




 industry
industrySimilar presentations:

")
")







Система автоматизированной раскладки жгутов
1.
Система автоматизированнойраскладки жгутов
Горелов Андрей Олегович (инженер I категории, НИО-307, МАИ)
Сапиева Элина Сергеевна (инженер, НИО-307, МАИ)
Лавриненко Сергей Александрович (инженер, НИО-307, МАИ)
Малынов Антон Павлович (инженер-программист III категории, ВПК «НПО машиностроения»)
Шашлов Владислав Михайлович (монтажник электронно-измерительной и спец. аппаратуры, ВПК «НПО машиностроения»)
2.
Актуальность, цель и задачиАктуальность:
дорогое производство внутриблочных жгутов для аппаратуры ответственного назначения.
Причины:
― высокая трудоемкость раскладки
― длительное время раскладки: среднее время раскладки 1 жгута — 1 неделя
― большая доля ручного труда
― высокая вероятность возникновения ошибок при изготовлении
― отсутствие готовых автоматизированных решений для раскладки
Цель работы:
разработка и изготовление системы автоматизированной раскладки внутриблочных жгутов
(САРЖ).
Задачи:
― проектирование программно-аппаратной архитектуры комплекса;
― разработка экспериментального образца;
― определение особенностей технологического процесса раскладки жгута в
автоматизированном и автоматическом режимах;
― апробация системы.
2
3.
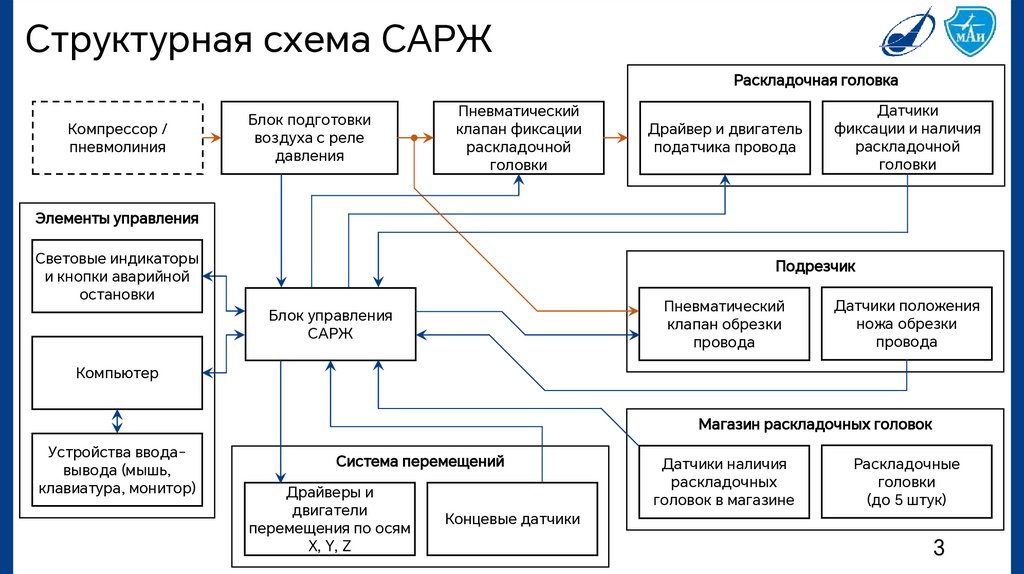
Структурная схема САРЖРаскладочная головка
Компрессор /
пневмолиния
Блок подготовки
воздуха с реле
давления
Пневматический
клапан фиксации
раскладочной
головки
Драйвер и двигатель
податчика провода
Датчики
фиксации и наличия
раскладочной
головки
Элементы управления
Световые индикаторы
и кнопки аварийной
остановки
Подрезчик
Пневматический
клапан обрезки
провода
Блок управления
САРЖ
Датчики положения
ножа обрезки
провода
Компьютер
Магазин раскладочных головок
Устройства вводавывода (мышь,
клавиатура, монитор)
Система перемещений
Драйверы и
двигатели
перемещения по осям
X, Y, Z
Датчики наличия
раскладочных
головок в магазине
Раскладочные
головки
(до 5 штук)
Концевые датчики
3
4.
