

 education
educationSimilar presentations:






 и выпускных квалификационных работ")
")


Подготовка к аттестации на право выполнения работ для всех рабочих профессий и контролеров ОТК
1.
Группа компанийООО «Горизонт»
ООО «НПО «Горизонт»
ООО «Горизонт-Сервис»
ЗАО «АТК»
ОБУЧАЮЩИЕ МАТЕРИАЛЫ
к УЧЕБНОЙ ПРОГРАММЕ
подготовки к аттестации
на право выполнения работ
для всех рабочих профессий
и контролеров ОТК
2.
ВВЕДЕНИЕУчебная программа
подготовки к аттестации на право выполнения работ
для всех рабочих профессий и контролеров ОТК
• Предназначена для обучения рабочих и контролеров ОТК, ответственных за:
- изготовление, контроль, испытания;
- хранение, перемещение;
- использование и ремонт радиоэлектронной аппаратуры и приборов (РЭА и П).
• Направлена на изучение общих требований основных документов и процессов при
производстве и эксплуатации продукции предприятия.
• Цель обучения:
- проверка знаний и подтверждение компетентности в рамках присвоенной и
квалификации;
- обеспечение выполнения требований СМК, НД, КД, ТД с учетом изменений на них;
- повышение качества выпускаемой продукции;
- приобретение новых знаний, навыков в обеспечение совершенствования профессионального мастерства и повышения производительности труда;
- допуск к очередной аттестации на право выполнение работ.
2
3.
МАТЕРИАЛЫ УЧЕБНОЙ ПРОГРАММЫподготовки к аттестации на право выполнения работ
для всех рабочих профессий и контролеров ОТК
обобщают объем технической информации,
представленный в нормативной (НД), конструкторской (КД)
и технологической (ТД) документации,
применяемой в ГК Горизонт при производстве продукции
содержат указания на обозначения и наименования
основных документов, порядок их применения
в условиях производства и эксплуатации
3
4.
ПРОФЕССИОНАЛЬНОЕОБУЧЕНИЕ
это
процесс,
направленный на передачу работникам новых знаний по важным для предприятия
направлениям, обеспечение роста сознательности и дисциплинированности
персонала, культуры производства, исключающий несоответствия знаний и
умений персонала потребностям производства, позволяющий формировать навыки
для
решения
конкретных
производственных
задач.
ОБУЧЕНИЕ ПРЕДШЕСТВУЕТ АТТЕСТАЦИИ - наиболее эффективному методу
оценки уровня знаний и профессиональных умений сотрудника, его
профпригодности — квалификации в соответствии с его должностью или разрядом
выполняемых
работ.
Два процесса направлены не только на оценку компетенций работников и рост
производительности их труда, разработку кадровых решений и мотивационных
программ, но также преследуют глобальные корпоративные цели, направленные
на
рост
производительности
и
развитие
предприятия.
Обучение и последующая аттестация исполнителей - неотъемлемая часть системы
менеджмента качества любого предприятия.
4
5.
ДЕЯТЕЛЬНОСТЬ ПРЕДПРИЯТИЯС 1992 года специалистами предприятия реализуются уникальные проекты в области:
железнодорожной продукции (силовая и преобразовательная техника, системы управления), тяжелого машиностроения (модульные кабины, системы микроклимата),
пригородного и городского электротранспорта.
https://horizont-npp.ru/
https://horizont-npp.ru/prezentatsiya/
Предприятие оказывает заказчику полный цикл услуг
от разработки и производства продукции до последующего гарантийного сопровождения и
постгарантийного обслуживания на всех стадиях жизненного цикла продукции или услуги.
ГК ГОРИЗОНТ включает основные технологические переделы,
обеспечивающие независимость предпрития при производстве продукции.
5
6.
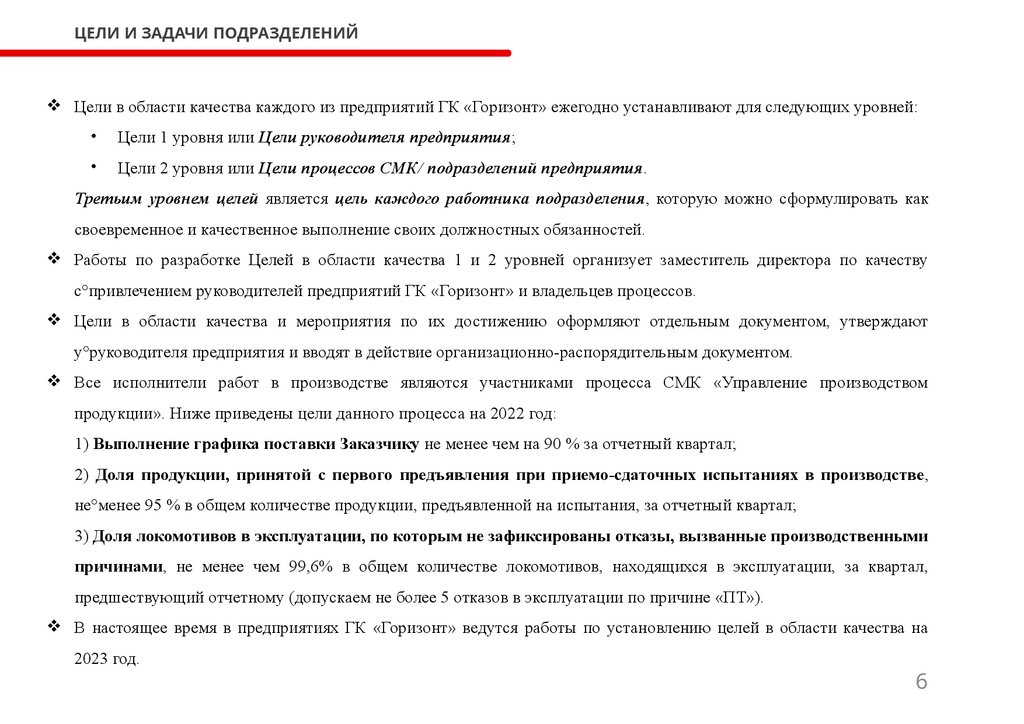
ЦЕЛИ И ЗАДАЧИ ПОДРАЗДЕЛЕНИЙЦели в области качества каждого из предприятий ГК «Горизонт» ежегодно устанавливают для следующих уровней:
Цели 1 уровня или Цели руководителя предприятия;
Цели 2 уровня или Цели процессов СМК/ подразделений предприятия.
Третьим уровнем целей является цель каждого работника подразделения, которую можно сформулировать как
своевременное и качественное выполнение своих должностных обязанностей.
Работы по разработке Целей в области качества 1 и 2 уровней организует заместитель директора по качеству
с°привлечением руководителей предприятий ГК «Горизонт» и владельцев процессов.
Цели в области качества и мероприятия по их достижению оформляют отдельным документом, утверждают
у°руководителя предприятия и вводят в действие организационно-распорядительным документом.
Все исполнители работ в производстве являются участниками процесса СМК «Управление производством
продукции». Ниже приведены цели данного процесса на 2022 год:
1) Выполнение графика поставки Заказчику не менее чем на 90 % за отчетный квартал;
2) Доля продукции, принятой с первого предъявления при приемо-сдаточных испытаниях в производстве,
не°менее 95 % в общем количестве продукции, предъявленной на испытания, за отчетный квартал;
3) Доля локомотивов в эксплуатации, по которым не зафиксированы отказы, вызванные производственными
причинами, не менее чем 99,6% в общем количестве локомотивов, находящихся в эксплуатации, за квартал,
предшествующий отчетному (допускаем не более 5 отказов в эксплуатации по причине «ПТ»).
В настоящее время в предприятиях ГК «Горизонт» ведутся работы по установлению целей в области качества на
2023 год.
6
7.
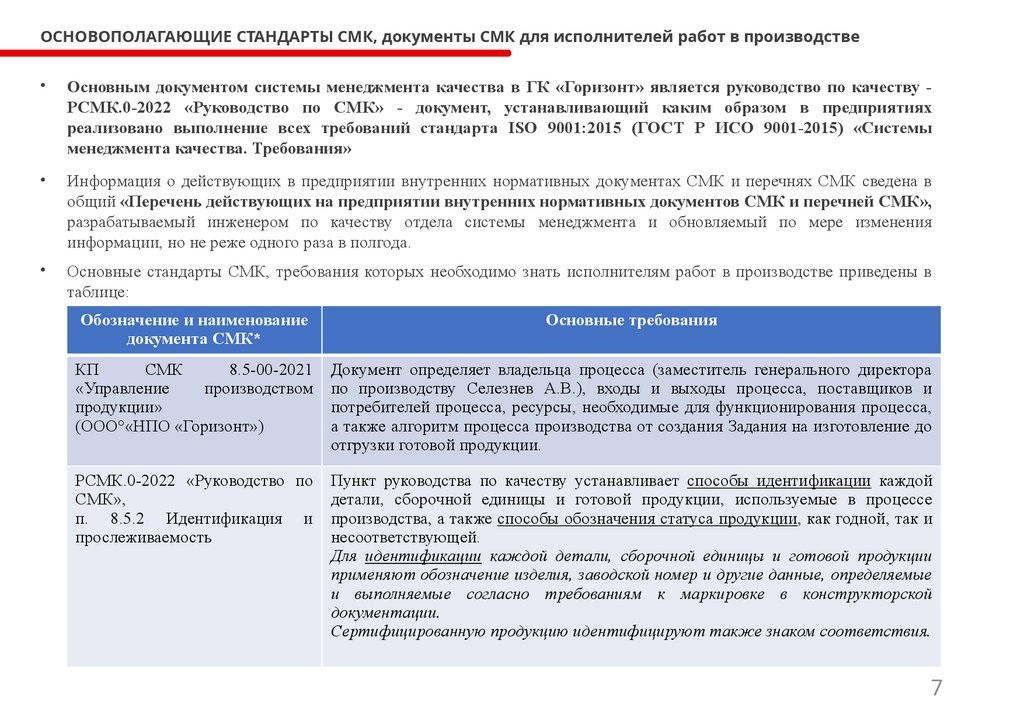
ОСНОВОПОЛАГАЮЩИЕ СТАНДАРТЫ СМК, документы СМК для исполнителей работ в производствеОсновным документом системы менеджмента качества в ГК «Горизонт» является руководство по качеству РСМК.0-2022 «Руководство по СМК» - документ, устанавливающий каким образом в предприятиях
реализовано выполнение всех требований стандарта ISO 9001:2015 (ГОСТ Р ИСО 9001-2015) «Системы
менеджмента качества. Требования»
Информация о действующих в предприятии внутренних нормативных документах СМК и перечнях СМК сведена в
общий «Перечень действующих на предприятии внутренних нормативных документов СМК и перечней СМК»,
разрабатываемый инженером по качеству отдела системы менеджмента и обновляемый по мере изменения
информации, но не реже одного раза в полгода.
Основные стандарты СМК, требования которых необходимо знать исполнителям работ в производстве приведены в
таблице:
Обозначение и наименование
документа СМК*
Основные требования
КП
СМК
8.5-00-2021
«Управление
производством
продукции»
(ООО°«НПО «Горизонт»)
Документ определяет владельца процесса (заместитель генерального директора
по производству Селезнев А.В.), входы и выходы процесса, поставщиков и
потребителей процесса, ресурсы, необходимые для функционирования процесса,
а также алгоритм процесса производства от создания Задания на изготовление до
отгрузки готовой продукции.
РСМК.0-2022 «Руководство по
СМК»,
п. 8.5.2 Идентификация и
прослеживаемость
Пункт руководства по качеству устанавливает способы идентификации каждой
детали, сборочной единицы и готовой продукции, используемые в процессе
производства, а также способы обозначения статуса продукции, как годной, так и
несоответствующей.
Для идентификации каждой детали, сборочной единицы и готовой продукции
применяют обозначение изделия, заводской номер и другие данные, определяемые
и выполняемые согласно требованиям к маркировке в конструкторской
документации.
Сертифицированную продукцию идентифицируют также знаком соответствия.
7
8.
Документы СМК для исполнителей работ в производствеОбозначение и наименование
документа СМК*
Основные требования
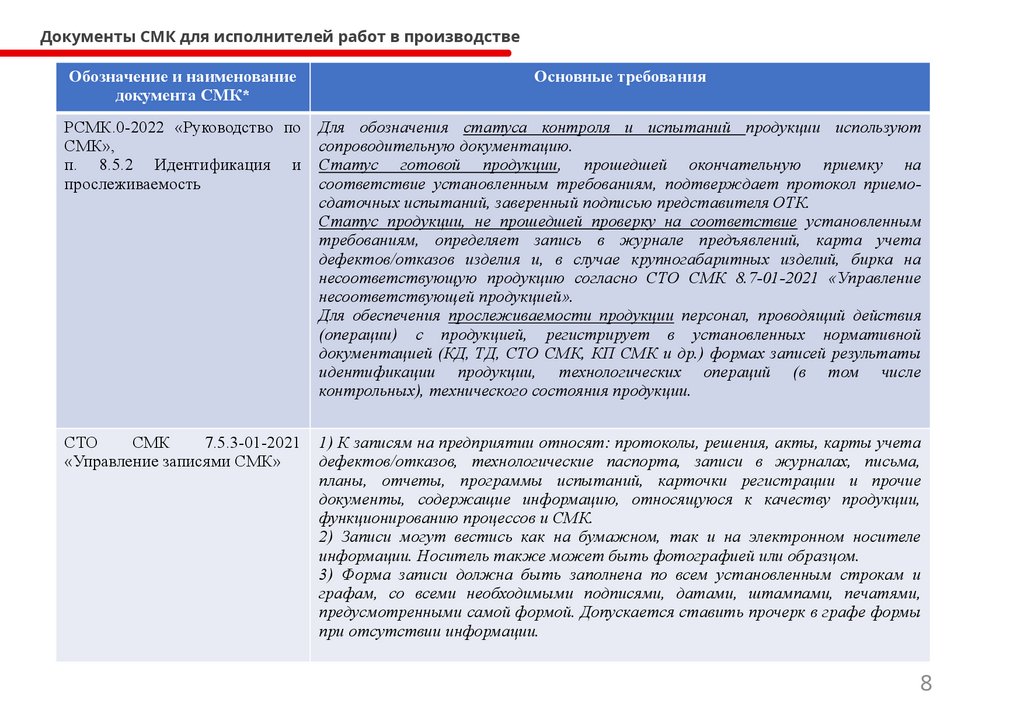
РСМК.0-2022 «Руководство по
СМК»,
п. 8.5.2 Идентификация и
прослеживаемость
Для обозначения статуса контроля и испытаний продукции используют
сопроводительную документацию.
Статус готовой продукции, прошедшей окончательную приемку на
соответствие установленным требованиям, подтверждает протокол приемосдаточных испытаний, заверенный подписью представителя ОТК.
Статус продукции, не прошедшей проверку на соответствие установленным
требованиям, определяет запись в журнале предъявлений, карта учета
дефектов/отказов изделия и, в случае крупногабаритных изделий, бирка на
несоответствующую продукцию согласно СТО СМК 8.7-01-2021 «Управление
несоответствующей продукцией».
Для обеспечения прослеживаемости продукции персонал, проводящий действия
(операции) с продукцией, регистрирует в установленных нормативной
документацией (КД, ТД, СТО СМК, КП СМК и др.) формах записей результаты
идентификации продукции, технологических операций (в том числе
контрольных), технического состояния продукции.
СТО
СМК
7.5.3-01-2021
«Управление записями СМК»
1) К записям на предприятии относят: протоколы, решения, акты, карты учета
дефектов/отказов, технологические паспорта, записи в журналах, письма,
планы, отчеты, программы испытаний, карточки регистрации и прочие
документы, содержащие информацию, относящуюся к качеству продукции,
функционированию процессов и СМК.
2) Записи могут вестись как на бумажном, так и на электронном носителе
информации. Носитель также может быть фотографией или образцом.
3) Форма записи должна быть заполнена по всем установленным строкам и
графам, со всеми необходимыми подписями, датами, штампами, печатями,
предусмотренными самой формой. Допускается ставить прочерк в графе формы
при отсутствии информации.
8
9.
Документы СМК для исполнителей работ в производствеОбозначение и наименование
документа СМК*
Основные требования
СТО
СМК
7.5.3-01-2021
«Управление записями СМК»
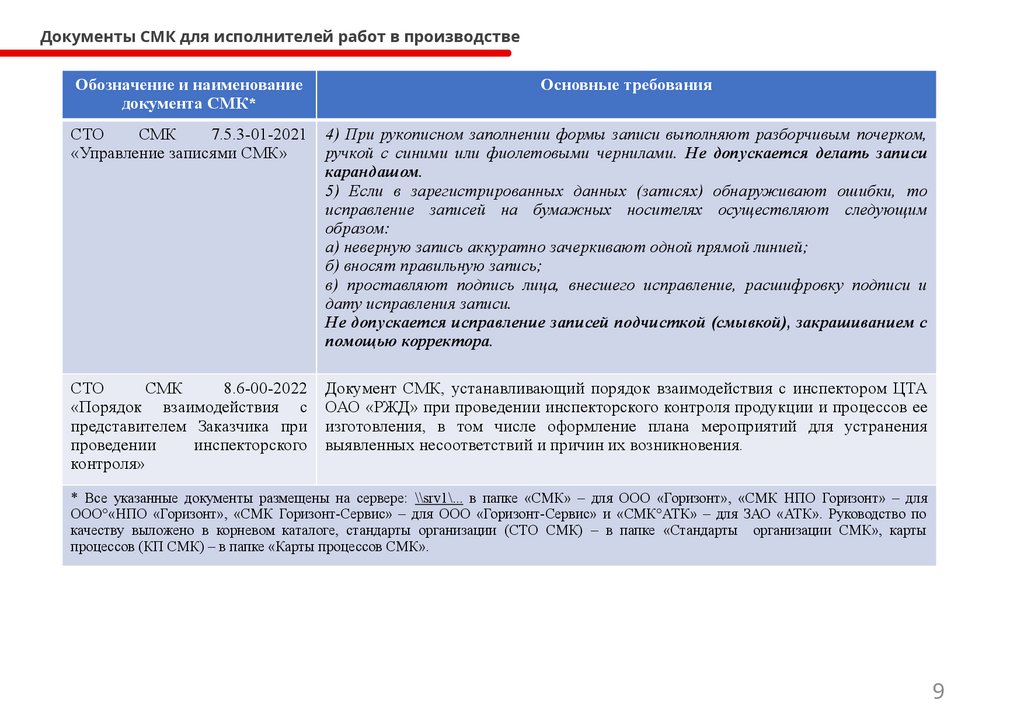
4) При рукописном заполнении формы записи выполняют разборчивым почерком,
ручкой с синими или фиолетовыми чернилами. Не допускается делать записи
карандашом.
5) Если в зарегистрированных данных (записях) обнаруживают ошибки, то
исправление записей на бумажных носителях осуществляют следующим
образом:
а) неверную запись аккуратно зачеркивают одной прямой линией;
б) вносят правильную запись;
в) проставляют подпись лица, внесшего исправление, расшифровку подписи и
дату исправления записи.
Не допускается исправление записей подчисткой (смывкой), закрашиванием с
помощью корректора.
СТО
СМК
8.6-00-2022
«Порядок взаимодействия с
представителем Заказчика при
проведении
инспекторского
контроля»
Документ СМК, устанавливающий порядок взаимодействия с инспектором ЦТА
ОАО «РЖД» при проведении инспекторского контроля продукции и процессов ее
изготовления, в том числе оформление плана мероприятий для устранения
выявленных несоответствий и причин их возникновения.
* Все указанные документы размещены на сервере: \\srv1\... в папке «СМК» – для ООО «Горизонт», «СМК НПО Горизонт» – для
ООО°«НПО «Горизонт», «СМК Горизонт-Сервис» – для ООО «Горизонт-Сервис» и «СМК°АТК» – для ЗАО «АТК». Руководство по
качеству выложено в корневом каталоге, стандарты организации (СТО СМК) – в папке «Стандарты организации СМК», карты
процессов (КП СМК) – в папке «Карты процессов СМК».
9
10.
