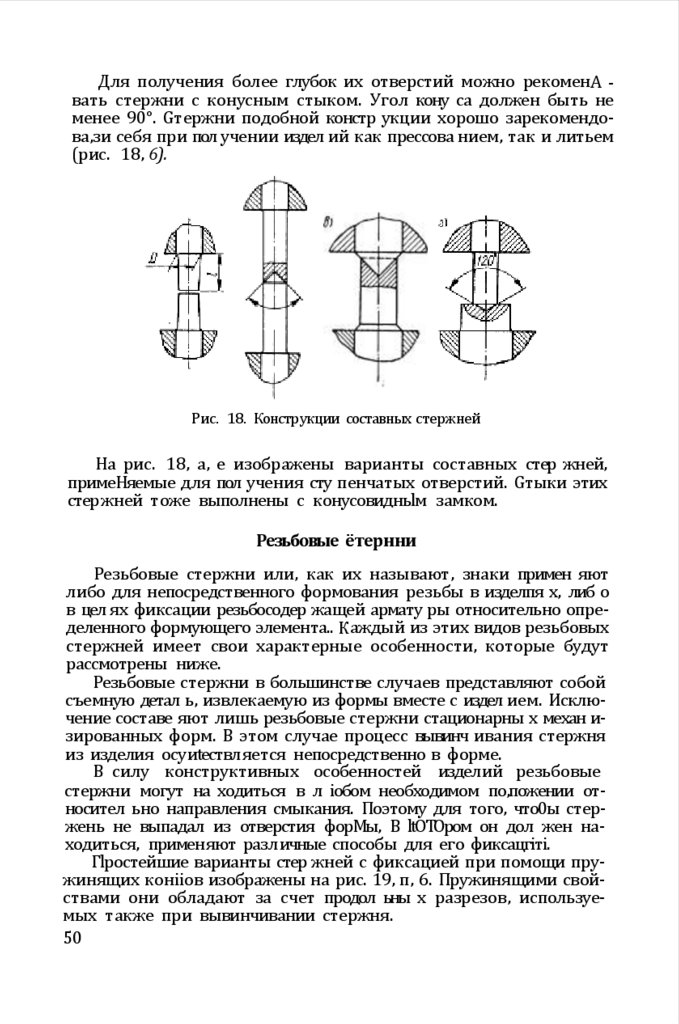
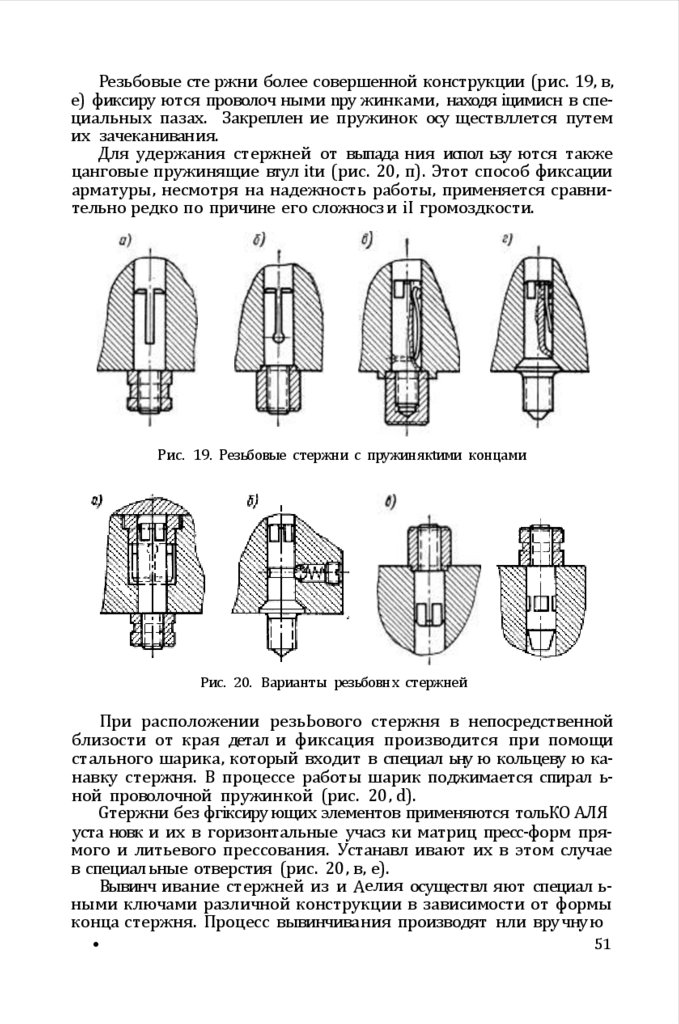
 industry
industrySimilar presentations:










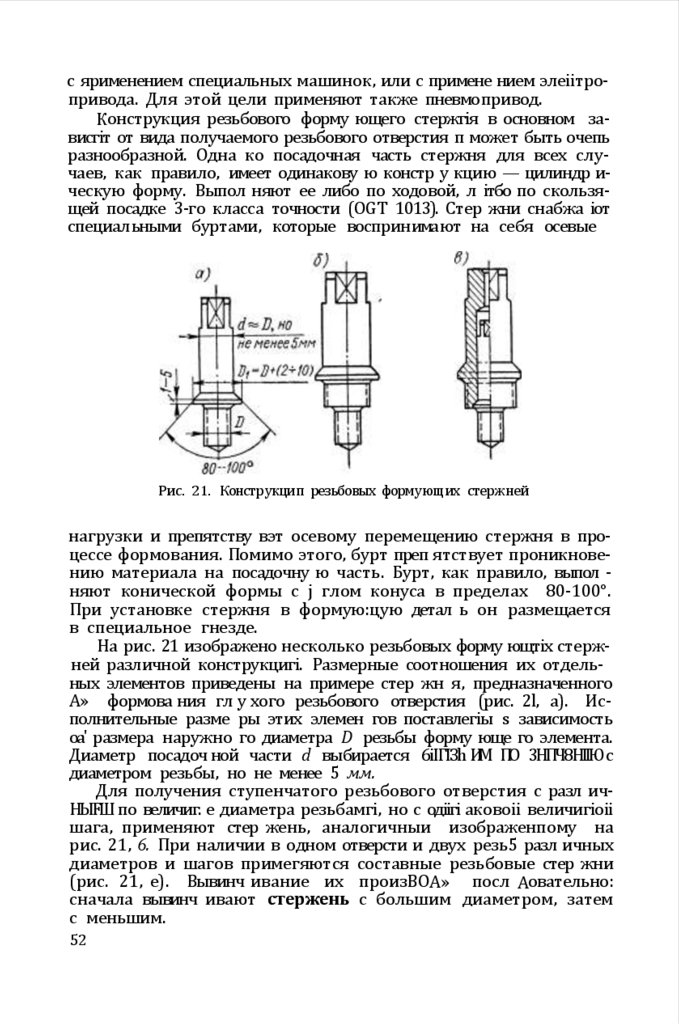
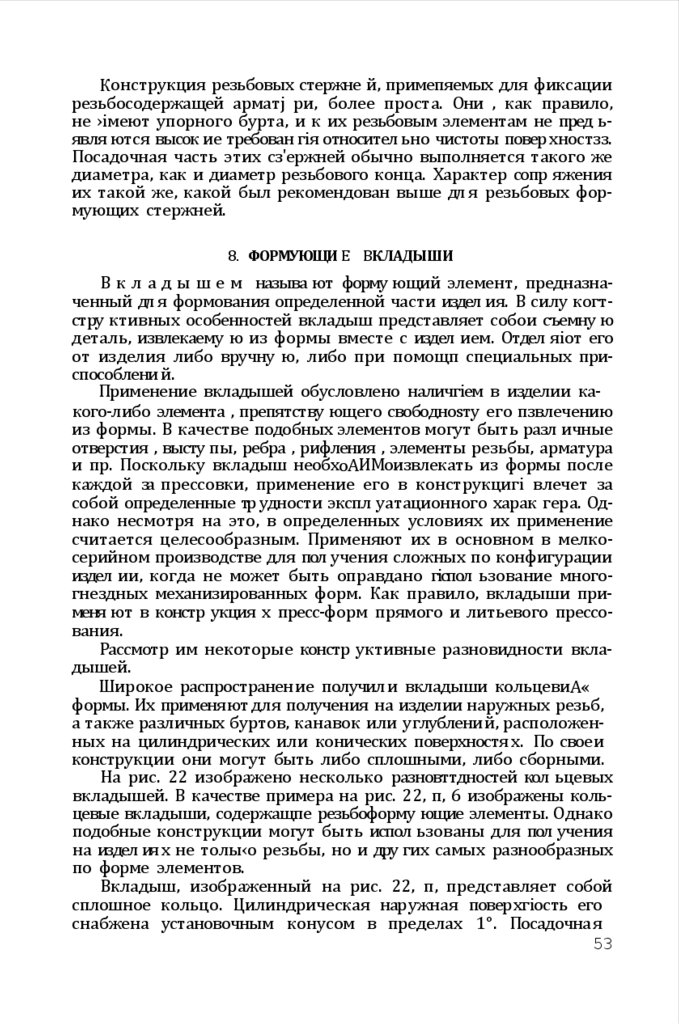
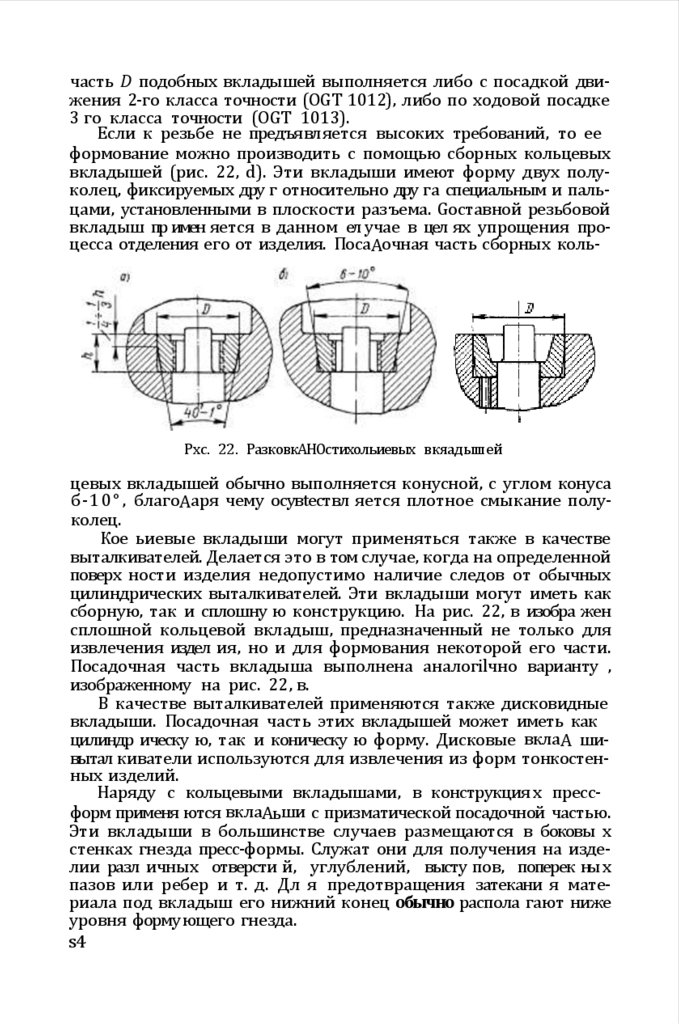
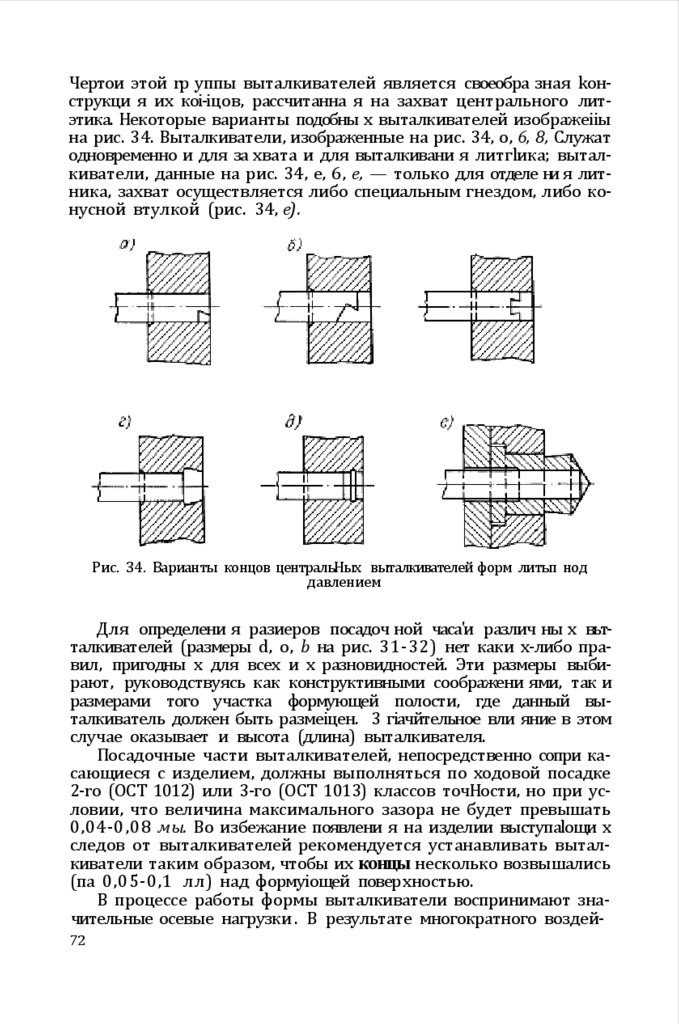
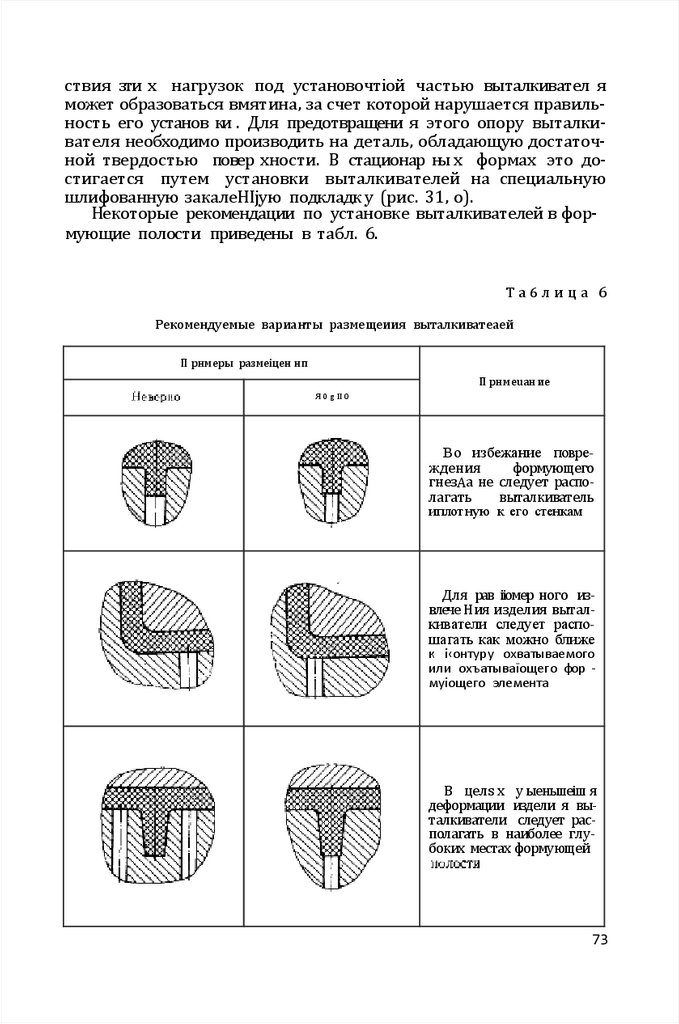
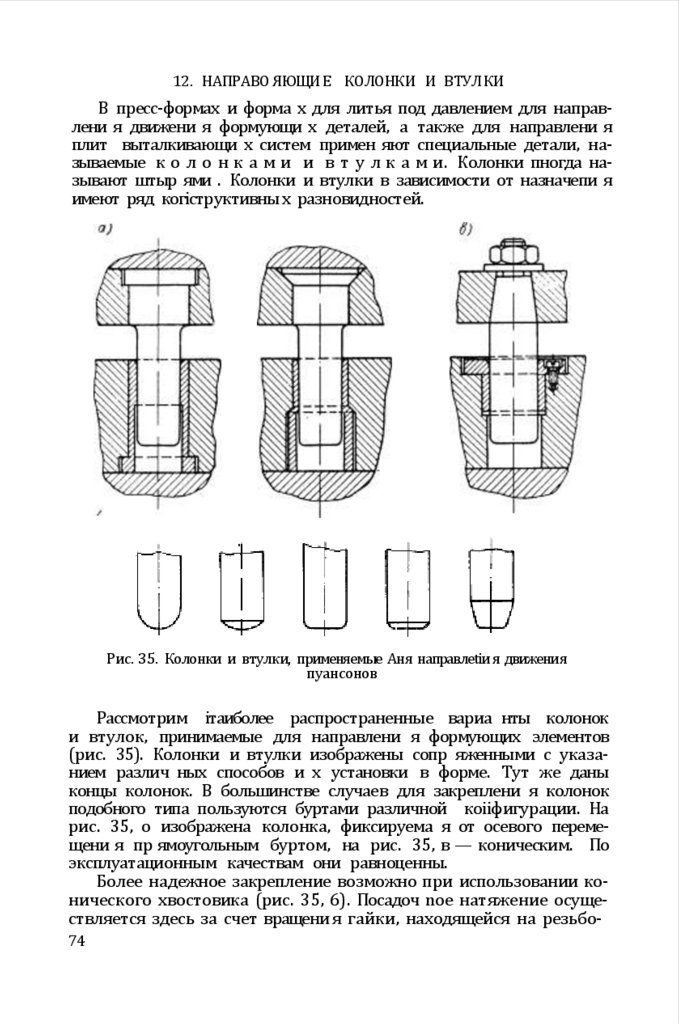
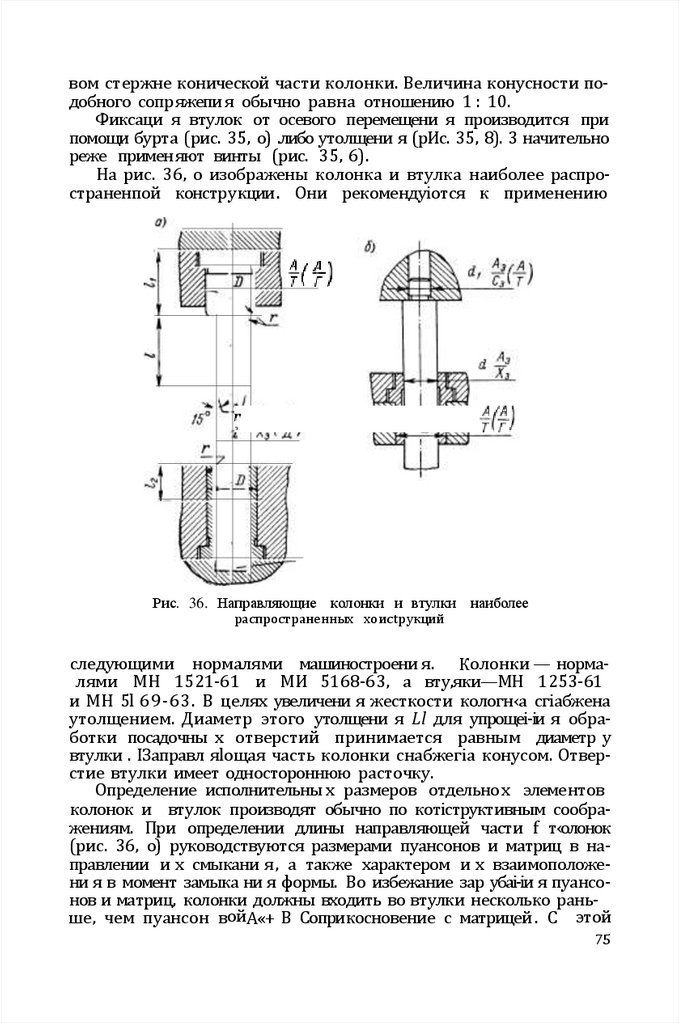
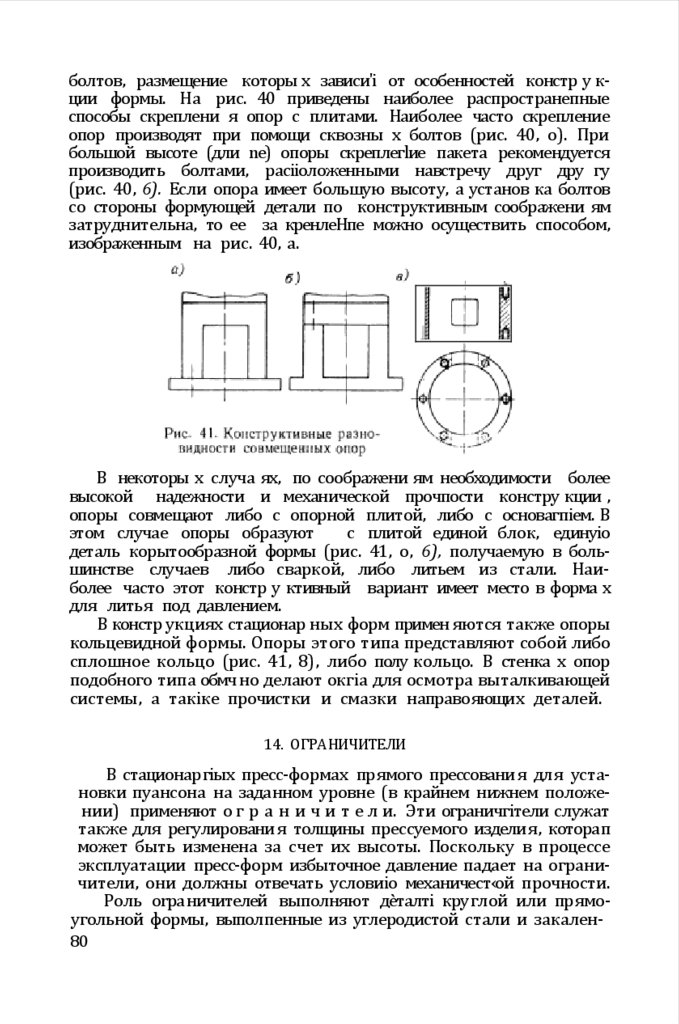
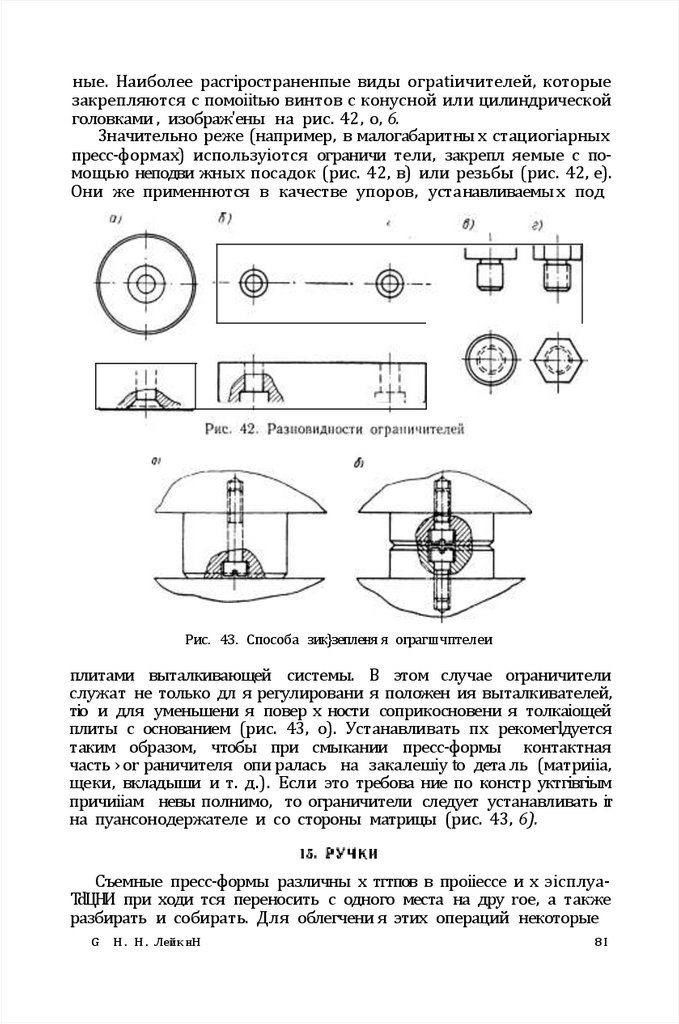
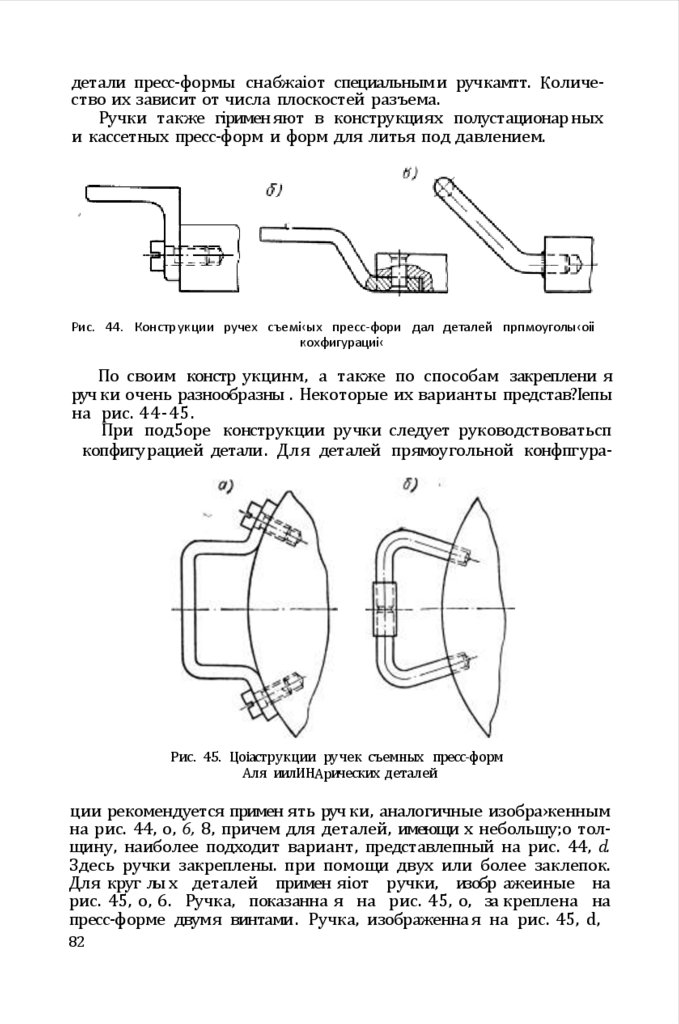
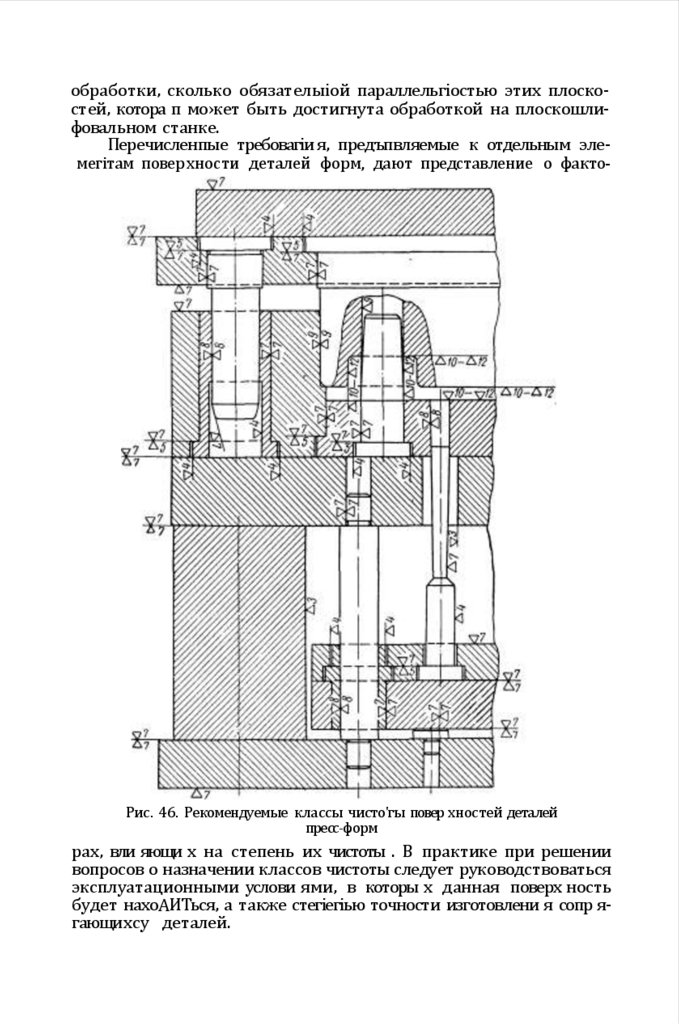
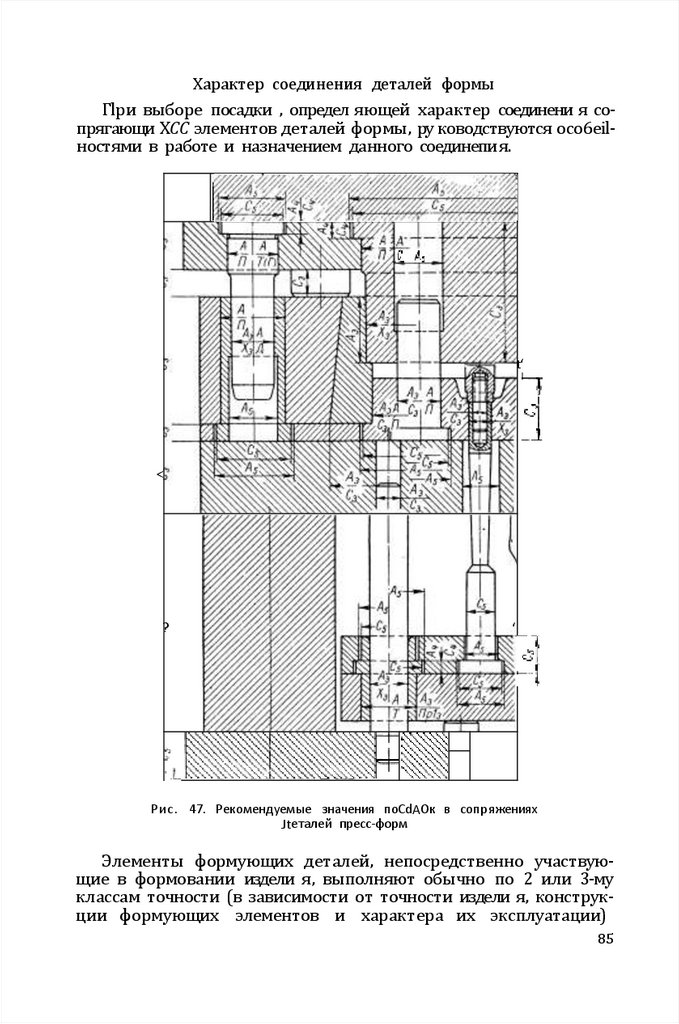
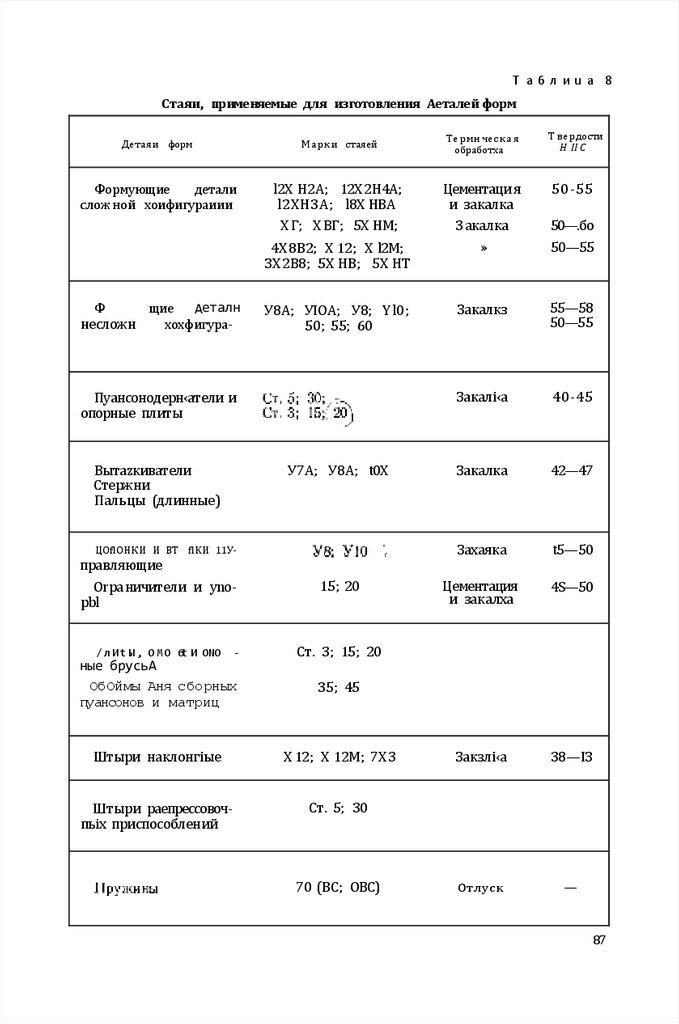
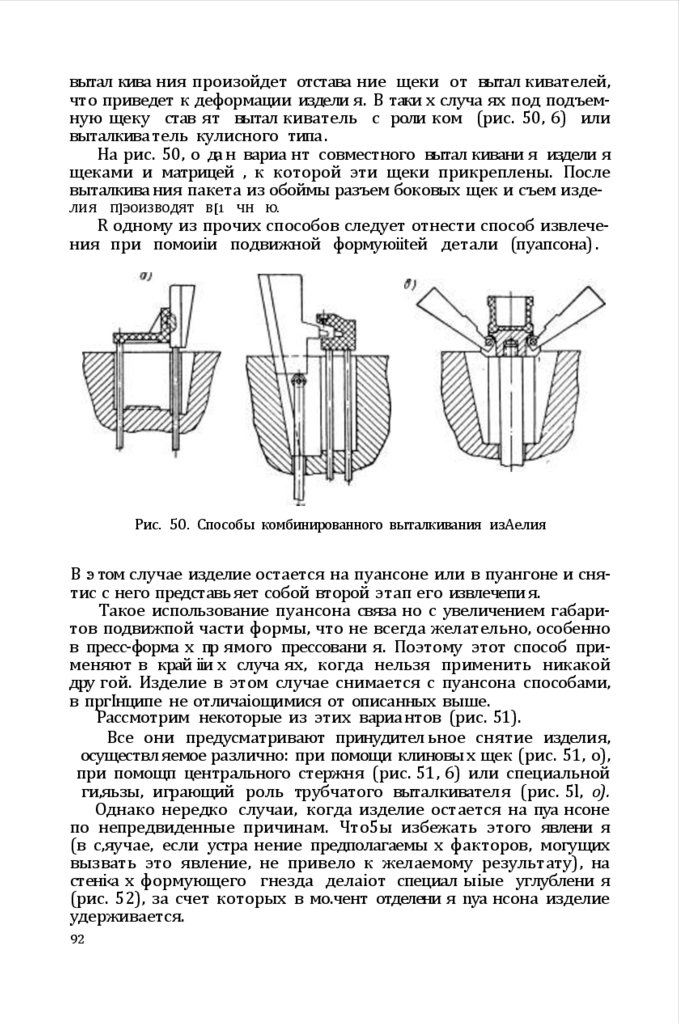
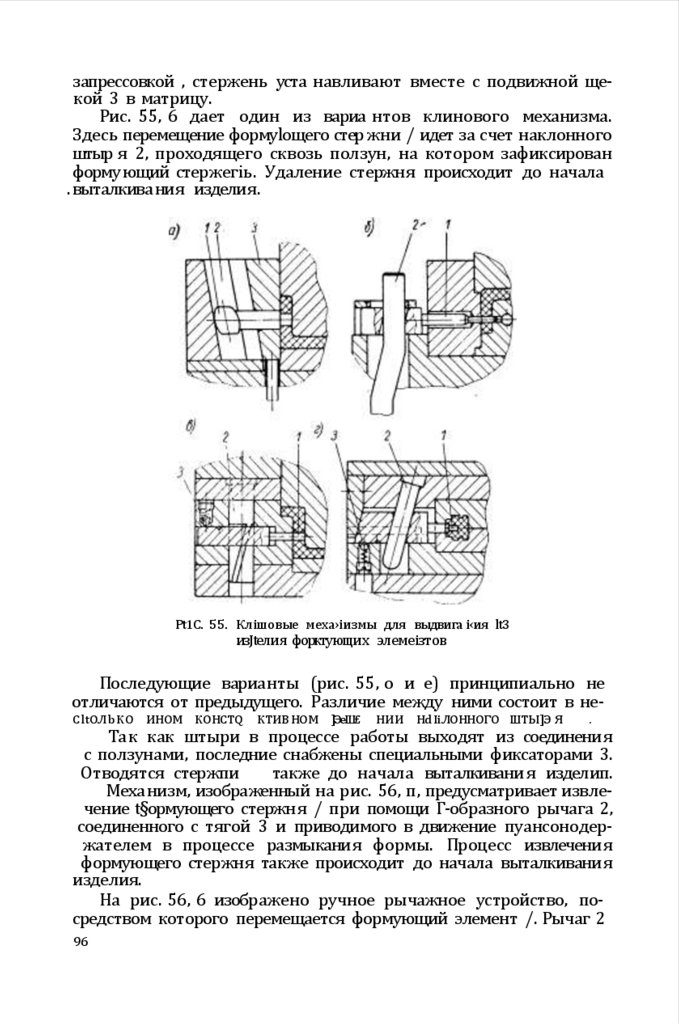
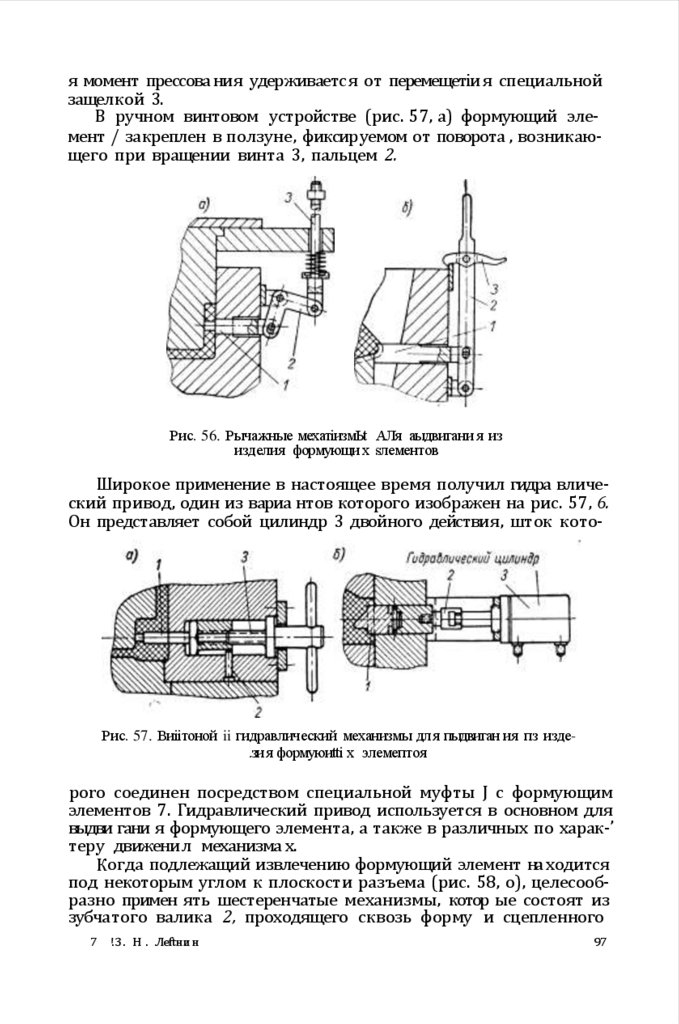
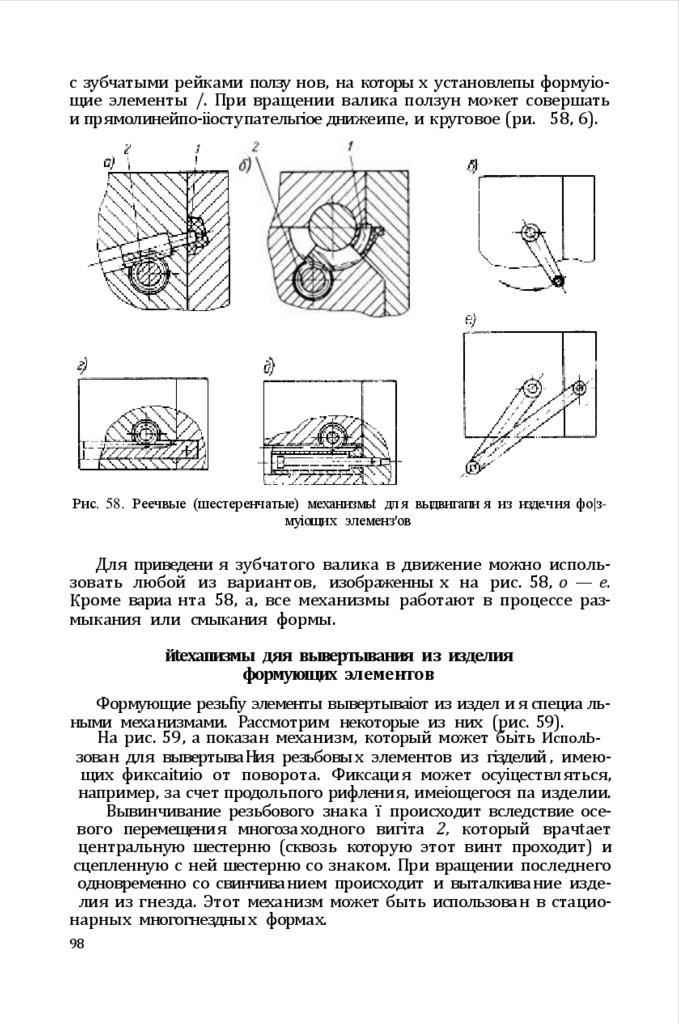
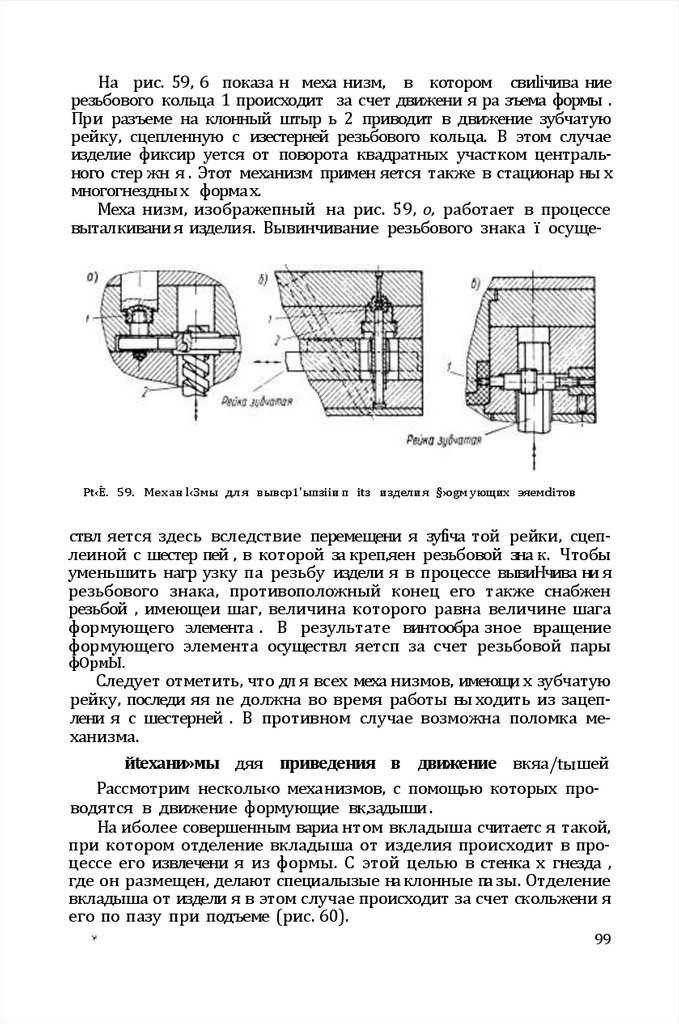
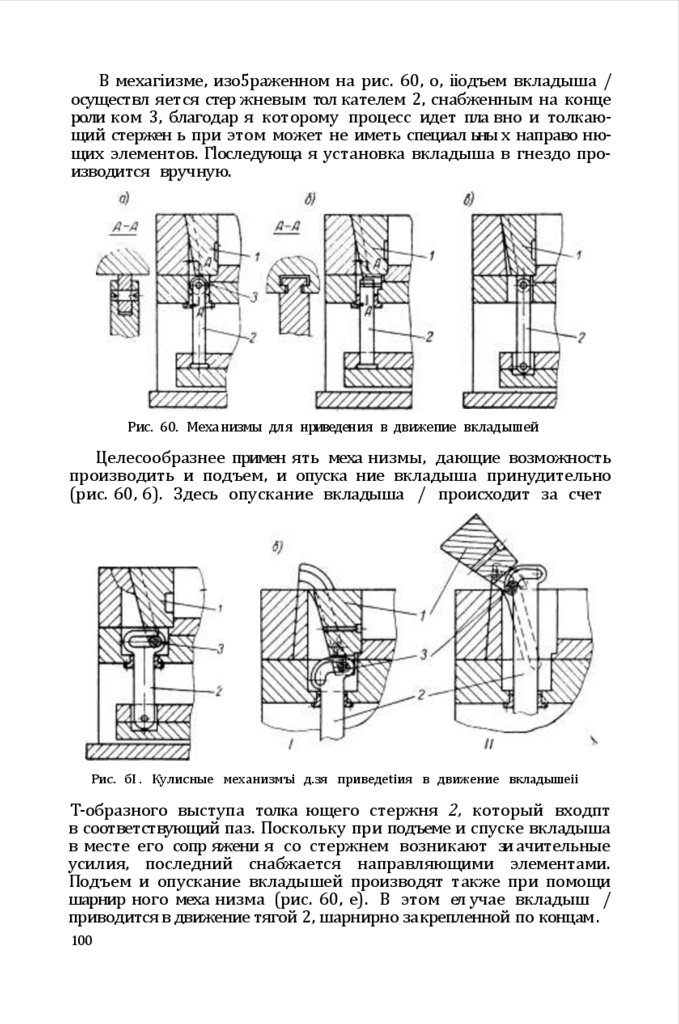
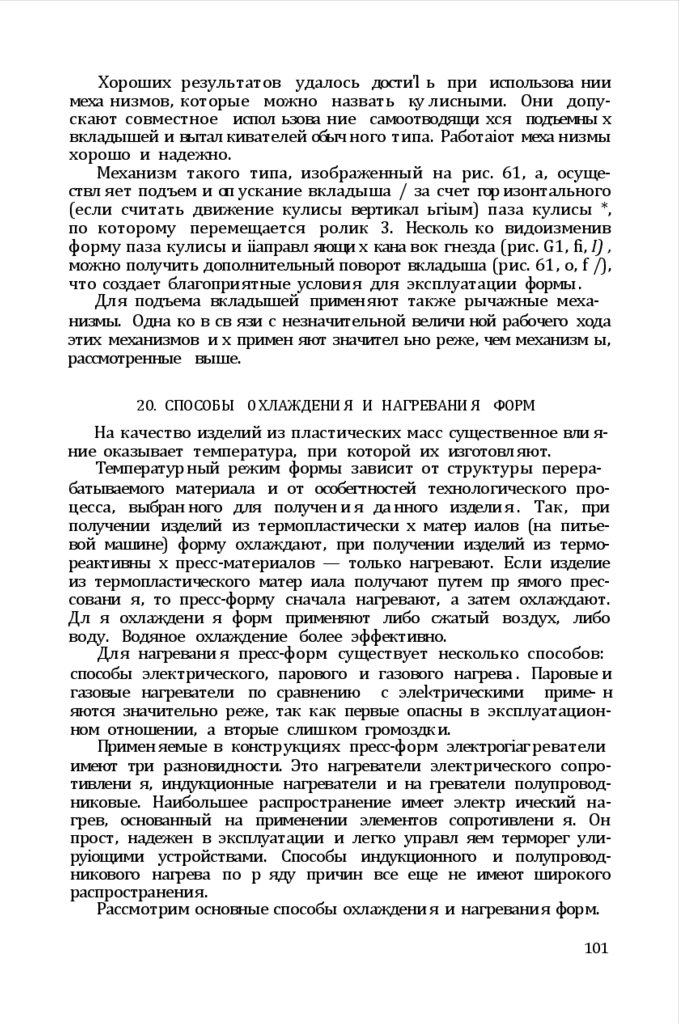
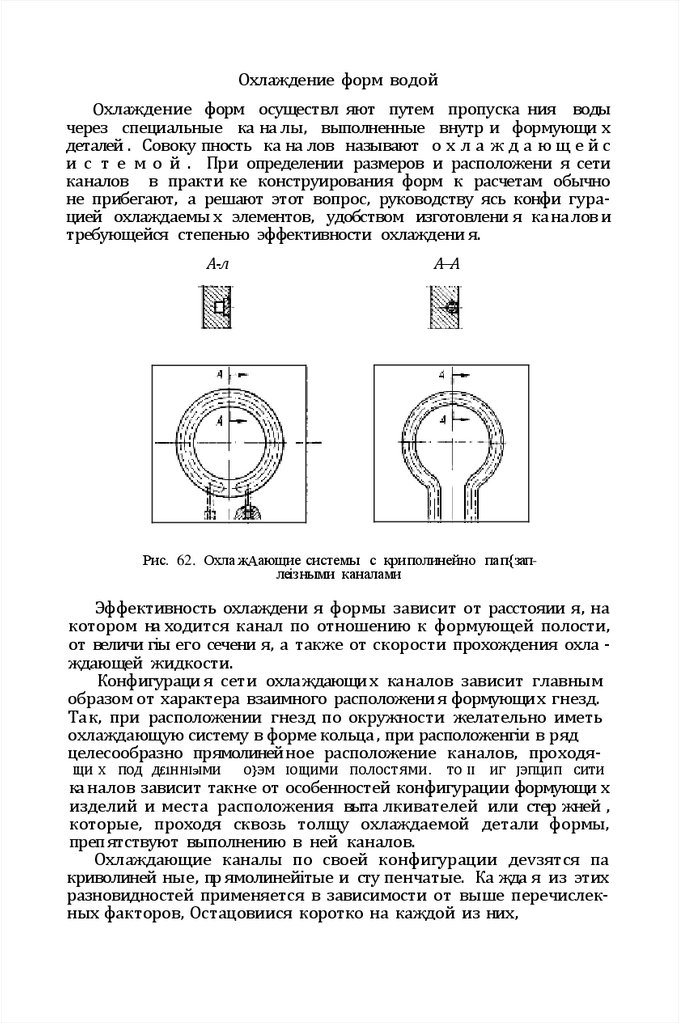
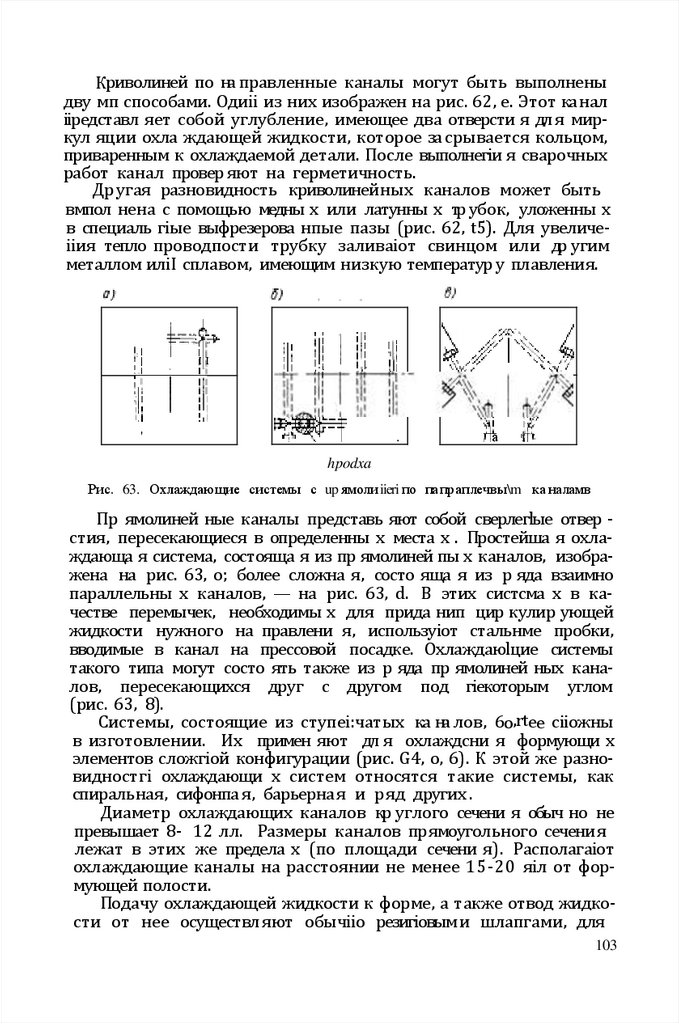
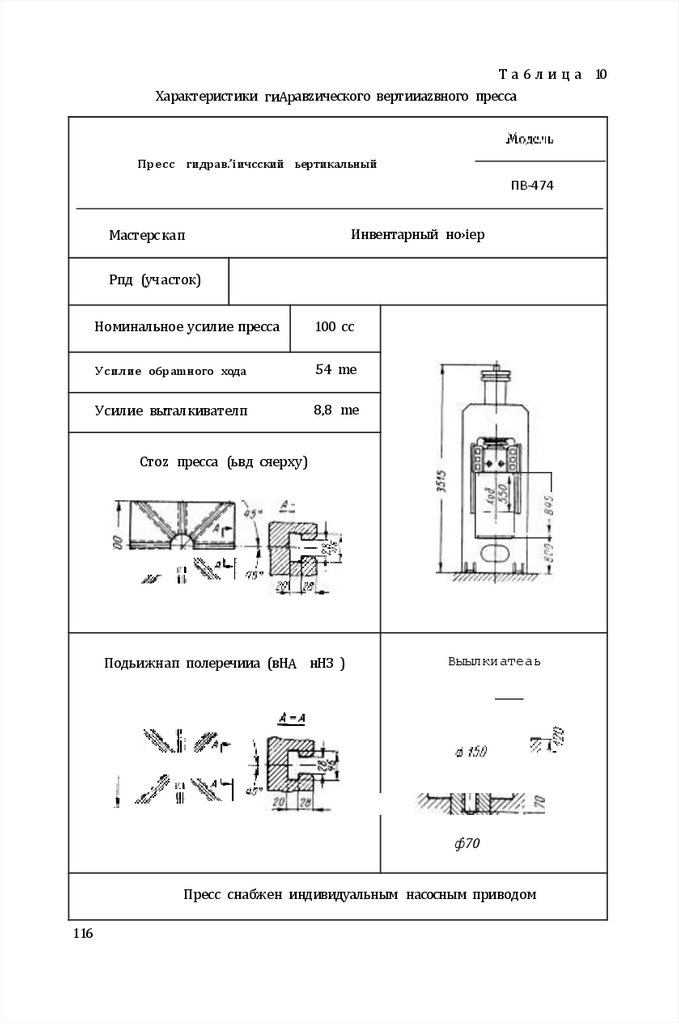
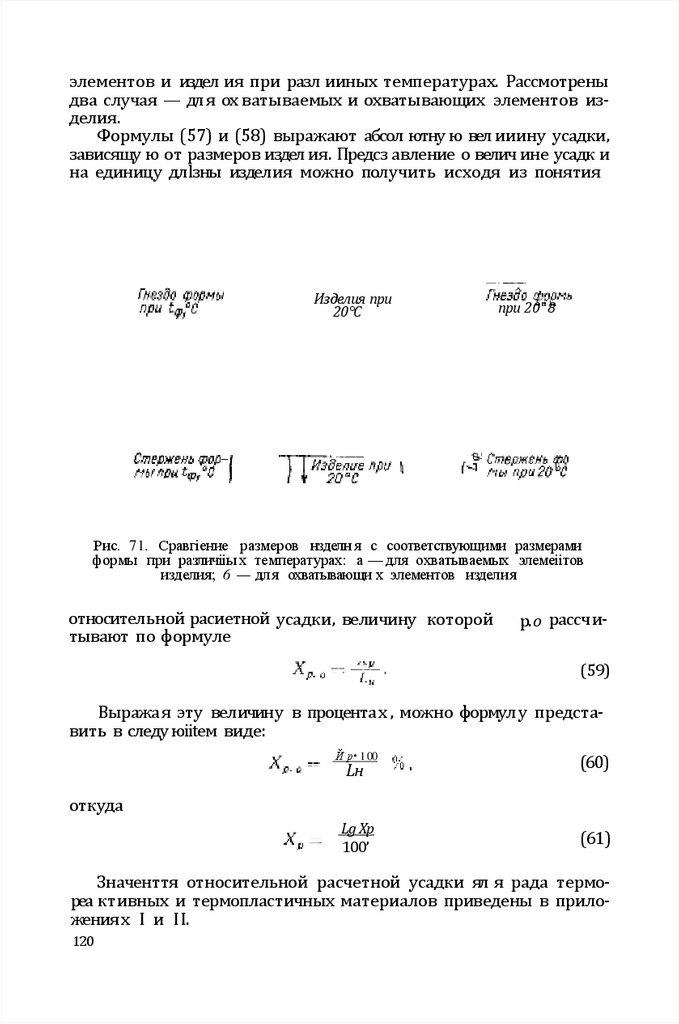
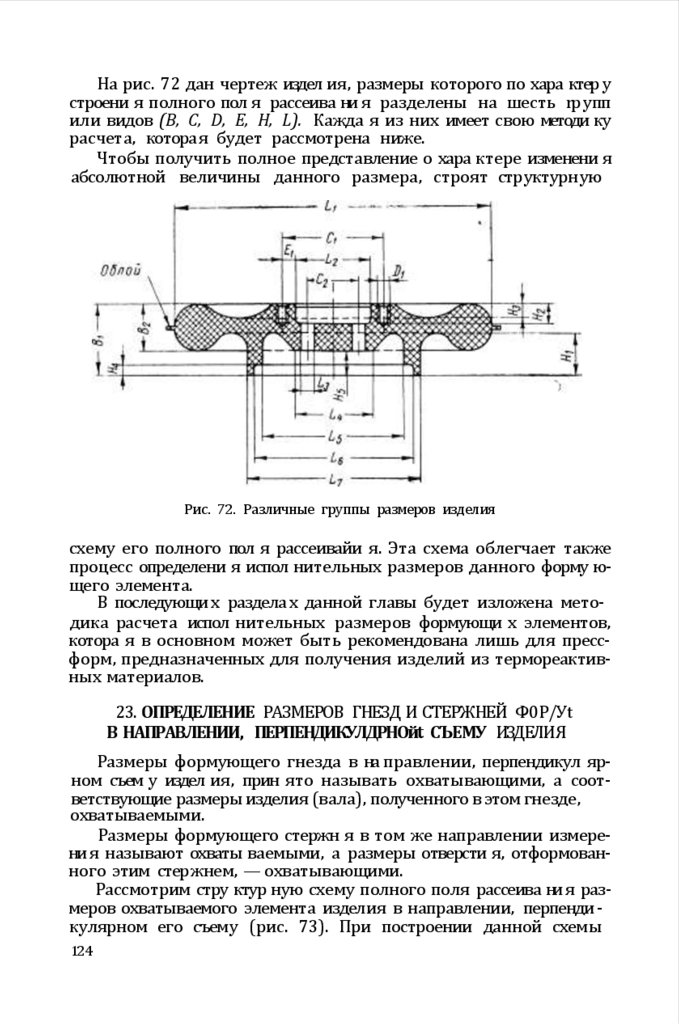
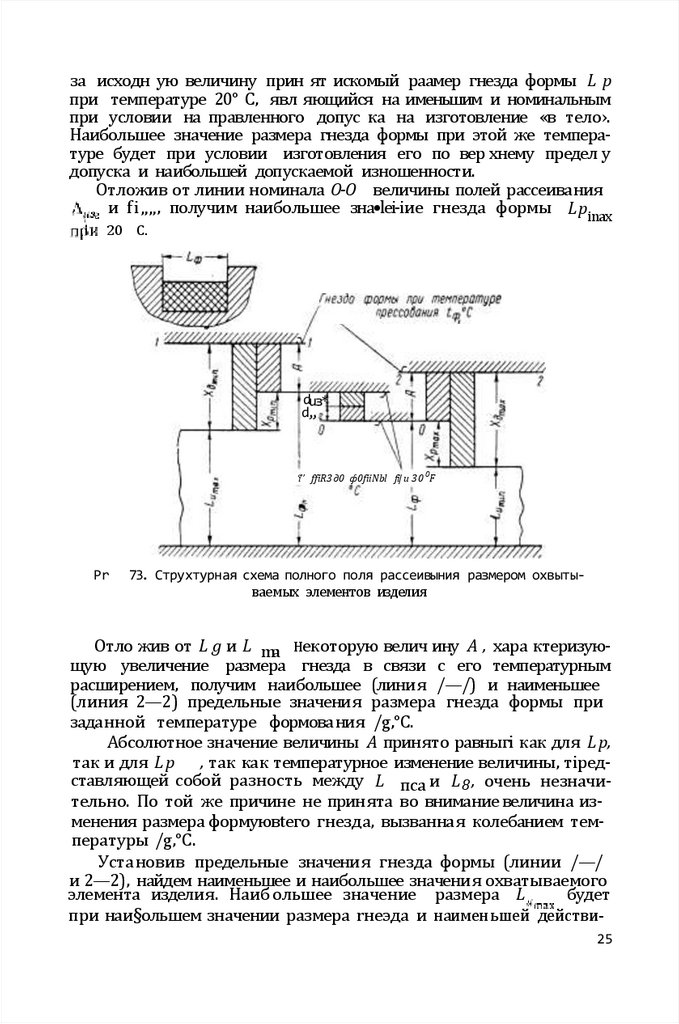
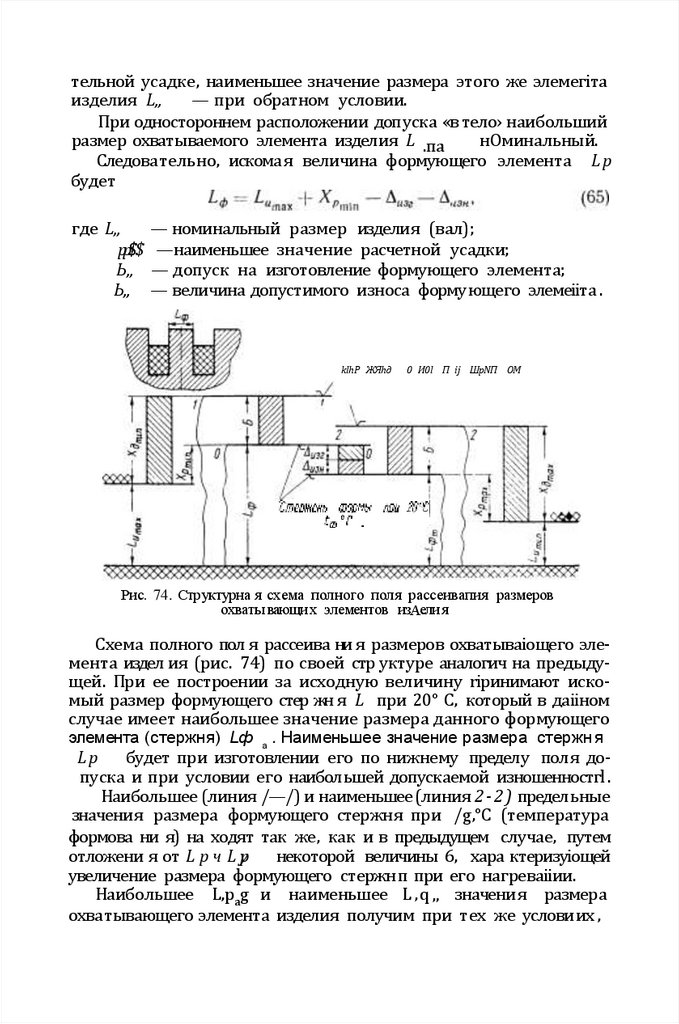
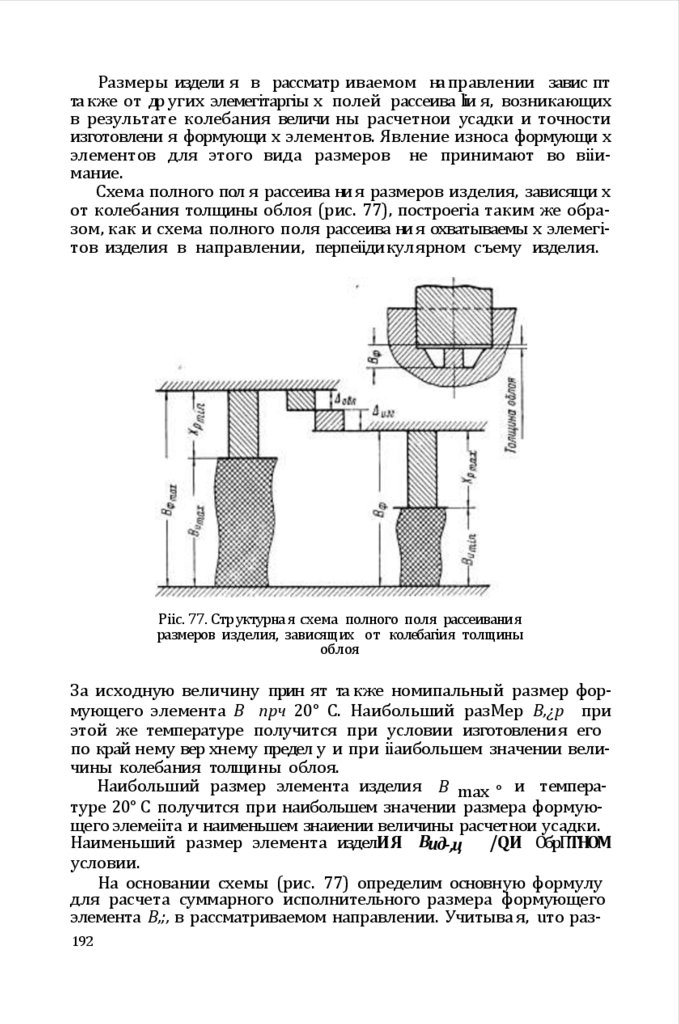
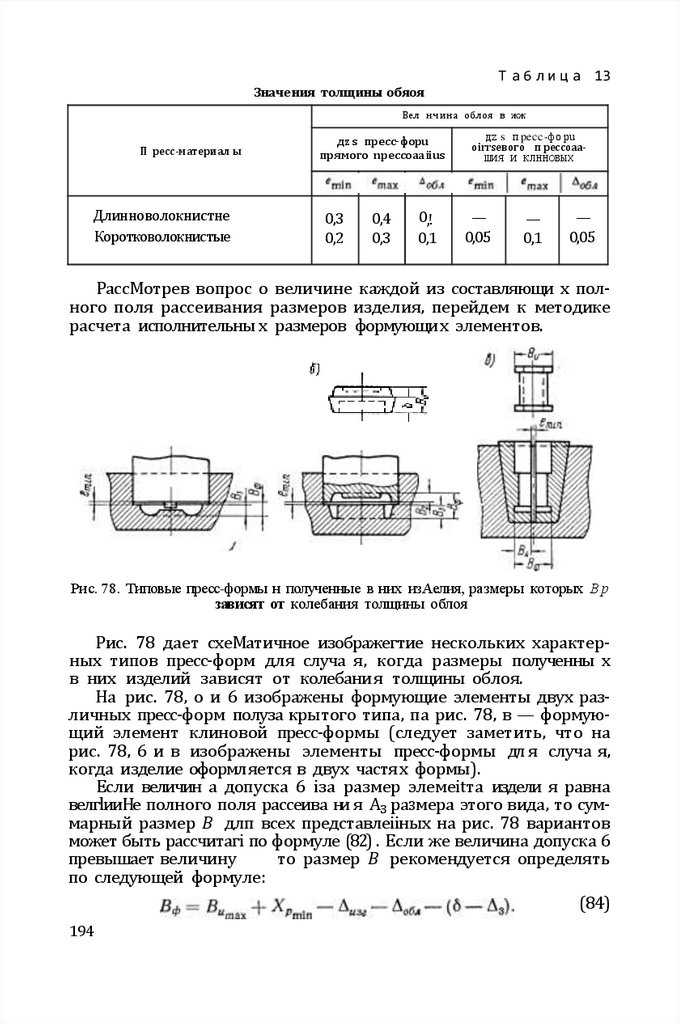
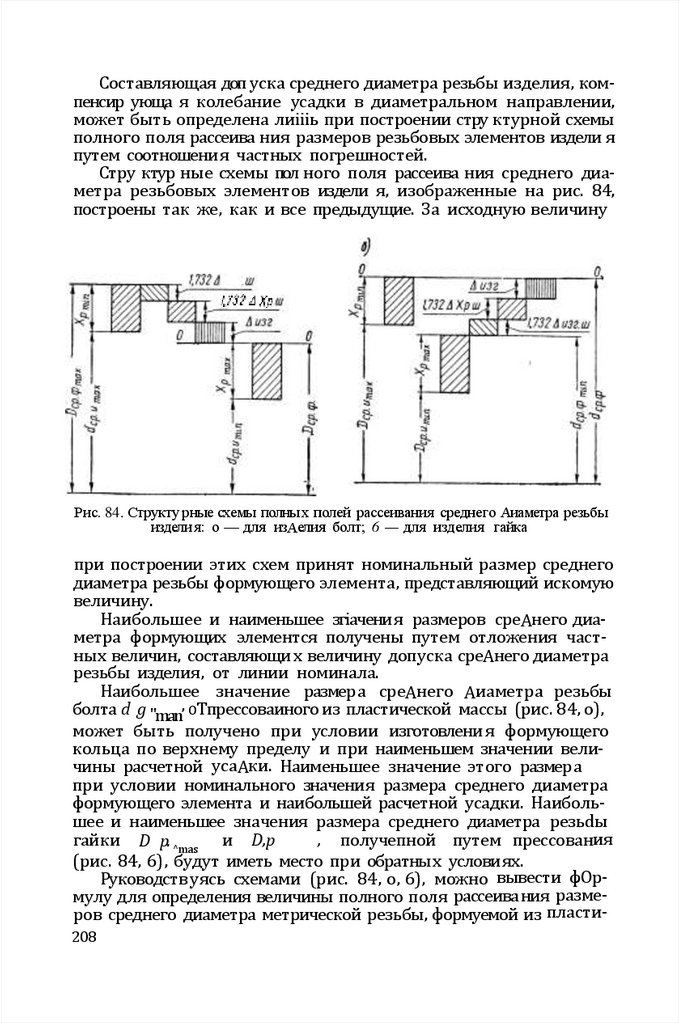
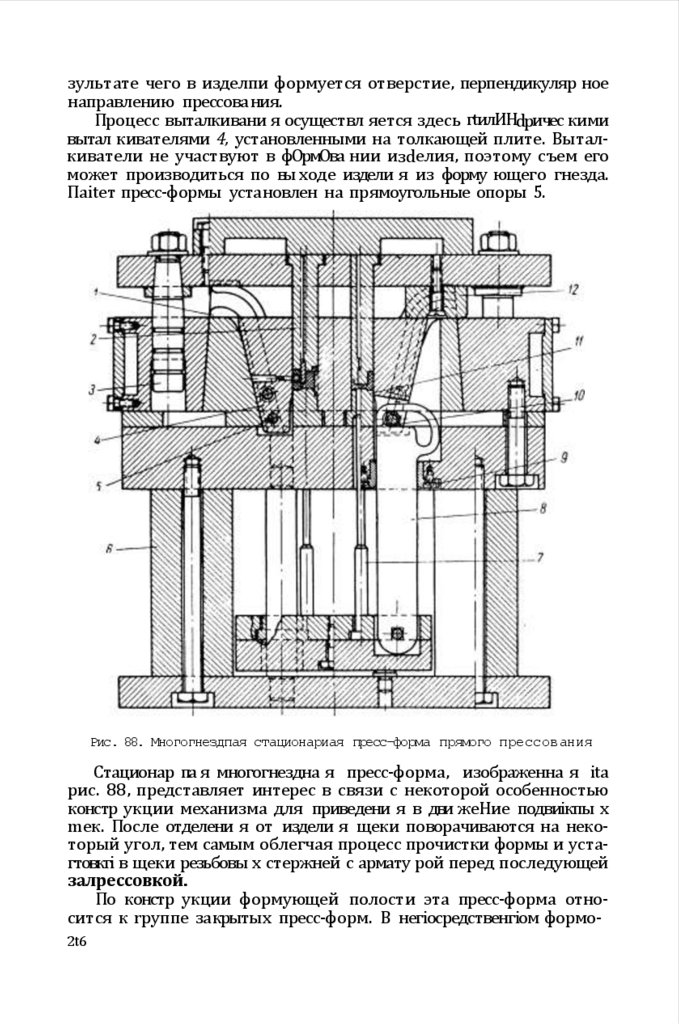
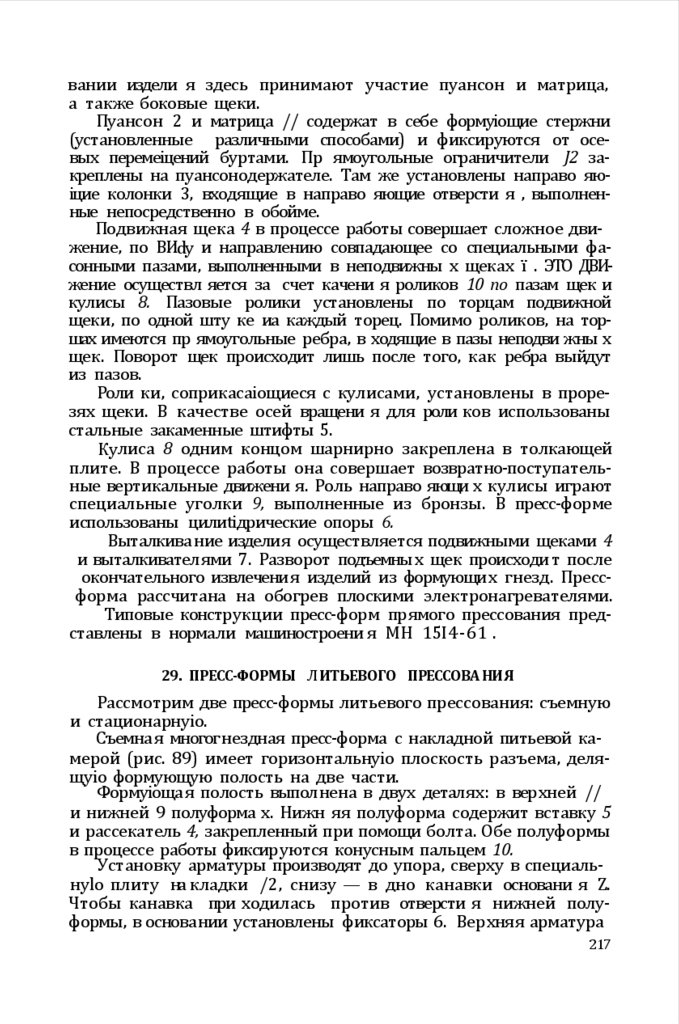
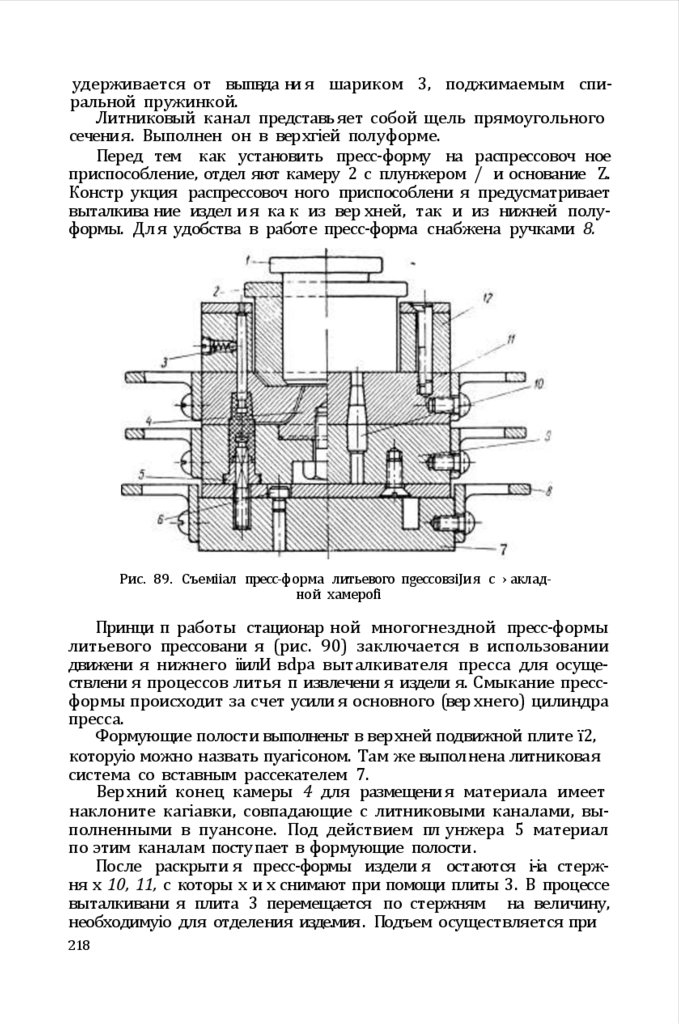
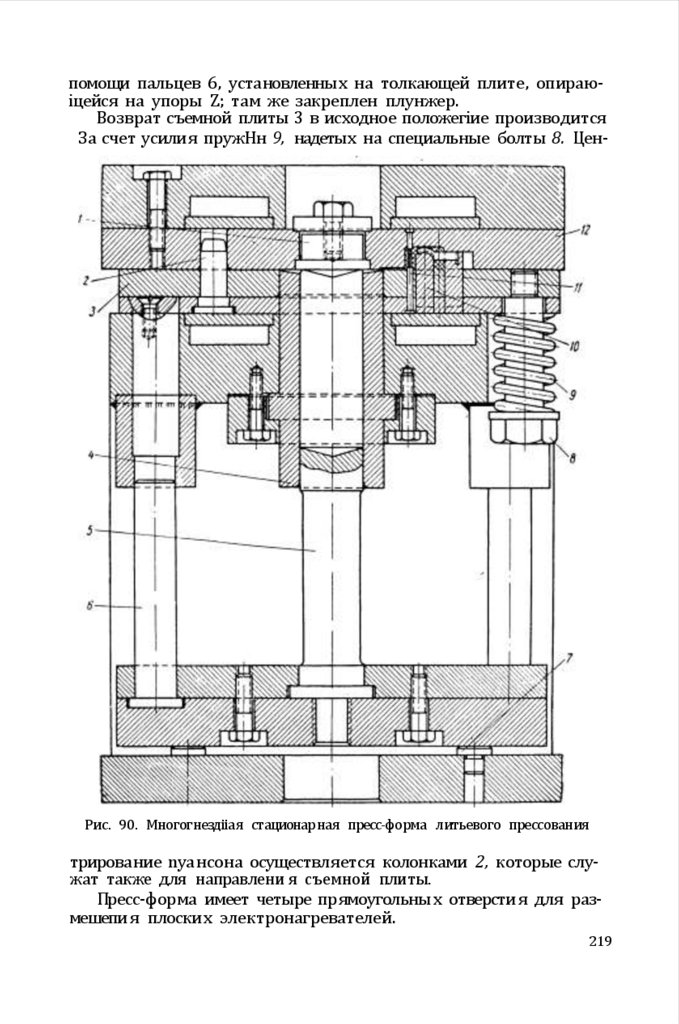
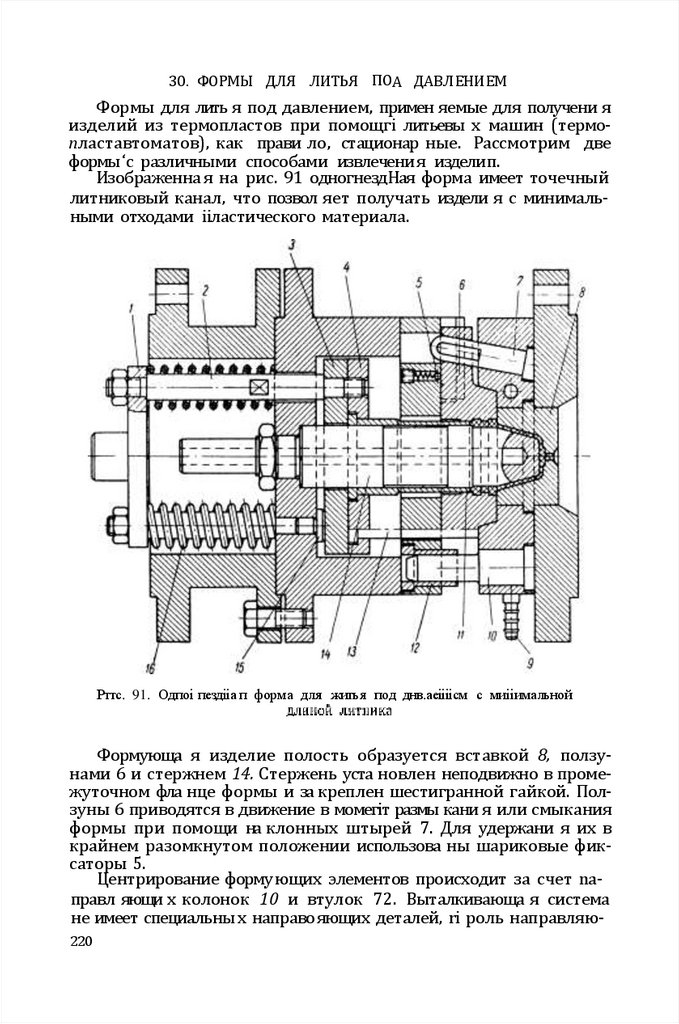
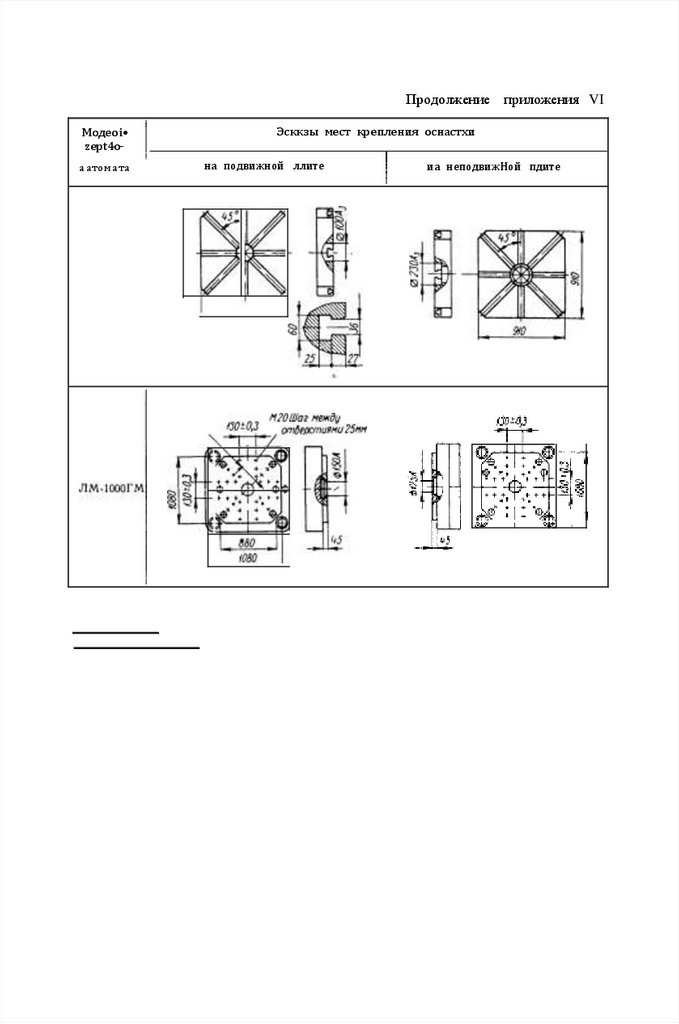
Конструирование пресс-форм для изделий из пластических масс. Применение пластмассовых изделий
1.
