



































 industry
industrySimilar presentations:










Слесарные и огневые работы с трубой
1. ОРГАНИЗАЦИЯ ПРАКТИЧЕСКОЙ ЧАСТИ ОБУЧЕНИЯ
1. Подбор холодильного инструмента и измерительных приборов.2. Подбор слесарного ручного и электроинструмента.
3. Подбор спецодежды и средств защиты:
Удобная рабочая обувь;
Одежда в соответствии с требованиями техники безопасности;
2. ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ
ОБЩАЯ ЦЕЛЬ – НУЛЕВОЙ ВРЕД.Подход нулевого вреда означает соблюдения всех правил безопасности,
обеспечения безопасной работы инструментов и машин, ношения
средств индивидуальной защиты.
ВСЕ УСИЛИЯ ДОЛЖНЫ БЫТЬ ПРЕДПРИНЯТЫ ДЛЯ:
• определения опасностей и рисков
• информирования тех, кто желает знать о всех потенциальных
опасностях
• контроля и уменьшения риска опасностей, насколько это относительно
осуществимо
• все участники несут равную ответственность за соблюдение техники
безопасности, правил охраны здоровья и окружающей среды
3. Практические задачи, контролю действий
• Навыки слесарных работ;• Работа с холодильными трассами;
• Огневые работы и пайка твёрдыми припоями;
• Сантехнические работы;
• Электро-монтажные работы;
• Пуско-наладочные работы;
4.
Операции с трубами5.
Размеры дюймовых труб6.
Герметизация трубСкотч или изоляционная лента (до 1 месяца))
7.
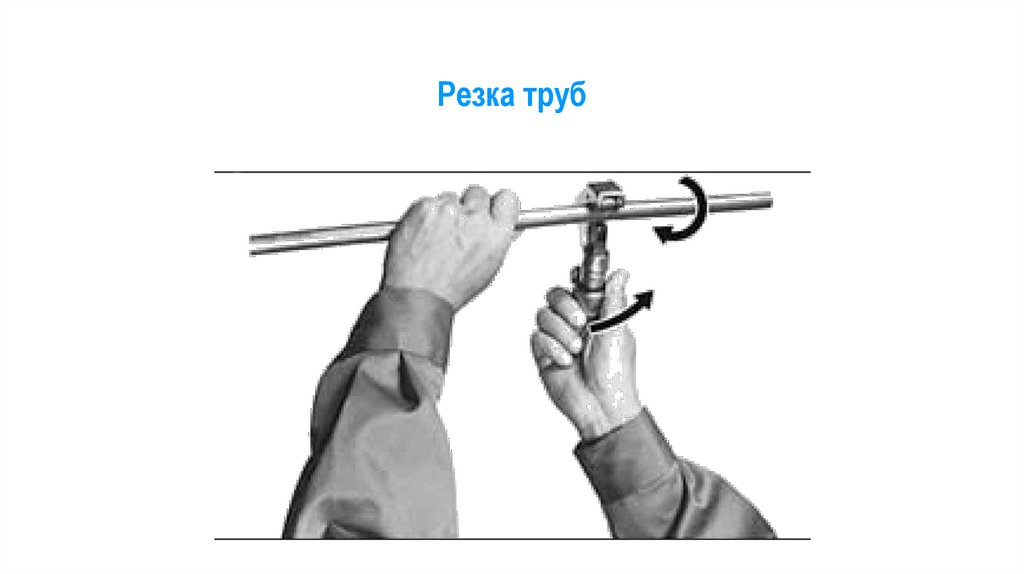
Резка труб8. Труборезы
От 6 EuroТруборезы
ТC127
TC174
TC274
TC312
Ролики к
труборезу:
TCX4C
TCX4S
9.
Удаление заусенцев ножевым риммером10.
Удаление облоя коническим риммером11. Гибка труб
Перед гибкой аккуратно раскатайте рулон отожженной трубыили отожгите трубу в хлысте в месте будущего сгиба
12. Механические трубогибы
Трубогиб 326290,00 Euro
179 Euro
13. Рычажные и пружинные трубогибы
От 42 Euro14.
15.
