




 industry
industrySimilar presentations:







")


8.Устройство для присоединения трубопроводов
1. Устройства для присоединения трубопроводов и осмотра аппаратов.
2. Штуцера, бобышки и смотровые окна.
Для присоединения трубопроводов и контрольно-измерительных приборов служат штуцера и бобышки.
Штуцер состоит из короткого отрезка трубы (патрубка) и
фланца. Минимальная длина его должна быть достаточно
для удобной установки болтов при сборке фланцевого
соединения. Во многих случаях, например при защите
аппаратов термоизоляцией,штуцера делают удлиненными.
Штуцера малых размеров устанавливать на крупных
аппаратах нежелательное из-за опасности поломки. Когда
установка маленьких штуцеров все же необходимо и они
имеют значительный вылет, их укрепляют продольными
ребрами жесткости.
3.
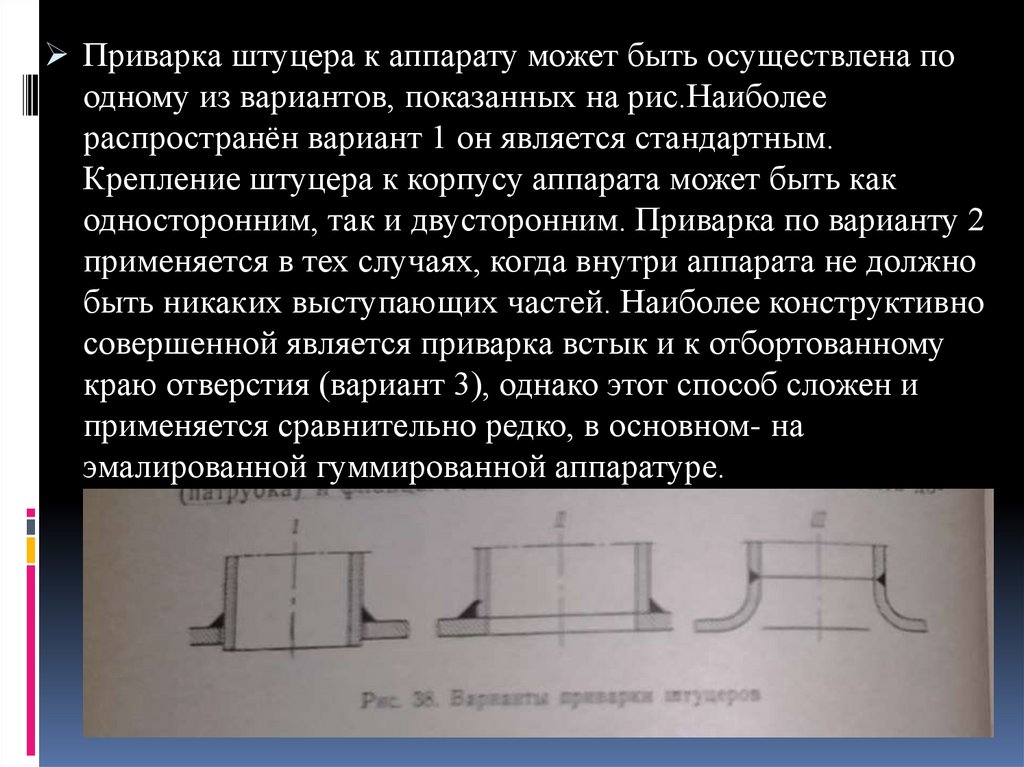
Приварка штуцера к аппарату может быть осуществлена поодному из вариантов, показанных на рис.Наиболее
распространён вариант 1 он является стандартным.
Крепление штуцера к корпусу аппарата может быть как
односторонним, так и двусторонним. Приварка по варианту 2
применяется в тех случаях, когда внутри аппарата не должно
быть никаких выступающих частей. Наиболее конструктивно
совершенной является приварка встык и к отбортованному
краю отверстия (вариант 3), однако этот способ сложен и
применяется сравнительно редко, в основном- на
эмалированной гуммированной аппаратуре.