Основные элементы комплексаСодержимое блока управления:
Параметры системы:
1.
Габариты: 1650×1700×1600 мм
2.
Рабочая зона (плаз): 1180×900 мм
3.
Масса: 250 кг
4.
Напряжение питания: 230 В
5.
Максимальный потребляемый
ток: 10 А
5
4
8
2
1
7
8
2
7
4
3
1
6
Элементы системы:
1.
Раскладочный стол
2.
Портальный манипулятор
3.
Блок управления
4.
Раскладочная головка
5.
Система перемещений
6.
Магазин с раскладочными
головками
7.
Периферийный
коммутационный модуль
8.
Светосигнальная колонна
9.
Кнопки аварийной
остановки
10. Тумба станка
5 6
1. Драйверы двигателей
2. Управляющий контроллер
3. Блоки питания
9
3
10
4. Клеммные колодки (внешние устройства)
5. Автоматический выключатель
6. Магнитный пускатель
7. Вентилятор
8. USB-разъем (управляющий ПК)
4
5.
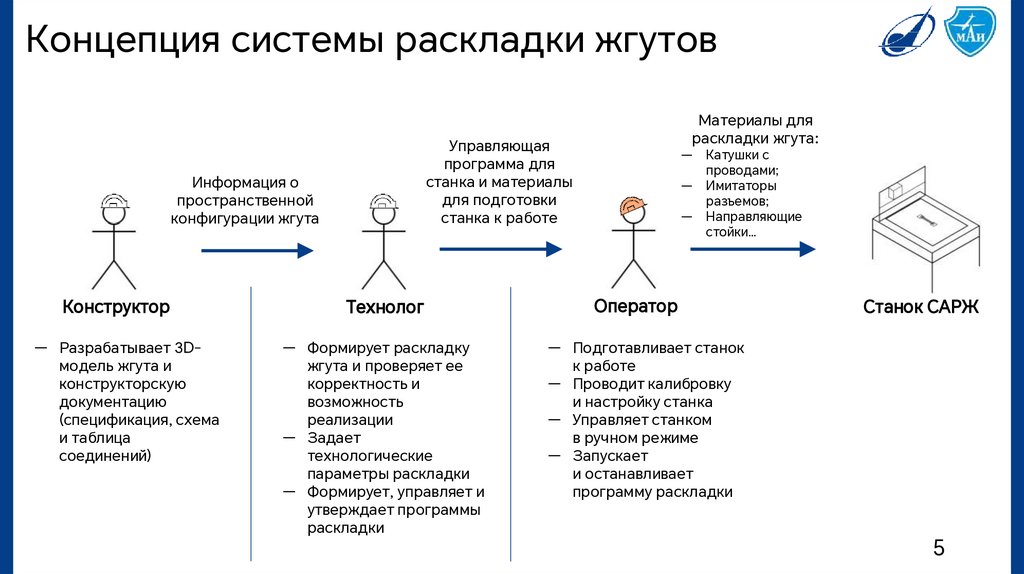
Концепция системы раскладки жгутовУправляющая
программа для
станка и материалы
для подготовки
станка к работе
Информация о
пространственной
конфигурации жгута
Конструктор
— Разрабатывает 3Dмодель жгута и
конструкторскую
документацию
(спецификация, схема
и таблица