2.
aoøøaørouop ø Youtiowo9•dadau33¥W XHN33hHż3WM tH
HNSȘ3V "H'H
3.
002.2 : 678.027Цняга содержит сведеlіия, необходимые при хонстр уировании
пресс-форм, пряме›тяемых для получения издеяяй из термореахтивных и термопяастических материалов способамгт прессоRаtтия и
литья. Подробно изложена методика олреАеления основных хонструктивных параметров пресс-форм и пряведены таблицы значеняй этих размеров примеtіитеяъно к ряду нормальных джин. Pacсмотрены особенности копструирования и способы определени я
исполнительных размеров отдельных деталей пресс-форм. Приведены основные характеристики наиболее распростр аненных пластмасс и обор удования, примен яемого при переработке пластмасс
в изАелия.
Книга предназначена для инженерно-технических работников.
Oiia может быть полезна студентам вузов.
3 —1 2— 4
361—66
Р е ц е н з е н т канд. техн. наук Р. Г. М ирзоев
4.
П Р Е ДИ С Л О В И ЕИзделия из термореактивных и термопластичных материалов
благодар я их цепным эксплуатационным свойствам, относитесьной дешевизне и малому удельному весу широко примен яются
в констр укци ях машин и приборов промышлепного и бытового
назначения.
Применение пластмассовых изделий позволило снизить себестоимость изготовл яемой продукции, уменьшить ее тр удоемкость и резко сократить вес при одновремепном улучшении качества и надежности.
В последние годы в нашей стране создан ряд новых пластических масс, обладающих высокой механической прочностью, теплостойкостью, стойкостью к агрессивным средам, а также высокими
электроизол яционными свойствами. В связи с этим значительно
расширилась область применени я пластических масс и резко возрос объем производства изделий из них. Поэтому выросла необходимость в большом числе инженер но-технических работников,
знакомых с особенностями переработки пластически х материалов
и спецификой констр уировани я применяемых для этой цели различных пресс-форм и форм для литья под давлением.
Однако, несмотря на это, в отечественной литературе все еще
недостаточно широко освещаются вопросы, связанные с копструированием технологической оснастки для переработки пластмасс.
Предлагаемая книга в некоторой степени восполн яет пробел
и дает возможность конструкторам грамотно решать задачи, связанные с копструированием различных пресс-форм и форм для
лить я под давлением. В книге не только последовательно рассмотрепы основные этапы проектировапи я, но и содержатся необходимые справочные и методические материалы.
По сравнению с первым изданием все содержащиеся в книге
материалы переработанн и, кроме того, включены новые
1
з
5.
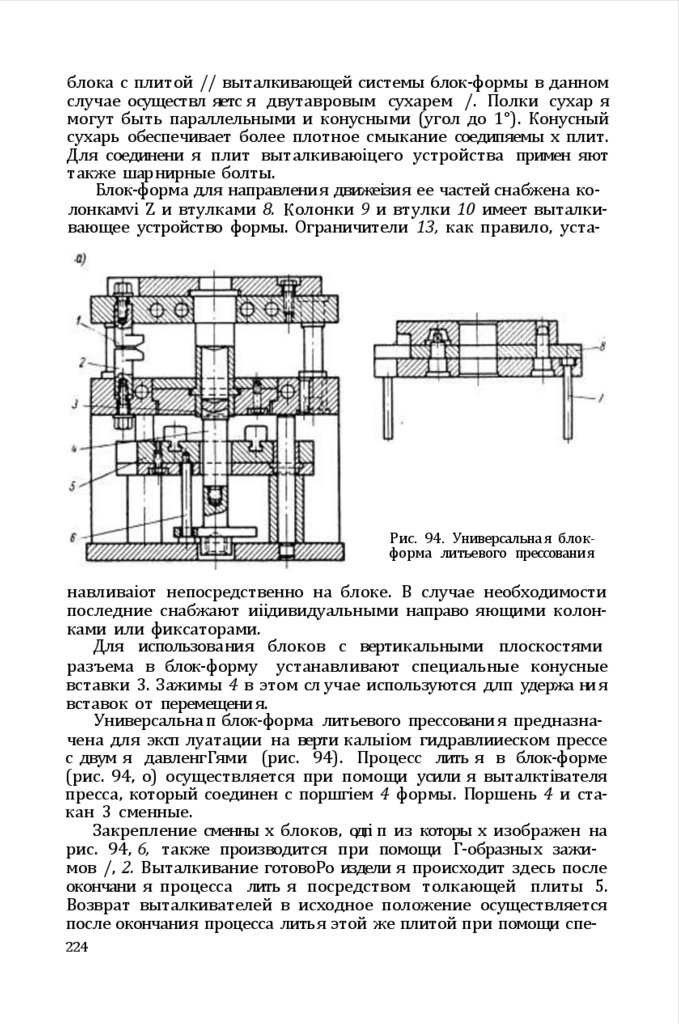
необходимое для конструктор а сведения . Та к, подроfіно рассмотрены осповгп.іе разгіовидпости литнііі‹овых систем ізресс-формлитьевого прессовагіи я и форм для .лить я под давлен ием. Из
кгіиги изъяты устаревшие матерlзалы, а также материалы, имеющие второстепенное значение.
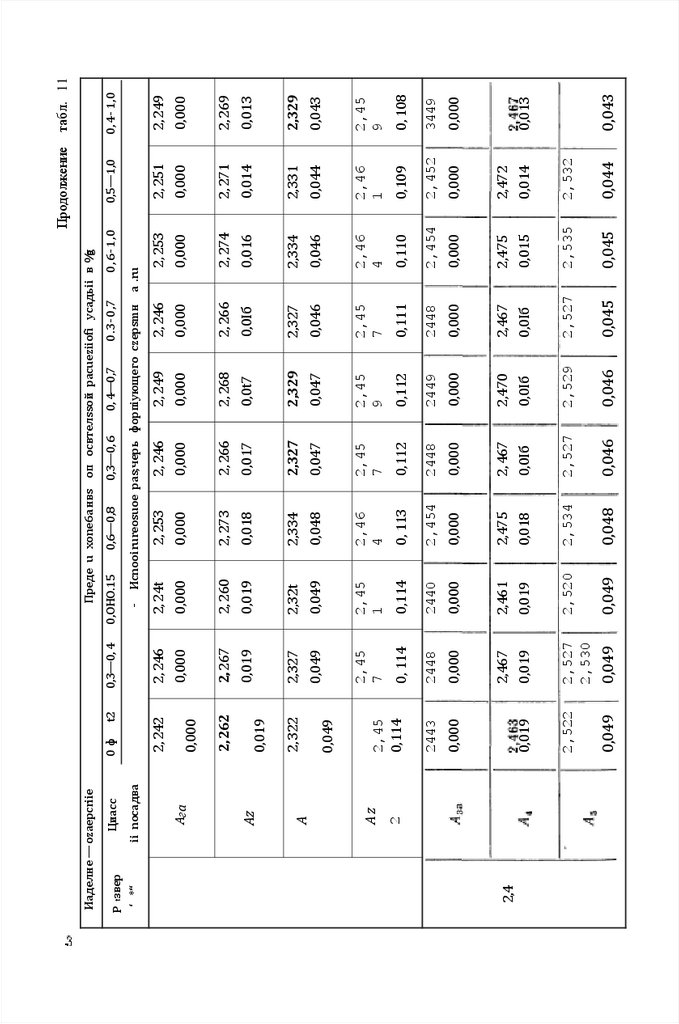
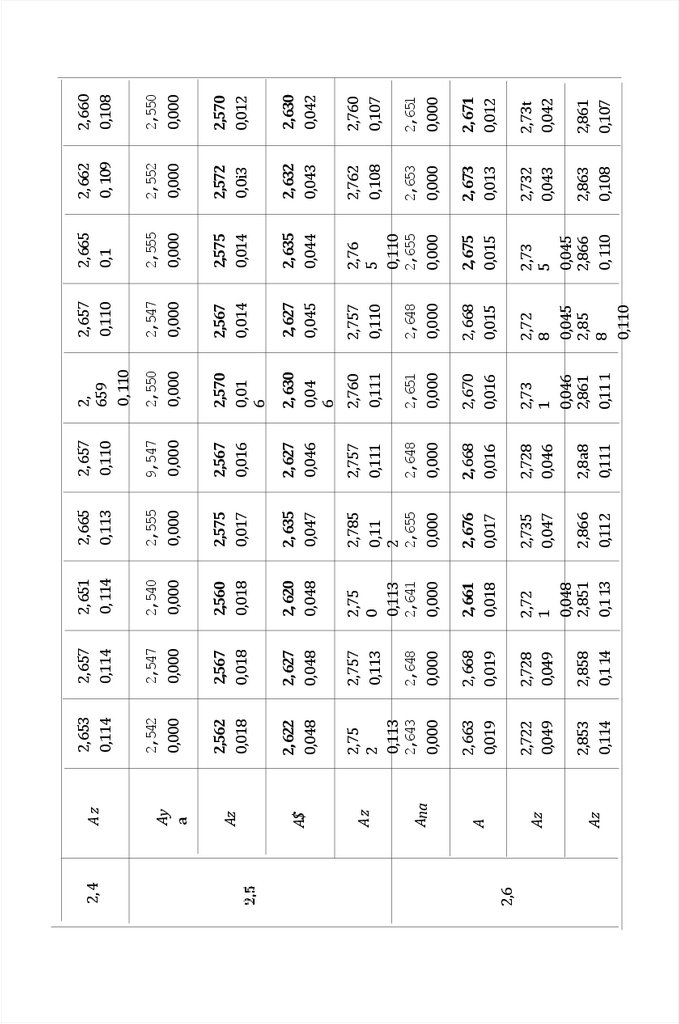
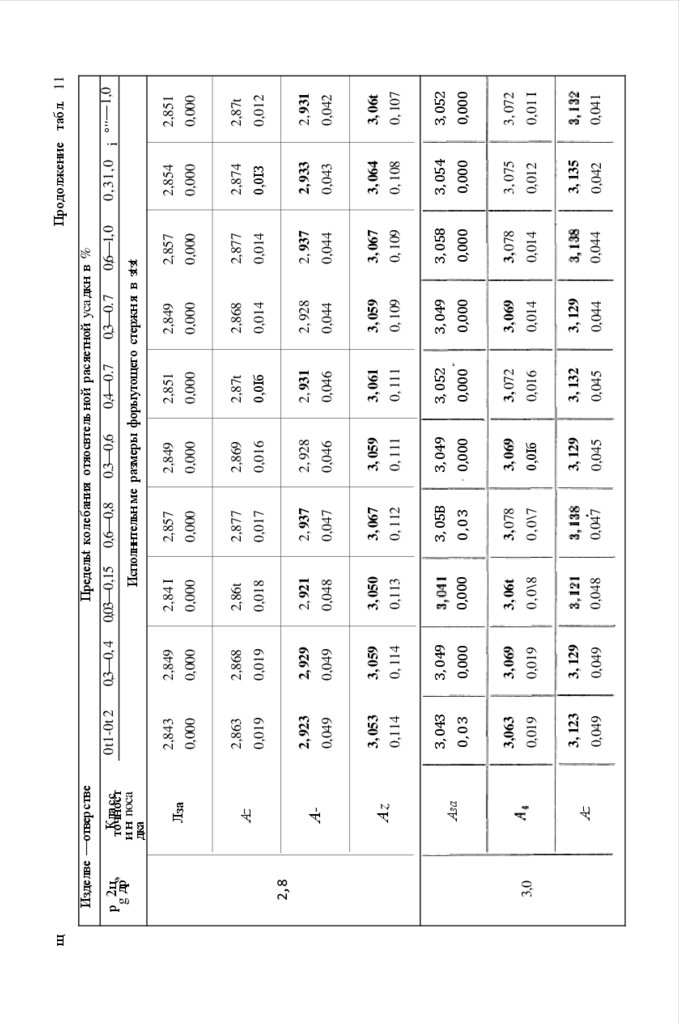
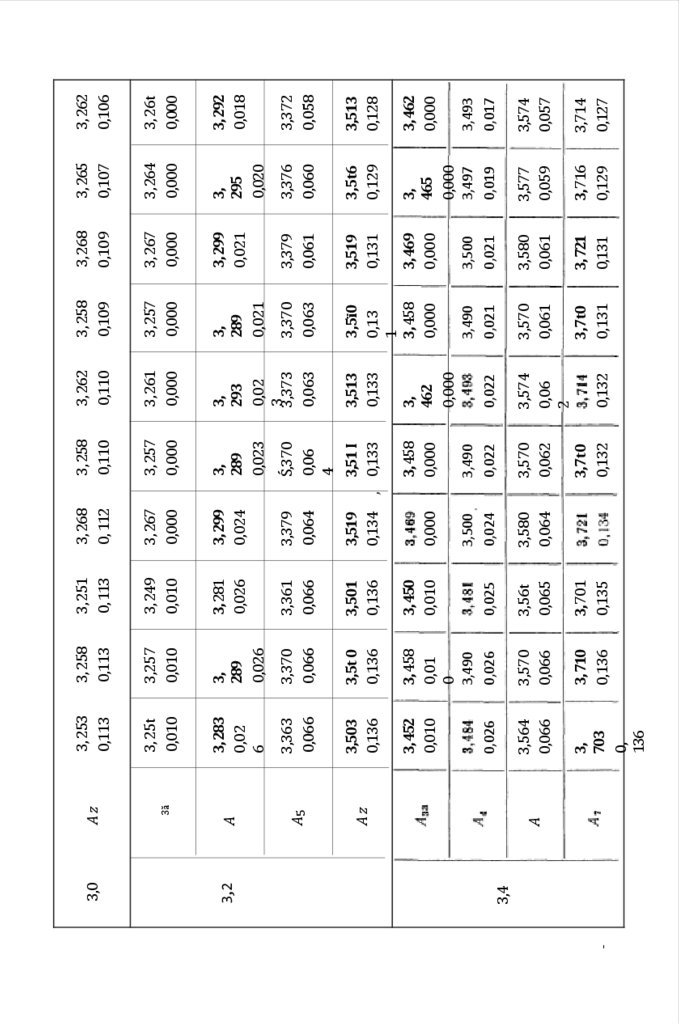
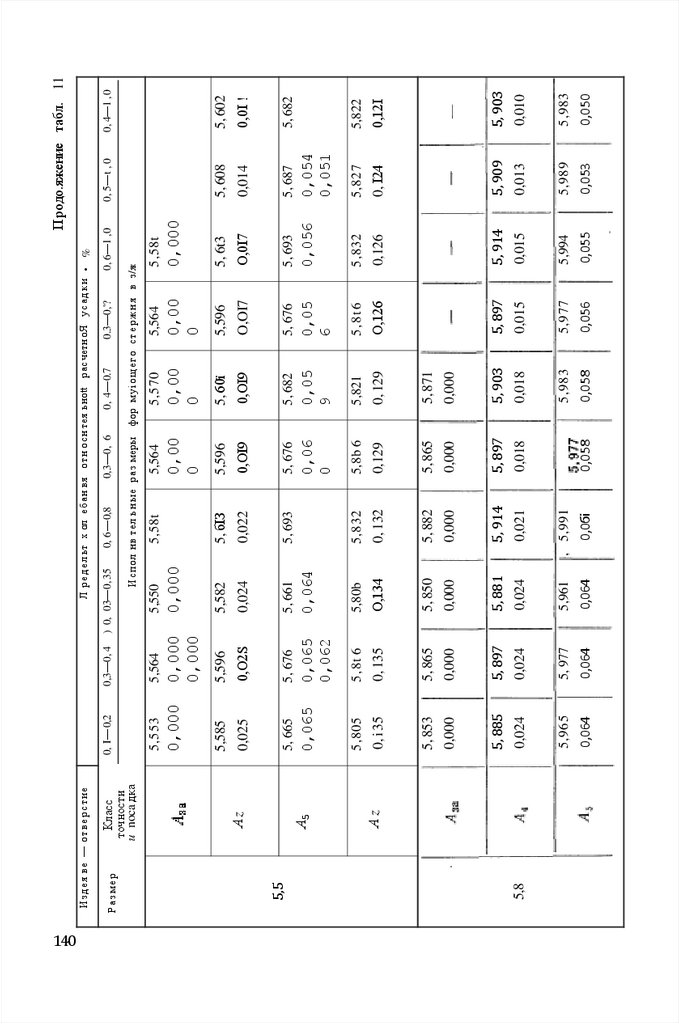
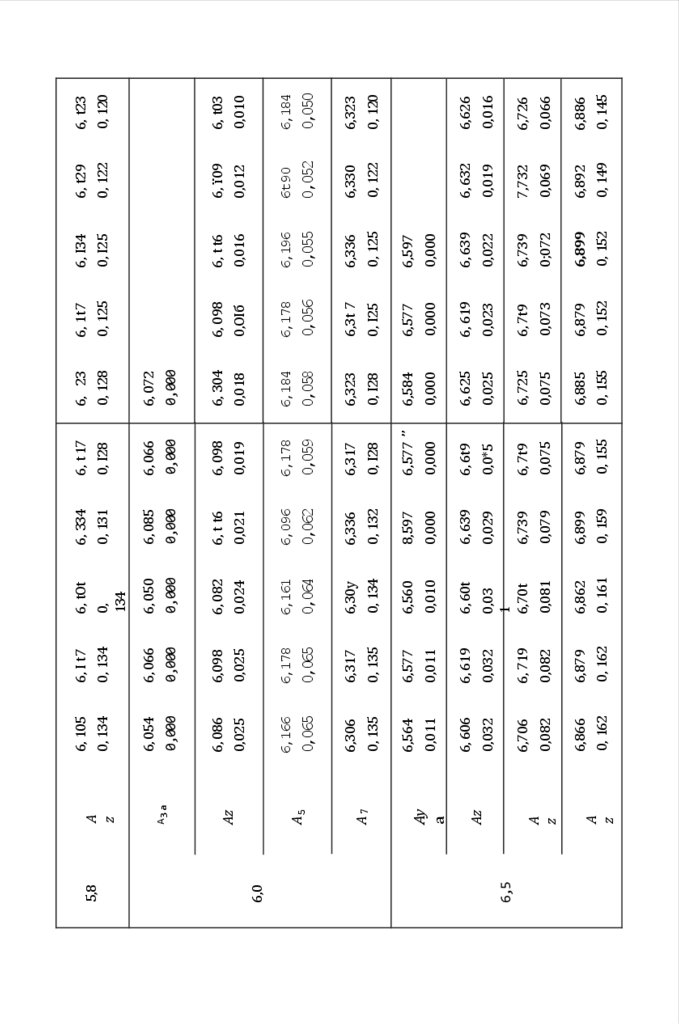
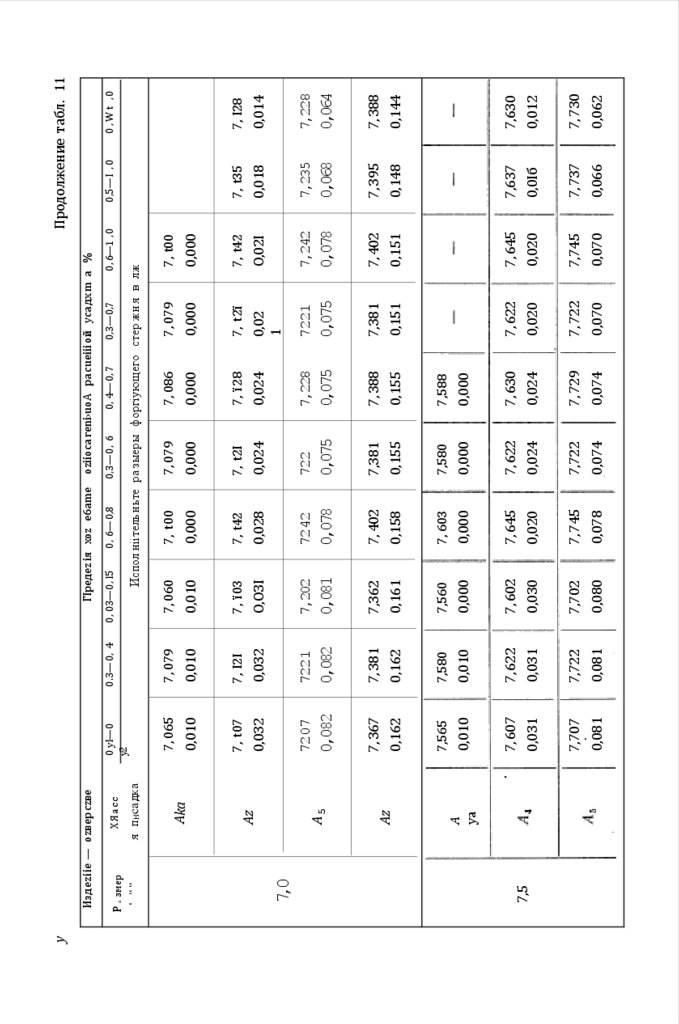
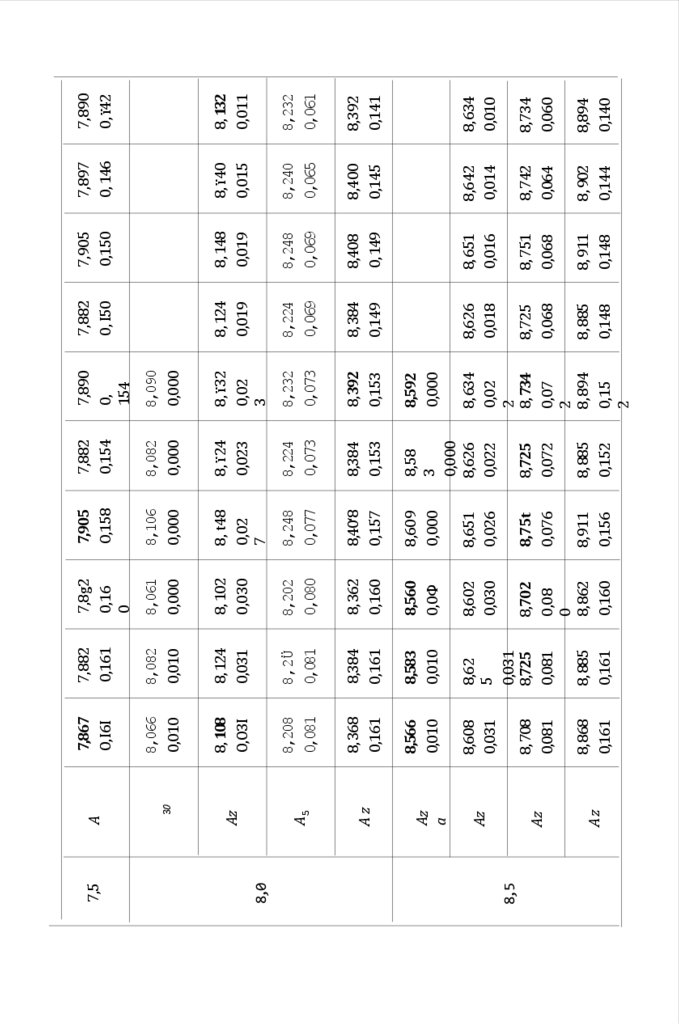
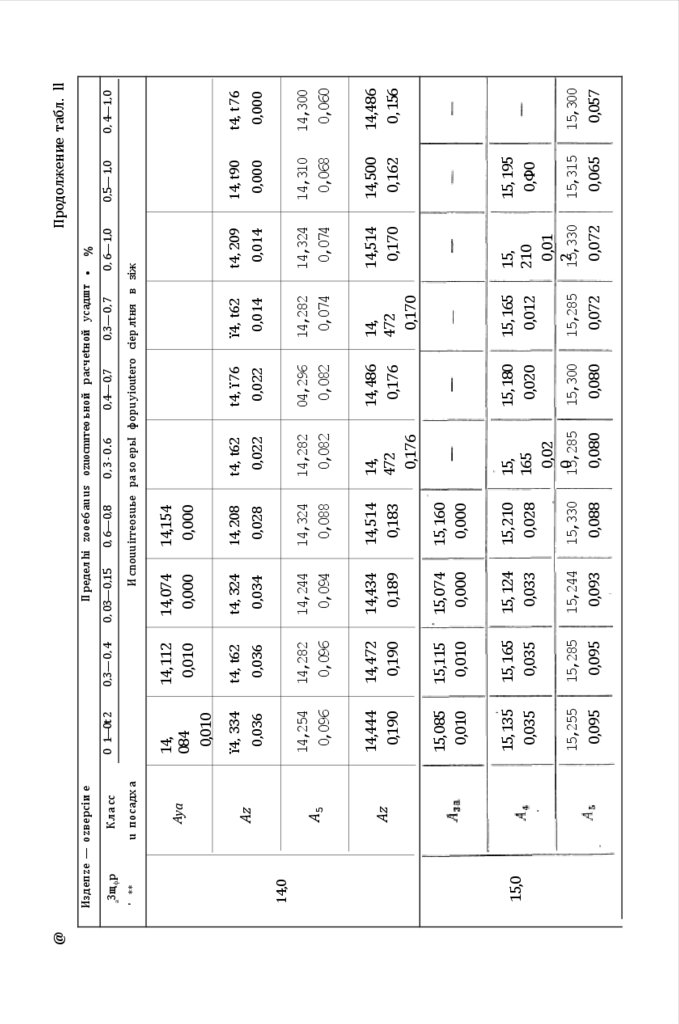
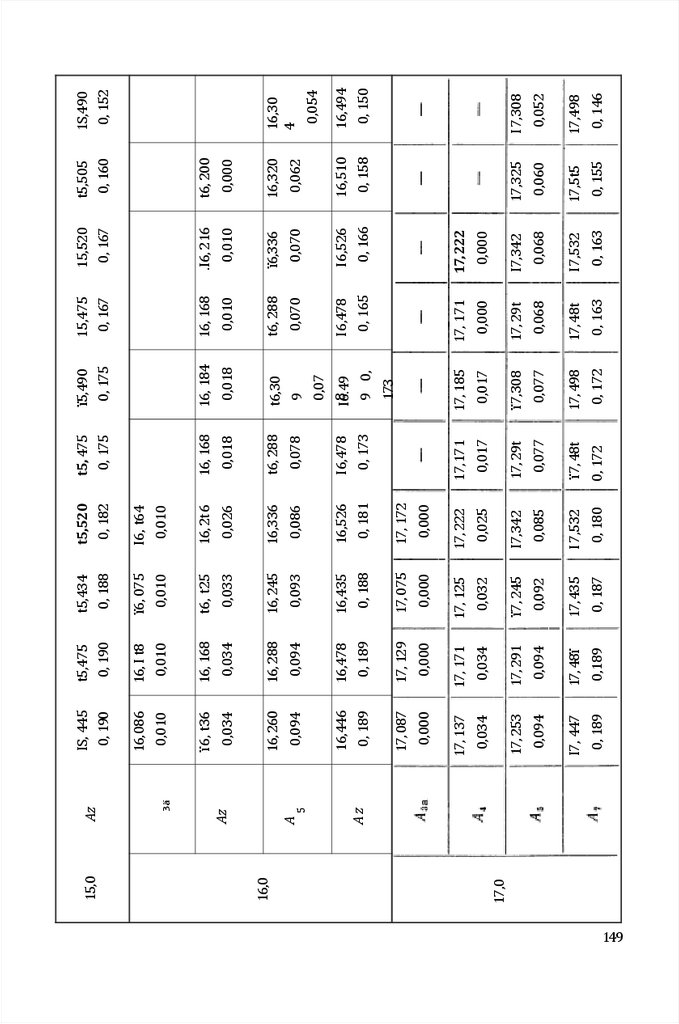
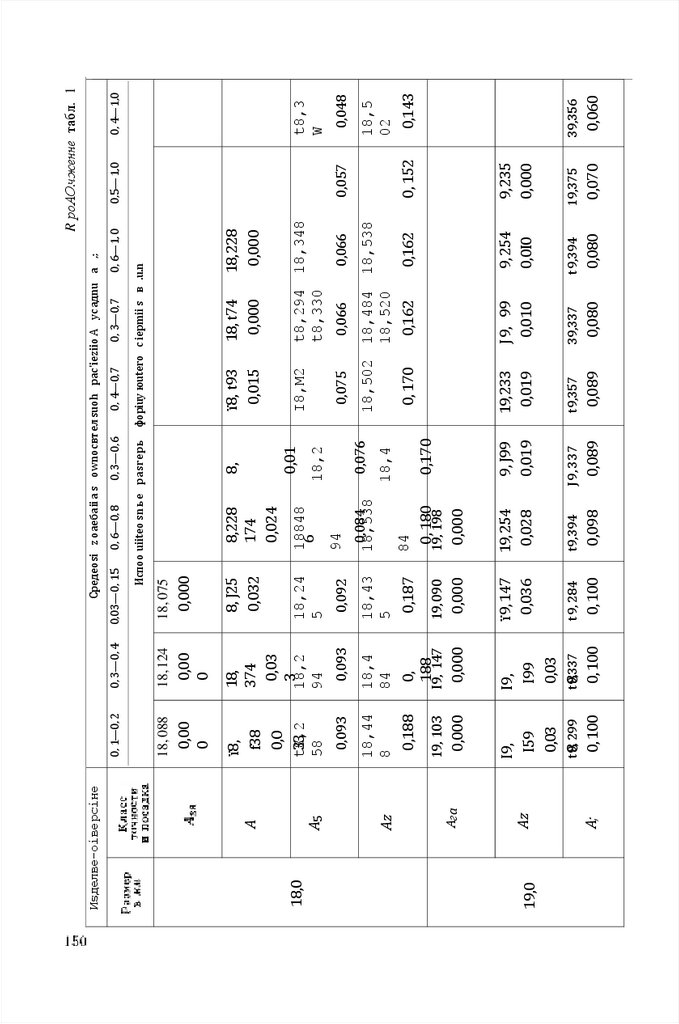
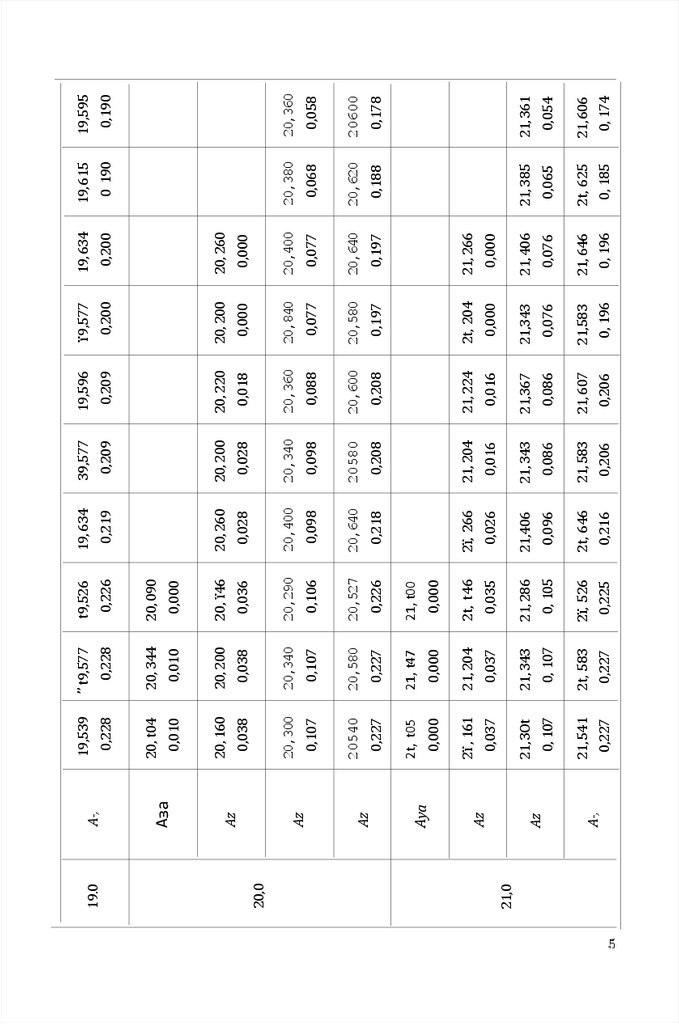
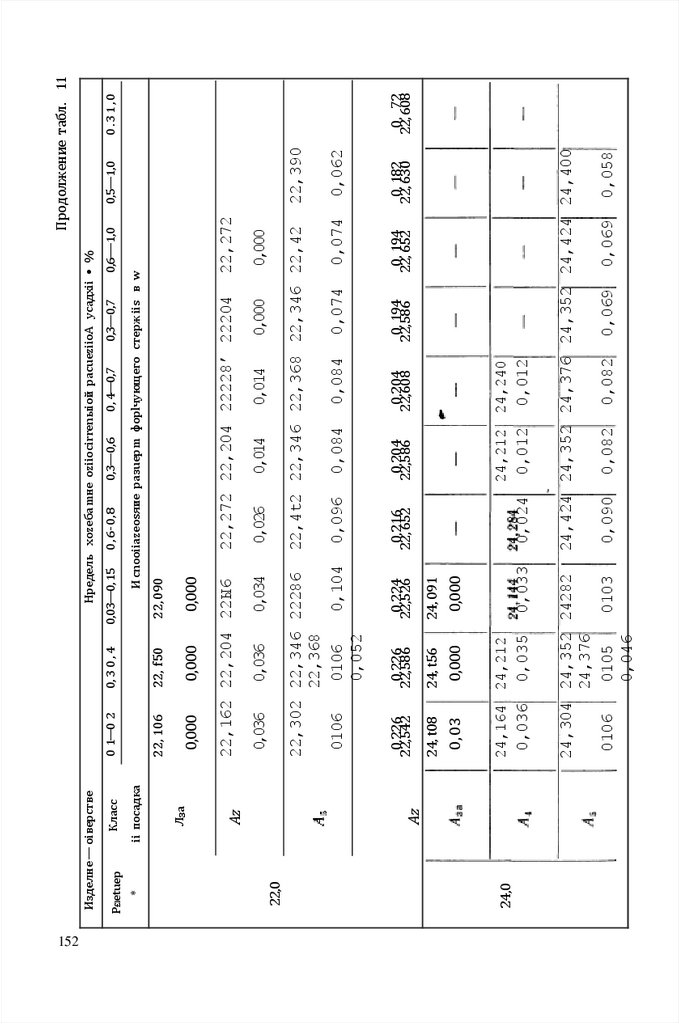
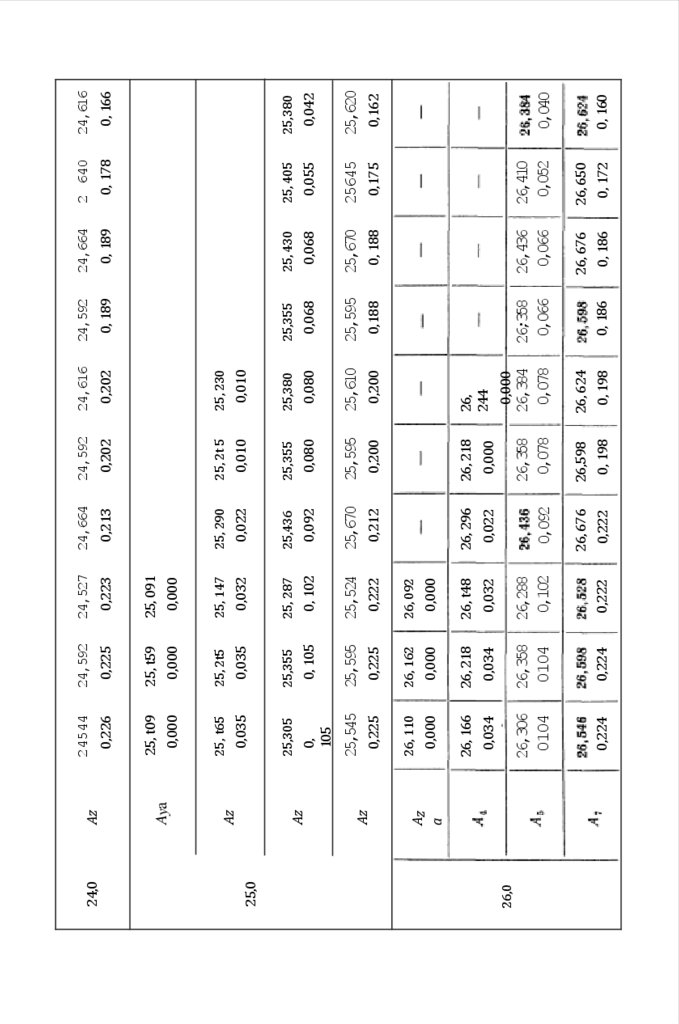
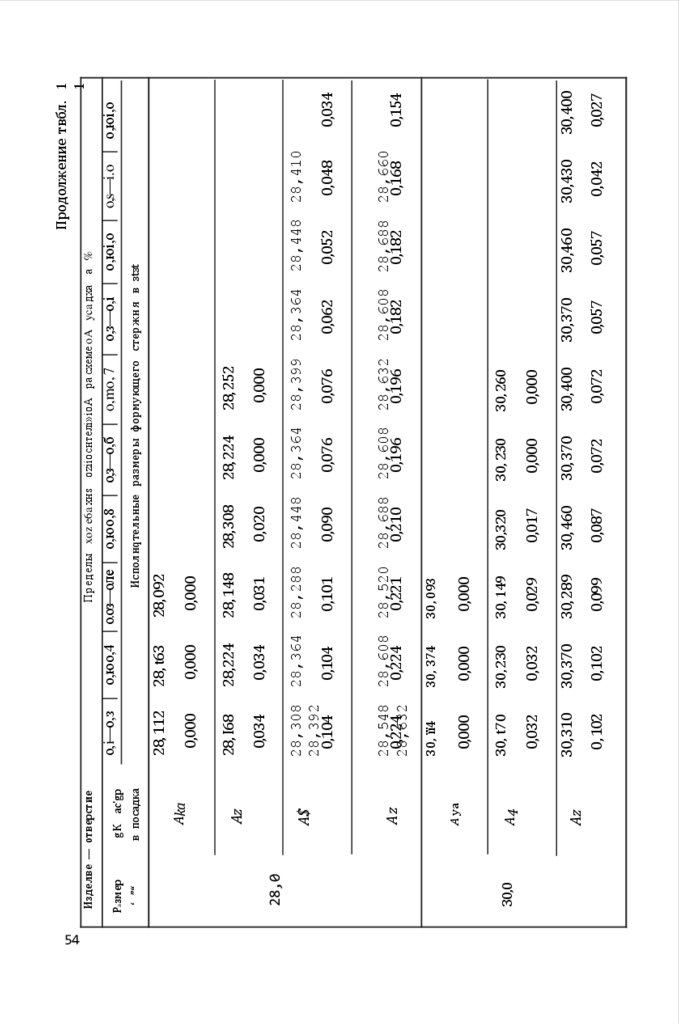
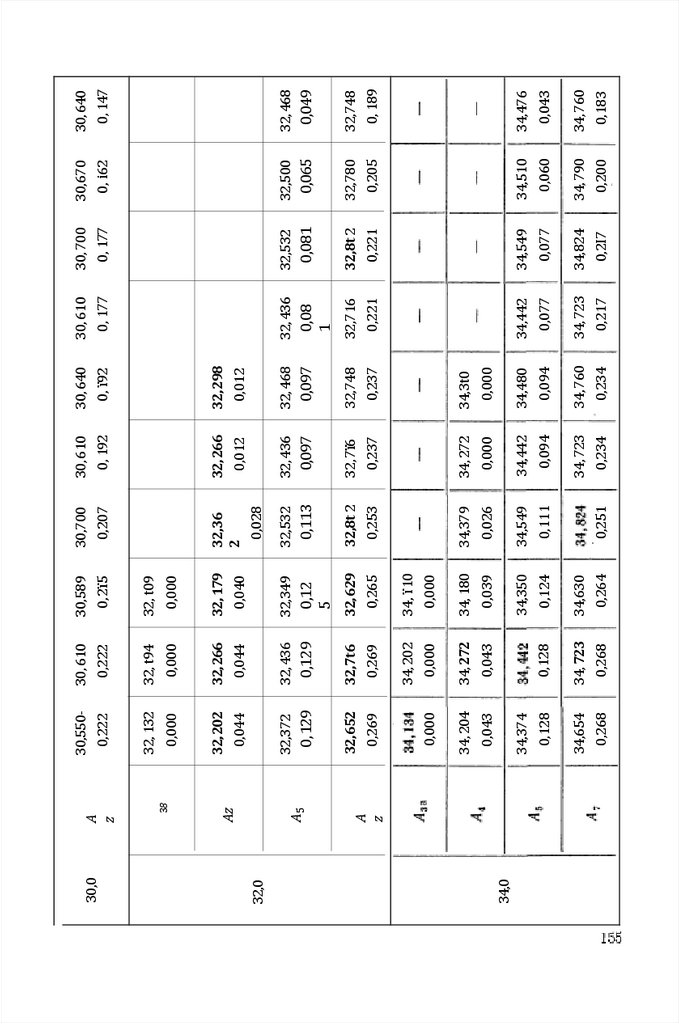
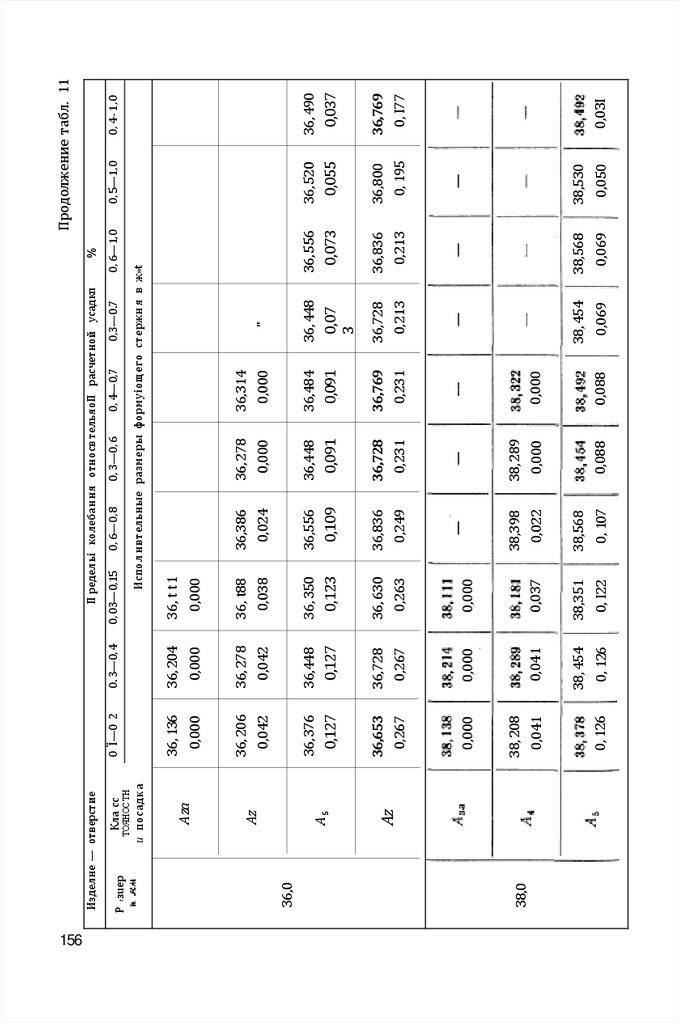
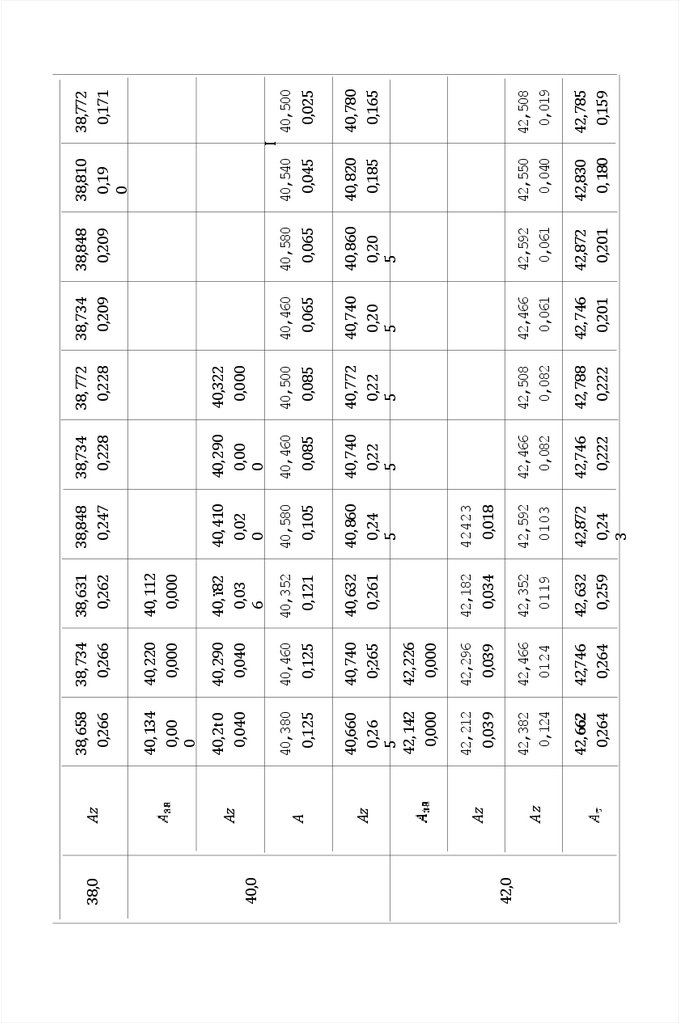
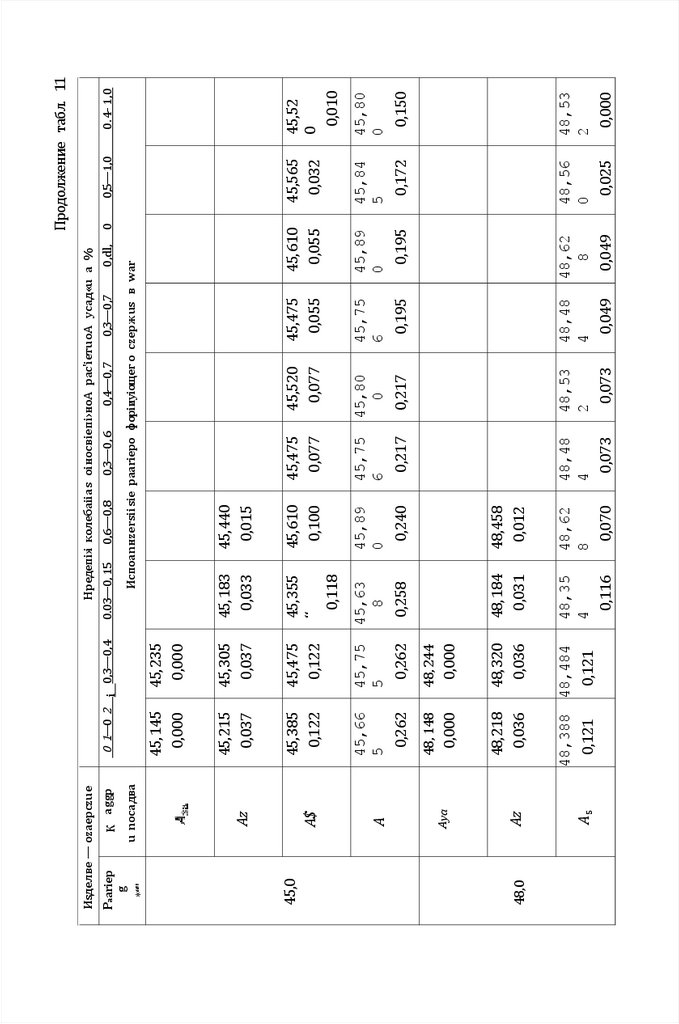
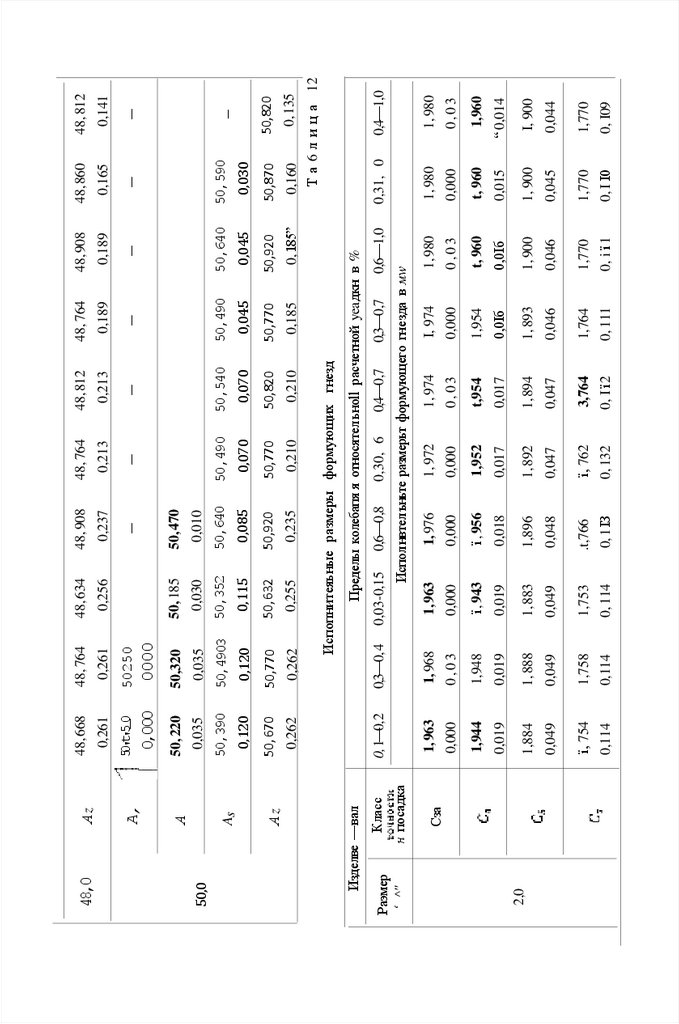
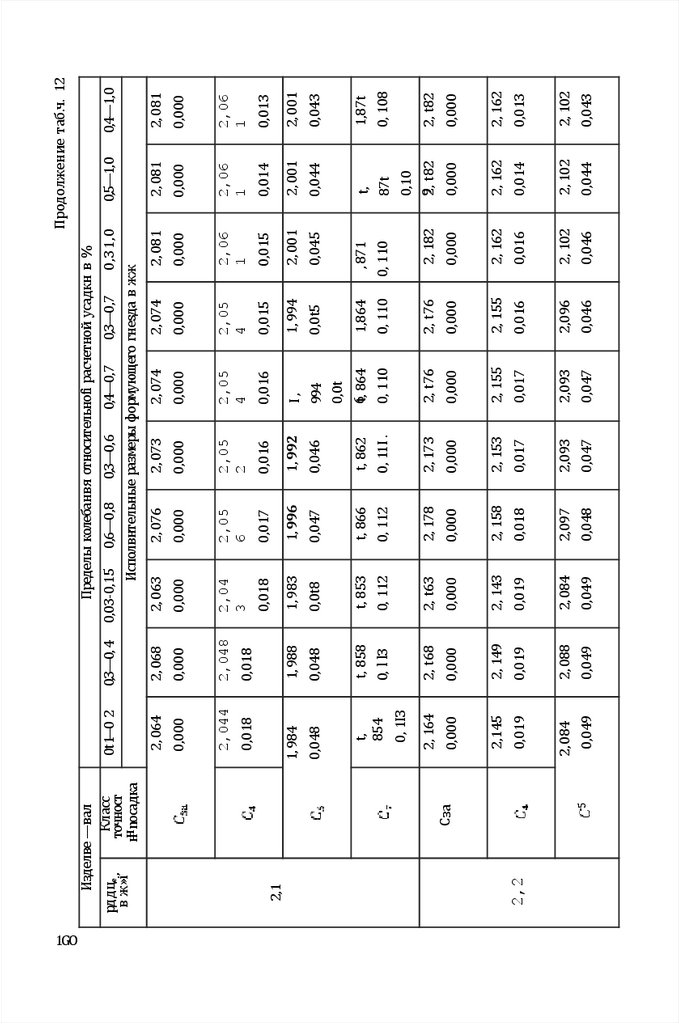
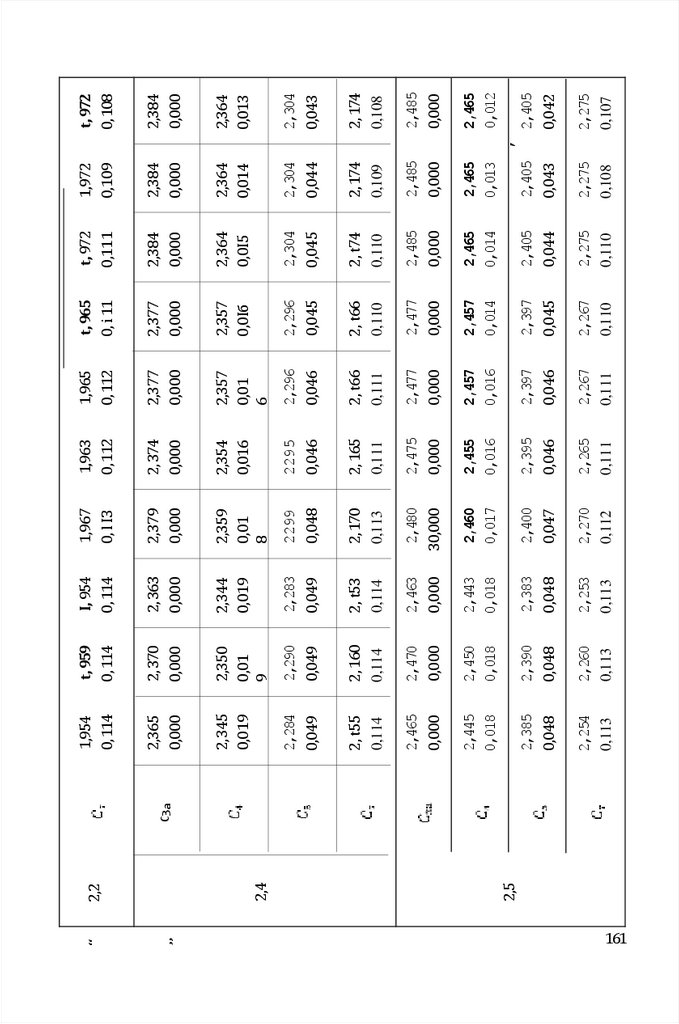
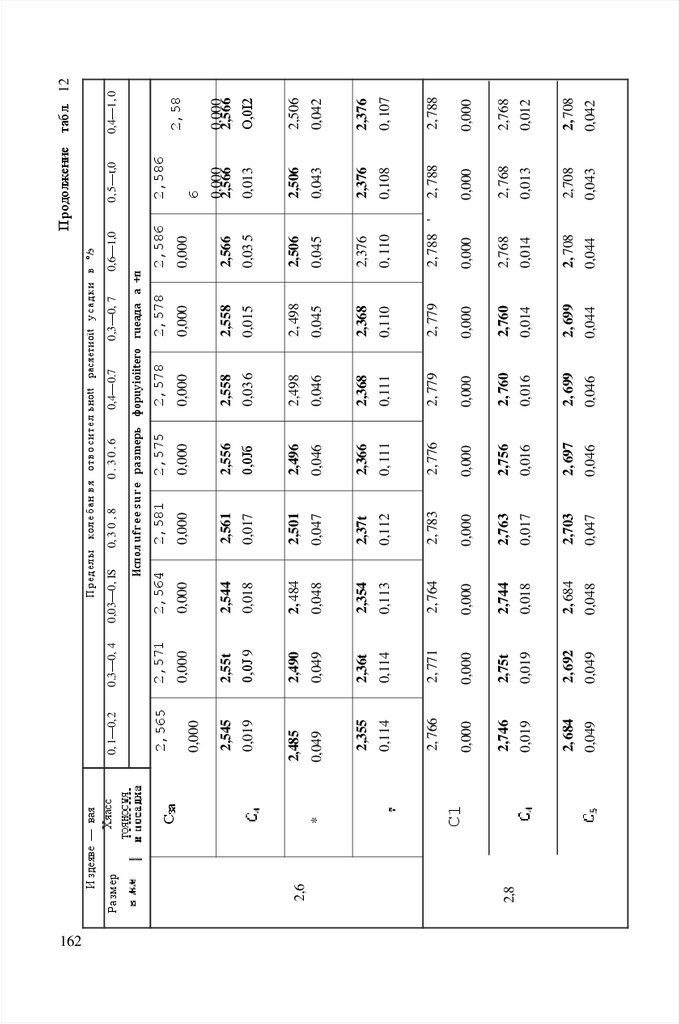
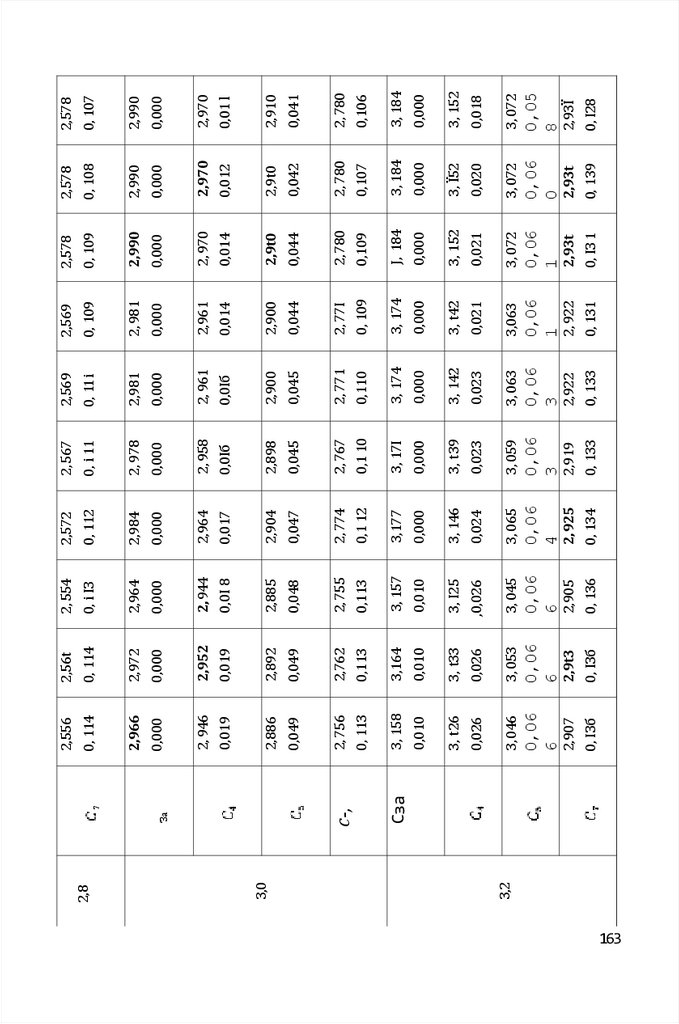
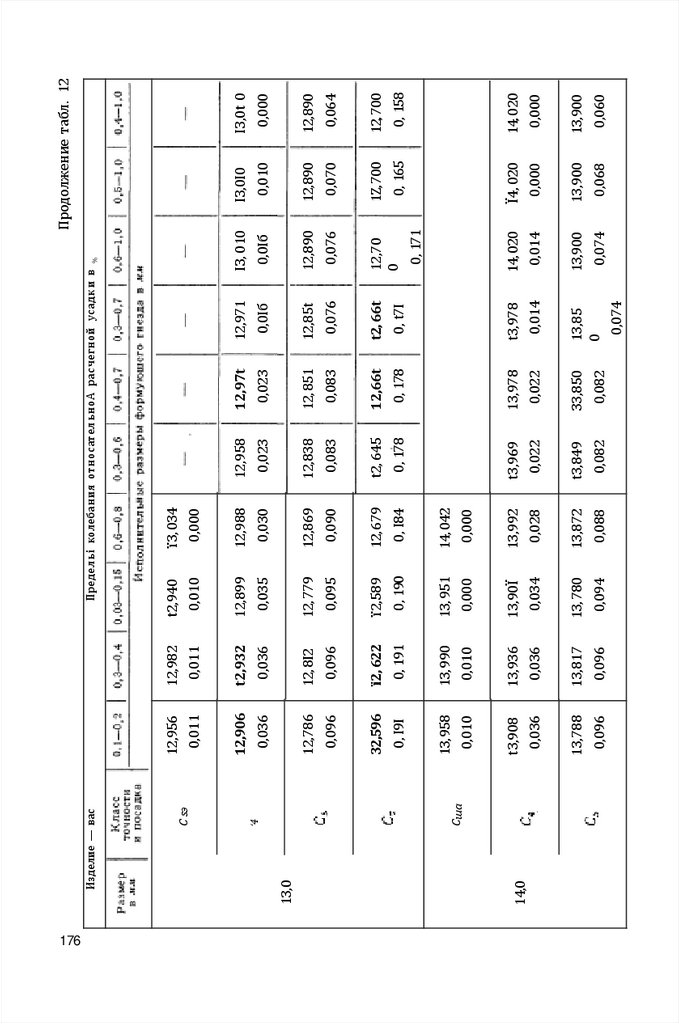
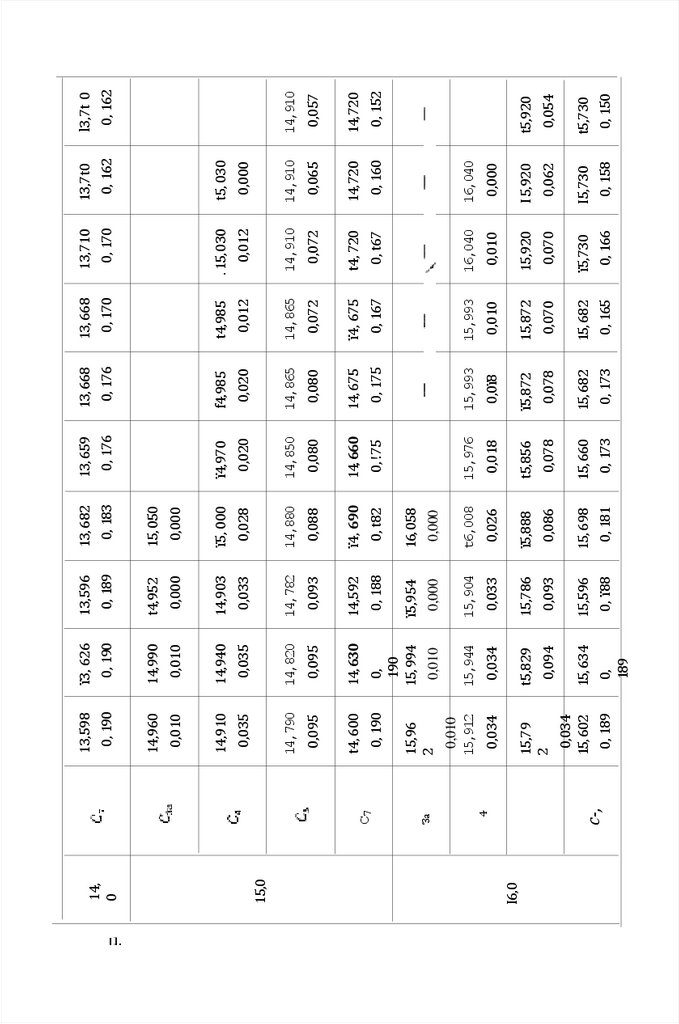
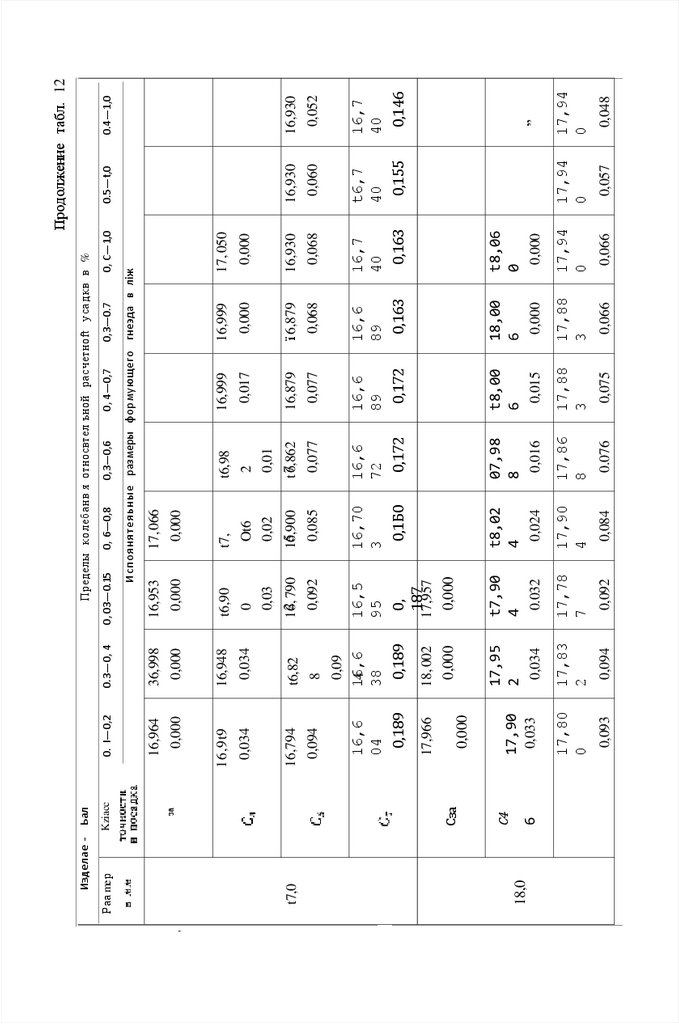
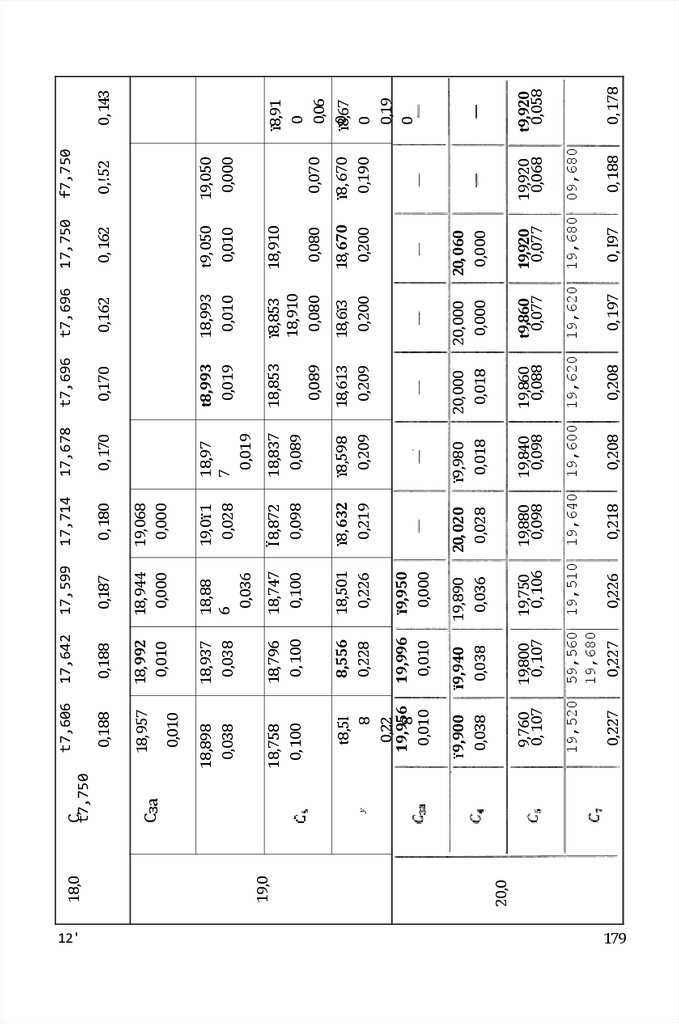
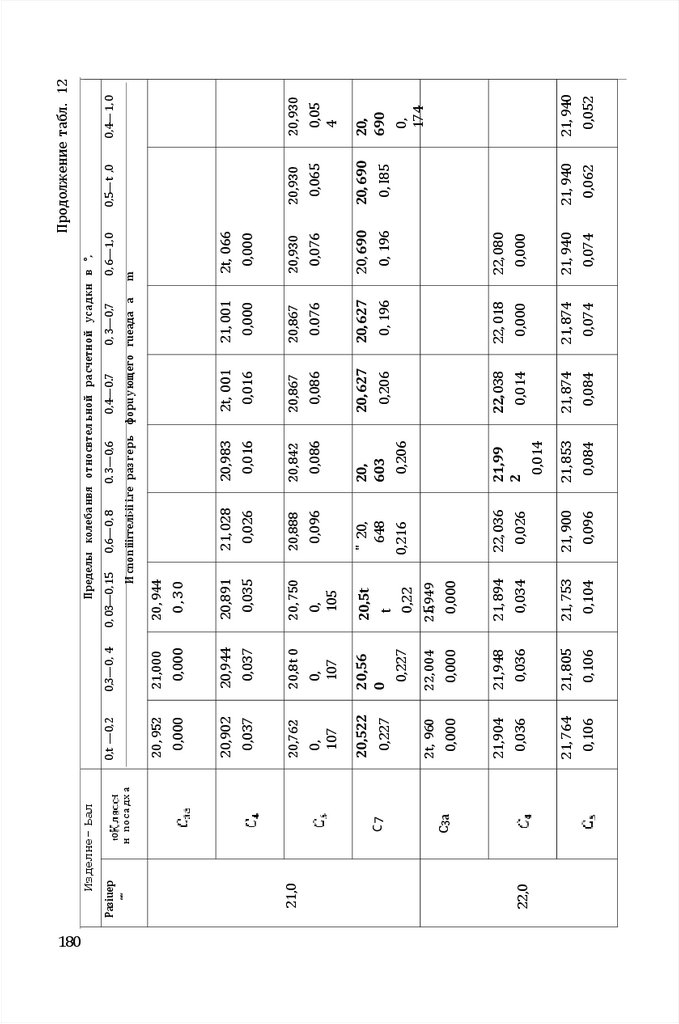
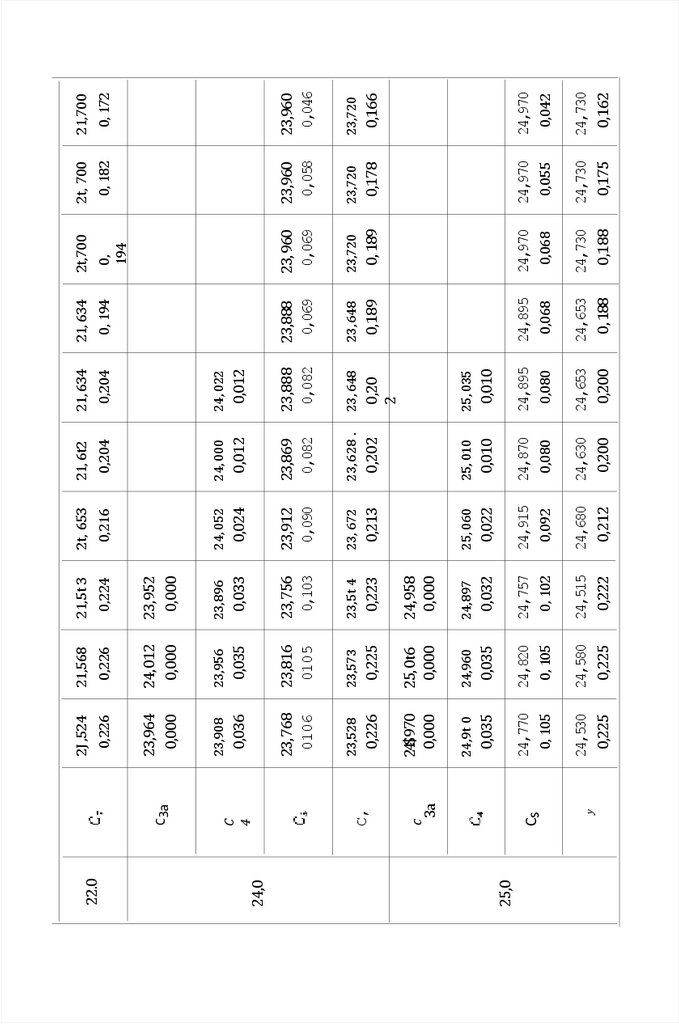
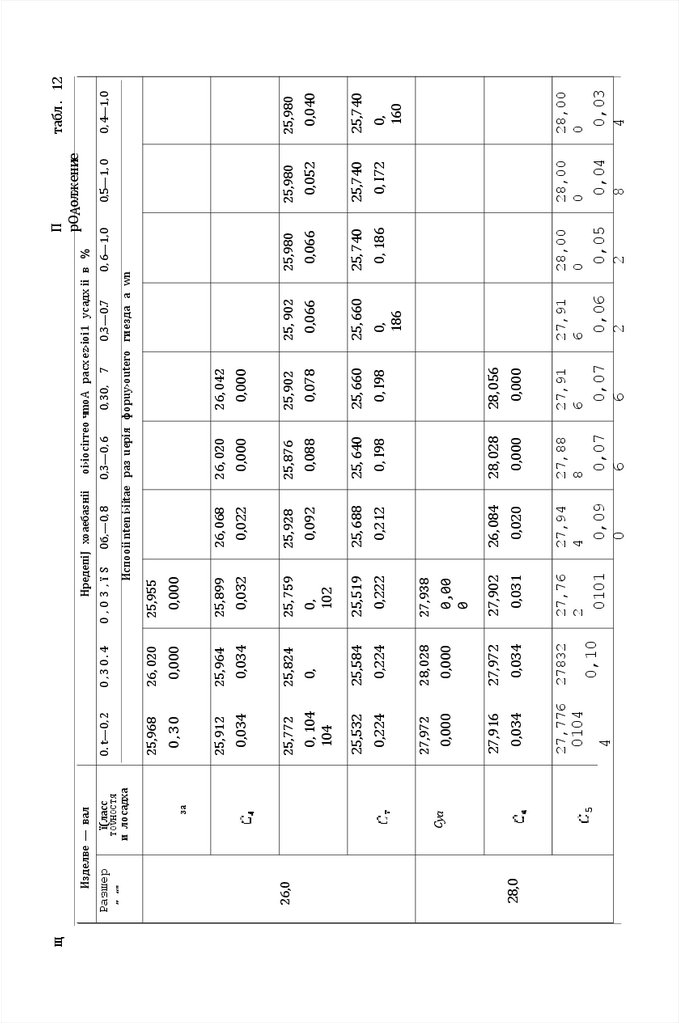
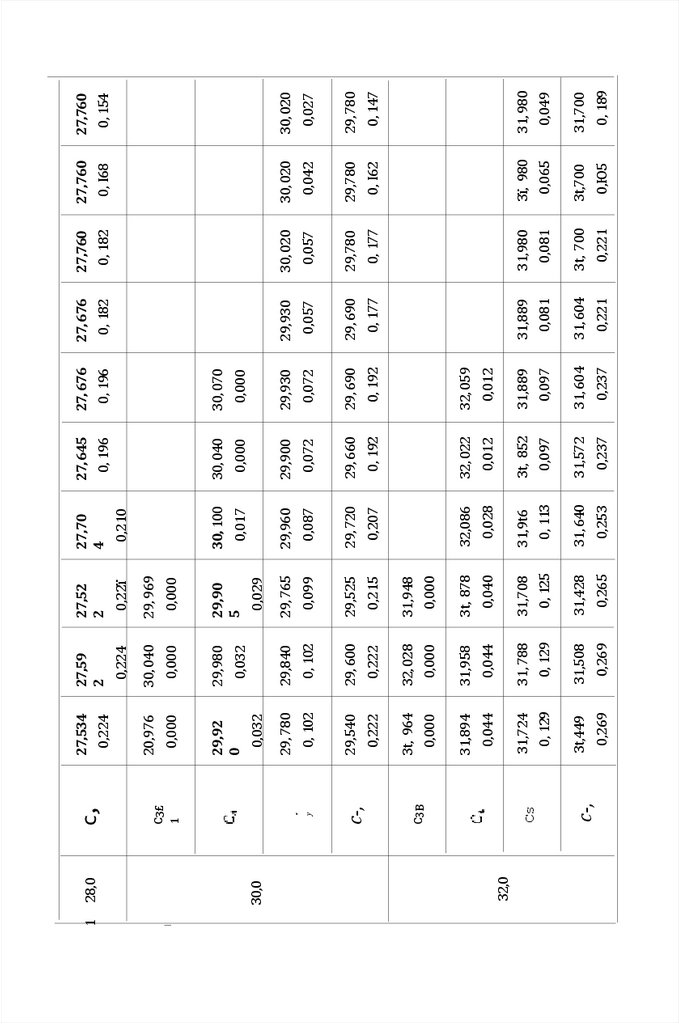
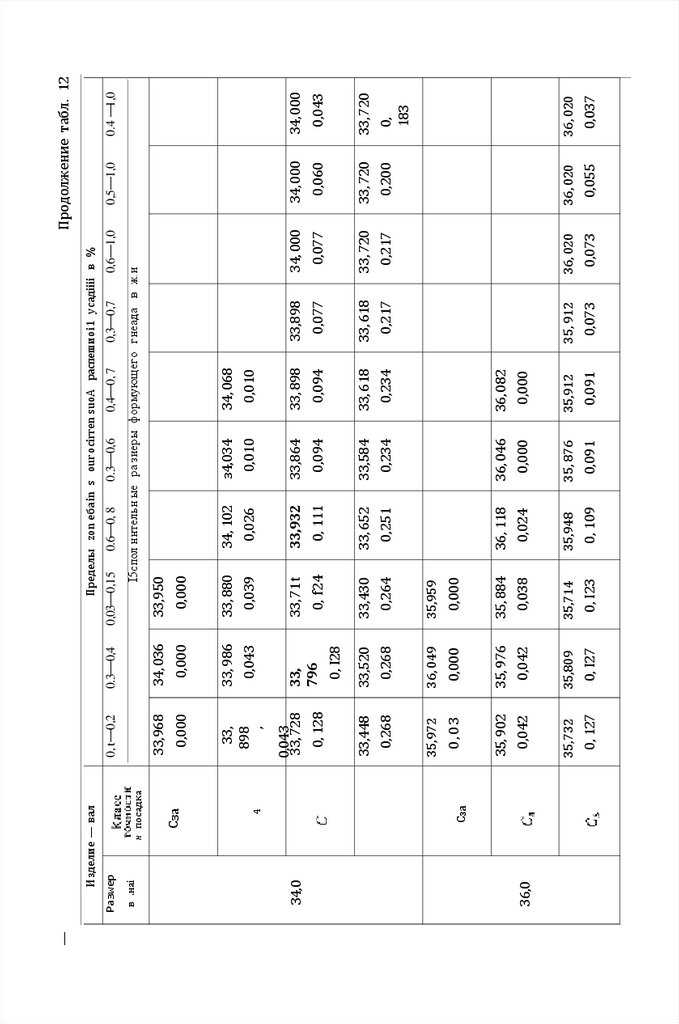
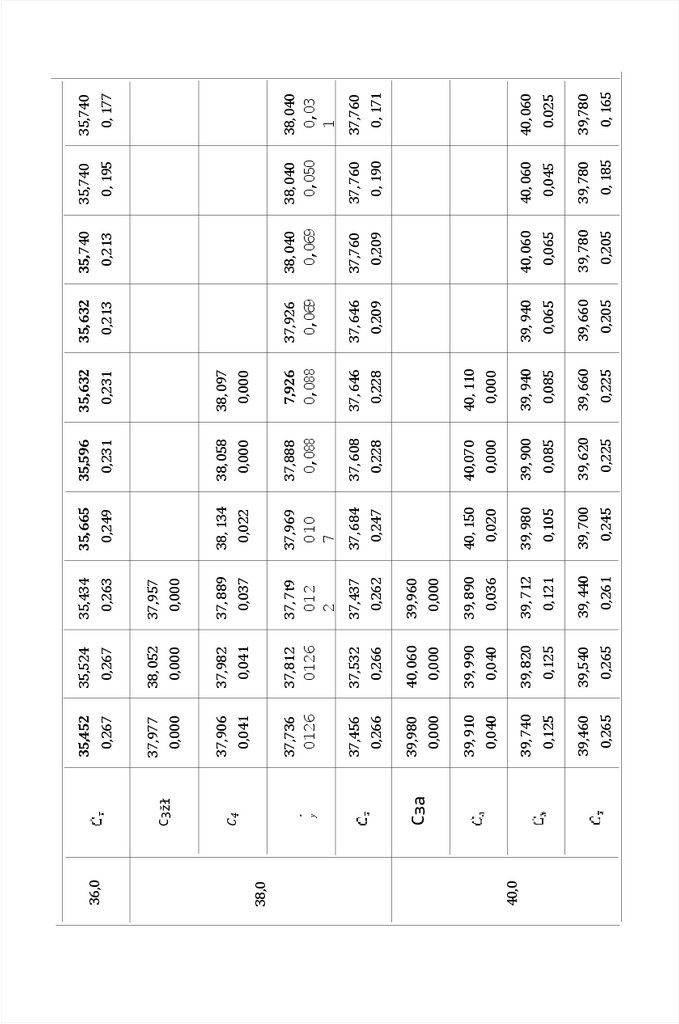
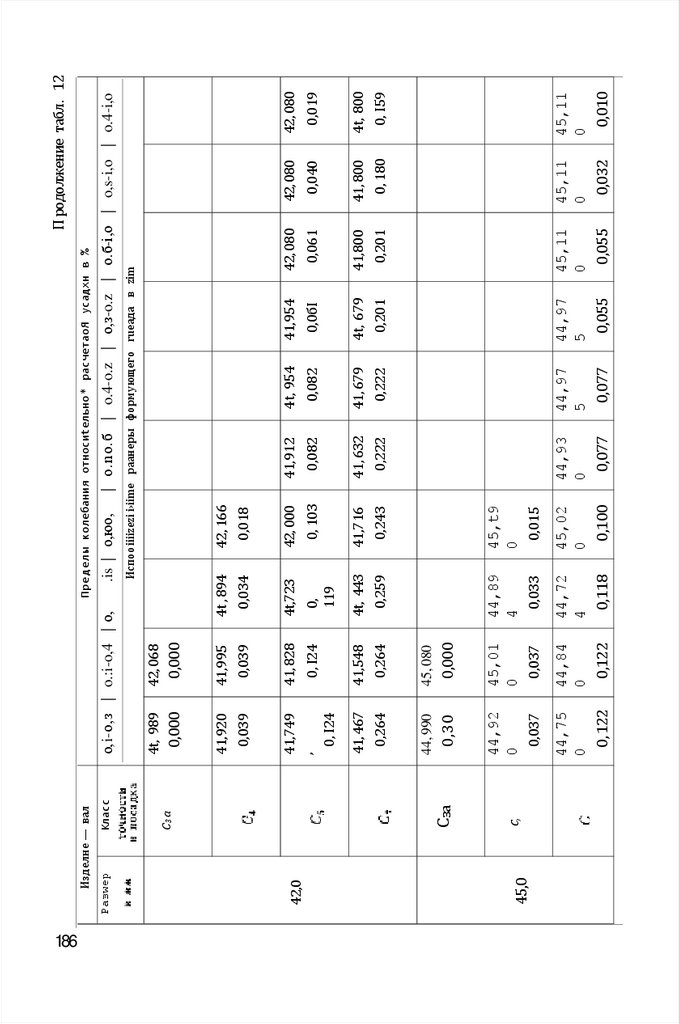
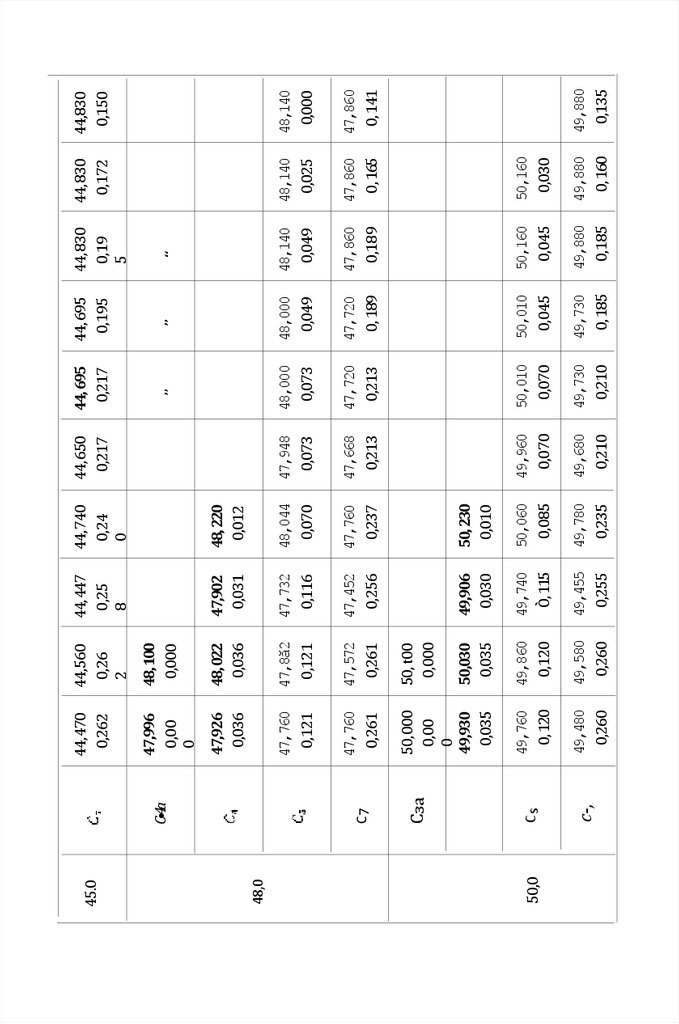
Во второе издание кгіиги также вкліочены таблицы испол нительных размеров охватываемы х и охватывающих формующи х элементов, при составлении которых была использована электронносчетная машина «Минск-1».
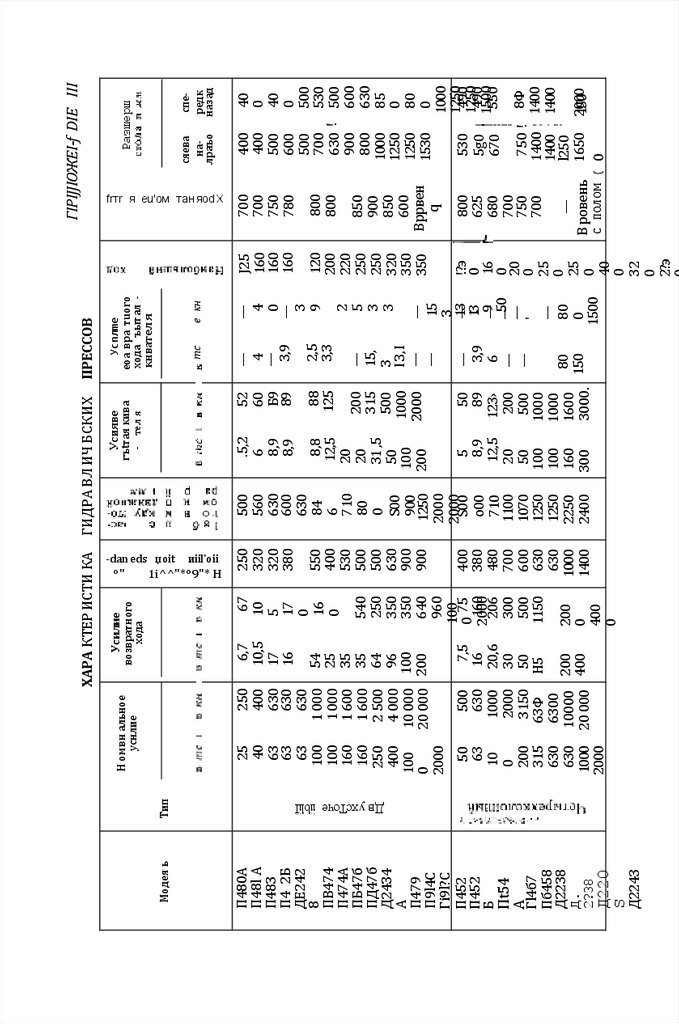
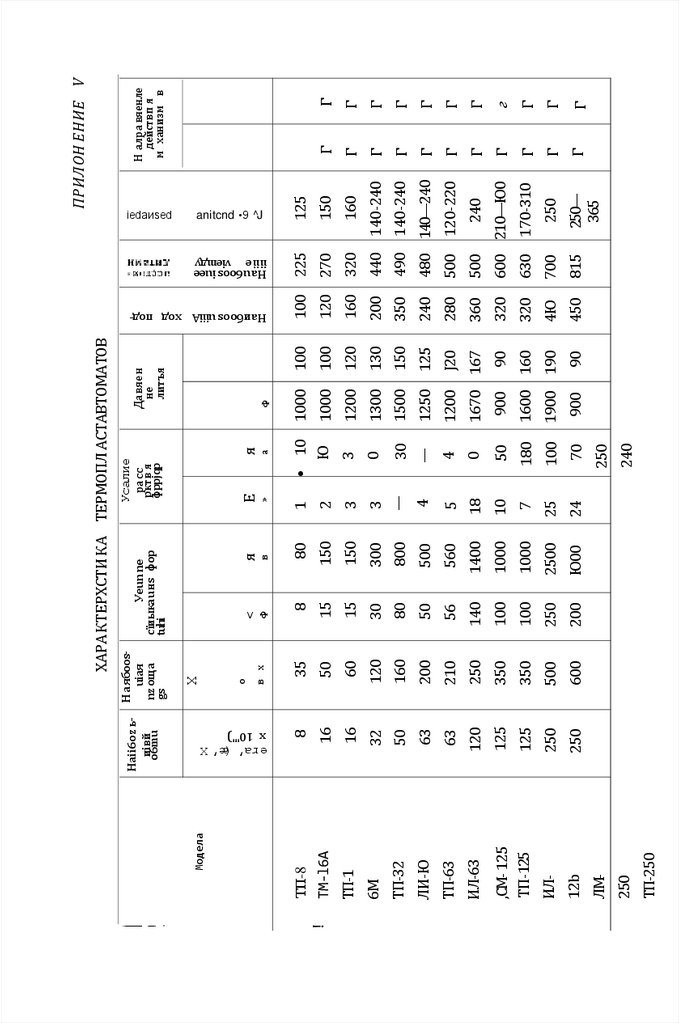
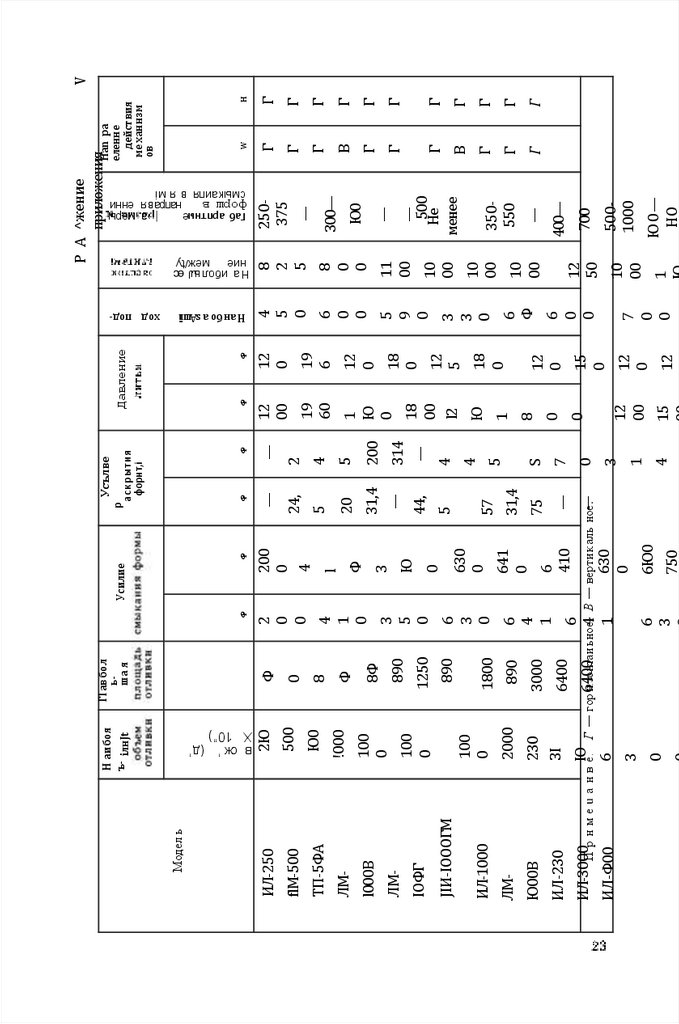
В связи с внедрением в нашей стране Международной системы
единиц в приложени ях I, I I , I I I, V некоторые характеристики
выражены не только в единицах paпee применявшейся системы
•МКГСС, но и в единицах СИ.
При переводе величин давлени я в единицы СИ приводятся
округленные значения.
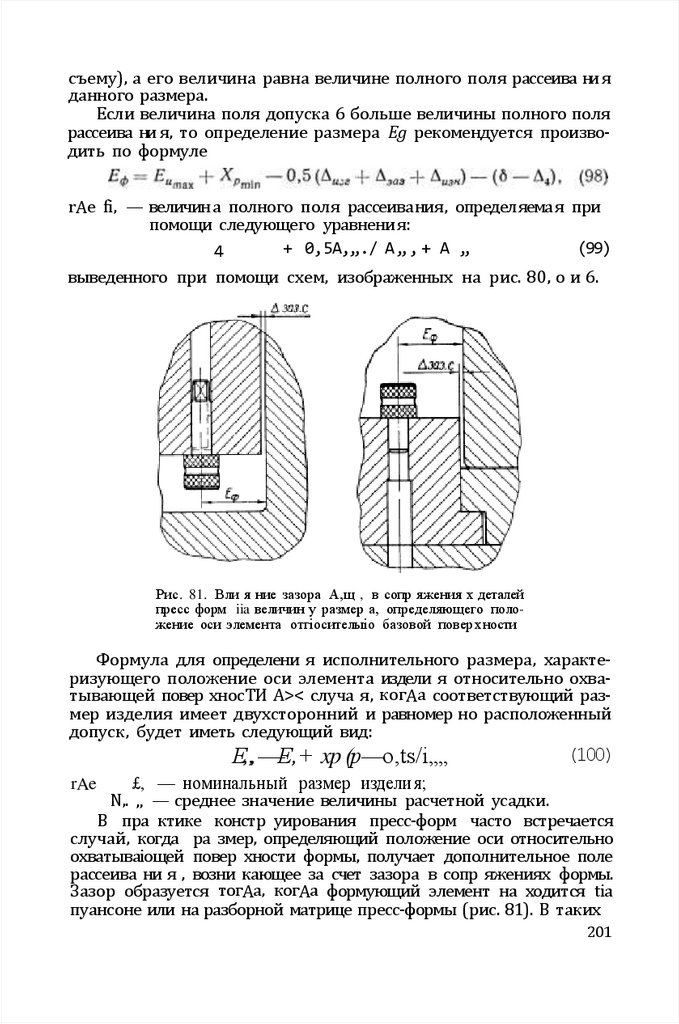
6.
Г ла ва IВЫ БОР ТИПА ФОРМЫ И ЕЕ OCHOBH ЫХ
ПAPAMETPOB
t. КЈЇАССИФИКАЦИЯ ФОРйt
Формы для получения изделий из пластических масс отличаются большим разнообразием конструкций . Это разнообразие
обусловлено р ядом факторов: конструкцией самого изделия, свойствами материала, из которого изделие должно быть изготовлено,
выбранным способом получения изделия и т. д.
В зависимости от этих факторов формы подразделяют на три
основные группы:
1) прямого прессования;
2) литьевого прессовани я;
3) литья под давлением.
Жажда я из этих rpупп имеет свои отличительные признаки .
По характер у эксплуатации формы раздел яіот на с ъ е м н ы е
и с т а ц и о н а р н ы е. Съемными называют такие пресс-формы,
которые снимают с пресса после каждой запрессовки. Примен яют
их, как правило, для получения небольших партий изделий из
термореактивных пластических материалов способами пр ямого
и литьевого прессования. Разъем этих пресс-форм и удаление из
них издели я производят вне зоіlы пpecca с помощью специального
распрессовочного приспособлетіия. Нагревают съемные пpeccформы при помощи специальных нагревательных плит, установленных па пpecce.
В отличие от съем ных стационарные формы жестко соединены
с прессом или питьевой машиной. Устанавливают их па продолжительный срок, необходимый для получения определенного количества изделий . Извлечение издели я производят с помощью выталкивающего устройства самой формы или специальных съемных
приспособлений . Констр укци я стационар ных форм предусматривает наличие в них нагревающих или охлаждающих устройств,
иногда и тех и други х одновременно, в зависимости от типа пepeрабатываемого пластического материала.
Кроме съемных и стационарпых форм, существуют так называемые п о л у с т а ц и о н а р н ы е формы, сочетающие в себе
отдельные элементы съемных и стационарных форм. Полустацио-
7.
нарныМИ И Х называіот потому, что некоторая часть формы уста-новлена стационар но, а часть, представь яюща я собой формующие
элементы, извлекается из формы после каждой запрессовки .
Съемные формующие элементы этих форм обычно выполи яіот
в виде клиновых блоков или кассет. Их конструкци я мало чем отличается от конструкции формующих элементов съемных фор м. Это
обстоятельство позволяет классифицировать полустационарные
формы по тем же признакам, по которым классифиііир уют съемные
формы.
По количеству одновременно получаемы х изделий форUы делятся на о д н о г п е з д п ы е и м н о г о г н е з д н ы е. Форма,
имеющая не менее двух формующих гнезд, считается многогнездной.
Классифицируют формы и по направлению, и по количеству
плоскостей разъема. П л о с к о с т ь ю р а з ъ е м а называют
повер хность, по которой производится разъем оформляющих изделие частей формы. Определение «плоскость разъема» чаще всего
носит условный xapa ктер, так как стыкование подвижных формующих элементов может осуществл яться не только по плоским повер хностям, но и по повер хностям самой различпой конфигурации,
зависящей от особенпостей конфигурации изделия. Существуют
формы, имеющие сферическую, коническую, эллиптическую, винтовую и прочие повер хности разъема формующи х элементов. В связи с
этим не следует смешивать такие попятгія, как «направление плоскости разъема» и «конфигурация поверхности разъема». Несмотр я
на разнообразие конфигураций повер хностей разъема, расчленение
формующих элементов обычно производится либо по одпому, либо
по двум (как правило, взаимно перпендикул ярным) направлени ям,
одно из которых лежит в горизонтальной, дрyroe в вертикальной
ПЛОСКОСТЯ Х
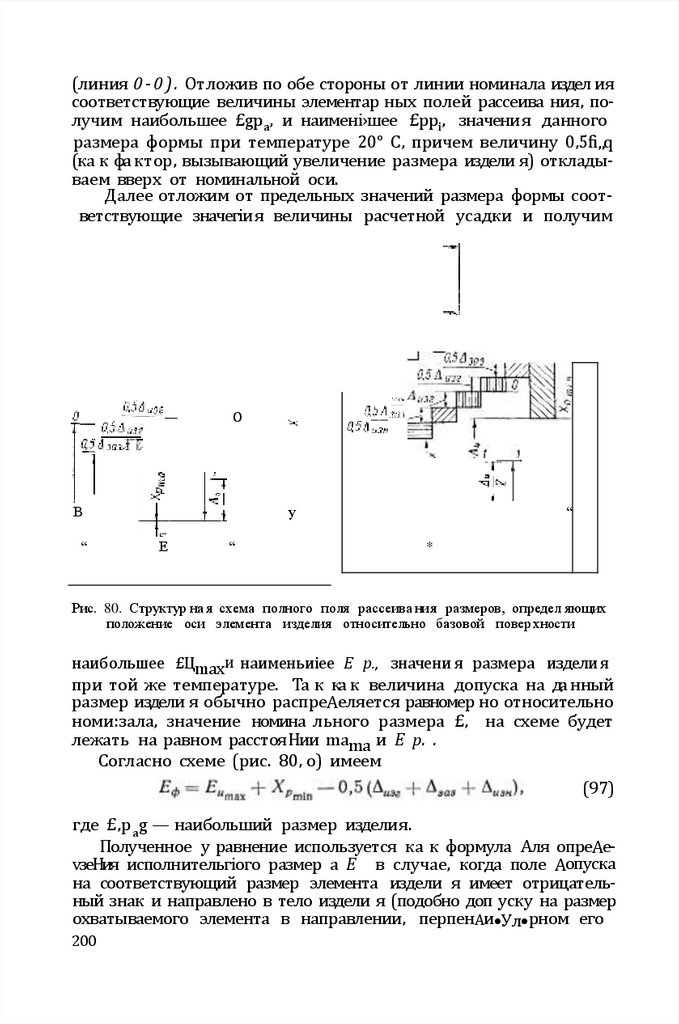
Таким образом формы классифицируют по двум направлепиям
плоскостей разъема: в е р т и к а л ь н о м у и г о р и з о н т а л ь п о м у Вертикальной плоскостью разъема называют
повер хность, перемещающуюся в горизонтальной плоскости, а горизоптальной — поверхность, перемещающуюся в вертикальной
ПЛОСКОСТИ
Количество плоскостей (повер хностей) разъема зависит от констр укции издели я и копстр укции самой формы. Существуют формы
с одной и несколькими плоскостями разъема. Формы, имеющие
