














 industry
industrySimilar presentations:





")




Тема 1.6. Диафрагм и сегментов сопел
1. Раздел 1. Технология обработки основных деталей и узлов турбин. Тема 1.6. Диафрагм и сегментов сопел Практическое задание
РАЗДЕЛ 1. ТЕХНОЛОГИЯ ОБРАБОТКИ ОСНОВНЫХДЕТАЛЕЙ И УЗЛОВ ТУРБИН.
ТЕМА 1.6. ДИАФРАГМ И СЕГМЕНТОВ СОПЕЛ
ПРАКТИЧЕСКОЕ ЗАДАНИЕ
№6:ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ
ОБРАБОТКИ.
Иваничкин Даниил
Группа: 3ТМ3
2. Введение
■ Технологические возможности обработкидиафрагм и сегментов сопел в паровых
турбинах включают различные методы, которые
зависят от типа конструкции и задач
изготовления. Эти возможности связаны с
необходимостью обеспечить точность размеров,
чистоту поверхностей и минимизировать
деформации деталей.
3. Диафрагмы
•Механическая обработка. Например,фрезерование торцов тела диафрагмы, черновая
обработка каналов между лопатками, чистовое
фрезерование ступичной части и лопаток. Это
повышает точность сопловых каналов и
минимизирует усадки при приварке обода.
•Автоматизация механической обработки
лопаток. Например, использование фрезерных
станков для выполнения выемок заданных
размеров и формы. Это позволяет изготавливать
одинаковые лопатки с выемками постоянной
геометрии и размера, в отличие от ручной
абразивной обработки.
•Сборка и сварка узлов диафрагм в
специальных приспособлениях, которые
обеспечивают точность установки деталей.
Учёт сварочных деформаций при просечке
пазов в бандажных лентах и применение
дополнительных жёсткостей, уменьшающих
коробление конструкции.
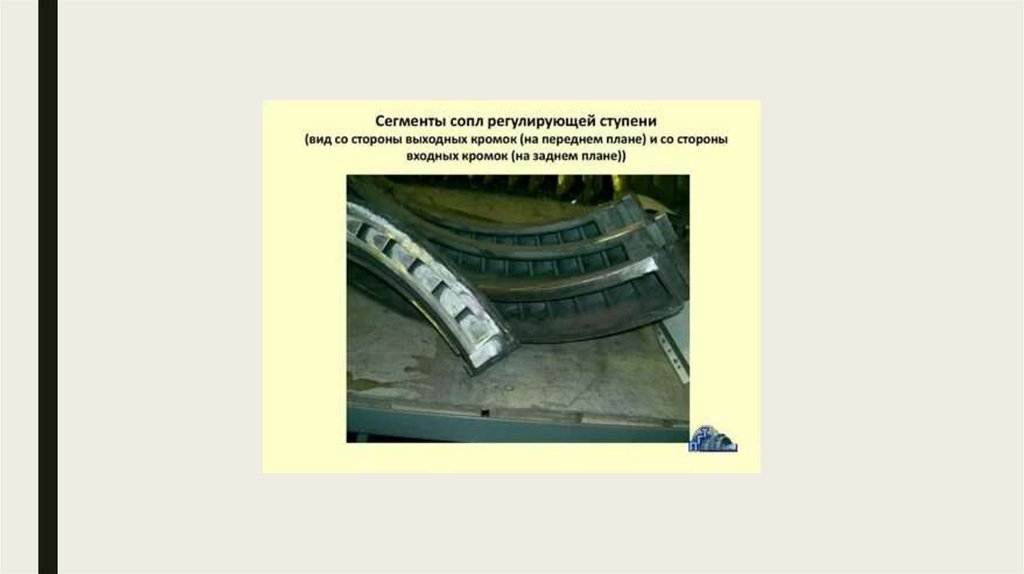
4. Сегменты сопел
•Использование сварнолитых сегментов.Заготовки отливают по методу выплавляемых
моделей, а части сегмента сваривают по
прямому стыку с разрезом по лопатке. Это
упрощает механическую обработку, повышает
качество подготовки под сварку и облегчает
сборку и сварку частей сегментов.
•Упрощение конструкции сегментов за счёт
приведения сложных пространственных форм
прилегающих поверхностей к простым
поверхностям. Например, сегменты размещают
по окружности встык, при этом каждый сегмент
имеет с двух сторон простые прилегающие
поверхности и спрофилированные каналы. Это
снижает трудоёмкость при изготовлении и
сборке сегментированного соплового аппарата.
5. Технологические возможности обработки
■ Точность: Высокая точность достигается благодаря современным станкам ЧПУ.■ Размеры: Обработка может осуществляться для деталей различных размеров – от
мелких до крупных.
■ Сложность: Возможность обработки сложных форм, таких как каналы сопел.
■ Материалы: Обработка различных материалов, включая высокопрочные сплавы.
6. Технологии обработки
■ Фрезерование: Используется для создания профилей лопаток, каналов сопел идругих элементов.
■ Токарная обработка: Применяется для изготовления корпусных деталей и валов.
■ Шлифование: Используется для получения высокой точности и качества
поверхности.
■ Электроэрозионная обработка: Применяется для обработки деталей сложной
формы из труднообрабатываемых материалов.
■ Лазерная обработка: Используется для прецизионной резки, сварки и обработки
поверхности.
7. Современные методы
■ Станки с ЧПУ: Обеспечивают высокую точность, повторяемость и автоматизациюпроцесса.
■ 3D-печать: Позволяет создавать сложные детали и узлы из металлических порошков.
■ Аддитивные технологии: Позволяют создавать детали с интегрированными функциями,
например улучшенной аэродинамикой.
8. Изготовление диафрагм.
Изготовление диафрагм.
•Для литых чугунных диафрагм сопловые лопатки
выполняют методом штамповки из листа или
фрезерования из заготовки. В концах лопаток сверлят
отверстия, которые заполняют в виде штифтов при
отливке диафрагмы.
•Для диафрагм с наборными лопатками высокую
точность и чистоту сопловых каналов достигают
благодаря фрезерованию лопаток и шлифовке или
полировке их профильной части. Для крепления
лопаток к телу диафрагмы используют вильчатый хвост
и заклёпки.
•Восстановление выходных кромок лопаток
диафрагм, например, для сварных диафрагм применяют
метод с вырезкой повреждённого участка и установкой
с помощью сварки новой выходной кромки.
9. Изготовление сопел.
Изготовление сопел.
•Сборный сопловой сегмент может быть составлен из
двух оправ, одна из которых имеет выфрезерованные
