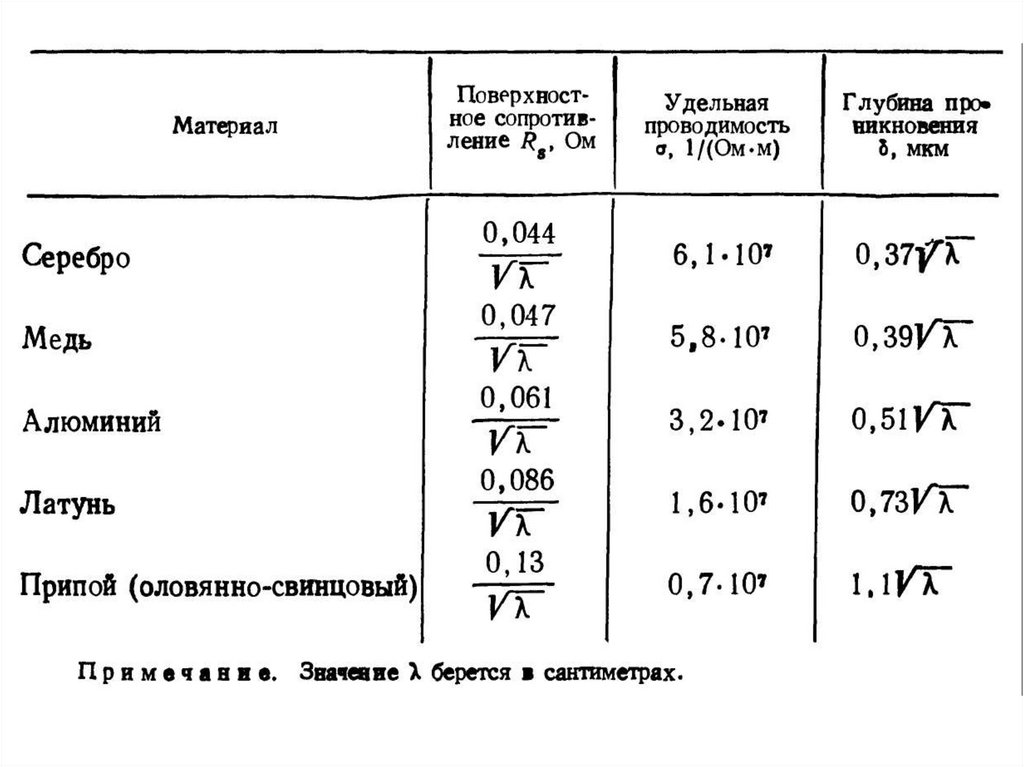
3. Поверхностное сопротивление материала
Где: Rs – поверхностное сопротивление;ω – частота электромагнитной волны;
µ - магнитная проницаемость среды;
g – проводимость по постоянному току – величина обратная удельному
сопротивлению среды по постоянному току.
4.
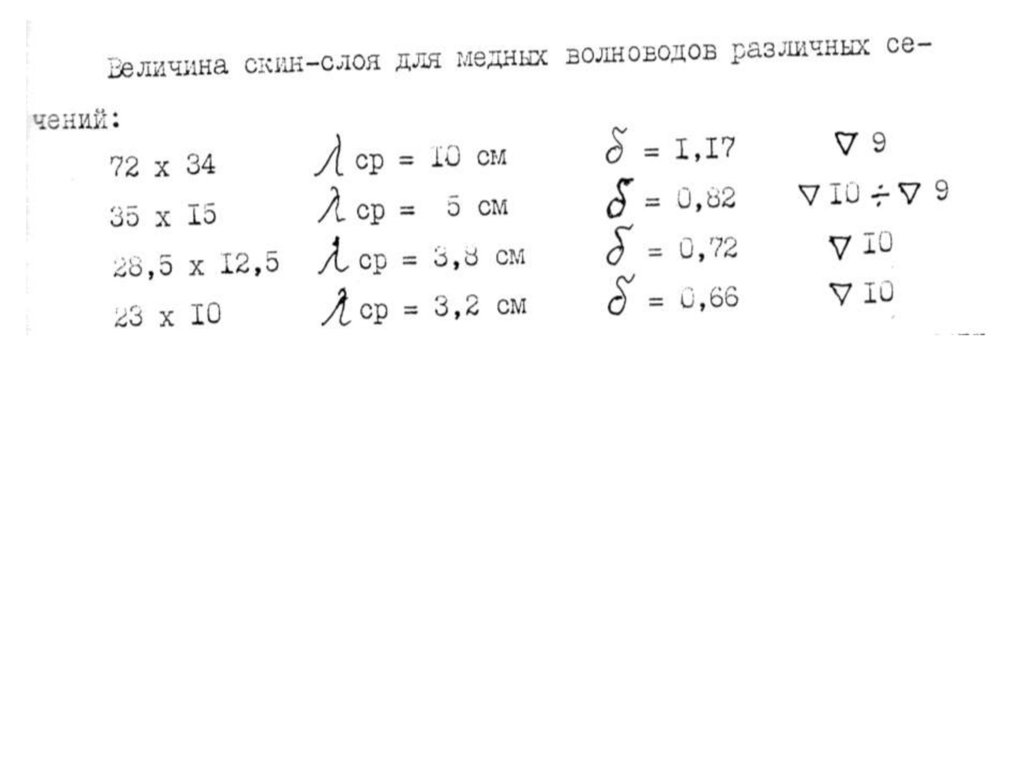
5. Шероховатость поверхности
Глубина проникновения тока в стенки волновода (скин-эффект) как правило, много меньшевеличины шероховатости в реальных волноводах.