более двух взаимно параллельны х плоскостей разъема, называют
г а л е т н ы м и.
Рассмотренные выше классификационные признаки распространяются на все три группы форм и поэтому их можпо считать
основпыми. Однако существует еще целый р яд призна ков, по которым классифицируют формы. Но, принима я во внимание, что эти
признаки присущи лишь отдельным гру ппам форм, они будут pacсмотрены ниже, в соответствующих разделах.
6
8.
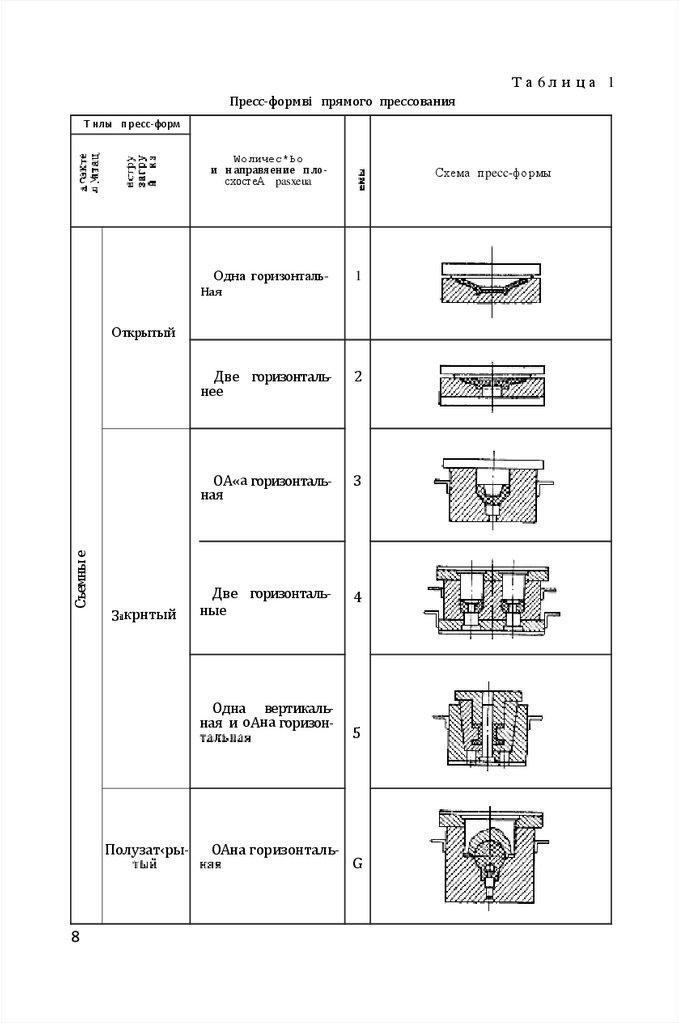
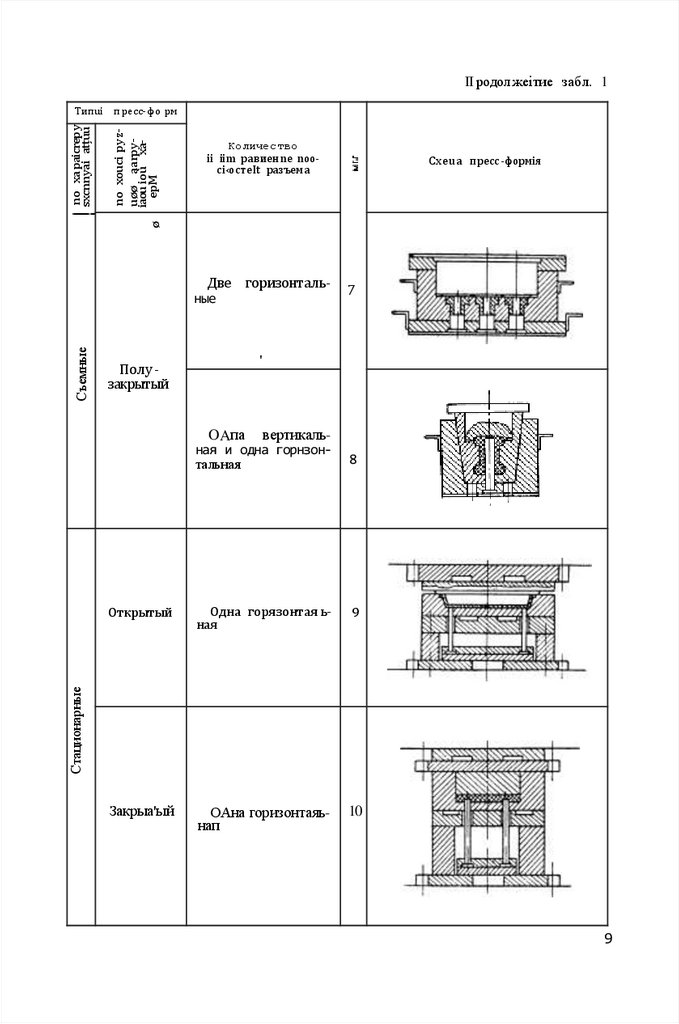
Пресс-формн прямого прессованияПо конструкции загрузочной камеры пресс-формы пр ямого
прессования подразделяют на о т к р ы т ы е, з а к р ы т ы е и
п о л у з а к р ы т ы е. Наиболее распространенные типы этих
пресс-форм приведены в табл. 1.
Открытыми называют пресс-формы, не имеющие загрузочной
камеры (табл. 1, схемы 1, 2, 9). Их констр укция крайне проста,
и предназначаются они для прессовани я изделий малой высоты
и простейшей формы. К недостаткам этого типа пресс-форм относятся: негараНТированна я монолитность изделия из-за недостатокной компрессии в процессе прессования и большие отходы прессМатериала. Поэтому их рекомендуется примен ять для прессовани я
термопластов.
В пресс-форма х закрытого типа загрузочна я камера является
продолжением оформляющей полости и имеет одинаковые с ней
очертани я (табл. 1, схемы 3, 4, 5, 10, 11). Благодар я пезгіачительпЬІм Зазорам между Обоймой и пуансоном издели я в пресс-формах
этой конструкции получаіотся плотными и почти без грата. Кроме
того, при прессоВаНИи почти не бывает отходов.
Пресс-формы полузакрытого типа наиболее распространены
в промышленности (табл. 1, схемы 6, 7, 8, 12, 13). Загр узочпая
камера их имеет большую площадь по сравнению с площадью оформляющего гнезда (в плапе). Пуапсон по коптур у прессуемого изделия имеет так называемую отжимную кромку шириной 1-3 мы,
опирающуюся в край нем нижнем положении на повер хность матрицы. Благодар я этой кромке облегчается процесс отделения грата
от изделия. В некоторых случаях для облегчени я выхода изливіков
пресс-материала на пуансоне делают специальные лыски. Наличие
отжимной кромки позволяет делать в многогнездных пресс-форма х
общую загр узочную камер у. Пресс-формы полуза крытого типа
пригодны в основном для переработки пресс-материалов, обладающих хорошей текучестью, так как в случае применения прессматериалов с низкой текучестью затруднительно получить на
ИЗДОdЈ ИИ ТОН КИЙ О ЛОЙ .
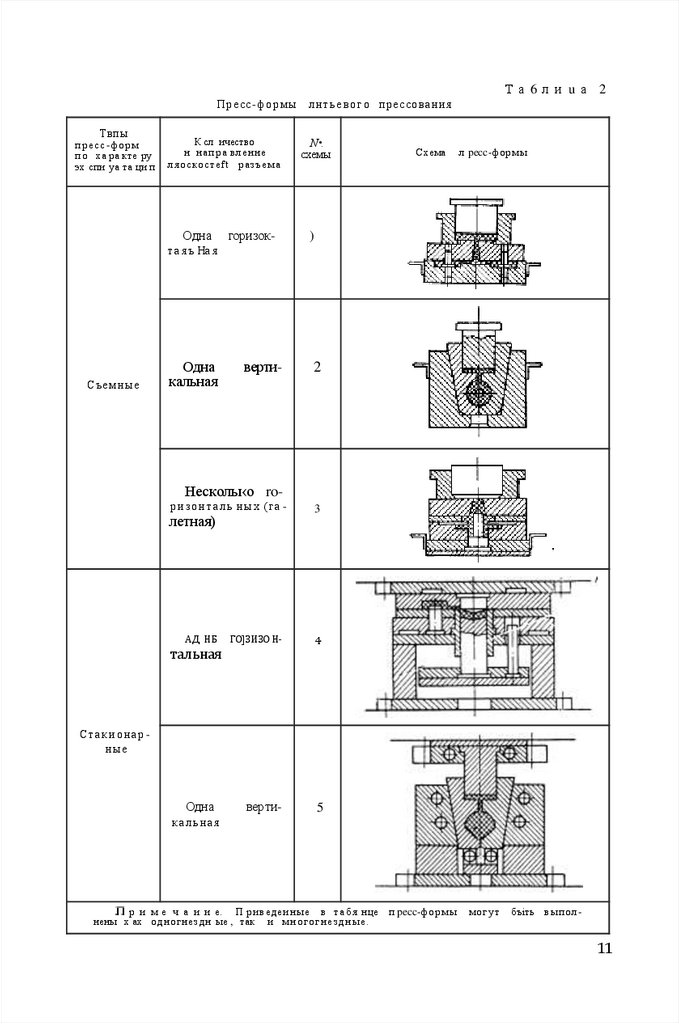
Пресс-формы литьевого прессования
Пресс-формы этого типа распространены значительно меньше,
чем пресс-формы прямого прессовани я. Характерно, что оформляющая полость этих пресс-форм не служит одновременно заrpузочпой камерой для пресс-материала, так как замыкание оформляющей полости происходит до его поступления. БлагоАаря этому
способом литьевого прессовани я можно изготавливать изделия
повышенной точности и со сложной многочисленной арматурой.
В табл. 2 приведены некоторые разновидности литьевых прессформ.
7
9.
Та6ли ца 1Пресс-формві прямого прессования
Т нлы п pecc-форм
Wоличес*Ьо
и направяение п лосхостеА pasxeua
с >.
Одна горизонталь-
Схема п pecc-фо рмы
1
Ная
Съемны е
Открытый
Зіlкрнтый
Две горизонтальнee
2
OA«a горизонтальная
3
Две горизонтальные
4
Одна вертикальная и оАна горизон-
Полузат‹ры-
8
ОАна горизонталь-
5
G
10.
II родол жеітие з абл. 1Количество
ii iim равиен ne nooci‹ocтeIt разъема
Cxeua пpecc -формія
ø
no xouci pyzuøø aarpyiaou ioù xaepM
no xa paicrepy
sxcnnyai atțuu
Tипui п pecc-фо рм
Съемные
Две горизонтальные
7
'
Полу закрытый
OAпa
вертикаль8
Открытый
Одна горязонтая ьная
9
Закрыа'ый
ОАна горизонтаяьнап
10
Стационарные
ная и одна горнзонтальная
9
11.
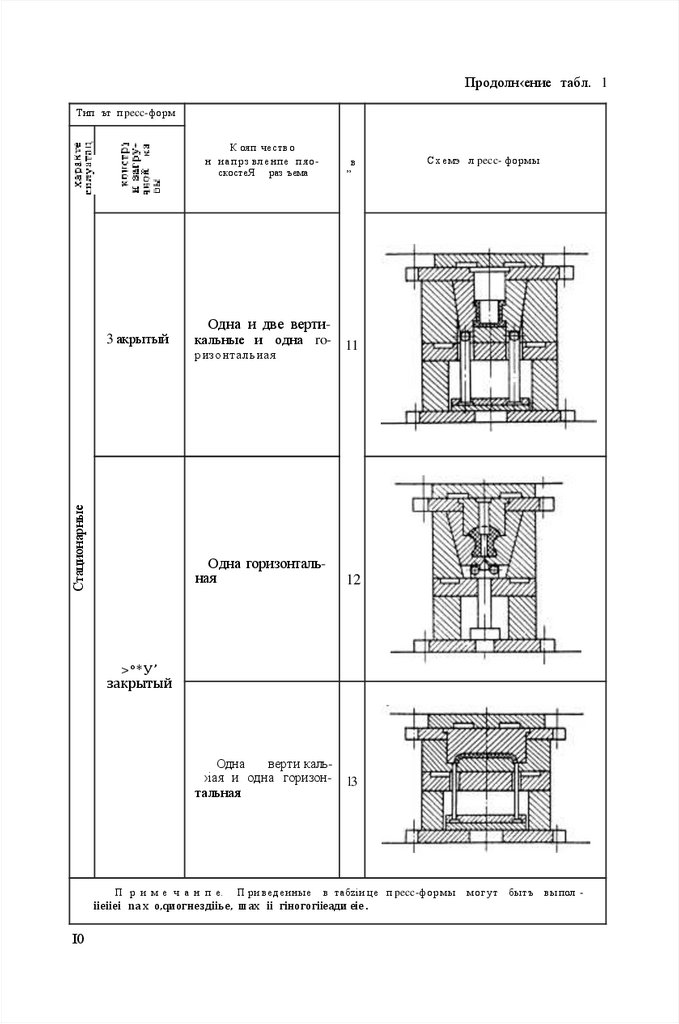
Продолн‹ение табл. 1Тип ът п pecc-форм
К ояп чество
н и а п р з в ленпе пяоскостеЯ раз ъема
3 акрытый
в
”
Схемэ л pecc- формы
Одна и две верти-
кальные и одна ro- 11
Стационарные
ризонтальиая
Одна горизонтальная
12
Одна
верти каль›іая и одна горизон-
l3
>°*У’
закрытый
тальная
П р и м е ч а н п е.
П ри ведеиные
в табzіи це п pecc-формы
іiеіieі na х о,qиогнездііье, шах ii гіногогііеади eie .
І0
могут бытъ вы пол -
12.
Та 6л и uа 2Пресс-ф о р м ы
Твпы
пресс-форм
по ха ра кте ру
эх спи уа та ци п
К сл ичество
н напра вленне
ляоскостеft разъема
Одна
л н т ь е в о г о прессования
N•.
схемы
горизок-
)
верти-
2
Схема
л pecc-формы
т а я ъ На я
Съемные
Одна
кальная
Несколы‹о ro-
р и з о н т а л ь н ы х (га -
летная)
АД НБ
3
ГО]ЗИЗО Н-
4
верти-
5
тальная
Стакионарные
Одна
кальная
р и м е ч а и и е. П риведеиные в табя нце п pecc-формы
нены х ах одногнездн ые , так и многогнездные.
могут
бъіть в ыпол-
11
13.
Пресс-формы литьевого прессовани я различают еще по констр укции загрузочной (питьевой) камеры. Существуют прессформы с загр узочной камерой, расположентіой либо в вер хнейчасти (табл. 2, схемы 1 и 3), либо в нижней части пресс-формы
(табл. 2, схема 4). Загрузоч ные камеры та кже могут быть выполнены в непосредственной близости к формующей полости. Такие
камеры называют совмещенными (табл. 2, схемы 2 и 5).
Пресс-формы литьевого прессовани я различают еще по конCTQ
КЦИИ ЛИТНИКОВОЙ СИCTeMЫ .
Все пресс-формы литьевого прессовагіи я независимо от их
констр укции примен яют, ка к правило, для переработки термоpeaктивных материалов.
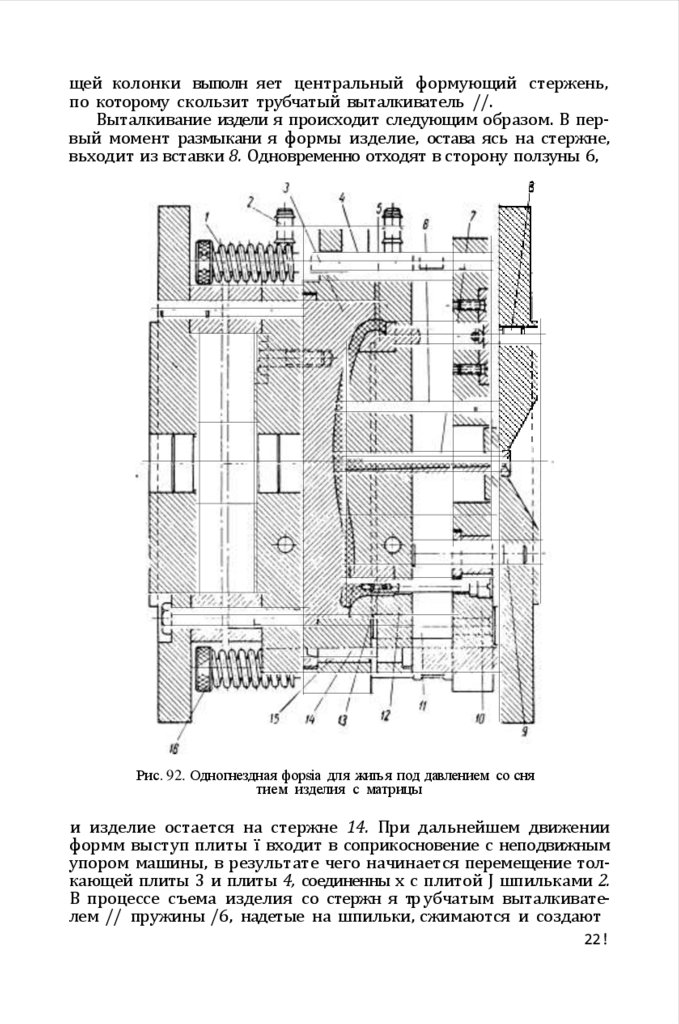
Формы для литья под давлением
Формы для лить я под давлением представь яют собой разновидность пресс-форм литьевого прессования и принципиально отличаются от них только отсутствием загрузочной т‹амеры. Обычно этгі
формы стационар ные и снабжены индивидуальными вытал кивающими устройствами.
Формы устанавливают на специальные литьевые машипы, называемые термопластавтоматами, на которых осуществл яется весь
процесс изготовлени я изделий.
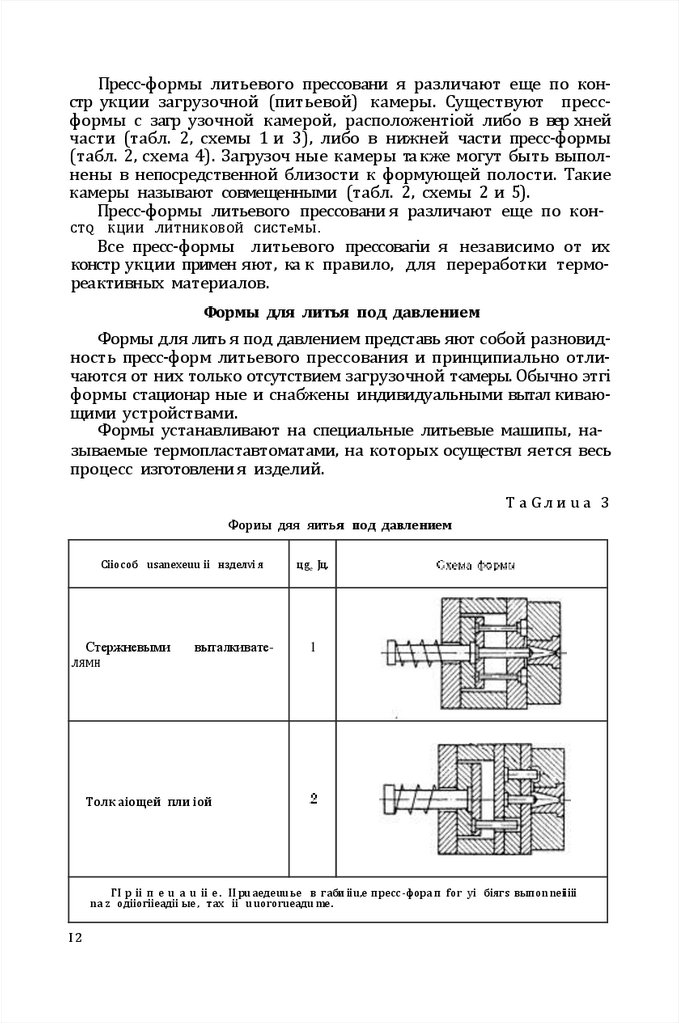
ТаGлиuа 3
Фориы дяя яитья под давлением
Сііособ usanexeuu ii нзделvі я
Стержневыми
выталкивате-
цge Јц,
1
ЛЯМН
Толк аіощей пли iой
ГІ р ii п е u а u ii е . II pu аедеuuье в габи iiu,e пpecc -фоpa п for yi біягs выпon neiiiii
na z одііогііеадіі ые , тах ii u uororueaдu me.
І2
14.
По способу извлечегіи я издели я различаіот две разновидностиформ для литья под давлением: 1) формы со стержневыми выталкивателями и 2) формы с толкающей плгітой.
Помимо этого, формм длн литья под давлением классифицир уют
по числу и направлению плоскостей разъема, а также по некоторым
конструктивным особенНостям литниковых систем.
В табл. 3 приведены стационарные формы для литья под давлением.
‘
Формы для литья под давлением примен яют обычно для переработки термопластических материалов.
2. ВЫБОР ТИПА ФОРМЫ
Определение типа формы, потребной для изготовлени о данного
изделия, является основной и наиболее сложной задачей в процессе
ее конструирова ния. От конструкции формы зависит качество прессуемых деталей и их себестоимость. Правильно сконструированная форма должна пр'едусматривать простую и дешевую технологию
изготовления, быть износоустойчивой и удобной в эксплуатации.
Выбор типа и конструкции формы следует начинать с определения способа получения изделия.
Выбор способа получения изделия
В настоящее врем я наибольшее распростра нение имеют следующие способы получени я изделия: пр ямое прессова ние, литьевое прессование и литье под давлением.
С п о с о 6 о м п р я м о г о п р е с с о в а н и я могут быть
получены издели я из любого пластического материала, любой величины и конфигурации. Исключение составе яют издели я, имеющие сквозную (высту пающую из издели я с двух или более сторон)
арматуру или арматуру, котора я под действием давления может
деформироваться. Этим способом нельзя таІ‹же получать издели я
со сквозными отверсти ями ма лого диаметра (до 3 лл) или отверстиями, расположенными перпендикулярно направлению прессования.
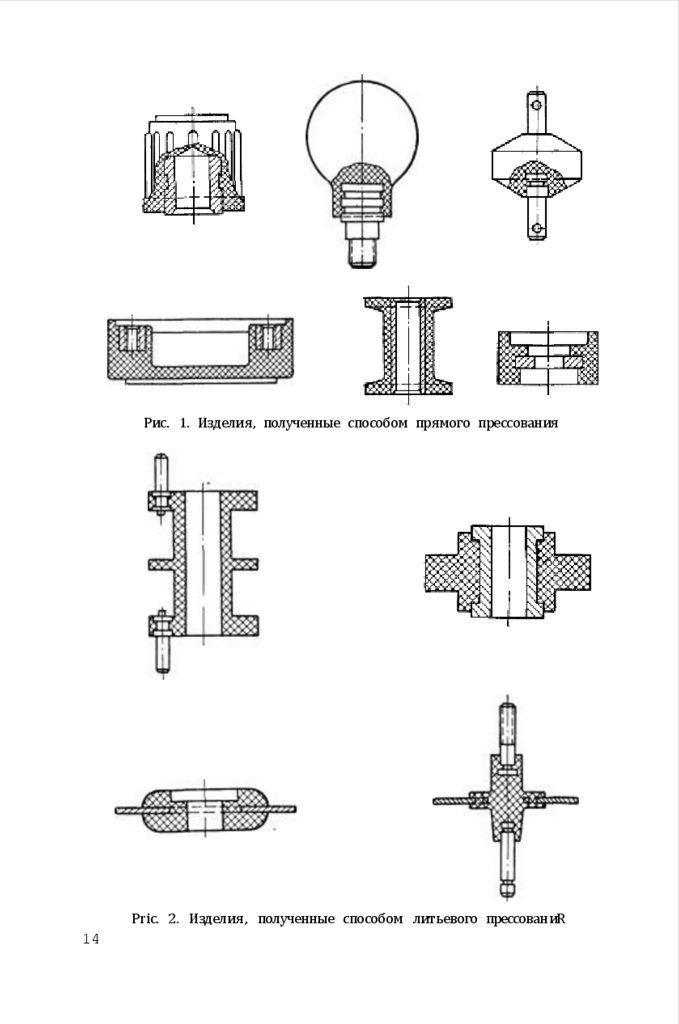
На рис. 1 изображены типовые издели я, полученные этим способом. Все изделия содержат арматуру.
С п о с о 6 о м л и т ь е в о г о п р е с с о в а н и я можно
прессовать изделия только из пластически х масс с хорошей текучестью (не ниже 100 мм по Рашиг у для термореактивных пластмасс). Примен яіот его для получения изделий характерной конфигурации и повышенной точности в направлении разъема, т. е.
таких изделий, которые невозможно изготовить пр пмым прессованием. Под повышенной точностью в данном случае следует понимать болылуіо стабилшіость размеров.
Изделия, xapa ктерные для литьевого прессова ния, представлены на рис. 2.
15.
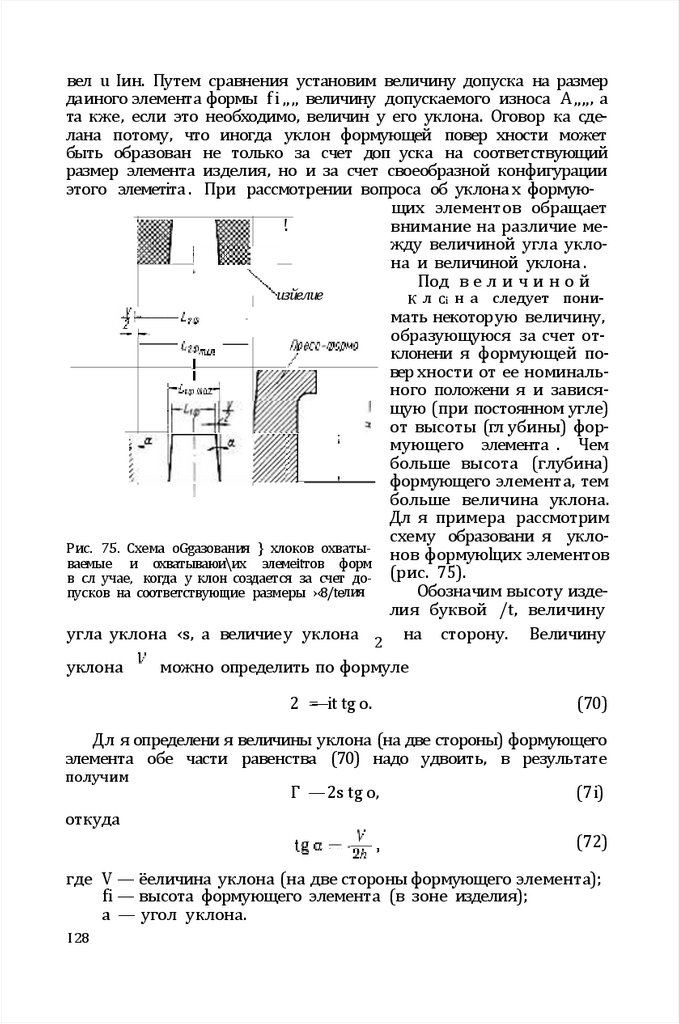
Рис. 1. Изделия, полученные способом прямого прессованияPric. 2. Изделия, полученные способом литьевого прессованиR
14
16.
Л и т ь е м п о д д а в л е н и е м получают главным образомизделия из термопластич ных материалов. Для производства изделий из термореактивных пресс-материалов этот способ имеет orpa ниченное применение.
Литьем под давлением можно получать изделия любой величины и конфигурации с различной арматурой.
Выбор конструкции формы
При выборе констр укции формы следует руководствоваться
двумя основными услови ями — простотой и надежностью в работе.