ОСНОВНЫЕ НД при разработке/изготовлении продукцииПРИ РАЗРАБОТКЕ И ИЗГОТОВЛЕНИИ ПРОДУКЦИИ ПРЕДПРИЯТИЯ приняты к
применению государственные стандарты систем ЕСКД и ЕСТД, а также соответствующие
стандарты организации системы менеджмента качества (СТО СМК) .
ЕСКД - единая система конструкторской документации или комплекс межгосударственных стандартов,
устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и
обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях
жизненного цикла изделия (при проектировании, разработке, изготовлении, контроле, приёмке,
эксплуатации, ремонте, утилизации). Обеспечивает
ЕСТД - единая система конструкторской документации или комплекс межгосударственных стандартов
и рекомендаций, устанавливающих взаимосвязанные правила и положения по порядку разработки,
комплектации, оформления и обращения технологической документации, применяемой при
изготовлении, контроле, приемке и ремонте (модернизации) изделий (включая сбор и сдачу
технологических отходов).
10
11.
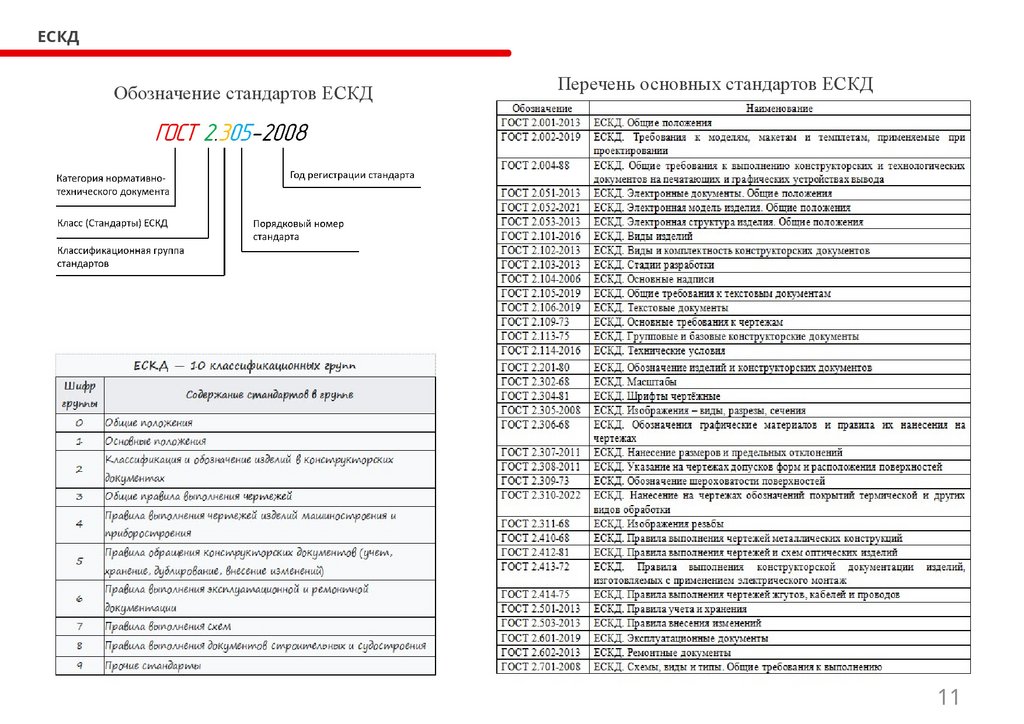
ЕСКДОбозначение стандартов ЕСКД
Перечень основных стандартов ЕСКД
Состав и классификация ЕСКД
11
12.
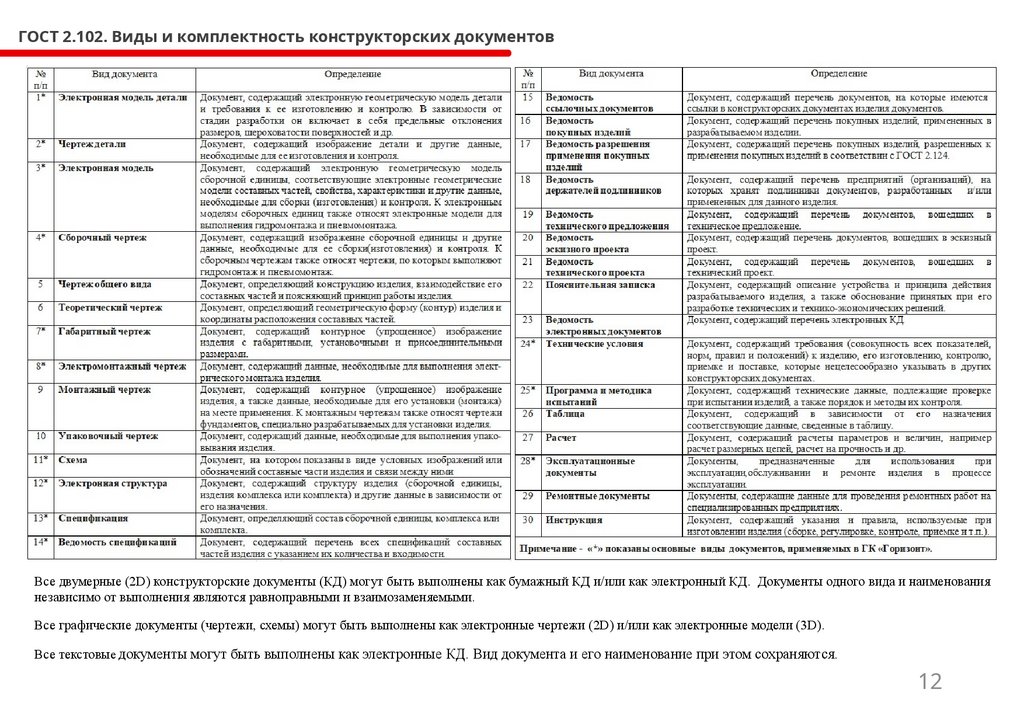
ГОСТ 2.102. Виды и комплектность конструкторских документовВсе двумерные (2D) конструкторские документы (КД) могут быть выполнены как бумажный КД и/или как электронный КД. Документы одного вида и наименования
независимо от выполнения являются равноправными и взаимозаменяемыми.
Все графические документы (чертежи, схемы) могут быть выполнены как электронные чертежи (2D) и/или как электронные модели (3D).
Все текстовые документы могут быть выполнены как электронные КД. Вид документа и его наименование при этом сохраняются.
12
13.
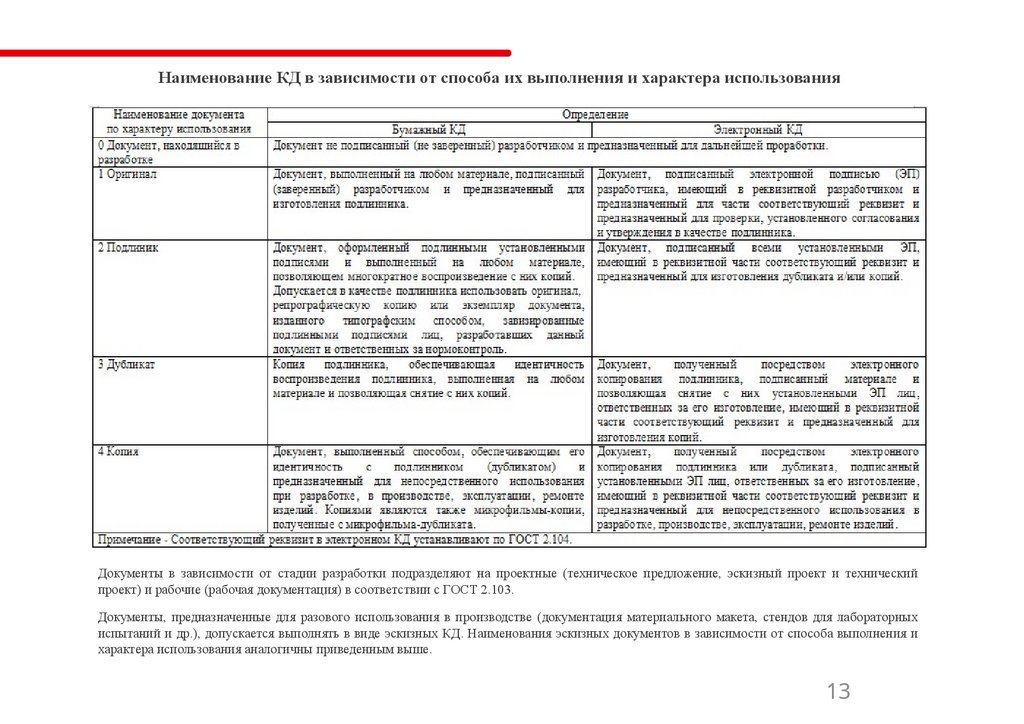
Наименование КД в зависимости от способа их выполнения и характера использованияДокументы в зависимости от стадии разработки подразделяют на проектные (техническое предложение, эскизный проект и технический
проект) и рабочие (рабочая документация) в соответствии с ГОСТ 2.103.
Документы, предназначенные для разового использования в производстве (документация материального макета, стендов для лабораторных
испытаний и др.), допускается выполнять в виде эскизных КД. Наименования эскизных документов в зависимости от способа выполнения и
характера использования аналогичны приведенным выше.
13
14.
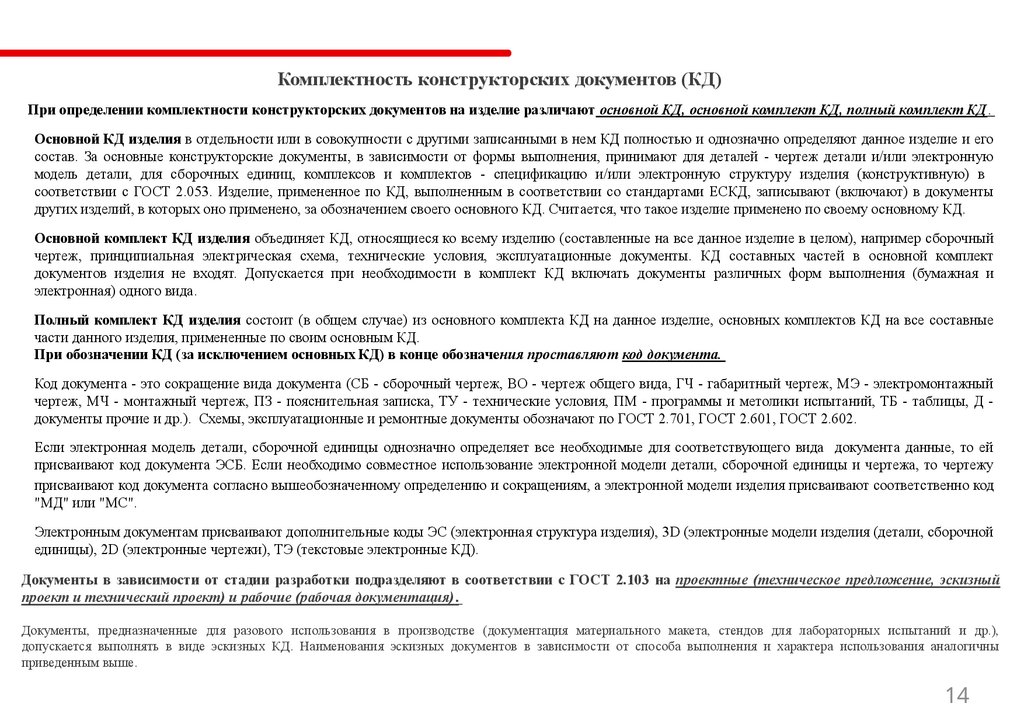
Комплектность конструкторских документов (КД)При определении комплектности конструкторских документов на изделие различают основной КД, основной комплект КД, полный комплект КД.
Основной КД изделия в отдельности или в совокупности с другими записанными в нем КД полностью и однозначно определяют данное изделие и его
состав. За основные конструкторские документы, в зависимости от формы выполнения, принимают для деталей - чертеж детали и/или электронную
модель детали, для сборочных единиц, комплексов и комплектов - спецификацию и/или электронную структуру изделия (конструктивную) в
соответствии с ГОСТ 2.053. Изделие, примененное по КД, выполненным в соответствии со стандартами ЕСКД, записывают (включают) в документы
других изделий, в которых оно применено, за обозначением своего основного КД. Считается, что такое изделие применено по своему основному КД.
Основной комплект КД изделия объединяет КД, относящиеся ко всему изделию (составленные на все данное изделие в целом), например сборочный
чертеж, принципиальная электрическая схема, технические условия, эксплуатационные документы. КД составных частей в основной комплект
документов изделия не входят. Допускается при необходимости в комплект КД включать документы различных форм выполнения (бумажная и
электронная) одного вида.
Полный комплект КД изделия состоит (в общем случае) из основного комплекта КД на данное изделие, основных комплектов КД на все составные
части данного изделия, примененные по своим основным КД.
При обозначении КД (за исключением основных КД) в конце обозначения проставляют код документа.
Код документа - это сокращение вида документа (СБ - сборочный чертеж, ВО - чертеж общего вида, ГЧ - габаритный чертеж, МЭ - электромонтажный
чертеж, МЧ - монтажный чертеж, ПЗ - пояснительная записка, ТУ - технические условия, ПМ - программы и метолики испытаний, ТБ - таблицы, Д документы прочие и др.). Схемы, эксплуатационные и ремонтные документы обозначают по ГОСТ 2.701, ГОСТ 2.601, ГОСТ 2.602.
Если электронная модель детали, сборочной единицы однозначно определяет все необходимые для соответствующего вида документа данные, то ей
присваивают код документа ЭСБ. Если необходимо совместное использование электронной модели детали, сборочной единицы и чертежа, то чертежу
присваивают код документа согласно вышеобозначенному определению и сокращениям, а электронной модели изделия присваивают соответственно код
"МД" или "МС".
Электронным документам присваивают дополнительные коды ЭС (электронная структура изделия), 3D (электронные модели изделия (детали, сборочной
единицы), 2D (электронные чертежи), ТЭ (текстовые электронные КД).
Документы в зависимости от стадии разработки подразделяют в соответствии с ГОСТ 2.103 на проектные (техническое предложение, эскизный
проект и технический проект) и рабочие (рабочая документация).
Документы, предназначенные для разового использования в производстве (документация материального макета, стендов для лабораторных испытаний и др.),
допускается выполнять в виде эскизных КД. Наименования эскизных документов в зависимости от способа выполнения и характера использования аналогичны
приведенным выше.
14
15.
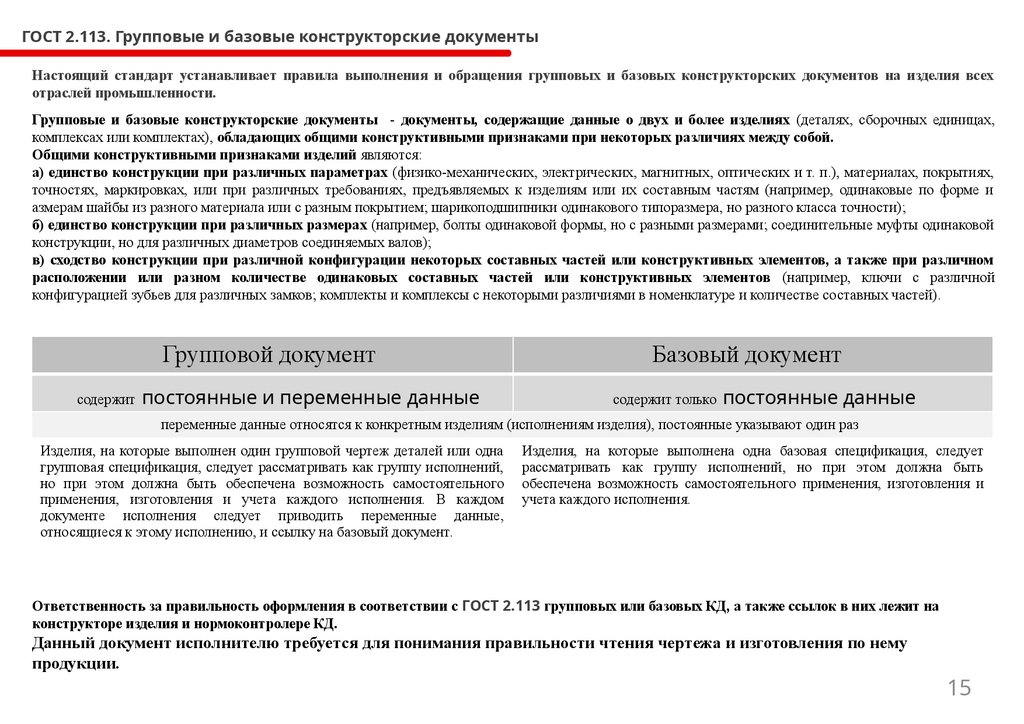
ГОСТ 2.113. Групповые и базовые конструкторские документыНастоящий стандарт устанавливает правила выполнения и обращения групповых и базовых конструкторских документов на изделия всех
отраслей промышленности.
Групповые и базовые конструкторские документы - документы, содержащие данные о двух и более изделиях (деталях, сборочных единицах,
комплексах или комплектах), обладающих общими конструктивными признаками при некоторых различиях между собой.
Общими конструктивными признаками изделий являются:
а) единство конструкции при различных параметрах (физико-механических, электрических, магнитных, оптических и т. п.), материалах, покрытиях,
точностях, маркировках, или при различных требованиях, предъявляемых к изделиям или их составным частям (например, одинаковые по форме и
азмерам шайбы из разного материала или с разным покрытием; шарикоподшипники одинакового типоразмера, но разного класса точности);
б) единство конструкции при различных размерах (например, болты одинаковой формы, но с разными размерами; соединительные муфты одинаковой
конструкции, но для различных диаметров соединяемых валов);
в) сходство конструкции при различной конфигурации некоторых составных частей или конструктивных элементов, а также при различном
расположении или разном количестве одинаковых составных частей или конструктивных элементов (например, ключи с различной
конфигурацией зубьев для различных замков; комплекты и комплексы с некоторыми различиями в номенклатуре и количестве составных частей).
Групповой документ
содержит постоянные и переменные данные
Базовый документ
содержит только постоянные данные
переменные данные относятся к конкретным изделиям (исполнениям изделия), постоянные указывают один раз
Изделия, на которые выполнен один групповой чертеж деталей или одна
групповая спецификация, следует рассматривать как группу исполнений,
но при этом должна быть обеспечена возможность самостоятельного
применения, изготовления и учета каждого исполнения. В каждом
документе исполнения следует приводить переменные данные,
относящиеся к этому исполнению, и ссылку на базовый документ.
Изделия, на которые выполнена одна базовая спецификация, следует
рассматривать как группу исполнений, но при этом должна быть
обеспечена возможность самостоятельного применения, изготовления и
учета каждого исполнения.
Ответственность за правильность оформления в соответствии с ГОСТ 2.113 групповых или базовых КД, а также ссылок в них лежит на
конструкторе изделия и нормоконтролере КД.
Данный документ исполнителю требуется для понимания правильности чтения чертежа и изготовления по нему
продукции.
15
16.