соединений)
Технолог
— Формирует раскладку
жгута и проверяет ее
корректность и
возможность
реализации
— Задает
технологические
параметры раскладки
— Формирует, управляет и
утверждает программы
раскладки
—
—
—
Материалы для
раскладки жгута:
Катушки с
проводами;
Имитаторы
разъемов;
Направляющие
стойки…
Оператор
Станок САРЖ
— Подготавливает станок
к работе
— Проводит калибровку
и настройку станка
— Управляет станком
в ручном режиме
— Запускает
и останавливает
программу раскладки
5
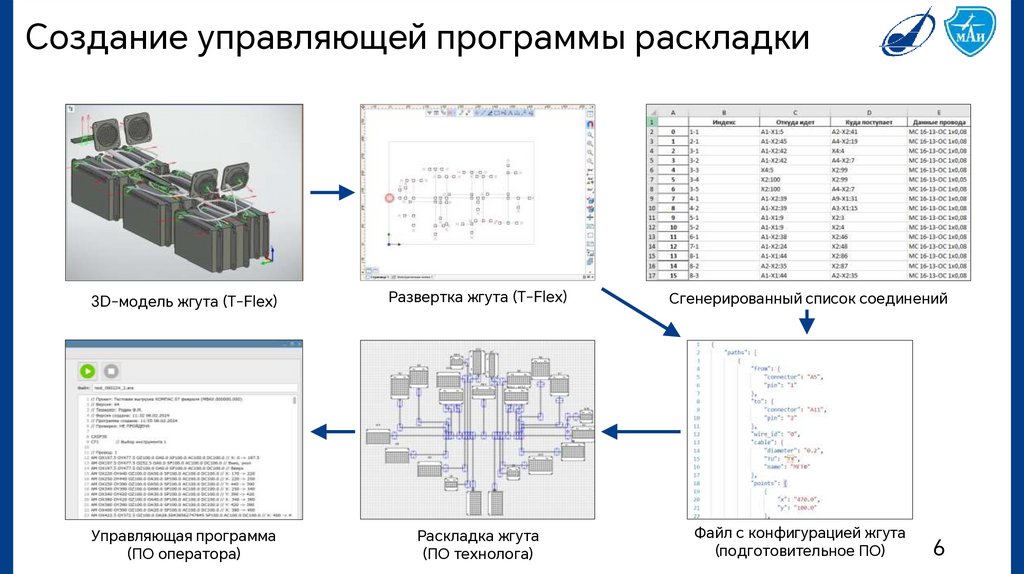
6.
Создание управляющей программы раскладки3D-модель жгута (T-Flex)
Развертка жгута (T-Flex)
Сгенерированный список соединений
Управляющая программа
(ПО оператора)
Раскладка жгута
(ПО технолога)
Файл с конфигурацией жгута
(подготовительное ПО)
6
7.
Апробация системыПроизведены раскладки тестового внутриблочного жгута, имеющая около 1000 соединений и 500 проводов.
Время раскладки жгута составляет приблизительно 8 часов.
Видео процесса раскладки (ускорено в 3 раза)
Жгут после раскладки
7
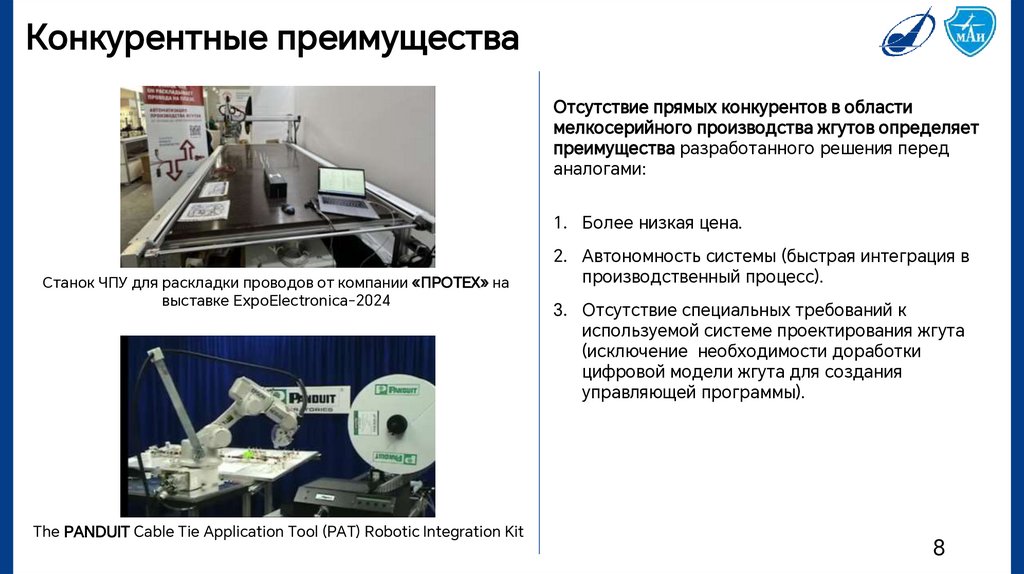
8.