4.
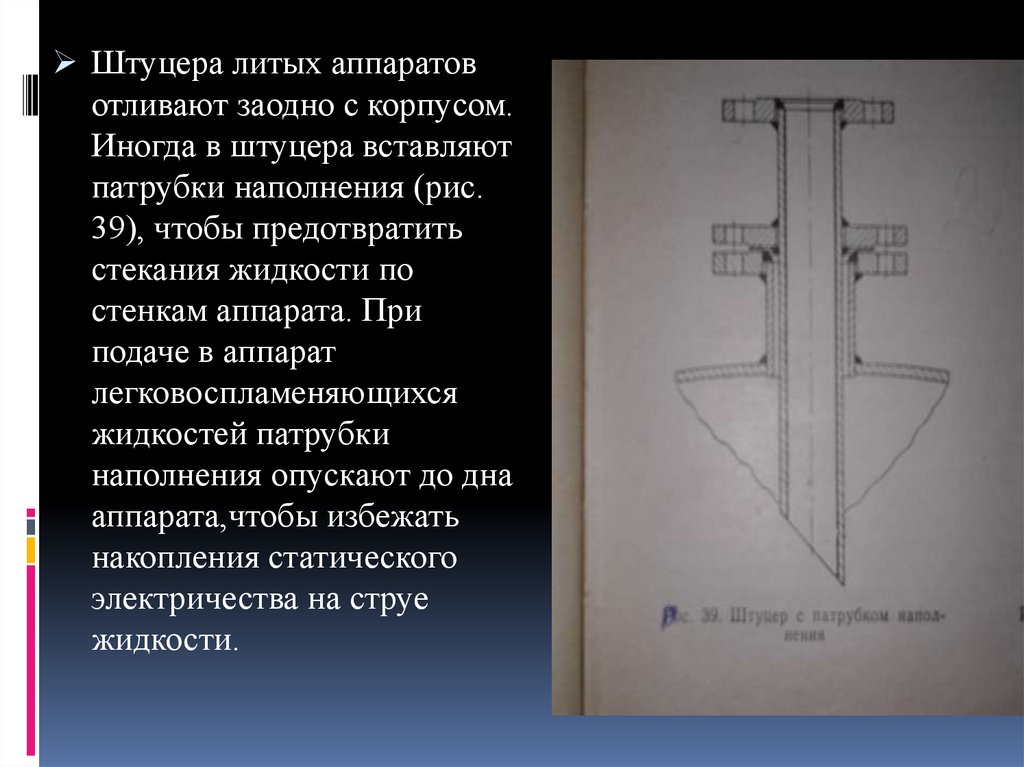
Штуцера литых аппаратовотливают заодно с корпусом.
Иногда в штуцера вставляют
патрубки наполнения (рис.
39), чтобы предотвратить
стекания жидкости по
стенкам аппарата. При
подаче в аппарат
легковоспламеняющихся
жидкостей патрубки
наполнения опускают до дна
аппарата,чтобы избежать
накопления статического
электричества на струе
жидкости.
5.