Зависимость толщины скин-слоя в меди от длины электромагнитной волны показана на рис.1.
6.
7.
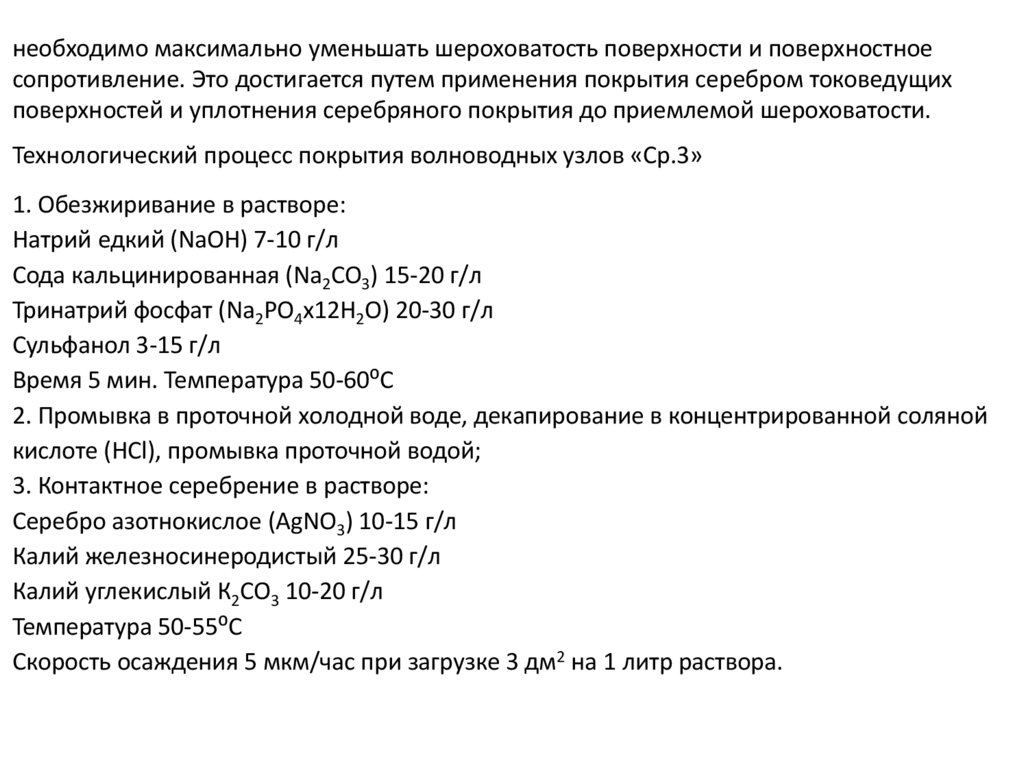
необходимо максимально уменьшать шероховатость поверхности и поверхностноесопротивление. Это достигается путем применения покрытия серебром токоведущих
поверхностей и уплотнения серебряного покрытия до приемлемой шероховатости.
Технологический процесс покрытия волноводных узлов «Ср.3»
1. Обезжиривание в растворе:
Натрий едкий (NaOH) 7-10 г/л
Сода кальцинированная (Na2CO3) 15-20 г/л
Тринатрий фосфат (Na2PO4x12H2O) 20-30 г/л
Сульфанол 3-15 г/л
Время 5 мин. Температура 50-60⁰С
2. Промывка в проточной холодной воде, декапирование в концентрированной соляной
кислоте (HCl), промывка проточной водой;
3. Контактное серебрение в растворе:
Серебро азотнокислое (AgNO3) 10-15 г/л
Калий железносинеродистый 25-30 г/л
Калий углекислый К2СО3 10-20 г/л
Температура 50-55⁰C
Скорость осаждения 5 мкм/час при загрузке 3 дм2 на 1 литр раствора.