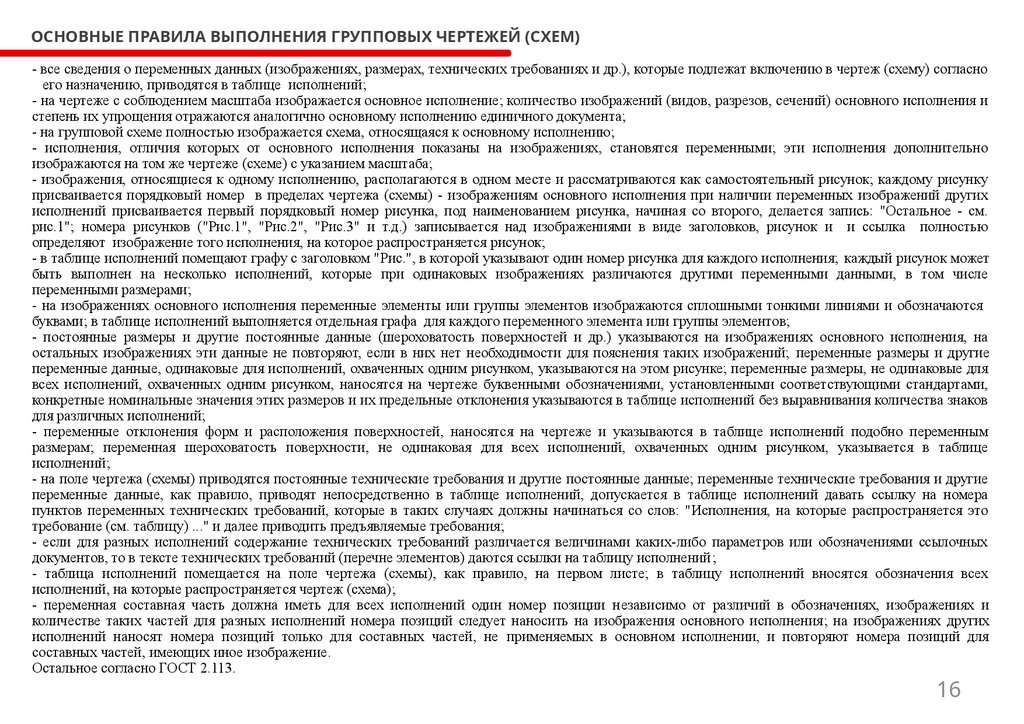
ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ ГРУППОВЫХ ЧЕРТЕЖЕЙ (СХЕМ)- все сведения о переменных данных (изображениях, размерах, технических требованиях и др.), которые подлежат включению в чертеж (схему) согласно
его назначению, приводятся в таблице исполнений;
- на чертеже с соблюдением масштаба изображается основное исполнение; количество изображений (видов, разрезов, сечений) основного исполнения и
степень их упрощения отражаются аналогично основному исполнению единичного документа;
- на групповой схеме полностью изображается схема, относящаяся к основному исполнению;
- исполнения, отличия которых от основного исполнения показаны на изображениях, становятся переменными; эти исполнения дополнительно
изображаются на том же чертеже (схеме) с указанием масштаба;
- изображения, относящиеся к одному исполнению, располагаются в одном месте и рассматриваются как самостоятельный рисунок; каждому рисунку
присваивается порядковый номер в пределах чертежа (схемы) - изображениям основного исполнения при наличии переменных изображений других
исполнений присваивается первый порядковый номер рисунка, под наименованием рисунка, начиная со второго, делается запись: "Остальное - см.
рис.1"; номера рисунков ("Рис.1", "Рис.2", "Рис.3" и т.д.) записывается над изображениями в виде заголовков, рисунок и и ссылка полностью
определяют изображение того исполнения, на которое распространяется рисунок;
- в таблице исполнений помещают графу с заголовком "Рис.", в которой указывают один номер рисунка для каждого исполнения; каждый рисунок может
быть выполнен на несколько исполнений, которые при одинаковых изображениях различаются другими переменными данными, в том числе
переменными размерами;
- на изображениях основного исполнения переменные элементы или группы элементов изображаются сплошными тонкими линиями и обозначаются
буквами; в таблице исполнений выполняется отдельная графа для каждого переменного элемента или группы элементов;
- постоянные размеры и другие постоянные данные (шероховатость поверхностей и др.) указываются на изображениях основного исполнения, на
остальных изображениях эти данные не повторяют, если в них нет необходимости для пояснения таких изображений; переменные размеры и другие
переменные данные, одинаковые для исполнений, охваченных одним рисунком, указываются на этом рисунке; переменные размеры, не одинаковые для
всех исполнений, охваченных одним рисунком, наносятся на чертеже буквенными обозначениями, установленными соответствующими стандартами,
конкретные номинальные значения этих размеров и их предельные отклонения указываются в таблице исполнений без выравнивания количества знаков
для различных исполнений;
- переменные отклонения форм и расположения поверхностей, наносятся на чертеже и указываются в таблице исполнений подобно переменным
размерам; переменная шероховатость поверхности, не одинаковая для всех исполнений, охваченных одним рисунком, указывается в таблице
исполнений;
- на поле чертежа (схемы) приводятся постоянные технические требования и другие постоянные данные; переменные технические требования и другие
переменные данные, как правило, приводят непосредственно в таблице исполнений, допускается в таблице исполнений давать ссылку на номера
пунктов переменных технических требований, которые в таких случаях должны начинаться со слов: "Исполнения, на которые распространяется это
требование (см. таблицу) ..." и далее приводить предъявляемые требования;
- если для разных исполнений содержание технических требований различается величинами каких-либо параметров или обозначениями ссылочных
документов, то в тексте технических требований (перечне элементов) даются ссылки на таблицу исполнений;
- таблица исполнений помещается на поле чертежа (схемы), как правило, на первом листе; в таблицу исполнений вносятся обозначения всех
исполнений, на которые распространяется чертеж (схема);
- переменная составная часть должна иметь для всех исполнений один номер позиции независимо от различий в обозначениях, изображениях и
количестве таких частей для разных исполнений номера позиций следует наносить на изображения основного исполнения; на изображениях других
исполнений наносят номера позиций только для составных частей, не применяемых в основном исполнении, и повторяют номера позиций для
составных частей, имеющих иное изображение.
Остальное согласно ГОСТ 2.113.
16
17.
ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ БАЗОВЫХ ЧЕРТЕЖЕЙ (СХЕМ)- на базовом чертеже (схеме) изображаются только постоянные составные части (элементы), переменные составные части (элементы) при необходимости
изображаются сплошными тонкими линиями в виде упрощенных контурных очертаний (графических обозначений), соответствующих первому
исполнению;
на чертеже отмечают направление взгляда, линии сечения, порядковые номера выносных элементов и другие обозначения, необходимые для понимания
соответствующих изображений на чертежах исполнений;
- на базовом чертеже (схеме) указываются все необходимые постоянные данные;
- на базовом сборочном чертеже наносятся номера позиций, содержащихся в базовой спецификации, на базовой схеме позиционные обозначения
присваиваются только элементам одинаковым для всех исполнений;
- над основной надписью базового чертежа (схемы) должна быть запись: "Остальное - см. чертеж (схему) исполнений" (без указания его обозначения);
- на чертеже (схеме) исполнения и на групповом чертеже (схеме) исполнений изображаются изображать только переменные составные части (элементы),
постоянные составные части (элементы) при необходимости изображают сплошными тонкими линиями, полностью или частично в виде упрощенных
контурных очертаний (графических обозначений); виды, разрезы, сечения и выносные элементы обозначают в соответствии с обозначениями,
приведенными на базовом чертеже, или дают необходимые текстовые пояснения.
- на чертеже (схеме) исполнения и на групповом чертеже (схеме) исполнений указываются все необходимые переменные данные; на сборочном чертеже
исполнения и на групповом сборочном чертеже исполнений наносятся номера позиций, содержащихся в спецификации исполнения или в групповой
спецификации исполнений; на схеме исполнения и на групповой схеме исполнений позиционные обозначения присваиваются только элементам,
относящимся к этим исполнениям;
- над основной надписью чертежа (схемы) исполнения и группового чертежа (схемы) исполнений делается ссылка на базовый документ по типу:
"Остальное - см. АВМЮ.ХХХХХХ.ХХХСБ".
ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ СПЕЦИФИКАЦИИ
- базовую спецификацию выполняется по общим правилам на листах по формам 1 и 1а ГОСТ 2.106, в конце спецификации должна быть запись
"Остальное - см. Спецификацию исполнения", без указания ее обозначения; часть изделия, оформленную базовой спецификацией, рассматривают как
сборочную единицу, если в нее входят сборочные единицы и (или) детали; часть изделия, оформленную базовой спецификацией, рассматривают как
комплекс, если в нее входят комплексы и другие постоянные составные части.
- спецификацию исполнения выполняется по общим правилам на листах по формам 1 и 1а ГОСТ 2.106 с учетом следующих особенностей: а) в начале
соответствующего раздела ("Комплексы" или "Сборочные единицы") записывается на правах составной части изделия базовая спецификация, при этом
в графе "Поз." ставится прочерк, в графе "Наименование" - наименование изделия в соответствии с основной надписью базовой спецификации, а в
графе "Кол." - "1"; б) нумерация позиций для других составных частей является продолжением нумерации позиций по базовой спецификации, для
которой предусматривается резерв из нескольких номеров позиций.
ОСТАЛЬНЫЕ ТРЕБОВАНИЯ ПО ГОСТ 2.113
включая правила выполнения неосновных текстовых документов
17
18.
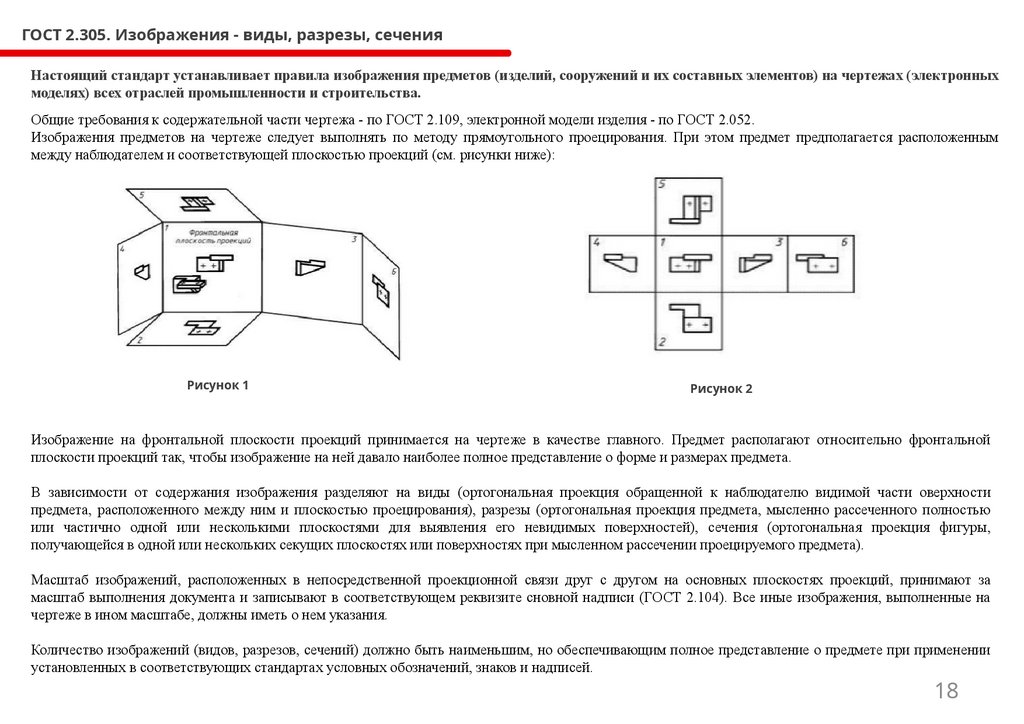
ГОСТ 2.305. Изображения - виды, разрезы, сеченияНастоящий стандарт устанавливает правила изображения предметов (изделий, сооружений и их составных элементов) на чертежах (электронных
моделях) всех отраслей промышленности и строительства.
Общие требования к содержательной части чертежа - по ГОСТ 2.109, электронной модели изделия - по ГОСТ 2.052.
Изображения предметов на чертеже следует выполнять по методу прямоугольного проецирования. При этом предмет предполагается расположенным
между наблюдателем и соответствующей плоскостью проекций (см. рисунки ниже):
Рисунок 1
Рисунок 2
Изображение на фронтальной плоскости проекций принимается на чертеже в качестве главного. Предмет располагают относительно фронтальной
плоскости проекций так, чтобы изображение на ней давало наиболее полное представление о форме и размерах предмета.
В зависимости от содержания изображения разделяют на виды (ортогональная проекция обращенной к наблюдателю видимой части оверхности
предмета, расположенного между ним и плоскостью проецирования), разрезы (ортогональная проекция предмета, мысленно рассеченного полностью
или частично одной или несколькими плоскостями для выявления его невидимых поверхностей), сечения (ортогональная проекция фигуры,
получающейся в одной или нескольких секущих плоскостях или поверхностях при мысленном рассечении проецируемого предмета).
Масштаб изображений, расположенных в непосредственной проекционной связи друг с другом на основных плоскостях проекций, принимают за
масштаб выполнения документа и записывают в соответствующем реквизите сновной надписи (ГОСТ 2.104). Все иные изображения, выполненные на
чертеже в ином масштабе, должны иметь о нем указания.
Количество изображений (видов, разрезов, сечений) должно быть наименьшим, но обеспечивающим полное представление о предмете при применении
установленных в соответствующих стандартах условных обозначений, знаков и надписей.
18
19.
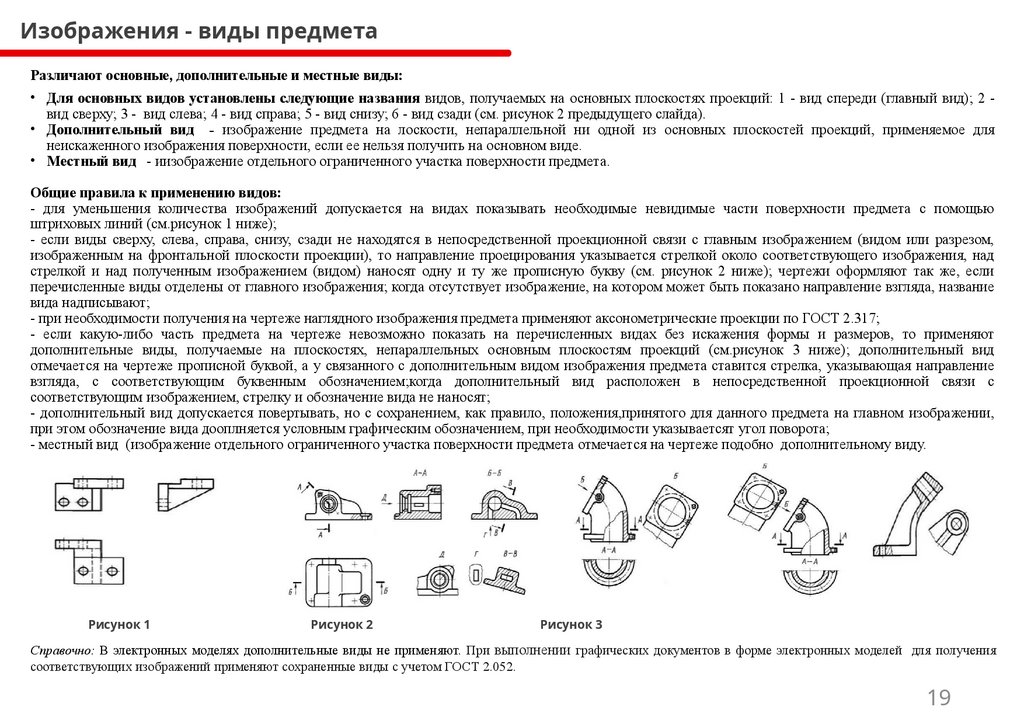
Изображения - виды предметаРазличают основные, дополнительные и местные виды:
• Для основных видов установлены следующие названия видов, получаемых на основных плоскостях проекций: 1 - вид спереди (главный вид); 2 вид сверху; 3 - вид слева; 4 - вид справа; 5 - вид снизу; 6 - вид сзади (см. рисунок 2 предыдущего слайда).
• Дополнительный вид - изображение предмета на лоскости, непараллельной ни одной из основных плоскостей проекций, применяемое для
неискаженного изображения поверхности, если ее нельзя получить на основном виде.
• Местный вид - иизображение отдельного ограниченного участка поверхности предмета.
Общие правила к применению видов:
- для уменьшения количества изображений допускается на видах показывать необходимые невидимые части поверхности предмета с помощью
штриховых линий (см.рисунок 1 ниже);
- если виды сверху, слева, справа, снизу, сзади не находятся в непосредственной проекционной связи с главным изображением (видом или разрезом,
изображенным на фронтальной плоскости проекции), то направление проецирования указывается стрелкой около соответствующего изображения, над
стрелкой и над полученным изображением (видом) наносят одну и ту же прописную букву (см. рисунок 2 ниже); чертежи оформляют так же, если
перечисленные виды отделены от главного изображения; когда отсутствует изображение, на котором может быть показано направление взгляда, название
вида надписывают;
- при необходимости получения на чертеже наглядного изображения предмета применяют аксонометрические проекции по ГОСТ 2.317;
- если какую-либо часть предмета на чертеже невозможно показать на перечисленных видах без искажения формы и размеров, то применяют
дополнительные виды, получаемые на плоскостях, непараллельных основным плоскостям проекций (см.рисунок 3 ниже); дополнительный вид
отмечается на чертеже прописной буквой, а у связанного с дополнительным видом изображения предмета ставится стрелка, указывающая направление
взгляда, с соответствующим буквенным обозначением;когда дополнительный вид расположен в непосредственной проекционной связи с
соответствующим изображением, стрелку и обозначение вида не наносят;
- дополнительный вид допускается повертывать, но с сохранением, как правило, положения,принятого для данного предмета на главном изображении,
при этом обозначение вида дооплняется условным графическим обозначением, при необходимости указываетсят угол поворота;
- местный вид (изображение отдельного ограниченного участка поверхности предмета отмечается на чертеже подобно дополнительному виду.
Рисунок 1
Рисунок 2
Рисунок 3
Справочно: В электронных моделях дополнительные виды не применяют. При выполнении графических документов в форме электронных моделей для получения
соответствующих изображений применяют сохраненные виды с учетом ГОСТ 2.052.
19
20.
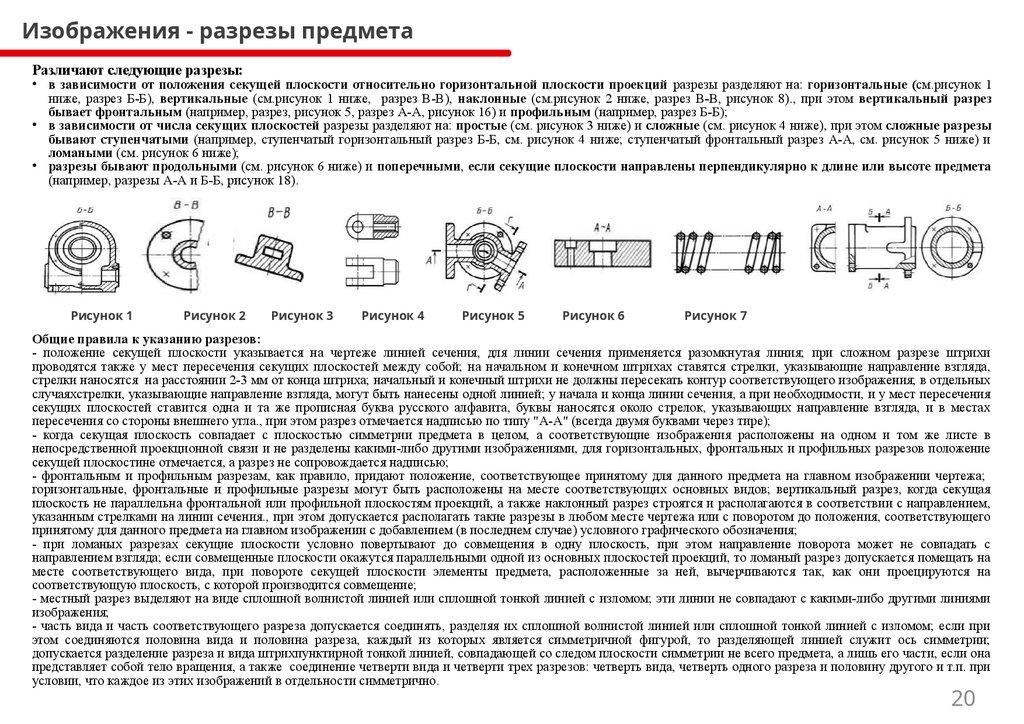
Изображения - разрезы предметаРазличают следующие разрезы:
• в зависимости от положения секущей плоскости относительно горизонтальной плоскости проекций разрезы разделяют на: горизонтальные (см.рисунок 1
ниже, разрез Б-Б), вертикальные (см.рисунок 1 ниже, разрез В-В), наклонные (см.рисунок 2 ниже, разрез В-В, рисунок 8)., при этом вертикальный разрез
бывает фронтальным (например, разрез, рисунок 5, разрез А-А, рисунок 16) и профильным (например, разрез Б-Б);
• в зависимости от числа секущих плоскостей разрезы разделяют на: простые (см. рисунок 3 ниже) и сложные (см. рисунок 4 ниже), при этом сложные разрезы
бывают ступенчатыми (например, ступенчатый горизонтальный разрез Б-Б, см. рисунок 4 ниже; ступенчатый фронтальный разрез А-А, см. рисунок 5 ниже) и
ломаными (см. рисунок 6 ниже);
• разрезы бывают продольными (см. рисунок 6 ниже) и поперечными, если секущие плоскости направлены перпендикулярно к длине или высоте предмета
(например, разрезы А-А и Б-Б, рисунок 18).