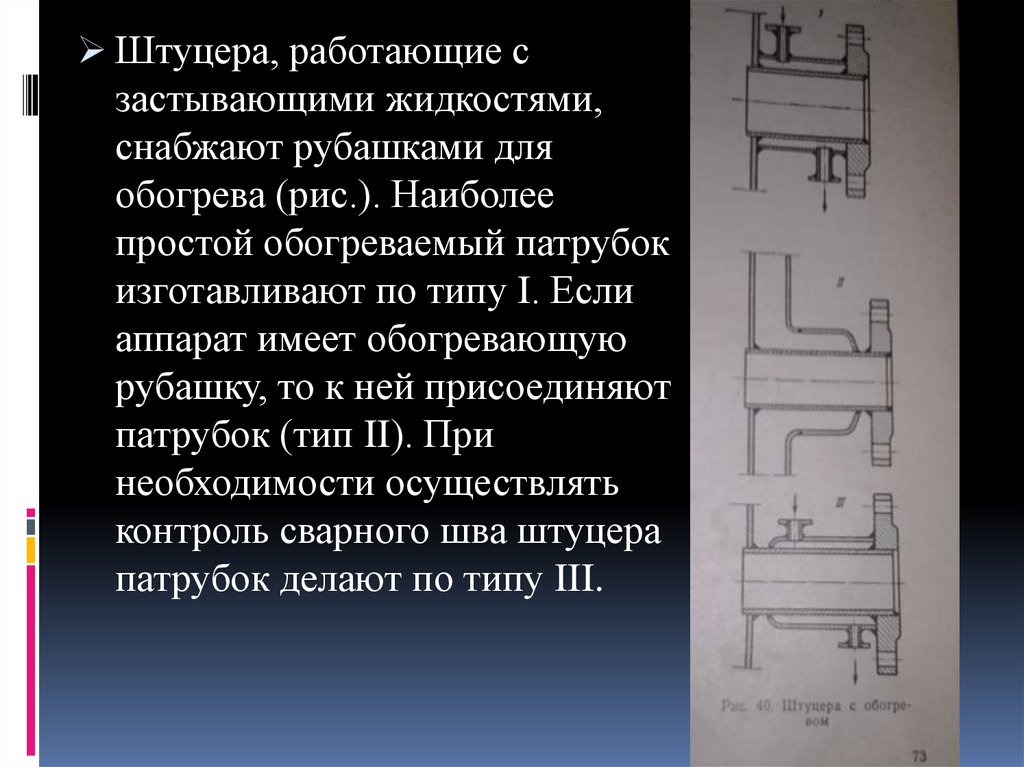
Штуцера, работающие сзастывающими жидкостями,
снабжают рубашками для
обогрева (рис.). Наиболее
простой обогреваемый патрубок
изготавливают по типу I. Если
аппарат имеет обогревающую
рубашку, то к ней присоединяют
патрубок (тип II). При
необходимости осуществлять
контроль сварного шва штуцера
патрубок делают по типу III.
6.
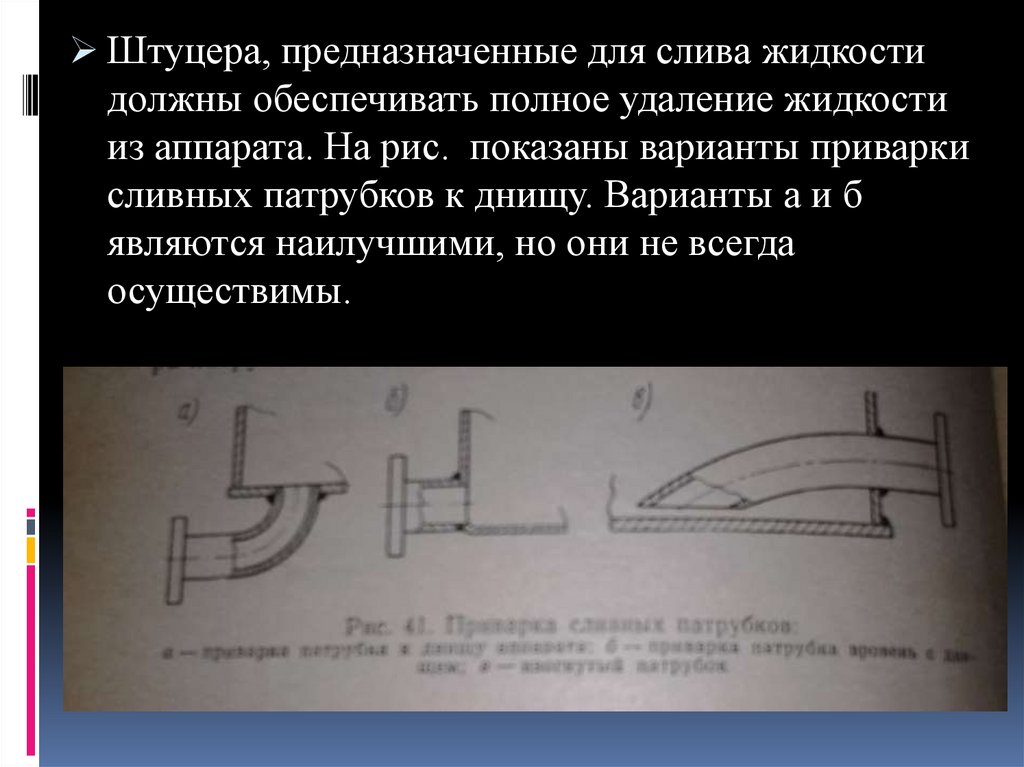
Штуцера, предназначенные для слива жидкостидолжны обеспечивать полное удаление жидкости
из аппарата. На рис. показаны варианты приварки
сливных патрубков к днищу. Варианты а и б
являются наилучшими, но они не всегда
осуществимы.
7.
Бобышки представляют собой фланцы,приваренные непосредственно к аппарату, или
утолщения на его корпусе. Трубопроводы к
бобышкам присоединяются с помощью шпилек, что
