













 Construction
ConstructionSimilar presentations:
")









Армирование конструкций на стройплощадке
1. Армирование конструкций на стройплощадке
2. Арматура для изготовления ЖБИ:
по материалу: (стальная и неметаллическая) ;по способу изготовления:
(стержневая, канатная и
проволочная) ;
3.
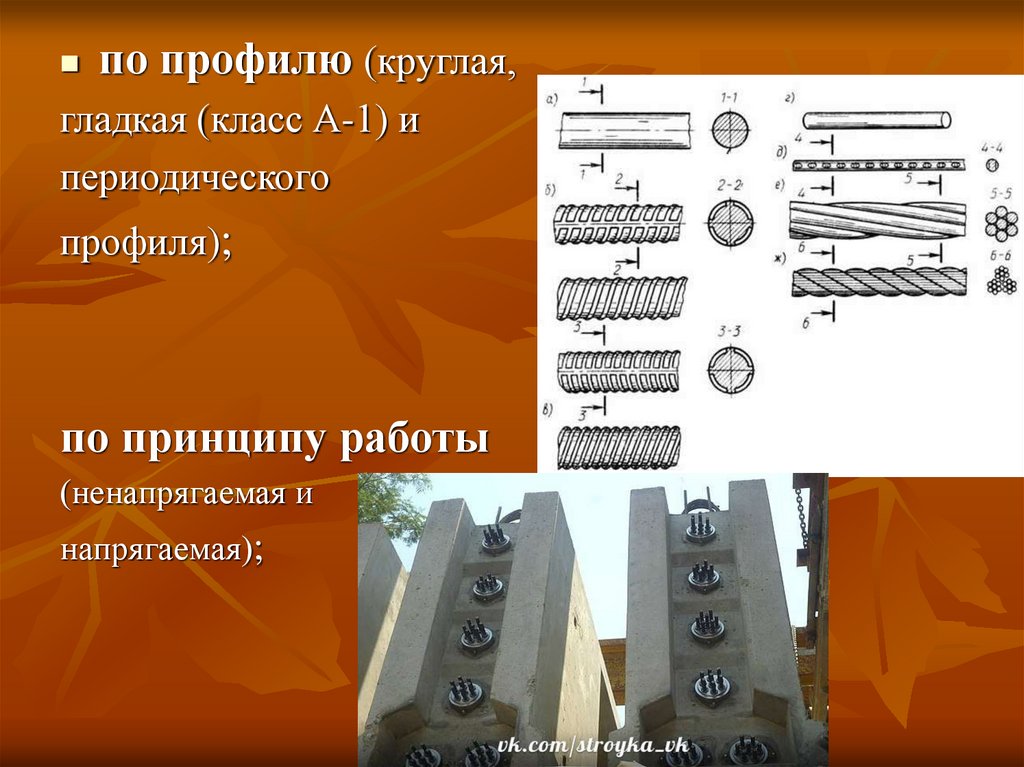
по профилю (круглая,гладкая (класс А-1) и
периодического
профиля);
по принципу работы
(ненапрягаемая и
напрягаемая);
4.
по назначению (рабочая, распределительная имонтажная) ;
по способу установки
(сварная и вязаная в виде
отдельных стержней,
сеток и каркасов).
5. Вязка арматуры
6. Сварка арматуры
7. Ванный способ сварки
8. Стыковка арматуры
9. Напряжение арматуры
производится механическим илиэлектротермическим способом обычно на заводах
на упоры, на площадке на бетон.
При монолитном
бетонировании
напрягаемая
арматура применяется
редко, т.к. процесс
напряжения арматуры
технически сложен
10. Для более полного использования свойств металла
арматуру можно упрочнять:термически (закалка)
холодной вытяжкой
сплющиванием в холодном состоянии
волочением через отверстия диаметром,
меньшим чем у арматуры (волочение
через фильеры).
11.
Арматурная сталь в зависимости от механических качествотносится к различным классам: А-I, А-II, А-III, А-IV и др.
Индекс «т» означает термически упроченную сталь.
Для каждого класса горячекатаной арматурной стали в
зависимости от ее химического состава устанавливают
определенные марки (Ст З, Ст5, 18Г2С и др.).
Буквами обозначены составляющие, входящие в состав
стали: Г — марганец, С — кремний и т. д.
цифрами — их процентное содержание.
Например, в марке стали 18Г2С цифра 18 обозначает
содержание углерода в сотых долях процента, цифра 2 —
содержание марганца в процентах.
Отсутствие цифры после буквы С означает, что элемент
присутствует в количестве, не превышающем 1 %.
12. Изготовление и установка арматуры
Процесс изготовления арматурныхизделий:
Cклад арматуры
Разматывание
Правка
Чистка
Резка
Гнутье
Сварка
Готовое изделие.
13.
Paзматывание из бухт, правку, чистку ирезку легкой арматуры производят на
автоматических плавильно - отрезных
станках.
Проходя через правильные ролики,
арматура выпрямляется, очищается, а затем
отрезается по размеру.
Далее арматура гнется на приводных
станках и сваривается в сетки точечной
контактной сваркой.
14. В условиях строительной площадки выполняются:
приемка арматурных изделийсортировка и складирование
подготовка к монтажу
при необходимости укрупнение и объединение в
арматурно - опалубочные блоки
установка
выверка арматуры
окончательное соединение стыков
приемка работ с составлением акт скрытых работ.
15.
В процессе приемки арматурных изделийконтролируют наличие бирок, следов
коррозии, деформаций, соответствие
размерам.
Монтаж арматуры, по возможности,
следует осуществлять укрупненными
элементами с использованием кранов.
Установки вручную допускается лишь
при массе арматурных элементов до 20
кг.
16.
Каркасы устанавливают при одной или двухоткрытых сторонах опалубки.
Для предохранения каркасов от смещения
их временно закрепляют.
Крепления снимают по мере укладки
бетонной смеси.
При монтаже арматуры необходимо
обеспечивать защитный слой бетона,
т. е. расстояние между внешними
поверхностями арматуры и бетона (для
предохранения арматуры от коррозионного
воздействия внешней среды.
17. З. с. бетона обеспечивают с помощью различных фиксаторов:
18. Защитный слой
в плитах и стенках толщиной до 10 смдолжен быть не менее 10 мм;
в плитах и стенках более 10 см — не менее
15 мм;
в балках и колоннах при диаметре
продольной арматуры 20... 32 мм — не
менее 25 мм;
19. При оформлении акта приемки смонтированной арматуры:
проверяют проектные размеры арматурыпо чертежу;
контролируют качество выполненных
работ;
наличие и месторасположение фиксаторов;
прочность сборки и расположение стыков
арматуры.