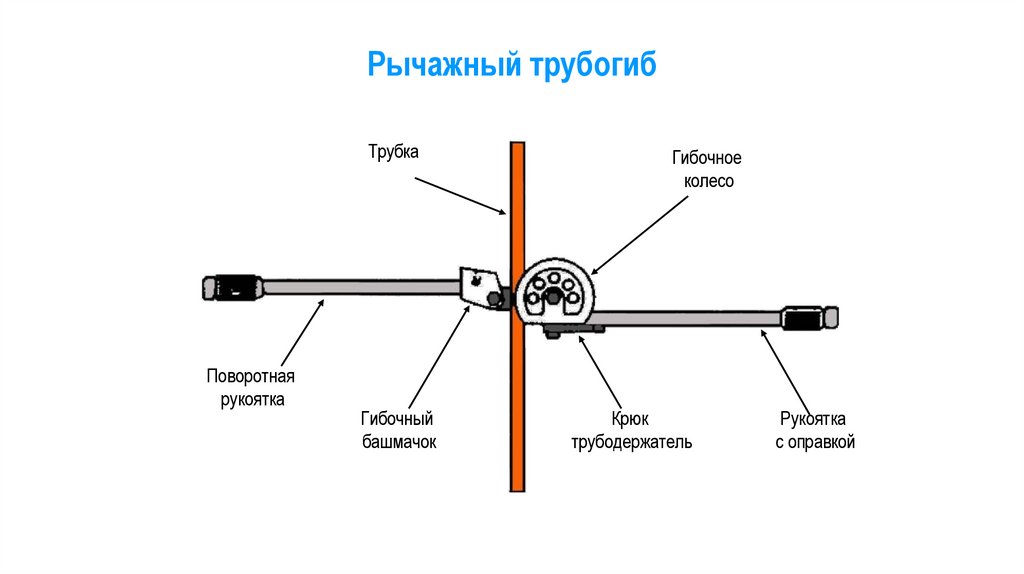
Рычажный трубогибТрубка
Поворотная
рукоятка
Гибочный
башмачок
Гибочное
колесо
Крюк
трубодержатель
Рукоятка
с оправкой
16.
Штуцерное соединение трубопроводов1. Соблюдайте соосность
2. Наживите гайку “от руки”
17.
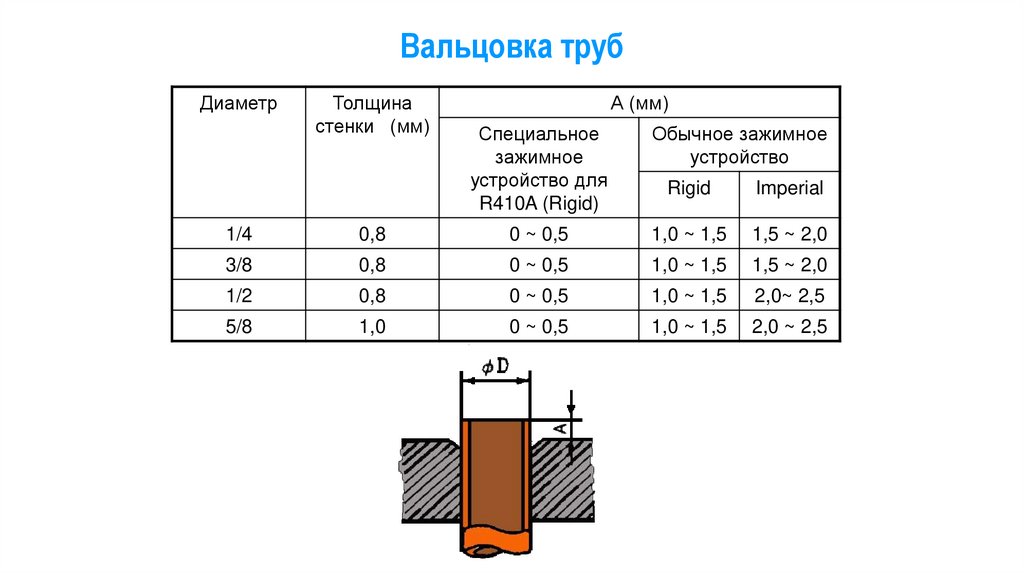
Вальцовка трубДиаметр
Толщина
стенки (мм)
А (мм)
Специальное
зажимное
устройство для
R410A (Rigid)
Обычное зажимное
устройство
Rigid
Imperial
1/4
0,8
0 ~ 0,5
1,0 ~ 1,5
1,5 ~ 2,0
3/8
0,8
0 ~ 0,5
1,0 ~ 1,5
1,5 ~ 2,0
1/2
0,8
0 ~ 0,5
1,0 ~ 1,5
2,0~ 2,5
5/8
1,0
0 ~ 0,5
1,0 ~ 1,5
2,0 ~ 2,5
18. Вальцовки
19.