является существенным недостатком, т.к. при
поломке шпилек удаление их представляет
значительные трудности. Бобышки применяют при
установки сальников, контрольно-измерительных
приборов и в других случаях, когда устройство
штуцеров по каким-либо причинам не желательно.
Иногда на аппаратах из механическими непрочных
материалов штуцера заменяют бобышками.
8.
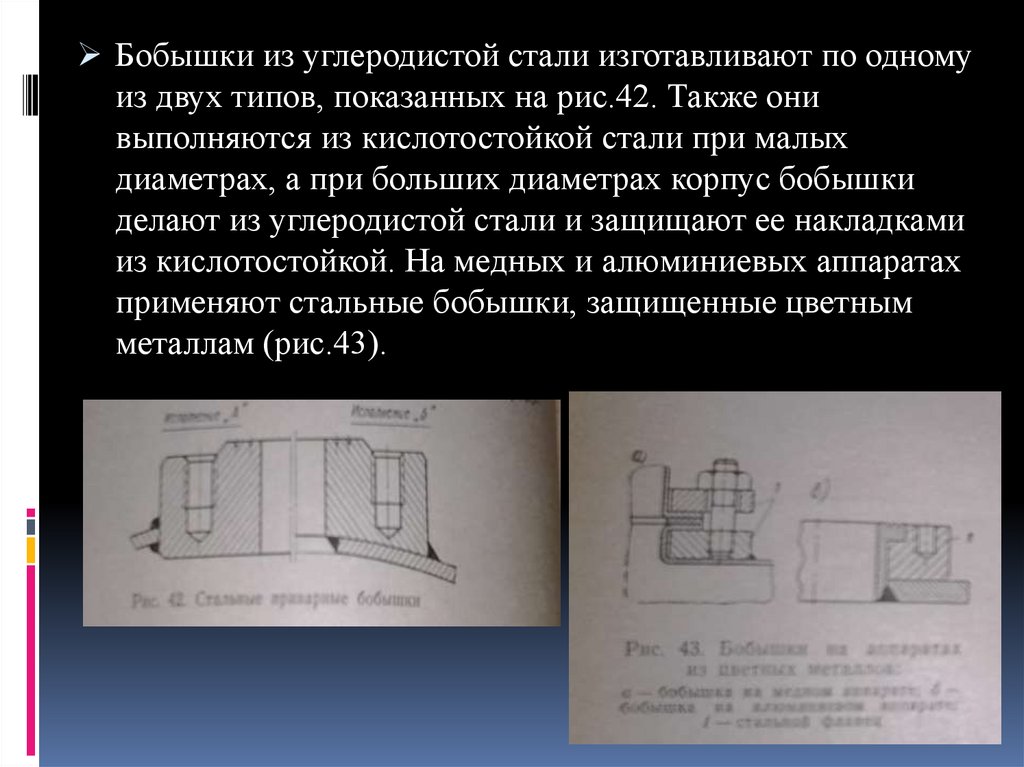
Бобышки из углеродистой стали изготавливают по одномуиз двух типов, показанных на рис.42. Также они
выполняются из кислотостойкой стали при малых
диаметрах, а при больших диаметрах корпус бобышки
делают из углеродистой стали и защищают ее накладками
из кислотостойкой. На медных и алюминиевых аппаратах
применяют стальные бобышки, защищенные цветным
металлам (рис.43).