8.
Декапирование – процесс химического или электрохимического удаленияокислов, образующихся на поверхности детали в процессе обезжиривания,
промывки, транспортировки и т.д.
При декапировании происходит легкое травление верхнего слоя металла,
выявляющее кристаллическую структуру и способствующее прочному сцеплению с
ним гальванического покрытия.
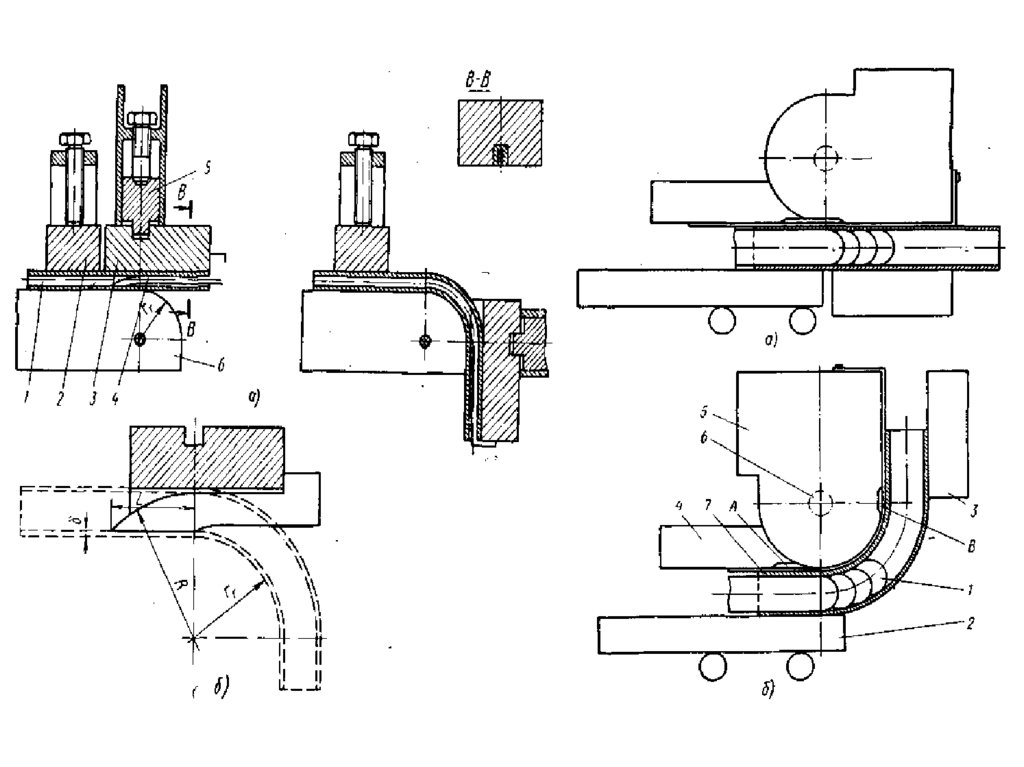
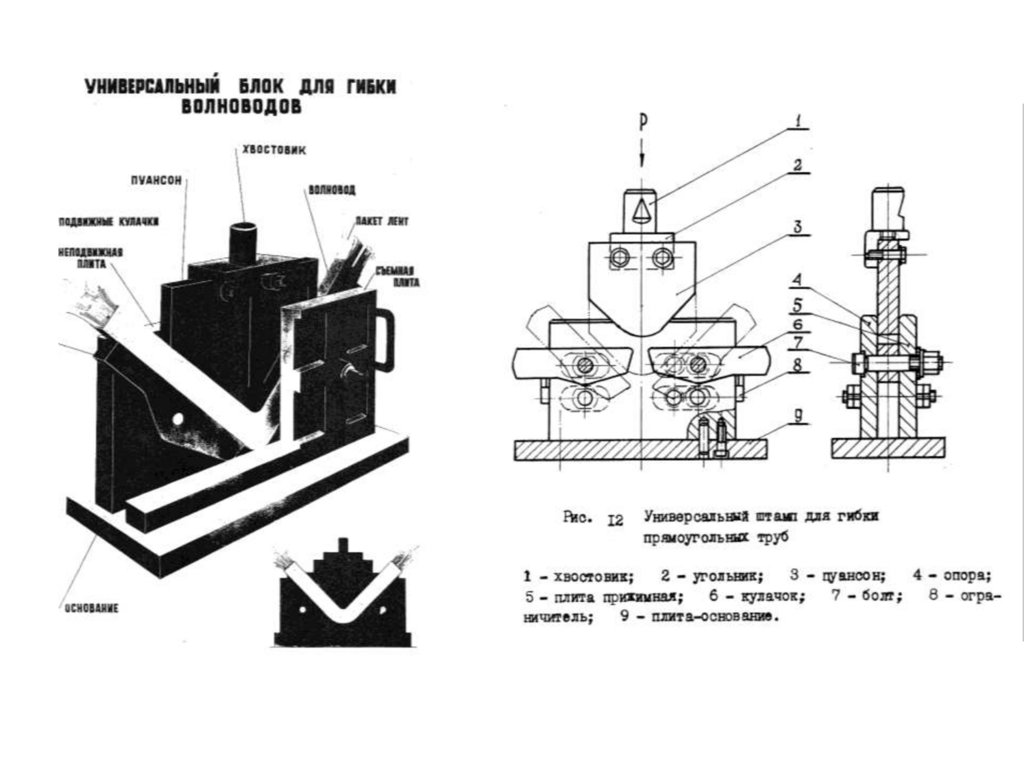
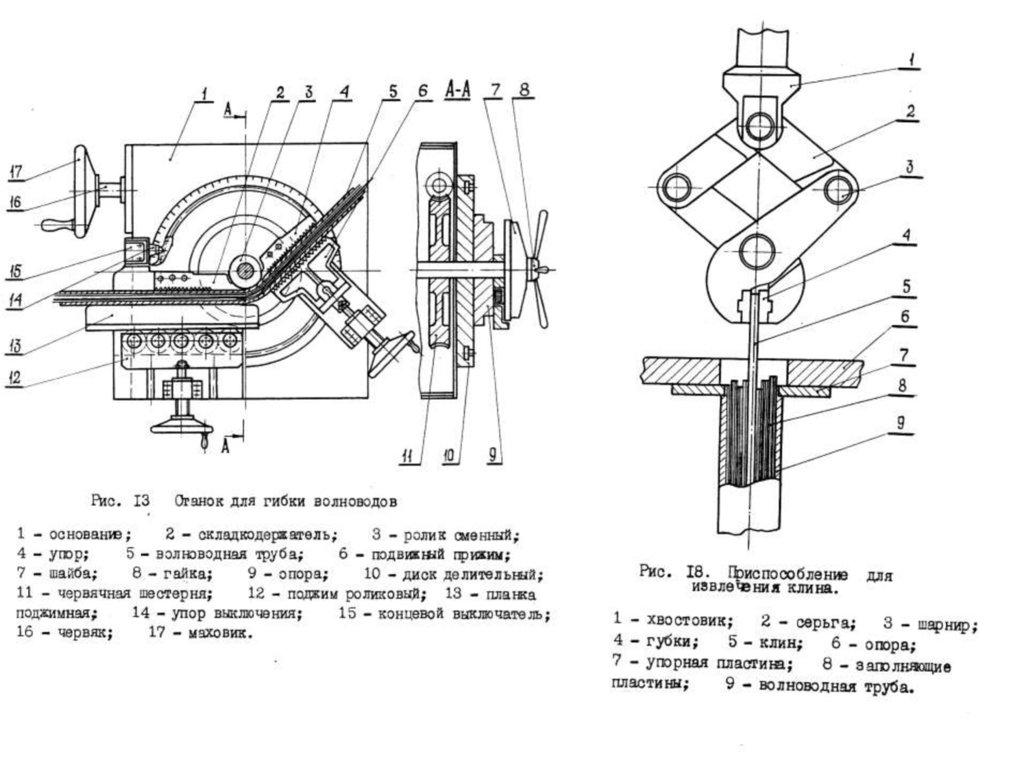