Конструктивная разработка пресс-форм начинается с определени я
следующих основных эксплуатационных характеристик проектируемой формы:
1)
положения изделия относительно направления разъема
формы;
2) направления и коли•Іества необходимых плоскостей разъема;
3) характера эксплуатации (стационарная или съемна я);
4)
механизма для удаления стержней или вставок (если это
необходимо);
5) количества гнезд;
6)
конструкции загрузочной камеры (для пресс-формы прямого и литьевого прессования);
7) способа выталкива ния и съема изделия.
При определении положения в форме необходимо учитывать
следующее. Изделие должно быть расположено та к, чтобы имеющиеся в нем отверстия или углублени я были по возможности перпендикул ярны к плоскостям разъема формы. Кроме того, оно
должно иметь наименьшую площадь прессовани я, а арматура занимать наиболее устойчивое положение относительно основного
потока пластического материала.
Количество и направлетlие плоскостей разъема зависят в основном от формы издели я и положени я, в котором его прессу ют.
При констр уирова ипи съемной формы надо стремиться к уменьшению числа плоскостей разъема, та к как это способствует уменьшению ее износа, а следовательно, увеличениіо срока службы Кроме
того, это улучшает внешний вид изделия.
Выбор между съемной и стационарной констр укциями прессформ следует производить руководствуясь их эксп.яуатационными
возможностями и экономическим фа ктором, а та кже способом получения изделия.
Съемным формам отдают предпочтение в тех случа ях, когда
необходимо отпрессовать небольшую партию мелки х изделий или
когда отсутствует специальное обор удование, допускающее установку стационарных форм. Кроме того, съемные пресс-формы
значительно дешевле. Вследствие небольшого допускаемого веса
съемных пресс-форм применять их для изготовления крупных
rs
17.
изделий me рекомендуется. Примен яют съемные пресс-формы, ка кправило, дл я получени я изделий из термореа ктивных пластических материалов.
Стаііиогіарные пресс-формы обладают р ядом преимуществ перед
съемными. Применепие их значительно облегчае† труд рабочегопрессовщика и способствует повышеНию ііроизводителыіости
труда. При т‹онструировании стационарных пресс-форм следует
стремиться к максимальной механизации процесса освобождени я
издели я. Механизмы, используемые при этом, должны быть просты в
эксплуатации и работать с гіезначительгіой сма зкой . Последнее
требова ние обусловлено тем, что они работают при высоки х температурах. Для этой цели примен яют клиновые, шарнирные, винтовые, эксцентриковые и другие механизмы.
Количество гнезд в пресс форма х определ яют исходя из мощности примен яемого оборудовани я и потребного количества изделий.
При выборе конструкции загр узочной камеры, котора я может
быть двух видов — индивидуальна я (на каждое изделие) и общая
(на гіесхольхо одновременно прессуемы х изделий),руховодствуются
формой и материалом изделия. Не следует проектировать общую
загр узочную камер у для изделий сложной конфигурации, так
как это сопр яжено с тр удностями экономичного и х размещения на
выбранной площади прессования.
Структура пресс-материала оказывает также влияние на выбор
вида загр узочной камеры. Та к, для пресс-матер иалов с длинноволокнистым наполнителем нежелательно примеііение пpeccформы с общей загрузочной хамерой.
Способ выталкивани п определяется главным образом формой
издели я. Выталкиватели в оформл яющей полости формы размещают так, чтобы выталкивание издели я проходило равномер но;
при неравномер ном выталкивании может произой ти ‘его короблегіие, перекос или даже поломка.
3. ОПРЕДЕЛ ЕНИЕ tt0ЛИ ЧECTBA ГНЕЗД В ФОРМЕ
Количество гнезд в проектируемои форме определ яіот, руководству ясь экономическими и эксплуатационными факторами,
а также конструктияными особенностями самого изделия.
Перед тем как приступить и решениio этого вопроса, следует
уста новить, пасколько раіlиональгіо нримеііение многогнездной
формы к данном у издел иіо. Не следует констр уировать мпогоггіездііые формы для изделий , имеіощих многоч исленнуіо арматуру,
та к как это повлечет за собои большие затраты рабочего времени
на вспомогательных операци ях. Не рекомендуется конструирова ть мНогогнездные формы для изделий сложной конфигурации
(в напра влении прессова ни я). В этом случае происходит нерациональное увеличение габаритов пресс-формы.
16
18.
При определении количества гнезд съемны х пресс-форм, крометого, необходимо соблюдать установленные весовые нормы, та к
как, помимо прочи х факторов, вес этих пресс-форм ітаходится
в зависимости от количества гнезд и размеров изделия.
Однако при определении количества гнезд следует руководсгвоваться не только конструктивными особенностями изделия
и производственной мощностью оборудовани я. Количество гнезд
должно определ яться с учетом организационно-тех нически х показателей, одним из которых являетс я число одновременно получаемых изделий. Это необходимо дл я обеспечени я ритмичной работы участка (цеха) по выпуску данных изделий, так как, руководствуясь числом одновременно получаемых изделий и найдеНгіым
впоследствии оптимальным числом гнезд, можно определить количество форм, потребное дл я производства определенного количества данных изделий .
Число одновременно получаемых изделий можно определить
по следующей формуле:
(1)
ф0Нd '
где Пи, — ЧНСлО одновременно производимы х изделий в шт.;
tpp — время, потребное дл я изготовлени я одного изделия,
в лпв (с учетом затрат времени на вспомогательные
операции);
и — месячное (квартальное, годовое) задание по выпуску
данных изделий в шт.;
tфорд— месячный (квартальный, годовой) фонд временй в мин.
Время, потребное для изготовления одного изделия /„, из
термореа ктивных материалов, в заводской практике определ яют
с помощью следующей формулы:
tz. )1,07
(2)
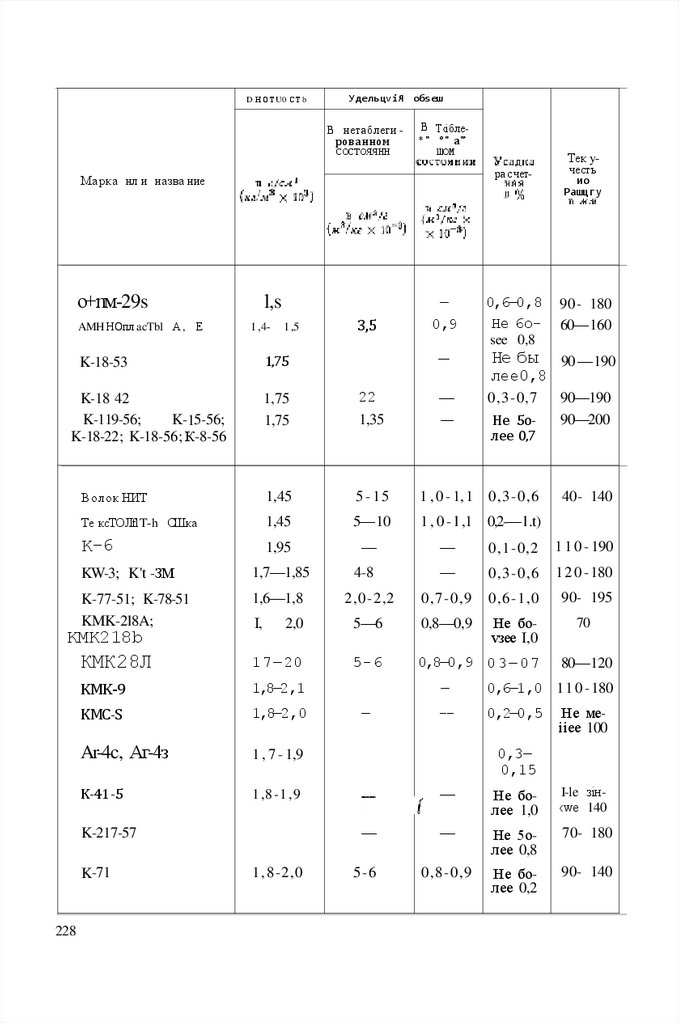
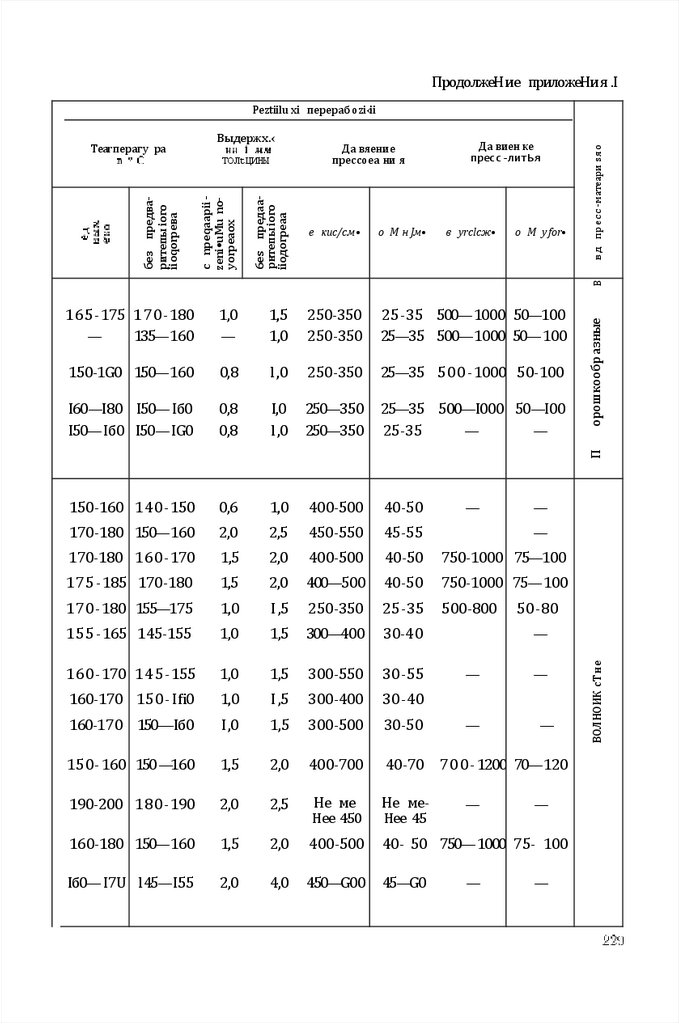
где 6 — наибольша я толщина стенки получаемого издели я в ли;
/, — величина выдержки времени в лпп на 1 лл наибольшей
толщины изделия (см. приложение I);
t . — время на вспомогательные операции (неперекрываемое
время) по обслужива нию формы и оборудовани я в лпв;
л — число гнезд формы, ono может быть определено с помощью
формул (5) и (7).
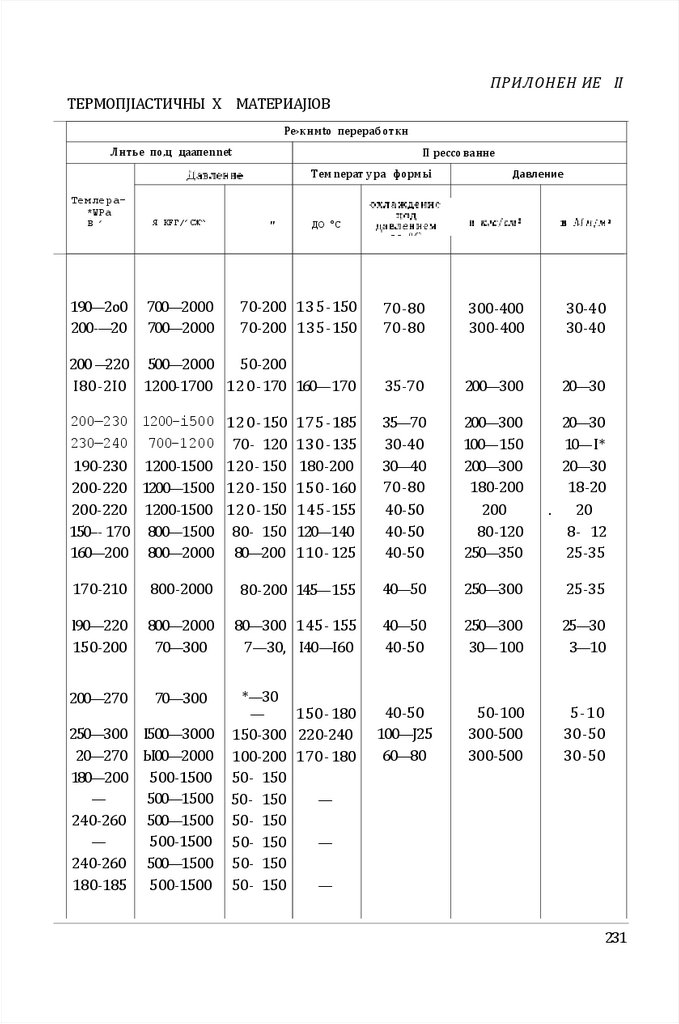
Времп, потребное /tлп изготовлени я одного издели я f,з„ пол yчаемого литьем под давлением из термопластически х материалов,
может бмть определено по формуяе
,z + tz. g) 1,05
(3)
где /,„
время выдержки под давлением в мин,
!м — машинное время в сон.
17
19.
При определении частных значений /, i#t !м› ! . обычно пользуются нормативными и опытно-статистическими данными. Окончательный расчет производят руководству ясь производственноймощностью выбранного оборудования.
Методика оі‹ончательного расчета количества гнезд в формах
для каждого из способов получени я изделий различ на. В св язи
с этим в цел ях конкретизации материала дальнейшее рассмотрение вопроса об определении числа гнезд в формах будет производиться применительно к трем основным способам получени я изделия.
Количество гнезд в пресс-формах прямого прессования
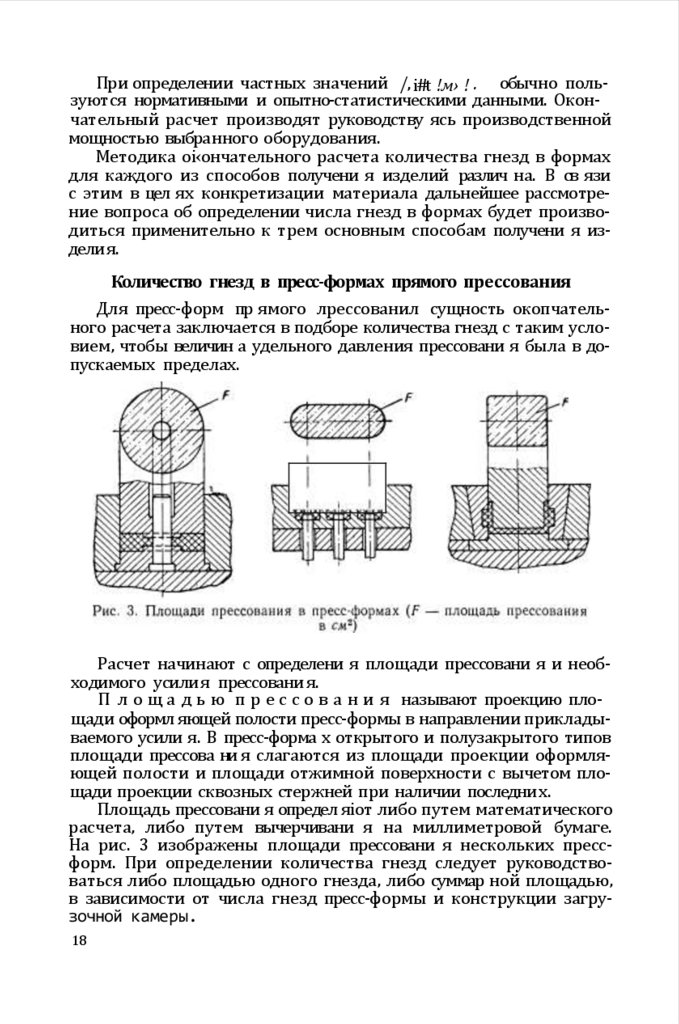
Для пресс-форм пр ямого лрессованил сущность окопчательного расчета заключается в подборе количества гнезд с таким условием, чтобы величин а удельного давления прессовани я была в допускаемых пределах.
Расчет начинают с определени я площади прессовани я и необходимого усилия прессовани я.
П л о щ а д ь ю п р е с с о в а н и я называют проекцию площади оформл яющей полости пресс-формы в направлении прикладываемого усили я. В пресс-форма х открытого и полузакрытого типов
площади прессова ни я слагаются из площади проекции оформляющей полости и площади отжимной поверхности с вычетом площади проекции сквозных стержней при наличии последни х.
Площадь прессовани я определ яіот либо путем математического
расчета, либо путем вычерчивани я на миллиметровой бумаге.
На рис. 3 изображены площади прессовани я нескольких прессформ. При определении количества гнезд следует руководствоваться либо площадью одного гнезда, либо суммар ной площадью,
в зависимости от числа гнезд пресс-формы и конструкции загрузочной камеры.
18
20.
У с и л и е п р е с с о в а н и я — это усилие, необходимоедл я получен ия одного или нескольких одновременно прессуемы х
изделий.
Рассчитывают его по формуле
Р —
—Fq,
(4)
где Р — усилие прессовани я в кгс,
F — площадь прессовани я в ел°;
q — давление прессовани я в кгсlсм*.
Величина давлепия прессовани я зависит от мар ки материала ,
степени сложности издели я и от способа его получетіия. Значения
давлений для различных материалов приведены в приложени ях
Величина давлени я прессовани я для данного материала не
всегда постоянна, она может колебаться в определенных пределах.
Например, текстолит-крошку прессуют гіри давлении 450—
550 кгсlсм*, в зависимости от формы изделия. Чем сложнее конфигурация изделия, тем выше должно быть давление прессования.
Окончательный расчет количества гнезд в пресс-форма х прямого прессования производят по формуле
ft —
где
Р- 1,2 ›
(5)
в — число гнезд;
N — номинальное усилие пресса в кгс,
Р — усилие, потребное для прессования одного или нескольких изделий, в кис.
Количество гнезд в пресс-формах лнтьевого прессования
В пресс-форма х литьевого прессовани я с вер хней загрузочной
камерой и горизонтальной плоскостью разъема окончательный
расчет количества гнезд производят руководству ясь величиной
площади проекции загрузочной камеры. Эту величину считают
исходной, потому что она зависит от вполне определенных величин
необходимого давлени я прессовани я и номинального усили я выбранного пресса.
Разогретый пластический материал под давлением обладает
упругими свойствами, благодар я которым он способен почти без
изменени я передавать по всем направлени ям производимое па
него давление. В силу этого свойства в процессе работы прессформы в ней возникают разноча правленные усили я. Рассмотрим,
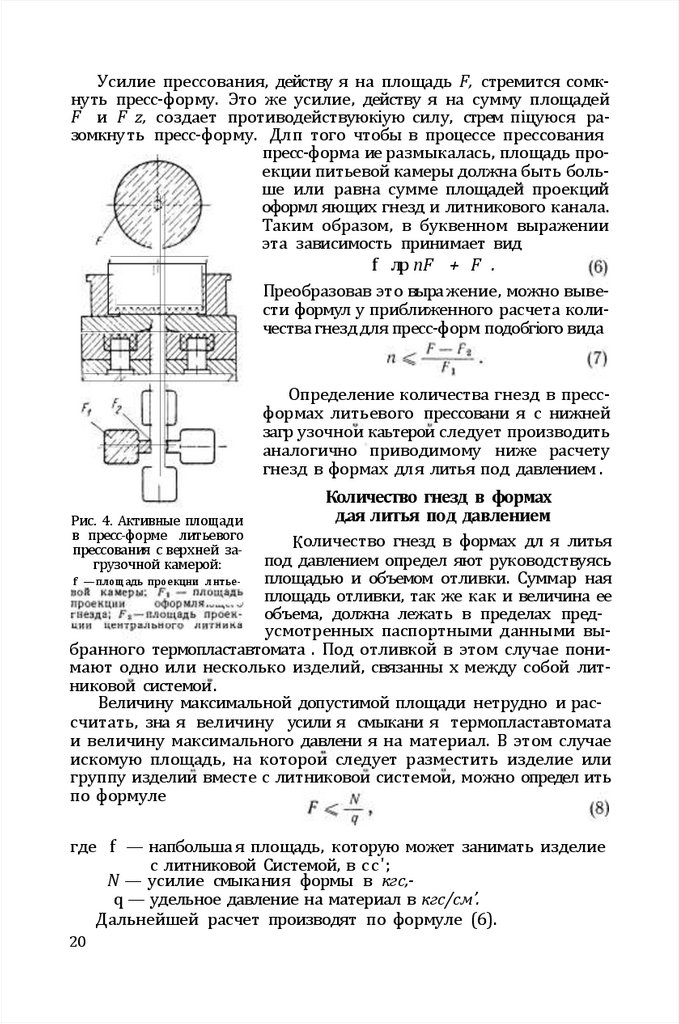
как они распредел яются, на ііримере съемной пресс-формы, изображенной на рис. 4.
Для упрощени я объединим площадь проекции оформл яющего
гнезда и площадь проекции литникового канала и обозначим эту
суммарную площадь буі‹вой F .
2”
19
21.
Усилие прессования, действу я на площадь F, стремится сомкнуть пресс-форму. Это же усилие, действу я на сумму площадейF и F z, создает противодействуюкіую силу, стрем піцуюся paзомкнуть пресс-форму. Длп того чтобы в процессе прессования
пресс-форма ие размыкалась, площадь проекции питьевой камеры должна быть больше или равна сумме площадей проекций
оформл яющих гнезд и литникового канала.
Таким образом, в буквенном выражении
эта зависимость принимает вид
f лр nF + F .
Преобразовав это выра жение, можно вывести формул у приближенного расчета количества гнезд для пресс-форм подобгіого вида
Определение количества гнезд в прессформах литьевого прессовани я с нижней
загр узочнои каьтерои следует производить
аналогично приводимому ниже расчету
гнезд в формах для литья под давлением .
Количество гнезд в формах
д.ая литья под давлением
Рис. 4. Активные площади
в пресс-форме литьевого
Количество гнезд в формах дл я литья
прессования с верхней запод давлением определ яют руководствуясь
грузочной камерой:
площадью и объемом отливки. Суммар ная
f —площадь проекцни лнтьеплощадь отливки, так же как и величина ее
объема, должна лежать в пределах предусмотренных паспортными данными выбранного термопластавтомата . Под отливкой в этом случае понимают одно или несколько изделий, связанны х между собой литниковои системои.
Величину максимальной допустимой площади нетрудно и рассчитать, зна я величину усили я смыкани я термопластавтомата
и величину максимального давлени я на материал. В этом случае
искомую площадь, на которои следует разместить изделие или
группу изделии вместе с литниковои системои, можно определ ить
по формуле
где f — напбольша я площадь, которую может занимать изделие
с литниковой Системой, в cc';
N — усилие смыкания формы в кгс,q — удельное давление на материал в кгс/см’.
Дальнейшей расчет производят по формуле (6).
20
22.
4. OПPЕДЕЛ ЕНИ Е ВЫСОТЫ ЗАГРУЗОЧ НОЯ KAMEP ЫЗагр узочной камерой называют часть пресс-формы, предназначенную для размещени я пресс-материала.
В пресс-форма х пр ямого прессовани я загрузочна я камера непосредственно связа на с формующей полостью п фактически является ее продолжением. В пресс-форма х литьевого прессовани я
она представь яет собой специальную камер у-ти гель, размещенную обычно надформуіощей полостью и св язаиную с пей литни ковой
системой.
В обоих случа ях высота загрузочной камеры зависит от целого
р яда условий , продиктованных соображени ями констр уктивного
и тех нологического характера . Рассмотрим, как следует производить определение этих высот для перечисленных видов прессф°P*Высота загрузочной камеры пресс-формы прямого прессования
Говор я о высоте загрузочной камеры пресс-формы прямого прессования, прежде всего следует уточнить rpaницу, от которой
эту высоту нужно отсчитывать. Для определени я нижней граііицы
нет какого-либо общего правила, пригодного для любой прессформы. В каждом отдельном случае вопрос об ее определении
должен решаться исходя из конструкций изделия и пресс-формы.
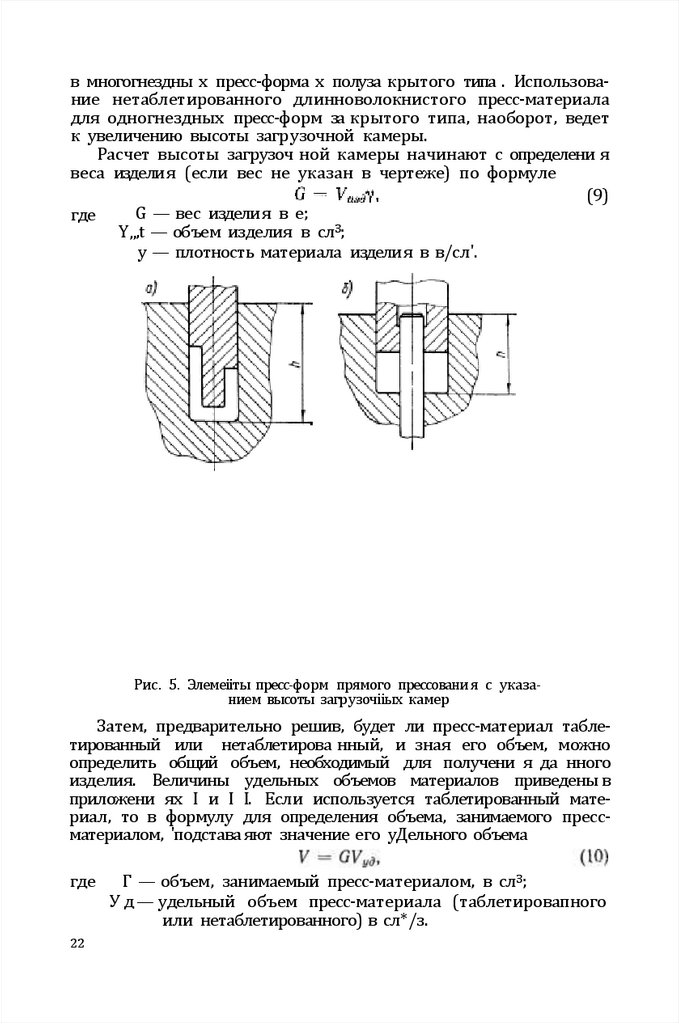
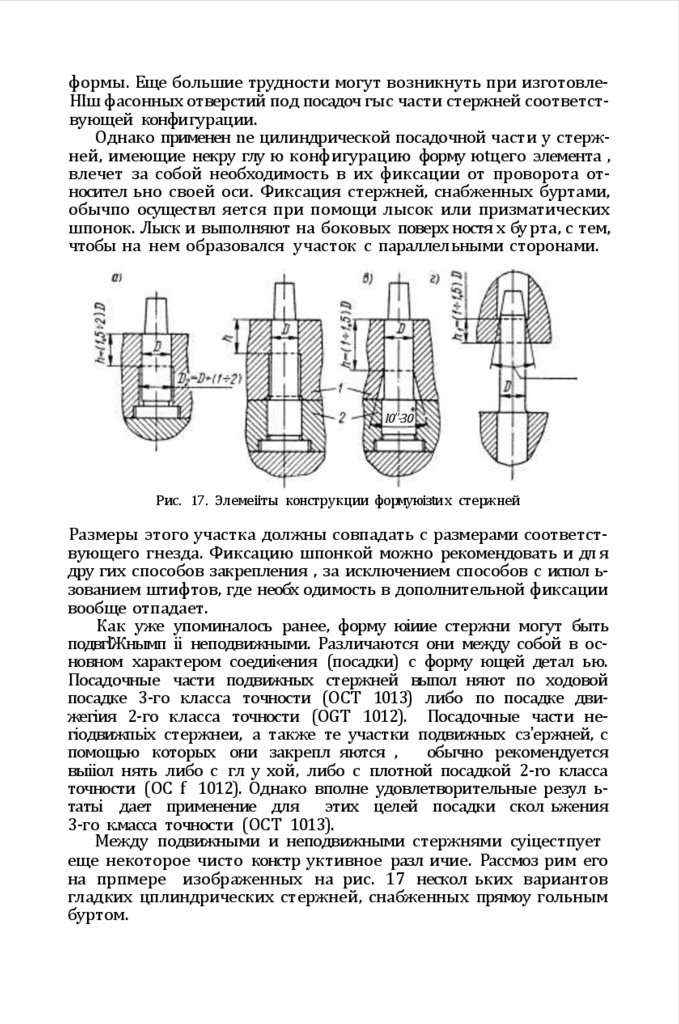
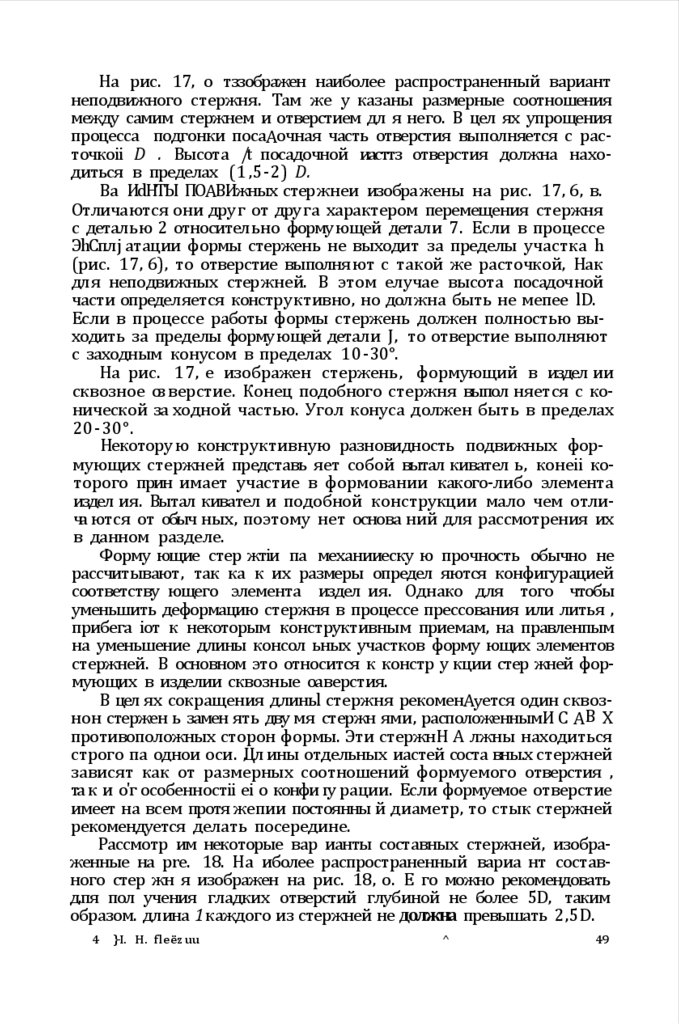
Рассмотрим схематично изображенные на рис. 5 элементы прессформ с указаііием высоты h загрузочной камеры.
На рис. 5, о, 6 йоказа ны элементы пресс-форм, в которых нижняя граница загр узочной камеры отсчитывается от дна формующей
полости. Этот наиболее благопри ятный для размещени я прессматерИала вариант в практике встречается довольно редко.
Чаще всего нижняя rpnниіtа загрузочной камеры проходит
по плоскости отжимной кромки (рис. 5, о) или через формующую
полость (рис. 5, з). Камера, изобра женпа я на рис. 5, в, представь яет собой вариант сложного строени я загр узочной камеры,
когда ее высота складывается из двух величин: высоты некоторой
части формующей полости /tt и высоты камеры /t,.
Отметим факторы, влияюиtие на высоту загрузочных камер:
1) тип пресс-формы (полузакрыта я, закрытая);
2) количество гнезд (дл я полузакрытых пресс-форм);
3) удельный объем пресс-материала;
4)
вид загружаемого пресс-матергlала (таблетированный, нетаблетированный);
5)
степень участия формующей полости в размещении прессматериала (таблетирова нгіого);
6) коэффициент заполнени я (для таблеток).
Все эти факторы оказывают различное вли яние на высоту
загр узочной кзмеры. Так, использование таблетированного прессматериала позволяет резко сократить высоту камеры, особенНо
21
23.
в многогнездны х пресс-форма х полуза крытого типа . Использование нетаблетированного длинноволокнистого пресс-материаладля одногнездных пресс-форм за крытого типа, наоборот, ведет
к увеличению высоты загрузочной камеры.
Расчет высоты загрузоч ной камеры начинают с определени я
веса изделия (если вес не указан в чертеже) по формуле
(9)
G — вес издели я в е;
где
Y„,t — объем изделия в слЗ;
у — плотность материала издели я в в/сл'.
Рис. 5. Элемеііты пресс-форм прямого прессовани я с указанием высоты загрузочііых камер
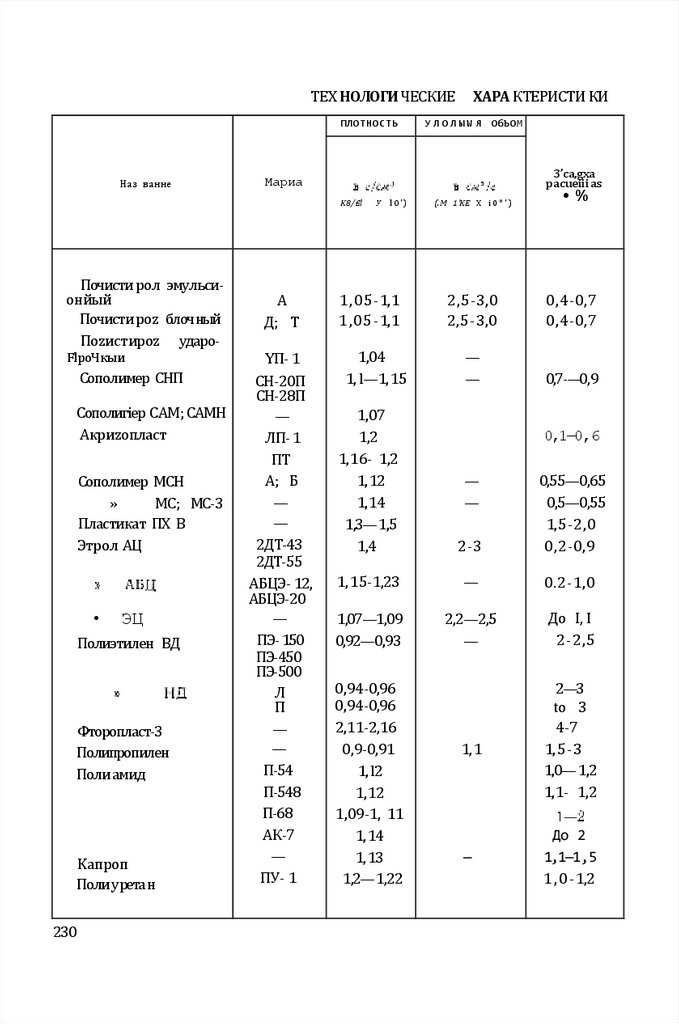
Затем, предварительно решив, будет ли пресс-материал таблетированный или нетаблетирова нный, и зная его объем, можно
определить общий объем, необходимый для получени я да нного
изделия. Величины удельных объемов материалов приведены в
приложени ях I и I І. Если используется таблетированный материал, то в формулу для определения объема, занимаемого прессматериалом, 'подстава яют значение его уДельного объема
где
22
Г — объем, занимаемый пресс-материалом, в слЗ;
У д — удельный объем пресс-материала (таблетировапного
или нетаблетированного) в сл*/з.
24.
Определив общий объем, надо решить, какое количество пpeccматериала при ходится на загрузочну ю камеру, так ка к некотороеколичество его (особенно при использова нии нетаблетирова иного
коротковолокнистого пресс-материала) может распределиться
в той части формуіощей полости, котора я не входит в высоту
загрузочной камеры, что повлечет за собой (рис. 5, о, е) уменьшение размещаемого в ней пресс-материала. Если в зоне загр узочной
камеры находятся части формующи х элементов (например, стержень на рис. 5, 6), наблюдается обратное явление.
Учитыва я все эти факторы, напишем формулу дл я определени я
величины объема пресс-материала, при ходящегося на загр узочну ю
камеру,
|—Гg 1,
(i 1)
— —[(Г,п) —
где
— объем пресс материала, приходящегося на загрузочнуіо
камеру, в слЗ;
Г, — часть объема пресс-мате ала, приходящегося на одну
формующую полость, в
П —
ЧИСЛО фO]Э М ЮЩИ Х ПОЛОСТНи , П}ЭИХ ОДПЩИ XC Я 1-IIt ОДИ
ЗБ -
грузочную камеру;
Yg — объем, занимаемый частью формующи х элементов, нахоДЯЩИ ХС Я В 301-іН КБivIH]ЭЫ , В 0 Л ' .
Существенное значение в пpoiiecce определени я высоты загр узочной камеры имеет коэффициент заполнения ё, xapa ктеризующий
соотгіошение полезного объема загр узочной камеры к действительному объему загружаемого пресс-материала. Для коротковолок нистых и некоторы х длинноволокнистых сыпучи х (нетаблетированных) пресс-матер иалов коэффициент заполнени я ё = 1. При
использовании таблетированного пресс-материала коэффициент
заполнени я oбьічнo колеблется в предела х от 1,4 до 2 в зависимости от формы таблетки и конфигурации загрузочной камеры.
Уменьшения его можно достичь лишь путем плотной укладки таблеток в загр узочной камере (что допустимо только на съемны х
пресс-формах) или примен яя специальную таблеточную прессформу, дающую таблетку, близкую по конфигураиии к изделию.
В этом случае высота за rp узочной камеры будет равна толщине
таблетки плюс 0,5:— 1,0 cc.
Разберем пример по определению коэффициента заполнения.
П р и м е р. Загр узочна я камера представзі яет собой полый цилитідр диа метром 10 cc и полезной высотой 5 cc. Объем этой камеры будет
3,14 100
F= п D°
4
Примен яем таблетки диаметром 3 cc и толщиной 1 cяt, полученные на таблеточной
машине. При свободііой засыпке оказалось, что в камере разместилась 31 таблетка.
Принимая во внимание, что объем кажАой таблетки
3,14 9
—7,06 гл^ (706- 10-^ м^),
4
23
25.
объем 31 з'аблетки будетPt
-7,06 31 — 218,8 c3t3 (2188 10‘ ' в°).
Для /taнï‹oгo сяучзя коэффициент запоагіеlіи я
Г
392,5
Г, "” 218,8
— 1,79.
Определив величину коэффициента заполнения, перейдем
к расчету высоты h загр узочной камеры. Ее можно определить
по формуле
(12)
h
(0,5-.— 1,0) сж,
F
где k — коэффициент заполнения;
f — площадь горизонтальной проекции загрузочной камеры
в сл°.
Величина, равная 0,5-1 , 0 cc, введена в формулу для того,
чтобы несколько увеличить высоту загрузочной камеры. Это увеличение необходимо для осуществлени я беспрепятственного (со
стороны пресс-материала) захода пуансопа, а также на случай
увеличени я навести пресс-матер иа ла , возможного из-за технологических потерь, возникающих в процессе получения изделия.
Когда общий объем необходимого пресс-материала Г равен
объему
(рис. 5, а), приходящемуся на загр узочную камер у,
формула (12) примет вид
I(0,5:—1,0) uж.
(ІЗ)
Высота загрузочной камеры пресс-формы
яитьевого прессования
При определении высоты камеры в пресс-форма х литьевого
прессования в основном можно р уководствоваться методом, предложенным для пресс-форм пр ямого прессования с учетом обязательных потер ь пресс материала за счет некоторой его части,
оста іощейся в загр узочной камере и литниковой системе. Величина
эти х потерь зависит от размеров и конфигурации литниковой
системы.
Объем пресс-материала, загр ужаемого в камер у, олредел яем
по формуле
Г = [(Г„tri) —
рV I V z,
(14)
где
V, — объем литниковой системы с учетом объема остатка,
приходящегося на aarpузочную камеру, в слЗ;
V,pz — удельный объем загружаемого пресс-материала в сл"/е.
Для случа я, когда вес изделия известен, формула примет яид
Г — [(Gл) /—(Иду) ] Vyн,
(l5J
где G — вес одного изделия в z.
24
26.
Получив объем пресс-материала , определ яем высоту загр узочтіой питьевой камеры пресс-формы, руководствуясь формулой (13).Коэффициент заполнения тот же.
При определеlіии высоты съемных загрузочных камер прессформ литьевого прессования необходимо, чтобы площадь горизонтальной проекции камеры отвечала условию, оговоренному формулой (6), иначе в процессе прессовани я возможно размыкание
пресс-формы.
Высота накладных камер ізресс-форм без индивидуального подогрева не должна превышать величину ее диаметра, в противном
случае ухудшаются услови я прогрева пресс-материала. По тем же
соображениям для таблетированного и предварительно не подогретого пресс-материала желательно иметь высоту камеры me более
0,5 ее диаметра.
5. ВЫБОР KOHCTPУ КЦИИ И OПPЕДЕП ЕНИ Е РАЗМЕРОВ
ЛИТНИ KOB0h СИСТЕМЫ
Литниковой системой называют систему каналов, соединяющях
формующую поло,сть с загр узочной камерой питьевой прессформы или с материальным цилиндром термопластавтомата.
В процессе литья эти каналы заполн яются пластическим материалом, который по ним поступает в полость, оформл яющую изделие.
После заполнени я полости материал, на ходящийся в литниковой
системе, отверждается и остается в ней до момента раскрыти я
формы, а затем удаляетсѐ из нее вместе с изделием.
Литниковые системы по своей конструкции. разнообразпы.
Это разнообразие обусловлено конфигурацией и размерами изделия, типом матер иала и его текучестью, а также различными
технологическими особенностями прессуемого изделия.
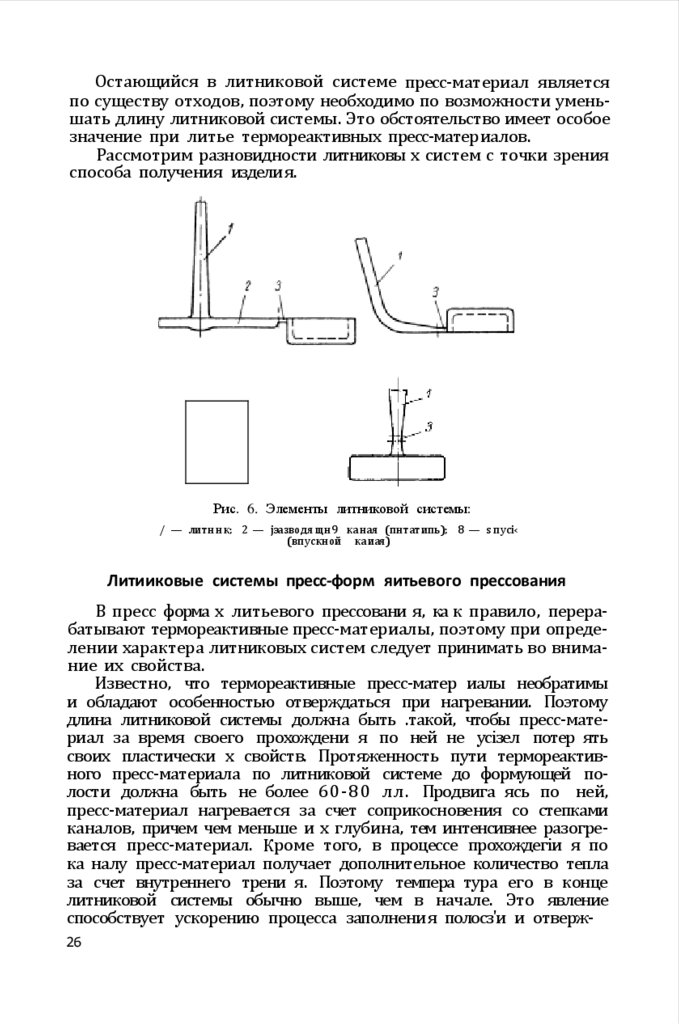
Но несмотря на разнообразие литниковых систем (рис. 6),
к ее элементам может быть применена терминологи я, пригодна я
дл я любой разновидности. Так, часть литниковой системы, непосредственно примыкающую к питьевой загр узочной камере пресс-формы
или соплу термопластавтомата, называіот обычно л и т н и к о м.
Ответвление литника, служащее для подачи ма териала к полости
издели я, называют п и т а т е л е м или разводящим каналом.
И, паконец, часть литниковой системы, примыкающую к формующей полости и по существу явл яющуюся отверстием для проникновеііия в нее материала, называют в п у с к о м или в п у с к
н ы м к а н а л о м.
Наличие всех перечисленных элементов необязательно для
т‹аждой литниковой системы. Существуют системы, состоящие
только из одного литника или вообще без литника . В этом случае
материал из питьевой камеры или сопла попадает непосредственно в формуіощуіо полость. Этот наиболее экономичный вариант
в последгіее время получает все более широкое распространение.
2o
27.
Остающийся в литниковой системе пресс-материал являетсяпо существу отходов, поэтому необходимо по возможности уменьшать длину литниковой системы. Это обстоятельство имеет особое
значение при литье термореактивных пресс-материалов.
Рассмотрим разновидности литниковы х систем с точки зрения
способа получения изделия.
Рис. 6. Элементы литниковой системы:
/ — литн нк; 2 — јэазводя щн9 ка ная (пнтатипь); 8 — s п yci‹
(впускной ка иая)
Литииковые системы пресс-форм яитьевого прессования
В пресс форма х литьевого прессовани я, ка к правило, перерабатывают термореактивные пресс-материалы, поэтому при определении характера литниковых систем следует принимать во внимание их свойства.
Известно, что термореактивные пресс-матер иалы необратимы
и обладают особенностью отверждаться при нагревании. Поэтому
длина литниковой системы должна быть .такой, чтобы пресс-материал за время своего прохождени я по ней не усізел потер ять
своих пластически х свойств. Протяженность пути термореактивного пресс-материала по литниковой системе до формующей полости должна быть не более 60-80 лл. Продвига ясь по ней,
пресс-материал нагревается за счет соприкосновения со степками
каналов, причем чем меньше и х глубина, тем интенсивнее разогревается пресс-материал. Кроме того, в процессе прохождегіи я по
ка налу пресс-материал получает дополнительное количество тепла
за счет внутреннего трени я. Поэтому темпера тура его в конце
литниковой системы обычно выше, чем в начале. Это явление
способствует ускорению процесса заполнени я полосз'и и отверж26
28.
дени я пресс-материала . Исходя из этого, к литниковым системампресс-форм для термореактивны х пресс-материалов предъявл яют
два основных требования:
1) наименьша я протяженность;
2) цаименьшее допускаемое сечение каналов.
Конструирование литниковой системы пресс-формы литьевого
прессовани я следует начинать с определени я места впуска материала и положени я издели я в форме относительно направлени я
литья. При этом нужно руководствоваться следующими соображеНиямИ .
1.
Впускной канал должен быть расположен в таком месте
издели я, которое будет доступно для подхода инструмента при
его зачистке.
2.
Не следует располагать впускной ка нал с лицевои стороны
получаемого изделия, так как она может быть повреждена при
зачистке литника.
3.
Место впуска не следует располагать против установленной в
формуюіцей полости арматуры или стер жн я. В противном случае
будет происходить разделение потока поступающего в полость
материала , которое приведет к у худшению свойств получаемого
издели я. Кроме того, направленный на арматур у поток может
вызвать ее деформацию.
4.
Для создани я наиболее благопри ятных условий при заполненигі формующей полости впускной канал следует располагать
в самом утолщенном месте изделия.
5. Во избежание короблени я следует избегать подвода литниковых каналов к средней части длинны х и тонких изделий сплошного сечения.
6. Чтобы предотвратить возмошный выкол части изделия
вместе с отдел яемым литником, рекомендуется кромку, образующуюся при входе впускного канала в формующую полость, скр углять радиусом 0,5-1 , 0 л л либо выполгі ять с фаской 0,3—
0,5 « х 45°.
Непосредственно влияет на качество получаемой отливки
и направление впускного канала по отношению к оси издели я.
На пример, для издели я типа кольца впускной канал необходимо
направить по касательной к окр ужности контура, дл я глубоких
тонкостенны х изделий — вдоль стенки, т. е. направление впускного канала должно совпадать с направлением продольной оси
изделия.
Определив место расположени я впускного канала, следует переходить к выбор у конфигурации и размеров сечени я впуска, а также
определению прочи х элементов литниковой системы. В практике
констр уирова ния пресс-форм литьевого прессовани я наибольшее
распространение имеют круглые и пр ямоугольные сечения впускных каналов. Впрочем, следует заметить, что определение «пр ямоугольные» носит несколько условный характер, так как стенки
27
29.
канала обычно вмполняlот с углом наклона 3 - 5 ° , поэтому ониимеіот скорее трапециевидн ую, чем прямоугольн ую форму.
С точки зрения формы сечения впуска лучший эффект теплопередачи дает сечение пр ямоу гольной формы. Тонкий впуск этого
сеченип легко обламывается, и при последующей его зачистке
на изделии остается незначительный след. Наименьшую глубин у
впускного канала пр ямоугольного сечени я принимают в предела х
0,3-0,4 зtл.
Наименьший диаметр сечения впускного канала круглой
формы обычно лежит в предела х 1, 6 -2 мп. Kp углые впускные
каналы в зависимости от конфигурации издели я могут иметь
либо сплошное, либо кольцевое сечение (иногда в виде частей
кольца). Кольцевое сечение впуска применяется сравгіительно
редко. Обычно его используют при изготовлении тонкостенных
изделий цилиндрической формы, у которых впускной литник
по существу явл яется продолжением издели я. К недостаткам
этого варианта следует отнести необходимость в доработке изделия (по отделению впускного литника) и ненадежную фиксацию
центрального стержня.
Расчет литниковой системы пресс-формы литьевого прессования в основном заключается в определении размеров впускного
канала. Это объясняется тем, что размеры всех остальных элементов литниковой системы на ходятся в пр ямой зависимости от размеров сечени я впуска . Для создани я равномер ного течени я материала в литник0вой сиса еме должен бить обесііечен необходимый
напор, что может быть только при условии, если наименьша я
площадь поперечного сечения литникового и разводящего
кагіалов будет равна или будет больше площади сечени я
впуска.
Определение исполнительных размеров впускны х каналов
в связи с отсутствием аналитииеского метода расчета обычно
П ]ЭОИ3ВОДЯТ ]Э\ KOBОДСТВ
flCb П]ЭОИ3ВOДCTBeННЫМ ОПЫТОМ ПQ ИMXНЯІЗН Я
пресс-форм литьевого прессования. На осгіовании практически х
наблюдений определена зависимость между сечением выпуска
и количеством про'гекающего сквозь него пресс-матер иала: i лл З
сечения выпуска позволяет заполнить 1-3 cc*, объема издели я
при удельном давлении 500-1500 кгс/см (50-150 М и/м*) . Эта
зависимость и лежит в основе практических расчетов сечени я
впускгіого канала.
При определении размеров впускных каналов следует обращать внимание на стр уктур у материала, подлежащего переработт‹е.
Если материал имеет порошкообр азный наполнитель, то толЩИНіf
пр ямоу гольгіых впускны х каналов должна быть не менее 0,3—
0,4 лл, а кр углы х — диаметром не менее 1,6-2им.Для материалов с
волокнистым наполнителем минимальна я толщина пр ямоугольных впускных каналов должна быть увеличена до 0,6-0,8 лл, а
при круглое сечении впуска — до диаметра 2,5—3 лл.
30.
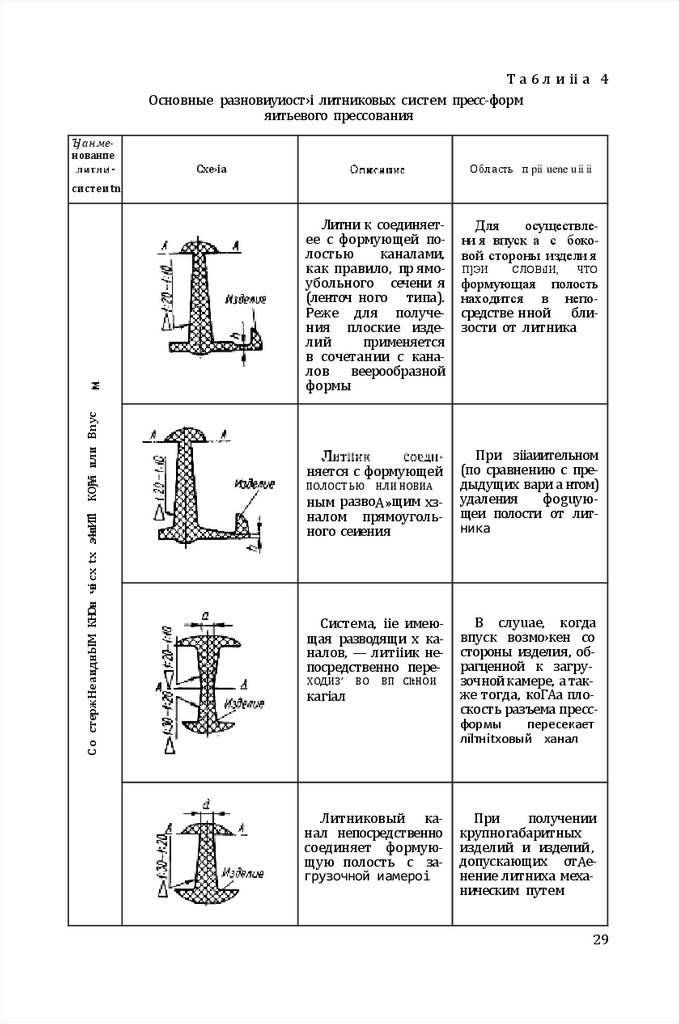
Т а 6 л и ii а 4Основные разновиуиост›і литниковых систем пресс-форм
яитьевого прессования
ЪЈан менованпе
Cxe›ia
Обл асть п pii uene uii ii
систеи tn
С о стержНеаиднЫМ КHОн чei cx tx .з4иИTl КОJ¥i или Bnyc
Литни к соединяетее с формующей полостью
каналами,
как правило, пр ямоубольного сечени я
(ленточ ного типа).
Реже для получения плоские изделий
применяется
в сочетании с каналов
веерообразной
формы
няется с формующей
ПОЛOCT ЬЮ НЛИ НОВИА
ным развоА»щим хзналом прямоугольного сеиения
Система, iie имеющая разводящи х каналов, — литііик непосредственно переХОДИЗ’
кагіал
ВО
BП CItHOИ
Литниковый канал непосредственно
соединяет формующую полость с загрузочной иамероі
Для
осуществлени я впуск а с боковой стороны издели я
П]ЭИ
СЛОВїІИ,
ЧТО
формующая полость
находится в непосредстве нной близости от литника
При зііаиительном
(по сравнению с предыдущих вари а нтом)
удаления
фoguyющеи полости от литника
В слуuае, когда
впуск возмо›кен со
стороны изделия, обрагценной к загрузочной камере, а также тогда, коГАа плоскость разъема прессформы
пересекает
лїlтніtховый ханал
При
получении
крупногабаритных
изделий и изделий ,
допускающих отАенение литниха механическим путем
29
31.
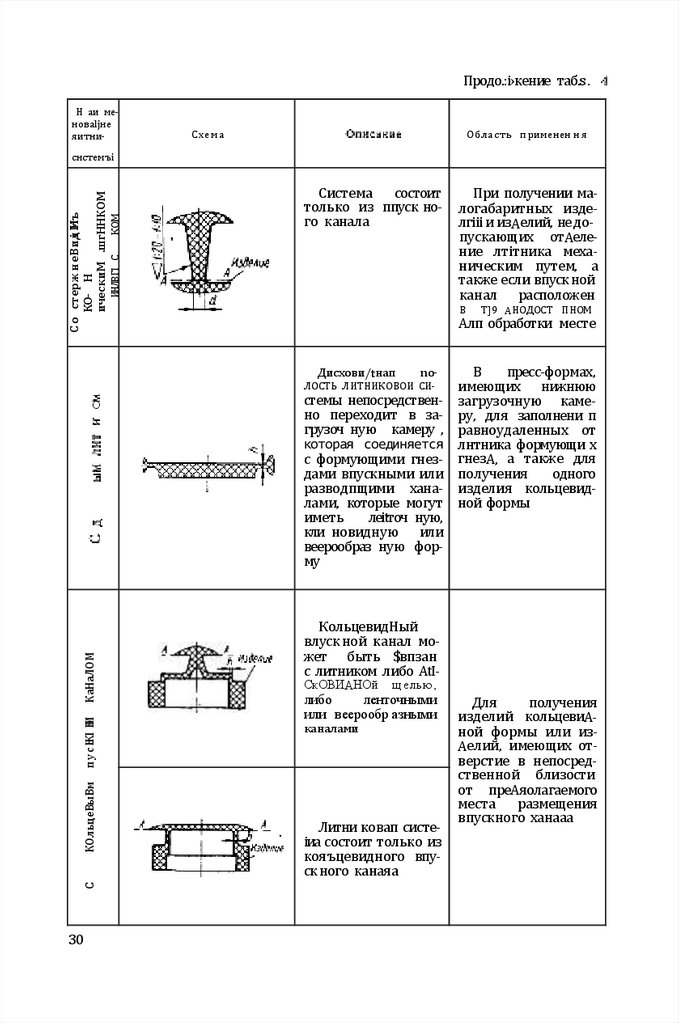
Продо.:і›кение таб.s.Н аи меноваlјне
яитни-
Схема
Область п рименен ня
КОМ
Система
состоит
только из ппуск ного канала
ИНЛВГІ С
С о стерж неВиді М
Нъ
KO- Н
ическиМ .шгННКОМ
снстемъі
При получении малогабаритных изделгііі и изАелий, не допускающих отАеление лтітника механическим путем, а
также если впуск ной
канал расположен
В
T]9 АНОДОСТ ПНОМ
Алп обработки месте
В
пресс-формах,
имеющих нижнюю
стемы непосредствен- загрузочную камено переходит в за- ру, для заполнени п
грузоч ную камеру , равноудаленных от
которая соединяется лнтника формующи х
с формующими гнез- гнезА, а также для
дами впускными или получения
одного
разводпщими хана- изделия кольцевидлами, которые могут ной формы
иметь
леіtточ ную,
кли новидную или
веерообраз ную форму
Дисхови/tнап
no-
ЛОСТЬ ЛИТНИКОВОИ СИ-
С
КОльцеВыВм
п y cЬKI HМ
КаНаЛОМ
О
30
КольцевидНый
влуск ной канал может быть $впзан
с литником либо AtIСкОВИАНОй
щелью,
либо
ленточными
или веерообр азными
каналами
Литни ковап систеіиа состоит только из
кояъцевидного впускного канаяа
Для
получения
изделий кольцевиАной формы или изАелий, имеющих отверстие в непосредственной близости
от преАяолагаемого
места
размещения
впускного ханааа
32.
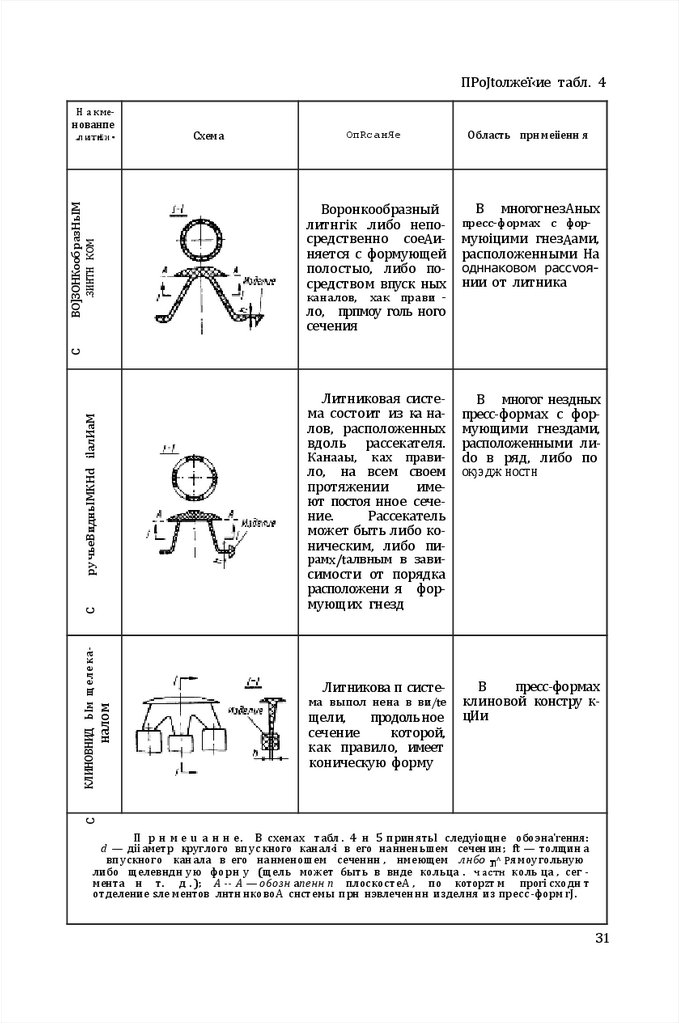
ПРоЈtолжеї‹ие табл. 4Н а к ме-
.3ИНТН КОМ
Схема
ОпRсанЯе
Воронкообразный
литнгік .либо непосредственно соеАиняется с формующей
полостыо, либо посредством впуск ных
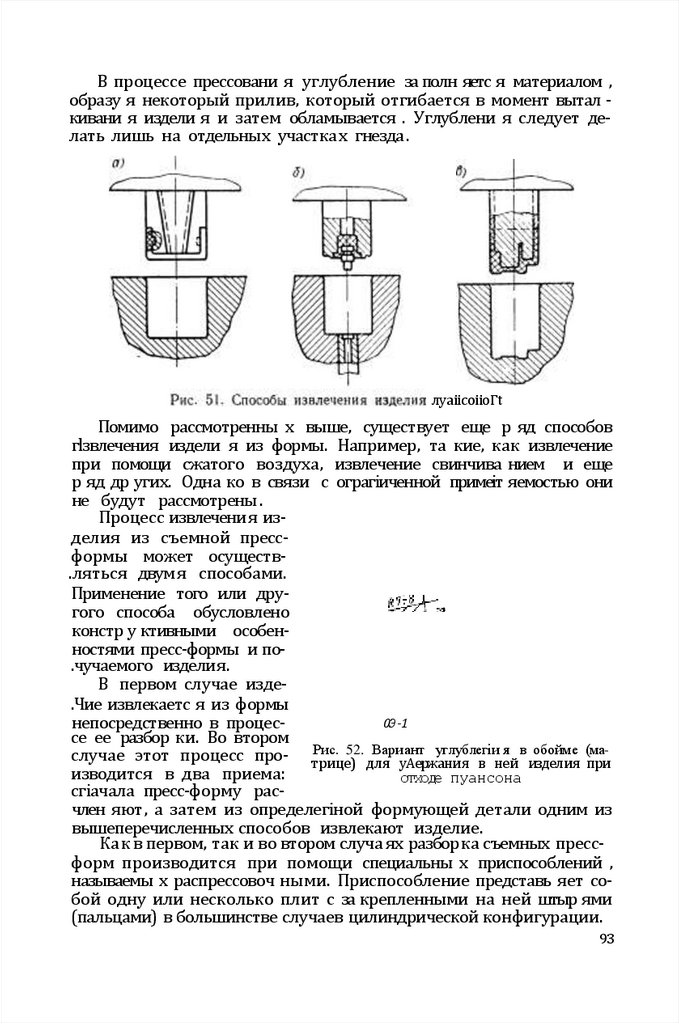
каналов,
хак прави -
Область прн меііенн я
В
многогнезАных
пресс-формах с фор-
муюіцими гнезАами,
расположенными На
одннаковом paccvoянии от литника
ло, прпмоу голь ного
сечения
Литниковая система состоит из ка налов, расположенных
вдоль рассекателя.
Канааы,
ках прави-
ло, на всем своем
протяжении
имеют постоя нное сечение.
Рассекатель
может быть либо коническим, либо пи-
ОК}Э ДЖ HOCTH
рамх/tалвным в зави-
симости от порядка
расположени я формующих гнезд
Литникова п систе-
налом
В многог нездных
пресс-формах с формующими гнездами,
расположенными лиdo в ряд, либо по
ма выпол нена в ви/tе
щели,
продоль ное
сечение
которой,
как правило, имеет
коническую форму
В
пpecc-формах
клиновой констру кцИи
С
КЛИНОВНИД ЬІм щелекa-
С
ру чьеВидньІМКНd ilaлИаМ
С
ВО]ЗОНКооб разНьІМ
нованпе
П р н м е u а н н е. В схема х табл . 4 н 5 п рин ятьl следуіощне обоэ на'reння:
d — діі аметр круглого вп yc кного канал‹i в его на ннен ьшем сечен ин ; ft — толщин а
вп ускного кан ала в его на нменошем сеченнн , нмеющем лнбо ^ Ря моу гольную
либо щелевндн ую форн у (щель может 6ыть в внде кольца . ч астн коль ца , сег мента н т. д . ); А -- А — о6озн апенн п плоскостеА , по которzт м пpori cxодн т
отделение sлe ментов лнтн нко воА снстемы прн нэвлеченнн изделня из пpecc -форм rJ.
31
33.
Если размеры найденного сечени я превысят размеры тогоучастка, где должен быть размещен впускной канал, то найден ное
суммарное сечение впуска следует разделить равномер по на необходимое число отдельных впускных каналов. Количествовпускных
каналов в этом случае будет определяться объемом и конфигурацией изделия.
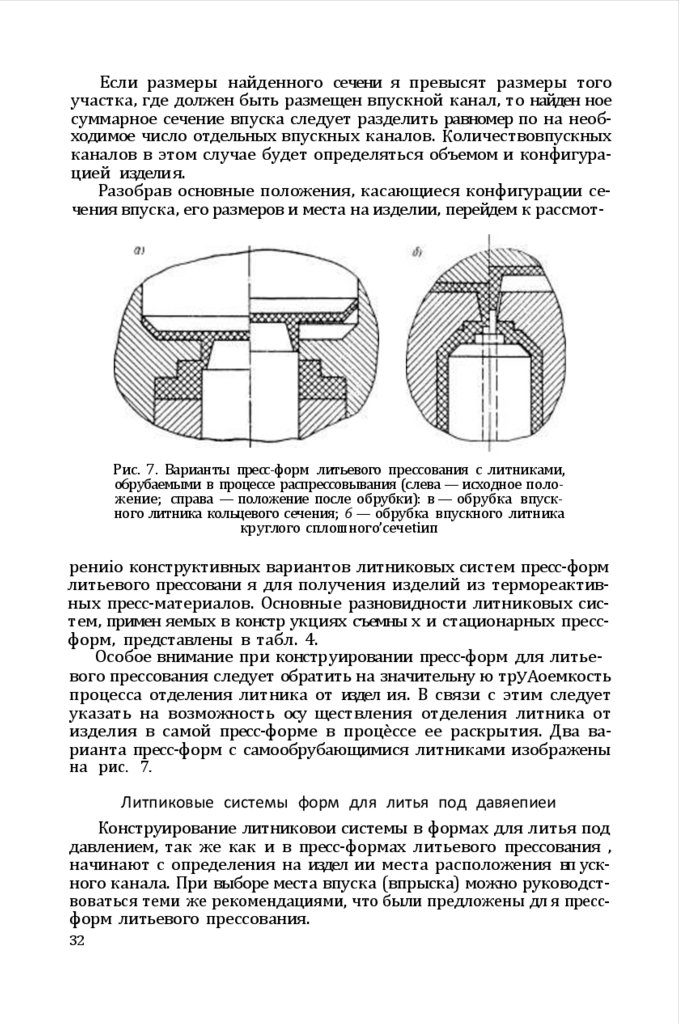
Разобрав основные положения, касающиеся конфигурации сечения впуска, его размеров и места на изделии, перейдем к рассмот-
Рис. 7. Варианты пресс-форм литьевого прессования с литниками,
o6pубаемыми в процессе распрессовывания (слева — исходное положение; справа — положение после обрубки): в — обрубка впускного литника кольцевого сечения; 6 — обрубка впускного литника
круглого сплошного’сечеtіип
рениіо конструктивных вариантов литниковых систем пресс-форм
литьевого прессовани я для получения изделий из термореактивных пресс-материалов. Основные разновидности литниковых систем, примен яемых в констр укциях съемны х и стационарных прессформ, представлены в табл. 4.
Особое внимание при конструировании пресс-форм для литьевого прессования следует обратить на значительну ю трУАоемкость
процесса отделения литника от издел ия. В связи с этим следует
указать на возможность ocy ществления отделения литника от
изделия в самой пресс-форме в процѐссе ее раскрытия. Два варианта пресс-форм с самообрубающимися литниками изображены
на рис. 7.
Литпиковые системы форм для литья под давяепиеи
Конструирование литниковои системы в формах для литья под
давлением, так же как и в пресс-формах литьевого прессования ,
начинают с определения на издел ии места расположения вп ускного канала. При выборе места впуска (впрыска) можно руководствоваться теми же рекомендациями, что были предложены дл я пресс-
форм литьевого прессования.
32
34.
Дальнейшее определение конструкции и размеров эле ментовли гниковой системы следует производить с учетом xapa ктернои
особенности этого способа пол учения издел ий. Заключается она
в том, что материал посту пает здесь в относител ьно холодну ю
форму и по мере прохождения по ней тер яет часть своего тепла.
Для того чтобы пол учить качественные издел ия, необх одимо сократить эти потери до момента запол нения формы матер иалом.
Достигается это путем сокращения протя женности литникового
системы, cox ранением необх ОАИМого теплового баланса и выбором
такого сечения каналов литниковой системы, при котором теплоотдача материала будет минимальной.
Литниковые системы форм литья под давлением по своему строению очень разнообразны. Их конфигу рация и протя женность зависят от количества одновременно получаемых в форме изделий
и особенгіостей их конструкции.
В табл. 5 приведены основные разновидности литниковых
систем, примен яемых в настоящее время дл я получения различных издел ий из термопластов. Там же приведены краткие описания
и рекомендации по применению каждой из представленных в таблице литниковых систем.
Ознакомившись с основными констр уктивными разновидностями литнтіковых систем, перейдем к рассмотрению характерных
особенностей их элементов. Начнем с конструкции лизника.
В формах для литья под давлением литник, как правило, представь яет собой сплошной конусообразный стержень, образу ющийся
за счет заполнения матер иалом литникового канала. Наименьшии
диаметр канала обращен к соплу термопластавтомата.
Размеры литникового канала оказывают существенное влинние
на xapa ктер заполнения форму ющей полости, поэтому вопрос
определения диаметра вхоАного отверстия представь яет собоїі
одну из важнейших проблем в процессе констр у ирования литн гковой системы. Этот вопрос важен еще и потому, что размер диаметра входного отверстия литникового канала в определенной
степени преАопределяет глубину (толщину) разводящих каналов.
Тем не менее до настоящего времени не представь яется возможным
аиал итическим путем найти оптимал ьные значения как входпого
отверсз ия литникового канала, так и прочих элементов литниковой системы.
В практике hонстру ирования форм для литья под давленпем
при выборе значения Аиаметра входного отверстия литникового
кагіала в большинстве случаев руководству ются весом пол учаемого изделия (издели й). Так, дл я издел ий весом до 100 е рекомендуемое значение диаметра d (табл. 5) лежит в предела х
4-6 лл, дл я издел ий весом до 400 e— в пределах 6-8 мм, до 1000с—
в пределах 8 - 1 0 мм и свыше 1000 е — 10-12 мм. Однако эти
рекомендаци и пригодны в основном лишь А я определен гія opиентировоиного значения диаметра. На размер диаметра входног‹э
3
Н . Н . Лейк ин
33
35.