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
Рисунок 5
Рисунок 6
Рисунок 7
Общие правила к указанию разрезов:
- положение секущей плоскости указывается на чертеже линией сечения, для линии сечения применяется разомкнутая линия; при сложном разрезе штрихи
проводятся также у мест пересечения секущих плоскостей между собой; на начальном и конечном штрихах ставятся стрелки, указывающие направление взгляда,
стрелки наносятся на расстоянии 2-3 мм от конца штриха; начальный и конечный штрихи не должны пересекать контур соответствующего изображения; в отдельных
случаяхстрелки, указывающие направление взгляда, могут быть нанесены одной линией; у начала и конца линии сечения, а при необходимости, и у мест пересечения
секущих плоскостей ставится одна и та же прописная буква русского алфавита, буквы наносятся около стрелок, указывающих направление взгляда, и в местах
пересечения со стороны внешнего угла., при этом разрез отмечается надписью по типу "А-А" (всегда двумя буквами через тире);
- когда секущая плоскость совпадает с плоскостью симметрии предмета в целом, а соответствующие изображения расположены на одном и том же листе в
непосредственной проекционной связи и не разделены какими-либо другими изображениями, для горизонтальных, фронтальных и профильных разрезов положение
секущей плоскостине отмечается, а разрез не сопровождается надписью;
- фронтальным и профильным разрезам, как правило, придают положение, соответствующее принятому для данного предмета на главном изображении чертежа;
горизонтальные, фронтальные и профильные разрезы могут быть расположены на месте соответствующих основных видов; вертикальный разрез, когда секущая
плоскость не параллельна фронтальной или профильной плоскостям проекций, а также наклонный разрез строятся и располагаются в соответствии с направлением,
указанным стрелками на линии сечения., при этом допускается располагать такие разрезы в любом месте чертежа или с поворотом до положения, соответствующего
принятому для данного предмета на главном изображении с добавлением (в последнем случае) условного графического обозначения;
- при ломаных разрезах секущие плоскости условно повертывают до совмещения в одну плоскость, при этом направление поворота может не совпадать с
направлением взгляда; если совмещенные плоскости окажутся параллельными одной из основных плоскостей проекций, то ломаный разрез допускается помещать на
месте соответствующего вида, при повороте секущей плоскости элементы предмета, расположенные за ней, вычерчиваются так, как они проецируются на
соответствующую плоскость, с которой производится совмещение;
- местный разрез выделяют на виде сплошной волнистой линией или сплошной тонкой линией с изломом; эти линии не совпадают с какими-либо другими линиями
изображения;
- часть вида и часть соответствующего разреза допускается соединять, разделяя их сплошной волнистой линией или сплошной тонкой линией с изломом; если при
этом соединяются половина вида и половина разреза, каждый из которых является симметричной фигурой, то разделяющей линией служит ось симметрии;
допускается разделение разреза и вида штрихпунктирной тонкой линией, совпадающей со следом плоскости симметрии не всего предмета, а лишь его части, если она
представляет собой тело вращения, а также соединение четверти вида и четверти трех разрезов: четверть вида, четверть одного разреза и половину другого и т.п. при
условии, что каждое из этих изображений в отдельности симметрично.
20
21.
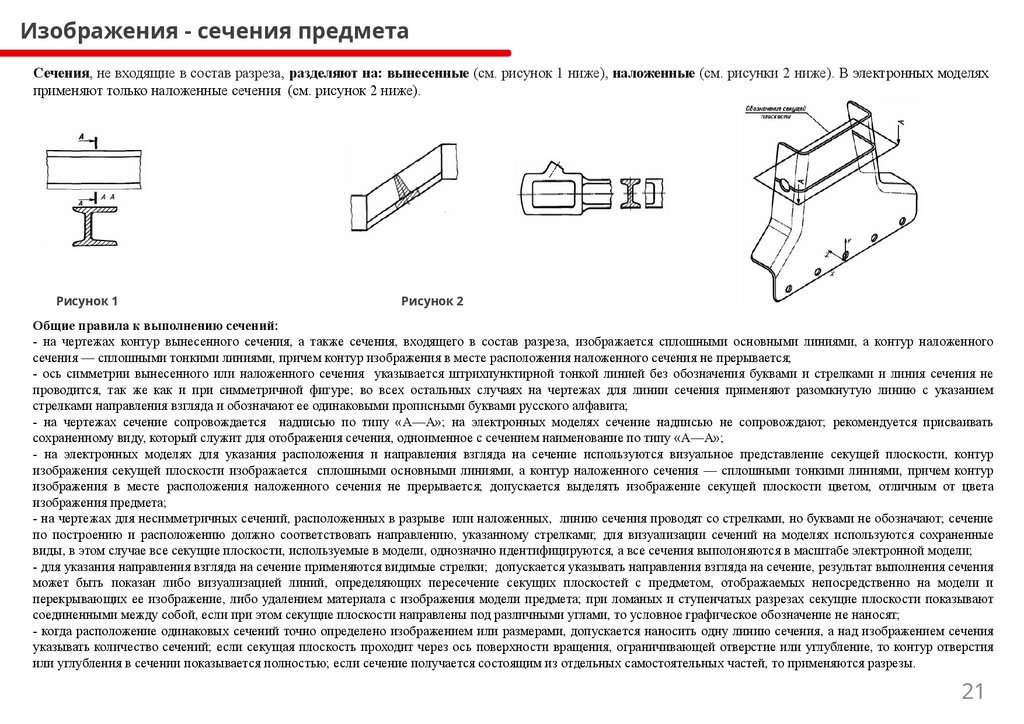
Изображения - сечения предметаСечения, не входящие в состав разреза, разделяют на: вынесенные (см. рисунок 1 ниже), наложенные (см. рисунки 2 ниже). В электронных моделях
применяют только наложенные сечения (см. рисунок 2 ниже).
Рисунок 1
Рисунок 2
Общие правила к выполнению сечений:
- на чертежах контур вынесенного сечения, а также сечения, входящего в состав разреза, изображается сплошными основными линиями, а контур наложенного
сечения — сплошными тонкими линиями, причем контур изображения в месте расположения наложенного сечения не прерывается;
- ось симметрии вынесенного или наложенного сечения указывается штрихпунктирной тонкой линией без обозначения буквами и стрелками и линия сечения не
проводится, так же как и при симметричной фигуре; во всех остальных случаях на чертежах для линии сечения применяют разомкнутую линию с указанием
стрелками направления взгляда и обозначают ее одинаковыми прописными буквами русского алфавита;
- на чертежах сечение сопровождается надписью по типу «А—А»; на электронных моделях сечение надписью не сопровождают; рекомендуется присваивать
сохраненному виду, который служит для отображения сечения, одноименное с сечением наименование по типу «А—А»;
- на электронных моделях для указания расположения и направления взгляда на сечение используются визуальное представление секущей плоскости, контур
изображения секущей плоскости изображается сплошными основными линиями, а контур наложенного сечения — сплошными тонкими линиями, причем контур
изображения в месте расположения наложенного сечения не прерывается; допускается выделять изображение секущей плоскости цветом, отличным от цвета
изображения предмета;
- на чертежах для несимметричных сечений, расположенных в разрыве или наложенных, линию сечения проводят со стрелками, но буквами не обозначают; сечение
по построению и расположению должно соответствовать направлению, указанному стрелками; для визуализации сечений на моделях используются сохраненные
виды, в этом случае все секущие плоскости, используемые в модели, однозначно идентифицируются, а все сечения выполоняются в масштабе электронной модели;
- для указания направления взгляда на сечение применяются видимые стрелки; допускается указывать направления взгляда на сечение, результат выполнения сечения
может быть показан либо визуализацией линий, определяющих пересечение секущих плоскостей с предметом, отображаемых непосредственно на модели и
перекрывающих ее изображение, либо удалением материала с изображения модели предмета; при ломаных и ступенчатых разрезах секущие плоскости показывают
соединенными между собой, если при этом секущие плоскости направлены под различными углами, то условное графическое обозначение не наносят;
- когда расположение одинаковых сечений точно определено изображением или размерами, допускается наносить одну линию сечения, а над изображением сечения
указывать количество сечений; если секущая плоскость проходит через ось поверхности вращения, ограничивающей отверстие или углубление, то контур отверстия
или углубления в сечении показывается полностью; если сечение получается состоящим из отдельных самостоятельных частей, то применяются разрезы.
21
22.
Изображения - выносные элементы, условности и упрощенияВыносной элемент используют на чертежах, как правило, для размещения какой-либо части предмета, требующей графического и других пояснений в
отношении формы, размеров и иных данных. В электронных моделях выносные элементы не используют.
Выносной элемент может содержать подробности, не указанные на соответствующем изображении, и может отличаться от него по содержанию (например,
изображение может быть видом, а выносной элемент — разрезом). При применении выносного элемента соответствующее место отмечают на виде, разрезе или
сечении замкнутой сплошной тонкой линией — окружностью, овалом и т. п. с обозначением выносного элемента прописной буквой или сочетанием прописной
буквы с арабской цифрой на полке линии-выноски. Над изображением выносного элемента указывают обозначение и масштаб, в котором он выполнен (см. рисунок
следующего слайда). Значения масштаба — по ГОСТ 2.302. Выносной элемент располагают возможно ближе к соответствующему месту на изображении предмета.
Условности и упрощения.
Подробность выполнения изображения предмета устанавливает разработчик исходя из требований к содержанию документа в зависимости от стадии разработки
(ГОСТ 2.103) и вида документа (ГОСТ 2.102).
Основные правила при внесении условностей и упрощений:
- если вид, разрез или сечение представляют собой симметричную фигуру, допускается вычерчивать половину изображения или немного более половины
изображения с проведением в последнем случае линии обрыва; если предмет имеет несколько одинаковых, равномерно расположенных элементов, то на
изображении этого предмета полностью показывается один — два таких элемента, а остальные элементы - упрощенно или условно; допускается изображение части
предмета с надлежащими указаниями о количестве элементов, их расположении и т. п.;
- на видах и разрезах допускается упрощенно изображать проекции линий пересечения поверхностей, если не требуется точного их построения (вместо лекальных
кривых проводятся дуги окружности и прямые линии и т.п.);
- плавный переход от одной поверхности к другой показывается условно;
- винты, заклепки, шпонки, непустотелые валы и шпиндели, шатуны, рукоятки и т. п., при продольном разрезе, а также гайки и шайбы на сборочном чертеже и
шарики показываются нерассеченными;
- спицы маховиков, шкивов, зубчатых колес, тонкие стенки типа ребер жесткости и т. п., показываются незаштрихованными, если секущая плоскость направлена
вдоль оси или длинной стороны такого элемента; если в подобных элементах детали имеется местное сверление, углубление и т.п., то делают местный разрез;
- пластины, а также элементы деталей (отверстия, фаски, пазы, углубления и т. п.) размером (или разницей в размерах) не более 2 мм изображают на чертеже с
отступлением от масштаба, принятого для всего изображения,в сторону увеличения;
- незначительную конусность или уклон допускается изображать с увеличением; если уклон или конусность отчетливо не выявляются, то на изображениях проводят
только одну линию, соответствующую меньшему размеру элемента с уклоном или меньшему основанию конуса; при необходимости выделения на чертеже плоских
поверхностей предмета на них проводят диагонали сплошными тонкими линиями;
- предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т. п.),
допускается изображать с разрывами; частичные изображения и изображения с разрывами ограничивают сплошной тонкой линией с изломом, которая может
выходить за контур изображения на длину 2—4 мм, сплошной волнистой линией, соединяющей соответствующие линии контура или линиями штриховки;
- для упрощения чертежей или сокращения количества изображений допускается часть предмета, находящуюся между наблюдателем и секущей плоскостью,
изображать штрихпунктирной утолщенной линией непосредственно на разрезе, применять сложные разрезы для показа отверстия в ступицах зубчатых колес,
шкивов и т. п., а также для шпоночных пазов вместо полного изображения детали давать лишь контур отверстия, изображать в разрезе отверстия, расположенные на
круглом фланце, когда они не попадают в текущую плоскость.
Детально перечисленнные правила см. на рисунках 2-10 следующего слайда и в ГОСТ 2.305.
22
23.
Примеры выносных элементов, условностей и упрощенийРисунок 1
Рисунок 2
Рисунок 4
Рисунок 5
Рисунок 8
Рисунок 9
Рисунок 3
Рисунок 6
Рисунок 7
Рисунок 10
23
24.
СТО СМК 7.5.3-02-2021 Управление конструкторской документациейНастоящий стандарт регламентирует порядок разработки, оформления и постановки на учет конструкторской документации (КД) в бумажной форме, а также порядок
внесения изменений и персмотра конструкторской документации, ее тиражирования, доведения до пользолвателей, хранения, изъятия из применения и уничтожения.
Требования стандарта обязательны для работников всех подразделений предприятия, в том числе занимающихся изготовлением и ремонтом продукции.
Управление электронными документами, выполненными в корпоративной системе управления данными Solid Works Enterprise PDM, устанавливает серия стандартов организации по
системе PDM, основополагающим стандартом которой является СТО СМК 7.5.2-05, с учетом инструкции «По предварителоьной постановке на учет документации в PDM при
запуске в производство».
Основанием для разработки КД является техническое задание (ТЗ) или исходные данные (ИД), предусмотренные договором между предприятием-разработчиком КД и другими
юридическими или физическими лицами, а также инициативная разработка.
При оформлении КД на приборы указывается первичная применяемость (обозначение документа, в котором впервые был записан документ). Для удобства учета и унификации
изделий на производстве при оформлении спецификаций (СП) и применении заимствованных ДСЕ в графе «Примечание» для соответствующих позиций проставлляется
наименование заимствованного прибора, если наименование не определяется, пишется «Заим.».
Управление КД на этапе изготовления макетного образца или действующего макета: КД разрабатывают в соответствиии с требованиями ЕСКД. СП макета подписывает
ведущий тразработчик (конструктор). Разработанная эскизную документацию пертедают непосредственно в производство руководителю проиводственного подразделения. Учет
переданной КД ведет едущий тразработчик (конструктор). Для деталей, обрабатываемых на станках с ПУ, печатных плат, КД передают на бумажном иили электронном носителе.
Изменения в копиях КД, переданных в производство, производит разработчик КД без оформления извещений на изменения, но с подтверждением текста изменения подписью
разработчика изменения и датой. Переход на следующий этап проектно-конструкторских бот оформляют протоколом экспертной оценки технических требований заказчика.
Управление КД на этапе рабочего проекта или опытного образца: На данном этапе разработчик (конструктор) вносит все изменения в КД с учетом требований ТЗ, предъявляет
подлинники или оригиналы, прошедшие предварительное согласование, на нормоконтроль, утверждает комплект КД и передает на постановку на учет в отдел технической
документации и нормоконтроля (ОТДи НК). На бумажном носителе все подписи и даты проставляются черными чернилами, в электронном виде проставляются элеткронные
подписи средствами PDM. Учтенную КД отмечают в базе учета и выдачи КД. при этом постановка на учет КД в электронном виде включает присвоение инвентарных номеров
подлинников, преобразование документов в PDF-формат, регистрацию и перевод документов в состояния «Архив. Оригинал» и «Архив. Подлинник», печать документации из PDF. а
первом листе принятой на учет КД ставится штемпель синего цвета с инвентарным номером прибора, присвоенным по базе ОТДиНК всему комплекту документации в бумажном
виде. На подлиннниках КД, распечатанных с оригиналов КД из PDM, ставят штемпель синего цвета с инвентарным номером прибора и печать «подлинник с электронного
оригинала», а также подпись на каждом листе (инвентарный номер в штемпеле проставляют ручкой с черными чернилами. Подлинникам документов, разработанным в бумажной
форме до внедрения PDM, регистрационные номера проставляются по требованию заказчика ии сертификационного органа. Оператор ОТДиНК оповещает о новой учтенной КД
руководителей производства, отдела снабжения и комплектации, начальника диспетчерского отдела и архивариусов производственных подразделений по корпоративной почте, после
чего согласно полученным заявкам производства выполняет тиражирование КД с внесением количества учтенных копий в базу данных ОТДиНК. Количество учтенных копий КД и
адрес пользователя также вносится в базу данных ОТДиНК. При необходимости внесения изменений в КД, поставленную на учет в ОТДиНК, разработчик КД оформляет изменения
в соответствии с требованиями СТО СМК 7.5.3 -06. Изменения в подлинники КД, находящейся на учете вносит оператор ОТДиНК. Подлинники аннулированных и замененных
бумажных документов хранят в ОТДиНК отдельно от действующих подлинников согласно ГОСТ 2.501 до окончания срока сопровождения изделий. Решение об изъятии из
применения или уничтоджении бдокументов принимает главный конструктор.
Управление КД на этапе серийного производства: Этап начинается после присвоения КД литеры «О», «О1», «А» и внесения литеры в документацию. Процедура внесения литеры
по ГОСТ 2.103 и ГОСТ 15.902.КД на изделия основного и вспомогательного производства разрабатывают в соответствии с требованиями ЕСКД. Разработка КД по новым изделиям
ведется в системе управления инженерными данными Solid Works Enterprise PDM. При разработке КД и подборе элементной базы разработчик использует справочники стандартных
покупных изделий и материалов, представленных в PDM. Введение отсутствующих в базе элементов согласовывается с отделом комплектации. При разработке схем и оформлении
КД разработчик указывает в спецификации только те ЭРИ, которые важны для обеспечения работоспособности прибора. Отдел снабжения и комплектации согласует перечень замен
с разработчиком приборов. Порядок проверки, согласования и утверждения КД согласно СТО СМК 7.5.2-01. КД подлежит нормоконтролю по ГОСТ 2.111 с постановкой на учет в
ОТДиНК.Порядок проверки, внесения изменений по СТО СМК 7.5.3-06.Остальные работы по управлению КД на этапе серийного производства аналогичны работам предыдущих
этапов управления КД.
Алгоритмы последовательностей согласования, утверждения, внесения изменений КД на всех этапах управления КД, в том числе в виде блок-схем детально представлены
в СТО СМК 7.5.3-00.
24
25.