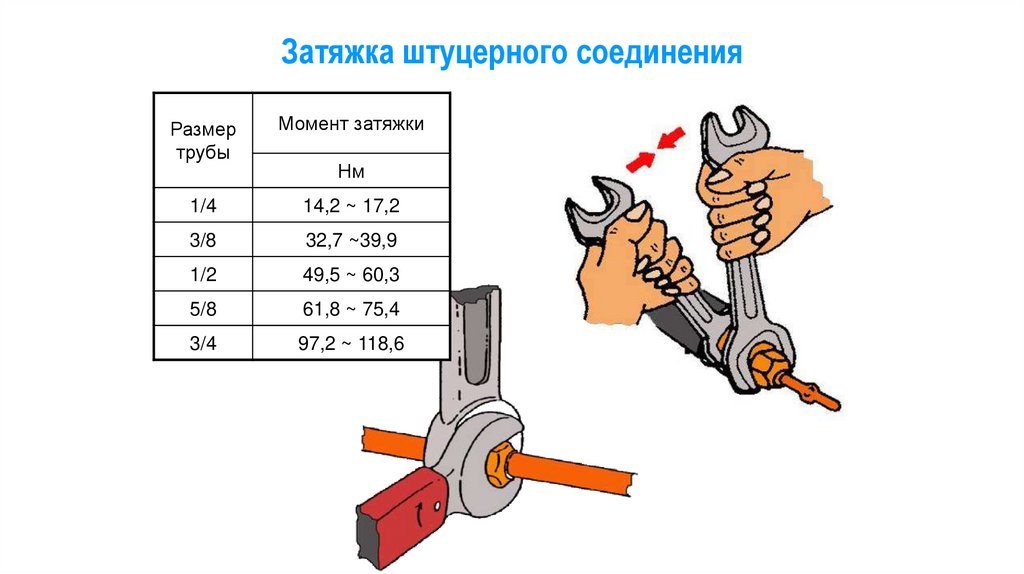
Затяжка штуцерного соединенияРазмер
трубы
Момент затяжки
1/4
14,2 ~ 17,2
3/8
32,7 ~39,9
1/2
49,5 ~ 60,3
5/8
61,8 ~ 75,4
3/4
97,2 ~ 118,6
Нм
20.
21. Универсальные сварочные посты
Пайка трубПайка осуществляется при температуре выше 425°С, но ниже температуры
плавления соединяемых металлов. Она происходит за счет поверхностных
сил адгезии (от лат. adhaesio - прилипание) между расплавленным припоем
и нагретыми поверхностями основных металлов. Припой распределяется в
соединении под действием капиллярных сил. Для качественного
соединения металлов припой должен распределиться под действием
капиллярных сил и "смочить" основной металл.
Универсальные сварочные посты
22.
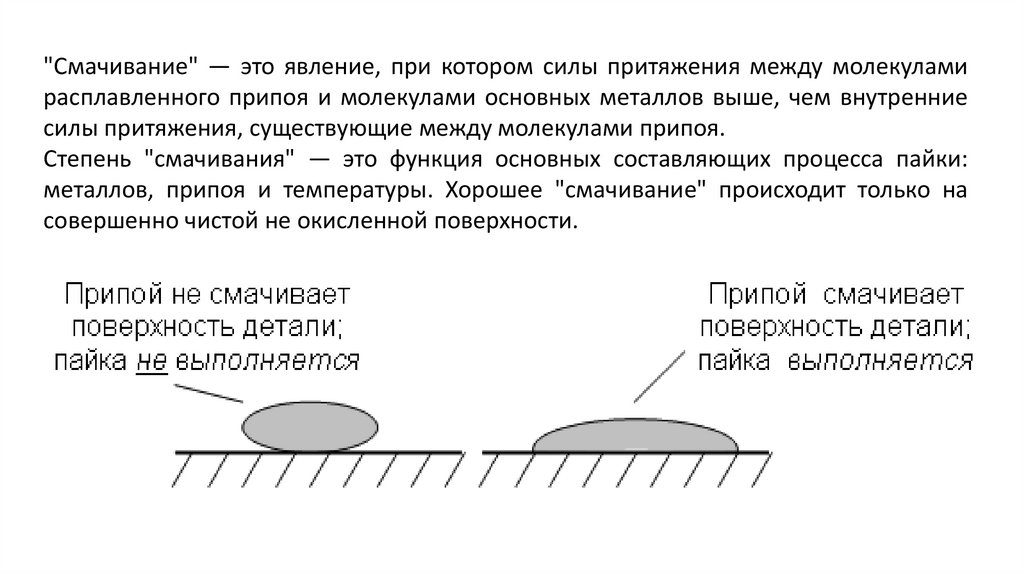
"Смачивание" — это явление, при котором силы притяжения между молекуламирасплавленного припоя и молекулами основных металлов выше, чем внутренние
силы притяжения, существующие между молекулами припоя.
Степень "смачивания" — это функция основных составляющих процесса пайки:
металлов, припоя и температуры. Хорошее "смачивание" происходит только на
совершенно чистой не окисленной поверхности.
23. Припои
Маркаизделия
Содержание
серебра в %
L-CuP6
94Cu; 6P
L-Ag2P
2Ag; 91,5Cu;
6,5P
Для пайки
материалов
Медь
Рабочая Т
0С
730
710
Цена за кг, EURO
Без
флюса
С
флюсом
19
31
Медь, бронза
L-Ag5P
5Ag; 89Cu; 6P
710
L-Ag15P
15Ag; 80Cu;
5P
710
L-Ag20
Ag20; 45Cu;
35Zn
L-Ag25
Ag25; 41Cu;
34Zn
Углеродистая и
нержавеющая
сталь, медь,
никель, их сплавы
57
133
810
140
187
780
24.
В холодильной технике рекомендуетсяприменение припоя с содержанием серебра не менее 5 %.
При пайке меди и медных соединений, медно-фосфорные припои являются
самофлюсующимися.