Конкурентные преимуществаОтсутствие прямых конкурентов в области
мелкосерийного производства жгутов определяет
преимущества разработанного решения перед
аналогами:
1. Более низкая цена.
Станок ЧПУ для раскладки проводов от компании «ПРОТЕХ» на
выставке ExpoElectronica-2024
The PANDUIT Cable Tie Application Tool (PAT) Robotic Integration Kit
2. Автономность системы (быстрая интеграция в
производственный процесс).
3. Отсутствие специальных требований к
используемой системе проектирования жгута
(исключение необходимости доработки
цифровой модели жгута для создания
управляющей программы).
8
9.
Развитие проекта и потенциал коммерциализацииРасширение функциональности системы
Автоматизированное
бандажирование
жгута
Автоматизированная
электрическая
инспекция жгута
Прототип
комбинированного
цифрового участка
раскладки жгутов
Оценка экономической эффективности системы
График окупаемости одной установки по годам с учетом затрат
электроэнергии и обучения персонала, обслуживания и поставки
(ставка дисконтирования 20%).
Интеграция комплекса на предприятия
Подготовка технологической
документации для изготовления
системы, программы обучения
рабочего и обслуживающего
персонала
Изготовление поставочных
образцов, их интеграция в
производственные процессы
заказчиков
Стратегия выхода на рынок
Сбор обратной связи от заказчиков,
доработка комплекса, передача
комплекса и документации
заказчику для серийного
производства, детализация спроса
Организация серийного
производства, построение системы
сервисной поддержки и
модернизации, расширение
линейки оборудования
Основной экономический эффект — сокращение себестоимости
изготовления жгутов за счет уменьшения времени их изготовления и доли
ручного труда.
Среднее время раскладки жгута на одном рабочем месте:
― полностью ручное производство — 7 рабочих дней (3 жгута в месяц);
― с учетом автоматизации — 1 рабочий день (20 жгутов в месяц).
Готовятся заявки на государственную регистрацию полезной модели и программы для ЭВМ.
Минимизация рисков обеспечена отсутствием прямых аналогов в сопоставимом ценовом и технологическом сегменте.
Предлагаемое решение может применяться для раскладки жгутов различных промышленных отраслей.
9
10.
Результаты― Спроектирован и изготовлен опытный образец системы автоматизированной раскладки
жгутов;
― Разработана аппаратная часть комплекса;
― Разработано программное обеспечение, обеспечивающее:
― импорт пространственной конфигурации жгута из систем автоматизированного
проектирования;
― технологическую подготовку производства: редактирование и создание раскладки жгута;
― автоматизированную раскладку жгута.
― Проведена успешная апробация работы системы на тестовом внутриблочном жгуте, имеющем
около 1000 соединений и 500 проводов, что позволило ввести ее в опытную эксплуатацию.
10
11.
Спасибо за вниманиеГорелов Андрей Олегович
Инженер I категории, НИО-307 МАИ
+7 (499) 158–46–48
gorelovao@mai.ru
11
12.
Раскладочный столРабочая область представляет собой универсальный плаз из магнитной нержавеющей стали с шагом сетки 10 мм,
по которой располагаются имитаторы и стойки.
Стойки и имитаторы фиксируются на плазе с помощью направляющих и магнитов.
Имитаторы
Карта расстановки имитаторов
Стойки
Раскладочный стол с имитаторами и стойками
Раскладочный стол с имитацией жгута
12
13.