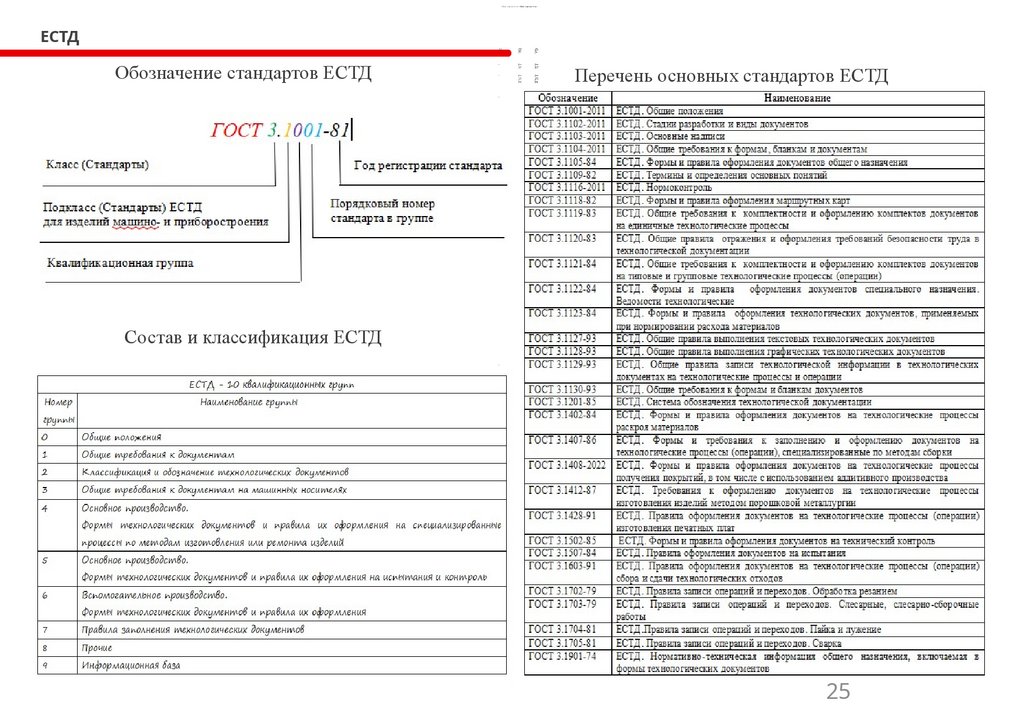
ЕСТД- 10 квалификационных груп п ЕСТД- 10 квалификационных груп пЕСТД
Обозначение стандартов ЕСТД
Номер
группы
Номе
Наим
р
енова
групп
ние
ы
групп
ы
Наим
енова
ние
групп
ы
0
0
Общи
е
полож
ения
Общи
е
полож
ения
1
1
Общи
е
требо
вания
к
докум
ентам
Общи
е
требо
вания
к
докум
ентам
2
2
Класс
ифика
ция и
обозн
ачени
е
техно
логич
еских
докум
ентов
Класс
ифика
ция и
обозн
ачени
е
техно
логич
еских
докум
ентов
3
3
Общи
е
требо
вания
к
докум
ентам
на
маши
нных
носит
елях
Общи
е
требо
вания
к
докум
ентам
на
маши
нных
носит
елях
4
4
Основ
ное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я на
специ
ализи
рован
ные
проце
ссы
по
метод
ам
изгото
влени
я или
ремон
та
издел
ий
Основ
ное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я на
специ
ализи
рован
ные
проце
ссы
по
метод
ам
изгото
влени
я или
ремон
та
издел
ий
5
5
Основ
ное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я на
испыт
ания
и
контр
оль
Основ
ное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я на
испыт
ания
и
контр
оль
6
6
Вспом
огате
льное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я
Вспом
огате
льное
произ
водст
во.
Форм
ы
техно
логич
еских
докум
ентов
и
прави
ла их
офор
млени
я
7
7
Прави
ла
запол
нения
техно
логич
еских
докум
ентов
Прави
ла
запол
нения
техно
логич
еских
докум
ентов
8
8
Прочи
е
Инфо
9
рмаци
онная
база
Прочи
е
Инфо
рмаци
онная
база
Перечень основных стандартов ЕСТД
Состав и классификация ЕСТД
9
25
26.
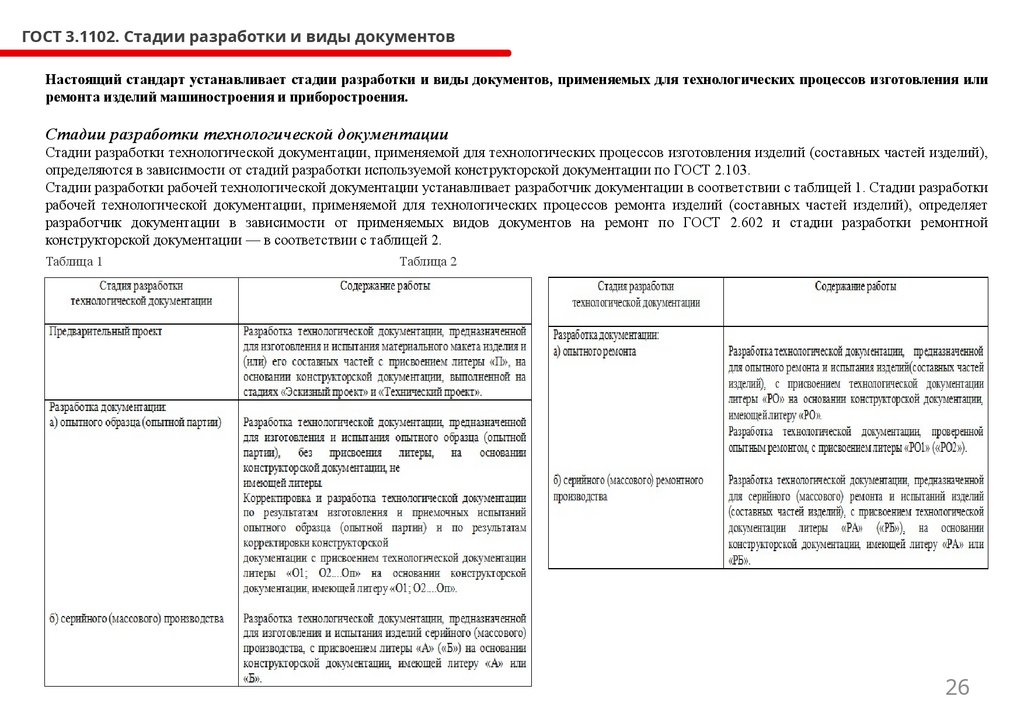
ГОСТ 3.1102. Стадии разработки и виды документовНастоящий стандарт устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления или
ремонта изделий машиностроения и приборостроения.
Стадии разработки технологической документации
Стадии разработки технологической документации, применяемой для технологических процессов изготовления изделий (составных частей изделий),
определяются в зависимости от стадий разработки используемой конструкторской документации по ГОСТ 2.103.
Стадии разработки рабочей технологической документации устанавливает разработчик документации в соответствии с таблицей 1. Стадии разработки
рабочей технологической документации, применяемой для технологических процессов ремонта изделий (составных частей изделий), определяет
разработчик документации в зависимости от применяемых видов документов на ремонт по ГОСТ 2.602 и стадии разработки ремонтной
конструкторской документации — в соответствии с таблицей 2.
Таблица 1
Таблица 2
26
27.
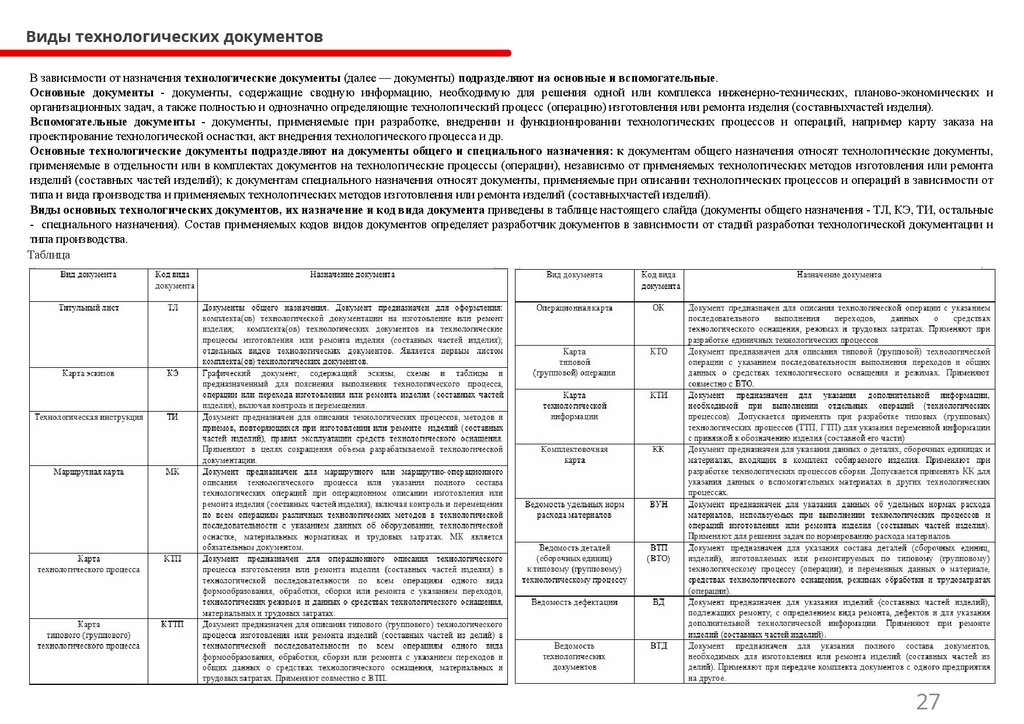
Виды технологических документовВ зависимости от назначения технологические документы (далее — документы) подразделяют на основные и вспомогательные.
Основные документы - документы, содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и
организационных задач, а также полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составныхчастей изделия).
Вспомогательные документы - документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на
проектирование технологической оснастки, акт внедрения технологического процесса и др.
Основные технологические документы подразделяют на документы общего и специального назначения: к документам общего назначения относят технологические документы,
применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта
изделий (составных частей изделий); к документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от
типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составныхчастей изделий).
Виды основных технологических документов, их назначение и код вида документа приведены в таблице настоящего слайда (документы общего назначения - ТЛ, КЭ, ТИ, остальные
- специального назначения). Состав применяемых кодов видов документов определяет разработчик документов в зависимости от стадий разработки технологической документации и
типа производства.
Таблица
27
28.
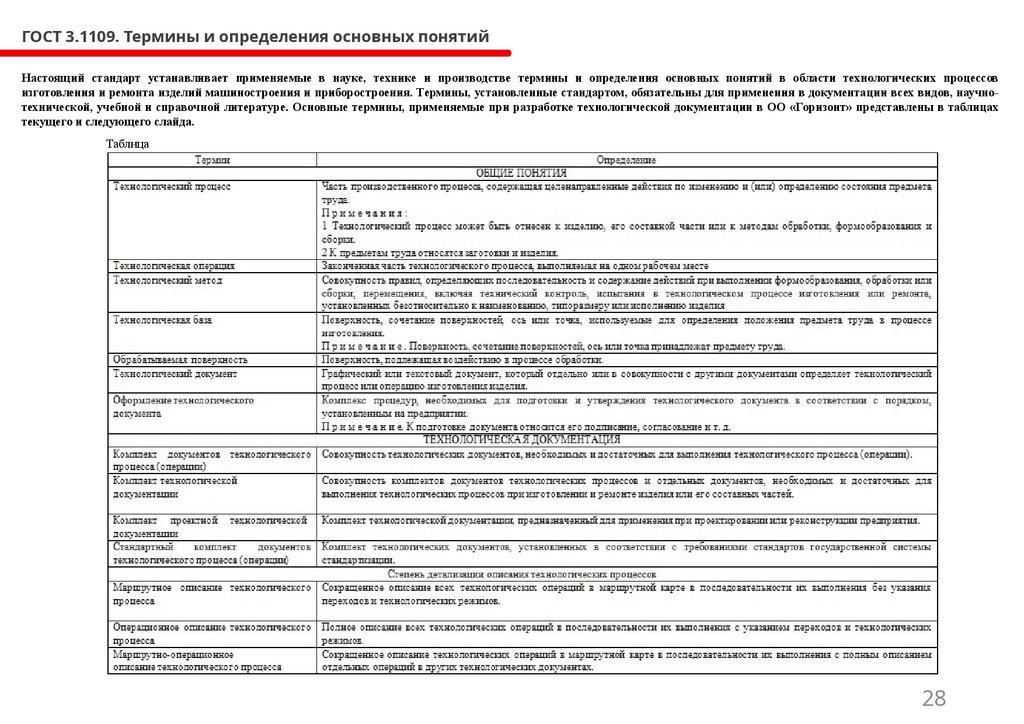
ГОСТ 3.1109. Термины и определения основных понятийНастоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области технологических процессов
изготовления и ремонта изделий машиностроения и приборостроения. Термины, установленные стандартом, обязательны для применения в документации всех видов, научнотехнической, учебной и справочной литературе. Основные термины, применяемые при разработке технологической документации в ОО «Горизонт» представлены в таблицах
текущего и следующего слайда.
Таблица
28
29.
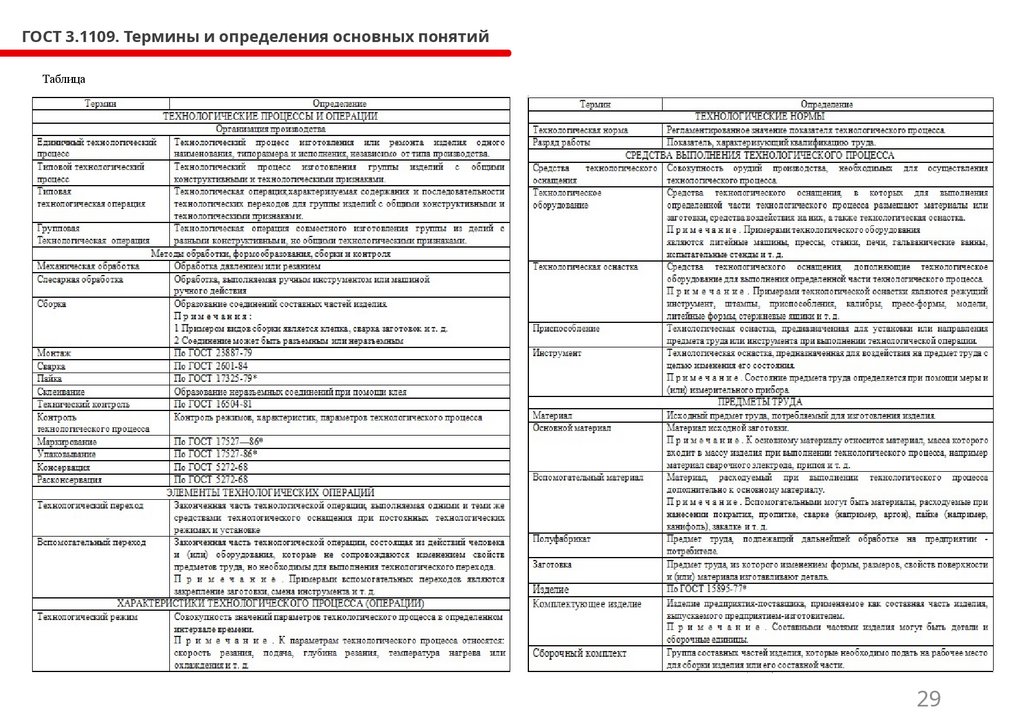
ГОСТ 3.1109. Термины и определения основных понятийТаблица
29
30.
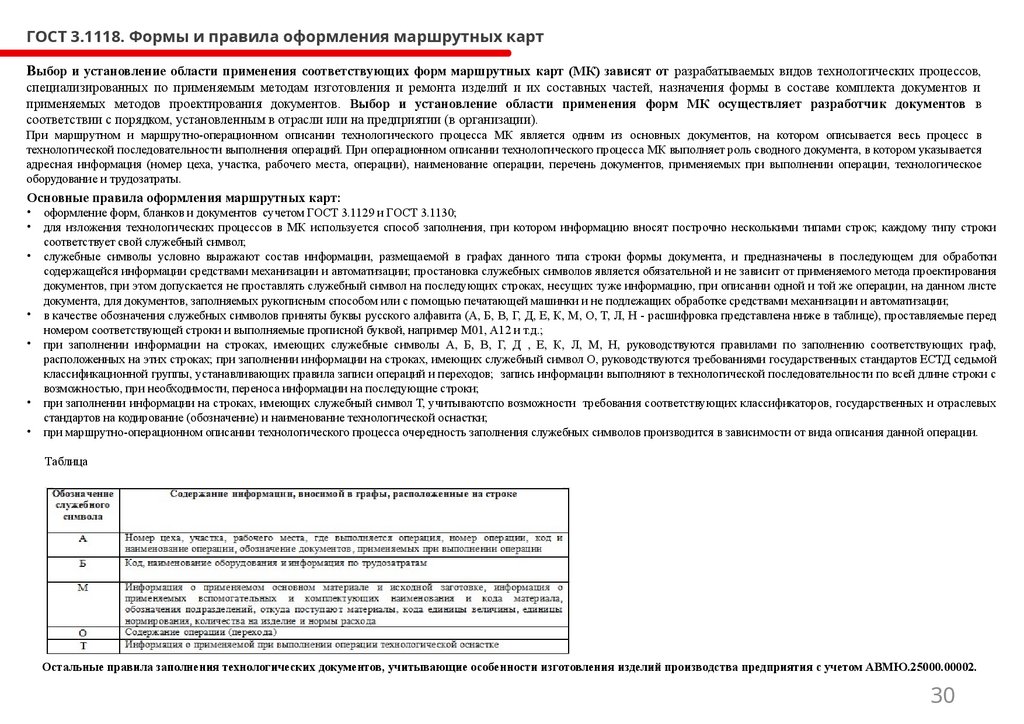
ГОСТ 3.1118. Формы и правила оформления маршрутных картВыбор и установление области применения соответствующих форм маршрутных карт (МК) зависят от разрабатываемых видов технологических процессов,
специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и
применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в
соответствии с порядком, установленным в отрасли или на предприятии (в организации).
При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в
технологической последовательности выполнения операций. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается
адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое
оборудование и трудозатраты.
Основные правила оформления маршрутных карт:
• оформление форм, бланков и документов сучетом ГОСТ 3.1129 и ГОСТ 3.1130;
• для изложения технологических процессов в МК используется способ заполнения, при котором информацию вносят построчно несколькими типами строк; каждому типу строки
соответствует свой служебный символ;
• служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены в последующем для обработки
содержащейся информации средствами механизации и автоматизации; простановка служебных символов является обязательной и не зависит от применяемого метода проектирования
документов, при этом допускается не проставлять служебный символ на последующих строках, несущих туже информацию, при описании одной и той же операции, на данном листе
документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации;
• в качестве обозначения служебных символов приняты буквы русского алфавита (А, Б, В, Г, Д, Е, К, М, О, Т, Л, Н - расшифровка представлена ниже в таблице), проставляемые перед
номером соответствующей строки и выполняемые прописной буквой, например М01, А12 и т.д.;
• при заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д , Е, К, Л, М, Н, руководствуются правилами по заполнению соответствующих граф,
расположенных на этих строках; при заполнении информации на строках, имеющих служебный символ О, руководствуются требованиями государственных стандартов ЕСТД седьмой
классификационной группы, устанавливающих правила записи операций и переходов; запись информации выполняют в технологической последовательности по всей длине строки с
возможностью, при необходимости, переноса информации на последующие строки;
• при заполнении информации на строках, имеющих служебный символ Т, учитываютспо возможности требования соответствующих классификаторов, государственных и отраслевых
стандартов на кодирование (обозначение) и наименование технологической оснастки;
• при маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
Таблица
Остальные правила заполнения технологических документов, учитывающие особенности изготовления изделий производства предприятия с учетом АВМЮ.25000.00002.
30
31.
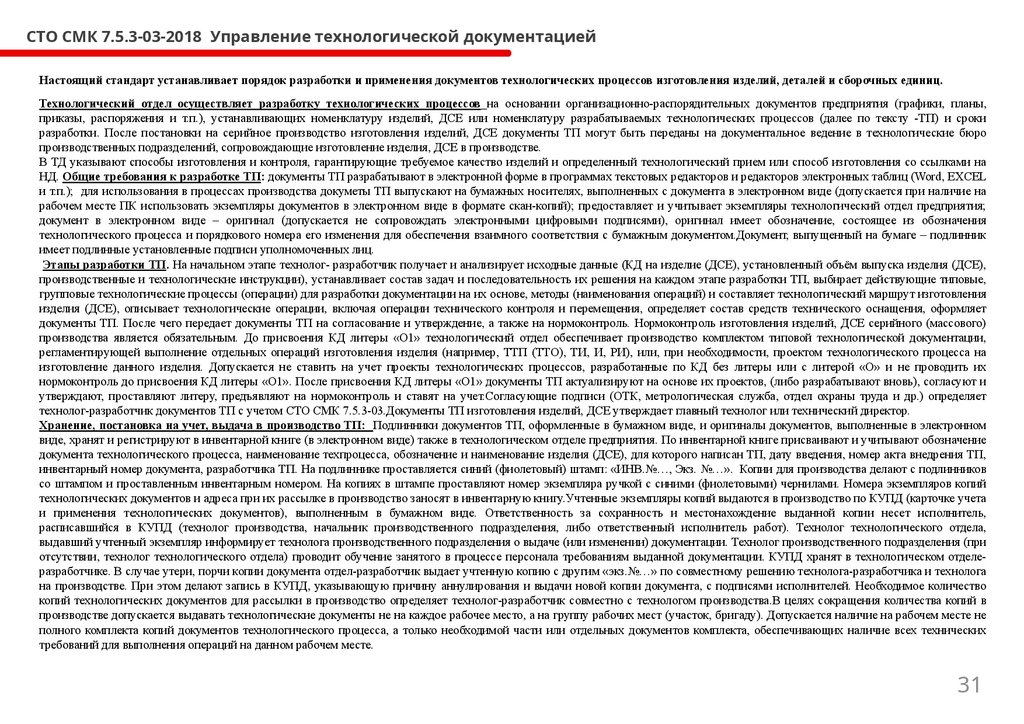
СТО СМК 7.5.3-03-2018 Управление технологической документациейНастоящий стандарт устанавливает порядок разработки и применения документов технологических процессов изготовления изделий, деталей и сборочных единиц.