Медно-фосфорные припои не применяются для пайки сталей из-за образования
хрупкой пленки фосфитов по границе шва, что может привести к нарушению
герметичности соединения.
В отличие от медно-фосфорных сплавов твердые серебряные припои не
содержат фосфор. Эти припои применяют для пайки цветных металлов, стали,
меди и сплавов на медной основе, для пайки необходим флюс.
25.
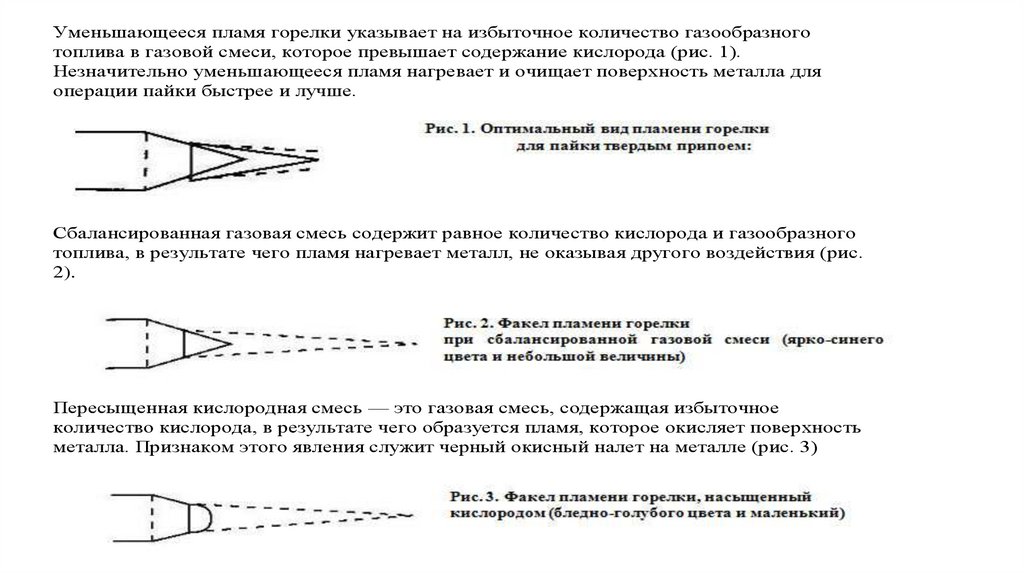
Уменьшающееся пламя горелки указывает на избыточное количество газообразноготоплива в газовой смеси, которое превышает содержание кислорода (рис. 1).
Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для
операции пайки быстрее и лучше.
Сбалансированная газовая смесь содержит равное количество кислорода и газообразного
топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис.
2).
Пересыщенная кислородная смесь — это газовая смесь, содержащая избыточное
количество кислорода, в результате чего образуется пламя, которое окисляет поверхность
металла. Признаком этого явления служит черный окисный налет на металле (рис. 3)
26.
27.
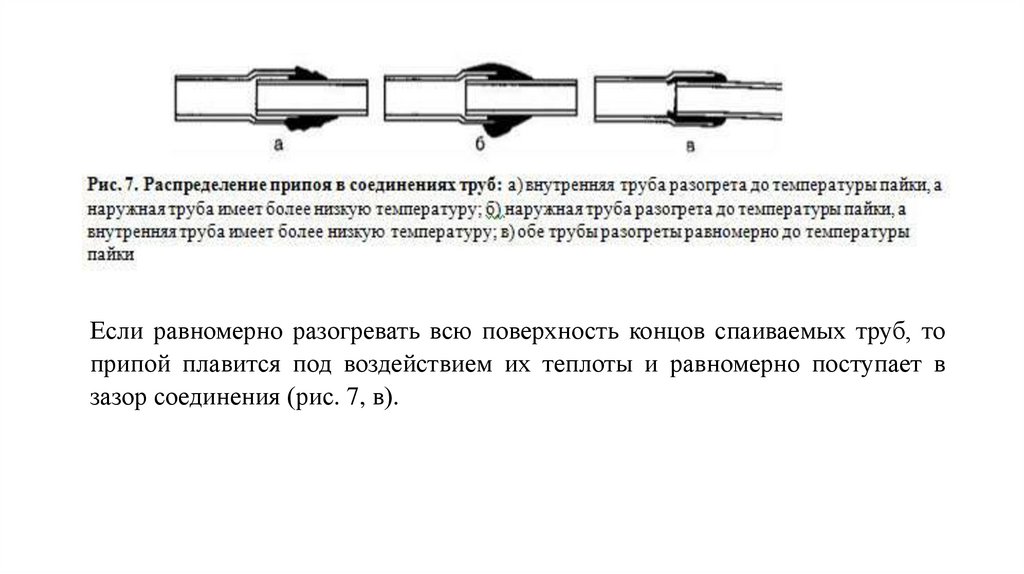
Если равномерно разогревать всю поверхность концов спаиваемых труб, топрипой плавится под воздействием их теплоты и равномерно поступает в
зазор соединения (рис. 7, в).
28.