9.
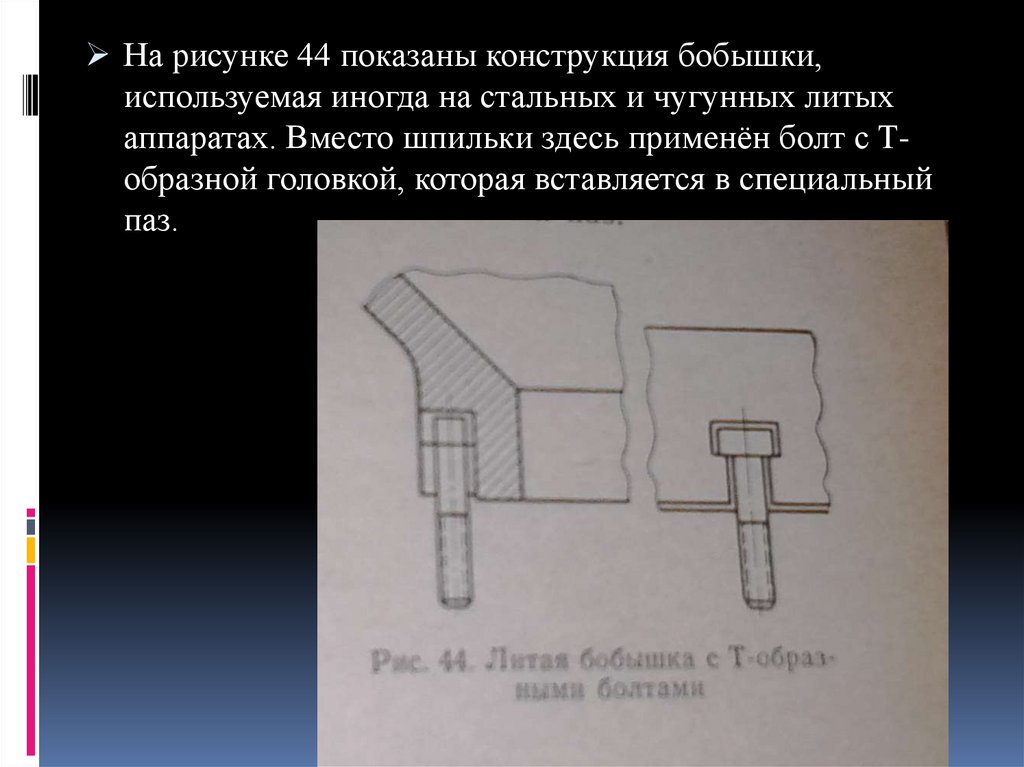
На рисунке 44 показаны конструкция бобышки,используемая иногда на стальных и чугунных литых
аппаратах. Вместо шпильки здесь применён болт с Тобразной головкой, которая вставляется в специальный
паз.
10.
11.