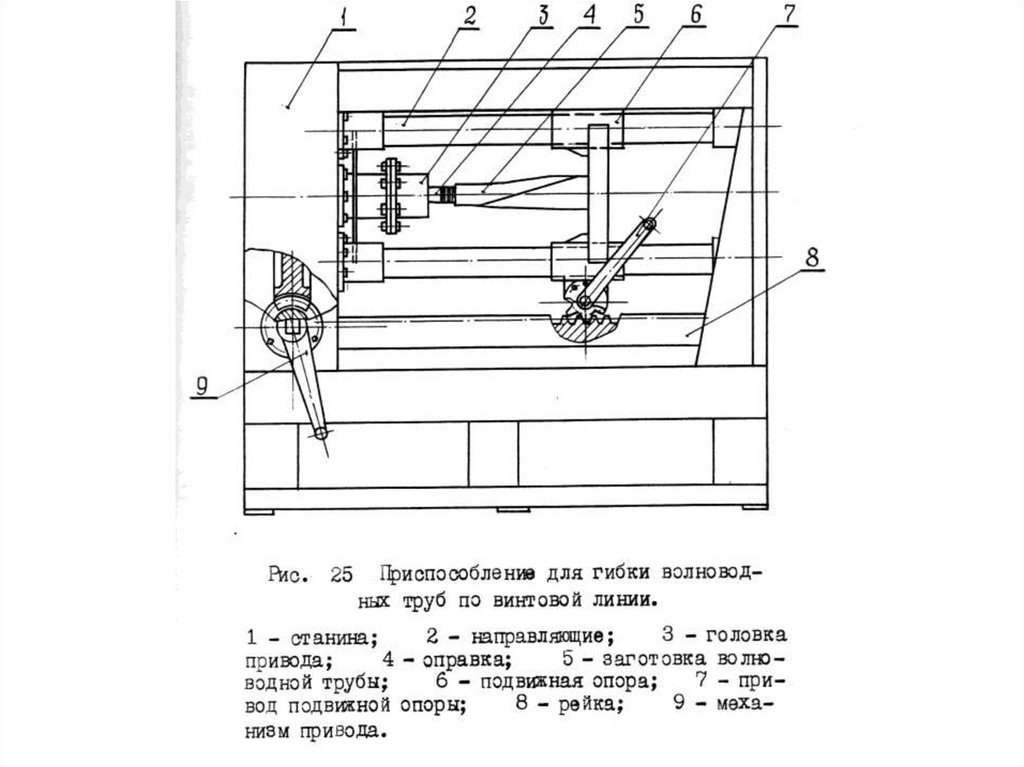
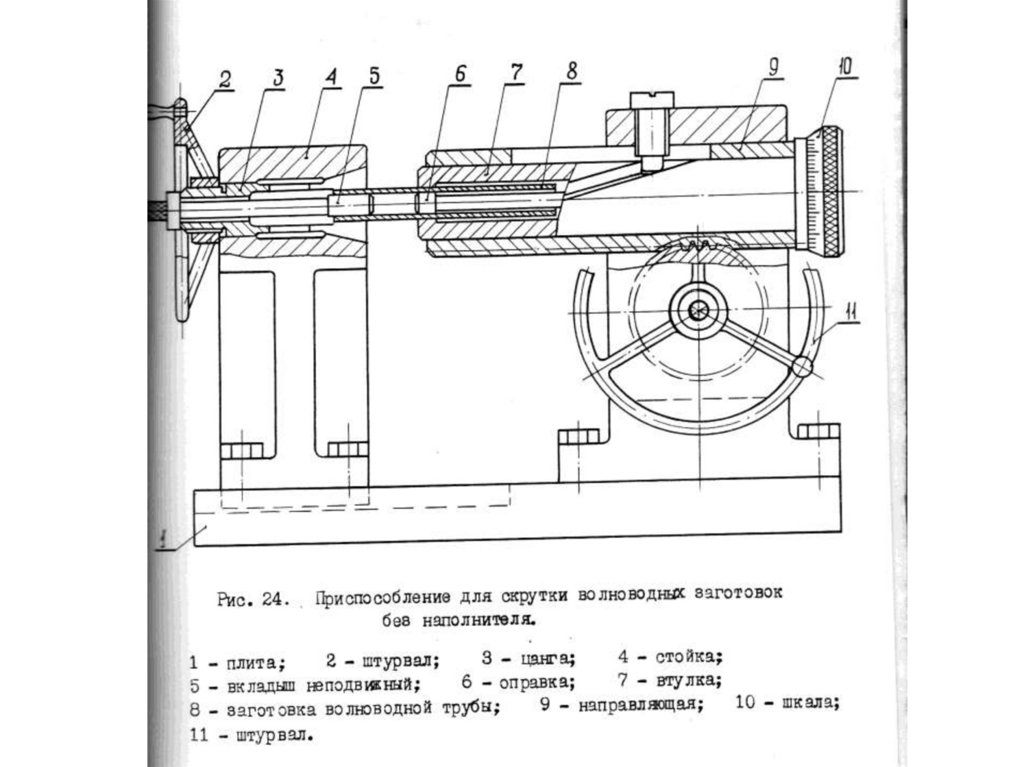
9. Гибка волноводов
10. Заполнения при гибке волноводов
1. Мягкий припой;2. Звеньевая оправка;
3. Пластины;
4. Твердая оправка