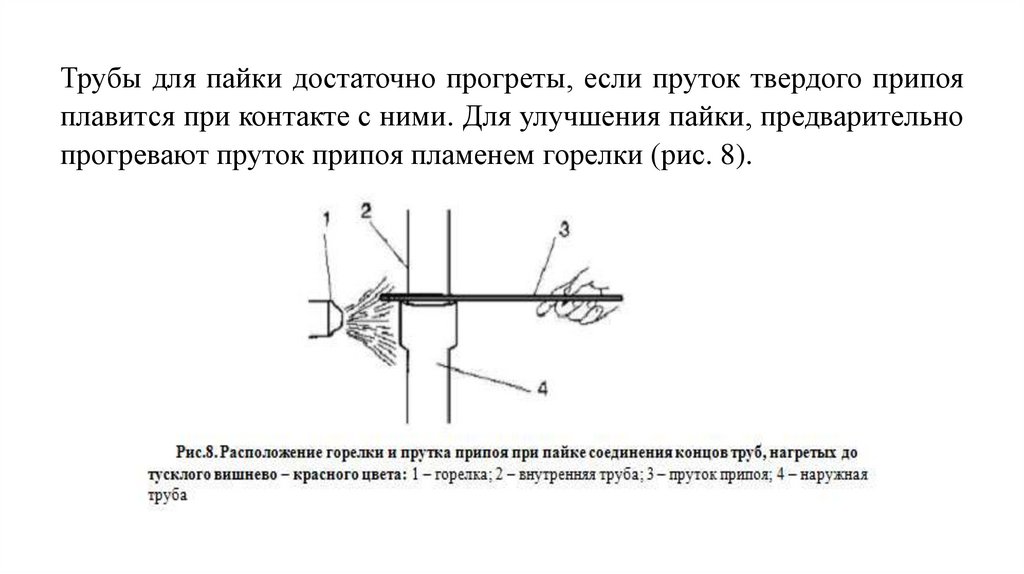
Трубы для пайки достаточно прогреты, если пруток твердого припояплавится при контакте с ними. Для улучшения пайки, предварительно
прогревают пруток припоя пламенем горелки (рис. 8).
29.
Соединение меди с латуньюс помощью твердого медно-фосфорного припоя.
1. Выполняют указанные выше операции для соединения меди с
медью.
2. Перед нагревом соединения наносят небольшое количество
флюса, чтобы обеспечить смачивание припоя на поверхности
латуни.
3. По завершении операции пайки тщательно удаляют остатки
флюса горячей водой и щеткой. Большинство видов флюса
вызывают коррозию и должны быть полностью удалены с
поверхности соединения.
30.
Соединение стали со сталью, медью, латуньюили бронзой с помощью серебряного припоя.
1. Выполняют указанные выше операции для соединения меди с
медью.
2. До нагрева, на соединение наносят флюс для последующего
смачивания и перемещения расплавленного припоя в зазоры между
соединяемыми деталями.
3. Нагревают пруток припоя и затем окунают его во флюс. Припой
покрывается тонким слоем флюса, что предотвращает образование
окисного покрытия на его поверхности (окиси цинка).
4. По завершении операции пайки тщательно удаляют остатки
флюса.
31.
.Флюсы
Флюс поглощает определенное количество окислов. Вязкость
флюса увеличивается при насыщении его окислами. Если после
пайки остатки флюса не удалять, то это приведет к попаданию
его в соединение и со временем может вызвать коррозию и
утечку хладагента.
При пайке используют минимальное количество флюса, а затем
тщательно счищают его остатки после завершения данной
операции. Флюс наносят вдоль поверхности, а не в соединение.
Он должен попасть в соединение до припоя.
32.
Правила пайки1. Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и
очищает соединение.
2. Металлические поверхности очищают и обезжиривают.
3. Проверяют взаимное расположение деталей и зазоры.
4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с
медью при помощи медно-фосфорных припоев флюс не требуется.
5. Для пайки нагревают соединение равномерно до требуемой температуры.
6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении,
используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более
нагретого места соединения.
7. Остатки флюса тщательно удаляют после пайки.
8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева
должен быть коротким, и следует избегать перегрева.
9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться
вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
33.