Технологический отдел осуществляет разработку технологических процессов на основании организационно-распорядительных документов предприятия (графики, планы,
приказы, распоряжения и т.п.), устанавливающих номенклатуру изделий, ДСЕ или номенклатуру разрабатываемых технологических процессов (далее по тексту -ТП) и сроки
разработки. После постановки на серийное производство изготовления изделий, ДСЕ документы ТП могут быть переданы на документальное ведение в технологические бюро
производственных подразделений, сопровождающие изготовление изделия, ДСЕ в производстве.
В ТД указывают способы изготовления и контроля, гарантирующие требуемое качество изделий и определенный технологический прием или способ изготовления со ссылками на
НД. Общие требования к разработке ТП: документы ТП разрабатывают в электронной форме в программах текстовых редакторов и редакторов электронных таблиц (Word, EXCEL
и т.п.); для использования в процессах производства докуметы ТП выпускают на бумажных носителях, выполненных с документа в электронном виде (допускается при наличие на
рабочем месте ПК использовать экземпляры документов в электронном виде в формате скан-копий); предоставляет и учитывает экземпляры технологический отдел предприятия;
документ в электронном виде – оригинал (допускается не сопровождать электронными цифровыми подписями), оригинал имеет обозначение, состоящее из обозначения
технологического процесса и порядкового номера его изменения для обеспечения взаимного соответствия с бумажным документом.Документ, выпущенный на бумаге – подлинник
имеет подлинные установленные подписи уполномоченных лиц.
Этапы разработки ТП. На начальном этапе технолог- разработчик получает и анализирует исходные данные (КД на изделие (ДСЕ), установленный объём выпуска изделия (ДСЕ),
производственные и технологические инструкции), устанавливает состав задач и последовательность их решения на каждом этапе разработки ТП, выбирает действующие типовые,
групповые технологические процессы (операции) для разработки документации на их основе, методы (наименования операций) и составляет технологический маршрут изготовления
изделия (ДСЕ), описывает технологические операции, включая операции технического контроля и перемещения, определяет состав средств технического оснащения, оформляет
документы ТП. После чего передает документы ТП на согласование и утверждение, а также на нормоконтроль. Нормоконтроль изготовления изделий, ДСЕ серийного (массового)
производства является обязательным. До присвоения КД литеры «О1» технологический отдел обеспечивает производство комплектом типовой технологической документации,
регламентирующей выполнение отдельных операций изготовления изделия (например, ТТП (ТТО), ТИ, И, РИ), или, при необходимости, проектом технологического процесса на
изготовление данного изделия. Допускается не ставить на учет проекты технологических процессов, разработанные по КД без литеры или с литерой «О» и не проводить их
нормоконтроль до присвоения КД литеры «О1». После присвоения КД литеры «О1» документы ТП актуализируют на основе их проектов, (либо разрабатывают вновь), согласуют и
утверждают, проставляют литеру, предъявляют на нормоконтроль и ставят на учет.Согласующие подписи (ОТК, метрологическая служба, отдел охраны труда и др.) определяет
технолог-разработчик документов ТП с учетом СТО СМК 7.5.3-03.Документы ТП изготовления изделий, ДСЕ утверждает главный технолог или технический директор.
Хранение, постановка на учет, выдача в производство ТП: Подлинники документов ТП, оформленные в бумажном виде, и оригиналы документов, выполненные в электронном
виде, хранят и регистрируют в инвентарной книге (в электронном виде) также в технологическом отделе предприятия. По инвентарной книге присваивают и учитывают обозначение
документа технологического процесса, наименование техпроцесса, обозначение и наименование изделия (ДСЕ), для которого написан ТП, дату введения, номер акта внедрения ТП,
инвентарный номер документа, разработчика ТП. На подлиннике проставляется синий (фиолетовый) штамп: «ИНВ.№…, Экз. №…». Копии для производства делают с подлинников
со штампом и проставленным инвентарным номером. На копиях в штампе проставляют номер экземпляра ручкой с синими (фиолетовыми) чернилами. Номера экземпляров копий
технологических документов и адреса при их рассылке в производство заносят в инвентарную книгу.Учтенные экземпляры копий выдаются в производство по КУПД (карточке учета
и применения технологических документов), выполненным в бумажном виде. Ответственность за сохранность и местонахождение выданной копии несет исполнитель,
расписавшийся в КУПД (технолог производства, начальник производственного подразделения, либо ответственный исполнитель работ). Технолог технологического отдела,
выдавший учтенный экземпляр информирует технолога производственного подразделения о выдаче (или изменении) документации. Технолог производственного подразделения (при
отсутствии, технолог технологического отдела) проводит обучение занятого в процессе персонала требованиям выданной документации. КУПД хранят в технологическом отделеразработчике. В случае утери, порчи копии документа отдел-разработчик выдает учтенную копию с другим «экз.№…» по совместному решению технолога-разработчика и технолога
на производстве. При этом делают запись в КУПД, указывающую причину аннулирования и выдачи новой копии документа, с подписями исполнителей. Необходимое количество
копий технологических документов для рассылки в производство определяет технолог-разработчик совместно с технологом производства.В целях сокращения количества копий в
производстве допускается выдавать технологические документы не на каждое рабочее место, а на группу рабочих мест (участок, бригаду). Допускается наличие на рабочем месте не
полного комплекта копий документов технологического процесса, а только необходимой части или отдельных документов комплекта, обеспечивающих наличие всех технических
требований для выполнения операций на данном рабочем месте.
31
32.
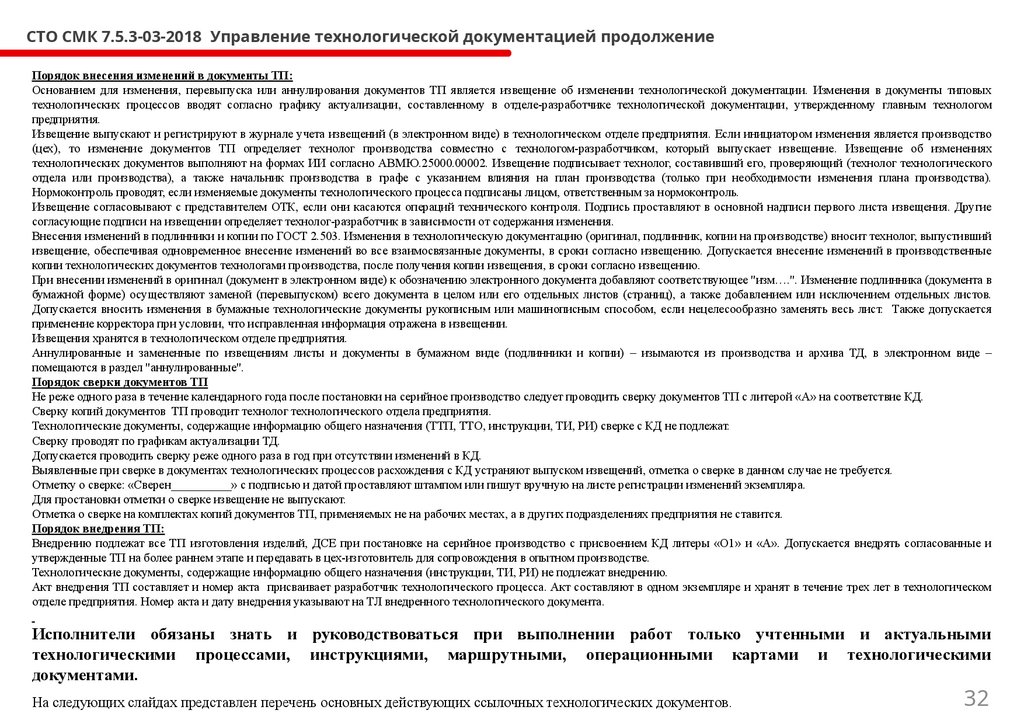
СТО СМК 7.5.3-03-2018 Управление технологической документацией продолжениеПорядок внесения изменений в документы ТП:
Основанием для изменения, перевыпуска или аннулирования документов ТП является извещение об изменении технологической документации. Изменения в документы типовых
технологических процессов вводят согласно графику актуализации, составленному в отделе-разработчике технологической документации, утвержденному главным технологом
предприятия.
Извещение выпускают и регистрируют в журнале учета извещений (в электронном виде) в технологическом отделе предприятия. Если инициатором изменения является производство
(цех), то изменение документов ТП определяет технолог производства совместно с технологом-разработчиком, который выпускает извещение. Извещение об изменениях
технологических документов выполняют на формах ИИ согласно АВМЮ.25000.00002. Извещение подписывает технолог, составивший его, проверяющий (технолог технологического
отдела или производства), а также начальник производства в графе с указанием влияния на план производства (только при необходимости изменения плана производства).
Нормоконтроль проводят, если изменяемые документы технологического процесса подписаны лицом, ответственным за нормоконтроль.
Извещение согласовывают с представителем ОТК, если они касаются операций технического контроля. Подпись проставляют в основной надписи первого листа извещения. Другие
согласующие подписи на извещении определяет технолог-разработчик в зависимости от содержания изменения.
Внесения изменений в подлинники и копии по ГОСТ 2.503. Изменения в технологическую документацию (оригинал, подлинник, копии на производстве) вносит технолог, выпустивший
извещение, обеспечивая одновременное внесение изменений во все взаимосвязанные документы, в сроки согласно извещению. Допускается внесение изменений в производственные
копии технологических документов технологами производства, после получения копии извещения, в сроки согласно извещению.
При внесении изменений в оригинал (документ в электронном виде) к обозначению электронного документа добавляют соответствующее "изм….". Изменение подлинника (документа в
бумажной форме) осуществляют заменой (перевыпуском) всего документа в целом или его отдельных листов (страниц), а также добавлением или исключением отдельных листов.
Допускается вносить изменения в бумажные технологические документы рукописным или машинописным способом, если нецелесообразно заменять весь лист. Также допускается
применение корректора при условии, что исправленная информация отражена в извещении.
Извещения хранятся в технологическом отделе предприятия.
Аннулированные и замененные по извещениям листы и документы в бумажном виде (подлинники и копии) – изымаются из производства и архива ТД, в электронном виде –
помещаются в раздел "аннулированные".
Порядок сверки документов ТП
Не реже одного раза в течение календарного года после постановки на серийное производство следует проводить сверку документов ТП с литерой «А» на соответствие КД.
Сверку копий документов ТП проводит технолог технологического отдела предприятия.
Технологические документы, содержащие информацию общего назначения (ТТП, ТТО, инструкции, ТИ, РИ) сверке с КД не подлежат.
Сверку проводят по графикам актуализации ТД.
Допускается проводить сверку реже одного раза в год при отсутствии изменений в КД.
Выявленные при сверке в документах технологических процессов расхождения с КД устраняют выпуском извещений, отметка о сверке в данном случае не требуется.
Отметку о сверке: «Сверен__________» с подписью и датой проставляют штампом или пишут вручную на листе регистрации изменений экземпляра.
Для простановки отметки о сверке извещение не выпускают.
Отметка о сверке на комплектах копий документов ТП, применяемых не на рабочих местах, а в других подразделениях предприятия не ставится.
Порядок внедрения ТП:
Внедрению подлежат все ТП изготовления изделий, ДСЕ при постановке на серийное производство с присвоением КД литеры «О1» и «А». Допускается внедрять согласованные и
утвержденные ТП на более раннем этапе и передавать в цех-изготовитель для сопровождения в опытном производстве.
Технологические документы, содержащие информацию общего назначения (инструкции, ТИ, РИ) не подлежат внедрению.
Акт внедрения ТП составляет и номер акта присваивает разработчик технологического процесса. Акт составляют в одном экземпляре и хранят в течение трех лет в технологическом
отделе предприятия. Номер акта и дату внедрения указывают на ТЛ внедренного технологического документа.
Исполнители обязаны знать и руководствоваться при выполнении работ только учтенными и актуальными
технологическими процессами, инструкциями, маршрутными, операционными картами и технологическими
документами.
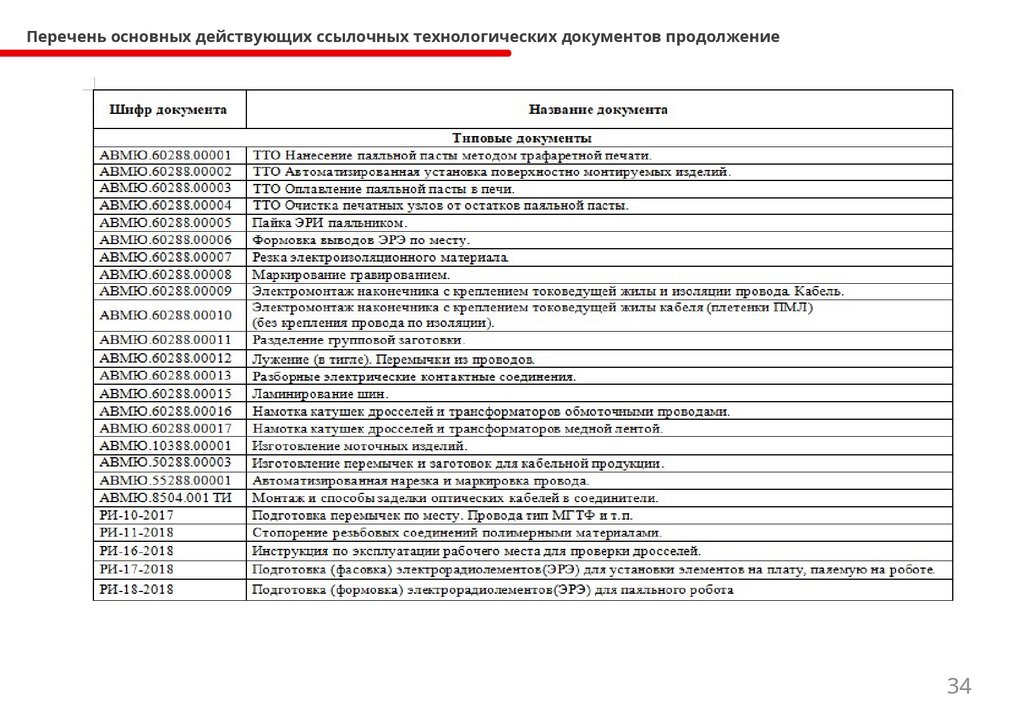
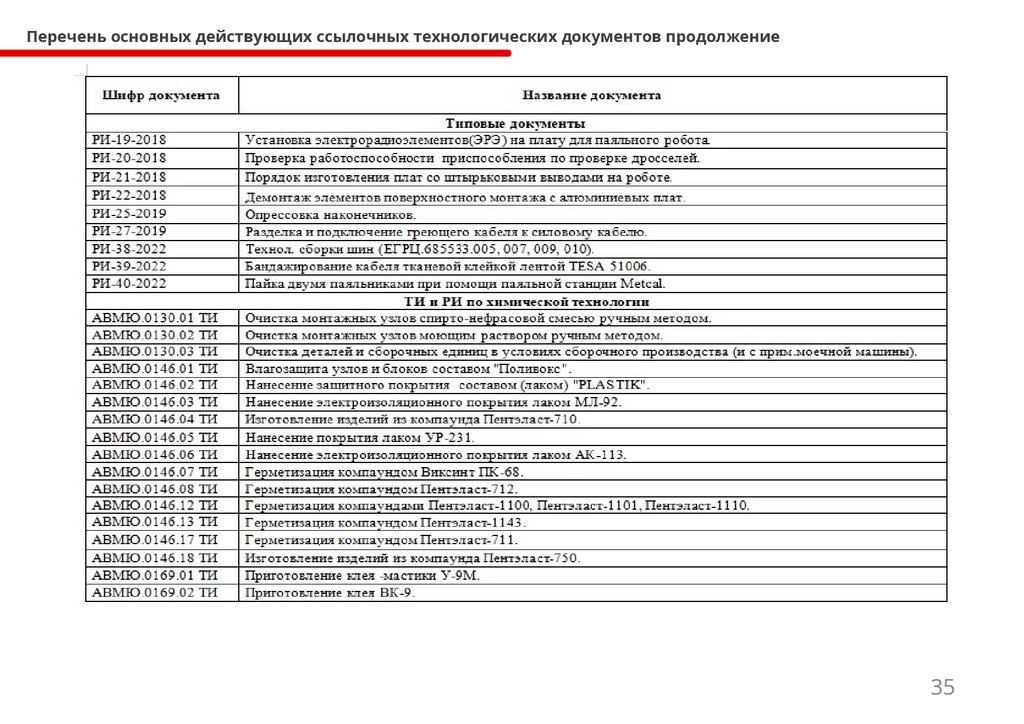
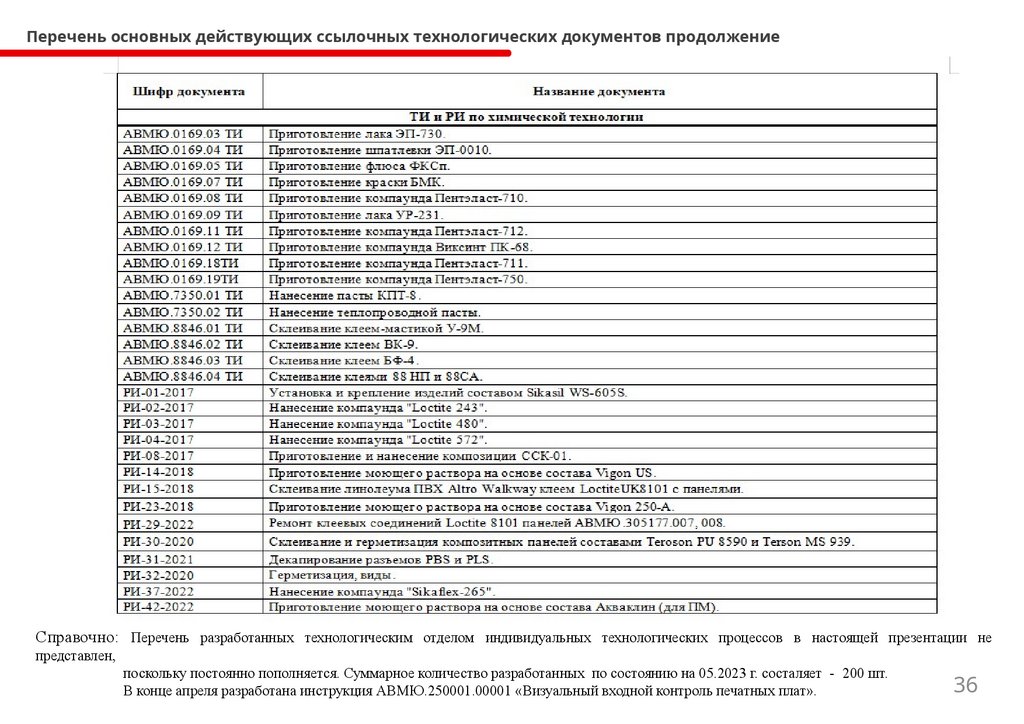
На следующих слайдах представлен перечень основных действующих ссылочных технологических документов.
32
33.