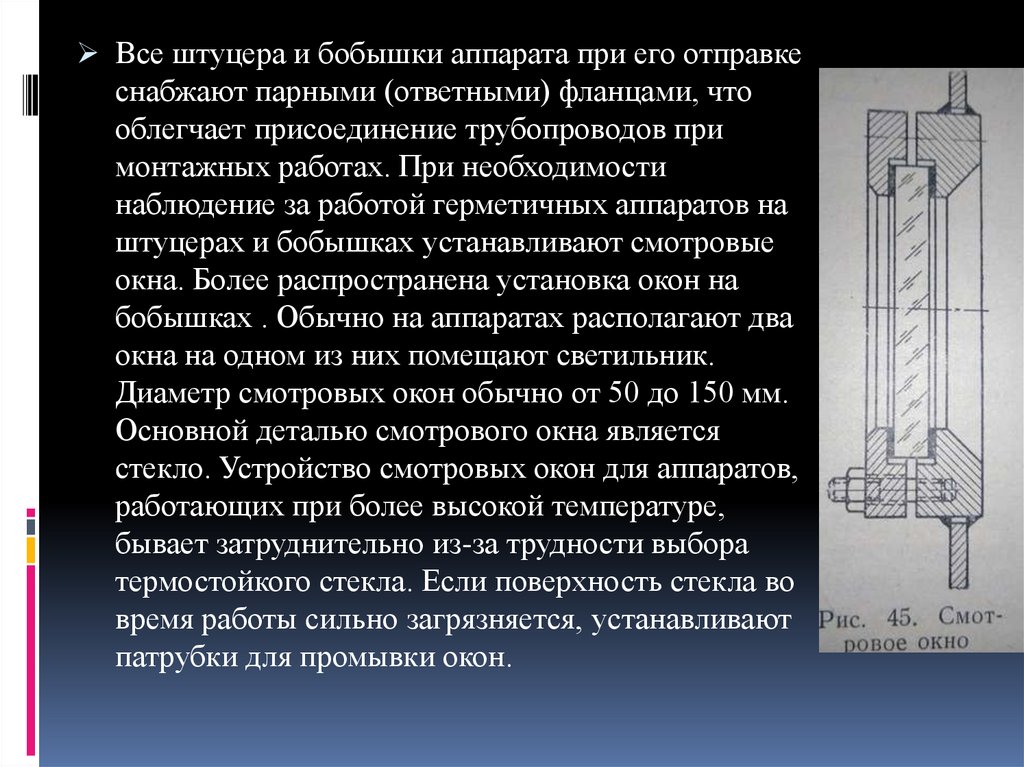
Все штуцера и бобышки аппарата при его отправкеснабжают парными (ответными) фланцами, что
облегчает присоединение трубопроводов при
монтажных работах. При необходимости
наблюдение за работой герметичных аппаратов на
штуцерах и бобышках устанавливают смотровые
окна. Более распространена установка окон на
бобышках . Обычно на аппаратах располагают два
окна на одном из них помещают светильник.
Диаметр смотровых окон обычно от 50 до 150 мм.
Основной деталью смотрового окна является
стекло. Устройство смотровых окон для аппаратов,
работающих при более высокой температуре,
бывает затруднительно из-за трудности выбора
термостойкого стекла. Если поверхность стекла во
время работы сильно загрязняется, устанавливают
патрубки для промывки окон.
12. Люки и лазы.
Люки лазы служат для осмотра аппаратов, монтажаи демонтажа внутренних устройств, загрузки сырья
и очистки. Круглые лазы должны иметь диаметр не
менее 400 мм, а овальные - не менее 300х40 мм.
Лазы таких небольших размеров неудобны в работе,
поэтому по возможности из следует увеличивать до
500-600 мм.