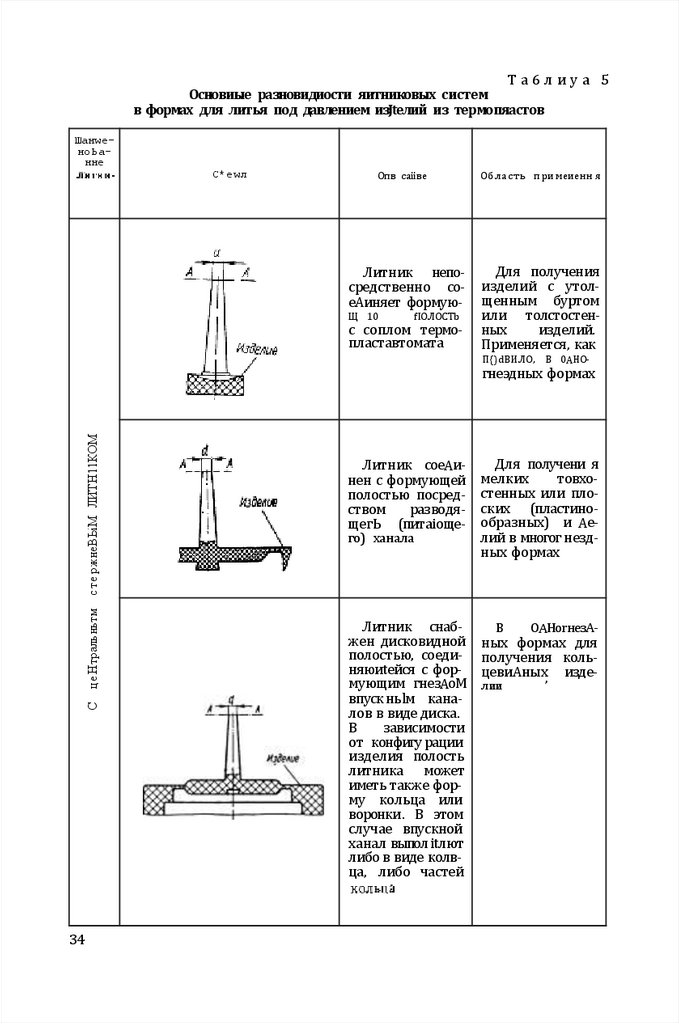
Т а6лиуа 5Основиые разновидиости яитниковых систем
в формах для литья под давлением изЈtелий из термопяастов
ШанwеноЬанне
С*еwл
Опв саііве
Область п ри меиенн я
Литник непосредственно соеАиняет формую-
Для получения
изделий с утолщенным буртом
или толстостенных
изделий.
Применяется, как
Щ 10
fIOЛOCTb
с соплом термопластавтомата
П{)dВИЛО, В 0АНО-
С
це Нтральньтм
сте ржнеВЬіМ ЛИТН11КОМ
гнеэдных формах
34
Литник соеАинен с формующей
полостью посредством
разводящегЬ (питаіощего) ханала
Литник снабжен дисковидной
полостью, соединяюиtейся с формующим гнезАоМ
впуск ньlм каналов в виде диска.
В
зависимости
от конфигу рации
изделия полость
литника может
иметь также форму кольца или
воронки . В этом
случае впускной
ханал выпол іtлют
либо в виде колвца, либо частей
Для получени я
мелких
товхостенных или плоских (пластинообразных) и Aeлий в многог нездных формах
В
OAHorнезА-
ных формах для
получения кольцевиАных изделии
’
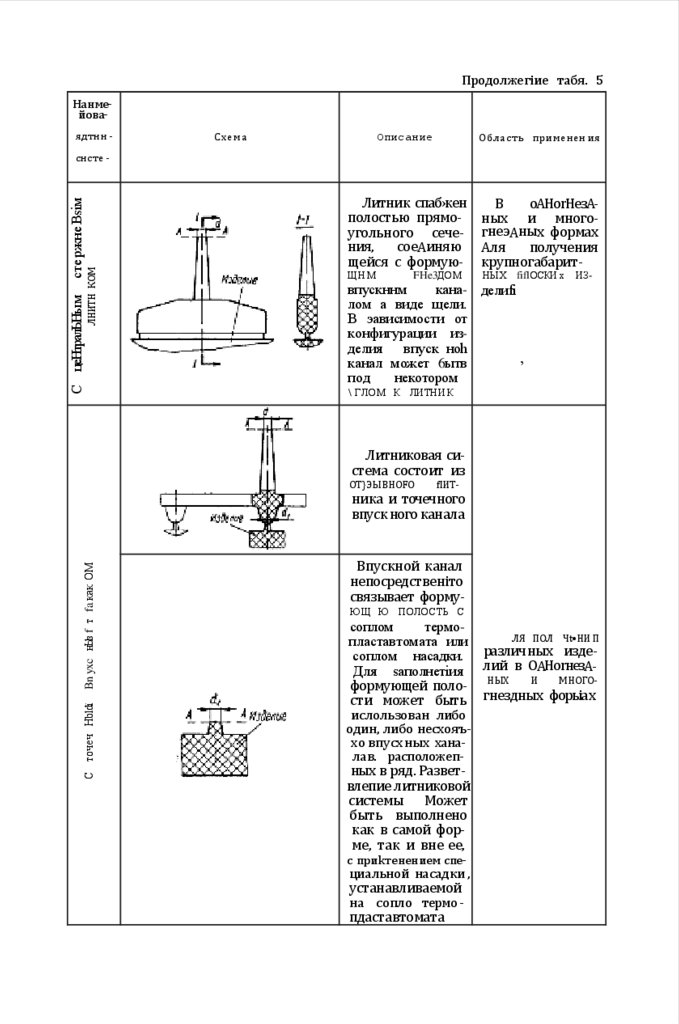
36.
Продолжегіие табя. 5Нанмейоваядтнн -
Схема
Описание
О б л а с т ь пр и м енен ия
Литник спаб›кен
полостью прямоугольного сечения,
соеАиняю
щейся с формую-
В
oAHorНезАных и многогнеэАных формах
Аля
получения
крупногабарит-
сте ржне Bsiм
С цеНтралЬНым
ЛНИТН КОМ
снсте -
ЩН М
FHe3ДOM
НЫХ fiflОСКИ х ИЗ-
впускннм
кана- делиfі
лом а виде щели.
В эависимости от
конфигурации изделия впуск ноh
канал может 6ытв
’
под
некотором
\ ГЛОМ К ЛИТНИ К
Литниковая система состоит из
ОТ}ЭЫВНОFО
fIИT-
С точеч Hbldï
Bn yxc нЬlз f т fa как ОМ
ника и точечного
впуск ного канала
Впускной канал
непосредственіто
связывает формуЮЩ Ю ПОЛОСТЬ С
соплом
термопластавтомата или
соплом насадки.
Для sаполнетіия
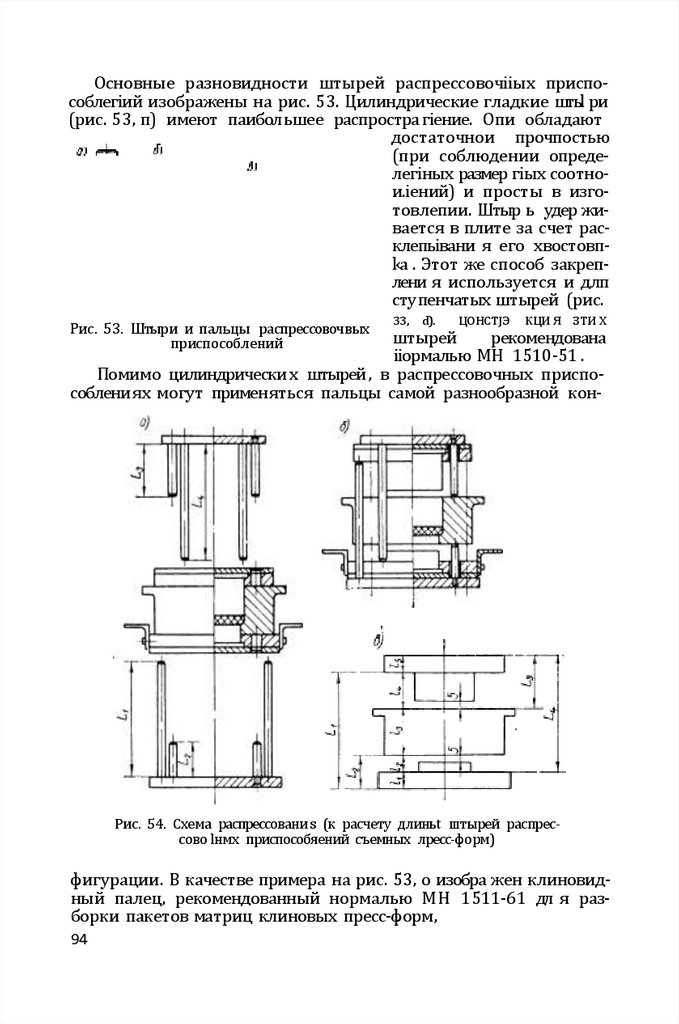
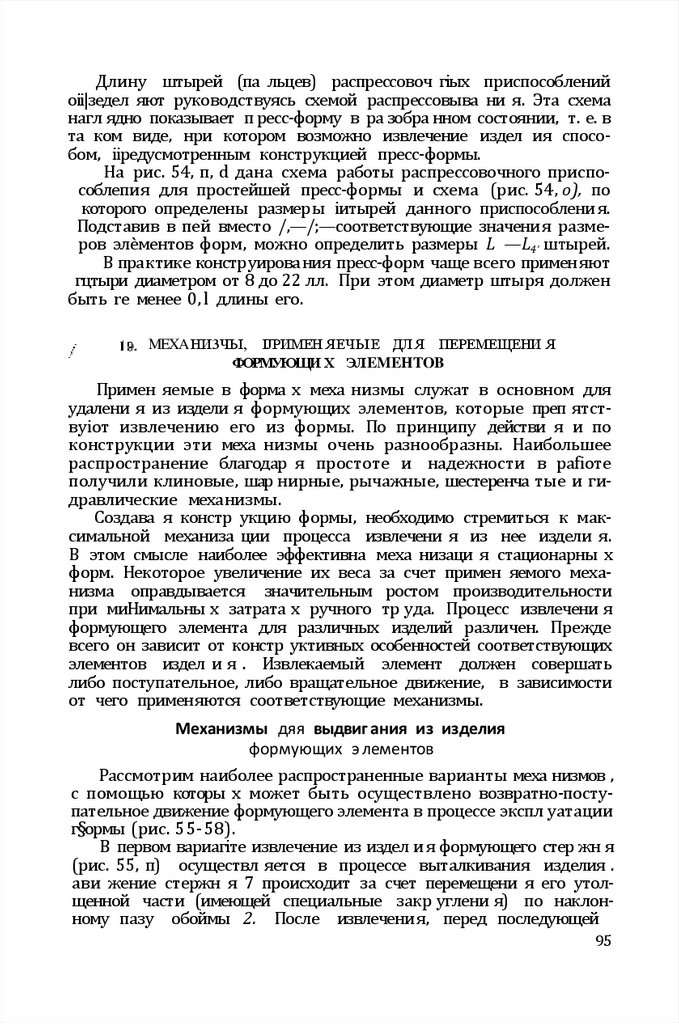
формующей полости может быть
ислользован либо
один, либо несхояъхо впусх ных ханалав. расположеп-
ных в ряд. Разветвлепие литниковой
системы Может
быть выполнено
как в самой форме, так и вне ее,
с приkтенением спе-
циальной насадки ,
устанавливаемой
на сопло термо -
пдаставтомата
ЛЯ ПОЛ Чt•HИ П
различных изделий в OAHorнезАНЫХ
И
МНОГО-
гнездных форьіах
37.
отверстия оказывает влияние не только вес изделия , но и толщинаего стенок, а также характер соотношения отдельных частей изАелия. В связи с этим нередки случа и, когда в процессе освоения
формы приходится изменять размеры входного отверстия и доводить его путем механической обработки до необходимых размеров.
Литниковые каналы рекомендуется делать минимальной длины
п с велиииной конусности в пределах от 1 20 до 1 10.
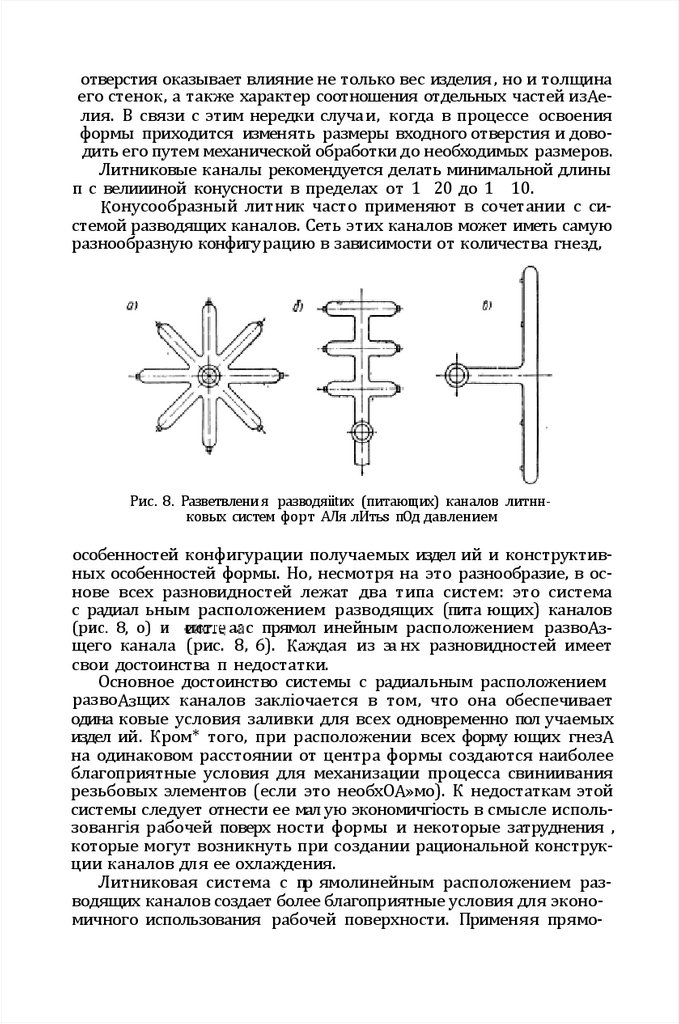
Конусообразный литник часто применяют в сочетании с системой разводящих каналов. Сеть этих каналов может иметь самую
разнообразную конфигу рацию в зависимости от количества гнезд,
Рис. 8. Разветвлени я разводяііtих (питающих) каналов литннковых систем форт АЛя лИтьs пОд давлением
особенностей конфигурации получаемых издел ий и конструктивных особенностей формы. Но, несмотря на это разнообразие, в основе всех разновидностей лежат два типа систем: это система
с радиал ьным расположением разводящих (пита ющих) каналов
(рис. 8, о) и ист а с прямол инейным расположением развоАзщего канала (рис. 8, 6). Каждая из эа нх разновидностей имеет
свои достоинства п недостатки.
Основное достоинство системы с радиальным расположением
развоАзщих каналов закліочается в том, что она обеспечивает
одина ковые условия заливки для всех одновременно пол учаемых
издел ий. Кром* того, при расположении всех форму ющих гнезА
на одинаковом расстоянии от центра формы создаются наиболее
благоприятные условия для механизации процесса свиниивания
резьбовых элементов (если это необхОА»мо). К недостаткам этой
системы следует отнести ее мал ую экономичгіость в смысле использовангія рабочей поверх ности формы и некоторые затруднения ,
которые могут возникнуть при создании рациональной конструкции каналов для ее охлаждения.
Литниковая система с пр ямолинейным расположением разводящих каналов создает более благоприятные условия для экономичного использования рабочей поверхности. Применяя прямо-
38.
линейные разводящие канал ы, можно на одной и той же площадиразместить большее число одинаковых форму ющих гнезд, чем при
использованИи радиал ьных каналов. При пр ямолинейном расположении форму ющих гнезд, кроме того, упрощается конструкция
охлаждающей системы формы. Одна ко и этот способ расположения
гнезд не свободен от недостатков.
Натіболее существенным недостатком литниковой системы с прямолинейным расположением разводящих каналов явл яется невозможность создан ия одинаковых условий заполнения всех формуюпtих гнезд; в связп с этим изделия, отформованные в гнездах,
Рис. 9. Цонфигypацип сечения разводящи х (питаюіци х) каналов литгіиковых
систем форм для литвя под давлением
находящихся ближе к литнику, всегда будут отличаться по качеству от издел ий, формовавшихся в более отдаленных гнезда х.
Помимо этого, литниковая система с прямолинейным расположением каналов обычно изобилует поворотами, что кра йне нежелательно в любой литниковой системе.
На рис. 8, в в качестве примера изображена литниковая система с пр ямолинейным разводящим каналом, отнесенным в сторону от централ ыіого литника. Такое расположение разводящего
канала способствует уменьшению габар итов формы при необходимости в получении изделий значительной длины.
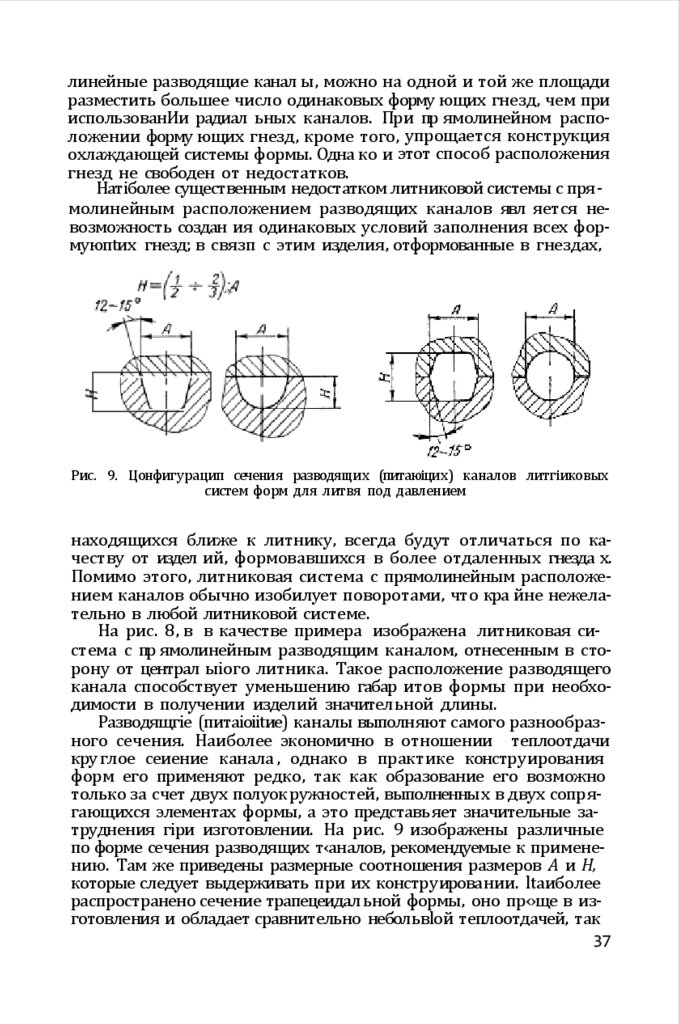
Разводящгіе (питаіоііtие) каналы выполняют самого разнообразного сечения. Наиболее экономично в отношении теплоотдачи
круглое сеиение канала , однако в практике конструирования
форм его применяют редко, так как образование его возможно
только за счет двух полуокружностей, выполненны х в двух сопрягающихся элементах формы, а это представь яет значительные затруднения гіри изготовлении. На рис. 9 изображены различные
по форме сечения разводящих т‹аналов, рекомендуемые к применению. Там же приведены размерные соотношения размеров А и Н,
которые следует выдерживать при их конструировании. ltаиболее
распространено сечение трапецеидал ьной формы, оно пр‹›ще в изготовления и обладает сравнительно небольвlой теплоотдачей, так
37
39.
как его периметр (при соблюдении указанных соотношени й сторон) приближается по своим размерам к периметру круга.Разводящие каналы желател ьно делать как можно короче без
поворотов и перегибов. Если по констр уктивным соображен иям
все же необходимо изменить направление разводящего канала, то
поворот или пepeгиб следует делать плавно и без изменения размеров поперечного сечения. Необходимое сужение канала в цел ях
образования впуска следует выполнять путем плавного уменьшения лечения, так как резкий переход от одного сечения к другому может привести к браку изделий.
Уменьшение сечения впуска по отношению к сечению развоАящего канала в данном ел учае преследует иель облегчения процесса отделения издел ия от л итниковой системы. По своей конфигурации сечение впуска может быть таким же, как сечен ие разводящего канала, только меньшим размеров.
В зависимости от конструкции литниковой системы впускной
канал может иметь форму кольца (или часте й кольца), диска ,
щели или точки. Системы с точечным или, как его еще называют,
капилл ярным впуском в настоящее время пол учают все более
широкое распространение, так как они облада ют некоторым преимуществом перед остальными системами.
Преимущество точечного литья заключается в том, что при
этом способе заливки знач ительно сокращается рабочий цикл,
улучшается качество изделий и более экономично используется
мощность термопластавтомата. Помимо этого, издел ия, полученные
точеиным литьем, не требу ют дополнительной механической обработки по удалению литников. Основные конструктивные разновидности точечных литников приведены в табл. 5. Точечны й впускной канал имеет коническую форму с у глом конуса в пределах
14-30°. Основание конического канала направлено в сторону
издел ия. Диаметр вХ AHOro отверстИя dl зависит от состава пepeрабатываемого материала и веса пол учаемого издел ия. Е го значения лежал в предела х от 0,8 мм до 3,5 Жж при весе изделия
от 30 е до 8 0 0 - 1000 е. Длина впускного точеиного канала не
должна превышать (0,5-1) d .
Для повышения качества получаемых изделий большое значение также имеет наличие каналов дл я выхода газа. В форма х
для литья под давлением в плоскостя х разъема следует предусматривать вентил яционные каналы шириной 3-5 лл и гл убиітой
0,03-0,05 жж.
40.
Г л а в а 11KOHCTPУ КЦИИ ДЕТАЛ ЕЙ ФОРМ
6. ПYfiHCOH Ы И МАТРИЦЫ
П у а н с о н ы и м а т р и ц ы по своей конструкции очень
разнообразны. Это разнообразие в основном обусловлено констру ктивными особенностями форм или пресс-форм, конструкцией
изделия , а также тех нологическими особенностями способов их
получения.
Различ ие между пуансоном и мам рицей, с констр уктивной
точки зрения , в большинстве ел учаев носит чисто условный характер. ТруАно на йти конструк'гивные особенности, которые
был и бы присущи, напр имер , только матрицам и, наоборот,
только пуансонам. Б ольшинство особенносте й в констру кции этих
главнейш их формообразующих деталей носит общие черты. Некоторое принцигіиал ьное различие между пуансоном и матрицей
наблюдается лишь в пресс-формах прямого прессования. Здесь
пуапсон имеет в большинстве случаев монол итну ю (не сборну ю)
копструкцию и по характеру сопр яжения с матрицей явл яется
деталью охвазываемой.
Формуюііtие элементы матриц и пуансонов могут быть выполнены либо сплошными, либо сборными. Каждый из этих конструктивных вариантов имеет свои преиму щества и недостатки.
Остановимся коротко на каждом из них.
С п л о ш н ы м называ ют формуювtий элемент (гнездо ил п
высту п), выполненны й за одно целое с содержащей его деталью.
Этoт конструктивный вариант, с точки зрения качества пол учаемых издел ий, а также эксплуатационной стойкости формы, имеет
существенное преимущество перед сборной конструкцией. Изделие, пол уренное в форме со сплошными форму ющими элементами,
всегда будет иметь лучший внешний вид (за счет отсутствия следов
от сопр яженных деталей) и более точные размеры по сравнению
с изделием, полученные в форме сборной констр укции. Однако
несмотря на это, формы со сплошными матрицами или пуансонами
применяются сравнител ьно редко и, как правило, для издел ий
простейшегі конструкции. Объясняется это тем, что сплошные формующие элементы значительно сложнее в изготовлении, чем сборные. И даже методы холодного выдавливания и электроискровой
39
41.
обработк и, пол учившие в настоящее время довольно широкое распространение и в знаиител ьнои степен и упрощающие ііроцесс изготовления сплошных форму ющих элементов, все-з аки не даютоснова ний к широкому применению этого констру ктивного варианта.
С 6 о р н ы м и называют форму ющие элементы, выпол ненные
из отдел ьных плотно пригнанных друг к другу деталей. По характеру сопряжения эти детал и могут быть подвижными тз неподвижньІми. Подвижные детал и сборных матриц и пуансонов прпменяются в тех cлyua ях, когда это необходимо либо для осуществления особых условий сборки формы, либо в цел ях обеспечения
беспрепятственного извлеиения изделия. В сборных констр укциях
матриц и пуансонов широко применя ются разлгічные вставки,
стержни и вкладыши. Конструкция сборных пуа нсонов и матриц
должна создаваться с учетом определенных зребований, предъявл яемых к стыкам вх одящих в них деталей. Помимо того, сопрягающиеся поверх ности должны плотно и без зазоров прилегать
друг к дру гу, направление их стыков должно совпадать с направлением съема изделия. В противном cлyuae могут возникнуть
затруднения в процессе отделения изделия от формы и снизится
качество изделия за счет образования сколов в местах стыков.
Применение сборных матриц и пуансонов значительно удешевляет процесс их изготовления. Трудоемкость изготовления сборных конструкций намного ниже трудоемкости сплошных за cue.т
упрощения их механической обработки и возможности более широкого применения механизации трудоемких слесарных операций.
Укрепление отдельных деталей сборных матриц и пуансонов
обыино производится при помощи специальной детали, называемой
о б о й м о й. В зависимостгт от конфигурации сопрягающихся
деталей обоймы бывают различной формы. Наиболее распространены обоймы кру глые и прямоугольные. В процессе работы обойма
воспринимает на себя основные нагрузкгі, действу ющие на заключенные в ней формующие элементы. В связи с этим при определении ec размеров следует производить проверку на механическую
прочность. Методика расчета различных обойм ЬУАет приведена
ниже, в специальном разделе.
О0оймы в большинстве случаев примен яюг в констру кциях
сборных форму ющих гнезд, которые обычно состоят из вставного
дна и боковых стенок. Gтенки сборных гнезд могут быть выполнены либо в виде сплошной гпльзы, либо в виде отдел ьных сочленя ющихся деталей, называемых щ е к а м и. Конструкция со
сборными щеками считается более эконом пчнои, так как в некоторой степени способствует сокращению расхода стали и у прощает
процесс механической обработки. Наиболее целесообразно применение сборных щек в констр укциях многогнездных форм. В
этом случае при поломке или износе однои из щек замене подлежит толькО оАнадеталь, а вся матрица или пуагісон coxpaняютсп.
40
42.
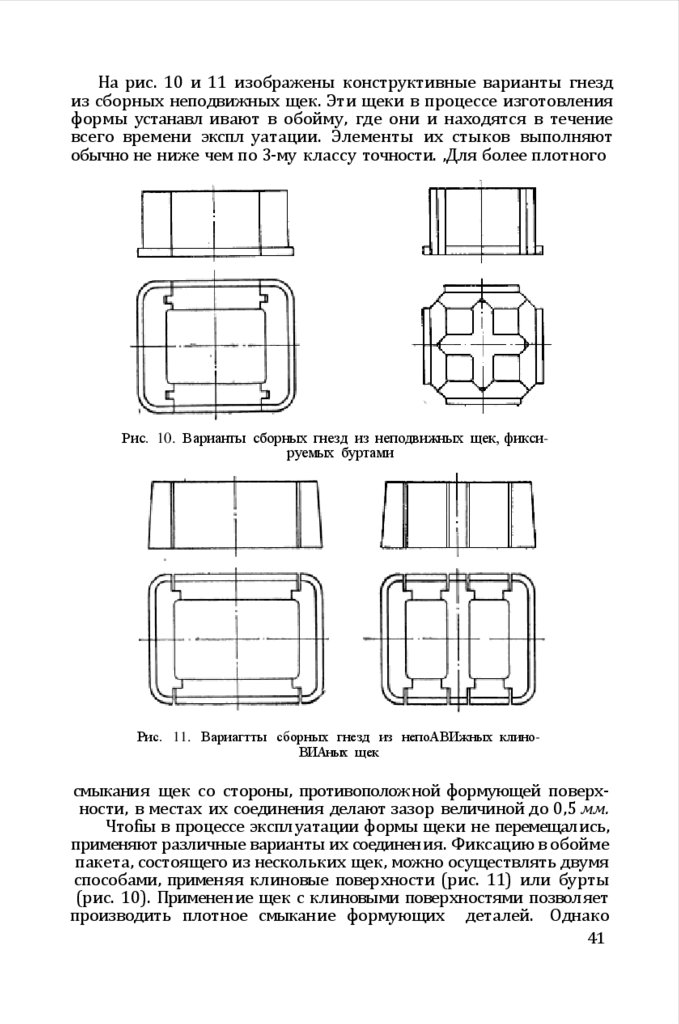
На рис. 10 и 11 изображены конструктивные варианты гнездиз сборных неподвижных щек. Эти щеки в процессе изготовления
формы устанавл ивают в обойму, где они и находятся в течение
всего времени экспл уатации. Элементы их стыков выполняют
обычно не ниже чем по 3-му классу точности. ,Для более плотного
Рис. 10. Варианты сборных гнезд из неподвижных щек, фиксируемых буртами
Рис. 11. Вариагтты сборных гнезд из непоАВИжных клиноВИАных щек
смыкания щек со стороны, противоположной формующей поверхности, в местах их соединения делают зазор величиной до 0,5 мм.
Чтоfiы в процессе экспл уатации формы щеки не перемещал ись,
применяют различные варианты их соединен ия. Фиксацию в обойме
пакета, состоящего из нескольких щек, можно осуществлять двумя
способами, применяя клиновые поверхности (рис. 11) или бурты
(рис. 10). Применение щек с клиновыми поверхностями позволяет
производить плотное смыкание формующих деталей. Однако
41
43.
прнменять их рекомендуется для гнеад размером не более 150—200 лл. Угол наклона наружных повер хностей клиновых щек
должен быть в пределах 3—4°.
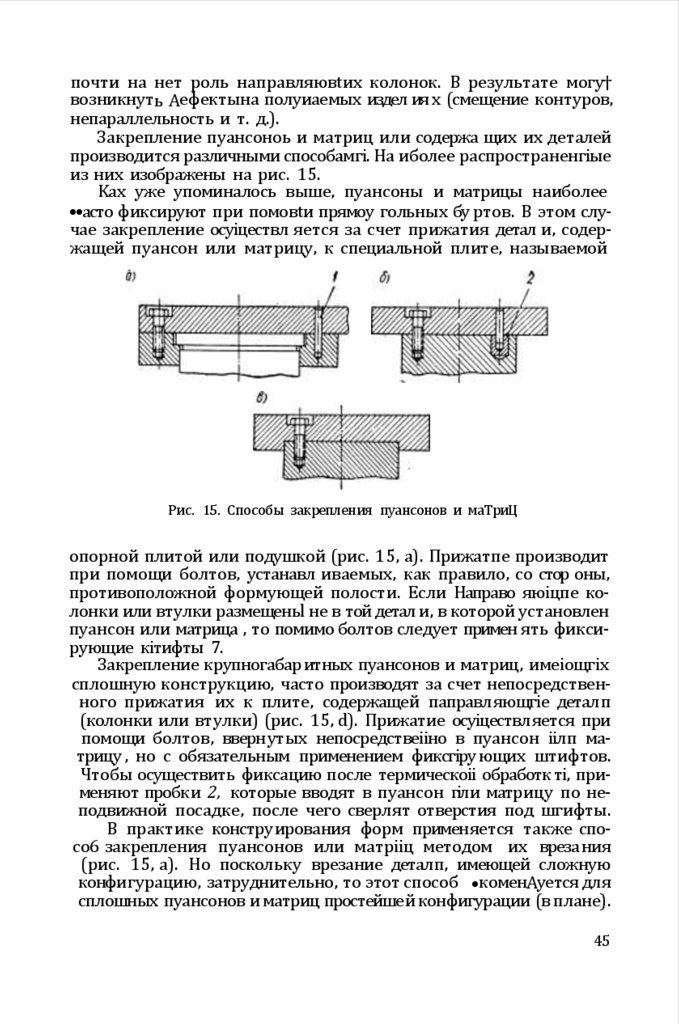
Фиксация большинства деталей, входящих в констр укцию
сплошных и сборных пуансонов п матриц, в большинстве случаев
осуществляется при помощи буртоя. Бу рты препя тству ют перемещению этих деталей в осевом направлении и в процессе работы
формы несут определенную нагрузку.
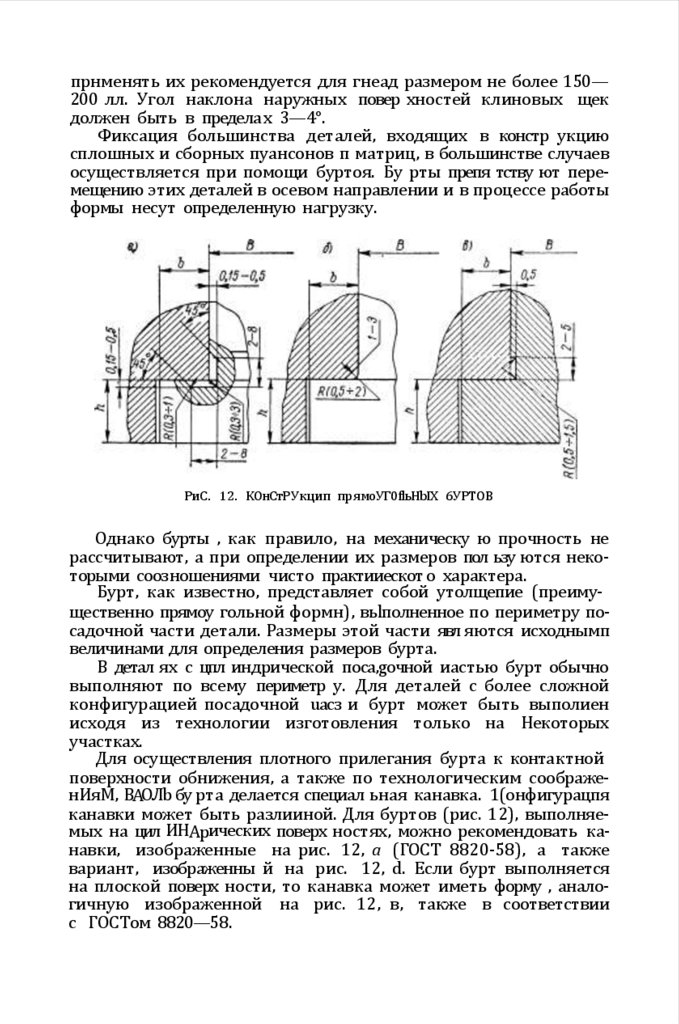
РиС. 12. KOнCтPУкцип прямoУГ0flьHbIX 6УPTOB
Однако бурты , как правило, на механическу ю прочность не
рассчитывают, а при определении их размеров пол ьзу ются некоторыми соозношениями чисто практииескот о характера.
Бурт, как известно, представляет собой утолщепие (преимущественно прямоу гольной формн), вьlполненное по периметру посадочной части детали. Размеры этой части явл яются исходнымп
величинами для определения размеров бурта.
В детал ях с цпл индрической поса,gочной иастью бурт обычно
выполняют по всему периметр у. Для деталей с более сложной
конфигурацией посадочной uacз и бурт может быть выполиен
исходя из технологии изготовления только на Некоторых
участках.
Для ocyществления плотного прилегания бурта к контактной
поверхности обнижения, а также по технологическим соображенИяМ, ВАОЛb бу рта делается специал ьная канавка. 1(онфигурацпя
канавки может быть разлииной. Для буртов (рис. 12), выполняемых на цил ИНАрических поверх ностях, можно рекомендовать канавки, изображенные на рис. 12, а (ГОСТ 8820-58), а также
вариант, изображенны й на рис. 12, d. Если бурт выполняется
на плоской поверх ности, то канавка может иметь форму , аналогичную изображенной на рис. 12, в, также в соответствии
с ГОСТом 8820—58.
44.
Для определения высотн ft и шир ины h бу рта (рис. 12) можноруководствоваться вел ич иной размера В посадочнои иасти. Для
определения размеров высоты бу рта /t рекоменду ются следу ющие соозношеНия:
В в зі зt
До5.
От
›
›
. . . . . . . .
.
5 ДО 10
10 ›
30
30 » 100
100 » 200
.(І,0—0,6)В
.(0,6—0,5)B
. . . . . . . . . . . . (0,5-0,2) В
. . . . . . .
...
. . ( 0 , 2 - 0,1) В
0, IВ
Ширина бурта h в большинстве случаев составеяет (0,8-0,5)/t.
При определении размеров матриц и пуансонов обьlино руководству ются габаритами и конфигурацией изделия , а также иислом
п расположенгіем формуюпtих гнезд. Отдельные формующие элементы, входящие в конструкцию формующей полости, как правило, па мexarlическую прочность не рассчитываются, так как их
размеры полностью зависят от конфигурации изделия. Для того
чтобы формующий элемент в процессе прессования или литья не
был деформирован, его механическая прочность должна учитываться при создании конструкции изделия.
Pacч_gтyna . мехавическую прочнос.ть п0двергают в основном
лишь стенки форму ющих гнезд, имеющих сплошную конструкцию,
руководстауясь прп этом методикой, применяемой при pacueтe
обойм. Толііtина дна гнезд как сборных, зак и сплошных опреде- л
яется констр уктивно, в зависимости от их габар из ных размеров.
Значение толщгтны дна s можно ойредfi ить руководствуясь слеД\ ЮЩИ МИ COOTHOШe НИЯ МИ:
От 10 до 50
› 50 › 100
› 100 › 300
» 300 » 600
. (0,8—0,4) А
. (0,4—0,3) А
. (0,3-0,2) А
. (0,2—0,15) А
Здесь А — наибольший габаритный размер гнезда.
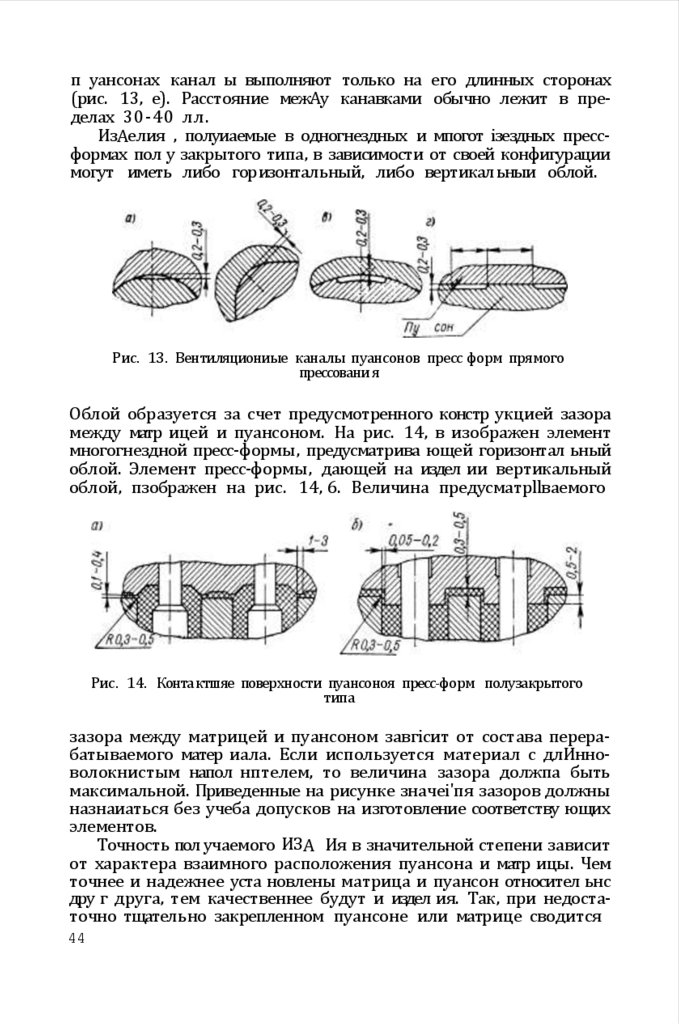
На пуансонах пресс-форм прямого прессован ия закрытого и
полу закрытого типов рекомендуется делать с п е ц и а л ь н ы е
к а н а л ы (рис. 13). Эти каналы в основном служат для беспрепятственного выхода газов в процессе прессования и в определенных условиях способствуют выходу избытка пресс-материала.
На кру глых пуансонах эти кaнaли распола гают равномерно
по окру›кности на определенном расстоянии дру г от дру га
(рис. 13, в). На квадратньlх пуансонах, имеющих закру гления,
их распола гают по углам (рис. 13, 6). Ширина канала должна лежать в пределах 10-15 жж. Глубина — в преАелах 0 , 2 -0 , 3 мм.
В зависимости от вел ичины радиуса канал может иметь форму
либо сегмента, либо части кольца (рис. 13, е). На прямоугольных
43
45.
п уансонах канал ы выполняют только на его длинных сторонах(рис. 13, е). Расстояние межАу канавками обычно лежит в пределах 30-40 лл.
ИзАелия , полуиаемые в одногнездных и мпогот ізездных прессформах пол у закрытого типа, в зависимости от своей конфигурации
могут иметь либо горизонтальный, либо вертикал ьныи облой.
Рис. 13. Вентиляциониые каналы пуансонов пресс форм прямого
прессовани я
Облой образуется за счет предусмотренного констр укцией зазора
между матр ицей и пуансоном. На рис. 14, в изображен элемент
многогнездной пресс-формы, предусматрива ющей горизонтал ьный
облой. Элемент пресс-формы, дающей на издел ии вертикальный
облой, пзображен на рис. 14, 6. Величина предусматрllваемого
Рис. 14. Контактшяе поверхности пуансоноя пресс-форм полузакрытого
типа
зазора между матрицей и пуансоном завгісит от состава перерабатываемого матер иала. Если используется материал с длИнноволокнистым напол нптелем, то величина зазора должпа быть
максимальной. Приведенные на рисунке значеі'пя зазоров должны
назнаиаться без учеба допусков на изготовление соответству ющих
элементов.
Точность пол учаемого ИЗА Ия в значительной степени зависит
от характера взаимного расположения пуансона и матр ицы. Чем
точнее и надежнее уста новлены матрица и пуансон относител ьнс
дру г друга, тем качественнее будут и издел ия. Так, при недостаточно тщательно закрепленном пуансоне или матрице сводится
44
46.
почти на нет роль направляювtих колонок. В результате могу†возникнуть Аефектына полуиаемых издел ия х (смещение контуров,
непараллельность и т. д.).
Закрепление пуансоноь и матриц или содержа щих их деталей
производится различными способамгі. На иболее распространенгіые
из них изображены на рис. 15.
Kax уже упоминалось выше, пуансоны и матрицы наиболее
••асто фиксируют при помовtи прямоу гольных бу ртов. В этом случае закрепление осуіцествл яется за счет прижатия детал и, содержащей пуансон или матрицу, к специальной плите, называемой
Рис. 15. Способы закрепления пуансонов и маТриЦ
опорной плитой или подушкой (рис. 15, а). Прижатпе производит
при помощи болтов, устанавл иваемых, как правило, со стор оны,
противоположной формующей полости. Если Направо яюіцпе колонки или втулки размещеньl не в той детал и, в которой установлен
пуансон или матрица , то помимо болтов следует примен ять фиксирующие кітифты 7.
Закрепление крупногабаритных пуансонов и матриц, имеіощгіх
сплошную конструкцию, часто производят за счет непосредственного прижатия их к плите, содержащей паправляющгіе деталп
(колонки или втулки) (рис. 15, d). Прижатие осуіцествляется при
помощи болтов, ввернутых непосредствеііно в пуансон іілп матрицу , но с обязательным применением фиксгіру ющих штифтов.
Чтобы осуществить фиксацию после термическоіі обработк ті, применяют пробки 2, которые вводят в пуансон гіли матрицу по неподвижной посадке, после чего сверлят отверстия под шгифты.
В практике констру ирования форм применяется также споco6 закрепления пуансонов или матрііц методом их врезания
(рис. 15, а). Но поскольку врезание деталп, имеющей сложную
конфигурацию, затруднительно, то этот способ •коменАуется для
сплошных пуансонов и матриц простейшей конфигурации (в плане).
45
47.
f. ФОРЧУЮЩИ Е СТЕРЖП НС т е р ж н е м или з н а к о м называют формующий элемент, преАназначенный для получения в изделиях различных
отверстгій или углублен ий. Как правило, стержень выполняется
отдел ьной детал ью, котора я входит в конструкцию содер жащего
его элемента и в зависимости от экспл уатационных особенностей
формы образует с ним либо подвижное, либо неподвижное соедииение. По характер у форму ющей повер хности стержни подразделяют на две группы: стержни гладкие и стержни резьбовые.
Гладкие формующие стержни
Применение глаА«иХ формующих стержнеfі в конструкциях
форм может быть обуСловлено ABjмя причинами. Во-первых, потому что сборная конструкция имеет ряд преимуществ перед
сплошной и, во-вторых, в силу конструктивнои необхОАоМоСти,
когда в процессе эксплуатации формы стержень должен перемещаться относительно той формующеи детали, сквозь которую он
проходит. В силу этих причин гладкие формующие стержни могут
иметь либо подвижный, либо непоАВИжный характер установки.
ГлаАкие форму ющие стержни по своей констр укции очень разнообразны. Они могут различаться между собой как по конфигурации форму іощего элемента, так и по констру кции посадочной (ус7ановоиноіі) части. Различаются стержни между собой и по способу
их закрепления. Однако конфи гурация форму ющих элементов
стержня почти не оказывает влия ния на способ его закрепления.
Он зависит в основном от констру ктивных особенностей той детали, в которой стержень должен быть установлен.
,
Рассмотрим основньlе спосоdы закрепления стержней, применяемые в практике конструирования форм. На рис. 16 схематически изображены стержни, имеющие одинакову ю конфигу рацию
формующего элемента, но закрепленные различными способами.
В большинстве случаев для этой цели применяют бурт
(рис. 16, п, е, 6), поджимаемый либо специальной плитой, либо
резьбовой пробкой (рис. 16, 6). Указанные способы применяюТ А>>
закрепления стержня в деталях любых размеров и очертаний.
При опрёделении размеров прямоу гольных буртов можно руководствоваться рекомендациями, предложенными в предыдуііtем
разделе для пуансонов и матриц.
Иногда встречаются слу па и, когда форму ющие стержни надо
разместить близко от края детал и, тогда , чтобы не ослаблять coдержащую стержень детал ь, применяют способ, показанный на
рис. 16, 6. Фиксаціія стержня осуществляется за счет расклепывания его утонченной части. В некоторых случаях (например,
при установке стержней в узкие детали) для фиксации стержней
целесообразно применять штифтьl (рис. 16, в, эк). В этих же условиях можно рекомендовать к применению так называемые вы46
48.
сокие бурты. Диаметр так ого бурта, как правило, больше Аиаметра посадочиой части с'гержня всего яишъ на 2—4 лл.Крупные стержни можно закрепл ять при помощи болтов
(рис. 16, е) или гаек. Этот способ применяется в том случае, когда
стержень оказывается против какого-либо отверстия или углубления.
Формующие стержни небольшого диаметра (до 10-12 лл)
можно закрепл ять способом прессовой посадки. Для извлечения
подобного стержня при ремонте гнездо имеет отверстие (рис. 16, з).
Рис. Іб. Способы эакрепяения формующи х стержней
Ознакомившись с основными способами закрепления стержней, тіерейдем к рассмотрению индивидуальных особенностей их
элементов.
Конфигурация формуіощего элемента стержня в каждом отдельном cлyuae зависит от конфигурации соответству ющего элемента издел ия. В связи с этим формующие элементы стержней
могут иметь самые разнообразные размеры и фОрМ . Ohнaкo независимо от этого посадочну ю часть стержня рекомендуется
делать цилиндрической формы, диаметр кое орой должен быть несколько больше наибольшего (в плане) размера форму ющего элемента. При определен пи размера диаметра посадочной части следует ру ководствоваться ближа йшим значением нормал ьных длин
в соответствии с ГОGТом 6636-60. Этой рекомендацией следует
руководствоваться даже в том случае, когда форму ющий элемент
стержня имеет цилиндрическую (коническу ю) форму. Объясняется
это тем, что форму ющие элементы, как правило, име ют дробные
размеры. В связи с этим при выполнении даже кру глого отверстия
под стержень с дробными размерами потребуется специал ьный peжущий инструмент, что повлечет за собой увеличение стоимости
49.
формы. Еще большие трудности могут возникнуть при изготовлеНІш фасонных отверстий под посадоч гыс части стержней соответствующей конфигурации.Однако применен ne цилиндрической посадочной части у стержней, имеющие некру глу ю конфигурацию форму юtцего элемента ,
влечет за собой необходимость в их фиксации от проворота относител ьно своей оси. Фиксация стержней, снабженных буртами,
обычпо осуществл яется при помощи лысок или призматических
шпонок. Лыск и выполняют на боковых поверх ностя х бу рта, с тем,
чтобы на нем образовался участок с параллельными сторонами.
І0”-30
Рис. 17. Элемеііты констр укции формуюізtих стержней
Размеры этого участка должны совпадать с размерами соответствующего гнезда. Фиксацию шпонкой можно рекомендовать и дл я
дру гих способов закрепления , за исключением способов с испол ьзованием штифтов, где необх одимость в дополнительной фиксации
вообще отпадает.
Как уже упоминалось ранее, форму юіиие стержни могут быть
подвгlЖнымп ii неподвижными. Различаются они между собой в основном характером соедиі‹ения (посадки) с форму ющей детал ью.
Посадочные части подвижных стержней выпол няют по ходовой
посадке 3-го класса точности (OCT 1013) либо по посадке движегіия 2-го класса точности (OGT 1012). Посадочные части негіодвижпьіх стержнеи, а также те участки подвижных сз'ержней, с
помощью которых они закрепл яются ,
обычно рекомендуется
выііол нять либо с гл у хой, либо с плотной посадкой 2-ro класса
точности (ОС f 1012). Однако вполне удовлетворительные резул ьтатьі дает применение для этих целей посадки скол ьжения
3-го к.масса точности (OCT 1013).
Между подвижными и неподвижными стержнями суіцестпует
еще некоторое чисто констр уктивное разл ичие. Рассмоз рим его
на прпмере изображенных на рис. 17 нескол ьких вариантов
гладких цплиндрических стержней, снабженных прямоу гольным
буртом.
50.
На рис. 17, о тззображен наиболее распространенный вариантнеподвижного стержня. Там же у казаны размерные соотношения
между самим стержнем и отверстием дл я него. В цел ях упрощения
процесса подгонки посаАочная часть отверстия выполняется с pacточкоіі D . Высота /t посадочной иасттз отверстия должна находиться в пределах (1,5-2) D.
Ва ИdНТЫ ПОАВИжных стержнеи изображены на рис. 17, 6, в.
Отличаются они друг от друга характером перемещения стержня
с деталью 2 относительно формующей детали 7. Если в процессе
ЭhСплj атации формы стержень не выходит за пределы участка h
(рис. 17, 6), то отверстие выполняют с такой же расточкой, Нак
для неподвижных стержней. В этом елучае высота посадочной
части определ яется конструктивно, но должна быть не мепее lD.
Если в процессе работы формы стержень должен полностью выходить за пределы формующей детали J, то отверстие выполняют
с заходным конусом в пределах 10-30°.
На рис. 17, е изображен стержень, формующий в издел ии
сквозное оз верстие. Конец подобного стержня выпол няется с конической за ходной частью. Угол конуса должен быть в пределах
20-30°.
Некотору ю конструктивную разновидность подвижных формующих стержней представь яет собой вытал кивател ь, конеіі которого прин имает участие в формовании какого-либо элемента
издел ия. Вытал кивател и подобной конструкции мало чем отлича ются от обыч ных, поэтому нет основа ний для рассмотрения их
в данном разделе.
Форму ющие стер жтіи па механииеску ю прочность обычно не
рассчитывают, так ка к их размеры определ яются конфигурацией
соответству ющего элемента издел ия. Однако для того чтобы
уменьшить деформацию стержня в процессе прессования или литья ,
прибега іот к некоторым конструктивным приемам, на правленпым
на уменьшение длины консол ьных участков форму ющих элементов
стержней. В основном это относится к констр у кции стер жней формующих в изделии сквозные oaверстия.
В цел ях сокращения длиньl стержня рекоменАуется один сквознон стержен ь замен ять дву мя стержн ями, расположеннымИ С AB Х
противоположных сторон формы. Эти стержнН А лжны находиться
строго па однои оси. ,Цл ины отдельных иастей соста вны.х стержней
зависят как от размерных соотношений формуемого отверстия ,
та к и о'г особенностіі ei о конфи гу рации. Если формуемое отверстие
имеет на всем протя жепии постоянны й диаметр, то стык стержней
рекомендуется делать посередине.
Рассмотр им некоторые вар ианты составных стержней, изображенные на рre. 18. На иболее распространенный вариа нт составного стер жн я изображен на рис. 18, о. Е го можно рекомендовать
д.пя пол учения гладких отверстий глубиной не более 5D, таким
образом. длина 1каждого из стержней не должна превышать 2,5D.
4
}-I. Н. fleëz uu
^
49
51.
Для получения более глубок их отверстий можно рекоменА вать стержни с конусным стыком. Угол кону са должен быть неменее 90°. Gтержни подобной констр укции хорошо зарекомендова,зи себя при пол учении издел ий как прессова нием, так и литьем
(рис. 18, 6).
Рис. 18. Конструкции составных стержней
На рис. 18, а, е изображены варианты составных стер жней,
примеНяемые для пол учения сту пенчатых отверстий. Gтыки этих
стержней тоже выполнены с конусовидньlм замком.
Резьбовые ётернни
Резьбовые стержни или, как их называют, знаки примен яют
либо для непосредственного формования резьбы в изделпя х, либ о
в цел ях фиксации резьбосодер жащей армату ры относительно определенного формующего элемента.. Каждый из этих видов резьбовых
стержней имеет свои характерные особенности, которые будут
рассмотрены ниже.
Резьбовые стержни в большинстве случаев представляют собой
съемную детал ь, извлекаемую из формы вместе с издел ием. Исключение составе яют лишь резьбовые стержни стационарны х механ изированных форм. В этом случае процесс вывинч ивания стержня
из изделия ocyиtествляется непосредственно в форме.
В силу конструктивных особенностей изделий резьбовые
стержни могут на ходиться в л іобом необходимом по,пожении относител ьно направления смыкания. Поэтому для того, что0ы стержень не выпадал из отверстия форМы, В ltOTOpoм он дол жен находиться, применяют различные способы для его фиксацгіті.
Гlростейшие варианты стер жней с фиксацией при помощи пружинящих конііов изображены на рис. 19, п, 6. Пружинящими свойствами они обладают за счет продол ьны х разрезов, используемых также при вывинчивании стержня.
50
52.
Резьбовые сте ржни более совершенной конструкции (рис. 19, в,е) фиксиру ются проволоч ными npy жинками, находя іцимисн в специальных пазах. Закреплен ие пружинок ocy ществллется путем
их зачеканивания.
Для удержания стержней от выпада ния испол ьзу ются также
цанговые пружинящие втул itи (рис. 20, п). Этот способ фиксации
арматуры, несмотря на надежность работы, применяется сравнительно редко по причине его сложносз и iI громоздкости.
Рис. 19. Резьбовые стержни с пружинякtими концами
Рис. 20. Варианты резьбовн х стержней
При расположении резьЬового стержня в непосредственной
близости от края детал и фиксация производится при помощи
стального шарика, который входит в специал ьну ю кольцеву ю канавку стержня. В процессе работы шарик поджимается спирал ьной проволочной пружинкой (рис. 20, d).
Gтержни без фгіксирующих элементов применяются тольКО АЛЯ
уста новк и их в горизонтальные учасз ки матриц пресс-форм прямого и литьевого прессования. Устанавл ивают их в этом случае
в специальные отверстия (рис. 20, в, е).
Вывинч ивание стержней из и Аелия осуществл яют специал ьными ключами различной конструкции в зависимости от формы
конца стержня. Процесс вывинчивания производят нли вручную
51
53.
с ярименением специальных машинок, или с примене нием элеіітропривода. Для этой цели применяют также пневмопривод.Конструкция резьбового форму ющего стержгія в основном зависгіт от вида получаемого резьбового отверстия п может быть очепь
разнообразной. Одна ко посадочная часть стержня для всех случаев, как правило, имеет одинакову ю констр у кцию — цилиндр ическую форму. Выпол няют ее либо по ходовой, л ітбо по скользящей посадке 3-го класса точности (OGT 1013). Стер жни снабжа іот
специальными буртами, которые воспринимают на себя осевые
Рис. 21. Констр укцип резьбовых формующих стержней
нагрузки и препятству вэт осевому перемещению стержня в процессе формования. Помимо этого, бурт пpeп ятствует проникновению материала на посадочну ю часть. Бурт, как правило, выпол няют конической формы с j глом конуса в пределах 80-100°.
При установке стержня в формую:цую детал ь он размещается
в специальное гнезде.
На рис. 21 изображено несколько резьбовых форму ющтіх стержней различной конструкцигі. Размерные соотношения их отдельных элементов приведены на примере стер жн я, предназначенного
А» формова ния гл у xoгo резьбового отверстия (рис. 2l, а). Исполнительные разме ры этих элемен гов поставлегіы s зависимость
oa' размера наружно го диаметра D резьбы форму юще го элемента.
Диаметр посадоч ной части d выбирается 6iIГІЗh ИМ ПО 3НПЧ8НІІЮс
диаметром резьбы, но не менее 5 мм.
Для получения ступенчатого резьбового отверстия с разл ичНЫFШ по величиг. е диаметра резьбамгі, но с одіігі аковоіі величигіоіі
шага, применяют стер жень, аналогичныи изображенпому на
рис. 21, 6. При наличии в одном отверсти и двух резь5 разл ичных
диаметров и шагов примегяются составные резьбовые стер жни
(рис. 21, е). Вывинч ивание их произВОА» посл Аовательно:
сначала вывинч ивают стержень с большим диаметром, затем
с меньшим.
52
54.
Конструкция резьбовых стержне й, примепяемых для фиксациирезьбосодержащей арматј ри, более проста. Они , как правило,
не ›імеют упорного бурта, и к их резьбовым элементам не пред ьявля ются высок ие требован гія относител ьно чистоты повер хностзз.
Посадочная часть этих сз'ержней обычно выполняется такого же
диаметра, как и диаметр резьбового конца. Характер сопр яжения
их такой же, какой был рекомендован выше дл я резьбовых формующих стержней.
8. ФОРМУЮЩИ Е ВКЛАДЫШИ
В к л а д ы ш е м называ ют форму ющий элемент, предназначенный дл я формования определенной части издел ия. В силу когтстру ктивных особенностей вкладыш представляет собои съемну ю
деталь, извлекаему ю из формы вместе с издел ием. Отдел яіот его
от изделия либо вручну ю, либо при помощп специальных приспособлени й.
Применение вкладышей обусловлено наличгіем в изделии какого-либо элемента , препятству ющего свободноsту его пзвлечению
из формы. В качестве подобных элементов могут быть разл ичные
отверстия , высту пы, ребра , рифления , элементы резьбы, арматура
и пр. Поскольку вкладыш нeoбxoAИMoизвлекать из формы после
каждой за прессовки, применение его в конструкцигі влечет за
собой определенные тр удности экспл уатационного харак гера. Однако несмотря на это, в определенных условиях их применение
считается целесообразным. Применяют их в основном в мелкосерийном производстве для пол учения сложных по конфигурации
издел ии, когда не может быть оправдано гіспол ьзование многогнездных механизированных форм. Как правило, вкладыши применя ют в констр укция х пpecc-форм прямого и литьевого прессования.
Рассмотр им некоторые констр уктивные разновидности вкладышей.
Широкое распространен ие получили вкладыши кольцевиА«
формы. Их применяют для получения на изделии наружных резьб,
а также различных буртов, канавок или углублений, расположенных на цилиндрических или конических поверхностя х. По своеи
конструкции они могут быть либо сплошными, либо сборными.
На рис. 22 изображено несколько разновттдностей кол ьцевых
вкладышей. В качестве примера на рис. 22, п, 6 изображены кольцевые вкладыши, содержащпе резьбоформу ющие элементы. Однако
подобные конструкции могут быть испол ьзованы для пол учения
на издел ия х не толы‹о резьбы, но и дру гих самых разнообразных
по форме элементов.
Вкладыш, изображенный на рис. 22, п, представляет собой
сплошное кольцо. Цилиндрическая наружная поверхгіость его
снабжена установочным конусом в пределах 1°. Посадочна я
53
55.
часть D подобных вкладышей выполняется либо с посадкой движения 2-гo класса точности (OGT 1012), либо по ходовой посадке3 го класса точности (OGT 1013).
Если к резьбе не предъявляется высоких требований, то ее
формование можно производить с помощью сборных кольцевых
вкладышей (рис. 22, d). Эти вкладыши имеют форму двух полуколец, фиксируемых дру г относительно дру га специальным и пальцами, установленными в плоскости разъема. Gоставной резьбовой
вкладыш пр имен яется в данном ел учае в цел ях упрощения процесса отделения его от изделия. ПосаАочная часть сборных коль-
Pxc. 22. РазковкАНОстихольиевых вкяадышей
цевых вкладышей обычно выполняется конусной, с углом конуса
б -1 0 ° , благоАаря чему осувtествл яется плотное смыкание полуколец.
Кое ьиевые вкладыши могут применяться также в качестве
выталкивателей. Делается это в том случае, когда на определенной
поверх ности изделия недопустимо наличие следов от обычных
цилиндрических выталкивателей. Эти вкладыши могут иметь как
сборную, так и сплошну ю конструкцию. На рис. 22, в изобра жен
сплошной кольцевой вкладыш, предназначенный не только для
извлечения издел ия, но и для формования некоторой его части.
Посадочная часть вкладыша выполнена аналогіlчно варианту ,
изображенному на рис. 22, в.
В качестве выталкивателей применяются также дисковидные
вкладыши. Посадочная часть этих вкладышей может иметь как
цилиндр ическу ю, так и коническу ю форму. Дисковые вклаА шивытал киватели используются для извлечения из форм тонкостенных изделий.
Наряду с кольцевыми вкладышами, в конструкция х прессформ применя ются вклаАьши с призматической посадочной частью.
Эти вкладыши в большинстве случаев размещаются в боковы х
стенках гнезда пресс-формы. Служат они для получения на изделии разл ичных отверсти й, углублений, высту пов, поперек ны х
пазов или ребер и т. д. Дл я предотвращения затекани я материала под вкладыш его нижний конец обычно распола гают ниже
уровня формующего гнезда.
s4
56.
На рис. 23 изображено несколько подобных вкладышей. В качестве примера все они предназначены для получения на изделииодного и того же элемента, представь яющего собой цил индрический
выступ. Различаются они между собой лишь конфигурацией фиксирующей части.
На рис. 23, а изображен вкладыш, фиксирующая часть которого выполнена в виде заплечиков с параллел ьными сторонами.
У вкладыша на рис. 23, 6 эти заплечик и имеют клиновидну ю
форму, котора я обеспечивает более стабил ьное (по сравнению
с предыдувtим вариантом) полонtение его в процессе формования .
Рис. 23. Вкладыши с призматической посадочной частью
В цел ях облегчения процесса подгонки вкладыша при изготовле'нии пресс формы, а также уменьшения его контактной повер хности в обоих вариантах между боковыми поверхностями заплечиков и соответству ющими повер хностямlз пазов предусматр ивается зазор в пределах 0 ,5 -1 л л на сторону. Фиксирующая
часть вкладыша, изображенного на рис. 23, а, имеет цилиндр ическую форму.
Посадочные части вкладышей (размер В), независимо от конфигурации их фиксиру ющих частей, выполн яют либо е посадкой движения 2-ro класса точности, либо по ходовой посадке
3-го класса. Посадочные части должны быть снабжены заходными
конусами (скосами) в пределах 8- l5°.
Представленные варианты кольцевых и призматических вклаАьшей не следует рассматр ивать как полный перемен ь их разновидностей. В практике конструирования пресс-форм приходится
применять вкладыши самых разл ичных очертаний и размеров.
Однако способы их размещения в формующей полости не отличаются бол ьшим разнообразием и, по сути дела , представь яют собой повторение либо тех же самых вариантов, либо их отдельных
элементов, но в различных сочетаниях.
57.
9. ОБОRМЫО б о й м о й называют детал ь, предназначенну ю для скрепления отдел ьных форму ющих элементов, вх одящих в сборную констр ук ііию. Наиболее часто о0оймы применяют в конструкция х
сборных формующих гнезд.
Несмотря на большое разнообразие ск репляемых обоймой деталей, самИ обоймы отличаются простотой конструкции. В бо.i ьшинстве случаев это монол итна я детал ь либо кру глой, либо прямо- у
гол ьной формы. Полость обоймы, как правило, имеет очерта ния,
близкие по своей конфигурации к очертаниям наружного контура.
Обоймы обычно ие принима ют непосредственно у части я в top мовании издел ий. Однако в некоторых слу чая х детал и сборных
констр укций матриц одногнездны х пресс-форм прямого прессования могут иметь конфигу рациіо, cx одную с обоймой. Эти детал и в
отличие от обычных обойм явля ются формующими элементами и
участву ют в формовании боковых поверх ностей изделия.
Однако независимо от степени участия в формова нии издел ия
обоймы в процессе работы формы воспринимают на себя значител ьНые на грузк и. В ел учае недостаточгіой прочносз и обоймы может
произойти ее разрыв (сопряженный с опасностью дл я жизни человека), поэтому к ее расчету следует подходить с должным вниманием. Таким образом, с экспл уатационной точки зрения обойма
представьяет co6ofi наиболее ответственную деталь.
Расчет обоймы заключается в определении оптимальных значений толпіин ее стенок. Все остал ьные элементы обоймы определяют констру ктивным путем. Способ расчета обоймы зависит от
ее конфигу рацин и характера сопряжения ск репляемых ею элементов. Поэтому к обоймам определенной констру кции применяют
и соответствующую методику расчета.
Расчеты круглые обойм на механическую прочность
При расчете обойм или деталей сборных матриц, гімеющих
форму полых цилиндров (рис. 24), руководству іотся их внутренним дгlаметром и величиной возникаюгцего в них давления , а также
механическими свойствами стали, из которой эти детали изготовлены. Расчет сводится к определению их наружноГо Аиаметра
или толщvіны стенок, отвечающих заданному условию прочности.
В зависимосги от марки стали и особенностеіі ее термической обработки величина наружноГо Аиаметра может иметь различные значетіпя (при условии постоянства значении прочих факторов).
Пpri выборе значения наружного диаметра обоймы (радпус R
на рnc. 24) руководствуются следующей формулой:
[О) р + 0,4j
[Огр — i ,3q
’
(16)
58.
гдеfi — радиус наружного диаметра цилиндра в см,
г — радиус внутреннего диаметра цилиндра в cc;
р — допускаемое напряжение на растяжение для материала обоймы в кгс/см*;
q — величина давления , действу ющего внј три обоймы
в кгс/см’.
Пользоваться этой формулой можно при условии, что
Соблюдение этого условия строго обязательно, в противном случае величина R -—
—-
Рис. 24. Kpуглые обоймы и загрузочна я камера пресс-формы прямого и литьевого
прессования (к расчету толщины стенки обоймы)
Величина допускаемого напр яжения зависит от свойств применяемой стали, а также от величины коэффициента запаса.
При условии четырехкратного запаса прочности, рекомендуемого дл я обоймы пресс-формы, величина допускаемого напр яжения дл я закаленной легпрованной стали может достигать
2000 кгс/см’-.
Нескол ько впдоизменив выражение (16) . пол учпм формул у дл я
определения толщины стенки
[о]д Ц—0,4q
(17)
где с — толщина стенки круглой обоймъі в см.
Гlpп конструировании пресс-форм бывают случаи, когда и
внутренний и нару жный диаметры определяются конструктивно.
59.
TorAa следует провер ить, отвечает ли обойма условию прочность.Для стальных обойм это можно сделать по формуле
q (R* —
i—г•)
R* —г°
" В ел учае, когда действительное напр яжение в обойме окажется
больше допускаемого lO р необходимо увеличить величину paдиуса fi наружного диаметра обоймы.
Рис. 25. Круглые обоймы пресс-форм прямого прессования
со вставными щехами (х расчету толщины стенки обоймы)
Формулами (16)—(18) руководству ются также при определен ии
толщин стенок кру глых загрузочных камер пресс-форм литьевого
прессования.
Существует eвte другой вариант расчета кру глых обойм. Е го
применяют для определения толщины обоймы со вставными щеками цилИНАРической (25, а) или конической формы (25, d).
В этом слу чае, так же как и в предыдущем, рассчитываемым
элементом явл яется толщина стенки с (рис. 25). Различие в вариантах заключается в том, что во втором рассчитывается определенное сечение обоймы в — а, по направлению совпадающее
с направлением плоскостей разъема.
Это обусловливается тем, что напряжение, возникающее
в обойме в процессе экспл уатации, благода ря незначительным
деформациям вставных щек концентрируется в указанных сечениях а — в. Поскол ьку в сопротивлении разрыву участвует все
сечение (лечения), необходгімо принимать в расчет и его высоту If.
58
60.
Величина усил ия , стремяіцегося разАвИнуть щеки и разорватьобойму по указанным сечениям, зависит от вел ичины удельного
давления прессования и плoііtaди проекции форму ющей полости
на плоскость, по которой происходит смыкание щек. При расчете
усилия в данном случае учитывают площадь только одной щеки.
Определ яют его по формуле
Pp —
—qF
(19)
или из расчета на оАно сечение
Ру@'
где
2’
(20)
Р — растягивающее усилие в кгс, действуюиtее на два
сечения;
Pp р — растягиваюіцее усилие в кгс, действуюіцее на одно
течение;
q
величина давления прессования в кгс/см*;
F — площадь проекции одной из сторон формующей поЛОСТИ В CC '.
Вел ичина напряжения , возникающего в сечении под действием
растягивающего усилиз Рр g , расечитывается по формуле
Р• t
о-
< |o]y,
(21)
где
в — действительное напряжение, возникающее в данном
сечении в кгс/см’;
F — площадь лечения стенки обоймы в cc s ;
р — допускаемое напряжение на растяжение в кгс/см’.
По этой формуле можно определить, отвечает ли данное сечение
условию прочности; преобразовав выражение, получим формулу
для опреА«ения величины допускаемого сечения
(22)
Но величина сечения (рис. 25)
ИЛИ
F, - cH
(23)
F - call,
(24)
rAe с и с — толщины стенки обоймы в cc;
f/ — высота обоймы в cc.
Пpn тяжелых условиях работы, т. е. при значител ьной высоте
обоймы (Л
N) и значиз'ел ьном растя гивающем усили и, в расчетах принима ют наименьшуіо толщину стенки г,. Подставив
одно из выражений (23)—(24) площади в формулу (22), пол у чаем
формулу для определения толщины стенки обоймы е точки зрения
(25)
61.
Однако при определении размеров обоймы pacueт толькос точки зрения ее прочности недостаточен. Это объясняется тем,
что в процессе эксплуатации формы благодаря упру гим деформациям обоймы, возникающим в резул ьтате растя гива ющего усилия,
щеки могу г раздвинуться на некотор ую величину. Поэтому возникает необ ходимость в определении такой толщины стенки
обоймы, которая отвечала бы условию жесткости.