сопловые перегородки.
•Для устранения протечек пара по «т-образной»
расточке паровых коробок на концах сегментов сопел в
специальные пазы устанавливают уплотняющие
шпонки. От смещения в паровой коробке сегменты
удерживают стопорными штифтами.
Ремонт. Например, восстановление направляющих
(сопловых) рабочих лопаток проводят с помощью
технологии, которая позволяет устранить локальный
перегрев и изменение структуры материала в зоне
ремонта. В ходе ремонта проверяют и восстанавливают
критические размеры сопла (расстояние между
лопатками по всему профилю).
10. Пример обработки диафрагмы.
■Для обработки диафрагм применяют, например, метод восстановления выходной кромки с вырезкой повреждённого
участка и последующей установкой новой кромки с помощью сварки. Процесс включает следующие шаги:
1.
Диафрагма выставляется на горизонтально-расточном станке под углом к внутренней образующей выходной кромки.
2.
Производится вырезка повреждённой части выходной кромки вместе с частью тела диафрагмы. В теле диафрагмы с
обеих сторон соплового канала создаются площадки шириной 2–3 мм.
3.
На образовавшуюся прямоугольную площадку устанавливается подготовленная плоская шлифованная пластина с
фасками под сварку, изготовленная из материала направляющей лопатки. Толщина устанавливаемой пластины должна
быть немного больше, чем толщина оставшейся части направляющей лопатки.
4.
По периметру установленной новой выходной кромки производится обварка. Эта операция должна производиться по
специально разработанной технологии.
5.
В зависимости от требований технологии может производиться последующая термообработка восстановленной
диафрагмы.
6.
Производится механическая обработка наружной поверхности выходной кромки с формированием профиля выходной
кромки и удалением объёма лишнего наплавленного металла.
7.
Осуществляется слесарная доработка выходных кромок лопаток.
11.
12. Пример обработки сопловых сегментов
■ Для обработки сопловых сегментов при сборке используют, например, такойпроцесс:
1. Шипы вставляют в отверстия в верхней и нижней оправах и расклёпывают.
2. Для прочности сопловые лопатки дополнительно скрепляют заклепками, которые
проходят сквозь отверстия обеих оправ и лопаток.
3. Наружные боковые стенки сегмента образуются концевиками, которые скрепляются с
оправами двумя-тремя заклепками увеличенного диаметра.
4. Собранный сопловой сегмент крепят к корпусу турбины болтами на красно-медной
прокладке.
5. Правильность положения сегмента обеспечивается двумя установочными штифтами,
которые вытачивают по развёрнутым в оправах отверстиям.
13.
14. Полный процесс обработки диафрагм
Полный процесс обработкидиафрагм
Включает в себя:
Изготовление. В зависимости от типа диафрагмы (литая, сварная, с наборными лопатками)
процесс может включать:
• Отливку диафрагмы с заливаемыми лопатками. Важно обеспечить точность размеров: горла,
высоты сопловых каналов, среднего диаметра, размера по ободу, размера под
уплотнительные сегменты.
• Фрезерование лопаток и шлифовку или полировку их профильной части в диафрагмах с
наборными лопатками.
• Крепление лопаток к телу диафрагмы — используют вильчатый хвост и заклёпки.
Восстановление выходных кромок лопаток — например, для сварных диафрагм применяют
метод с вырезкой повреждённого участка и установкой новой выходной кромки с помощью
сварки.
Контроль — после изготовления диафрагм необходим контроль выполнения всех параметров.
15.
16. Полный процесс обработки сегментов сопел
Включает в себя:
Изготовление — в турбинах невысокого давления сегменты механически (болтами,
например) соединены с корпусом турбины или с сопловой коробкой. Чаще всего
сегменты набирают из отдельных фрезерованных лопаток.
Сборку — в некоторых конструкциях каждую фрезерованную лопатку приклеивают к
ободу, который служит фланцем соплового сегмента, и соединяют на периферии
проволокой, зачеканенной в пазы лопаток.
Термическую обработку (отпуск) — сварной сегмент подвергают термической
обработке, после чего обрабатывают его наружные поверхности.
Сборку — собранный сопловой сегмент крепят к корпусу турбины болтами на красномедной прокладке. Правильность положения сегмента обеспечивают двумя
установочными штифтами, которые вытачивают по развёрнутым в оправах отверстиям.