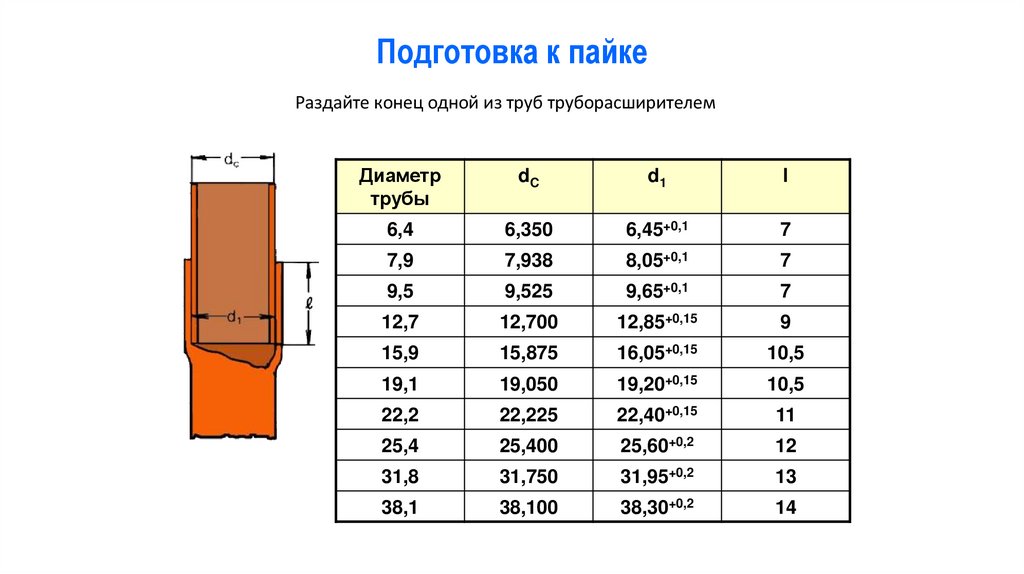
Подготовка к пайкеРаздайте конец одной из труб труборасширителем
Диаметр
трубы
dC
d1
l
6,4
6,350
6,45+0,1
7
7,9
7,938
8,05+0,1
7
9,5
9,525
9,65+0,1
7
12,7
12,700
12,85+0,15
9
15,9
15,875
16,05+0,15
10,5
19,1
19,050
19,20+0,15
10,5
22,2
22,225
22,40+0,15
11
25,4
25,400
25,60+0,2
12
31,8
31,750
31,95+0,2
13
38,1
38,100
38,30+0,2
14
34.
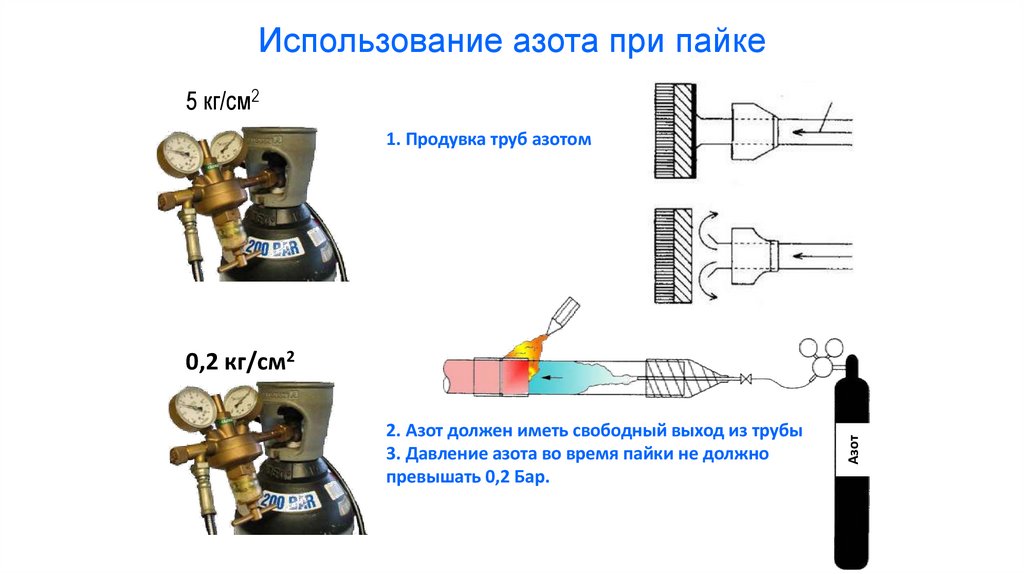
Использование азота при пайке5 кг/см2
1. Продувка труб азотом
2. Азот должен иметь свободный выход из трубы
3. Давление азота во время пайки не должно
превышать 0,2 Бар.
Азот
0,2 кг/см2
35. Пайка с азотом и без азота
36. Паяные пластинчатые испарители
37. Присоединение к патрубкам
38. Пайка труб с азотом
39.
Основные наладочные операции•Проверка герметичности
•Вакуумирование холодильного контура
•Заправка хладагентом
•Тестовый запуск
40.