Величина абсолютного удлинения стенки при растяжении под
действием силЫ Рр рдолжна быть не больше половины допускаемой минимальной толщины облоя. Таким образом, Af — 0,002 гл.
Поскольку данное приращение Af происходит в результате
удлинения некоторой величины / (рис. 25), необходимо ввесзи понятие об относительном удлинении, т. е.
bl
(26)
где в — величина относительного удлинения обоймы;
й/ — велпчпна приращения длины в гл.
Дл я данного случая
0,002
где i — длина обоймы в направлении растяжения в гл.
Исходя из зависимости, существу ющеіі между напряжен ием
и относительным удлтінением, получим
ИЛИ
о =- sJ2,
(28)
где о — напряженrIe, возникающее в рассматриваемом сечении
в кгс/см’;
Е — МОДул ь у Пр ГОС7И В К8С/СЛ .
Абсолютная величина моАУ я yпpy гости длл стали, нагретой
до 200“ G, Е —
—-I ,98 10' ісгс/см°. В практически х расчета х принимаіот Е -—
—2 10’ кгс/см (2 105 ён/л').
На основанІ1і‹ формул (21) и (28) иг‹еем
F"
- tK ’
(29)
откуда
(30)
где f, — площадь сечения стенки обоймы в c c ’ .
По формуле (30) можно производить поверку на соответствие
деfiіствгіте.яьной площади сечения площади f„ отвеча югцей условlію жесткостп.
62.
Заменив F произведением cd (см. формул у 23), получимС —
Еу .
(3l )
Подставив вместо Е и в их значения, получаем окончател ьну ю
формулу для определения толщины стенки с обоймы пресс-формы
со вставными щеками
где Рр р — растя гивающее усилие в кгс, приложенное к одной
стенке;
”
/ — длина стенки обоймы в направлении растяжения в гл;
f/ — высота обоймы в cc.
При расчете толщины стенки обоймы, имеющей некру глу ю
наружну ю конфигурацию, величина наибол ьшего радиуса R определ яется расстоян ием от центра обоймы до ближа йшей точки наружного конту ра. Линия, соединя ющая эту точку с центром, у казывает направление опасного сечения.
Расчет прямоугольных обойм на механическую прочность
При определении размеров прямоу гольной обоймы применяют
обычно приближенный расчет, основанный на методе подбора
сечения и поверки его прочности по допускаемому напряжению.
На рис. 26 изображены два наиболее распространенных вида
прямоу гольных обойм.
Первый вариант прямоугольной обоймы (рис. 26, а) можно рассчитывать так же, как кру глу ю обойиу со вставными щеками.
Для определен ия толщины ее стенки пользуются формулами ( 19)—(32).
С их помощью определяется толщина стенки обоймы с клиновыми или плоско-параллельными щеками. В этом случае, бла годаря значител ьной суммарной толщине продольной стенки, она
практически не имеет изгиба. Если продол ьные щеки состоят из
нескол ьких элементов, расчет толщины стенки обоймы производится методом, изложенным ниже. Приводимая ниже методика
пригодна также для расчета прямоу гольных загру зочних камер
пресс-форм прямого или литьевого прессования.
Расчет толщины стенки обоймы, изображенной на рис. 26, 6,
следует производить учитывая работу стенки на изгиб и на растя жение (или сжатие). Этот более сложный вид деформации связан
со своеобразной конфигурацией обоймы.
Дл я у прощения расчета стенки обоймы можно рассматривать
как равномер но на груженные брусья , жестко закрепленные по
концам. Сечения их I—1 и //—//, расположенные на равном
расстояниіз от вну тренних у глов обоймы (оси симметр ии), в данном
случае наиболее опасны.
63.
Поверочны й расчет стенок обойм по указанным сечен иям начинают с определения величины действу ющих усилий. Допустим,что необходимо произвести расчет сечения /—/ (рис. 26, 6).
Растя гива ющее усилие для данного ел уча я определяют по
формуяе
где Р
— растягивающее усилие в кгc;
q — величина давления в кгс/см ;
F, — площадь в см• проекции формуюкtей полости на соответству ющую стенку обоймы (в данном сл учае на
стенку fi).
Рис. 26. Прямоугольные обоёмы прессформ прямого прессования (к расчету
TOfIЩИНhI CTI2HКИ O$Oii Мbl)
Величину растя гивающего усил ия , приходящегося на стенку А ,
рассч итаем по формуле (20), а действу ющу ю на стенку А величину изгибающего усилия определим по’ формуле
(34)
где Р — изгибающее усилие в кгс;
F, — площадь в сл° проекции форму ющей полости на соответству ющу ю стенку обоймы (в данном сл учае на
стенку А).
Зная величину изгибающего усилия Pq, можно определ ить
величину наибол ьшего изгибающего момента , приходящегося на
выбранное сечение,
max ”
РТА
12
гф
де q a , — Наибольший изгибающий момент в кис сл,
(35)
64.
Получив велииин у наибол ьшего изгиба ющего момента , переидем к определению величины момента сопротивлен ия изгибу данного сечения обоймы. Расчет произведем по формулег- *
(36)
где У — момент сопротивления в сл•;
Л — высота стенки обоймы в см,
с — толщина стенки обоймы в cc.
Приведенна я формула годится главным образом для расчета
момента сопротивления изгибу сечения только прямоу гольной
формьl. С некоторой погрешностью она может быть испол ьзована
для определения момента сопротивления лечения, представь яющего собой пр ямоу гольну ю трапецию с углом при основании не
менее 80°. Этот случа й имеет место при установке в обойму клиновых щек или вставок.
Окончательный поверочный pacueт производят по формуле
(37)
где
Рр — растягивающее усилие в кгс,f, — площадь сечения стенки в гл'; определена по формуле (23);
max — наибольший изгибающий момент в кг-c см;
У — момент сопротивления изгибу в cc 3 ;
lp I — величина допускаемого напряжения в кгс/см
При определенигі величины допускаемого напр яжения to ] слеАует руководствоваться соображениями, изложенными при pacсмотрении методики расчета круглых обойм.
Сделав поверку стенок обоймы на прочность, желател ьно их
провер ить на допускаемую стрелу прогиба. Если все стенки прямоу гольной обоймы были рассчитаны на прочность, повероч ному
pacueтy на жесткость можно подвер гнуть только одну из них,
имеющую наибольшую длину. Рассчитываем по формуле
m'ay
(38)
где {р„ — наибольшая стрела прогиба в гл;
$don Допускаема я стрела прогиба в cc;
J — момент инерции лечения в сл•.
Допускаема я величина стрелы прогиба для стенки обоймы
прямоу гольной формы не должна превышать 0,005:—0,01 см.
' Момент инерции J для данной формы сеиения определим по
формуле
(39)
63
65.
В большинстве сл учаев отверстия для направо яющих втулокили колонок размещают в стенка х обоймы, хотя они нескол ько
ослабляют обойму и уменьшают ее прочность.
Поэтому правильный выбор места для этих отверстий имеет
существенное значение.
Лучшие результаты дает их размещен ие в диа гонал ьной плоскости III — III (рис. 26, 6) и возможно ближе к наружной части
обоймы. ,Для увеличения прочнос ги последней (в случае, когда
обойма имеет вставные щеки) ее внутренн ие у глы делают с закру глением г, величина которого должна быть не менее 5- 10 лл.
t0. ЗА ГРУЗО ЧНЫ Е
КАМЕРЫ-ТИ Г їИ
Загрузочные камеры пресс-форм литьевого прессования предназначены для размещения и разогрева определенного количества
пресс-материала , необходимого для пол учения либо одного, либо
нескольких издел ий. В этих камера х под возде йствием определенной температуры и давления пресс-материал переходит в пластическое состояние и приобретает способность к заполнению форму ющей полости.
По своей конструкции загрузочные камеры представь нют собой толстостенные детали либо кр углой, либо пр ямоугольной
формы. Круглые загрузочные камеры в виде полых цилиндров
применяются чаще, чем пр ямоугольные, так как по сравнению
с последними обладают большей механической проч ностью и более просты в изготовлении.
С констр уктивной точки зрения существует несколько разновидностей камер. Эти разновидности обусловлены индивидуальными особенностями конструкции пресс-форм и способов и х эксплуатации. Так, в зависимости от применяемого способа эксплуатации различают камеры съемных и стационар ных пресс-форм.
Загрузочные камеры стационар ных пресс-форм, в свою очередь,
имеют еще рнд разновидностей, которые будут рассмотрены ниже.
Камеры съемных пресс-форм
Рассмотрим основные разновидности загрузочны х камер съемных пресс-форм, изображенны х на рис. 27. Все камеры имеіот
цилиндрическую форму и различаются между собой в основном
только конструкциеи фиксир уіощих элементов. В силу того, что
все приведенные на рис. 27 камеры представь яют собой съемный
элемент коНструкции, их называют накладпыми .
На рис. 27, а изображена накладна я каме,ра, фиксируема я при
помощи цилиндрического высту па, выполненного на литниковой
плите. Для обеспечени я надеж ного контакта с литНИЕОВОЙ ПЛИТОЙ
внутрення я полость камеры снабжена кольцевым уступом, поверхность которого для облегчени я отделени я гfстатка пресс-материала выполнена под углом 45°. Конфигурация npeccyюutero
64
66.
плу нжера (пopui ня) аналогич на конфигурации внутренней полости камеры. Этот вариант камеры рекомендован нормальюhlH 1490-61 .
Другой вариагіт камеры, изображенной на рис. 27, fi, отличается от предыдущего лишь конфигурацией уступа, который
здесь выполнен под пр ямым углом. Роль ручек в этой камере выполпяет кольцевой бурт. Конструкция эта более проста в изготов-
Piic. 27. Варианты съе›\кы х загрузочкьїх камер пресс-форм
ЛИТЬЕ'ВОFО ГІБОССОВ6IIП Я
лении, но применяется обычно для камер с диаметром полости не
более 100-120 лл или для камер прпмоугольной конфигурации.
Наиболее проста в изготовлении камера, гтзображеннап на
рис. 27, а. В нутренняя полость ее выполнена без уступа, а диаметр
фиксирующего выступа на литниковой плите равен диаметру плунжера. Однако несмотря на простоту, этот вариант применяется
реже в свпзи с тем, что здесь не всегда достигается плотность
примыкания камеры к литниковой плите. Подобную конструкцию
обычно применяют для крупногабаритных накладных камер, где
положительную роль играет вес самой камеры.
C5
5 Н . Н. JleAкиii
.
67.
Накладная камера, фиксируема я при помощи выполиеіі ногона ней конусиого высту па, изображена па рис. 27, е. Этот высту п
в процессе работы формы размещается в специальной выточ ке
литниковой плиты. Выточ ка долж па иметь несколько большии
диаметр , чем диаметр выступа.
Помимо представленных на рисунке вари аНтов, существует
еще рпд разновидностей загр узочных камер съемны х пресс-форм.
Так, например, широко примен яіотся камеры, выполи яемые за
одно целое с одной из формующи х деталей. Подобные камеры,
а также кЗмеры клигіовых пресс-форм, имеіот ряд иіідивидуальнмх особенностей. Так, камера клиновой пресс-формы имеет сборную констр укцию, что значительно упрощает п›роцесс ее изготовления и эксплуатации .
Камеры стационарных пресс-форм
Загрузочные камеры стационар ных пресс-форм также обладают
большим разнообразием констр укций . Конструкция эти х камер,
в отличие от камер съемных пресс-форм, зависит еще от индивидуальны х особенностей применпемого оборудоваНи я. В связи
этим существуіот прессформы либо с верхні:м, либо
с нижним расположением камер относительно формуіощей
полости. Bep хние загрузочные камеЈзы располагают в подвижііой части формм, ни жние — в гіеподвижпои.
Консзрукри я загрузоч пых
камер, расположенны х в верхнеи подвижнои частгі пpeccформы, аналогич на конструкции съемны х камер . Так же
как и съемные камеры, огіи
в большинстве случаев имеют
форму полоl о цилиндра. Их
фиксаци п от осевого перемещегlия осуществляется при
Рис. 28. Варианты sepх них загр узоч uiях
помоііtи пPяMoУГOJIЬHOГo буркамер стационар ііых пpecca-фopu литьета (рис. 28, о, 6). Помимо
бурта, в некоторы х случа ях
на камерах выполгl яют резьбовой участок (рис. 28, 6). Закрепление
камеры тогда осуществляется при помощи специальнои гаики.
Отличительной чертой плунжеров (поршней) загрузоч ных камер подобного типа является наличие у них специального элемента, предназНаченного для захвата и иЗвлеЧени я литникбвого
остатка. Этот элемент может представь ять собой либо специальную канавку (рис. 28, в), либо выступ. В больіМинстве случаев
66
68.
длп этой цели применяют заточ ку, рекомендова иную нормальюMH 1519-61 (рис. 28, а).
Загрузоч ные камеры, располагаемые в нижней части пpeccформы, имеют своео5разнуіо конструкциіо. Гlo своей констр укции
они представь яют собой тр убовидн ую деталь, как правило, цилиндрической формы (рис. 29). Отверстие камеры (трубы) на всем
своем протяжении пмеет постоянный диаметр . Фиксаци я камеры
здесь, так же как и в предыдущем случае, осуществл яетс я либо
только буртом, либо буртом и гайкой (рис. 29, s).
Торец прессуютцего поршип в зависимости от особенности конструкции рассекателп может иметь либо конусный выступ
Рис. 29. Bapианты нижних загруэочных камер стационарііых пресс-форм литьевого прессования
(рис. 29, о), либо т‹огіусную впадину (рис. 29, 6). Одна ко с успехом
примен яются поршни и с плоским торцом (рис. 29, s). По своей
коіістр укции поркши могут быть либо сплошными , либо сборными .
Сборная конструкци п порши я (рис. 29, 8) применнется в целях
экономии материала .
Заканчивая рассмотрение основных разновидностей загрузочны х камер пресс-форм литьевого прессовани я, следует у казать на
необходимость наличи я за круглепий во внутренни х yrла х элементов констр укции камеры (радиус г на рис. 27-29). Это необходимо в
целях устранени я возможности возни кновени я в этих места х
концентрации напряжений .
Стенки загрузочных камер следует подвергать расчету на меха ническую проч ность, руководетву ясь методи ками, предложенными для этой целп в предыдущем разделе. Исключение могут составе ять загрузочные камеры стационар ных пресс-форм в том случае, когда они установлены в массивные детали (плиты), обладающие большим запасом прочности. Толщина стенки камеры тогда
определяется констр уктивпо, но при условии, uтo ее величина не
меиее 0,2 d, где d — диаметр (и,зи наименьший размер) полости
камеры .
67
69.
11. ВЫТАЛ t(ИBATЕЛИВ ы т а л к и в а т е л е м называют стержневидную деталь,
применяемую для извлечени я издели я из формы. Помимо своеІ'о
основного назначени я, выталкиватели в определенных услови ях
могут примен яться для установки и фиксации арматуры, а также
д.л я извлечения специальны х формующих вкладышей. В некоторых случа ях выталіtиватели мог ут принимать участие в формовании определенной части издели я. Этот вариа нт примененгі п выталкивател я основан на использовании его конца в качестве .либо
формующего стержня, либо формующего гнезда.
Выталкиватели по своей конструкции очень разнообразны .
Это разнообразие обусловлено индивидуальными особенностпмН
конструкции примен яемой пресс-формы, а также особенностями
констр укции формующей полости. Одна ко несмотр я на разнообразие конструктивных вариаіітов, в npaктике применнются выталкиватели, посадоч ные части которых (те, что сопр ягаются с формующими деталями) имеют в основном только две разновидности
конфигурации . Это выталкиватели с ци линдрической (конической) и пр ямоугольной конфигурацией посадоч ных частей. Помимо цилиндрических и пр ямоугольны х выталкивателей, применяются еще и так называемые трубиатые выталкиватели. Но в св язи
с тем, Этo эти выталкиватели пригодны для извлечени я издели й
лишь определенной конфигурации, они не имеют широкого распространени я.
По констр у ктивным призна кам выталкиватели можно разделить на две группы: выталкиватели стационар ных пресс-форм и
выталкиватели съемны х пресс-форм. Различие меікду ними заключается в том, что выталкиватели стационарны х пресс-форм
имеют большую длину и закреплены в специальной плите, приводимой в движение различными способами. Выталкиватели съемны х пресс-форм обыч но не имеют креплени я и перемещаютс я
в процессе работы в специальны х отверсти ях. Эти выталкиватели
приводят в движение специальгіыми штыр нми, установленными в
плитах распрессовочного приспособления.
В і‹онстру кци ях съемны х пресс-форм выталкиватели применнются сравнительно редко. Это объясняется тем, что съемные
пресс-формы, как правило, имеют сбор нуіо констр укцию и процесс извлечеНи я издели я здесь сопр яжен с полной разбор кой формующих деталей, при которой обычно нет необходимости в применении выталкивателей. Наиболее часто выталкиватели применяіот в съемны х пресс-формах, имеющи х сплошные формуlощие
элементы или в съемны х пресс-форма х литьевого прессовани я,
где они могут служить не только для извлечени я издел ия, но и для
отделения элементов литпиков
В съемных пресс-форма х обычно примепяют цилиндрические
выталкиватели и, как правило, сравнительно небольшой длины.
G8
70.
Это объ ясн яется тем, что при созда нии констр укции съемнойпресс-формы всегда стрем ятся сократить длину выталкивате.'іей,
так как с увеличением их длины возрастает и вес пресс-формы,
что по эксплуатационным соображепиим нежелательно.
Некоторые разновидности выталкивателей, применпемых
в съемны х пресс-формах, изображены на рис. 30. Наибольшее распространение имеет выталкиватель, пзображенный на рис. 30, о.
Выталкиватели подобной констр укции, как правило, имеют цилиндрическую конфи г у рацию и строго определенную величину xoда, для orраничени я которого использован прямоуголытый бурт.
Рис. 30. Стержневые выталкиватели съемных пресс-форм
Выталкиватель, изображенный на рис. 30, 6, также, как правило, имеет цилиндрическую форму, но в отличие от предыдущего
варианта величина его хода не ограничена. Эти выталкиватели,
а также выталкиватели, изображенные на рис. 30, е, по мере необходимости могут беспреп ятственно извлекаться из формующи х
деталей. В св язи с этим их примен нют обыч но при переработке
материалов, обладающи х высокой текучестью, с тем, чтобы облегчить процесс периодической очистки выталкивателей. Посадоч ная
часть ступенчатого выталкивател я (рис. 30, в) моікет иметь самую
разнообразную конфиг урацию, в то времп как его хвостови к
обычно іlмеет цилиндрическую форму. В съемны х пресс-форма х
применяются также выталкиватели с конусной посадочной частью
(рис. 30, е). Угол конуса у таки х выталкивателей обыч но лежит
в пределах 60-90°.
Конструкци я выталкивателей, примен яемы х в стационар ных
пресс-формах и форма х для лить я под давлением, более разнообразна. Здесь иіироко применяіот как цилиндрические, так и пр ямоугольные вытал киватели, а также различные выталкиватели
трубч атого типа. Высота (длина) этих выталкивателей порой может
достигать значительны х размеров, поэтому к гіим предъявляются
более высокие требова ни я, чем к выталкивателям съемны х пpeccформ. ’Гребовани я эти заключаются в необходимости применени я
5олее качественны х сталей и более строги х режимов термкческой
обработки.
69
71.
На рис. 31 изображены основные виды цилиндрических выталкивателей, применяемы х в констр укци я х стационарны х форм, ипоказаны возможные способы и х закреплени я. Наибольшее распространегіие получи ли варианты, представленные на рис. 31, о, 6.
Длина цилин рической части /, конца выталкивател я обычно
равна d или 2d. Длина утонченной части"/, и обща я длина определяются констр уктивно. В цел ях упрочнени я выталкlзвателя диаметр D го установок ной части берется на 4 -.- 10 лл больше диаметра d, при условии, что значения d лежат в пределах от 2 до
Рис. 31. Разновидііоети цилиндри ческих вЬіталкивателеи
20 лл. Для осуществлени л принци па самоустановки выта.экивателя при сопр яжении его утолщенной части (диаметр D) с плитой
должен быть предусмотрен диаметральный зазор в пределах 0,2—
0,5 жж.
Цилиндрический выталкиватель с коническим буртОм (риС. 31, 8)
применяется при сравнительно небо,зьших хода х выталкивани я
(8-10) d. При рпределении диаметра бурта D руководствуются
теми же рекомендаци ями, что и при определепии размеров цилиндрически х буртов.
Выталкиватели с пр ямоугольной посадоч ной частью (рис. 32)
могут быть либо сплошными, либо сборными . Сплошной пр ямоугольный выталкиватель изображен на рис. 32, о. При определении соотношени й его элементов руководствуются теми же соображени ями, что были предложены для цилиндрически х выталкивателей .
Пр ямоу гольны й выталкиватель сборной констр укции (рис. 32, 6)
применяется обыч но при малых толщинах посадоч ной части (размер 6). Значение размера ѐ может находиться в пределах рт 0,2—
70
72.
0,3 до 2-3 мм. Посадоч ная часть выталкивател я данной констру кіlии выполняется из пруН‹инной голосовой стали. Пластинаобыч но выполн яется без уклонов и крепится к оспова нию выталкивателя заклепками с потаинои головкои.
Трубчатые выталкиватели, примен яемые в конструкци ях стационарных форм, могут иметь несколько разновидностей. Наиболее часто применяются выталкиватели, подобные изображенному
на рис. 33, о. Этот выталкиватель представляет собой полую
трубовидную деталь, перемещающуюся по неподвижно закрепленному стержню. Для
Рис. 32. РазгтовНдности прямоугояьных вытаякивателеи
Рис. "43. Разновидно-
сти трубчатых выталхивателеп
уменьшени я повер хности соприкосновения со стержнем отверстие
выталкивателя выполняется с расточкой.
Другая разновидность трубчатого выталкивателя представляет собой деталь в виде рамки, расположенпой в специальное
гнезде формующего элемента (рис. 33, 6). Выталкиватель подобной констр укции приводится в движение закреплен ными в нем
специальными толкателями. Примен яя трубчатые выталкиваа ели в
констру кцгі ях стациогіарны х форм, необходимо следи ть за тем,
чтобы в процессе и х эксплуатации посадоч на я часть выталкивател.я не выходила за пределы центрального стержня.
В некоторых конструкциях форм литья под давлением примен яются специальные выталкиватели, которые служат для отделени я литни ка. Эти выталкиватели имеют, как правило, цилиндрическую конфигурацию и по своей констру кции почти не
отличаются от выталкивателей обычного типа. Отличительной
71
73.
Чертои этой rp уппы выталкивателей является своеобра зная kонструкци я их коі-іцов, рассчитанна я на захват центрального литэтика. Некоторые варианты подобны х выталкивателей изображеііына рис. 34. Выталкиватели, изображенные на рис. 34, о, 6, 8, Служат
одновременно и для за хвата и для выталкивани я литгlика; вытaлкиватели, данные на рис. 34, е, 6, е, — только для отделе ни я литника, захват осуществляется либо специальным гнездом, либо конусной втулкой (рис. 34, е).
Рис. 34. Варианты концов центральНых выталкивателей форм литьп нод
давлением
Для определени я разиеров посадоч ной часа'и различ ны х вьтталкивателей (размеры d, о, b на рис. 31-32) нет каки х-либо правил, пригодны х для всех и х разновидностей. Эти размеры выбирают, руководствуясь как конструктивными соображени ями, так и
размерами того участка формующей полости, где данный выталкиватель должен быть размеіцен. 3 гіачйтельное вли яние в этом
случае оказывает и высота (длина) выталкивателя.
Посадочные части выталкивателей, непосредственно сопри касающиеся с изделием, должны выполняться по ходовой посадке
2-ro (OCT 1012) или 3-го (OCT 1013) классов точНости, но при условии, что величина максимального зазора не будет превышать
0,04-0,08 мы. Во избежание появлени я на изделии выступаlощи х
следов от выталкивателей рекомендуется устанавливать выталкиватели таким образом, чтобы их концы несколько возвышались
(па 0,05-0,1 лл) над формуіощей поверхностью.
В процессе работы формы выталкиватели воспринимают значительные осевые нагрузки . В результате многократного воздей72
74.
ствия зти х нагрузок под установочтіой частью выталкивател яможет образоваться вмятина, за счет которой нарушается правильность его установ ки . Для предотвращени я этого опору выталкивателя необходимо производить на деталь, обладающую достаточной твердостью повер хности. В стационар ны х формах это достигается путем установки выталкивателей на специальную
шлифованную закалеНІјую подкладк у (рис. 31, о).
Некоторые рекомендации по установке выталкивателей в формующие полости приведены в табл. 6.
Та6ли ца 6
Рекомендуемые варианты размещеиия выталкиватеаей
П рнмеры размеіцен нп
П рнмеuан ие
Я 0 g IIО
Во избежание повреждения
формующего
гнезАа не следует pacпoлагать
выталкиватель
иплот ную к его стенкам
Для рав ііомер ного извлече Ния изделия вытал-
киватели следует распошагать как можно ближе
к і‹онтуру охватываемого
или охъатываїощего фор муіощего элемента
В целs х у ыеньшеіш я
деформации издели я выталкиватели следует pacполагать в наиболее глубоких местах формующей
73
75.
12. НАПРАВО ЯЮЩИ Е КОЛОНКИ И ВТУЛ КИВ пресс-формах и форма х для литья под давлением для направлени я движени я формующи х деталей, а также для направлени я
плит выталкивающи х систем примен яют специальные детали, называемые к о л о н к а м и и в т у л к а м и. Колонки пногда называют штыр ями . Колонки и втулки в зависимости от назначепи я
имеют ряд когіструктивны х разновидностей.
Рис. 35. Колонки и втулки, применяемые Аня направлеtіи я движения
пуансонов
Рассмотрим ітаиболее распространенные вариа нты колонок
и втулок, принимаемые для направлени я формующих элементов
(рис. 35). Колонки и втулки изображены coпp яженными с указанием различ ных способов и х установки в форме. Тут же даны
концы колонок. В большинстве случаев для закреплени я колонок
подобного типа пользуются буртами различной коііфигурации. На
рис. 35, о изображена колонка, фиксируема я от осевого перемещени я пр ямоугольным буртом, на рис. 35, в — коническим. По
эксплуатационным качествам они равноценны.
Более надежное закрепление возможно при использовании конического хвостовика (рис. 35, 6). Посадоч noe натяжение осуществляется здесь за счет вращени я гайки, находящейся на резьбо74
76.
вом стержне конической части колонки. Величина конусности подобного сопряжепи я обычно равна отношению 1 : 10.Фиксаци я втулок от осевого перемещени я производится при
помощи бурта (рис. 35, о) .либо утолщени я (рИс. 35, 8). 3 начительно
реже применяют винты (рис. 35, 6).
На рис. 36, о изображены колонка и втулка наиболее распространенпой конструкции. Они рекомендуіотся к применению
Рис. 36. Направляющие колонки и втулки наиболее
распространенных xoиctp укций
следующими нормалями машиностроени я. Колонки — нормалями MH 1521-61 и МИ 5168-63, а вту,яки—МН 1253-61
и MH 5l 69-63. В целях увеличени я жесткости кологн‹а сгіабжена
утолщением. Диаметр этого утолщени я Ll для упрощеі-іи я обработки посадочны х отверстий принимается равным диаметр у
втулки . ІЗаправл яlощая часть колонки снабжегіа конусом. Отверстие втулки имеет одностороннюю расточку.
Определение исполнительны х размеров отдельно х элементов
колонок и втулок производят обычно по котіструктивным соображениям. При определении длины направляющей части f т‹олонок
(рис. 36, о) руководствуются размерами пуансонов и матриц в направлении и х смыкани я, а также характером и х взаимоположени я в момент замыка ни я формы. Во избежание зар убаі-іи я пуансонов и матриц, колонки должны входить во втулки несколько раньше, чем пуансон войА«+ В Соприкосновение с матрицей . С этой
75
77.
целыо длину колонок несколько увеличивают. Величин а этогоувеличени я обыч но лежит в пределех 5 -1 0 мм. В качестве примера на рис. 37 показагіы способы определепи я длиш.i колонl‹и
применительно к некоторым разновидностям пуансонов пресс-форм
прямого прессова ния.
Рис. 37. Зависимости между длиной направо яюгцей колоwки и
конфигурацией пуаіісона
Длина посадочной части колонки ( 1 на рис. 36, о) обычно
принимается равной (1-1,5) D. Длина /, направояіощей части
втулки должна лежать в пределах (1,5-2) d. Значение диаметра d
колонок данного вида зависит от длины сами х колонок и от расстояни я между ними. Определить его можно по табл. 7, которая
Т а ояи ца 7
Величины Аиаметров
направляющих коzонок
Расстояние
шешду цецт.
pawщ полонок
е мм
К OF О I4It И
До 100
100-200
200-300
fio 80
› 100
» ls0
20
25
32
300-500
500-800
» 150
› 200
40
so
Дяина
Д наметр
• •
• •
К О К О Н lTИ
предусматривает
гіять размеров
диаметров колонок, величина которых зависит от поставленны х
СЛОВИ И
Указанна я в таблице длина колонки представляет собой длину
ее свободной части (длина f на
рис. 36, о) без концевого конуса
или радиуса. Число колонок для
направлени я пуансонов и матриц
обычно колеблется от двух до •tетырех в зависимости от конфиг yрации и размеров формы.
Направлятощие колонки и втул-
ки, применяемые в конструкциях
выталкивающи х систем, представлены на рис. 38. Лучшие результаты дают колонки с дву хсторонней фиксацией (рис. 38, о). Помимо своего основного ііазначени я,
ОНИ ВЫПОЛН ЯЮТ ДОЛЬ
СВ ЯЗ}'ЮЩЕГО ЗВОН a МeЖД
ОПOQ НОЙ ПЛИТОЙ И
основанием, что позволяет при сборке обходиться без установочных штифтов.
Колонки с односторонней фиксацией (рис. 38, d, в) рекомендуется применять в стационарны х пресс-формах небольшого
76
78.
размера с равномер ным расположением выталкивателей на толкающей плите. Втулки этих колонок в большинстве случ аевфит‹сируІотся от осевого перемещени я с помоіцью цилиндрического пр ямоугольного бурта. 3 пачительно реже примегтяют пеподвижные посадки (рис. 38, в).
На рис. 36, 6 изображен конструктивный вариант колонки
и втулки дл я направлени я выталкивающи х систем различных
стационарны х форм, рекомендуемьlй нормалями машигіостроени я.
Рис. 38. Колонки и втулки, примен яемые для ›іаправлегіи я движения выталкивающей системы
Колонка предусмотрепа нормалью MH 1522-61, а втулка —- нормалями MH 1523-61 и MH 5174-63. Там же указан и рекомендуемый характер сопр яжени я отдельны х элементов констр укции .
Диаметр d посадочгіой части принимается равным (0,6-0,7) d.
Длитіу колонки для направлени я движени я выталкивающей
системы определ яіот исходя из размеров элементов выталкивающей системы . Она слагается из величи ны необходимого хода выталкивания и толщигіы плит.
Для определена я диаметра эти х колонок с некоторой поправкой можно использовать табл. 7. Поізравка эта заключается в том,
что длины колонок против рекомендовагіных в таблице могут быть
увеличены вдвое.
°Іисло колонок выталкивающи х систем зависит от конфигурации
изделия и взаимного расположени я вытa лкивателей. При симметрии но расположенны х выталкивател ях система может работать
на двух колонках. В ряде случаев роль направо яіощи х колонок
играіот толкающие стержни или хвостовики.
77
79.
Размеры направо яющи х колонок в определенной степенивли яют на размеры сопр ягающихся с ними ііаправляющих втулок.
Так, толщина стенки втулки должтта лежать в предела х от 0,1
до 0,2 ее внутреннего диаметра. 3 ная толщину стеін‹и, легко
найти величину наружного диаметра втулки D .
Направляющие колонки и втулки в том сочетанигі, в ка ком
они изображены на рис. 35 и 38, примен ять необязательно. ГІри
разработке
чертежей форм можііо брать отдельные элементы
паправл яющих деталей каждой из этих груп п и примеп ять ихв
различ ных сочетани ях в зависимости от констр уктивны х особеііностей формы.
13. 0 ПОРЫ
Опорами называют детали призматической или цилиндрической формы, применяемые в констр укци ях стационар ны х прессформ и форм для литья под давлением. Опоры входят в конструкцию узла выталкивающего устройства, где их размещают
Рис. 39. Разііовидности oпop
таким образом, чтобы в образовавшемсп между ними пространстве могли разместиться плиты яыталкивателей и детали, направляющие их движение.
В процессе эксплуатации опоры полпостыо воспринимают на
себя все усилие, прикладываемое к форме в гіаправлении ее замыкани я. В связи с этим опоры должны обладать достаточным
запасом прочности . Однако в npaктике размеры опор, как правило, определ яют пр констру ктивным соображени ям, производя
лишь проверку площади их контактной поверхиости на смятгіе.
На рис. 39 приведены основные разновидности опорных деталей, применяемые в конструкциях различных стациогіар mых форм.
В стационарных пресс-формах прямого и литьевого прессования
широко применяіот опоры цплиндрической формы (рис. 39, о).
Эти опоры просты в изготовлении, прочны и обладают малой
площадью контактной поверхности, что имеет существенное значение в целях уменьшени я теплопередачи от обогреваемой части
78
80.
пресс-формы к ее остіованию. Дагіная констр укци я опоры рекомендована нормалью MH 1514-61 . Диаметр D опорны х деталейподобной констр укции обыч но лежит в предела х от 30 до 120 мм.
Примен ять и х рекомендуется в сочетании с колонками выталкиваіощей системы, имеющими двухстороннюю фиксацию.
Не менее широкое примегіение имеют и пр ямоу гольные опоры
(рис. 39, 6, 8). Вариант опоры, изображенный на рис. 39, 6, предназначен для пресс-форм прямого и литьевого прессовани я. Эти
опоры снабжаіот специальными обнижени ями, способствующими
уменьшеииіо теплопередачи. Ч исло обнижений на oпope зависит
Pric. 40. Способы закреплени я oпop
от число стяжны х болтов, которое, в свою очередь, зависит от
общей длины 6 опоры. Длина выступающей части
зависит от
ее ширины о. Обыч но h , = (i — 3) о. Этот конструктивный вариант опоры та кже рекомендован нормалями МИ i 514-61 и
MH 1526-61.
При установке пр ямоугольгіы х опор в пресс-формах пр ямого
и литьевого прессовани я рекомендуется примегі ять фиксирующие
штифты, . которые пpeп ятствовали бы взаимоперемещению плит,
между которыми они уста новлены . При уста новке пресс-формы
на четыре прямоугольные опоры в целях упрощени я изготовлени я
можно штифтовать только две из них.
Если применение штифтов в опорах пресс-форм носит рекомендательный характер, то в форма х для лить я под давлением опоры
должны обязательно снабжаться штифтами. Это объясгі яется тем,
что большинство форм для лить я под давлением имеет консольную констр укцию. Пр ямоуголыза я опора, примен яема я в копстр укци я х форм для литья под давлеііием, изображена на рис. 39, е.
Высота (длина) опоры f определ яется констр уктивно и зависит
от толщины плит выталкивателей и величины их хода.
В копстру кци ях форм опоры обыч но заключены между опорной
плитой (подушкой) и осгіованием, называемым иногда фланцем.
Скрепление опор с этими деталями обычно производят при помощи
79
81.
болтов, размещение которы х зависи'і от особенностей констр у кции формы. На рис. 40 приведены наиболее распространепныеспособы скреплени я oпop с плитами. Наиболее часто скрепление
опор производят при помощи сквозны х болтов (рис. 40, о). При
большой высоте (дли ne) опоры скреплегlие пакета рекомендуется
производить болтами, расііоложенными навстречу друг дру гу
(рис. 40, 6). Если oпopa имеет большую высоту, а установ ка болтов
со стороны формующей детали по конструктивным соображени ям
затруднительна, то ее за кренлеНпе можно осуществить способом,
изображенным на рис. 40, а.
В некоторы х случа ях, по соображени ям необходимости более
высокой надежности и механической прочпости констру кции ,
опоры совмещают либо с oпopной плитой, либо с основагпіем. В
этом случае опоры образуют
с плитой единой блок, единуіо
деталь корытообразной формы (рис. 41, о, 6), получаемую в большинстве случаев либо сваркой, либо литьем из стали. Наиболее часто этот констр у ктивный вариант имеет место в форма х
для литья под давлением.
В констр укциях стационар ных форм примен яются также опоры
кольцевидной формы. Опоры этого типа представляют собой либо
сплошное кольцо (рис. 41, 8), либо полу кольцо. В стенка х опор
подобного типа обмч но делают окгіа для осмотра выталкивающей
системы, а такіке прочистки и смазки направояющих деталей.
14. ОГРАНИЧИТЕЛИ
В стационаргіых пресс-формах прямого прессовани я для установки пуансона на заданном уровне (в крайнем нижнем положении) применяют о г р а н и ч и т е л и. Эти ограничгітели служат
также для регулировани я толщины прессуемого изделия, которап
может быть изменена за счет их высоты. Поскольку в процессе
эксплуатации пресс-форм избыточное давление падает на ограничители, они должны отвечать условиіо механичест‹ой прочности.
Роль orpaничителей выполняют дѐталті круглой или прямоугольной формы, выполпенные из углеродистой стали и закален80
82.
ные. Наиболее расгіространенпые виды ограtіичителей, которыезакрепляются с помоііtью винтов с конусной или цилиндрической
головками , изображ'ены на рис. 42, о, 6.
3начительно реже (например, в малогабаритны х стациогіарных
пресс-формах) используіотся ограничи тели, закрепл яемые с помощью неподви жных посадок (рис. 42, в) или резьбы (рис. 42, е).
Они же применнются в качестве упоров, устанавливаемы х под
Рис. 43. Способа зик}зепленя я orрагшчптелеи
плитами выталкивающей системы. В этом случае orpaничители
служат не только дл я регулировани я положен ия выталкивателей,
тіо и для уменьшени я повер х ности соприкосновени я толкаіощей
плиты с основанием (рис. 43, о). Устанавливать пх рекомегlдуется
таким образом, чтобы при смыкании пресс-формы контактная
часть › or раничителя опи ралась на закалешіу to дета ль (матриііа,
щеки, вкладыши и т. д.). Если это требова ние по констр уктгівгіым
причиііам невы полнимо, то ограничители следует устанавливать іт
на пуансонодержателе и со стороны матрицы (рис. 43, 6).
Съемные пресс-формы различны х тгтпов в пpoiiecce и х эісплуаТdЦНИ при ходи тся переносить с одного места на дру roe, а также
разбирать и собирать. Для облегчени я этих операций некоторые
G
Н . Н . Лейк нН
8I
83.
детали пресс-формы снабжаіот специальными ручкамтт. Количество их зависит от числа плоскостей разъема.Ручки также гіримен яют в конструкциях полустационар ных
и кассетных пресс-форм и форм для литья под давлением.
Рис. 44. Констр укции ручех съемі‹ых пресс-фори дал деталей прпмоуголы‹оіі
кохфигурациі‹
По своим констр укцинм, а также по способам закреплени я
руч ки очень разнообразны . Некоторые их варианты представ?Іепы
на рис. 44-45.
При под5оре конструкции ручки следует руководствоватьсп
копфигурацией детали. Дл я деталей прямоугольной конфпгypa-
Рис. 45. Цоіаструкции ручек съемных пресс-форм
Аля иилИНАрических деталей
ции рекомендуется примен ять руч ки, аналогичные изобра›кенным
на рис. 44, о, 6, 8, причем для деталей, имеющи х небольшу;о толщину, наиболее подходит вариант, представлепный на рис. 44, d.
Здесь ручки закреплены. при помощи двух или более заклепок.
Для круг лы х деталей примен яіот ручки, изобр ажеиные на
рис. 45, о, 6. Ручка, показанна я на рис. 45, о, за креплена на
пресс-форме двумя винтами . Ручка, изображенна я на рис. 45, d,
82
84.
состоит из двух половинок . Половинки ее соединены междусобой специальной муфтой. Для соединени я половинок применпют также сварку. Эта констр укри я рекомендована нормалью
MCI 1497-61 .
К руч кам пресс-форм обычно предъявляют два требова ни я:
надежность в работе и отсутствие острых режущих кромок.
Іб. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ ДЕТАЛЕЙ ФОРМ
И XAPAКТЕР ИХ СОЕДИНЕНИЯ
В процессе эксплуатации формы большую роль играіот состоягіие поверхности и характер соединеі-іия ее деталей. Особое знамеет степень чистоты (шероховатости) поверхности форэлементов, так как от состояни я этих поверхностей зависит не толш‹о качество изделия, но и xapaктер работы формы
в целом. Не мегіее важно и состояние повер х ностей прочи х сопр ягаіощи хся подвижных элементов, осббенно при условии возможного прони кновени я пластического материала в данное сопр яжение.
Шероховатость поверхностей деталей форм
Рекомендуемые значени я классов шероховатости повер хности
coпp ягающи хся элемеіітов формм показано на примере стационарпой пресс-формы пр ямого прессова ни я (рис. 46). Приведенные
к.оассы чистоты соответствуют стандарту (FOCT 2789-59).
Чистота повер х ностей форму ющи х элементов, имеющи х непосредствегіное сопри косновение с пластическим материалом,
допжна соответствовать 10-1 2-му классам чистоты в зависимости
от назначени я получаемого издели я. Эти повер хности следует
хромировать, так как благодар я слою хрома, нанесенному на
формуіощие элементы, уменьшается их износ и облегчается процесс отдеvзенип изделия.
Поверх ности, соприкасающиеся с пластическим материалом,
по непосредственНо не участвующие в формовании издeлия (например , боковые повер хности пуансонов, повер хности матриц и
щек выше уровн я издели п, повер х ности лтітни ковы х каналов и
т. д.), должны иметь чистоту повер хности не ниже 9-ro класса , а
сопр ягаіощиес п повер хности направо яіощи х элементов — не
ни›ке 8-ro класса чистоты.
Поверх ности сопрягающихся элементов, не работающие на
трение в процессе эксплуатации формы, должны иметь чистоту
не ниже 7-ro класса. К этой гру ппе повер хностей относятся посадочные наружНые повер хности втулок, колонок, стержней и
пуансонов, боковые повер хности сборны х матриц, а также плоскости плит. В отношении чистоты плоскостей плит следует
сКазать, что применение сравнительно высокого класса чистоты
обусловлено здесь we столько необходимостью в высокой чистоте
85.
обработки, сколько обязателыіой параллельгіостью этих плоскостей, котора п мо›кет быть достигнута обработкой на плоскошлифовальном станке.Перечисленпые требовагіи я, предъпвляемые к отдельным эле-
мегітам повер хности деталей форм, дают представление о факто-
Рис. 46. Рекомендуемые классы чисто'гы повер хностей деталей
пресс-форм
pax, вли яющи х на степень их чистоты . В практике при решении
вопросов о назначении классов чистоты следует руководствоваться
эксплуатационными услови ями, в которы х данная поверх ность
будет нахоАИТься, а также стегіегіью точности изготовлени я coпp ягающихсу деталей.
86.
Характер соединения деталей формыГlри выборе посадки , определ яющей xapактер соединени я coпpягающи ХCC элементов деталей формы, ру ководствуются oco6eilностями в работе и назначением данного соединепия.
t‘
<
?
‘
Рис. 47. Рекомендуемые значения пoCdAOк в сопр яжениях
Јtеталей пресс-форм
Элементы формующих деталей, непосредственно участвующие в формовании издели я, выполняют обычно по 2 или 3-му
классам точности (в зависимости от точности издели я, конструкции формующих элементов и характера их эксплуатации)
85
87.
с применением плотной , скольз пщей и ходовой посадок. По ходовой посадке выполн яют за ходные 'іасти пуансонов или подвижныеэлементы матриц и выталкивателей, поверх ности которы х в процессе работы подвержеііы трению. Неподвижные yCTaНОвоч ные
элементы формующи х деталей выполн яют обыч но по скольз ящей
либо по плотной посадке.
Величина гіаибольшего зазора на подвижные соеди гіени я,
досту пные для затекани я в них материала, не должна превышать
0,05 мм на сторону.
Неізодвижные посадки в формах применяют обычно для устаііовочных элементов направляющи х деталей (колонок, втулок),
а также для установок ны х элементов различ ных упоров, фиксаторов, вставок и стержней.
Подвижные элементы деталей, служащие дл я паправлени я
движени я пуансона (особенно в пресс-формах полузакрытого
тина), следует выполнять не ниже чем по 2-му классу точности
с применением либо скольз ящей посадки, либо посадки движени я.
Прочие направо яющие детали изготовл яются по ходовой посадке
3-го класса точности.
Изображенный на рис. 47 элемент стационар ной пресс-формы
с указанием рекомендуемы х посадок дает представление о xapa ктере coпpяжений основных деталей.
17. МАТЕРИАЛЫ,
ПРИМЕІ4Я ЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ
Дл я изготовлени я деталей форм используются в основном
когlстру кционные и инстр ументальные стали. Рекомендуемые
к примеііению мар ки стали приведены в табл. 8. Там же указаны
виды термической обработки некоторых деталей и числа единиц
твердости, полученные в результате этой обработки.
Стали, применяемые дл я изготовления формующи х деталеи,
должны обладать высокими механическими свойствами, хорошей
сопротивл яемостью истиранию и иметь минимальнуто деформаци ю
при термической обработке, что особенно важію при сложной
конфиг у рации деталей. Всем этим требова ни ям отвечают цементируемые копструіtционные стали (например, 12X H3A, табл. 8).
Они хорошо обрабатываются и после закалки позволяют полуЧИTI› ВЫСОК Ю 'I ИCTOT
ПOBe ЈЭХ НОСТИ .
Формующие детали независимо от марки примен яемоіз для и х
изготовленті н стали следует подвергать отпуску (после за калки),
благодар я которому обеспечивается почти полное си ятие вітутренних напр яжений при наилучшем сочетании прочности и пластик НостИ.
Формующие детали простейшей конфигурации и некоторые
вспомогательные детали, подвергаемые термической обработки,
можно изготавливать из углеродисты х констр укционны х и инструментальных сталей.
86
88.
Т а6л иu а 8Стаяи, применяемые для изготовления Аеталей форм
Детаяи форм
Марки стаяей
Те рмн чес ка я
обработха
Т ве рдости
Н II С
Формующие
детали
слож ной хоифигураиии
l2X Н2А; 12X 2H4A;
l2XH3A; l8X HBA
Х Г; Х ВГ; 5X HM;
Цементаци я
и закалка
3 акалка
50-55
50—.бо
4X 8В2; Х 12; Х l2M;
ЗХ 2В8; 5X HB; 5X HT
»
50—55
У8А; УIOA; У8; Yl0;
50; 55; 60
Закалкз
55—58
50—55
Закалі‹а
40-45
Закалка
42—47
Захаяка
t5—50
Цементация
и закалха
4S—50
Закзлі‹а
38—ІЗ
Отлуск
—
Ф
несложн
щие
Аеталн
хохфигура-
Пуансонодерн‹атели и
опорные плиты
Вытаzкиватели
Стержни
Пальцы (длинные)
У7А; У8А; t0X
ЦOflOНКИ И BT flKИ 11У-
правляющие
Orpa ничители и ynopbl
/ л И t Ы , O M O 6t И ONO -
15; 20
Ст. 3; 15; 20
ные брусьА
ОбОймы Аня сборных
пуансонов и матриц
35; 45
Штыри наклонгіые
Х 12; Х 12М; 7X 3
Штыри раепрессовочпьіх приспособлений
Ст. 5; 30
70 (BC; OBC)
87
89.
Для изготовлет-іи я прони х вспомогательных деталей ,обычнопримен яіот углеродистые конструкционные стали.
За последние годы появился опыт vізготовлени я формующих
деталей из гіержавеющих хромистых сталей марок 4 Х 13 и 3Х 13
(ГОСТ 5632-61) Детали, изготовленные из этих сталей, не требуют хроми ровани я и обладают необходимой твердостыо и износостой костыо. Примен ять и х можно в формах для пол учени я изделий
как из реактопластов, так и термопластов.
Нар яду с этим в формах для получени я изделий из термопластов
начинают примен ять формующие детали, изготовлегіные из ііветных металлов и сплавов. Так, например, существует опыт изготовлени я этих деталей из специальны х бронз и алюминиевы х
сплавов .
Формующие детали форм дл я получени я изделий из полиамидов в услови ях индивидуального производства могут быть изготовлены из эпоксидпых смол илil пластмассы ACT-T с графитом
или металлической стружкori в качестве ііаполпител я.
90.
ОСНАЩЕН ИЕ И УCTAНОВКА ФОРМ18. СПОСОБ bI ИЗВЛ ЕЧЕНИ Я ИЗДЕЛ ИЯ ИЗ ФОРМЫ
Во избежание деформации пластмассового издели п, помимо
со4людени я установленного технологического }зежима прессовани я или лить я, необходимо примен ять наиболее подходящий
к дапному изделию способ извлечени я его из формы.
При выборе способа выталкивани я руководствуются главным
образом конструктивными особенностями издели я: количеством
и расположением отверстий, конфигурацией контуров, толщигіой
стетзок, ііаличием арматуры и т. д. , а также типом применяемой
формы с точ ки зрени я ее эксплуатаііионны х свойств. Применение
стационарных форм дает возможность более широкого по сравнению со съемными формами использовани я различіты х способов
извлеченп я издели я, при которых почти полгіостью исключается
возможность его деформации или потомки.
При выборе способа извлечени я изделия необходимо стремиться
к тому, чтобы процесс извлечения протекал с наименьизей затратой
времени и сил рабочего-прессовщика. Наибольшуіо эффективность
в этом отноіпении дает применение стационарны х форм, в конструкции которых возможно широкое применение различных
приспособлений и устройств, позвол яющи х полностыо механизировать процесс извлечени я изделия из формы.
Несмотря на разнообразие примегі яемых для извлечегш я способов, большигіство из ни х по конструктивным признакам можно
выделить в отдельные гру ппы. Одна из этих rp упп объединяет
наиболее распространенные способы пзвлечени я издели й при
помощи стержневидных выталкивателей, друга я — объединяет
‹способы, при которы х выталкивание изделий осуществляется
с помощью клиновидны х щек. И, наконец, третья rp уппа включает
способы, сочетающие в себе элементы предыдущи х гру пп. Эти
способы могут быть названы комбинироваlзными.
Существует еще несколько способов извлечепи я изделгі я.
Gднако по ряду причин они не имеют широкого распростра нени я,
и о них будет сказано ниже.
Представленные способы выталк:іванин не охватываіот все
разновидности, а дают лишь представление о каждом из этих
89
91.
способов. Все способы выталкивания издели я рассматриваютсяна примерах конструктивгіых вариагітов пресс-форм прямого
прессова ни я. Одна ко эти же способы могут быть применены и при
литьевом прессова нии, и при литье под давлением. Рассмотрим
КО|ЭOTKO K 1ЖД
Ю И3 ЭТИ Х Г]Э ПП .
Извяечепие изделия стержневыми вытаякиватеяями
Наиболее распростра неиные способы выталкивапи я издели п
стер жнями представлены па рис. 48. Рассмотрим кажды й из этих
вариантов.
Вариант, изобр а женный па рис. 48, о, предусматривает выталкива ние издели я из форму ющей полости стержн ями (в тапкивателями) с гладким торцом. Его примен яіот главпым образом
для выталкивания изделий, поверхности которых имеют плоские
Рис. 48. Сііособы выталт‹ивани я изАелий стерікневыми выталкивател ями
участки, в которые могут упираться выталкиватели. Размеры
и х (в случае, если выталкиватели цилиндрические) колеблются
от 3 до 20 им, в зависимости от размеров изделия.
Следующий вариант (рис. 48, 6) — некотора я разновидность
предыдущего. Различие между ними заключается в том, что торец
стержня здесь является частью формующей полости. Размеры
стержней определяются соответствующими размерами элемента
изделия . Последнее освобождается от стер жней спеіtиальными
вилками, на которы х изделие остается при обратном ходе выталкивателей. Этот способ извлечени я издели я в основном пригоден
лишь для пресс-форм прямого прессовани я.
Иногда стержневые выта лкиватели используют для толкаізи я
изделия в армату ру (рис. 48, 8). Конец выталкиваіощего стержня
здесь может иметь любую конфигурацию в зависимости от способа
фиксации применяемой арматуры.
Для извлечения изделия типа втулки, получеиного в форме
со сквозным центральным стержнем, иногда примен яют трубчатые
выталкиватели. В некоторы х случа я х и х концева я часть может
играть роль формующего элемента .
90
92.
Извлечение изделия клиновыми щекамиСпособы извлечени я издели я при помощи клиновых щек имеют
сравнительно малое распростра нение, так как их применение
orpaничено издели ями характер ной конфигурации. Некоторые
из этих способов представлены на рис. 49.
В простейшем варианте (рис. 49, о) изделие выталкивают из
формы непосредственно со щеками, из которы х его извлекаіот
вручную
Рис. 49. Способы выталкивани я издел ия клиновыкtи щеками
Более совершенііый способ (рис. 49, 6) предусматри вает одновременное выталкивание издели я и освобождение его от щек.
В этом случае клиновидные щеки во время подъема скольз ят
по на клонным пазам и тем самым осуществй яют движение разt›ема.
Вариа Нт очень прост и может быть рекомендова н для р яда изделий при условии фиксации издели я от поперечны х перемещении . В
противном случае оно остается на одной из щек.
Способы комбинированного выталкивания издели й
Способы комбинированного вытaлкивания изделия оспова ны
па сочетантіи отдельных (элемента рных) способов выталкивания .
Их применяют в основном в стационарных формах для извлечени я
изделиfі сложной конфигурации. Рассмотрим несколь ко вариа нтов
(рис. 50).
Первый вариант (рис. 50, а) предусматривает выталкивание
издели я пргі помощи щеки и стержней . Отделение щеки от изделия производят вр учную. Когда изделие (при условиvі продольhoro движения выталкива ния) имеет фиксациіо от поперек rioгo
перемещени я, используется вариант, представленный на рис. 50, 6.
Здесь отделение подвижной щеки от издели я происходит меха нически за счет движения выталкивани я.
При совместной работе подъемной отходящей щеки и стержневых выталкива телей для приведения в движение этой щеки нельзя
примен ять рычажные механизмы (рис. 49; 6), так как во время
91
93.
вытал кива ния произойдет отстава ние щеки от вытал кивателей,что приведет к деформации издели я. В таки х случа ях под подъемную щеку став ят вытал киватель с роли ком (рис. 50, 6) или
выталкива тель кулисного типа.
На рис. 50, о да н вариа нт совместного вытал кивани я издели я
щеками и матрицей , к которой эти щеки прикреплены. После
выталкива ния пакета из обоймы разъем боковых щек и съем издеЛИ Я
П]ЭОИ3ВОДЯТ В[1 ЧН Ю.
R одному из прочих способов следует отнести способ извлечения при помоиіи подвижной формуюііtей детали (пуапсона) .
Рис. 50. Способы комбинированного выталкивания изАелия
В :э том случае изделие остается на пуансоне или в пуангоне и снятис с него представь яет собой второй этап его извлечепи я.
Такое использование пуансона связа но с увеличением габаритов подвижпой части формы, что не всегда желательно, особенно
в пресс-форма х пр ямого прессовани я. Поэтому этот способ применяют в край ііи х случа ях, когда нельзя применить никакой
дру гой. Изделие в этом случае снимается с пуансона способами,
в пргІнципе не отличаіощимися от описанных выше.
Рассмотрим некоторые из этих вариантов (рис. 51).
Все они предусматривают принудител ьное снятие изделия,
осуществл яемое различно: при помощи клиновых щек (рис. 51, о),
при помощп центрального стержня (рис. 51, 6) или специальной
ги,яьзы, играющий роль трубчатого выта лкивателя (рис. 5l, о).
Однако нередко случаи, когда изделие остается на пуа нсоне
по непредвиденные причинам. Что5ы избежать этого явлени я
(в с,яучае, если устра нение предполагаемы х факторов, могущих
вызвать это явление, не привело к желаемому результату), на
стені‹а х формующего гнезда делаіот специал ыіые углублени я
(рис. 52), за счет которых в мо.чент отделени я nya нсона изделие
удерживается.
92
94.
В процессе прессовани я углубление за полн яетс я материалом ,образу я некоторый прилив, который отгибается в момент вытал кивани я издели я и затем обламывается . Углублени я следует делать лишь на отдельных участках гнезда .
лyaiicoiioГt
Помимо рассмотренны х выше, существует еще р яд способов
гlзвлечения издели я из формы. Например, та кие, как извлечение
при помощи сжатого воздуха, извлечение свинчива нием и еще
р яд др угих. Одна ко в связи с ограгіиченной примеіт яемостью они
не будут рассмотрены.
Процесс извлечени я изделия из съемной прессформы может осуществ.ляться двумя способами.
Применение того или другого способа обусловлено
констр у ктивными особенностями пресс-формы и по.чучаемого изделия.
В первом случае изде.Чие извлекаетс я из формы
0Э-1
непосредственно в процессе ее разбор ки. Во втором
Рис. 52. Вариант углублегіи я в обойме (маслучае этот процесс про- трице)
для уАержания в ней изделия при
изводится в два приема:
отходе пуансона
сгіачала пресс-форму pacчлен яют, а затем из определегіной формующей детали одним из
вышеперечисленных способов извлекают изделие.
Как в первом, так и во втором случа ях разборка съемных прессформ производится при помощи специальны х приспособлений ,
называемы х распрессовоч ными. Приспособление представь яет собой одну или несколько плит с за крепленными на ней штыр ями
(пальцами) в большинстве случаев цилиндрической конфигурации.
93
95.
Основные разновидности штырей распрессовочііых приспособлегіий изображены на рис. 53. Цилиндрические гладкие штьl ри(рис. 53, п) имеют паибольшее распростра гіение. Опи обладают
достаточнои прочпостью
(при соблюдении определегіных размер гіых соотнои.іений) и просты в изготовлепии. Штыр ь удер живается в плите за счет расклепьівани я его хвостовпl‹a . Этот же способ закреплени я используется и длп
ступенчатых штырей (рис.
Рис. 53. Штыр и и пальцы распрессовочвых
приспособлений
33, d).
ЦОНСТЈЭ
КЦИ Я ЗТИ Х
штырей
рекомендована
ііормалью MH 1510-51 .
Помимо цилиндрически х штырей, в распрессовочных приспособлениях могут применяться пальцы самой разнообразной кон-
Рис. 54. Схема распрессовани s (к расчету длиньt штырей pacпpecсово lнмх приспособяений съемных лресс-форм)
фигурации. В качестве примера на рис. 53, о изобра жен клиновидный палец, рекомендованный нормалью MH 1511-61 дл я разборки пакетов матриц клиновых пресс-форм,
94
96.
Длину штырей (па льцев) распрессовоч гіых приспособленийоіі|зедел яют руководствуясь схемой распрессовыва ни я. Эта схема
нагл ядно показывает п pecc-форму в ра зобра нном состоянии, т. е. в
та ком виде, нри котором возможно извлечение издел ия способом, ііредусмотренным конструкцией пресс-формы.
На рис. 54, п, d дана схема работы распрессовочного приспособлепия для простейшей пресс-формы и схема (рис. 54, о), по
которого определены размеры іитырей данного приспособлени я.
Подставив в пей вместо /,—/;—соответствующие значени я размеров элѐментов форм, можно определить размеры L —L4' шТырей.
В практике конструирования пресс-форм чаще всего применяют
гцтыри диаметром от 8 до 22 лл. При этом диаметр штыря должен
быть re менее 0, l длины его.
MEXA НИ3ЧЫ, ІЈРИМЕН ЯЕЧЫ Е ДЛ Я ПЕРЕМЕЩЕНИ Я
ФОРМУЮЩИ Х ЭЛEMEHTOB
Примен яемые в форма х меха низмы служат в основном для
удалени я из издели я формующих элементов, которые пpeп ятствуіот извлечению его из формы. По принципу действи я и по
конструкции эти меха низмы очень разнообразны. Наибольшее
распространение благодар я простоте и надежности в pafioтe
получили клиновые, шар нирные, рычажные, шестеренча тые и гидравлические механизмы.
Создава я констр укцию формы, необходимо стремиться к максимальной механиза ции процесса извлечени я из нее издели я.
В этом смысле наиболее эффективна меха низаци я стационарны х
форм. Некоторое увеличение их веса за счет примен яемого механизма оправдывается значительным ростом производительности
при миНимальны х затрата х ручного тр уда. Процесс извлечени я
формующего элемента для различных изделий различен. Прежде
всего он зависит от констр уктивных особенностей соответствующих
элементов издел и я . Извлекаемый элемент должен совершать
либо поступательное, либо вращательное движение, в зависимости
от чего применяются соответствующие механизмы.
Механизмы дяя выдвиг ания из изделия
формующих э лементов
Рассмотрим наиболее распространенные варианты меха низмов ,
с помощью которы х может быть осуществлено возвратно-поступательное движение формующего элемента в процессе экспл уатации
г§ормы (рис. 55-58).
В первом вариагіте извлечение из издел и я формующего стер жн я
(рис. 55, п) осуществл яется в процессе выталкивания изделия .
ави жение стержн я 7 происходит за счет перемещени я его утолщенной части (имеющей специальные закр углени я) по наклонному пазу обоймы 2. После извлечения, перед последующей
95
97.
запрессовкой , стержень уста навливают вместе с подвижной щекой 3 в матрицу.Рис. 55, 6 дает один из вариа нтов клинового механизма.
Здесь перемещение формуlощего стер жни / идет за счет наклонного
штыр я 2, проходящего сквозь ползун, на котором зафиксирован
формующий стержегіь. Удаление стержня происходит до начала
. выталкива ния изделия.
Pt1C. 55. Клішовые меха›іизмы для выдвига і‹ия lt3
изЈtели я форктующих элемеізтов
Последующие варианты (рис. 55, о и е) принципиально не
отличаются от предыдущего. Различие между ними состоит в неС ltOЛ bКО ИНОМ КОНCTQ
КТИВ НОМ
]ЭeШ£
НИ И Нd ІіЛОННОГО ШТЫ]Э Я
.
Так как штыри в процессе работы выходят из соединения
с ползунами, последние снабжены специальными фиксаторами 3.
Отводятся стержпи
также до начала выталкивани я изделип.
Mexaнизм, изображенный на рис. 56, п, предусматривает извлечение t§ормующего стержн я / при помощи Г-образного рычага 2,
соединенного с тягой 3 и приводимого в движение пуансонодержателем в процессе размыкания формы. Процесс извлечени я
формующего стержня также происходит до начала выталкивания
изделия.
На рис. 56, 6 изображено ручное рычажное устройство, посредством которого перемещается формующий элемент /. Рычаг 2
96
98.
я момент прессова ния удерживаетс я от перемещетіи я специальнойзащелкой 3.
В ручном винтовом устройстве (рис. 57, а) формующий элемент / закреплен в ползуне, фиксируемом от поворота , возникающего при вращении винта 3, пальцем 2.
Рис. 56. Рычажные мехатіизмЬt АЛя аыдвигани я из
изделия формующи х sлементов
Широкое применение в настоящее время получил гидра влический привод, один из вариа нтов которого изображен на рис. 57, 6.
Он представляет собой цилиндр 3 двойного действия, шток кото-
Рис. 57. Виіітоной ii гидравлический механизмы дл я пыдвиган ия пз изде.зия формуюиttі х элемептоя
poro соединен посредством специальной муфты J с формующим
элементов 7. Гидравлический привод используется в основном для
выдви гани я формующего элемента, а также в различных по харак-’
теру движенил механизма х.
Когда подлежащий извлечению формующий элемент на ходится
под некоторым углом к плоскости разъема (рис. 58, о), целесообразно примен ять шестеренчатые механизмы, котор ые состоят из
зубчатого валика 2, проходящего сквозь форму и сцепленного
7
!3. Н . Леftнин
97
99.
с зубчатыми рейками ползу нов, на которы х установлепы формуіощие элементы /. При вращении валика ползун мо›кет совершатьи прямолинейпо-ііоступательгіое днижеипе, и круговое (ри. 58, 6).
Рис. 58. Реечвые (шестеренчатые) механизмьt дл я выдвигапи я из изде.чия фо|змуіощих элеменз'ов
Для приведени я зубчатого валика в движение можно использовать любой из вариантов, изображенны х на рис. 58, о — е.
Кроме вариа нта 58, а, все механизмы работают в процессе размыкания или смыкания формы.
йtехапизмы дяя вывертывания из изделия
формующих элементов
Формующие резьfiу элементы вывертываіот из издел и я специа льными механизмами. Рассмотрим некоторые из них (рис. 59).
На рис. 59, а показан механизм, который может бьiть ИсполЬзован для вывертываНия резьбовы х элементов из гізделий , имеющих фиксаіtиіо от поворота. Фиксаци я может осуіцествл яться,
например, за счет продольпого рифления, имеіощегося па изделии.
Вывинчивание резьбового знака ї происходит вследствие осевого перемещения многоза ходного вигіта 2, который врачtает
центральную шестерню (сквозь которую этот винт проходит) и
сцепленную с ней шестерню со знаком. При вращении последнего
одновременно со свинчива нием происходит и выталкива ние изделия из гнезда. Этот механизм может быть использован в стационарных многогнездны х формах.
98
100.
На рис. 59, 6 показа н меха низм, в котором свиlічива ниерезьбового кольца 1 происходит за счет движени я ра зъема формы .
При разъеме на клонный штыр ь 2 приводит в движение зубчатую
рейку, сцепленную с изестерней резьбового кольца. В этом случае
изделие фиксир уется от поворота квадратных участком центрального стер жн я . Этот механизм примен яется также в стационар ны х
многогнездны х форма х.
Mexa низм, изображепный на рис. 59, о, работает в процессе
выталкивани я изделия. Вывинчивание резьбового знака ї осуще-
Pt‹È. 59. Механ l‹Змы дл я вывср1'ыпзііи п itз изделия §›ogм ующих эяемсlітов
ствл яется здесь вследствие перемещени я зуfiча той рейки, сцеплеиной с шестер пей , в которой за креп,яен резьбовой зна к. Чтобы
уменьшить нагр узку па резьбу издели я в процессе вывиНчива ни я
резьбового знака, противоположный конец его также снабжен
резьбой , имеющеи шаг, величина которого равна величине шага
формующего элемента . В результате винтообра зное вращение
формующего элемента осуществл яетсп за счет резьбовой пары
фОрмЫ.
Следует отметить, что дл я всех меха низмов, имеющи х зубчатую
рейку, последи яя ne должна во время работы вы ходить из зацеплени я с шестерней . В противном случае возможна поломка механизма.
йtехани»мы дяя приведения в движение вкяа/tышей
Рассмотрим несколы‹о механизмов, с помощью которых проводятся в движение формующие вк,задыши .
На иболее совершенным вариа нтом вкладыша считаетс я такой,
при котором отделение вкладыша от изделия происходит в процессе его извлечени я из формы. С этой целью в стенка х гнезда ,
где он размещен, делают специалызыe на клонные па зы. Отделение
вкладыша от издели я в этом случае происходит за счет скольжени я
его по пазу при подъеме (рис. 60).
99
101.
В мехагіизме, изо5раженном на рис. 60, о, ііодъем вкладыша /осуществл яется стер жневым тол кателем 2, снабженным на конце
роли ком 3, благодар я которому процесс идет пла вно и толкающий стержен ь при этом может не иметь специал ьны х направо нющих элементов. Гlоследующа я установка вкладыша в гнездо производится вручную.
Рис. 60. Mexa низмы для нриведения в движепие вкладышей
Целесообразнее примен ять меха низмы, дающие возможность
производить и подъем, и опуска ние вкладыша принудительно
(рис. 60, 6). Здесь опускание вкладыша / происходит за счет
Рис. бІ . Кулисные механизмъі д.зя приведеtіия в движение вкладышеіі
Т-образного выступа толка ющего стержня 2, который входпт
в соответствующий паз. Поскольку при подъеме и спуске вкладыша
в месте его coпp яжени я со стержнем возникают зи ачительные
усилия, последний снабжается направляющими элементами.
Подъем и опускание вкладышей производят также при помощи
шарнир ного меха низма (рис. 60, е). В этом ел учае вкладыш /
приводится в движение тягой 2, шарнирно закрепленной по концам.
100
102.
Хороших результатов удалось дости'l ь при использова ниимеха низмов, которые можно назвать ку лисными. Они допускают совместное испол ьзова ние самоотводящи хся подъемны х
вкладышей и вытал кивателей обыч ного типа. Работаіот меха низмы
хорошо и надежно.
Механизм такого типа, изображенный на рис. 61, а, осуществл яет подъем и оп ускание вкладыша / за счет гор изонтального
(если считать движение кулисы вертикал ьгіым) паза кулисы *,
по которому перемещается ролик 3. Несколь ко видоизменив
форму паза кулисы и ііаправл яющи х кана вок гнезда (рис. G1, fi, I) ,
можно получить дополнительный поворот вкладыша (рис. 61, о, f /),
что создает благоприятные услови я для эксплуатации формы .
Для подъема вкладышей примен яют также рычажные механизмы. Одна ко в св язи с незначительной величи ной рабочего хода
этих механизмов и х примен яют значител ьно реже, чем механизм ы,
рассмотренные выше.
20. СПОСОБЫ 0 ХЛАЖДЕНИ Я И НАГРЕВАНИ Я ФОРМ
На качество изделий из пластических масс существенное вли яние оказывает температура, при которой их изготовл яют.
Температур ный режим формы зависит от структуры перерабатываемого материала и от особегтностей технологического процесса, выбран ного для получен и я да нного издели я . Так, при
получении изделий из термопластически х матер иалов (на питьевой машине) форму охлаждают, при получении изделий из термореактивны х пресс-материалов — только нагревают. Если изделие
из термопластического матер иала получают путем пр ямого прессовани я, то пресс-форму сначала нагревают, а затем охлаждают.
Дл я охлаждени я форм применяют либо сжатый воздух, либо
воду. Водяное охлаждение более эффективно.
Для нагревани я пресс-форм существует несколько способов:
способы электрического, парового и газового нагрева . Паровые и
газовые нагреватели по сравнению с элеl‹трическими приме- н
яются значительно реже, так как первые опасны в эксплуатационном отношении, а вторые слишком громоздки.
Примен яемые в конструкциях пресс-форм электрогіаг реватели
имеют три разновидности. Это нагреватели электрического сопротивлени я, индукционные нагреватели и на греватели полупроводниковые. Наибольшее распространение имеет электр ический нагрев, основанный на применении элементов сопротивлени я. Он
прост, надежен в эксплуатации и легко управл яем терморег улируіощими устройствами. Способы индукционного и полупроводникового нагрева по р яду причин все еще не имеют широкого
распространения.
Рассмотрим основные способы охлаждени я и нагревани я форм.
101
103.
Охлаждение форм водойОхлаждение форм осуществл яют путем пропуска ния воды
через специальные ка на лы, выполненные внутр и формующи х
деталей . Совоку пность ка на лов называют о х л а ж д а ю щ е й с
и с т е м о й . При определении размеров и расположени я сети
каналов в практи ке конструирования форм к расчетам обычно
не прибегают, а решают этот вопрос, руководству ясь конфи гypaцией охлаждаемы х элементов, удобством изготовлени я ка на лов и
требующейся степенью эффективности охлаждени я.