Конструкция люков лазов зависит от условий
работы и давления в аппарате. Если лазом
пользуются редко, то крышку его делают в виде
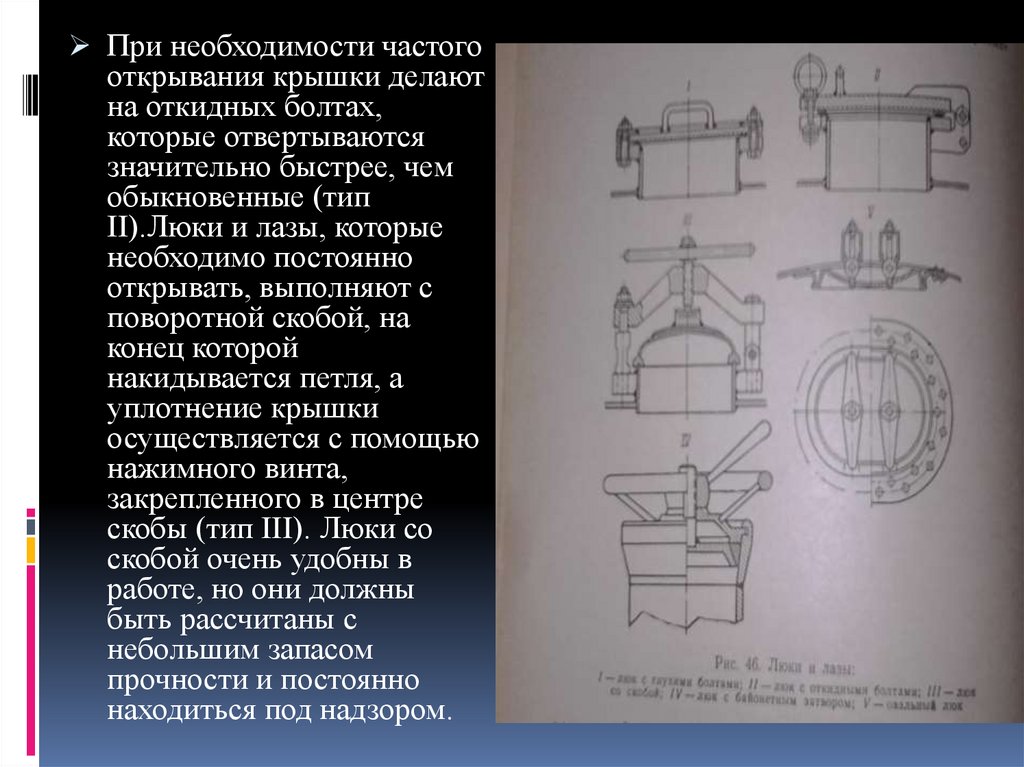
заглушки на болтах (рис.46,тип I).
13.
При необходимости частогооткрывания крышки делают
на откидных болтах,
которые отвертываются
значительно быстрее, чем
обыкновенные (тип
II).Люки и лазы, которые
необходимо постоянно
открывать, выполняют с
поворотной скобой, на
конец которой
накидывается петля, а
уплотнение крышки
осуществляется с помощью
нажимного винта,
закрепленного в центре
скобы (тип III). Люки со
скобой очень удобны в
работе, но они должны
быть рассчитаны с
небольшим запасом
прочности и постоянно
находиться под надзором.
14. Ослабление стенок сосудов и аппаратов, вызываемое отверстиями, и его компенсация.
При размещение отверстий на эллиптических днищахнеобходимо учитывать следующие требования Госгортехнадзора:
1. расстояние от края отверстия до края днища, измеряемой по
проекции, должно быть не менее 0,1. В тех случаях, когда по
технологическим соображениям отверстие необходимо делать
на самом краю днища, конструкция аппарата должна быть
специально согласована с инспекцией Госгортехнадзора. Не
следует устраивать отверстия с отбортованной части
сферических и конических днищ.
2. при диаметре аппарата менее 1500 мм, отверстия в
эллиптическом днище допускаются до 500 мм, но не более
половины диаметра аппарата; при диаметре аппарата более
1500 мм максимальный диаметр отверстия не должен
превышать 1/3D.