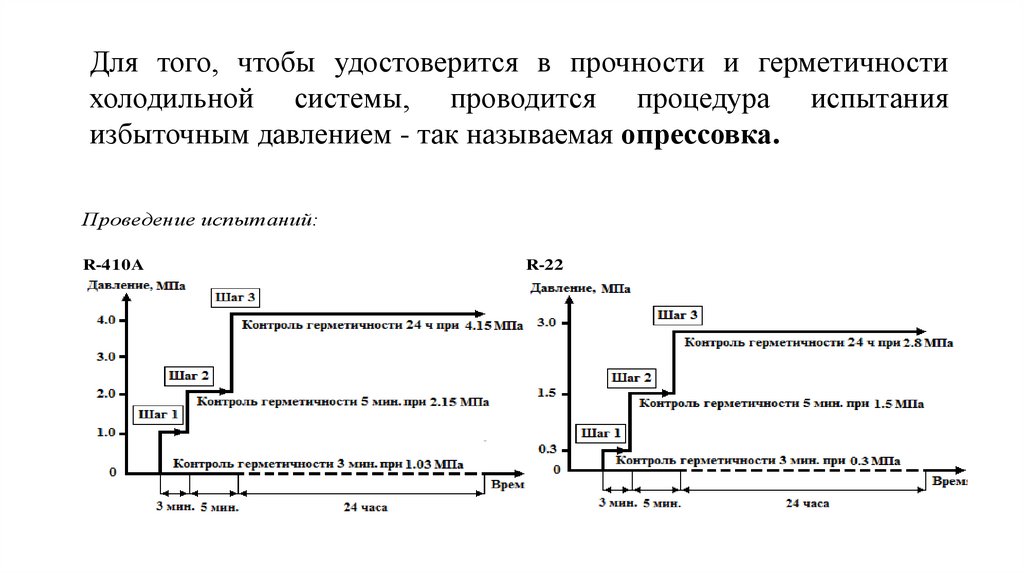
Для того, чтобы удостоверится в прочности и герметичностихолодильной системы, проводится процедура испытания
избыточным давлением - так называемая опрессовка.
Проведение испытаний:
R-410A
R-22
41.
Проверка герметичностиВнутренний блок
Наружный блок
Шланг высокого
давления
Редуктор
Манометр на
Т - образном переходе
Переход
Вентиль
Жидкость
Баллон с
азотом
Вентиль
Газ
Вентиль
42. Параметры давления для испытаний
43.
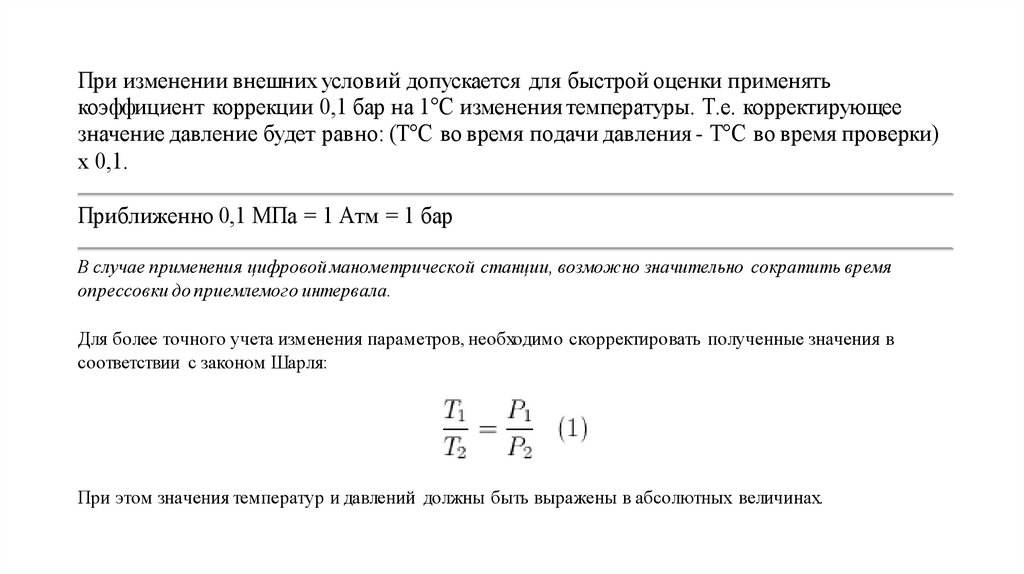
При изменении внешних условий допускается для быстрой оценки применятькоэффициент коррекции 0,1 бар на 1°С изменения температуры. Т.е. корректирующее
значение давление будет равно: (Т°С во время подачи давления - Т°С во время проверки)
х 0,1.
Приближенно 0,1 МПа = 1 Атм = 1 бар
В случае применения цифровой манометрической станции, возможно значительно сократить время
опрессовки до приемлемого интервала.
Для более точного учета изменения параметров, необходимо скорректировать полученные значения в
соответствии с законом Шарля:
При этом значения температур и давлений должны быть выражены в абсолютных величинах.
44.
Вакуумирование холодильногоконтура
Рекомендуется использовать двухступенчатые вакуумные насосы от 40 л/мин. со
встроенным или вынесенным обратным клапаном
Мановакууметр
45.
Контур хладагента: влияние влагиПолиэфирное масло + Вода
При взаимодействии
полиэфирного масла с водой при
повышенных температурах
образуются различные кислоты:
изомасляная, н-масляная,
н-валериановая, капроновая,
пеларгоновая, каприновая,
ундекановая, тридекановая,
миристиновая, пентадекановая,
пальметиновая, стеариновая,
олеиновая, линолевая
Эфирные кислоты + Спирт
46. Удаление влаги вакуумированием контура
Зависимость давления насыщенных паров воды отее температуры
t, oC
-2
0
+5
+10
+15
+20
+25
Pостат, мБар
5,2
6,1
8,7
12,3
17,1
23,4
31,7
Для удаления влаги нужно понизить давление в
контуре, чтобы вода в нем закипела.