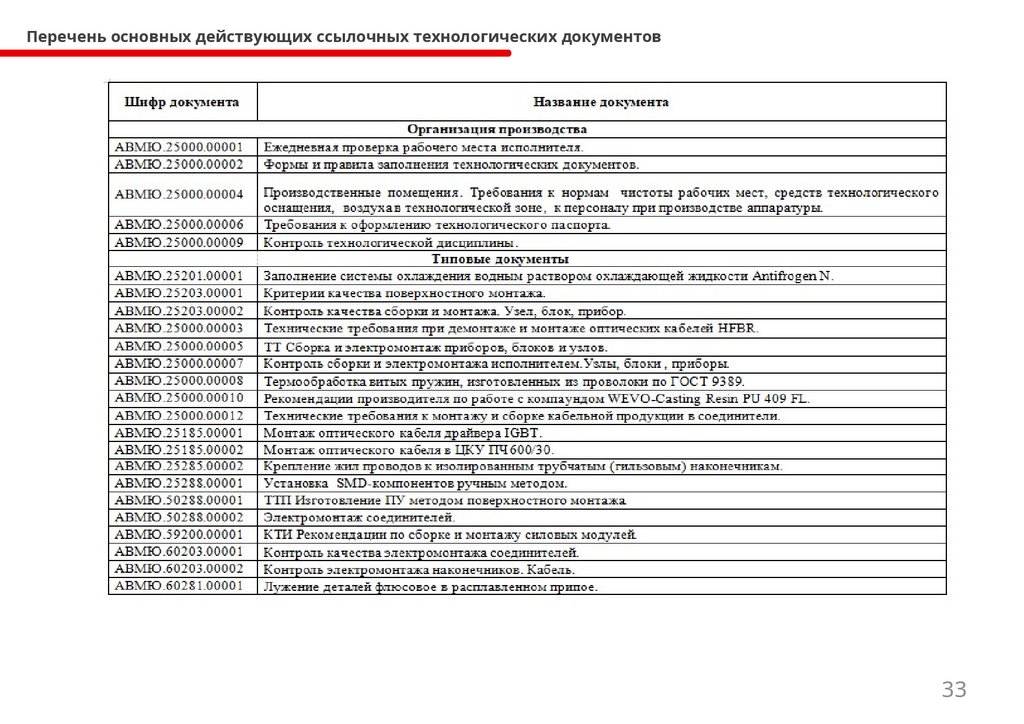
Перечень основных действующих ссылочных технологических документов33
34.
Перечень основных действующих ссылочных технологических документов продолжение34
35.
Перечень основных действующих ссылочных технологических документов продолжение35
36.
Перечень основных действующих ссылочных технологических документов продолжениеСправочно: Перечень разработанных технологическим отделом индивидуальных технологических процессов в настоящей презентации не
представлен,
поскольку постоянно пополняется. Суммарное количество разработанных по состоянию на 05.2023 г. состаляет - 200 шт.
В конце апреля разработана инструкция АВМЮ.250001.00001 «Визуальный входной контроль печатных плат».
36
37.
ТУ, другая НД на продукцию, регламентирующая требования к характеристикам, испытаниям, эксплуатации,ремонту, хранению и приемке изделий.
Технические условия (ТУ) являются техническим документом, который разрабатывается по решению разработчика (изготовителя) или по требованию заказчика
(потребителя) продукции и неотъемлемой частью комплекта конструкторской или другой технической документации на продукцию, при отсутствии документации содержат
полный комплекс требований к продукции, ее изготовлению, контролю и приемке.
ТУ разрабатываются на одно конкретное изделие, материал, вещество и т.п. или несколько конкретных изделий, материалов, веществ и т.п. (групповые технические условия).
При этом в случае необходимости разработки изделий, материалов, веществ и т.п. с повышенными требованиями по отношению к действующим разрабатываются
самостоятельные ТУ, в которых приводится ссылка на действующие ТУ или действующие ТУ преобразовываются в групповые с внесением необходимых дополнений
(изменений). Требования, установленные ТУ, не должны противоречить обязательным требованиям государственных (межгосударственных) стандартов, распространяющихся
на данную продукцию.
ТУ, как правило, содержат вводную часть и разделы, расположенные в следующей последовательности: технические требования; требования безопасности; требования
охраны окружающей среды; правила приемки; методы контроля; транспортирование и хранение; указания по эксплуатации; гарантии изготовителя (состав разделов и их
содержание определяет разработчик в соответствии с особенностями продукции, при необходимости ТУ, в зависимости от вида и назначения продукции, дополняются
другими разделами (подразделами) или в них могут не включаться отдельные разделы (подразделы), или отдельные разделы (подразделы) могут быть объединены в один).
Детализация описания каждого раздела представлена в ГОСТ 2.114.
Программа и методика испытаний (ПМ) - это технический документ, содержащий данные (характеристики, параметры, свойства, показатели), подлежащие проверке при
проведении испытаний изделия, а также порядок и методы их контроля.Документ предназначается для выявления параметров, которые обеспечивают определение причин
сбоя, показателей качества системы, ее соответствие различным требованиям, проверку и получение проектных решений, а также характеризуют продолжительность и период
испытаний.ПМ прямо определяет надежность системы или подсистемы, ее соответствие поставленным требованиям и предполагаемому уровню надежности. ПМ
разрабатывают на основе требований технического задания и комплекта КД на изделие.
Типовая программа испытаний включает разделы: объект испытаний, цель проведения испытаний, общие положения (продолжительность и место, проведения испытаиний,
список необходимых документов и т.п.), объем испытаний с указанием этапов, режимов, качественных/количественных выходных параметров, средства испытаний, методы
испытаний. В зависимости от особенностей изделия и специфики его испытаний допускается объединять или исключать отдельные разделы ПМ, а также включать в неё
отдельные разделы. Допускается выпускать ПМ отдельными частями.
Эксплуатационная документация (ЭД) - конструкторский документ, который в отдельности или в совокупности с другими документами определяет правила эксплуатации
изделия и/или отражает сведения, удостоверяющие гарантированные изготовителем значения основных параметров и характеристик (свойств) изделия, гарантии и сведения
по его эксплуатации в течение установленного срока службы. Предназначена для эксплуатации изделий, ознакомления с их конструкцией, изучения правил эксплуатации
(использования по назначению, технического обслуживания, текущего ремонта, хранения и транспортирования), отражения сведений, удостоверяющих гарантированные
изготовителем значения основных параметров и характеристик (свойств) изделия, гарантий и сведений по его эксплуатации (длительность и условия работы, техническое
обслуживание, ремонт и другие данные), а также сведений по его утилизации.ЭД разрабатывают на основе: рабочей КД — по ГОСТ 2.102, опыта эксплуатации аналогичных
изделий; анализа эксплуатационной технологичности изделий данного типа и их составных частей; - результатов исследования надежности изделий данного типа и
аналогичных изделий; результатов научно-исследовательских работ, направленных на повышение качества эксплуатации изделий (при наличии). Остальное см. ГОСТ 2.601.
Ремонтные документы (РД) - предназначены для подготовки ремонтного производства, ремонта и контроля отремонтированных изделий и их составных частей. РД
разрабатывают на изделия, для которых предусматривают с помощью ремонта технически возможное и экономически целесообразное восстановление параметров и
характеристик (свойств), изменяющихся при эксплуатации и определяющих возможность использования изделия по прямому назначению.Сведения об изделии, помещаемые
в РД, должны быть минимальными по объему, но достаточными для обеспечения правильного выполнения ремонта. При необходимости в РД приводят указания о
требующемся уровне подготовки обслуживающего персонала. Сведения об изделии после ремонта (приемка, ресурс, срок службы, упаковка, гарантии и другие необходимые
сведения) приводят в формуляре (паспорте, этикетке) на изделие в соответствии с требованиями ГОСТ 2.601, ГОСТ 2.610. РД разрабатывают на основе: рабочей КД — по
ГОСТ 2.102; ЭД — по ГОСТ 2.601; схемной документации — по ГОСТ 2.701; ТУ на изделие — по ГОСТ 2.114 (при наличии); технологической документации на
изготовление изделия (при наличии); материалов по исследованию неисправностей, возникающих при испытании и эксплуатации изделий данного типа или аналогичных
изделий других типов; анализов показателей безотказности, ремонтопригодности, долговечности и сохраняемости изделия при эксплуатации до ремонта и в межремонтные
сроки; материалов по ремонту аналогичных изделий.Технологические документы на ремонт выполняют в соответствии с требованиями ЕСТД.
Исполнители обязаны руководствоваться ТУ, ПМ, ЭД и РД (при их наличии) при выполнении работ.
37
38.
ОСНОВНЫЕ РД и инструкции общего назначенияПРОИЗВОДСТВЕННЫЕ ПОМЕЩЕНИЯ АВМЮ.25000.00004 -
инструкция
вводит понятие микроклимата, чистоты
производственных помещений и устанавливает основные требования к производственным помещениям в части параметров по
запыленности, температуре, относительной влажности воздуха, скорости движения воздуха в них, а также требования к организации
производства, требования к конструкции, отделке условиям эксплуатации помещений, систем вентиляции, кондиционирования,
технологическому оборудовани, инструменту, приспособлениям, таре, хранению, трансрованию материалоов, технической документации,
персоналу в условиях обеспечения заданных параметров микроклимата и аттестации помещений.
ЕЖЕДНЕВНАЯ ПРОВЕРКА РАБОЧЕГО МЕСТА АВМЮ.25000.00001 - технологическая инструкция устанавливает
основные требования к соответствию рабочих мест, в том числе в части защиты от статического электричества, к
технологической одежде исполнителя, к параметрам воздуха в рабочей зоне и методикам их измерения, при выполнении
операции, к порядку проверки жала паяльника и др.
Правила обращения с комплектующими изделиями, ЭРИ, материалами и полуфабрикатами,
требования к их проверке, перемещению, хранению и использованию в продукции предприятия
устанавливаются требованиями нормативной документации, действующей конструкторской и технологической документацией
и уточняются, при необходимости, в технологических процессах на конкретное изделие.
Требования к квалификации персонала, выполняющего работы, особенности выполнения работ в
зависимости от определенного разряда устанавливаются в технологических процессах изготовления продукции с
учетом , уровня сложности, отвественнности работ и положений единого тарифно-квалификационного справочника (ЕТКС),
определяющего характеристики, обязанности и объем знаний при выполнении соответствующих работ.
Основные требования техники безопасности по охране труда, промышленной безопасности,
электробезопасности, а также пожарной безопасности, принятые на производстве, представлены в ИОТ,
разрабатываемых отделом охраны труда. ИОТ по виду профессии указываются в технологических процессах для каждой
выполняемой операции.
Каждый исполнитель обязан знать вышеобозначенные требования в обеспечение безопасности и качества выпуска
изготавливаемой на предприятии продукции по результатам самостоятельного изучения нормативной, конструкторской и
технологической документации в рамках своих должностных обязанностей.
38
39.
ОСНОВНЫЕ РД и инструкции общего назначения продолжениеГОСТ IEC 61340-5-1-2019 «Электростатика. ЗАЩИТА ЭЛЕКТРОННЫХ УСТРОЙСТВ ОТ ЭЛЕКТРОСТАТИЧЕСКИХ ЯВЛЕНИЙ.
Общие требования».
Настоящий стандарт устанавливает требования к разработке, утверждению, внедрению и выполнению программы управления электростатическими
разрядами (ЭСР) при производстве, обработке, сборке, установке, упаковке, маркировке, обслуживании, испытании, проверке, транспортировании или
каких-либо других операциях, выполняемых с электротехническими или электронными деталями, узлами и оборудованием, подверженными повреждениям
в результате воздействия электростатических разрядов, равных или более 35 В и включает требования, необходимые для изготовления ЧЭСР-компонентов
(чувствительных к ЭСР компонентов), основанные на опыте коммерческих организаций и предприятий оборонно-промышленного комплекса.
ВАЖНО!!! ПОНИМАТЬ ОСНОВНЫЕ МЕТОДЫ ФОРМИРОВАНИЯ ЭСР, УМЕТЬ ОЦЕНИВАТЬ ЭСР-ОПАСНОСТИ, ПРЕДПРИНИМАТЬ МЕРЫ В
СООТВЕТСТВИИ С ИМЕЮЩШИМСЯ РИСКОМ И СОБЛЮДАТЬ ТРЕБОВАНИЯ В ОБЕСПЕЧЕНИЕ ЗАЩИТЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ ОТ
ЭЛЕКТРОСТАТИЧЕСКИХ ЯВЛЕНИЙ.
Формирование электростатических зарядов происходит при физическом контакте, разделении или трении материалов, потоков твердых частиц, жидкостей или
насыщенных взвесями газов. Наиболее распространенными источниками электростатического разряда являются: несущий электростатический заряд персонал,
проводники, полимерные материалы и технологическое оборудование.
Электростатический разряд может привести к повреждению, если: человек или объект, несущий электростатический заряд, вступает в контакт с чувствительными
к ЭСР компонентом (ЧЭСР-компонентом); ЧЭСР-компонент вступает в контакт с сильно проводящей поверхностью, находясь под воздействием электростатического
поля; ЧЭСР-компонент, несущий электростатический заряд, вступает в контакт с проводящей поверхностью, имеющей иной электрический потенциал. Примерами
ЧЭСР-компонентов являются микросхемы, дискретные полупроводниковые приборы, толстопленочные и тонкопленочные резисторы, гибридные устройства,
печатные платы и пьезоэлектрические кристаллы.
Для обеспечения защиты от статического электричества обязательно:
- предотвращать перенос заряда между несущими электростатический заряд токопроводящими объектами (персоналом и, особенно, автоматически
управляемым оборудованием) и ЧЭСР-компонентами путем заземления или электрическим соединением всех проводников, находящихся поблизости,
включая персонал, с определенным потенциалом или специально устроенным заземлением, формирующим эквипотенциальное равновесие между всеми
проводящими объектами и персоналом (электростатическая защита может поддерживаться при разности потенциалов, отличной от «нулевого» потенциала
напряжения земли, поскольку все проводящие объекты в системе имеют одинаковый потенциал);
- предотвращать перенос заряда между любыми несущими электростатический заряд ЧЭСР-компонентами в результате прямого контакта (разъединения)
или при образовании поля (диэлектрики не теряют свой электростатический заряд при контакте с цепью заземления, ионизационные системы обеспечивают
нейтрализацию зарядов диэлектриков (материалы схемных плат и упаковки некоторых изделий являются примерами диэлектриков);
- применения защитной упаковки за пределами участка, защищенного от электростатического разряда (УЗЭ), где невозможно контролировать перечисленные выше
явления (защита от электростатического разряда может достигаться помещением чувствительных к ЭСР компонентов в антистатические материалы, причем тип
материала зависит от ситуации и назначения; антистатические рассеивающие материалы могут обеспечивать адекватную защиту внутри УЗЭ, за пределами УЗЭ
рекомендуется использовать материалы, экранирующие статические разряды).
Для создания оптимальной программы ЭСР-управления требуются различные ее элементы. Способы контроля с учетом видов производимой предприятием
продукции и требованиями стандарта ГОСТ IEC 61340-5-1-2019 уснавливаются в действующей конструкторской и технологической документации,
которые исполнители должны изучать и применять в своей работе.
39
40.
ОСНОВНЫЕ РД и инструкции общего назначения продолжение. ГОСТ IEC 61340-5-1-2019Основные технические требования, которые учитываются при разработке документации предприятия в части ЭСР-управления представлены на текущем и
следующе слайде.
1. Система заземления/эквипотенциапьного соединения. Чтобы исключить ущерб от ЭСР, необходимо устранить разность потенциалов между чувствительными к ЭСР
элементами и другими проводниками, с которыми они могут соприкасаться (например, персоналом, автоматизированным погрузочно-разгрузочным, стационарным и подвижным
оборудованием. Все устройства, которые могут контактировать с чувствительными ЭСР-компонентами, и те, которые могут проводить электричество, должны быть соединены с землей
или друг с другом (эквипотенциальное соединение), чтобы устранить разность потенциалов. Это может быть осуществлено тремя разными способами:
• использование защитного заземления (первый и наиболее предпочтительный способ заземления) - в этом случае элементы ЭСР-управления и персонал подключены к защитному
заземлению,схема заземления приведена на рисунке 1 ниже);
• использование функционального заземления (второй допустимый способ заземления) - проводник может представлять собой заземляющий стержень или штырь, который
используется для заземления элементов ЭСР-управления в производственном помещении, чтобы устранить разность потенциалов между защитным и функциональным заземлением,
настоятельно рекомендуется, чтобы эти две системы были электрически связаны друг с другом (схема заземления приведена на рисунке 1 ниже);
• эквипотенциальное соединение, если в производственном помещении нет возможности для заземления, то электростатическая защита может быть обеспечена путем соединения
всех элементов ЭСР-управления в общей точке соединения (схема соединения приведена на рисунке 2 ниже); максимальное сопротивление между любым устройством защиты и
общей точкой соединения должно соответствовать пределам для этих устройств защиты (определяется ГОСТ IEC 61340-5-1-2019).
Перед подключением электрических установок пользователи должны учитывать национальные нормы и правила электробезопасности.
Справочно: Защитное заземление - это педнамеренное электрическое соединение клеммы заземления электронного устройства с землей или заземляющим устройством в целях
электробезопасности.
40
41.
ОСНОВНЫЕ РД и инструкции общего назначения продолжение. ГОСТ IEC 61340-5-1-20192. Заземление персонала. При работе с ЧЭСР-компонентами персонал должен быть заземлен или эквипотенциально соединен в соответствии с требованиями, изложенными ниже.
Если персонал находится на ЭСР-защищенном рабочем месте, сотрудники должны быть заземлены через антистатические браслеты. При работе стоя персонал может быть заземлен с
помощью антистатических браслетов либо с помощью системы заземления «напольное покрытие — обувь». Если используется система «напольное покрытие — обувь», необходимо
одновременно соблюдать два условия: первое - общее сопротивление системы (от сотрудника - через обувь и покрытие к заземляющему оборудованию) должно быть менее 1,0*109
Ом; второе - максимальное создаваемое телом напряжение должно быть не более 100 В. Конкретные требования к заземлению персонала представлены в ГОСТ IEC 61340-5-1.
3. Защищенные от электростатического разряда участки.
3.1 Работа с ЧЭСР-компонентами без защитного покрытия или упаковки должна выполняться на участке, защищенном от ЭСР (УЗЭ участке, в пределах которого обращение с ЧЭСР
предполагает допустимый риск повреждения от электростатического разряда или полей. Границы УЗЭ должны быть четко обозначены как границы УЗЭ, например перед входом на
УЗЭ должны быть установлены хорошо видимые персоналу предупредительные знаки.
П р и м е ч а н и е — УЗЭ может представлять собой все здание, помещение или отдельное рабочее место. Доступ в УЗЭ не должен быть ограничен только персоналу, который прошел
ЭСР-обучение. Необученный персонал не должен допускаться к операциям с ЧЭСР-изделиями.
3.2 Все не применяемые при работе изоляционные материалы и предметы (пластик или бумага) - диэлектрики, такие как кофейные чашки, контейнеры для продуктов питания, личные
вещи, должны быть удалены с рабочих или других мест, где работают с незащищенными ЧЭСР-компонентами.
Угроза ЭСР, связанная с необходимостью применения диэлектриков или источников электростатических полей, должна быть оценена и гарантировать, что:
- электростатическое поле в месте, где используются ЧЭСР-компоненты, не превышает 5000 В/м или
- если электростатический потенциал, измеряемый на поверхности диэлектриков, необходимых для работы, превышает 2000 В, то устройства должны быть размещены на расстоянии
минимум 30 см от ЧЭСР-компонентов и
- если электростатический потенциал, измеряемый на поверхности диэлектриков, которые необходимы для работы, превышает 125 В, то они должны быть размещены на расстоянии
минимум 2,5 см от ЧЭСР-компонентов.
П р и м е ч а н и я:
1. Для контроля электростатического поля (потенциала поверхности), как правило, должны проводиться регулярные измерения их значений персоналом, обученным
работе со специально предназначенными портативными средствами измерений (.......).
2. Если электростатическое поле или потенциал поверхности превышает установленные пределы,должны использоваться метод ионизации или другие методы ослабления заряда.
3. Некоторые из измерений должны быть проведены при наименьшем значении относительной влажности.
4. При присутствии ЧЭСР-элементов на данном участке контакт между металлами считается угрозой ЭСР.
3.3 Если проводник, который контактирует с ЧЭСР- компонентом, не может быть заземлен или эквипотенциально соединен с ним, процесс должен гарантировать, чтобы разность
потенциалов между проводником и ЧЭСР-компонентом была менее 35 В. Это может быть достигнуто измерением ЧЭСР-компонента и проводника с помощью бесконтактного
электростатического вольтметра или высокоомного электростатического вольтметра.