Архитектура программного обеспечения13
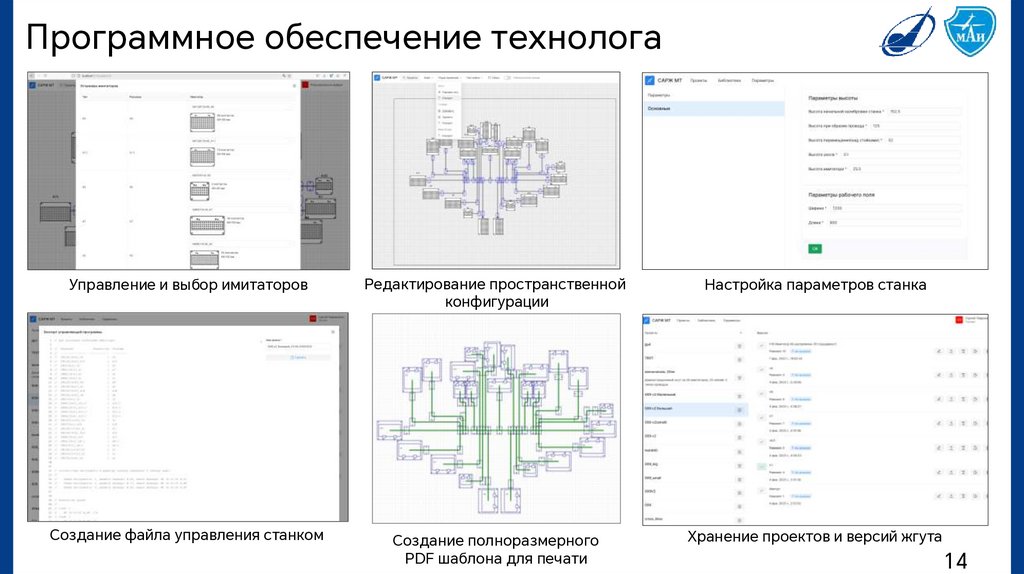
14.
Программное обеспечение технологаУправление и выбор имитаторов
Редактирование пространственной
конфигурации
Настройка параметров станка
Создание файла управления станком
Создание полноразмерного
PDF шаблона для печати
Хранение проектов и версий жгута
14
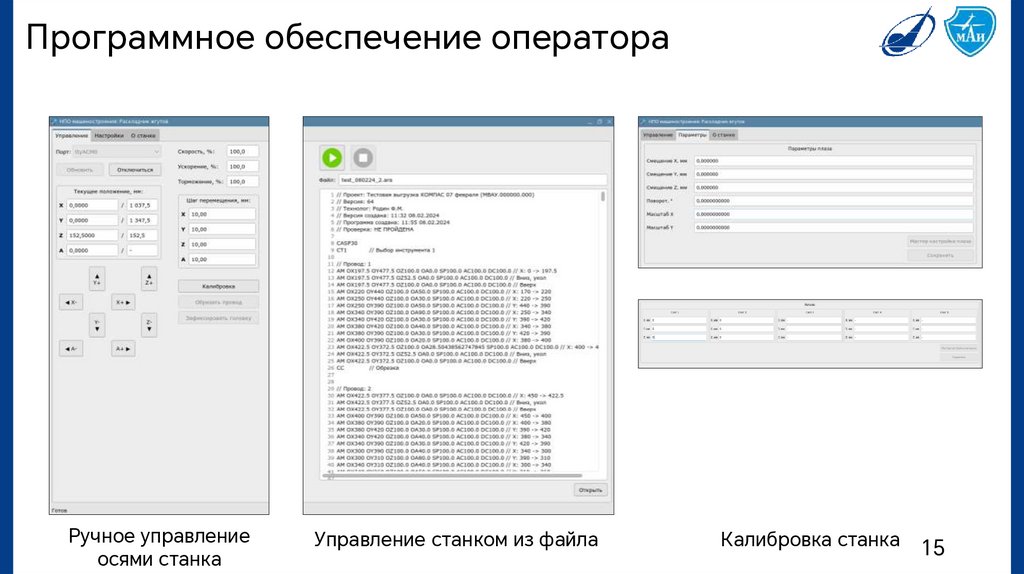
15.
Программное обеспечение оператораРучное управление
осями станка
Управление станком из файла
Калибровка станка
15