Глубина вакуума выбирается по температуре
окружающего воздуха
-
-
Остаточное давление – не выше 0,004 атм
47.
Стандартный режим вакуумной осушки систем VRFОстаточное давление воздуха –
не более 0,004 Бар
48.
Специальный режим вакуумной осушки(двойное вакуумирование)
49.
Заправка хладагентомЗаправка любых хладагентов должна производиться
с использованием весов
50.
Заправка смесевых хладагентовR404a = R143a+R125+R134a
R407c = R32+R125+R134a
R410a = R32+R125
R507 = R143a+R125
Баллон с
сифоном
Заправка смесей производится весовым способом
в жидкой фазе
Баллон без сифона
51. Настройка защитных реле давления
Модели агрегатовDanfoss
Высокотемпературные
Давление всасывания, бар Давление нагнетания, бар
(избыточное)
(избыточное)
Хладагент
Включение Выключение Включение Выключение
R22
(R407C)
Среднетемпературные R134a
агрегаты (MBP)
R404A/R507
Низкотемпературные
агрегаты (LBP)
R404A/R507
2
1
21
25
1,2
0,4
14
18
1,2
0,5
24
28
1
0,1
24
28
52.
ЭЛЕКТРОБЕЗОПАСНОСТЬОбращаться к следующим постановлениям:
• Правила устройства электроустановок (ПУЭ, 1999, 7 издание, раздел 7);
• Регламенты утвержденные РосТехНадзором РФ
Электропомещения конкурсных площадок, установки и компоненты, находящиеся под напряжением,
изолируются и не должны быть доступны без соответствующего разрешения.
Не следует использовать поврежденные устройства и инструменты. Последние должны быть
незамедлительно заменены бесперебойными устройствами и инструментами.
Следует проводить следующие различия между пагубными эффектами электрического тока на людей:
• Вред, причиненный проходом электрического заряда через все тело и вызванный прямым
воздействием на сердце и мускулы
• Ущерб, причиненный световыми дугами, например, ожогами, электро-офтальмией
• Второстепенный ущерб, причинённый испугом, ударом и т. д.
Серьезность повреждения зависит от силы тока и продолжительности воздействия. Проход тока
приблизительной силой даже в 15мА может стать причиной судорог дыхательных мышц. Более высокое
напряжение даже при короткой продолжительности воздействия вызовет смертельную фибрилляцию
желудочков
53.
3. Требования охраны труда во время работы.3.1. Включать собранную схему на рабочем столе, стенде, стене бокса,
отведенного для выполнения конкурсного задания разрешается только после
проверки ее Экспертами.
Запрещается подавать питание без предупреждения всех участников
конкурсного задания.
3.2. При работе с электрическими схемами управление коммутационной
аппаратурой электрического оборудования, находящегося под напряжением,
производится только в присутствии Экспертов.
3.3. Собирать электрические схемы, производить в них переключения
необходимо только при отсутствии напряжения. Источник питания следует
подключать в последнюю очередь.
54.
55. ПЕРЕГРЕВ
Перегрев измеряется в местекрепления термобаллона на
всасывающем трубопроводе: он
равен
разности
между
температурой термобаллона и
температурой (или давлением)
кипения в точке крепления
термобаллона.
Выраженный в К, перегрев служит
сигналом
для
регулировки
впрыска жидкости в испаритель
через ТРВ.
56. ПЕРЕОХЛАЖДЕНИЕ
Переохлаждение определяется какразность
между
температурой
жидкого хладагента и температурой
(или давлением) конденсации на
входе в ТРВ. Переохлаждение
выражается в К. Оно необходимо во
избежание образования паровых
пузырей в жидкости на входе в ТРВ,
поскольку их наличие снижает
производительность ТРВ и затрудняет
подачу жидкости в испаритель. В
большинстве
случаев
избежать
паровых
пузырей
можно
при
переохлаждении 4-5 К.
57. Настройка ТРВ
С настройками, выполненными приотправке с завода, ТРВ может
работать практически во всех
установках.
Если
возникает
необходимость
дополнительной
регулировки, нужно использовать
регулировочный винт. При вращении
винта вправо (по часовой стрелке)
перегрев повышается, при вращении
влево (против часовой стрелки) —
понижается.
Для ТРВ типа Т2/ТЕ2 полный оборот
винта
изменяет
температуру
перегрева примерно на 4К при
температуре кипения 0°C.
58. Настройка ТРВ
Чтобыизбежать
перегрева,
нужно
следующим образом:
колебаний
действовать
Вращая регулировочный винт вправо
(по часовой стрелке), повышайте
перегрев до прекращения колебаний.
Затем понемногу вращайте винт
влево до появления колебаний.
После этого поверните винт вправо
примерно на 1 оборот (для вентилей
Т/ТЕ2 на 1/4 оборота).
При такой настройке колебания
перегрева
прекращаются,
и
испаритель работает в оптимальном
режиме. Изменения перегрева в
диапазоне ±1 К не рассматриваются
как колебания.