А-л
А—А
Рис. 62. Охла жАающие системы с кри полинейно па п{заплеізными каналами
Эффективность охлаждени я формы зависит от расстояии я, на
котором на ходится канал по отношению к формующей полости,
от величи гіы его сечени я, а также от скорости прохождения охла ждающей жидкости.
Конфигураци я сети охла ждающи х каналов зависит главным
образом от характера взаимного расположени я формующих гнезд.
Так, при расположении гнезд по окружности желательно иметь
охлаждающую систему в форме кольца , при расположенгіи в ряд
целесообразно прямолиней ное расположение каналов, проходяЩИ Х ПОД Д£1Н НІэІМИ
О}ЭМ ІОЩИМИ ПОЛОСТ ЯМИ .
TO II
ИГ ЈЭПЦИП СИТИ
ка налов зависит такн‹е от особенностей конфигурации формующи х
изделий и места расположения выта лкивателей или стер жней ,
которые, проходя сквозь толщу охлаждаемой детали формы,
пpeпятствуют выполнению в ней каналов.
Охлаждающие каналы по своей конфигурации деvзятся па
криволиней ные, пр ямолинейітые и сту пенчатые. Ка жда я из этих
разновидностей применяется в зависимости от выше перечислекных факторов, Остацовиися коротко на каждой из них,
104.
Криволиней по на правленные каналы могут быть выполненыдву мп способами. Одиіі из них изображен на рис. 62, е. Этот ка нал
ііредставл яет собой углубление, имеющее два отверсти я д,л я миркул яции охла ждающей жидкости, которое за срывается кольцом,
приваренным к охлаждаемой детали. После выполнегіи я сварочных
работ канал провер яют на герметичность.
Др угая разновидность криволинейных каналов может быть
вмпол нена с помощью медны х или латунны х тр убок, уложенны х
в специаль гіые выфрезерова нпые пазы (рис. 62, t5). Для увеличеііия тепло проводпости трубку заливаіот свинцом или др угим
металлом илiI сплавом, имеющим низкую температур у плавления.
II
'
'
.
а
i
hpodxa
Рис. 63. Охлаждающие системы с up ямоли iieri по па праплечвы\m ка наламв
Пр ямолиней ные каналы представь яют собой сверлегlые отвер стия, пересекающиеся в определенны х места х . Простейша я охлаждающа я система, состояща я из пр ямолиней пы х каналов, изображена на рис. 63, о; более сложна я, состо яща я из р яда взаимно
параллельны х каналов, — на рис. 63, d. В этих систсма х в качестве перемычек, необходимы х для прида нип цир кулир ующей
жидкости нужного на правлени я, используіот стальнме пробки,
вводимые в канал на прессовой посадке. Охлаждаюlцие системы
такого типа могут состо ять также из р яда пр ямолиней ных каналов, пересекающихся друг с другом под гіекоторым углом
(рис. 63, 8).
Системы, состоящие из ступеі:чатых ка на лов, 6o,rtee сііожны
в изготовлении. Их примен яют дл я охлаждсни я формующи х
элементов сложгіой конфигурации (рис. G4, о, 6). К этой же разновидностгі охлаждающи х систем относятся такие системы, как
спиральная, сифонпа я, барьерна я и ряд других .
Диаметр охлаждающих каналов кр углого сечени я обыч но не
превышает 8- 12 лл. Размеры каналов прямоугольного сечения
лежат в этих же предела х (по площади сечени я). Располагаіот
охлаждающие каналы на расстоянии не менее 15-20 яіл от формующей полости.
Подачу охлаждающей жидкости к форме, а также отвод жидкости от нее осуществляют обычііо резигіовыми шлапгами, для
103
105.
присоединегі ия которых к охлаждающей системе примегі яют спе-циальные наконечники (штуцеры), предусмотренные нормал ями
MH 4670-63, МИ 4675-63 и ГОСТом 1078-56. Фиксацию
трубок на наі‹онечнике осуществляют специальными хомутиками.
Рис. 64. Охлаждающие системы со ступенчатыми каналами
Нагревание пресс-форм паром
Нагревание пресс-форм насыщенным водяным паром, так же
как и охлаждение водой , производят с помощью специальных
Т а6лица 9
Зависимость температуры насыщенного водяного пара от д аваения
Да вление па ра
Те мперату рз
Дaazeiiue пара
в ‹iiit
"’“
‘ °’“
i ,0
0,1
99,0
5,b
0,55
154,6
1,2
0,12
104,2
6,0
0,6
0,65
0,7
0,75
158,0
161,2
164,2
I ,4
0,14
108,7
6,5
1,5
0,15
ll0,8
1,8
2,0
0,18
0,2
0,24
116,3
119,6
125,5
7,0
7,5
8,0
2,4
2,8
3,0
3,4
3,8
4,0
4,5
5,0
104
а +a,'+
Температу ра
8,5
0,8
0,85
0,9
0,28
130,5
9,0
0,3
132,8
9,5
0,95
0,34
0,38
137,18
141 , 1
0,4
0,45
0,5
142,9
147,2
l5l , 1
10,0
11,0
12,0
1,0
І, ї
1,2
1,3
13,0
14,0
I ,4
166,8
169,6
172,O
174,5
)76,T
79,0
183,1
187,0
190,6
194,1
'
106.
каналов, выполненных либо непосредственно в детал ях, подлежа щих нагрева нию, либо в прилегающи х к ним детал ях . КонструкЦИЯ И конфигур аци я этих каналов в основном те же, что и*каналов длп ох лаждени я,. и нередки случа и, когда ОдпИ и”те,же ка налмпоследовательно используются для
на грева гіи я и охлаждени я прессформы.
К ка на лам обогрева ющих систем
предъявл яют более высокие требова ни я в отношении герметич ности. После окончани я свароч ных и а рматурных работ систему испытывают под
давлением, превышающим рабочее не
менее чем в 1,5 раза .
Подвод пapa к пресс-форме осуществляется отожженными медными Рис. 65. Ни гіпелк паропроводііой
трубками, присоединение которых к аgмату бы для і‹агgевания форм
нагревающей системе производят
с помощью специальгіы х ниппелей (рис. 65). В табл. 9 приведены
температуры пара в зависимости от давления.
Нагревание пресс-форм электричеством
Нагрева ние пресс-форм электр ичеством в большигlстве случаев
производят использу я элементы сопротивлени я . Нагреватели
этого типа на ходятся либо в самой пресс-форме (стационар ные
пресс-формы), либо в специальны х обогревател ьных плитах или
кожуха х, которые служат для нагревания съемных пресс-форм. В
цел я х безопасности работы обслуживающего персонала для
питания этих нагревателей используют электр ический ток низкого
напряжения (до 60 в).
В практике конструирования пресс-форм применяют нагреватели, ка к правило, двух разновидностей . Это — нагреватели
пр ямоу гольного сечени я и нагреватели кр углые. Их констр укции
отличаются большим разнообразием. Каждый пз этих видов на гревателей имеет свои преимущества и недостатки.
Пр ямоугольный (плоский) электронагреватель за счет большой
поверхности теплоотдачи обладает более высоким коэффициентом
полезного действи я, но при размещении его в стационарной прессформе он требует большего места , чем круглый электронагреватель
той же мощности, к. п. д. которого в большинстве случаев ниже.
В электронагревателях независимо от их конструкции применяют спирали из жаростойких сплавов высокого омического
сопротивлени я (как круглого, так и пр ямоугольного сечения)
по ГОСТам 2238-58 и 2615-54. Чащеq всего это нихром или
фехрал ь.
Плоский электронагреватель (рис. 66, а) представь яет собой
коробокку из жести толщиной 0,5 лл, в которую заключена
107.
плост‹ая гіи хромова я спирал ь, намота ина я на пластину гіз жаростой кого миканита толщиной 3 лл. Изол ямия от стенок коробкиocy ществл яется либо тем же миканитом толщиной 2-3 мм, либо
асбестовой бумагой или полотном. Электронагреватели даниой
констр укции размещают в специальны х паза х. В плоски х электронагревател я х примен яют них ром как кр углого, так и пр ямоугольного сечепий .
Конструкііии і‹руглых элеі‹тронагревателей отличаіотся большим разнообразием. В качестве оболочки здесь используіотс я
керамические трубки и трубки из металлов или сплавов.
Рис. 66. Варианты контактных частей электрон агревателей
Простейший вид кр углого электронагревателя представлен на
рис. 66, 6. Электронагреватель состоит из керамической трубки
(алунд, ультрафарфор и др .), внутри которой помещена спираль
сопротивлени я без какой-либо дополнительной изоляции.
Круглый электронагреватель, изображенный на рис. 66, о,
более совершенен. Керамическа я тр убка здесь заключена в защитную металлическую оболочку. Пространство между спиралью
и тр убкой заполнено либо порошком окиси магии п, либо кварцевым песком. Этот наполнитель увеличивает теплопроводность
электронагревателя и увеличивает срок его службы за счет ограниченного доступа возду ха.
В электропагревателе наиболее совершенного вида (рис. 66, е)
спираль на ходится ііепосредственно в металлической трубке, от
которой она изолирована слоем уплотненного порошкообразного
белого электрокору нда. Благодар я этому электронагреватель герметичен и- обладает хорошей теплопроводностью.
Контактные стержни присоедин яют к спирали на гревател я
либо механическим путем с применением за жимов различнсй
конструкции, либо путем приваривания или припаивани я. Спо106
108.
собом припаивани я пользуются обычно при диаметре пров олокидо 2 зіаі. Гla пют газовой горел кой , примен я я в качестве припоя
латунь. Спирали из материала большего сечеіти я (диа метром
свыше 3 мм) могут быть присоединены к конта ктам путем точечной или электродуговой свар ки с применеітие.и электродов типа
ЭАЗ.
Рассмотрим контактные части электронагревателей различнмх
копструкций. В качестве концевых изоляторов в них используются колодки из асбоцемен га (рис. 66, о) или втулки из микалекса или электрокерами ки (рис. 66, 6 — е). Для удержапи я
втулки концы металлической оболочки обжаты или отбуртованы.
Способ размещения электронагревателей в пресс-форме зависит
от ее конструктивны х особенностей, т. е. от высоты обогреваемого
пакета и расположения выталкивающи х и крепежны х элементов.
Распола гать электронагреватель по возможности следует в толще
обогреваемого пакета пресс-формы с таким расчетом, чтобы
элемент находилс я в пределах 30-50 лм от формующей поверхности. При более близком расположении элемегіта возможен местный перегрев, который повлечет за собой брак прессуемого изделия.
Количество электроиагревателей в пресс-форме обусловливается ее весом (или площадью повер хности теплоотдачи), рабочей
температурой , мощностью применяемого нагревател я, а также
некоторыми конструктивными особенногтями пресс-формы. В ряде
случаев по конструктивным причинам не удается разместить заранее намеченное коfiичество нагревателей . Поэтому приходится
увеличиваз ь их мощность.
Для прибл иженной проверки правил ьности выбранноl о числа
на гревателей рекомендуется эмпирическа я формула (формула выведена rpуппой сотрудников электробюро ленинградского завода
«Э.чек просила›)
GT
(40)
где
k — коэффициент, велгічина котороі'о должна быть в преде лах от 6 до 10;
Т — рабочая температура пресс-формы в °С;
f, — суммарна я плошадь горизонтальноіі проекции нагревателей в cc ;
/ — время разогрева пресс-формы в v (не свыше 3 v).
D случае, есл и вел ичина коэффициента не укладывается в указаиные предел ы, следует увел ичить площадь на гревателей (л ибо
за счет увеличения их числа, либо габаритов).
Исходноїі величиной при расчете электронагревателей является
вес пресс формы, точнее, вес ее частей, подвер гаемых непосредственному обогреву на гревател ями. Исх одной вел ичиной при расчетах может служить также площадь теплоизлучающей повер хности пресс-формы. Однако, как показала npaкзика, результаты
107
109.
расчетов с испол ьзова нием одной и дру гой исх одных вел ичгін да ютрасхожден ие не более 5-10"о . Испол ьзова ние веса пресс-формы
в качестве исходной величины дает ббльшу ю бл изость расчетных
xapaктеристик к практическ им.
Для более равномерного нагрева , а также для удобства в регул ировании температу ры целесообразно рассматр ивать прессформу как состоящу ю из двух частей (вер хня я и нижня я части) ,
снабженных ИНАИВидуальными на гревател ями и терморегул ирующими устройствами или термометрами. В этом сл учае расчет производят исходя из веса каждой части.
Количество тепла , необходимое для разогрева и поддержан ия
зада нной темпераз уры данноіі пресс-формы (или части прессформьі), определ яют по формуле
Q —GC„ (Т z— Т ),
(41)
где
Q — количество тепла в ккал;
G — вес пресс-формы или части пресс-формы в кг;
Су — удельная
теплоемкость
(для
стали
C„ =
= 0,122 ккалlк-г гуад);
Т — начальная температу ра разогрева в °С;
Т z — конечная температура разогрева в “С.
,Gyммарная мощность электронагревающей системы (руководствуясь необходимым количеством тепла) рассчитывается по формуле
°°
860/гу ’
(42)
где Р — мощность электронагревателей в квт;
Q — количество тепла в ккал;
f — время разогрева в v;
тј — коэффициент полезного AeйствИя (в практически х расчетах тј = 0,530,6).
Определ ив суммарную мощность, следует решить вопрос о мощности отдел ьны х на гревателеи и ха рактере их соединения. Xap актер соединени я нагревателе й имеет в этом слу чае существенное
значение, так как oa него завгісит мощносз ь всей системы.
Это можно пояснить следу ющим примером. Допустим, что электрона гревател ь, облада ющи й сопротивлен ием 3,6 on, вкл ючен в сеть
на пряжен ием 36 в. Сила тока в та ком на гревателе будет равна
10 а, а его мощность 360 cm. Пpri параллел ьном вкл ючении четырех
та ких на гревателей (рис. 67, а) их мощность останется неизменной, а
суммар ная мощность возрастет в четыре раза, т. е. до 1440 вm. В
слу чае последовател ьного (рис. 67, d) соединения этих же нагревателей мощность ка ждого из них упадет до 22,5 cm, а суммарная мощность станет ра вноfiі 90 вm. При последовательно-параллельном включении (рис. 67, в) мощность системы будёт равна
360 вm, а мощность каждого на гревателя 90 вm.
108
110.
Характер соединен ия на гревателеіі зависит от тісточ ника п iтания (однофа зный, трехфазный) , ПНдізвндуал ьных особенностейобогревател ьной системы данііой пpecc-формы , а также от величины поперек ного сечения нихрома , выбранного при расчете.
При знач ительны х сечени я х них рома (по расчету) в цел я х их
умен ьшения посредством увел ичен ия сопротивления отдел ьны х
ветвей прибега ют к смешанному способу соединени я (последова тельно-параллельнос).
di
Piic. 67. Cпoco?›ьl соедиiJeim я элсі‹трокяі gеиа iе icii
При парал лел ьном соедвпен ии груп пы на гревателеіі дальнейшие расчеты можно производгіть исх одя из мощностlі одного из
них (прп условиті равенства их мощпостей)
(43)
где Р — мощность данного нагревател я в cm;
Р — сумма рная мощносзь системы в am;
л — число нагревателей.
Зна я мощность системы или одного нагревателя п величину
.зинейного напряжения, определ яем силу з'ока п сопротивлен ие
фазы. Силу тока рассчитываем по формуле
(44)
I—
—
где I — сила тока в а;
Г — напряжение в а.
Сопротивлен і‹е фаза
В случае трехфазного источника энергии (прli соединенНи нагревателей звездой) силу тока определ яют по формуле
I —
(46)
где /д, — сила тока фазы в а;
109
111.
сопротивление фазы(47)
где фазное напряжение 9$ определяіот по формуле
(48)
› з
Зна я вел гічины силы тока li con ротlівлеіі ия фа зы, можно оп редел ить параметры на гревател я. Прп подборс сечен гія нпх рома ру ководству ются величгіноіі сгілы тока, плотнОс7 b кОТорого должна
соответствовать следующтім допускаемым аначенпям.
Сих а ioxa socx rpouar реaaiez s а о
До 10
10-20
20—30
Снла molta эяеіtтјэо
нагрсва тея я в в
tOKa
7
7—6
б—5
30-60
60—130
130—300
5-4
4-3
3-2
Величину плотности тока bI определим по формуле
(49)
где bI — плотность тока в о/лл';
/ — сила тока в о;
сеч Площадь поперекного сечения нихрома в лл°.
Преобразова в формул у (49), получим выраженне для определение расчетного сечения нихрома
I
Подставив в него значен lee доп ускаемой плотности тока и силы
тока на гревател я, получим величину сечен ия. Если при расчете
окажется , uтo площадь сечения ниХрома не совпадет с вел ичиной
стандартного (или имеюще гос я в наличии) матер иала , следует
выбрать бл ижа йший размер с на иболее близким значен ием величины поперечного сечения и в дал ьнейших расчета х ру ководетвоваться им.
Длину нихрома определяют по формуле
(51)
где
L — длина нихрома в л;
Я — сопротивление в on,
F„ — сечение нихрома в лл';
q — удельное сопротивление пихрома (для нагретого. нuхрома р — 1,2- on лл'/л).
112.
Гlp и расчете электрона гревателей особое внимание следуетуделять вел ичине удел ьной па гру зки, котор ую определ яют по
следующей формуле:
(52)
bР
г4е LkP — удельная наrpyзha в в/п/сл°;
Р — мощность нагревател я в вm;
F — площадь поверхности нихрома в гл°.
Дл я закрыты х электрона гревателе ii с температу рой на грева
них рома до 700° G вел ичина удел ьной на грузк и дол жна быть не
больше 2 вт/см’.
Площадь поверх ізостп рассчитывается по формулам:
ДЛ Я П]ЭОВОЛОКИ
f -- п dL ,
где F — площадь поверхности нихрома в cc”;
d — дгіаметр нихрома в cci;
L — длина нгіх рома в гл;
для ленты
F
L (а | b )2,
(53
(54)
где п — толщина пгіхрома в см ,
6 — ширина нихрома в cc.
Зная дл ин у них рома, приходящу юся на на грева тел ь, определ им
диаметр и ша г сп ирал и. Диаметр cnирал и (для кру глого на гревагел я) зависит от габа ритов сеченип самого на гревател я и явл яется
исходной величиной для определения шага.
Чтобы определить шаг, необходимо знать количество витков
спирали, которое определим по формуле
L
(55)
где п‹,„„ — число витков;
L — длина нихрома в лл;
1 — длина одного развернутого вгітка спирал и в лл.
Находим ша г
,
(56)
где S — шаг сииралп в аіл;
1 —длина нагревател я в мм.
Еслп окажется , что нужное число не укладывается на выбра iiной дл ине на гревател я , ну жно либо увел ичить число на гревателей
(при последовател ьном их соединении), либо применить них ром с
сечеііием другой геометрическоFт формы.
По окончании расчета все основные величины заносят в спецііал ьнyю сяодну ю табл ицу — техническ ий док у мент пр и изготовлении и ремонте электронагревателей.
11 1
113.
Расчет электрона гревателей дл я обогрева съемны х пресс-формпроизводится по этой же методиhе.
Электрона гревател и дл я обогрева съемны х пресс-форм размещают гор изонтал ьно в один ряд в специал ьных пл ита х, уста новоенных на столе и подвижной траверсе пpecca.
21. СПОСОБЫ УСТАНОВКИ ФОРМ НА ПРЕССЫ
N ТЕРАtОПЛАСТАВТОМАТЫ
Срок слу жбы формы, удобство работы на ней и качество полу чаемых издел ий в значител ьной степени за висят от npa вил ьности
ее уста новк и на прессе ил и термопласта втомате. В процессе уста новки и эксплуатации съемные и стационарные формы имеют свои
особенности. Установка съемных пресс-форм весьма проста. Прессформа должна быть расположена на середине стола пpecca. При
установке нескольк их съемны х пресс-форм необходимо следить за
тем, чтобы они имел и строго одина кову ю высоту lз был и так же
расположены по возможности бл иже к центру стола . Несоблюдение этого условия может вызвать перекос подвижноFз поперечины
пpecca и в итоге приведет к браку издел ия. Съемные пресс -формы
должны быть снабжены специальными ручками.
На стационар ных форма х в отл ичие от съемных работа прогізводится только после закреплен пя их на соответству ющем оборудовании. Дл я этой цели на столах и подвижных поперечина х (траверсах) прессов и термопластавтоматов имеются спеииал ьные
пазы или отверстия.
Стационарные формы должны быть обязател ьно снабжены рымболтали (ГОСТ 4751-52), с помоиtью которых осуществл яется
связь форм со стропами гр узоподъемных устройств. Количество
и расположен ие рым-болтов определ яются в каждом сл учае особо,
в зависимости от констр уКции и типа формы. Однако су ществуют
правила по установке рым-болтов, применимые ко всем видам
стационарных форм. Заключаются они в следующем:
l) у форм, уста навливаемых на вертикал ьные прессы, рымболты должны быть расположены выше центра тяжести (рис. 68, о)
и желательно в одной плоскости;
2) у форм, устанавл иваемых на горизонтальные термопластавтома ты, должно быть не менее двух рым болтов, один из которых
должен обязател ьг'о лежать в плоскости, прох одящеи через іtентр
тяжести формы (рис. 68, 6).
Формы для литья под давлен ием в процессе их тра нспортирОвки, а также при установке или демонтаже должны быть скреплены в направлении разъема специал ьнымгі стяжными шпил ьками.
При правил ьпом и надежном зак реплении формы устраняется
опасность ее потомки вследствие возможных сдвигов и перекосов.
Учитывая , что в процессе экспл уатации при поломке формы могут
114.
быть случа и травматизма рабочего-прессовщика, на правил ьнуюустановку формы должно быть обращегіо серьезное внимание.
Закреплен ие стационарных форм на вертикал ьных пpecca х
двоиного деиствия осуществл яется после присоединения выталкиваюиtей системы формы к штоку выталкивател я пpecca. Присоединение может осуществл яться несколькими способами (рис. 69).
Наибольшее распространен ие имеет способ, рекомендованный нормалью машиностроения МИ 1525-61 и изображенны й на рис. 69, г..
Рис. 68. Места расположения рым-болтов ha стационар l‹ыx фор-
м'ах: а — форма для вертикального пpecca; 6 —форма для горизонтального термопластавтомата
Разъемный хвостовик связи позвол яет здесь быстро и надежно
производить соединен ие толка ющей плиты формы с вытал кивателем пpecca . Бла года ря этому завинчивание двух разъемных
частей хвостовика можно производить раздельно, когда форма
еще не стоит на пpecce.
Хвостовик (рис. 69, 6) представь яет собой стержень с фланцем
на одном конце и резьбои на дру гом. Дл я ocy ществлен ия вра utaтельного движен ия при ввинч иванип хвостовика в выталкиватель
пpecca фланцевый конец хвостовик а имеет подвижну ю посадку
в толкающей пл ите. Так ка к хвостовик здесь нераз ьемный
и остается в форме, при пол ьзовании им создается ряд неудобств,
особенно при транспортировании и xpaнении формы.
При неравномерном расположен ип вытал к ивателеи, вызванном формоfі прессуемого издел ия , применяется связь, изобра женная на рис. 69, в. Наличие в ней дополнительных толгающих
b
Н. Н .JJleй ru u
11 3
115.
стер жней позвол яет расп редел ить усил ие вытал кивател я болееравномерно. Применять этот способ можно тогда, когда в столе
пpecca есть обнижение. Если его нет, форму следует устанавл ивать
на специальные подклаА и.
На рис. 69, е представлен простейший вариант связи. Осуществл яется она с помощыо шпил ьки с утолщен ием на средне й части.
Утол нение сделано для у добства завертывания. Этот яид связи
рекомендован нормалью MH 1524-61.
Рис. 69. Виды связгі выталкивающей системы формы с выталкивателем пертикалыіого пpecca:
/ — плнта вытил кива ющеЯ снстемьі формьі; 2 — стол пресса; S — вытал кн вател ь пpecca
Рекомендуемые способы закрепления стационар ных форм на
вертикальных пpecca х представлены на рис. 70. Способ, предложенный на рис. 70, о , предусматривает крепление за основание
формы и пуансонодержатель, в которых имеются специальные
проушины, совпадающие с Т-образными пазами пpecca. Закрепление производится посредством болтов J с квадратноFі головкой,
предотвращающей провертьlва Ние болта при затягивауии гайки.
Конструктивный вариант способа закрепления , приведенны й
на'* рис. 70, 6, отличается от предыду щего нал ичием пpoy шпн ne
в основа нии формы , а в обойме, бла года ря чему при затя ггіва нии
болтов прогісход ит дополнительное поджатие всех плит нижней
14
116.
частгі формм. Для предотвращения выламывания па зов прессаu их вставлены подвижные резьбовые гнезда 2.
Недостаз ком этого способа явл яется больша я дл ина крепежпых болтов, котора я может привссти к их скручиван иіо в процессе затяжк и.
Закрепііение формы можно также производить при помощи
при хва тов 3 (рис. 70, в), установка которых на требуему ю высоту
осуществлнстся посредством pery iтіруемых oпop 4, п резульзате
Рис. 70. Способы закреплекия стационарных форм і‹а пpecca х
и термопяас l”автоматах вертика.1ыlого типз
'tero отпадает необходимость в согласовании расположения проушин плит формы относител ьно пазов пpecca. Однако следует за метить, что этот способ в основном пригоден дл я закрепления
лиШь нижней (неподвижной) части формы. Испол ьзован ие прихватов дл я закрепления вер хней (подвижноіі) части формы по
ряду причин рекомендуется только в крайнем случае.
Установка форм для литья под давлением на горизонтальные
термопластавтоматы несколько проще установки форм на вертикальные прессы. Это упрощение обусловлено тем, что у всех отечественных термопластавтоматов в подвижных и неподвижных
miгітах имеются специальные центральные отверстия строго oпpeделенны х размеров , которые служат основной установочной базой.
Кpoмe того, выталкивающие системы форм для литья под давленгіем, как правило, не имеют принудительной связи с выталкивателем термопласта втомата, что также упрощает процесс устапоВк И.
Подвижные и непоАвижныеплиты термопластавтоматов помгімо
базовых отверстиii снабжены либо Т-образными пазамtі, либо
117.
Т а 6 л и ц а 10Характеристики гиАравzического вертииаzвного пpecca
Пресс гидрав.’іичсский ьертикальный
ПB-474
Инвентарный но›іер
Мастерс кап
Рпд (участок)
Номинальное усилие пpecca
100 cc
Усилие o6pamного хода
54 me
Усилие выталкивателп
8,8 me
Cтoz пpecca (ьвд сяерху)
Подьижнап полеречииа (вНА нНЗ )
Выылкиатеаь
ф70
Пpecc снабжен индивидуальным насосным приводом
116
118.
резьбовыми отверстия ми, с помощью которих осуществл яетсянепосредствен ное закрепление форм. За крепл яют форму за ее
кра йо we плиты, в которых имеются либо отверстия , либо пазы, совпада ющгіе с соответству ющими элементами пл ит. Завертыван ие
крепежны х болтов или гаек производят со стороны формы.
Определен ие способа зак репления и вида связи облегчается
пр и пол ьзован ии специал ьными карточkами на имеюгциеся на
данном производствоенном участке прессы и термопластавтоматы.
Карточка должна содержать основные эксплуатационные характеристик и и схематические изображения устагіовоиных баз. Типовая карточка , составленна я д» Авухстоечного ггтдравл ического
пpecca модели ПB -474, приведена в табл. 10.
119.
Г л а в а IVРАСЧ ЕТ ИСПОЛ НИТЕЛ bH ЫХ
ФОРМУ ЮЩИ Х ЭЛ EMEH ТОВ
РАЗМЕРОВ
22. ОСНОВНЫЕ ПОНЯТИЯ 0 ТОЧНОСТИ PA3йtEP0B
ПЛАСТМАССОВЫХ ИЗДЕЛИЯ
При определении испол нител ьных размеров форму ющих деталей ру ководствуются степенью точности пол учаемого пластмассового изделия.
Под точностью размеров пласа'массового издел ия понимают степень соответствия размеров полученного издел ия размера м, указаниям в чертеже. Деиствител ьные размеры охлажденного до
нормал ьноп температу ры (20° С) издел ия не должны выходить
за пределы поля допуска на данный размер.
Вел iiu ина поля допуска должна назначаться с учетом всех
велгіч ин элементарных погрешностей, возникающи х в процессе
изготовления изделия.
Размеры пластмассового издел ия обычно лежа т в предела х
4——7-ro классов точности по OCTy , не укладыва ясь в пол я допу сков какого-л ибо одного класса. Более высокую степен ь точ гостп
удается гіногда пол учгіть па издел ия х, имсющи х неfiол ьшу ю высоту и изготовленнІ›іх гіз мам epиала с небол ьшгім колебан ием
усадки.
Точность ра змеров пластмассовых издел ии, пол учаемых в металл ических форма х способами прессования и литья, зависит от
следуювіих основных факторов:
1) колебанпя усадки материала ;
2) колебания толщгіны облоя ;
3) точности изготовления оформл яющих изделие э.ііементов
Р** :
4) износа поверхностеii формующих элементов;
5)
колебания размеров форму юіцих элементов за счет із постоянства температу ры пресс-формм в процессе прессованітя.
Цолебание усадк ті мам epиала вызывает на гібол ьшие изменепгія в
размера х пластмассопого издел ия. Вел ичиНd hоле6анh9 завис ит
главным оt›разом от соста ва пластгlческ ой массы. Для термореа к- т
ітвных материалов колеба нne усадки достті гает до 0,5*i , дл я
термопластов — 2*ѐ.
118
120.
Издел ие, пол ученное гіз матер иала с малым колебан гісм усадки, может быть изготовлено с б0л ьшеі'і точностью, чем пздел ne,полученное из материал а с б0лЬшим колебанием усадк п. Та к им
обра зом, степень точности размеров ›ізделия непосредственно
зависит от свойств примененного материала.
Рассеиваітия ра змеров издел ия , связанные с колебаті иямlt тол щины облоя , погрешностями в изготовлении формы и ее износом,
вызывают значител ьно меньшие изменения размеров и зависят
s основном от степени opганизации производства. То же самое
можно сказать п в отііошении изменения ра змероs, вызва ізнмх
колебан ием температу ры пресс-формы в процессе ее ’работы. Эти
колебания очен ь малы и учитывать их следует только при зна чипельных габарита х прессуемого изделия.
Коснувшись основных положений, влияюіцих на точность размеров издел ия , остановимся коротко на рассмотрен іш каждого
из вышеперечисленных факз'оров.
Влияние колебания усадки материала
ка точность размеров изделия
Под yca когі пластическ ого матер иала подразу мева loт ii пнеііную усадку , вызываюпtу ю умен ьшен ие размеров издел оп после
изплечения его из формы.
Различаіот действительну ю и расче. нуіо линейныс усадкп.
Действительной усадкой называется разность между размером
данного элемента гтзАелия в начале усадки іт его размером пр ii
температуре 20° G.
Обознаиив Ад — действительную усадку,
L„ — размер эл'емента изделия при 20° G,
L„ — размер того же элемента в момент начала
усадки,
Пол учиМ
(57)
Расчетной усадкой называют разность между размером элемента формы при 20° С и размером соответству ющего элемента
изделия при этой же температуре, т. е.
(56)
р
L
L
где Аф— расчетная усадка;
L — размер формующего элемента при 20° G.
Таким образом, чтобы пол учить размер элемента формы при
20° С, надо к номинал ьному размеру элемента изАелия при той
же температуре прибавить велииину расчетной усадки.
На рис. 71 показа но соотношен ие между действител ьной и
расчетноFз усадками на примере изменения размеров формуюиtrix
121.
элементов и издел ия при разл ииных температурах. Рассмотреныдва случая — дл я ох ватываемых и охватывающих элементов изделия.
Формулы (57) и (58) выражают абсол ютну ю вел ииину усадки,
зависящу ю от размеров издел ия. Предсз авление о велич ине усадк и
на единицу длlзны изделия можно получить исходя из понятия
Изделия при
20°С
при 20 8
Рис. 71. Сравгіение размеров нзделн я с соответствующими размерами
формы при различііы х температурах: а — для охватываемых элемеіітов
изделия; 6 — дл я охватывающи х элементов изделия
относительной расиетной усадки, величину которой
тывают по формуле
р.о рассчи(59)
Выражая эту величину в процента х , можно формул у представить в следуюііtем виде:
Й р• 100
(60)
Lg Хр
100’
(61)
Lн
откуда
Значенття относительной расчетной усадки ял я рада термореа ктивных и термопластичных материалов приведены в приложениях I и IІ.
120
122.
Вел ичипа усадк и для ка кого-лиGo элемента в партии одинаковых издел ий непостоя нна. Ее абсол ютна я вел ичина может колебаться в определен ньгх предела х в зависимости от р яда условий,главныhі образом от непостоя нства соотношения компонентов,
вх одяііtих в соста в пресс-материала , а также от прииин тех нологического порядка (колебания вел ичины давления, колеба ния
температуры формы, времени выдержки изделия в форме и
др.),
Изменение величины усадки вызывается также наличием в издеЛИН металл ической а рматуры. В данном случае изменен ие величи гіы усаді‹и идет в меньшу ю сторону. Эз'о объясн яется тем, что
армату ра пpeп ятствует свободному течен ию усадки и у меньшает
ее велииину.
Наи0ольшее колебание величины усадки наблюдается при литье
под давлением издел ий из термопластичных пластмасс. Это увел ииение связано с тех нологииеской особенностью получения такого
вида издел ий. В связи с тем, что перед извлечением из формы их
охлаждают, усадка охватыва ющих элементов издел ия знач ительно
меньше вел ииины усадки ох ватываемых элементов. Вел ииина
усадки издел ий из термопластов зависит также от толщины и
конфигурации самого изделия, а также от особенностей констру кНИИ Л ИТН ИКOBОЙ С ИСТЕМЫ
Тех нические условия на пластические материалы обычно содержат наибол ьшее и наимен ьшее значения вел ииины относительной расчетнои усадки, велииинь колебания которой мож но
представить как разность межАу ее наибол ьшим и на имеНьшим
значениями:
р. о
где
р. open
•.•›
(62)
>р. о„а и
р у — соответственно на ибол ьшее и на именьшее зна чения относител ьной расчетной
yca « ‹.
Та kим образом можно определ ить вел ичину колебания расчетной усадки АА
где
р ag — наибольшее значение расчетной усадки;
N, „ — напменьшее значение расчетной усадки.
Абсолюзную велииину колебания расчетной ycaA«и можно
определить по следующей формуле:
100
(64)
представь яющей собой разновидность формул ы (6 i). Формула (61)
может быть испол ьзована также для определения на ибольшего и
напменьшего значений расиетной усадки.
121
123.
Влияние толщины обяоя ка точность размеров изделияБ пресс-формах по,чузакрытого типа по контуру прессуемого
изделіія проходит отжимгіа я кромка. Слой пластмассы , отжимаемый э мои крошкой, называют о 6 л о е м. Толіцина облоя зависит
от величины навески материала и величины давлегіия прессования .
В силу конструктивных особенностей этих пресс-форм велгіч ипу облоя йредусмат рпва ют заранее в предела х 0,2-0 , 4 ліі,
в зависимости от степен и текуиести матер иала. Тол щііна облоя
здесь нвл яется одним пз элементов, составе яющих суммарн III14
размер пзделия в данно›l направлепіігі измерения. Поэтому величина да нного ра змера издел ия нах оАИТся в прямой зависимости
от толщины облоя , колеба ние которого вызывает поле рассеивапия Ьo; , Обусловленное этим фактором. Так им образом, в прессформах пол узакрытого типа вел ичина на ибол ьшего отклонения
толщины облоя от задаізной величины есть максимал ыіа я вел ичина поля рассеивания, вызванного этим фактором.
Изделия , пол ученные в пресс-формах пол узакрытого тгlпа,
гlмеют поле рассеива ния размеров, зависящих от колебания облоя
b,z , не превышающее 0, 1 лл.
Влияние погрешкостей в изготовлении фориы
на точность размеров изделия
На размеры форму ющих элементов назначают допуск гт, в пределах которых они должны быть изготовлены.
Пpa ктикой констру ирования форм установлено, что точность
размеров оформл яющих издел ие элементов дол жна был ь в пределах
2-3-го классов точности. Примен ять 2-й класс следует в тех
случаях , когда элементы формы имеют простейшую конфигу рациіо и требу юга яся степен ь точности может быть достигнута путем
меха нической обработки или в случае необх одимости пол учен ия
издел ия повышенной точности. Дл я элементов формы, требую:цих
слесарііой доработки, 2-й класс точности по возможности приме- н
ять не следует, так как это приведет к згіачител ьному увел іічен ию тр
удоемкости.
Поскольку допуски на изготовление форму ющгіх элементов
назнача ют «в тело›, то изменение их номинальных ра змеров в пределах пол я допуска вызывает соответству ющее изменен ne размеЈэов
изАелия. В этом случае происходит увеличепие охватываемых и
уменьшение охватываіощих элементов изделгея.
Так как погрешность, возника ющая при изготовлении формы,
носііт случа йный xapa ктер , не представь яется возможным заранее
определ ить ее вел ичину. Практически размер формуюпtе го элемента может гіметь любое значение в предела х заданного допусха.
Га к им обра зом, поле рассеивания , возника ющее в результате
этой погрешности А , „ , может быть равно полю допус ка на изготовления даиного формующего элемента.
122
124.
Влияние износа формы на точность размеров изделияВ процессе экспл уатации формы происходит постепенный износ
форму ющих элементов. Поле рассеивания , вызванное износом f i „ , , так же как И urr, направлено «в тело» форму ющего
элемента и влечет за собой аналогич ное по направлен ию изменение
размеров изделия.
Хромир ован ие оформл яющих издел ие элементов знач ительно
увеличивает износоустойч ивость формы. Процесс износа в этом
случае протекает равномерно, с некоторым нарастанием в конце,
когда за счет местных нарушений х ромового покрытие начинается
его отслаивание.
Для восстановлени я нарушенного слоя хромового покрыти я
старый слой хрома удал яют гальваническим путем, производят
зачистку мелких меха нически х повреждений, полир уют оформл яющие изделие детали формы и подвер гают их повтор ному хромированию.
Толщина слоп хромового покрыти я, примен яемого в форма х,
не превышает обычііо 0,005 мм, а толщина слоя металла, сгіимаемого с формующих деталей при повтор ной зачистке и полировке,
может колебатьс я в предела х от 0,02 ел до 0,2 лл в зависимости
от состо яни я повер хности и величины формующей детали . Поскольку вновь наложенный на отполированную повер хность хром
частично восста навливает слой металла, сн ятый при зачистке,
величина пол я рассеива ни я, вызванного износом, будет определ ятьс я разностыо между толщиной слоя металла, си ятого с.формующего элемента, и толщиной слоя хромового покрыти я, наложенного на него.
Таким образом, наименьшее значение пол я рассеива ни я размеров издели я f i „ „ вызванное изпосом формующего элемента,
будет равно 0,04 о.и (на ра змер) . Эту величину можно рассматривать так же, ка к на именьший припуск на износ формующего элемента при одном перехромировании.
Boпpoc об определении величины f i „ , следует решать руководству ясь конфигурацией и размерами формующего элемента,
а также предполагаемым числом перехромирова ний.
ИсполНительные размеры формующи х элементов определ яют из
соотношенпй частных полей рассеивания (fiА„
иду› іізн)›
odл›
причины возникновени я которых были только что рассмотрены.
Совокупность р яда частны х полей рассеива ни я называют с у м м а р н ы м или п о л н ы м полем рассеивания.
Стру кту рна я формула полного пол я рассеива ни я не дл я всех
размеров одинакова . По характер у строени я пол я различают несколько видов размеров. На пример , размеры элементов ›іздели яь
на правлении, перпендикул ярном съем у издели я, размеры межгlентровы х расстоягіий, размеры, зависящие от колебатзи я толщины
г›блоЯ, И
Яд д]Зуших .
125.
На рис. 72 дан чертеж издел ия, размеры которого по xapa ктер устроени я полного пол я рассеива ни я разделены на шесть rp упп
или видов (В, С, D, Е, Н, L). Кажда я из них имеет свою методи ку
расчета, которая будет рассмотрена ниже.
Чтобы получить полное представление о xapa ктере изменени я
абсолютной величины данного размера, строят структурную
Рис. 72. Различные группы размеров изделия
схему его полного пол я рассеивайи я. Эта схема облегчает также
процесс определени я испол нительных размеров данного форму ющего элемента.
В последующи х раздела х данной главы будет изложена методика расчета испол нительных размеров формующи х элементов,
котора я в основном может быть рекомендована лишь для прессформ, предназначенных для получения изделий из термореактивных материалов.
23. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ГНЕЗД И СТЕРЖНЕЙ Ф0P/Уt
В НАПРАВЛЕНИИ, ПЕРПЕНДИКУЛДРНОйt СЪЕМУ ИЗДЕЛИЯ
Размеры формующего гнезда в на правлении, перпендикул ярном съем у издел ия, прин ято называть охватывающими, а соответствующие размеры изделия (вала), полученного в этом гнезде,
охватываемыми.
Размеры формующего стержн я в том же направлении измерени я называют охваты ваемыми, а размеры отверсти я, отформованного этим стержнем, — охватывающими.
Рассмотрим стру ктур ную схему полного поля рассеива ни я размеров охватываемого элемента изделия в направлении, перпенди кулярном его съему (рис. 73). При построении данной схемы
124
126.
за исходн ую величину прин ят искомый раамер гнезда формы L рпри температуре 20° С, явл яющийся на именьшим и номинальным
при условии на правленного допус ка на изготовление «в тело›.
Наибольшее значение размера гнезда формы при этой же температуре будет при условии изготовления его по вер хнему предел у
допуска и наибольшей допускаемой изношенности.
Отложив от линии номинала O-O величины полей рассеивания
и f i„ „, получим наибольшее зна•lеі-іие гнезда формы L рinax
20 С.
duз*
d„
‘i” ffiR3д0 ф0fiiNbl fi|и 30 OF
Pr
73. Струхтурная схема полного поля рассеивыния размером охвытываемых элементов изделия
Отло жив от L g и L ma Некоторую велич ину А , xapa ктеризующую увеличение размера гнезда в связи с его температурным
расширением, получим наибольшее (линия /—/) и наименьшее
(линия 2—2) предельные значения размера гнезда формы при
заданной температуре формования /g,°C.
Абсолютное значение величины А принято равныгі как для L р,
так и для L р , так как температурное изменение величины, тіредставляющей собой разность между L пса и L 8 , очень незначительно. По той же причине не принята во внимание величина изменения размера формуювtего гнезда, вызванная колебанием температуры /g,°C.
Установив предельные значения гнезда формы (линии /—/
и 2—2), найдем наименьшее и наибольшее значени я охватываемого
элемента изделия. Наиб ольшее значение размера L
будет
при наи§ольшем значении размера rнеэда и наименьшей действи25
127.
тельной усадке, наименьшее значение размера этого же элемегітаизделия L„
— при обратном условии.
При одностороннем расположении допуска «в тело› наибольший
размер охватываемого элемента изделия L .па
нОминальный.
Следовательно, искома я величина формующего элемента L р
будет
где L„
— номинальный размер изделия (вал);
рр$$ —наименьшее значение расчетной усадки;
Ь„ — допуск на изготовление формующего элемента;
Ь„ — величина допустимого износа формующего элемеііта .
klhP ЖЯhд
0 И0l П ij ШpNП ОМ
Рис. 74. Структурна я схема полного поля рассеивапия размеров
охваты вающи х элементов изАели я
Схема полного пол я рассеива ни я размеров охватываіощего элемента издел ия (рис. 74) по своей стр уктуре аналогич на предыдущей. При ее построении за исходную величину ripинимают искомый размер формующего стер жн я L при 20° С, который в даііном
случае имеет наибольшее значение размера данного формующего
элемента (стержня) Lф а . Наименьшее значение размера стержн я
Lр
будет при изготовлении его по нижнему пределу поля допуска и при условии его наибольшей допускаемой изношенностгl .
Наибольшее (линия /—/) и наименьшее (линия 2 - 2 ) предельные
значения размера формующего стержня при /g,°C (температура
формова ни я) на ходят так же, как и в предыдущем случае, путем
отложени я от L р ч L р
у
некоторой величины 6, xapa ктеризуіощей
увеличение размера формующего стержнп при его нагреваііии.
Наибольшее L,pag и наименьшее L , q „ значени я размера
охватывающего элемента изделия получим при тех же условиих ,
128.
отто и дл н охватываемы х элементов издели п. На ходпт их , откладыDП П СООтветств уіощие величины от линий /—1 и 2 - 2 , xapa ктеризующих предельные значени я размеров формутощего стер жн я притемперату ре /g,°C.
Принима я во внимание, что для да гіного случая номинальным
размером изделия является его наименьшее значение L„ , вели‹тгіна L охватываемого элемента t§ормы (стержн я) может б1›Іть
определегlа по следующей формуле:
Поскольку полное поле рассеива ни я данного элемента издел и я
xapa ктеризуется предельными отклонен и ями его размера, то абсолютную величину этого поля можно представить как разность
между наибольшим и наименьшим значениями этого размера, т. е.
где fi — полное поле рассеива ния размера изделия.
Руководству ясь схемами, изображенными на рис. 73 и 74, а
та кже формулами (63) и (67), можно написать формулу полного
поля рассеива ни я размеров охватывающи х и охватываемы х элементов издел и я в направлении, перпендикул ярном съему издеЛИЗ,
А= AK,q-A„,-¿A , = А „
(68)
где fi , — полное поле рассеива ния размеров формующих элементов в направлении, перпендикул ярном съему изделия.
Для достижени я требуемой точности данного размера изделия
абсолютна я величина его сумма рного (полного) поля рассеивания
не должна превышать величину допуска, указанного в чертеже,
А
6,
(69)
где fi — допуск на размер, указанный в чертеже издел и я (конструктивный допуск) .
Величина констр уктивного допуска 6 на данный размер элемента изделия должна назначаться в соответствии с величиной
техгіологического допуска (см. PTM МЛ 1-62).
Определив основные исходные формулы длп расчета исполнительны х размеров охва тывающих и охва тываемых элементов прессформ, перейдем к методике этих расчетов. В дальнейшем для простоты изложени я материала охватывающие элементы формы будем
называть гнездами, а охватываемые — стержнями.
Расчет исполнительных размеров формующих гнезд и‘стержней
следует осуществлять в определенной последовательности.
Сначала, чтобы сравнить абсолютную величин у полного поля
рассеива ни я размера да иного вида с величиной пол я доп уска на
данный размер , надо найти числовые зпачени я кап‹дой из этих
“
127
129.
вел u Іин. Путем сравнения установим величину допуска на размердаиного элемента формы f i „ „ величину допускаемого износа А„„, а
та кже, если это необходимо, величин у его уклона. Оговор ка сделана потому, что иногда уклон формующей повер хности может
быть образован не только за счет доп уска на соответствующий
размер элемента изделия, но и за счет своеобразной конфигурации
этого элеметіта . При рассмотрении вопроса об уклона х формующих элементов обращает
!
внимание на различие между величиной угла уклона и величиной уклона .
Под в е л и ч и н о й
изйелие
К л Ci н а
следует пони-
мать некоторую величину,
образующуюся за счет отклонени я формующей повер хности от ее номинального положени я и зависящую (при постоянном угле)
от высоты (гл убины) формующего элемента . Чем
больше высота (глубина)
формующего элемента, тем
больше величина уклона.
Дл я примера рассмотрим
схему образовани я уклоРис. 75. Схема оGgазования } хлоков охваты- нов формуюlцих элементов
ваемые и охватываюи\их элемеіtтов форм
в сл учае, когда у клон создается за счет до- (рис. 75).
Обозначим высоту издепусков на соответствующие размеры ›‹8/tелия
лия буквой /t, величину
угла уклона ‹s, а величие у уклона 2 на сторону. Величину
уклона
можно определить по формуле
2 =—it tg о.
(70)
Дл я определени я величины уклона (на две стороны) формующего
элемента обе части равенства (70) надо удвоить, в результате
получим
Г —2s tg о,
(7i)
откуда
(72)
где V — ёеличина уклона (на две стороны формующего элемента);
fi — высота формующего элемента (в зоне изделия);
а — угол уклона.
І 28
130.
Для случа я, когда уклон формующего элемента создается засчет допуска на его размер, необходимо собліодать условие
Так как поля допусков при одностороннем их расположении относительно номинала направлеііы в тело изделия, наибольший размер формующего стер жн я образуется за счет прибавлени я
величины уклона к величиііе расчетітого размера стер жіі я L j.
Пр этой же причине наименьший размер формующего гнезда
образуется за счет вычитани я от величинь расчетного размера
гнезда Lz g величины уклона (рис. 75).
При определении величигіы уклона, помимо соб.людения соотношепия (73), следует руководствоваться высотой (глубиной) формующего элемента. Чем больше будет его высота (глубина), тем
большие значения уклонов следует применять. Наименьший угол
одностороннего уклона, применяемого в пресс-форма х, лежит
в предела х 3 - 5 ' . Однако такой незначител ьный уклон может
иметь м'есто только при высоте (глубине) элемента до 100 м ч.
В связи с тем, что величина уклона в определенной степени
зависит от конфигурации и материала изделия, частные значения
уклонов должны быть обо-эначены на его чертеже. Охватываемые
элементы изделия могут иметь меньшие значени я уклонов по
сравнению с охватывающими.
Определив величины fi,p, f i „ , и, если нужпо, величину
уклона, можно перей ти к расчету исполнительных размеров формующих гнезд и стержней в направлении, перпендикул ярном
съему изделия.
Принима я во внимание, что по формуле (73) величина двухстороннего уклона
формулы дл я определени я исполнительных размеров формующих
гнезд и стержней примут следующий вид:
для определени я наименьшего размера формующего гпезда,
ВЫПОЛН ЯЧMOГО С
КЛОІЗOU
для определени я наибольшего размера формующего стержня,
ВЫПОЛ£ІЯCMОГО С
L man
КЛOHOM
mln ”
max ”
*^ ”
*’
+
V
(75)
Наибольший размер формующего гнезда L следует определ ять
ПО формуле (65), наименьший размер формующего стержн я Lp —
по формуле (66).
Исполнительные размеры формующих элементов, выполняемых без у клогта, могут иметь любые значени я в предела х, orpa ниченных наибольшими и наимеііьшими размерами, рассчита нными
ло формулам (65), (66), (74) и (75).
9 н. н. лЛі‹»«
129
131.
Рассмотрим пример.П р и м е р.
Опре/tелить
исполнительные
размеръі
формуіощего
стержня
для получени я отверсти я в изделтіи из монолита. Диаметр отверсти я 25+0'3 лл,
глубина 50 лзt.
По приложению I на ходим наибольшее и наименьшее значения относитесьной расчетной усадки. Для мополита
Абсолютные значеіііі я наибольшеі‹ и тіаимеш•іпей расчетны х усадок oпpeделяем по формуле (бІ)
24 1,0
2-4 0,6
= 0,144 жж,
100
і00
откУАа
b Х р ——0,24 — 0,144 = 0,096
.
Приме i
Согласно условиіо 6 — 0,3 яі+.
Из уравнени я (73) имеем
или
Г — Б — (AAp -}- А„ д -|— А„дц)
0,3 — (0,096 -}- 0,014
0,04)
0,16 мм.
Таким образом, величигіа уклона может быть не более 0,16 лг. Угол уклона
опреЈtеяяем по форнуле (72)
0,16
У
tg
0,0016,
100
26
откуда
о — 0* 5’ 30” — 0° 5'.
ОпреАелив абсолютное значения необходимых величин, перехоАич к pacчету испоянительных размеров стержня ло формуяе (66)
L$ —
—L
+ '
man
"°^ з
8
0,04
24,294
24,29
0,24 ¿- 0,014 -|-
24
м.
Приниизя во ві‹имание, что У — 0, Іб, опредеяяем наиболъший размер формующего стержня 1ф а по формуяе (75)
Исполнителъііые размеры его рав›‹ы
24,45_д,дtt жл и 24,29_о.о 4 ^^-
Если значения размеров охватываемых и охватывающих
элементов издели я соответствуют нормальным дли tм по
ГОСТу 6636-60 и лежат в пределах от 2 до 50 atл, то исполнительные размеры соответствующих формующих гнезд и стержней можно
определ ять при помощи специалыіых таблиц (табл. 11 и 12)'.
' Автором и В. А. Ерагинским разрабатываіотся в настопщее время подобные таблицы исполнителыіых размеров разли'шых формующи х элементов пpece-
форм Аля изгоТоDления изделий из реактоізластоп.
130
132.
2, 1
2,0
Paзмep
А -,
2,356
0,113
0,048
0,048
2,352
0,113
2, 226
2, 222
0,018
0,018
А$
2, t66
2, 162
Аz
0,000
2,146
2t42
0,000
0, 114
0, 114
Аsa
2, 256
2, 252
Аz
0,049
0,049
2, t26
0,019
2, t22
2, 066
0,019
0,000
0,000
2, 062
2, 046
0,3—0, 4
2,042
0 t1—0t 2
0,6—0,8
0,3-0.б
0, 4—0,7
0,3—0, 7
0,6—1, 0
2,350
0,113
0,048
2, 220
0,018
2, Іб0
0,000
2t40
0, 114
2, 25 t
0,049
2, 320
0,019
2, 060
0,000
2, 040
2,362
0,112
0,047
2, 232
0,017
2, 172
0,000
2,t52
0, t 13
2, 262
0,048
2, 332
0,018
2,356
0, 111
0,046
2,358
0, 111
0,046
2, 228
0,016
2, 226
2, 168
0,0Іб
0,000
2,148
0, 1 I2
2, 258
0,047
2, t 28
0,017
2, 068
0,000
2, 048
2, 166
0,000
2t46
0, 112
2, 256
0,047
2, t26
0,017
2, 066
0,000
0,03
2, 072
2, H6
2, 052
0,0Іб
2,356
0,110
0,045
2, 226
0,015
2, t66
0,000
2t46
0, 111
2, 256
0,046
2, t26
2,362
0,110
0,045
2, 232
0,015
2, І72
0,000
2,t52
0, 111
2, 262
0,046"
2, 132
0’,0Іб
2, 066
2,360
0,109
0,044
2, 236
0,014
2, 170
0,000
2t50
0, 110
2, 260
0,045
2, 130
0,015
2, 070
0,000
’
0,000
2, 072
0,000
2, 050
0,5—1,0
2,358
0,108
0,043
2, 228
0,013
2, t68
0,000
2t48
0, 109
2, 258
0,044
2, І28
0,014
2,068
0,000
2, 048
0,31,0
Т а 6 л н н а 11
2, 052
2, 046
Испок нвтеzьцые размеры формующего стержня в зтяt
0,03—0,15
Пределы колебавв я отвоевтел ьной расяетя ой yca дк н в %
Испо*нитеяьные размеры формующих стержней
Az
А
Лза
в посадка
Цласе
Иsделве — отверстие
'
133.
2,4Р tзвер
‘ *“
2
Аz
А
Аz
Ага
ii nocaдва
Циасс
Иаделне —ozaepcriie
t2
2,527
2,530
0,049
2,522
0,049
2,461
2,467
0,019
0,000
0,000
0,000
0,049
2,520
0,019
2440
0,114
2448
2,45
1
2,45
7
2443
0,049
0, 114
2,32t
0,049
0,019
2,327
2, 260
0,000
0,019
0,019
0,3—0, 6
0, 4—0,7
0.3-0,7
0,6-1,0
0,048
2,534
0,018
2,475
0,000
2,454
0, 113
2,46
4
0,048
2,334
0,018
2, 273
0,000
2, 253
0,046
2,527
0,0Іб
2, 467
0,000
2448
0,112
2,45
7
0,047
2,327
0,017
2, 266
0,000
2, 246
0,046
2,529
0,0Іб
2,470
0,000
2449
0,112
2,45
9
0,047
2,329
0,0t7
2, 268
0,000
2, 249
0,045
2,527
0,0Іб
2,467
0,000
2448
0,111
2,45
7
0,046
2,327
0,0Іб
2, 266
0,000
2, 246
0,045
2,535
0,015
2,475
0,000
2,454
0,110
2,46
4
0,046
2,334
0,016
2, 274
0,000
2, 253
Иcnooirureosuoe pas;черь форпіующего czepsmн а .ru
2, 24t
-
0,6—0,8
Преде u хone6aнвs оп освтелssoй pacueziiofi усадьii в %g
0,ОНО.15
2, 267
0,000
2, 246
0,3—0, 4
2,45
0,114
0,049
2, 322
0,019
2, 262
0,000
2, 242
0ф
0,044
2,532
0,014
2,472
0,000
2,452
0,109
2,46
1
0,044
2,331
0,014
2, 271
0,000
2, 251
0,5—1,0
Продолжение
0,043
0,013
0,000
3449
0, 108
2,45
9
0,043
2,329
0,013
2, 269
0,000
2, 249
0, 4-1,0
табл. 11
134.
2,62, 4
2,547
0,000
2,567
0,018
2, 627
0,048
2,757
0,113
2,648
0,000
2, 668
0,019
2,728
0,049
2,858
0,1 14
2,542
0,000
2,562
0,018
2, 622
0,048
2,75
2
0,113
2,643
0,000
2,663
0,019
2,722
0,049
2,853
0,114
Ay
a
Az
A$
Az
A
Az
Az
Ana
2,657
0,114
2,653
0,114
Az
2,72
1
0,048
2,851
0,1 13
2,661
0,018
2,75
0
0,113
2,641
0,000
2, 620
0,048
2,560
0,018
2,540
0,000
2, 651
0, 114
2,866
0,112
2,735
0,047
2,676
0,017
2,785
0,11
2
2,655
0,000
2, 635
0,047
2,575
0,017
2,555
0,000
2,665
0,113
2,8a8
0,111
2,728
0,046
2,668
0,016
2,648
0,000
2,757
0,111
2,627
0,046
2,567
0,016
9,547
0,000
2,657
0,110
2,73
1
0,046
2,861
0,11 1
2, 670
0,016
2,651
0,000
2,760
0,111
2, 630
0,04
6
2,570
0,01
6
2,550
0,000
2,
659
0, 110
2,72
8
0,045
2,85
8
0,110
2, 668
0,015
2,648
0,000
2,757
0,110
2,627
0,045
2,567
0,014
2,547
0,000
2,657
0,110
2,73
5
0,045
2,866
0, 110
2,675
0,015
2,76
5
0,110
2,655
0,000
2,635
0,044
2,575
0,014
2,555
0,000
2,665
0,1
2,863
0,108
2,732
0,043
2,673
0,013
2,653
0,000
2,762
0,108
2,632
0,043
2,572
0,0i3
2,552
0,000
2,662
0, 109
2,861
0,107
2,73t
0,042
2,671
0,012
2,651
0,000
2,760
0,107
2,630
0,042
2,570
0,012
2,550
0,000
2,660
0,108
135.
щ3,0
2,8
р 2цe
g др’
Аz
Аза
Аz
А-
0,049
3, 069
3,063
3, 129
0,000
0,03
0,049
3, 049
3, 043
3, 123
0, 114
0,114
0,019
3, 059
3, 053
0,019
2, 929
0,019
0,019
0,049
2,868
2,863
0,049
0,000
0,000
2, 923
2,849
2,843
Лза
Аz
0,3—0, 4
0t1-0t 2
Кла сс
точност
и н noca
дка
Изделве —отверстве
0,6—0,8
0.3—0,6
0,4—0.7
0,3—0.7
0,6—1,0
0,048
0,0\8
3, 06t
0,000
0,113
3, 050
0,048
2, 921
0,018
2,86t
0,000
2,84 I
0,047
0,0\7
3, 078
0,03
3, 05B
0, 112
3, 067
0,047
2, 937
0,017
2,877
0,000
2,857
0,045
3, 129
0,0Іб
3, 069
0,000
3, 049
0, 111
3, 059
0,046
2, 928
0,016
2,869
0,000
2,849
0,045
3, 132
0,016
3, 072
0,000
3, 052
0, 111
3, 061
0,046
0,044
3, 129
0,014
3, 069
0,000
3, 049
0, 109
3, 059
0,044
2, 928
0,014
2, 931
2,868
0,0Іб
0,000
2,849
2,87t
0,000
2,851
0,044
0,014
3, 078
0,000
3, 058
0, 109
3, 067
0,044
2, 937
0,014
2,877
0,000
2,857
Исполннтельн ме размеры форыутощего стержн я в зtзt
0,03—0,15
Предельt колебания отяосвтель ной расяетной yca дкн в %
0,042
3, 135
0,012
3, 075
0,000
3, 054
0, 108
3, 064
0,043
2, 933
0,0ІЗ
2,874
0,000
2,854
0,041
0,01 I
3, 072
0,000
3, 052
0, 107
3, 06t
0,042
2, 931
0,012
2,87t
0,000
2,851
0,31,0 i °'' —1,0
Продолжение табл. 11
136.
-3,4
3,2
3,0
3,257
0,010
3,
289
0,026
3, 25t
0,010
3,283
0,02
6
3ă
3,5t 0
0,136
3,458
0,01
0
3,490
0,026
3,570
0,066
3, 710
0,136
3,503
0,136
3,452
0,010
3,564
0,066
3,
703
0,
136
Az
A
0,066
0,066
0,026
3,370
3,363
A5
A
3, 258
0,113
3, 253
0,113
Az
3,701
0,135
3,56t
0,065
0,025
3,450
0,010
3,501
0,136
0,066
3,361
3,281
0,026
3,249
0,010
3,251
0, 113
3,7t0
0,132
3,570
0,062
3,490
0,022
3,500
0,024
3,580
0,064
3,458
0,000
3,51 I
, 0,133
0,06
4
Ś,370
3,
289
0,023
3, 257
0,000
3, 258
0,110
0,000
3,519
0,134
0,064
3,379
3,299
0,024
3, 267
0,000
3,268
0, 112
0,132
3,574
0,06
2
0,022
3,
462
0,000
3,513
0,133
0,063
3,
293
0,02
3
3,373
3,261
0,000
3,262
0,110
3,7t0
0,131
3,570
0,061
3,490
0,021
3,5ï0
0,13
1
3,458
0,000
0,063
3,370
3,
289
0,021
3,257
0,000
3, 258
0,109
3,721
0,131
3,580
0,061
3,500
0,021
3,469
0,000
3,519
0,131
0,061
3,379
3, 299
0,021
3, 267
0,000
3,268
0,109
3,716
0,129
3,577
0,059
3,
465
0,000
3,497
0,019
3,5t6
0,129
0,060
3,376
3,
295
0,020
3,264
0,000
3, 265
0,107
3,714
0,127
3,574
0,057
3,493
0,017
3,462
0,000
3,513
0,128
0,058
3,372
3,292
0,018
3, 26t
0,000
3,262
0,106
137.
w3,8
3, 6
Аz
А
Аза
Аz
Az
Аz
Аза
в лосадк а
точности
класс
Издепие — ozвepстве
Раз мер
3, 690
3, 683
0,066
0,066
3,972
3,892
3,884
3,964
0,010
0,010
0,026
3,860
3,852
0,027
0, t36
3,91 t
3,904
0, 136
0,066
3,770
0,066
3,763
0,026
0,010
0,026
3, 658
0,010
0,3—0, 4
3, 652
0, 1—0, 2
0,3—0, 6
0, 4—0,7
0,3—0,7
0, 6—t ,0
0,065
3,96t
0,025
3,88Ï
0,000
3,849
0, 135
3,90t
0,0бЅ
3,762
0,025
3, 682
0,010
3, 649
0,064
3,982
0,024
3,903
0,000
3,870
0, 134
3,922
0,064
3,782
0,024
3,702
0,000
3, 670
0,052
3,972
0,022
3,892
0,000
3,860
0, 132
3,9t 1
0,062
3,770
0,022
3, 690
0,000
3, 658
0,062
3,975
0,022
3,895
0,000
3,863
0, 132
3,915
0,062
3,774
0,022
3, 694
0,000
3, 663
0,060
3,972
0,020
3,891
0,000
3,860
0, 130
3,91 t
0,060
3,770
0,020
3,690
0,000
3, 658
0,060
3,882
0,020
3,903
0,000
3,870
0, 130
3,922
0,060
3,782
0,020
3,702
0,000
3, 670
И с л о я пвтеяь ные р азмеры форм ующего стер ж н я в ятяі
0, 6—0, 6
П ределы хол ебанх я относнтелъноft расчетх ой усадкх в %
0,03—0, 15
0,058
3,979
0,018
3,899
0,000
3,867
0, І28
3,917
0,058
3,778
0,018
0,056
3,975
0,0Іб
3,895
0,000
3,863
0, І27
3,915
0,057
3,774
0,017
3, 695
0,000
3, 608
3, 662
0,03
0, 4—1,0
3, 666
0.5—t, 0
Продолжение табл. 1I
138.
4,24,0
3,8
4,3t2
0, 135
4, 260
0,000
4,292
0,025
4,304
0,135
4, 252
0,000
4,284
0,025
Az
4,512
0,135
4, I72
0,066
4,164
0,066
A
4,504
0,135
4, 092
0,026
4, 084
0,026
Az
0,065
4,060
0,010
4 052
0,010
3ã
0,065
4, 112
0,136
4, 104
0,136
Az
4,501
0,135
0,065
0,025
0,000
4,301
0,135
4, 161
0,065
4, 081
0,025
4,079
0,000
4,
1G1
0, 135
’4,525
0,131
0,063
4,305
0,023
0,000
4,324
0,133
4, t84
0,063
4, 104
0,023
4,072
0,000
4, 123
0,134
4,512
0,131
4, 373
0,061
4,292
0,021
4,260
0,000
4,312
0,131
4, t72
0,061
4, 092
0,021
4,060
0,000
4, 112
0,132
4,517
0,131
0,061
4,297
0,021
4, 265
0,000
4,3t6
0, 131
4, t76
0,061
4, 096
0,021
4,064
0,000
4, 115
0,13
2
4,512
0,129
0,059
4,260
0,00
0
4,292
0,019
4,3t2
0,129
4, 172
' 0,059
4, 092
0,019
4,060
0,000
4, 112
0,12
9
4,525
0,129
4,385
0,059
4,305
0,019
4, 273
0,000
4,324
0,129
4, 184
0,059
. 4, 104
0,019
4,072
0,000
4, 123
0,130
4,521
0,127
0,057
4,301
0,017
0,000
4,320
0,127
4, 180
0,057
4, 100
0,017
4,068
0,000
4, 119
0, 128
4,517
0,125
4,376
0,055
4,297
0,015
4,316
0,125
4, t76
0,055
4, 096
0,015
4, 115
0,126
139.
4,84,5
4,59
3
0,025
4,58
4
0,025
0,135
4,863
0,000
4,895
0,025
4,975
0,065
0,135
4,853
0,000
4,885
0,025
4,965
0,065
Aka
Аz
Аz
4,962
0,065
4, 882
0,025
4,849
0,000
0,134
4,80
1
4,81
3
4,66
1
0,024
4,58
1
0,000
4,80
4
Аz
0, 4—0, 7
0,3—0,7
4,989
0,063
4, 909
0,023
4,877
0,30
0,133
4,82
7
0,062
4,68
7
0,022
4,60
7
0,000
4,57
5
4,975
0,060
4, 895
0,020
4, 863
0,000
0,130
4,81
3
0,060
4,67
3
0,022
4,59
3
0,000
4,56
1
4,979
0,060
4,899
0,020
4, 867
0,03
0,130
4,81
8
0,060
4,67
7
0,022
4,59
8
0,000
4,56
6
4,975
0,058
4,895
0,018
4,863
0,30
0,128
4,81
3
0,058
4,67
3
0,018
4,59
3
0,000
456t
4,989
0,058
4,909
0,018
4,877
0,000
0,128
4,82
7
0,058
4,68
7
0,018
4,60
7
0,000
4,87
5
0, 6—1, 0
оіііоснтел siioh расчeunoh yca да ii а %
0,3—&, 6
Испооіі irreot› usie рaauepsi форriyio щего ezepmii s в п
4,55
0
0,067
0,065
4673
0,03
0,000
4,66
4
4,56
1
4,55
2
0, 6—0.8
Предеппі «ооеба me
0. 1—0, 2 I 0.3—0 ^ 1 0, О Н О . 15
0,065
Az
Аz
Аzа
Иsделве — отверстие
4,984
0,056
4, 9H
0,016
0,126
4,82
2
0,056
4,68
2
0,016
4,60
2
0,000
4570
0,5—1 .0
4,979
0,053
4,899
0,013
0,124
4,81
8
0,054
4,67
8
0,014
4,59
8
0,4—1 ,0
Продолжение табл. 11
140.
5,25,0
4,8
A
A
z
A5
Az
A
z
0, 135
5, 264
0,000
5, 253
0,000
0,024
5,376
0,064
5,5 ï 6
0, 134
0,024
5,365
0,064
5,505
0, 134
s, 295
5,315
0, 135
0,025
0,025
5,305
5, 095
5, 085
0,065
0,000
0,000
0,065
5, 063
5, 053
5, 175
0, 135
0, 135
5, 165
5, i i5
5, i05
0, 134
5,50t
0,064
5,361
0,020
0,000
5,25
0
0, 135
5,302
0,065
5, 16t
0,025
5, 082
0,000
5,050
0, 135
5, I02
0, 132
5,531
0,062
5, 391
0,022
0,000
5, 280
0, 132
5,330
0,063
5, 190
0,022
5, 1 0
0,000
5,078
0, 133
5, I29
0, 129
5,516
0,059
0,019
0,000
5, 264
0, 130
5,315
0,060
5, 175
0,020
5, 095
0,000
5, 063
0,130
5, I I5
0, 129
5,520
0,059
5, 380
0,019
5, 300
0,000
5,268
0, 130
5,320
0,060
5, 180
0,0Ю
5, 00
0,000
5, 067
0, 130
5, i i9
0, 127
5,5Ï 6
0,057
5, 376
0,017
s, 295
0,000
5, 264
0, 127
5,315
0,057
5, 175
0,017
5, 095
0,000
5, 063
0, 128
5, I i5
0, 127
5,531
0,057
5,391
0,017
0,000
5,280
0, 127
5,330
0,0o7
5, 190
0,017
5, ) 0
0,000
5,078
0,128
5, i29
0, 124
5,526
0,054
5,386
0,014
5, 306
0, 125
5,325
0,055
5, 185
0,015
5, 105
0, 125
5, I24
0, 12I
5,52
0
0,051
5, ß80
0,011
5, 300
0, l22
5,320
0,052
5, 180
0,012
5, t00
0, 123
5, i i9
141.
1405,8
5,5
Размер
Аz
А5
Аz
Класс
точности
и noca дка
Издея в е — отв ерс тие
0,000
0,000
5,596
0,000
5,585
5, 977
0,064
0,064
5, 897
5, 885
5,965
0,000
0,000
0,024
5, 865
5, 853
0,024
0, 135
5,8t 6
5,805
0, i 35
5, 676
0,065
0,062
5, 665
0,065
0,О2Ѕ
5,564
5,553
0,025
0,3—0, 4
0, I—0,2
0,3—0, 6
0, 4—0.7
0.3—0,'?