3.4 При использовании ЧЭСР-компонентов без использования специализированной защиты и упаковки необходимо создание УЗЭ. Однако существует множество разных способов
формирования элементов ЭСР-управления, которые можно использовать для управления электростатической обстановкой на предприятии. Возможные элементы ЭСР-управления
представлены в ГОСТ IEC 61340-5-1.
4. Упаковка. Защитная упаковка и ее маркировка должны отвечать требованиям заказчика, указанным в контрактах, заказах на покупку, чертежах и/или другой документации. Если
заказчик не оговаривает требования к защитной упаковке, организация сама должна определить требования, предъявляемые к защитной упаковке ЧЭСР-компонентов в рамках
разработанного плана, основанного на ГОСТ IEC 61340-5-3.
Упаковка, если это требуется, должна определяться для всех перемещений материала внутри защищаемых зон, между защищаемыми зонами, между рабочими местами, при перевозке
для обслуживания на местах и у заказчика.
5. Маркировка. Маркировка ЧЭСР-компонентов, оборудования и упаковки должна соответствовать требованиям заказчика и быть оговорена в контрактах, заказах на покупку,
чертежах и/или другой документации. Если в документации не установлены требования к маркировке, то организация при разработке плана программы ЭСР-управления должна сама
принять решение о необходимости применения маркировки. Если определено, что маркировка требуется, то это должно документироваться как часть плана.
41
42.
ОСНОВНЫЕ РД и инструкции общего назначения продолжение. ГОСТ IEC 61340-5-1-2019ГОСТ IEC 61340-5-1-2019 - это один из национальных стандартов, устанавливающих требования в части электростатики.
Детализация требований, методов испытаний представлена целой серией стандартов, в том числе:
ГОСТ IEC TR 61340-1 Электростатика. Электростатические явления. Физические основы и методы измерений;
ГОСТ IEC 61340-2-3 Электростатика. Методы определения сопротивления и удельного сопротивления твердых материалов,
используемых для предотвращения накопления электростатического заряда ;
ГОСТ IEC 61340-4-1 Электростатика. Методы испытаний для прикладных задач. Элетрическое сопротивление напольных
покрытий и установленных полов;
ГОСТ IEC 61340-4-3 Электростатика. Методы испытаний для прикладных задач. Обувь;
ГОСТ IEC 61340-4-4 Электростатика. Методы испытаний для прикладных задач. Мягкие контейнеры для сыпучих материалов.
Классификация по электростатическим свойствам
ГОСТ IEC 61340-4-5 Методы оценки электростатических свойств обуви и напольного покрытия в комбинации с человеком;
ГОСТ IEC 61340-4-6 Электростатика. Методы испытаний для прикладных задач. Антистатические браслеты;
ГОСТ IEC 61340-4-7 Электростатика. Методы испытаний для прикладных задач. Ионизация;
ГОСТ IEC 61340-4-8 Электростатика. Методы испытаний для прикладных задач экранирование электростатического разряда.
Пакеты;
ГОСТ IEC 61340-4-9 Электростатика. Методы испытаний для прикладных задач. Одежда ;
ГОСТ IEC TR 61340-5-2 Электростатика. Защита электронных устройств от электростатических явлений. Руководство по
применению;
ГОСТ IEC 61340-5-3Электростатика. Защита электронных устройств от электростатических явлений. Классификация свойств
и требования к упаковке изделий, чувствительных к электростатическому разряду
ГОСТ IEC61340-5-4 Электростатика. Защита электронных устройств от электростатических явлений. Проверка соответствия;
ГОСТ IEC 61340-5-5 Электростатика. Защита электронных устройств отэлектростатических явлений. Требования к упаковке,
применяемой в производстве электроники
и др.
42
43.
ОСНОВНЫЕ РД и инструкции общего назначения продолжениеВиды оборудования, средств измерений и оснастки, общий порядок
соответствующих стандартах:
СТО СМК 8.5.1.3-00-2017 «Управление технологическим оборудованием»;
СТО СМК 8.5.1.3-02-2017 «Управление инструментами, приспособлениями, оснасткой»;
СТО СМК 7.1.5-00-2021 «Управление оборудованием для мониторинга и измерений».
их
применения
отражены
в
СТО СМК 8.5.1.3-00-2017 «Управление технологическим оборудованием»
Стандарт устанавливает основные положения и порядок работ по обеспечению и поддержанию в рабочем состоянии технологического оборудования,
обработке и оформлению результатов деятельности по управлению им. Документ вводит понятие «технологическое оборудование» (средство
технологического оснащения, в которое для выполнения определенной части технологического процесса размещают материалы и заготовки, средства
воздействия на них, а также технологическую оснастку), содержит общие положения, определяет порядок обеспечения технологическим
оборудованием, его эксплуатации и технического обслуживания.
СТО СМК 8.5.1.3-02-2017 «Управление инструментами, приспособлениями, оснасткой»
Стандарт устанавливает основные положения и порядок работ по обеспечению предприятия средствами технологического оснащения, поддержанию их
в работоспособном состоянии, отработке и оформлению результатов этой деятельности. Документ вводит понятие «средства технологического
оснащения», в том числе нестандартизированные, «технологическая оснастка», «инструмент», «приспособления», содержит общие положения,
определяет порядок обеспечения производства средствами технического оснащения, его эксплуатации.
СТО СМК 7.1.5-00-2021 «Управление оборудованием для мониторинга и измерений»
Стандарт устанавливает порядок управления оборудованием для мониторинга и измерений, успользуемым для подтверждения соответствия продукции,
выпускаемой предприятием, установленным требованиям. Под оборудованим для мониторинга и измерений понимается измерительное оборудование
(средства измерений), испытательное оборудование, аппаратура автономных проверок). Документ ввводит понятия каждого из них, содержит общие
положения, определяет порядок управления средствами измерений (в формате блок-схем с описанием действий и ответственных), испытательным
оборудованием и аппаратуры автономных проверок (с отражением видов и порядка их аттестации), индикаторами, устанавливает ответственность
метрологической службы и производственных подразделений, в целом.
Исполнители обязаны знать и руководствоваться требованиями настоящих стандартов при выполнении работ.
43
44.
ОСНОВНЫЕ РД и инструкции общего назначения продолжениеТехнологический паспорт (в дальнейшем - паспорт) предназначен для регистрации технологических операций, выполняемых при
изготовлении изделия, фактических дат и времени (при необходимости) исполнения, фамилии исполнителей и контролирующих лиц, включая
операционный и приемочный контроль, перечня установленных сборочных единиц и учета изменений и отклонений от документации.
Наличие паспорта является обязательным условиям сопровождения изделия в процессе производства по технологическому маршруту
изготовления изделия, детали и сборочной единицы (ДСЕ).
Технологический паспорт может быть выполнен в бумажном или электронном виде.
Паспорт создается на каждое изделие, ДСЕ или на партию изделий и ДСЕ. Для паспортов в бумажном виде допускается заполнять один паспорт на
партию изделий, если данные изделия изготавливаются одним исполнителем для одного прибора, в этом случае должны быть указаны заводские
номера партии изделий и их количество.
Технологический паспорт в бумажном виде.
Общие требования к оформлению и заполнению индивидуальных и типовых технологических паспортов в процессе производства изделий в бумажном
виде устанавливает инструкция АВМЮ.25000.00006 «Требования к оформлению технологического паспорта».
Паспорт в бумажном виде оформляет разработчик технологического отдела совместно с технологом производства.
Технологический паспорт содержит следующие разделы: наименование, децимальный номер, заводской номер и дату изготовления изделия, перечень
установленных сборочных единиц, наименование, децимальный номер, заводской номер ДСЕ (партии ДСЕ), даты изготовления, входящих в изделие,
названия технологических операций, учет изменений и отклонений от документации, при необходимости, замечания при изготовлении, устранение
замечаний, дополнительные сведения, в котором допустимо отражать информацию о режимах и времени склеивания клеевыми составами и (или)
компаундами; о времени и моментах затяжки и мн.др.
Паспорт в бумажном виде заполняется исполнителем, выполняющим и контролирующим операцию. Контроль правильного ведения и своевременного
заполнения паспорта ведется мастером участка ежесменно, технологом участка в ходе проведения проверки технологической дисциплины и
работниками ОТК цеха при выполнении контрольных операций. Правила заполнения разделов в соответствии с инструкцей АВМЮ.25000.00006.
Работник ОТК, проводящий операционный контроль, проставляет в соответствующих графах подпись, фамилию, дату проверки. Исполнитель,
имеющий право работать с личным клеймом, ставит в графе ОТК на свою подпись оттиск личного клейма.
Подпись производственного мастера при закрытии технологического паспорта подтверждает выполнение всех этапов изготовления изделия согласно
технической документации.
Заполненный паспорт на изделие с прикрепленными к нему паспортами на входящие сборочные единицы передается на хранение в архив
технологических паспортов до истечения срока службы изделия.
Технологический паспорт в электронном виде.
Электронные паспорта формируют и отслеживают в системе 1С: предприятие. Для формирования электронных версий паспортов выполнять QRкодирование операций изготовления каждой сборочной единицы согласно утвержденной инструкции по QR-кодированию для исполнителей в
программе 1С: предприятие.
44
45.
НЕСООТВЕТСТВУЮЩАЯ ПРОДУКЦИЯ. Стандарты СМК по управлению несоответствующей продукциейНесоответствующая продукция: продукция, имеющая несоответствие.
Несоответствующая исправимая продукция: несоответствующая продукция, устранение дефектов которой
технически возможно и экономически целесообразно.
Несоответствующая неисправимая продукция: несоответствующая продукция, устранение дефектов которой
технически невозможно или экономически нецелесообразно.
Стандарты СМК по управлению несоответствующей продукцией, действующие в ГК «Горизонт»:
Обозначение и наименование
документа СМК**
Основные требования
СТО
СМК
8.7-01-2021
«Управление
несоответствующей
продукцией»
1) Несоответствующую продукцию, выявленную контролерами ОТК при
проведении контроля в монтажных и сборочных цехах, отделяют от
соответствующей сразу после выявления несоответствия.
2) В зависимости от габаритов и специфики несоответствующую продукцию
идентифицируют одним из следующих способов:
‒ несоответствующую продукцию помещают в лоток красного цвета; на полку,
стеллаж, идентифицированные надписью «Несоответствующая продукция»;
‒ к несоответствующей продукции прикрепляют бирку с красной полосой и
надписью «Несоответствующая продукция», ф. СТО СМК 8.7-01-2, или наклейку
для малогабаритных изделий.
3) Контролер ОТК фиксирует в Журнале предъявлений по ф. СТО СМК 8.7-01-4
факт выявления дефекта, оформляет на несоответствующую продукцию Карту
учета дефектов/отказов изделия, ф. СТО СМК 8.7-01-3, регистрирует в
программе 1С УПП (форма в электроном виде), распечатывает её и передает
несоответствующую продукцию вместе с Картой начальнику цеха/участка.
45
46.
Стандарты СМК по управлению несоответствующей продукциейОбозначение и наименование
документа СМК**
Основные требования
СТО
СМК
8.7-01-2021
«Управление
несоответствующей
продукцией»
4) Начальник цеха/участка, в котором возникло несоответствие, обследует
продукцию с целью оценки возможности приемки продукции после доработки
(исправления) или без доработки при наличии разрешения на отклонение от
требований. По результатам рассмотрения начальник цеха принимает решение
о дальнейших действиях с несоответствующей продукцией.
5) Если выявлены дефекты согласно АВМЮ.25000.0007 «Контроль сборки и
электромонтажа
исполнителем.
Узлы,
блоки,
приборы»
и/или
АВМЮ.25203.00001 «Критерии качества поверхностного монтажа», начальник
цеха/участка правомочен принять решение по устранению несоответствия.
6) Во всех остальных случаях решение о дальнейших действиях с
несоответствующей продукцией принимает технолог участка. При
необходимости, к решению вопросов технолог привлекает конструктора либо
разработчика продукции.
6.1) Если технолог (конструктор/ разработчик) принимает решение об
исправлении дефектов, то он в Карте в графе 7 «Действия в отношении
несоответствующей продукции» фиксирует способ устранения дефектов.
6.2) Если выявленные дефекты не влияют на работоспособность изделия, то в
Карту вносят обоснование принятого решения (на основании опыта в
эксплуатации или проведения дополнительных проверок). Решение о допуске
отклонений от КД подписывают у главного конструктора предприятия или
лица, утвердившего КД. Ответственность за оформление допуска в случае
производственного несоответствия возлагается на начальника цеха/технолога, в
иных случаях на конструктора/разработчика.
6.3) Если несоответствие признано неисправимым, в Карте в графе 7 «Действия
в отношении несоответствующей продукции» производят запись: «Продукция
неисправимая, в дальнейшее производство не допускается».
46
47.
Стандарты СМК по управлению несоответствующей продукциейОбозначение и наименование
документа СМК**
Основные требования
СТО
СМК
8.7-01-2021
«Управление
несоответствующей
продукцией»
6.4) Каждое принятое решение о дальнейшем использовании несоответствующей
продукции подтверждают подписью с расшифровкой уполномоченного лица ‒
начальника цеха, технолога (конструктора/ разработчика), главного
конструктора, проставляют дату принятия решения.
7) Если принятие решения по дальнейшим действиям с несоответствующей
продукцией либо его реализация не могут быть осуществлены в течение 3
рабочих дней, то несоответствующую продукцию перемещают в изолятор брака.
8) Несоответствующую продукцию, исправление которой невозможно и/или
экономически нецелесообразно, идентифицируют биркой с красной полосой и
надписью «Несоответствующая продукция» ф. СТО СМК 8.7-01-2 и в течение 1
рабочего дня перемещают в изолятор брака.
9) Ответственность за своевременное перемещение несоответствующей
продукции в изолятор возлагают на начальников цехов.
10) Ответственность за учет и сохранность несоответствующей продукции в
изоляторе несет начальник ОТК.
11) Продукцию после исправления дефектов предъявляют на повторный контроль
в ОТК. Если несоответствие было выявлено на этапе настройки или ПСИ,
исправленная продукция должна быть перепроверена на данном этапе в
обязательном порядке.
СТО
СМК
8.7-02-2021
«Управление
несоответствующей
продукцией, выявленной у
потребителя»
В данном стандарте установлен порядок проведения работ и ответственность
должностных лиц предприятий-изготовителей продукции при поступлении
Уведомления о несоответствии от Потребителя, а также алгоритм работы по сбору
информации и анализу отказов гарантийных технических средств предприятийизготовителей продукции, зафиксированных ОАО «РЖД» в системе КАС АНТ.
Перечень
видов Документ, в котором установлены виды дефектов/отказов, которые необходимо
дефектов/отказов от 11.05.2023 определять по каждому выявленному несоответствию и вносить в Карту учета
дефектов/отказов.
47
48.
Сбор и обобщение данных по несоответствиям в процессе производстваИнженер по качеству отдела системы менеджмента собирает полностью оформленные (закрытые) Карты учета
дефектов/отказов изделий в производстве, ежемесячно обобщает несоответствия по видам дефектов/отказов в
сводную таблицу и предоставляет полученные данные руководителям соответствующих подразделений ГК
«Горизонт» для установления причин несоответствий и разработки корректирующих действий в соответствии с
требованиями СТО°СМК 10.2-00-2021 «Управление несоответствиями и корректирующими действиями.
Распределение несоответствий продукции, выявленных в производстве по итогам 1 квартала 2023 года, по видам
дефектов/отказов приведено в диаграмме на рисунке 1.
Рисунок 1 - Распределение несоответствий в производстве по видам за 1 кв. 2023г.
Наибольшее количество отказов приходится на следующие виды:
КИ.1, КИ.4, КИ.12, К и К(Д), ПТ.2 и ПТ.5.
Причины и мероприятия по отказам:
• КИ.1 - отказы, связанные с заменой м/сх IRS 21531 DS SO-8 на
Модуле ВИП 15Z (более 400 шт.) в связи с отсутствием
комплектации, поставкой некачественной (не того номинала)
партии м/сх PHPT 604NY на сборку модуля транзисторного
(396 шт.) ЕГРЦ.435784.001;
• КИ.4 - отказы конденсаторов разных номиналов и в разных
приборах, основные: 0603 NPO 50B 83пф - 381 пф на платы
ИВИ-Т, Тант 20В 100 мкФ на платы СД033 (Горсвет);
• КИ.12
выявление
различных
некачественных
комплектующих (Крышка на АДР 400, Рамка СД036 (Горвет) и
др.).
• Наибольшее количество по конструкторским доработкам и
замечаниям были зафиксированы по светотехнике: БФ, ГИС 5,
светильник кабины машиниста, платы ИПС-5К (причина проведение ТЗ не по форме), а также ВИП АВМЮ.436434.00101 замена м/сх, ВИП-3-50/5-5 АВМЮ.436641.056-04 (причина тесный монтаж печатных проводников).
Мероприятия: выпуск отделом системы менеджмента внутреннего
документа по разработке и оформлению ТЗ.
• По
производственным
причинам
выявлялись
несоответствия из-за нарушений требований КД и технологии
изготовления. Наибольшее количество отказов связано с
некачественным изготовлением (намотка) трансформаторов,
распайкой ПКИ, разъёмов, жгутов не по КД, непропаю КИ,
затеканию лака. Мероприятия: технологами участков
проведены часы качества с исполнителями по выявленным
несоответствиям.
48
49.
Документы СМК по проведению ремонтов продукции из эксплуатации, корректирующим действиям иуправлению оборудованием для мониторинга и измерений
Обозначение и наименование
документа СМК**
Основные требования
КП СМК 8.5-00-2021
«Обслуживание продукции»
(ООО «Горизонт-Сервис»)
Документ СМК, который описывает процесс «Обслуживание продукции»,
включающий исследование несоответствующей продукции из эксплуатации,
выявление причины дефекта/отказа, проведение ремонта продукции, разработку
мероприятий или рекомендаций по предотвращению дефекта/отказа, а также
заполнение необходимых форм записей по факту выполнения перечисленных
работ.
СТО СМК 10.2-00-2021
«Управление несоответствиями
и корректирующими
действиями»
Стандарт, в котором определены этапы управления несоответствиями и
корректирующими действиями, принятые в предприятиях ГК «Горизонт»,
приведены типовые причины несоответствий и рекомендуемые корректирующие
действия – действия, предпринятые для устранения причины несоответствия и
предупреждения его повторного возникновения.
СТО СМК 7.1.5-00-2021
«Управление оборудованием
для мониторинга и измерений»
Действия исполнителей по управлению средствами измерений (СИ) при
проведении монтажных и слесарно-сборочных работ:
1) Постановка на метрологический учет у инженера по метрологии вновь
приобретенных СИ в подразделении;
2) Своевременная сдача СИ инженеру по метрологии для проведения
поверки/калибровки или ремонта – согласно ежемесячному перечню,
выдаваемому в подразделение;
3) Информирование инженера по метрологии об утере или поломке СИ в срок не
позднее 15 дней с момента обнаружения;
4) Надлежащая эксплуатация и сохранение СИ.
** Все указанные документы размещены на сервере: \\srv1\... в папке «СМК» – для ООО «Горизонт», «СМК НПО Горизонт» – для
ООО°«НПО «Горизонт», «СМК Горизонт-Сервис» – для ООО «Горизонт-Сервис» и «СМК°АТК» – для ЗАО «АТК». Стандарты
организации (СТО СМК) выложены в папке «Стандарты организации СМК», карты процессов (КП СМК) – в папке «Карты процессов
СМК», все виды перечней – в папке «Прочие документы СМК\Перечни».
49
50.
СПАСИБО ЗА ВНИМАНИЕДАВАЙТЕ РАЗВИВАТЬ ПРЕДПРИЯТИЕ ВМЕСТЕ
И ОПИРАЯСЬ НА ТРЕБОВАНИЯ НАШИХ ЗАКАЗЧИКОВ
СОЗДАВАТЬ ВЫСОКОТЕХНОЛОГИЧНУЮ ИННОВАЦИОННУЮ ПРОДУКЦИЮ
МИРОВОГО УРОВНЯ
ОСТАЛЬНОЕ СОГЛАСНО УЧЕБНЫМ ПРОГРАММАМ ПО ВИДУ ДЕЯТЕЛЬНОСТИ
ГК ГОРИЗОНТ
50