15.
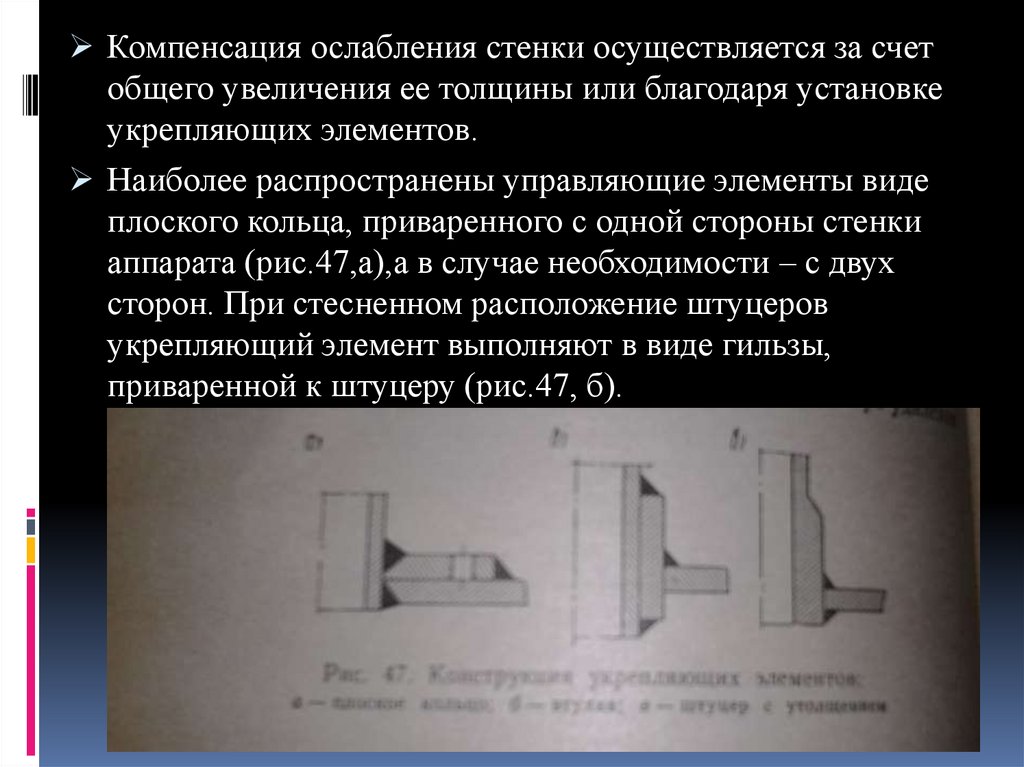
Компенсация ослабления стенки осуществляется за счетобщего увеличения ее толщины или благодаря установке
укрепляющих элементов.
Наиболее распространены управляющие элементы виде
плоского кольца, приваренного с одной стороны стенки
аппарата (рис.47,а),а в случае необходимости – с двух
сторон. При стесненном расположение штуцеров
укрепляющий элемент выполняют в виде гильзы,
приваренной к штуцеру (рис.47, б).
16.
Наиболее конструктивно совершенным следуетпризнавать укрепление отверстия, выполненное в виде
утолщенного штуцера (рис.47,в), однако эта
конструкция сложно в изготовлении. Отбортовка края
отверстия существенно снижает местные напряжения
и позволяет во многих случаях обойтись без
укрепляющего кольца. Кольца должны быть тщательно
подогнаны к поверхности корпуса аппарата. Каждое
кольцо снабжается сигнальным отверстием с резьбой,
которое во время работы остается все время открытым.
Оно позволяет обнаружить нарушение герметичности
во внутреннем сварном шве, так как продукт,
проникшие через неплотности, выходит через
сигнальное отверстие. При ремонте аппарата через
сигнальное отверстие производится испытание сжатым
воздухом плотности сварных швов укрепляющего
кольца.