0, 6—l , 0
0,064
5,961
0,024
5, 881
0,000
5, 850
О,134
5,80b
0,064
5, 661
0,024
5,582
0,000
5,550
0,0бі
, 5,991
0,021
5, 914
0,000
5, 882
0, 132
5,832
5, 693
0,022
5, бІЗ
5,58t
0,058
0,018
5, 897
0,000
5, 865
0,129
5,8b 6
0,06
0
5, 676
0,ОІ9
5,596
0,00
0
5,564
0,058
5,983
0,018
5, 903
0,000
5, 871
0, 129
5,821
0,05
9
5, 682
0,ОІ9
5, 60ï
0,00
0
5,570
5,58t
0,056
5,977
0,015
5, 897
0,055
5,994
0,015
5, 914
0,126
5,832
5,8t6
О,126
0,056
5, 693
О,0І7
5, 6t3
0,000
0,05
6
5, 676
O,OI7
5,596
0,00
0
5,564
Испол н в тел ь н ы е раз меры фор м уіощего с т е р ж н я в з/я‹
0, 6—0,8
Л р е д е л ьт х ол ебан вя отн осн тея ьнott р ас четн оЯ у с а д к и • %
) 0, 03—0, 35
0,053
5,989
0,013
5, 909
0, І24
5,827
0,054
0,051
5, 687
0,014
5, 608
0, 5—t , 0
0,050
5,983
0,010
5, 903
0,12І
5,822
5, 682
0,0І !
5, 602
0, 4—1 , 0
П родо.яжение табл. 11
142.
6,56,0
5,8
А
z
А
z
Аz
Ау
а
А7
А5
Аz
A 3a
А
z
6,879
0, 162
0, 162
0,032
0,032
6,866
6, 619
6, 606
0,082
0,011
0,011
6, 719
6,577
6,564
0,082
0, 135
0, 135
6,706
6,317
0,025
0,025
6,306
6,098
6, 086
0,065
0,000
0,000
6,178
6, 066
6, 054
0,065
0, 134
0, 134
6,166
6, I t7
6, 105
0, 161
6,862
0,081
0,03
1
6,70t
6, 60t
0,010
6,560
0, 134
6,30y
0,064
6,161
0,024
6, 082
0,000
6, 050
0,
134
6, tOt
0, 159
6,899
0,079
6,739
0,029
6, 639
0,000
8,597
0, 132
6,336
0,062
6,096
0,021
6, t t6
0,000
6, 085
0, 131
6, 334
0, 155
6,879
0,075
6, 7t9
0,0*5
6, 6t9
0,000
6,577 ”
0, І28
6,317
0,059
6,178
0,019
6, 098
0,000
6, 066
0, І28
6, t17
0, 155
6,885
0,075
6, 725
0,025
6, 625
0,000
6,584
0, І28
6,323
0,058
6,184
0,018
6, 304
0,000
6, 072
0, 128
6, 23
0, 152
6,879
0,073
6, 7t9
0,023
6, 619
0,000
6,577
0, І25
6,3t 7
0,056
6,178
0,ОІб
6, 098
0, 125
6, 1t7
0, 152
6,899
0;072
6,739
0,022
6, 639
0,000
6,597
0, 125
6,336
0,055
6,196
0,016
6, t t6
0, І25
6, IЗ4
0, 149
6,892
0,069
7,732
0,019
6, 632
0, 122
6,330
0,052
6t90
0,012
6, ї 09
0, 122
6, t29
0, 145
6,886
0,066
6,726
0,016
6,626
0, 120
6,323
0,050
6,184
0,010
6, t03
0, 120
6, t23
143.
у7,5
7,0
‘ ““
А
уа
Аz
А5
Аz
Aka
ХЯасс
я пHca дка
Р a змер
Издеzііе — ozвep czвe
0,082
7, 381
0,162
7,580
0,010
7, 622
0,031
7,722
0,081
7, 367
0,162
7,565
0,010
7, 607
0,031
7,707
0,081
0,032
0,032
7221
7, І2І
7, t07
7207
0,010
0,010
0,082
7, 079
0.3—0, 4
7, 065
0 уI—0
у2
0, 6—0,8
0,3—0, 6
0, 4—0, 7
0,3—0,7
0, 6—1 , 0
oziioca reni›uoA ра cueiii ой ycaдх m а %
0,080
7,702
0,030
7, 602
0,000
7,560
0,161
7,362
0,081
7,202
О,ОЗІ
7, ї 03
0,010
7, 060
0,078
7, 745
0,020
7, 645
0,000
7, 603
0,158
7, 402
0,078
7242
0,028
7, t42
0,000
7, t00
0,074
7,722
0,024
7, 622
0,000
7,580
0,155
7,381
0,075
722
0,024
7, t2I
0,000
7, 079
0,074
7, 729
0,024
7, 630
0,000
7,588
0,155
7, 388
0,075
7,228
0,024
7, ї 28
0,000
7, 086
0,070
7, 722
0,020
7, 622
0,151
7,381
0,075
7221
0,02
1
7, t2ï
0,000
7, 079
0,070
7,745
0,020
7, 645
0,151
7, 402
0,078
7,242
О,02І
7, t42
0,000
7, t00
Испол ніітельн ьте ра зыеры форгіующего стер жн я в лж
0, 03—0, l5
ГІpeдez ія xoz е6а me
0,066
7, 737
0,0Іб
7,637
0,148
7, 395
0,068
7,235
0,018
7, t35
0,5—I , 0
0,062
7, 730
0,012
7,630
0,144
7, 388
0,064
7,228
0,014
7, І28
0 , W t ,0
Продолжение табл. 11
144.
8,58,0
7,5
30
8,2Ü
0,081
8,384
0,161
8,583
0,010
8,62
5
0,031
8,725
0,081
8,885
0,161
8, 368
0,161
8,566
0,010
8,608
0,031
8, 708
0,081
8,868
0,161
Az
Az
a
Az
Az
Az
8, 124
0,031
8, 108
O,O3I
0,081
8,082
0,010
8,066
0,010
8,208
7,882
0,161
7,867
O,I6I
A5
Az
A
8,702
0,08
0
8,862
0,160
8,602
0,030
8,560
0,0Ф
8, 362
0,160
0,080
8,202
8, 102
0,030
8,061
0,000
7,8g2
0,16
0
8,911
0,156
8,75t
0,076
8,651
0,026
8,609
0,000
8,40‘8
0,157
0,077
8,248
8, t48
0,02
7
8,106
0,000
7,905
O,158
8,885
0,152
8,725
0,072
8,58
3
0,000
8,626
0,022
8,384
0,153
0,073
8,224
8, ï 24
0,023
8,082
0,000
7,882
0,154
8, 634
0,02
2
8, 734
0,07
2
8, 894
0,15
2
8,592
0,000
8,392
0,153
0,073
8,232
8, ï 32
0,02
3
8,090
0,000
7,890
0,
154
8, 885
0,148
8,725
0,068
8,626
0,018
8, 384
0,149
0,069
8,224
8, 124
0,019
7,882
0, I50
8, 911
0,148
8, 751
0,068
8, 651
0,016
8,408
0, 149
0,069
8,248
8, 148
0,019
7,905
0,150
8, 902
0,144
8,742
0,064
8,642
0,014
8,400
0,145
0,065
8,240
8, ï40
0,015
7,897
0, 146
8,894
0,140
8,734
0,060
8, 634
0,010
8,392
0,141
0,061
8,232
8, 132
0,011
7,890
0, ï42
145.
рw
9,5
9,0
Ра мер
А
z
Аz
Аz
Л за
›a a д к a
Издеzіііе — oiaepczne
9,587
0,000
9,567
0,000
0,030
9,728
0,080
0,030
9,709
0,080
9,609
0,160
0,160
9, 387
0,080
0,080
9,369
9, 227
9, t27
0,030
9, 109
0,030
9, 209
0,010
'
9,085
’
' 0' 3 0 4
0,010
, ’,
9,067
'’ '
e
e б ii
, ,
. 6
0,079
9, 703
0,029
9,603
0,000
9,561
0,160
9, 362
0,080
9, 202
0,030
9, ї 02
0,000
9,060
0,076
9,757
0,026
9,657
0,000
9,615
0,156
9, 414
0,076
9, 254
0,026
9, t54
0,000
9,lt2
O,O7I
9, 728
0,021
9,628
0,152
9, 387
0,072
9, 227
0,022
9, t27
0,000
9,085
И cnoo нмтеz ьііu е разгіеры
0 OF 0 1 *“ 0 6‘
о
0,О7І
9, 738
0,01
9,638
0,151
9,396
0,072
9, 236
0,02
2
9, 136
0,000
9,094
у
9, І27
:=
9,728
0,016
9628
0,147
9, 387
0,067
9, 227
0,017
” 0,066
его
стерs
' 0”
елsiioil pacxez
0,066
9,757
0,016
9,657
0,147
9, 414
0,067
9, 254
0,01
7
9, t54
0,061
9,747
0,011
9,647
0,142
9,405
0,062
9, 245
0,012
9, І45
0,056
9,738
0,006
9,638
0,138
9,396
0,058
9, 236
0,008
9, ї 36
—1, 0 ' 0,5—1, 0 ' 0, 4—1 ’0
%
Продолжение таб.я. 11
146.
F10
145
10,5
10,0
9,5
A-,
A;
A
Aya
A-,
Az
A
Ana
A-,
ï0, 130
IO, 1t0
0,097
ï0,96ï
0,
10,940
0, 192
192
ï0, 771
0, 191
10,933
0,096
10,740
0,036
0,625
t0, 651
t0,63
0
0,03
10, 750
7
0,097
0,037
0,01 1
ï0,579
0,012
t0, 601
ï0,580
0,159
10, 363
0,079
t0,
203
0,029
10, ï03
0,000
10, 061
0, 159
9,863
0,012
0,160
10, 390
10, 367
0,160
0,080
10, 230
0,080
ï 0, 2t 0
0,030
0,000
0,030
10, 088
0,000
0, 160
9,888
ț
10, 068
0, 160
9,870
187
3 0,
t4,99
0,092
ï 0,803
0,032
10, 683
0,000
ï 0, 633
0,155
10, 420
0,075
10, 260
0,025
IO, 160
0,000
10, 118
0, 156
9,917
181
ï 0,
t0,96
0,086
10, 771
0,026
10, 65ï
0,000
10, 60ï
0,150
10,390
0,070
10,
0 230
0,02
t30
IO,
0, ISO
9,888
0, 181
10,97t
0,086
IO, 781
0,026
10, 662
0,000
10,6ï 2
0,150
10, 400
0,070
10, 240
0,020
10, t40
0, III
9,898
176
0,
t0,96t
0,081
10,77t
0,021
IO,651
0,140
10, 390
0,065
10,
5 230
0,01
t30
t0,
0, 146
9,888
0, 176
10,993
0,081
ï0,803
0,021
10, 683
0,145
10, 420
0,065
IO, 260
0,015
,J 0,
160
0, 146
9,9t7
0, I7i
10,983
IO,
672
O,OI
10, 792
6
0,076
0,140
10,410
0,060
10,
250
0,010
10, t50
0, 141
9,907
0, 166
10,979
0,071
t0, 782
0,01 I
t0, 660
0,135
10, 400
0,055
10, 240
0,000
10, 140
0, 136
9,898
147.
14611,5
11,0
Paзмep
А
4
A-,
Аz
Аz
0,097
1I, 463
0,192
I I, 604
0,011
I t, 654
0,036
I t , 774
0,096
11,44I
0,192
1t, 581
0,01 I
I t , 631
0,036
t 3,751
0,036
0,037
0,037
0,097
1I , 153
II, I31
ї t, 273
0,012
t t, 25t
11,103
0,012
я поса дка
0 3—0. 4
11, 081
2
К ласс
Лза
0 Ї
Изделяе — отвер стве
0,8
0,3—0, 6
0 , 4 - 0,7
0. 3—0,7
0, dl
0,095
I t, 748
0,035
ї t ,628
0,010
t I , 578
0,190
11, 433
0,095
I I , 248
0,035
tI , 123
0,010
11, 078
0,090
t1,809
0,031
1t, 689
0,000
t , 630
0,186
11, 500
0,09 l
t I , 306
0,0ЗІ
t ї, t86
0,000
I I, 136
0,085
t t ,774
0,025
ї t , 654
0,000
1t, 604
0,181
11,463
0,086
1t, 273
0,026
ї I , t53
0,000
I I, IO3
0,085
I 3,786
0,025
1t, 666
0,000
ї ї, бїб
0,181
11, 474
0,085
t t, 284
0,025
11, ї64
0,000
I I , 114
0,079
I t ,774
0,019
I ї, 654
0,175
11, 463
0,080
1t, 273
0,020
Ї Ї, t53
,0
0,079
I Ї, 809
0,ОІ9
t I , 689
0,175
11, 500
0,080
ї ї, 306
0,020
ї Ї, Ï86
Исполн ительные pasм еры формующего стер жн я в жзt
0,s
П ределы колеба ния относвтель ной ра сеетноА усадкя в %
0, 03—0.15
0,073
1 ї, 797
0,013
II, 677
0,170
11, 485
0,075
Ї Ї, 294
0,015
I I, ї75
0,5—Ї ,0
0,068
1I, 786
0,008
t 1, 666
0,164
I 1,479
0,069
I f, 284
0,009
I I, 164
0,31,0
Продолжение табл. 11
148.
I t713,0
12,0
11,5
3ä
02,46
6
0,19
1
13,105
0,011
I3,
t59
0,03
13,279
6
0,096
13,469
0,191
ï3, 133
0,036
t3, 253
0,096
13,443
0,191
Aзa
Az
A
Az
Az
12,44
2
0,19
1
13,083
0,011
12,070
0,010
t2,
t06
0,01
1 156
ï 2,
0,036
13,438
0,190
t3,
t24
0,03
t3, 249
5
0,095
12,43
3
0,19
0
13,079
0,010
I
2,248
0,095
12, ï23
0,035
I I, 938
0,190
11,
964
0,191
Ï2,276
0,096
12, 132
0,036
ï I,
94t
0,19
1
12,082
0,011
12,252
0,096
Aø
A,
A,
ï3,3t
8
0,09
Î3,50
0
8
0,18
4
13,195
0,030
12,50
2
0,18
5 148
13,
o,ooo
I
2,312
0,090
12, ï92
0,030
ï ï,
999
0,
185
12, 142
0,000
13, 469
0,178
t3, 279
0,083
t3, 159
0,023
ł2,46
6
0,17
9
12,276
0,084
12, 156
0,024
ïI,
964
0,
180
13,482
0,178
t3,
t72
0,02
t3, 292
3
0,083
12,47
8
0,17
9
12,285
0,084
12, 168
0,024
I I,
974
0,18
0
13, 469
0,171
t3, 279
0,076
I3, 159
0,016
02,46
6
0,17
3
12,276
0,078
12, t56
0,018
1I , 964
0,
174
t3,3t
8
0,07
13,508
6
0,172
ï3, t98
0,016
12,50
2
0,173
f2,3f2
0,078
12, 192
0,018
1ï,
999
0,174
t3,30
5
0,07
13,495
0
0,165
13, t85
0,010
12,49
0
0,16
T
12,300
0,072
12, 180
0,012
I I, 987
0,
168
13,182
0,158
13,292
0,064
13, t72
0,000
12,47
8
0,16
1
12,288
0,066
12,
168
0,000
ï I,
976
0,
163
149.
@15,0
14,0
' **
a
3щфр
0,096
14, 472
0,190
15,115
0,010
15, 165
0,035
15,285
0,095
0,096
14,444
0,190
15,085
0,010
15,135
0,035
15,255
0,095
Аz
0,036
0,036
14,282
t4, t62
ï4, 334
14,254
14,112
0,010
0,3—0, 4
14,
084
0,010
0 1—0t 2
А5
Аz
Aya
u посадх а
Кла сс
Издепzе — оzверсіи е
0 , 3 -0.6
0,4—0,7
0,3—0, 7
15,244
0,093
15, 124
0,033
15,074
0,000
14,434
0,189
0,094
14,244
0,034
t4, 324
14,074
0,000
15,330
0,088
15,210
0,028
15, 160
0,000
14,514
0,183
0,088
14,324
0,028
14, 208
14,154
0,000
0,080
15,
165
0,02
0
15,285
14,
472
0,176
0,082
14,282
0,022
t4, t62
15,300
0,080
15, 180
0,020
14,486
0,176
0,082
04,296
0,022
t4, ї 76
15,285
0,072
15, 165
0,012
14,
472
0,170
0,074
14,282
0,014
ï4, t62
%
0, 6—1,0
0,072
15,
210
0,01
2
15,330
14,514
0,170
0,074
14,324
0,014
t4, 209
И cnouu irreosuьe ра so epьІ форu yioutero ciep лtня в зіж
0, 6—0,8
П редел hi zooe6 аu us ozuocmrreo ьной расч еtной усадшт
0, 03—0,15
15,315
0,065
15, 195
0,Ф0
14,500
0,162
0,068
14,310
0,000
14, t90
0,5—1,0
15,300
0,057
14,486
0, 156
0,060
14,300
0,000
t4, t76
0, 4—1,0
Продолжение табл. ll
150.
14917,0
16,0
15,0
5
Az
A
Az
3ä
Az
0,010
16, 168
0,010
ï 6, t36
17, 48ï
0,189
I7, 447
0, 189
0,034
0,034
0,094
17, 171
17, 137
17, 291
0,000
0,000
0,094
17, 129
17, 087
17, 253
0, 189
16,478
16,446
0, 189
0,094
16, 288
0,094
16, 260
0,034
16, I t8
16, 086
0,034
t5,475
0, 190
IS, 445
0, 190
0, 187
17, 435
0,092
ï 7, 245
0,032
17, 125
0,000
17, 075
0, 188
16,435
0,093
16, 245
0,033
t6, t25
0,010
ï6, 075
t5,434
0, 188
0, 180
I 7,532
0,085
I7,342
0,025
17, 222
0,000
17, 172
0, 181
16,526
0,086
16,336
0,026
16, 2t 6
0,010
I6, t64
t5,520
0, 182
0, 172
ï 7, 48t
0,077
17, 29t
0,017
17,171
0, 173
I6,478
0,078
t6, 288
0,018
16, 168
t5, 475
0, 175
16,30
4
1S,490
0, 152
0, 172
17, 498
0,077
ï 7,308
0,017
17, 185
173
9 0,
0, 163
17, 48t
0,068
17, 29t
0,000
17, 171
0, 165
I6,478
0, 163
I 7,532
0,068
I7,342
0,000
17, 222
0, 166
I6,526
0, 155
17,5t5
0,060
17,325
0, 158
16,510
0, 146
17,498
0,052
I 7,308
0, 150
16,494
0,062
16,320
0,000
t6, 200
t5,505
0, 160
8
I6.49
0,070
ï6,336
0,010
.I6, 216
15,520
0, 167
0,054
0,070
t6, 288
0,010
16, 168
15,475
0, 167
0,07
9
t6,30
0,018
16, 184
ï5,490
0, 175
151.
19,018,0
А;
Аz
Ага
Аz
А5
А
Иsделве-оіверсіне
I9,
І99
0,03
t9,337
8
0, 100
0,
188
0,188
I9,
І59
0,03
t 9,
8 299
0, 100
18,4
84
18,44
8
0,000
0,093
0,093
I9, 147
18,
374
0,03
3
18,2
94
ï8,
f38
0,О
t8,2
ЗЗ
58
0,000
8, Ј25
0,032
0,00
0
0,00
0
19, 103
0,000
18, 124
18, 088
0, 6—0,8
0, 3—0, 6
t9,394
t 9, 284
0,098
19,254
0,028
ї 9, 147
0,036
0, 100
0,000
19, 198
0, 180
84
18,538
0,084
94
18848
6
8,228
174
0,024
0,000
19, 090
0,187
18,43
5
0,092
18,24
5
18, 075
0,089
J9,337
9, Ј99
0,019
0,170
18,4
0,076
18,2
0,01
8,
Испоо uiiteo s nь e pasrepь
0,03—0, 15
0, 3—0, 4
0, 1—0, 2
0, 3—0,7
0,089
t9,357
19,233
0,019
0, 170
18,502
0,075
I8,M2
ï8, t93
0,015
18,228
0,000
0,080
39,337
J9, 99
0,010
0,162
18,484
18,520
0,066
0,080
t9,394
9, 254
0,0І0
0,162
18,538
0,066
t8,294 18,348
t8,330
18, t74
0,000
0,070
19,375
9,235
0,000
0, 152
0,057
0,5—1,0
0,060
39,356
0,143
18,5
02
0,048
t8,3
W
0, 4—1,0
R роАО.чженне табл. 1
0, 6—1,0
фоpiuy юutero с iepmii s в .u.n
0, 4—0,7
Cpeдeosi z оаеба ii а s ownосвтел suoh раc'ieziio А yc aдnu а ,;
152.
21,020,0
19.0
А-,
Az
Аz
Aya
Аz
Аz
Аz
Аза
А-,
” t9,577
0,228
20, 344
0,010
20, 200
0,038
20,340
0,107
20,580
0,227
21, t47
0,000
21, 204
0,037
21, 343
0, 107
2t, 583
0,227
19,539
0,228
20, t04
0,010
20, 160
0,038
20,300
0,107
20540
0,227
2t, t05
0,000
2ï , 161
0,037
21, 3Ot
0, 107
21, 541
0,227
0,225
2ï, 526
0, 105
21, 286
0,035
2t, t46
0,000
21, t00
0,226
20,527
0,106
20,290
0,036
20, ї46
0,000
20, 090
0,226
t9,526
0,216
2t, 646
0,096
21,406
0,026
2ï, 266
0,218
20,640
0,098
20,400
0,028
20, 260
0,219
19, 634
0,206
21, 583
0,086
21, 343
0,016
21, 204
0,208
20580
0,098
20,340
0,028
20, 200
0,209
39,577
0,206
21, 607
0,086
21,367
0,016
21, 224
0,208
20,600
0,088
20,360
0,018
20, 220
0,209
19,596
0, 196
21,583
0,076
21,343
0,000
2t, 204
0,197
20,580
0,077
20,840
0,000
20, 200
0,200
ї 9,577
0, 196
21, 646
0,076
21, 406
0,000
21, 266
0,197
20,640
0,077
20,400
0,000
20, 260
0,200
19, 634
0, 185
2t, 625
0,065
21, 385
0,188
20,620
0,068
20,380
0 190
19, 615
0, 174
21, 606
0,054
21, 361
0,178
20600
0,058
20,360
0,190
19,595
153.
152*
24,0
22,0
ii посадка
P£letuep
Аz
Аz
Лза
Клacc
Изделне — оіверстве
0,3—0,6
0, 4—0,7
0,3—0,7
0,014
0,014
0,000
0,000
22,272
0,5—1,0
0,024
24,304 24,352 24282
24,376
0106
0105
0103
0,046
0,012
24,240
0,204
22,608
0, 194
22,586
0, 194
22, 652
0, 182
22, 630
0,090
0,082
0,082
0,069
0,069
0,058
24,424 24,352 24,376 24,352 24,424 24,400
0,012
0,035
0,033
0,000
24, 091
0,204
22,586
24,212
0,000
0,03
0,216
22, 652
0,036
24, t56
24, t08
0,224
22,526
24,164 24,212
0,226
22,586
0,226
22,542
22,302 22,346 22286 22,4t2 22,346 22,368 22,346 22,42 22,390
22,368
0106
0106
0,104 0,096 0,084 0,084 0,074 0,074 0,062
0,052
0,034
0,026
0,000
22, 090
0,036
0,036
0,6—-1,0
И cnooiiazeosяиe paзuepm форlчующего стержiis в w
0,6-0,8
Нредель хozeбa mне oziiocirrenыioй раcueziioA усадхіі • %
0,03—0, 15
22,272 22,204 22228’ 22204
0,000
22, f 50
0, 3 0 , 4
22,162 22,204 22Ы6
0,000
22, 106
0 1—0 2
0, 72
22, 608
0.31,0
Продолжение табл. 11
154.
26,025,0
24,0
0, 105
25,595
0,225
26, 162
0,000
26, 218
0,034
0,
105
25,545
0,225
26, 110
0,000
26, 166
0,034
Az
a
Az
0,224
25,355
25,305
0,224
0,035
0,035
26,358
0104
25, 2t5
25, t65
Az
26,306
0104
0,000
Az
25, t59
0,000
0,225
0,226
25, t09
24,592
24544
Aya
Az
0,222
26,288
0,102
0,032
26, t48
0,000
26, 092
0,222
25,524
0, 102
25, 287
0,032
25, 147
0,000
25, 091
0,223
24,527
0, 198
26,598
26, 676
0,222
0,092
0,000
26, 218
0,200
25,595
0,080
25,355
0,010
25, 2t 5
0,202
24,592
26,358
0,078
0,022
26, 296
0,212
25,670
0,092
25,436
0,022
25, 290
0,213
24,664
0, 198
26, 624
26,384
0,078
0,000
26,
244
0,200
25,610
0,080
25,380
0,010
25, 230
0,202
24,616
0, 186
26;358
0,066
0,188
25,595
0,068
25,355
0, 189
24,592
0, 186
26, 676
26,436
0,066
0, 188
25,670
0,068
25, 430
0, 189
24,664
0, 172
26, 650
26,410
0,052
0,175
25645
0,055
25, 405
0, 178
2 640
0, 160
0,040
0,162
25,620
0,042
25,380
0, 166
24,616
155.
5430,0
28,0
‘ ”“
Аz
Az
A4
А уа
А$
Аz
Aka
gK ac'gp
в посадка
Paзмep
Изделве — отверстие
Продолжение твбл. 1
1
0,000
30, 230
0,032
30, 370
0,102
30, t70
0,032
30,310
0, 102
30, 374
30, її4
0,000
28,608
0,224
28,548
0,224
28,632
0,099
30,289
0,029
30, 149
0,000
30, 093
28,520
0,221
0,101
0,104
0,031
28,288
0,034
0,034
28, 148
28,364
28,224
28, І68
0,000
28,092
28,308
28,392
0,104
0,000
28, t63
0,000
28, 112
0,087
30, 460
0,017
30,320
28,688
0,210
0,090
28,448
0,020
28,308
0,072
30,370
0,000
30, 230
28,608
0,196
0,076
28,364
0,000
28, 224
0,072
30,400
0,000
30, 260
28,632
0,196
0,076
28,399
0,000
28,252
0,057
30,370
28,608
0,182
0,062
28,364
0,057
30,460
28,688
0,182
0,052
28,448
Исполнqтельные размеры формующего стер жн я в зtзt
0,042
30,430
28,660
0,168
0,048
28,410
0,027
30,400
0,154
0,034
о,i—о,з | о,юо,4 | о.оз—оле | о,юо,8 | о,з—о,б | o,mo, 7 | о,з—о,і | о,юі,о | o,s—i.o | о,юі,о
Пределы xoz e6a xнs оzііоснтелі»іоА ра схеме oA yca дха а %
156.
34,032,0
30,0
38
A
z
A5
Az
A
z
0,043
0,043
0,128
34, 723
0,268
0,128
34,654
0,268
34,374
34, 272
34, 202
34, 204
34, ï 10
0,269
0,269
0,000
32,7t6
32,652
0,000
0,265
0,129
0,264
34,630
0,124
34,350
0,039
34, 180
0,000
32,629
0,12
5
32, 436
32,349
0,040
32, 179
0, 129
0,044
0,044
0,000
32, t09
0,2ï5
30,589
32,372
32,266
32,202
32, t94
32, 132
0,000
0,222
0,222
0,000
30, 610
30,550-
0,251
0,111
34,549
0,026
34,379
0,253
32,8t 2
0,113
32,532
0,028
32,36
2
0,207
30,700
0,234
34, 723
0,094
34,442
0,000
34, 272
0,237
32, 7ï6
0,097
32, 436
0,012
32, 266
0, 192
30, 610
0,234
34, 760
0,094
34,480
0,000
34,3t0
0,237
32,748
0,097
32, 468
0,012
32,298
0, ï92
30, 640
0,217
34, 723
0,077
34,442
0,221
32,716
0,08
1
32, 436
0, 177
30, 610
0,2I7
34,824
0,077
34,549
0,221
32,8t 2
0,081
32,532
0, 177
30, 700
0,200
34, 790
0,060
34,510
0,205
32,780
0,065
32,500
0, i62
30,670
0,183
34, 760
0,043
34,476
0, 189
32,748
0,049
32, 468
0, 147
30, 640
157.
15638,0
36,0
Р tзuep
0, 126
0,041
0, 126
0, І22
38,351
0,000
38, 454
0,000
0,000
0,263
36, 630
0,123
36, 350
0,038
36, t88
0,000
36, t t1
0,037
0,267
0,267
0, 3—0, 6
0, 4—0,7
0,3—0.7
0, 107
38,568
0,022
38,398
0,249
36,836
0,109
36,556
0,024
36,386
0,088
0,000
38, 289
0,231
36,728
0,091
36,448
0,000
36, 278
0,088
0,000
0,231
36,769
0,091
36,484
0,000
36,314
0,069
38, 454
0,213
36,728
0,07
3
36, 448
"
%
0, 6—1,0
0,069
38,568
0,213
36,836
0,073
36, 556
Испол нвтельные размеры формуіощего стержн я в ж»t
0, 6—0, 8
П редел ьі колеба н ня относв тельяоП расчетной усадкп
0, 03—0,15
0,041
36,728
36,653
Аz
38, 208
0,127
0,042
0,042
36,448
36, 278
36, 206
0,127
0,000
36, 376
36, 204
0,000
0. 3—0, 4
36, 136
0 Ї—0 2
А5
Аz
А za
и посадк а
ТОЯНОСТН
Кла сс
Изделне — отверстие
0,050
38,530
0, 195
36,800
0,055
36, 520
0, 5—1,0
0,0ЗІ
0, І77
36,769
0,037
36, 490
0, 4 -1,0
Продолжение табл. 11
158.
42,040,0
38,0
38, 734
0,266
40, 220
0,000
40, 290
0,040
40,460
0,125
40,740
0;265
42,226
0,000
42,296
0,039
42,466
0124
42,746
0,264
38, 658
0,266
40, 134
0,00
0
40,2t0
0,040
40,380
0,125
40,660
0,26
5
42, 142
0,000
42,212
0,039
42,382
0,124
42,662
0,264
Az
A
Az
Az
Az
Az
42, 632
0,259
42,352
0119
42,182
0,034
40,632
0,261
40,352
0,121
40, ï82
0,03
6
40, 112
0,000
38,631
0,262
42,872
0,24
3
42,592
0103
42423
0,018
40, 860
0,24
5
40,580
0,105
40, 410
0,02
0
38,848
0,247
42,746
0,222
42,466
0,082
40,740
0,22
5
40,460
0,085
40,290
0,00
0
38,734
0,228
42,788
0,222
42,508
0,082
40,772
0,22
5
40,500
0,085
40,322
0,000
38, 772
0,228
42,746
0,201
42,466
0,061
40,740
0,20
5
40,460
0,065
38,734
0,209
42,872
0,201
42,592
0,061
40,860
0,20
5
40,580
0,065
38,848
0,209
42,830
0, 180
42,550
0,040
40, 820
0,185
40,540
0,045
38,810
0,19
0
I
42,785
0,159
42,508
0,019
40,780
0,165
40,500
0,025
38,772
0,171
159.
48,045,0
*“"
g
0,070
0,121
0,116
0,121
48,62
8
48,35
4
48,388 48,484
А5
48,320
0,036
48, 218
0,036
Аz
48,458
0,012
48, 184
0,031
0,000
0,240
48, 244
0,258
45,89
0
45,610
0,100
45,440
0,015
0,000
0,262
0,262
45,63
8
45,355
“
0,118
45, 183
0,033
48, 148
45,75
5
45,66
5
А
0,3—0, 6
0,4—0, 7
0,3—0,7
0,dl,
0,073
48,48
4
0,217
45,75
6
45,475
0,077
0,073
48,53
2
0,217
45,80
0
45,520
0,077
0,049
48,48
4
0,195
45,75
6
45,475
0,055
0
0,049
48,62
8
0,195
45,89
0
45,610
0,055
Испоаnнzersii sie paariepo форіиуіощег о czepжus в war
0,6—0,8
Н редепі›і колебаііаs оіносвіепi›ноА pac'ieтuoA усад«u а %
0.03—0, 15
Aya
45,475
0,122
45,305
0,037
45,215
0,037
45,385
0,122
45, 235
0,000
45, 145
0,000
0 1—0 2 i 0,3—0,4
А$
Аz
u nocaдва
К а ggp
Иsделве — ozaepczuе
Paariep
0,025
48,56
0
0,172
45,84
5
45,565
0,032
0,5—1,0
0,000
48,53
2
0,150
45,80
0
45,52
0
0,010
0.4-1,0
Продолжение табл. 11
160.
АzAs
2,0
Раэмер
‘ ^"
Сза
н посадка
Класс
0,085
50,920
0,235
0,115
50,632
0,255
0,210
50,770
0,070
50,490
—
0,213
48, 764
0,210
50,820
0,070
50,540
—
0,213
48, 812
0,6—0,8
1, 888
0,049
1,758
0,114
0,049
ї, 754
0,114
ї , 956
1, 883
0, 114
1,753
0,049
0,30, 6
1, 972
ї, 762
0, 132
0, 1 ІЗ
0,047
1, 892
0,017
1,952
0,000
.t,766
0,048
1,896
0,018
ї , 943
0,019
1,948
0,019
1,944
0,019
1, 976
0,000
1, 963
0,000
1, 968
0,03
1,884
0, 185”
50,920
0,045
50,640
—
0,189
48, 908
0,4—0,7
0,3—0,7
0,6—1,0
0, I ї 2
3,764
0,047
1, 894
0,017
t,954
0,03
1, 974
1, 980
0, 111
1,764
0,046
1, 893
0, i ї 1
1,770
0,046
1, 900
t, 960
0,0Іб
0,0Іб
0,03
1,954
0,000
I, 974
Исполнвтел ъньте размерьт формующего гнезда в мw
0,03-0,15
1, 963
0,3—0, 4
0,185
50,770
0,045
50,490
—
0,189
48, 764
Пределы колебапя я относятел ьнoll расчетной yeaдкн в %
0,000
0, 1—0,2
0,262
0,262
0,010
50,640
0,030
50,352
50, 470
50, 185
—
0,237
48, 908
Испопнитеяьные размеры формующих гнезд
0,120
50,770
0,120
50, 670
0,035
50,4903
0,035
50,320
50, 220
А
50,390
0000
0,000
A,
0,256
0,261
50250
48, 634
48, 764
0,261
48, 668
50't'5—0
Аz
Изделве —вал
50,0
48,0
50,820
_
—
0,141
48, 812
0, I І0
1,770
0,045
1, 900
0,015
t, 960
0,000
1, 980
0,31, 0
0, I09
1,770
0,044
I, 900
“ 0,014
1,960
0,03
1, 980
0,4—1,0
0, 135
0,160
Т а 6 л и ц а 12
50,870
0,030
50,590
—
0,165
48, 860
161.
1GO2,2
2,1
5
Сза
Изделве —вал
Класс
pддцe
точност
в ж»і’
нн nocaдка
0,0t8
0,049
2, 088
2, 084
2, 149
0,019
2,145
0,019
0,049
2, 084
0,019
2, 143
0,000
2, t63
0,048
2,097
0,018
2, 158
0,000
2, 178
0, 112
t, 866
0,047
1, 996
0,017
0,018
1, 983
2,05
6
t, 853
2, t68
2, 076
0,000
2,04
3
0, 112
0,000
0,049
2, 063
0,000
t, 858
2, 164
0,6—0,8
0,3—0,6
0,4—0,7
0,3—0,7
0,31,0
0,047
2,093
0,017
2, 153
0,000
2, 173
0, 11I .
t, 862
0,046
1, 992
0,016
2,05
2
0,000
2, 073
0,047
2,093
0,017
2, 155
0,000
2, t76
0, 110
I,
994
0,0t
6t, 864
0,016
2,05
4
0,000
2, 074
0,046
2,096
0,016
2, 155
0,000
2, t76
0, 110
1,864
0,0t5
1, 994
0,015
2,05
4
0,000
2, 074
0,046
2, 102
0,016
2, 162
0,000
2, 182
0, 110
, 871
0,045
2, 001
0,015
2,06
1
0,000
2, 081
Исполвнтельные размеры формующего гнеsда в жж
0,03-0,15
0, l l3
0,000
0, 1ІЗ
t,
854
1, 988
0,048
0,018
0,018
0,048
2,048
2,044
1, 984
2, 068
0,000
2, 064
0,000
0,3—0, 4
0t1—0 2
Пределы колебанвя относительноfі расчетной усадкн в %
0,044
2, 102
0,014
2, 162
0,000
t,
87t
0,10
9
2, t 82
0,044
2, 001
0,014
2,06
1
0,000
2, 081
0,5—1,0
0,043
2, 102
0,013
2, 162
0,000
2, t 82
0, 108
1,87t
0,043
2, 001
0,013
2,06
1
0,000
2, 081
0,4—1,0
Продолжение таб.ч. 12
162.
„“
161
2,5
2,4
2,2
C3a
2, 160
0,114
2,470
0,000
2,450
0,018
2, t55
0,114
2,465
0,000
2,445
0,018
2,260
0,113
2,290
0,049
2,284
0,049
2,254
0,113
2,350
0,01
9
2, 345
0,019
2,390
0,048
2, 370
0,000
2,365
0,000
2,385
0,048
t, 959
0, 114
1,954
0, 114
2,253
0,113
2,383
0,048
2,443
0,018
2,463
0,000
2, t53
0,114
2,283
0,049
2,344
0,019
2, 363
0,000
I, 954
0, 114
2,270
0,112
2,400
0,047
2,460
0,017
2,480
30,000
2, 170
0,113
2299
0,048
2,359
0,01
8
2,379
0,000
1,967
0, l ІЗ
2,265
0,111
2,395
0,046
2,455
0,016
2,475
0,000
2, 165
0,111
2295
0,046
2,354
0,016
2, 374
0,000
1,963
0, 112
2,267
0,111
2,397
0,046
2,457
0,016
2,477
0,000
2, t66
0,111
2,296
0,046
2,357
0,01
6
2,377
0,000
1,965
0, 112
2,267
0,110
2,397
0,045
2,457
0,014
2,477
0,000
2, t66
0,110
2,296
0,045
2,357
0,0Іб
2,377
0,000
t, 965
0, i 11
2,275
0,110
2,405
0,044
2,465
0,014
2,485
0,000
2, t74
0,110
2,304
0,045
2,364
0,0I5
2,384
0,000
t, 972
0,111
2,275
0,108
2,405
0,043
2,465
0,013
2,485
0,000
2, 174
0,109
2,304
0,044
2,364
0,014
2,384
0,000
1,972
0,109
,
2,275
0,107
2,405
0,042
2,465
0,012
2,485
0,000
2, 174
0,108
2,304
0,043
2,364
0,013
2,384
0,000
t, 972
0, 108
163.
1622,8
2,6
C1
*
Сза
ТОЯНОСWЯ
Хяасс
И здеяве — вая
Размер
2,490
2,75t
0,019
2, 692
0,049
2,746
0,019
2, 684
0,049
0,000
2, 771
2, 766
0,000
2,36t
0,114
2,355
0,049
0,114
0,049
2,485
0,048
2, 684
0,018
2,744
0,000
2, 764
0,113
2,354
0,048
2, 484
0,018
0,0Ј 9
0,019
0,000
0,000
2,544
2,564
2,55t
0.30.6
0,4—0.7
0,3—0, 7
0,047
2,703
0,017
2,763
0,000
2, 783
0,112
2,37t
0,047
2,501
0,017
2,561
0,000
2,581
0,046
2, 697
0,016
2,756
0,000
2, 776
0, 111
2,366
0,046
2,496
0,0Јб
2,556
0,000
2,575
0,046
2, 699
0,016
2, 760
0,000
2, 779
0,111
2,368
0,046
2,498
0,03 6
2,558
0,000
2,578
0,044
2, 699
0,014
2,760
0,000
2, 779
0,110
2,368
0,045
2, 498
0,015
2,558
0,000
2,578
0,044
2, 708
0,014
2,768
0,000
2, 788 '
0, 110
2,376
0,045
2,506
0,03 5
2,566
0,000
2,586
0,6—1,0
Испол u f r ee s u r e ра зmeрь фopuyioiitero rueaдa а +п
0, 3 0 , 8
Пределы колебан в я о т в о с и т е л ьнott расяетиоїt у с а д к и в °/э
0,03—0, IS
2,571
0.3—0, 4
2,545
0,000
2,565
0, 1—0, 2
0,043
2,708
0,013
2, 768
0,000
2, 788
0,108
2,376
0,043
2,506
0,013
0,000
2,566
6
2,586
0,5—t,0
0,042
2, 708
0,012
2,768
0,000
2, 788
0, 107
2,376
0,042
2,506
О,0І2
0,000
2,566
2,58
0,4—1, 0
П родолжение табл. 12
164.
1633,2
3,0
2,8
Сза
c-,
‘За
7
0,019
2,9t3
0, ІЗб
2,907
0, ІЗб
0,026
3, 053
3, t33
0,026
3, t26
0,06
6
0,010
0,010
3, 046
3,164
3, 158
0,06
6
2,762
0,113
2, 756
0, 113
2,892
2,952
0,019
2, 946
0,049
0,000
0,000
2,886
2,972
2,966
0,049
0, 114
2,56t
0, 114
2,556
0, 136
2,905
0,06
6
3, 045
,0,026
3, І25
0,010
3, 157
0,113
2, 755
0,048
2,885
0,0І 8
2, 944
0,000
2,964
0, i ІЗ
2, 554
0, 134
2, 925
0,06
4
3, 065
0,024
3, 146
0,000
3,177
0,1 12
2, 774
0,047
2,904
0,017
2,964
0,000
2,984
0, 112
2,572
0, 133
2,919
0,06
3
3, 059
0,023
3, t39
0,000
3, 17І
0,1 10
2, 767
0,045
2,898
0,0Іб
2, 958
0,000
2, 978
0, i 11
2, 567
0, 133
2,922
0,06
3
3, 063
0,023
3, 142
0,000
3, 174
0,110
2, 771
0,045
2,900
0,0Іб
2, 961
0,000
2,981
0, 11 i
2,569
0, 131
2, 922
0,06
1
3,063
0,021
3, t42
0,000
3, 174
0, 109
2, 77І
0,044
2,900
0,014
2,961
0,000
2, 981
0, 109
2,569
0, ІЗ 1
2,93t
0,06
1
3, 072
0,021
3, 152
0,000
J, 184
0,109
2, 780
0,044
2,9t0
0,014
2, 970
0,000
2,990
0, 109
2,578
0, 139
2,93t
0,06
0
3, 072
0,020
3, Ї52
0,000
3, 184
0,107
2, 780
0,042
2,9t0
0,012
2,970
0,000
2,990
0, 108
2,578
0, І28
2,93Ï
0,05
8
3, 072
0,018
3, 152
0,000
3, 184
0,106
2, 780
0,041
2,910
0,01 l
2,970
0,000
2,990
0, 107
2,578
165.
3,6*
4
н посадха
’”
3,4
Класс
Изделне — взл
Размер
0,066
3, 455
3, 447
0,066
3,535
0,010
0,026
0,010
3,559
3,527
3,567
0, 136
0,026
3, 314
0, 136
3, t07
3, 254
0,066
0,066
3,334
0,026
3,327
0,026
3, 247
3,366
0,010
0,010
0,3 | 0,4
3,358
0, t—0, 2
3,357
0,065
3,445
0,025
3,526
3, 557
0, 135
3, 106
0,065
3, 246
0,025
3,325
0,000
0,3—0,6
0, 3 0 , 7
0,3—0.7
0, 6—t.0
0,064
3, 469
0,024
3,549
. 0,000
3,58І
0, 134
3, 127
0,064
3, 267
0,02t
3,347
0,000
3,379
0,062
3, 461
0,022
3,542
0,000
0,000
3,573
0, 132
3, 121
0,062
3, 260
0,022
3,341
0,000
3,373
0,062
3, 465
0,022
3,545
0,000
3,577
0, l32
3, 123
0,062
3, 263
0,022
3,344
0,000
3,375
0,060
3, 465
0,020
3,545
0,000
3,577
0, 131
3, 123
0,061
3, 263
0,021
3,344
0,000
3,375
0,060
3, 476
0,020
3,556
0,000
3,588
0, I31
3, t34
0,06 I
3,274
0,019
3,354
0,000
3,386
Испопнптельные размерьг форм ующего гнезда в шж
0.6—0.8
Пределы колебанп я относ нтельноА расчетной у садкн в %і
0,03—0, 15
0,058
3, 476
0,018
3,556
0,000
3,588
0, 129
3, 134
0,059
3, 274
0,019
3.354
0,000
3,386
0,5—I ,0
0,057
3, 476
0,017
3,556
0,000
3,588
0, 127
3, t34
0,057
3,274
0,017
3,354
0,000
3,386
0.4—1.0
Продолжение табл. 12
166.
4,03,8
3,6
C4
Cea
3,856
0,066
3, 716
0, 135
3, 708
0,135
3,936
0,026
3,928
0,026
3,848
0,066
3, 958
0,000
3, 968
0,010
3,706
0,135
3,846
0,0h5
3,926
0,025
3,506
0,135
3,5t 5
0,136
3,646
0,065
3,726
0,025
3,50
8
0,136
3, 960
0,010
3,735
0,026
3,72
7
0,027
3,758
0,000
3,655
0,066
3,767
0,010
3,76
0
0,010
3,306
0, 135
3, 648
0,066
3,3t5
0, 136
3,307
0,136
3,732
0,133
3,872
0,063
3,952
0,023
3, 984
0,000
3,531
0, 134
3,670
0,064
3,75t
0,024
3,782
0,000
3,329
0,134
3,724
0,131
3,864
0,061
3, 976
0,00
0
3,944
0,021
3,523
0,132
3,662
0,062
3,743
0,022
3,775
0,000
3,322
0,132
3,728
0, 131
3,94
8
0,021
3,867
0,061
3, 980
0,000
3,526
0, 132
3, 666
0,062
3,746
0,022
3,778
0,000
3,325
0, 132
3,728
0,129
3,867
0,059
3,948
0,019
3, 980
0,000
3,526
0,129
3,666
0,060
3,746
0,020
3, 778
0,000
3,325
0,130
3,88
0
0,059
3,74
0
0,129
3,960
0,019
3, 992
0,000
3,538
0,I30
3, 678
0,060
3,75
8
0,020
3,79
0
0,000
3,336
0,130
3,740
0,
129
3,880
0,057
3,960
0,017
3, 992
0,000
3,538
0, 128
3, 678
0,058
3,75
8
0,018
3,790
0,000
3,336
0, 128
3, 740
0, 125
3,880
0,055
3,960
0,015
3, 992
0,000
3,538
0,126
3,678
0,056
3, 758
0,016
3,790
0,000
3,336
0,127
167.
9914,5
4,2
Сза
7
Cs
н поса дка
ТОН НО СТИ
Класс
Изделие — вас
Размер
0,065
3, 917
0,135
4, 470
0,000
4, 438
0,025
4,358
0,065
0,065
3, 908
0,135
4, 461
0,000
4,429
0,025
4,349
0,065
4, 057
4, 137
0,025
4, 128
0,025
4, 048
4, 169
0,000
4,161
0,3—0.4
0,000
0, I—0, 2
0.3—0,6
t
0,30.7
0,3—0,7
4, 158
0,067
4,346
0,024
4,426
0,000
4,458
0, 135
3, 906
0,065
4,046
0,035
4, t26
0,000
4, 186
0,062
4,376
0,022
4,456
0,000
4,488
0, 133
3, 934
0,063
4, 074
0,023
4, t54
0,000
4, 177
0,060
4,367
0,020
4, 447
0,000
4,479
0,131
3, 925
0,0бІ
4,0бЅ
0,021
4, 145
0,000
4, 18І
0,060
4,371
0,020
4, 45І
0,000
4, 483
0,131
3, 929
0,0бІ
4,069
0,021
4, 149
0,000
0,058
4,371
0,018
4, 451
0,000
4, 483
0, 129
3, 929
0,059
4, 069
0,019
4, 149
0,000
4, 181
0,058
4,385
0,018
4, 465
0,000
4,497
0,129
3, 942
0,059
4, 082
0,019
4, t62
0,000
4, 194
0.б— i ,0
И спопнмтеа ъные ра змеры форм ующего гнезда в мэт
0,6—0,8
П ределы колеба нн я относител ьноfi расчетной усадкв в %
0.03—0. 15
0,056
4,385
0,016
4,465
0,000
4, 497
0,127
3, 942
0,057
4,082
0,017
4, 162
0,000
4, 194
0,5— I .0
0,054
4,385
0,014
4,465
0,125
3, 842
0,055
4,082
0,015
4, t62
0,000
4, 194
0.4—i ,0
Продолжение табл. 12
168.
1675,0
4,8
4,5
0,135
4, 771
0,000
4, 739
0,025
0,135
4, 762
0,000
4, 729
0,025
C3B
c,
4,860
0,065
4,720
0,135
4,710
0,135
4, 930
0,025
0,065
4, 940
0,025
4,962
0,000
4,850
4,972
0,000
4,510
0,135
c-,
3a
4,519
0,135
4,650
0,065
Cs
4,659
0,065
4,21
8
4,20
9
4,708
0,135
0,065
4,847
4, 927
0,025
4,960
0,000
4,507
0,135
4,647
0,065
4, 727
0,025
4, 759
0,000
0,134
4,20
6
4,740
0,132
0,063
4,880
4,960
0,022
4,992
0,000
4,539
0,133
4, 678
0,063
4, 759
0,023
4, 792
0,000
0,133
4236
4227
4,730
0,130
0,060
4,870
4, 950
0,020
4,982
0,000
4,529
0,130
4,669
0,060
4, 749
0,020
4,781
0,000
0, ł30
4, 735
0,130
0,060
4,875
4, 955
0,020
4,987
0,000
4,533
0,130
4,673
0,060
4, 753
0,020
4, 785
0,000
0,130
4,23
t
4,735
0, 127
0,057
4,875
4, 955
0,017
4,987
0,000
4,533
0,128
4,673
0,058
4, 753
0,018
4, 785
0,000
0, 128
4,23
1
4, 750
0, 127
0,057
4,890
4, 970
0,017
5, 00t
0,000
4,548
0,128
4,688
0,058
4,768
0,018
4,800
0,0Ф
0,128
4245
4,750
0,125
0,055
4,890
4, 970
0,015
4,548
0,125
4, 688
0,056
4, 768
0,016
0, 126
4,24
5
4,750
0, 122
0,052
4,890
4, 970
0,012
4,548
0,123
4, 688
0,053
4,768
0,013
0, 124
4,Ы5
169.
1685,5
5,2
” ^^
Разшер
С4
5
СЭа
ТОЧНОСТН
в лос а дк а
Хласс
їЗздепие — вал
5, 140
5, 130
5, 060
0,064
0,064
4,920
0, l3t
5,474
0,000
5, 442
0,025
5,36t
0,065
5, 050
0,064
4,910
0, 134
5,463
0,000
5, 431
0,025
5,351
0,065
0,024
0,000
0,000
0,024
5, 172
0, 3 - 0.4
5, t62
0, 1 - 0,2
0,064
5,348
0,024
5,428
0,000
5,460
0, 134
4,907
5, 047
0,020
5, 127
0,000
5,160
0, 3 - 0,6
0, 4 - 0,7
0,3—0,7
0,062
5,384
0,022
5, 464
0,000
5,496
0, 132
4,94t
9
0,062
5, 082
0,022
5, 161
0,000
5, t 93
0,060
5,373
0,019
5,453
0,000
5, 485
0, І29
4,93t
0,05
5, 073
0,019
5, 15І
0,000
5, 183
0,059
5,378
0,019
5,458
0,000
5,490
0, 129
4,936
0,05
9
5, 076
0,019
5, 156
0,000
5, І88
0,056
5,378
0,017
5,458
0,000
5, 490
0, 127
4,936
0,05T
5, 076
0,017
5, 156
0,000
5, 188
0,056
5,395
0,017
5,475
0,000
5,507
0, 127
4,952
0,057
0,054
5, 092
0,017
5, І72
0,000
5, 204
0. 6—1,0
Исполпнтел ьпьtе раз меры формующего гнезда в мм
0, 6—0,8
Пре делто колеба нн я относител ьной расчетной yca дкп в %
0, 0 3 -0, 15
0,054
5,395
0,014
5,475
0, 124
4,952
5, 092
0,014
5,172
0.5—1,0
Продолженне
0,051
5,395
0,011
5,475
0, 121
4,952
0,05
1
5, 092
0,011
5, І72
0, 4—I ,0
табя. 12
170.
6,05,8
5,5
Cзa
C3
ã
C,
0,000
0,000
5,863
0,065
5,724
0, 135
5,7t2
0, 135
0,025
0,025
0,065
5,944
5,932
5,85t
5,976
0,000
0,134
0,134
0,000
5, 523
5,511
5,964
5, 663
0,064
0,064
0,024
5, 65t
5, 743
0,02t
5,73ï
0,000
5,760
5,775
5,76
3
0, 134
5, 709
0,064
5,849
0,024
5,929
0,000
5, 961
0,134
5,509
0,064
5, 648
0,02t
5, 728
0,134
0,135
0,135
5,208
5,223
5210
0, 132
5,748
0,062
5,888
0,021
5,968
0,000
6,000
0, 131
5, 546
0,061
5, 687
0,021
5, 767
0,000
5,798
0, 132
5244
0, 128
5,735
0,059
0,019
5,876
5,95
6
0,000
5, 988
0,128
5, 534
0,058
5, 674
0,018
5, 754
0,000
5,786
0, 129
5,232
0, 128
5,742
0,058
0,018
5,882
5,96
2
0,000
5,994
0, 128
5,540
0,058
5, 680
0,018
5,760
0,000
5,792
0, 129
5,238
0, 125
5, 742
0,056
5,882
0,016
5,962
0,125
5,540
0,056
5, 680
0,015
5,760
0,126
5,238
0, 125
5,760
0,055
5,900
0,016
5,980
0,125
5, 558
0,055
5, 698
0,015
5,778
0,126
5,255
0, 122
5,760
0,052
5,900
0,012
5,980
0,122
5, 558
0,053
5, 698
0,013
5,778
0,124
5,255
0, 120
0,050
5,760
5,90
0
0,010
5,980
0,120
5, 558
0,050
5, 698
0,010
5,778
0, l2l
5,255
171.
1707,0
6,5
Размер
c-,
в лосадк а
И здепііе — вaм
0,08*
0,032
0,082
6,828
6;910
0,031
6,928
0,032
6,91
4
6,952
0,081
6,810
0,010
6,970
0,0І0
6,956
0, 161
6, 149
0,081
6,3t0
0,0ЗІ
6,409
0,010,
6, 451
0,0І0
6, 166
0, 162
6, 153
0, i62
6,326
0,082
6,425
0,032
6,413
0,032
6,312
0,011
0,011
0,082
6,468
6, 455
0,078
6,856
0,028
6,955
0,000
6,998
0, 159
6, 192
0,079
6,352
0,029
6, 451
0,000
6, 494
0,075
6,842
0,024
6,942
0,000
6,994
0, 155
6, 179
0,075
6,339
0,025
6,440
0,000
6,481
0,075
6,849
0,024
6,948
0,000
6,990
0, 155
6, 185
0,075
6,345
0,025
6,445
0,000
6, 487
0,07 l
6,849
0,021
6,948
0,000
6,990
0, 152
6, 185
0,073
6,345
0,023
0,0/ 1
6,870
0,021
6,970
0,000
7,0t2
0, 152
6, 205
0,072
6,36
5
0,022
6,465
0,000
0,30
6,445
6,507
6, 487
Пределы кояебан ня отиоснтея ьиott расчетной усадкв в %
пмА
0,060
6,870
0,018
6,970
0, 149
6, 205
0,069
6,365
0,019
6,465
0,054
6,870
0,014
6,970
0, 145
6, 205
0.066
6,365
0,016
6,465
лжеНие табл . 1
2
172.
8,07,5
7,0
C7
C
yz
y
7, 672
0, 161
0,031
7, 656
7,932
0,031
7,916
0, 161
0,010
0,010
0,081
7,974
7,958
0,081
0,161
7,832
7, 170
7, 155
0,161
7,816
7,330
0,081
7,3t5
7,41 I
7,430
0,03 I
7,4t5
0,031
0,081
0,000
7,472
0,010
7,457
0,010
6, 651
6, 696
0, 160
7, 652
0,080
7,812
0,030
7,9t2
0,000
7,954
0,157
7,704
0,077
7,864
0,027
7,964
0,000
8, 006
0,158
7, 200
0,08
0
7, 151
0,160
0,080
7,360
0,028
7,460
0,000
7,502
0, 158
7,3t
1
0,030
7,453
0, 161
6, 668
0, 162
6, 654
0, 162
6, 68t
0,153
7, 688
0,073
7,848
0,023
7,948
0,000
7,990
0,154
7, 185
0,074
7,345
0,024
7,444
0,000
7,487
0, 155
6, 689
0,153
7, 695
0,073
7,856
0,023
7,956
0,000
7,998
0,154
7, 192
0,074
7,35
2
0,024
7,452
0,000
7,494
0, 155
6,689
0,149
7, 695
0,069
7,856
0,019
7,956
0,150
7, 192
0,070
7,35
2
0,020
7,452
0, 151
6,710
0, 149
7, 720
0,069
7,880
0,019
7,980
0, 150
7, 215
0,070
7,375
0,020
7,475
0, III
6,710
0,145
7,720
0,065
7,880
0,015
7,980
0,146
7, 215
0,066
7, 375
0,016
7,475
0,148
6,710
0,14 I
7, 720
0,061
7,880
0,01 I
7,980
0, 142
7, 215
0,062
7,375
0,012
7,475
0, 144
173.
—9,0
8,5
С
4
5
Изделие — вал
8, 955
0,30
0,030
0,080
8, 174
0,161
8, 978
0,010
8,936
0,030
8,836
0,080
8, І57
0,16
1
8,960
0,010
,
0,030
0,080
8, 153
0, Іб0
0,081
0,080
8,3t2
8,412
0,030
8,454
0,000
0,081
8,334
8,434
0,031
8,417
0,031
8,3t 7
8,476
0,010
8,45
9
0,010
8,872
0,076
8,972
0,026
9, 0І4
0,000
8,208
0,156
0,0. 6
8, 368
8,468
0,026
8,510
0,000
8,854
0,072
8,954
0,022
8, 996
0,000
8, 194
0,152
0,072
8,351
8,451
0,022
8,49
3
0,000
0,072
8,963
0,022
9,005
0,000
8, 199
0, І52
0,072
8,359
8,459
0,022
8,501
0,000
8,86
3
0,067
0,017
8, 199
0, І48
0,068
8,359
8,459
0,018
0,067
8,990
0,017
8, 225
0, І48
0,068
8,385
8,484
0,016
П редел ьі колеба ння относп тел ьной расчетной yca а• • ® %
8,890
0,062
8,990
0,012
8, 225
0, І44
0,064
8,38
5
8,485
0,014
8,890
0,058
8,990
0,008
8, 225
0, 140
0,060
8,385
8,485
0,010
Продолженtіе табл. 12
174.
10,09,5
9.0
*
Сша
C7
‘За
7
9,840
0,080
9,680
0, 160
9,820
0,080
9,660
0,160
9,
962
0,000
9,920
0,030
9,17
8
0,
9,
160
982
0,000
9,940
0,030
9, 159
0, 160
9,438
0,030
9,4t9
0,03
0
9,33
8
0,080
9, 480
0,000
9,461
0,000
9,319
0,080
0, 160
8,676
0, 160
8,658
9,
655
0,159
9,8t5
0,079
9,915
0,029
9, 957
0,000
9, 154
0,159
9,315
0,079
9,414
0,039
9, 457
0,000
0, 160
8, 653
9,72
0
0,155
9,880
0,075
10,
022
0,000
9,980
0,025
9,216
0,156
9,376
0,076
9,476
0,026
9,518
0,000
0, 156
8,7t2
8, 694
9,700
0, 150
9,860
0,070
9,960
0,020
9, 197
0, ISI
9,357
0,071
9,45
7
0,021
0, 152
9,7t0
0, 150
9,97
0
0,020
9,870
0,070
9,206
0, ISI
9,366
0,071
9,466
0,021
0, ISI
8, 703
9,710
0,140
9,870
0,065
9,970
0,015
9,206
0, 146
9,366
0,066
9,466
0,0Іб
0, 147
8,70
3
9,740
0, 145
ї 0,
000
0,015
9,900
0,065
9,
235
0, 146
9,395
0,066
9,495
0,0Іб
0, 147
8,730
9,740
0, t40
9,900
0,060
10,000
0,0І0
9,
235
0, 141
9,395
0,0бІ
9,495
0,01 I
0, 142
8,730
9,740
0, 135
10,
000
0,005
9,900
0,055
9,
235
0, 136
9,395
0,056
9,495
0,006
0, 138
8,730
175.
11,010,5
Размер
yOЧHOCTN
Хласс
Изделие — вая
0,037
t0,803
0,097
10, 782
0,097
0,
392
0, 192
Ï0,924
10, ї 12
І0, 100
0,037
0,097
0,097
t0,902
t0,302
10,290
0,012
0,037
0,037
0,012
10, 422
10, 401
10,979
0,012
10,952
ї0, 472
0,012
0, 3 0 , 4
30,451
0, I—0,2
0,30,8
0,3—0, 6
0.3,7
0,
.7
0,095
10,778
0,035
10,893
0,0І0
10,948
0, I9t
І0, 085
0,096
10, 275
0,036
10,395
0,011
30,449
0,091
0,845
0,031
10,968
0,000
І0, 018
0,187
t0, 155
0,092
10,345
0,032
10, 469
0,000
10,512
0,086
10,826
0,026
t9,946
0,000
10,996
0, t8ï
10, 133
0,086
10,322
0,026
10, 441
0,000
10,493
0.085
10,839
0,025
10,959
0,000
10, 004
0, І8І
10, 148
0,086
10,330
0,026
10, 458
0,000
ї 0,503
0,6—I ,0
0,080
10,839
0,020
10,959
0, 176
0,080
10,870
0,020
10,990
0, 176
0, 175
0,081
0,081
10, t48
10,365
10,365
0,021
10,485
жж
10, 330
0,021
10, 458
Испояви теяьные размеры формующего гнездав
0,03—0.IS
Пределы колебания относвтепьноіt расчетяой усадки в °.ѐ
0,075
10,870
0,015
30,990
0, 17!
10, ї 75
0,076
0,016
10, 485
0,5—1,0
0.060
10,870
0,009
tO, 950
0,
166
0,07
1
10, t
75
0,01
1
10,36
5
10,
485
0,4—I ,0
Продолженне табл. 12
176.
17512,0
11 ,0
c-,
11,778
0,095
11,584
0,190
1I,
306
0,096
11, I t5
0,191
11, 978
0,011
ïï,
928
0,03
I 1,808
6
0,096
11,618
0,191
I I, 283
0,096
1I, 093
0, 191
11,954
0,011
I I, 908
0,036
II
,594
0,19
1
11,789
0,096
II, 426
0,036
11,403
0,036
11,890
0,035
11,948
0,010
0, I90
II,
277
0,0
95084
1I,
1I, 397
0,035
11,447
0,010
0,190
0,
192
ï I, 476
0,011
0,
192
1I, 452
0,011
10,58
6
10,6
14
10,5
92
1I, 666
0, 185
I 1,856
0,090
I 1,976
0,030
12,024
0,000
I I, 162
0,186
1I,
352
0,090
11,472
0,031
0,
186
1
,522
0.000
10,6
58
I I, 642
0,179
11,832
0,084
11,952
0,024
11, t39
0,180
I
1,329
0,085
0,
181
I I,
499
0.0
00
11,449
0,025
10,63
4
1I, 659
0,179
1I, 845
0,084
1j, 969
0,024
I I , t50
0, 180
11,340
0,085
I I, 468
0,025
I I, 510
0,000
0,181
10,64
9
11,659
0,173
11,845
0,078
I ï, 969
0,018
11, t50
0,174
I I, 340
0,079
11,468
0,019
0,1 5
10,64
9
11, 690
0,173
11,880
0,078
1y, 100
0,018
I I, 185
0, 174
I 1,375
0,079
’I1,495
0,019
0, I7õ
10,68
0
II, 690
0, 167
I 1,880
0.072
11, t00
0,012
I Ï, 185
0,168
1ï ,
375
0,073
11, 495
0,013
0,
170
10,68
0
I t,690
0, 161
ï 1,880
0,466
1I , 100
0,006
1I, 85
0, 163
I
1,375
0,Ф8
11, 495
0,008
0,
164
10,6
80
177.
17614,0
13,0
Сша
‘4
С sэ
Изделие — вас
0,096
ï2, 622
0, 191
13, 990
0,010
13,936
0,036
13,817
0,096
32,596
0, І9І
13, 958
0,010
t3,908
0,036
13,788
0,096
0,036
0,036
12, 8І2
t2,932
12,906
0,096
0,011
0,011
12,786
12,982
12,956
0,094
13, 780
0,034
13,90Ï
0,000
13, 951
0, 190
ї 2,589
0,095
12, 779
0,035
12,899
0,010
t2,940
0,088
13,872
0,028
13,992
0,000
14, 042
0, І84
12, 679
0,090
12,869
0,030
12,988
0,000
ї 3, 034
0,082
t3,849
0,022
t3,969
0, 178
t2, 645
0,083
12,838
0,023
12,958
0,082
33,850
0,022
13,978
0, 178
12,66t
0,083
12, 851
0,023
12,97t
0,074
13,85
0
0,014
t3,978
0, t7I
t2, 66t
0,076
12,85t
0,0Іб
12,971
0,074
13,900
0,014
14, 020
0, 171
12,70
0
0,076
12,890
0,0Іб
ІЗ, 010
Предел ьі колеба ния относател ьноА рас чегной усадк и в %
0,068
13,900
0,000
Ï4, 020
0, 165
1Z, 700
0,070
12,890
0,010
ІЗ,0І0
0,060
13,900
0,000
14, 020
0, 158
12,700
0,064
12,890
0,000
ІЗ,0t 0
Продолжение табл. 12
178.
I6,015,0
14,
0
c-,
4
‘3a
C7
0,093
0,094
15, 634
0,
189
0,034
15, 602
0, 189
0, ï88
15,596
15,786
t5,829
0,033
15,904
0,000
ï5,954
0, 188
14,592
0,093
14,782
0,033
14,903
0,000
t4,952
0, 189
13,596
15,79
2
0,034
15,944
0,034
0,010
0,010
15,912
0,
190
15, 994
15,96
2
14, 630
0, 190
0,035
0,035
t4, 600
14,940
14,910
0,095
0,010
0,010
0,095
14,990
14,960
14,820
0, 190
0, 190
14,790
ï3, 626
13,598
0, 181
15, 698
0,086
ï5,888
0,026
t6,008
0,000
16, 058
0, t82
ï4, 690
0,088
14,880
0,028
ï5, 000
0,000
15, 050
0, 183
13, 682
0, 173
15, 660
0,078
t5,856
0,018
15,976
0, !75
14, 660
0,080
14,850
0,020
ï4,970
0, 176
13, 659
0, 173
15, 682
0,078
ï5,872
0,0ï8
15,993
0, 175
14, 675
0,080
14,865
0,020
f4,985
0, 176
13, 668
0, 165
15, 682
0,070
15,872
0,010
15,993
0, 167
ï4, 675
0,072
14,865
0,012
t4,985
0, 170
13, 668
0, 166
ï5,730
0,070
15,920
0,010
16,040
0, t67
t4, 720
0,072
14,910
0,012
. 15, 030
0, 170
13,710
0, 158
I5,730
0,062
I 5,920
0,000
16,040
0, 160
14,720
0,065
14,910
0,000
t5, 030
0, 162
13,7t0
0, 150
t5,730
0,054
t5,920
0, 152
14,720
0,057
14,910
0, 162
l3,7t 0
179.
'18,0
t7,0
8
0,000
0,000
0,034
17,83
2
0,094
17,90
0,033
17,80
0
0,093
6
0,092
17,78
7
0.032
t7,90
4
17,957
18, 002
17,966
17,95
2
0,
187
0,189
0,189
16,5
95
0,092
t6,90
0
0,03
2 790
16,
0,000
16,953
16,6
4
38
0,000
0,3—0,6
0, 4—0,7
0,3—0.7
0, С—1,0
0,084
17,90
4
0,024
t8,02
4
0,1Б0
16,70
3
0,085
t7,
Ot6
0,02
5
16,900
0,000
17, 066
0.076
17,86
8
0,016
07,98
8
0,172
16,6
72
0,077
t6,98
2
0,01
7
t 6,862
0,075
17,88
3
0,015
t8,00
6
0,172
16,6
89
0,077
16,879
0,017
16,999
0,066
17,88
3
0,000
18,00
6
0,163
16,6
89
0,066
17,94
0
0,000
t8,06
0
0,163
16,7
40
0,068
16,930
ї 6,879
0,068
0,000
17, 050
0,000
16,999
Испоянятеяьные размеры формующего гнеэда в ліж
0, 6—0,8
Пределы колебанв я относвтел ъной рас четноft усадкв в %
0, 03—0.15
16,6
04
0,09
t6,82
0,094
0,034
0,034
16,794
16,948
16,9t9
0,000
36,998
16,964
0,000
0.3—0, 4
0. I—0,2
С4
Сза
за
Kziacc
Изделае - Ьал
Р аа meр
0,057
17,94
0
0,155
t6,7
40
0,060
16,930
0.5—t,0
0,048
17,94
0
”
0,146
16,7
40
0,052
16,930
0.4—1,0
Продолжение табл. 12
180.
12'179
20,0
19,0
18,0
y
Cзa
C,
t7,750
0,227
0,227
59,560
19,680
19,520
ï9,940
0,038
ï 9,900
0,038
19,800
0, 107
ï9,950
0,000
19,996
0,010
9,760
0, 107
18,501
0,226
8,556
0,228
t8,5l
8
0,22
19,956
8
0,010
0,226
19,510
19,750
0, 106
19,890
0,036
18,747
0,100
18,88
6
0,036
18,796
0, 100
18,758
0, 100
18,898
0,038
18,937
0,038
18,944
0,000
18, 992
0,010
18,957
0,010
0,187
0,188
0,188
17,599
17,642
t7,606
0,218
19,640
19,880
0,098
20, 020
0,028
ï8, 632
0,219
Ï8,872
0,098
19,0ï 1
0,028
19,068
0,000
0, 180
17,714
0,208
19,600
19,840
0,098
ï9,980
0,018
ï8,598
0,209
18,837
0,089
18,97
7
0,019
0, 170
17,678
0,208
19,620
19,860
0,088
20,000
0,018
18,613
0,209
0,089
18,853
t8,993
0,019
0,170
t7,696
0, 197
19,620
t9,860
0,077
20,000
0,000
18,6ï3
0,200
ï8,853
18,910
0,080
18,993
0,010
0,162
t7,696
0, I97
19,680
19,920
0,077
20, 060
0,000
18,670
0,200
0,080
18,910
t9, 050
0,010
0, 162
17,750
0, 188
09,680
19,920
0,068
ï8, 670
0,190
0,070
19,050
0,000
0, !52
f7,750
0, 178
t9,920
0,058
0
0,19
0
ï8,91
0
0,06
0
ï8,67
0, 143
181.
18022,0
21,0
““
Paзiuep
C3a
C7
tOH Н OCTH
н noca дх а
Изделне- Ьал
22, 004
0,000
21,948
0,036
21, 805
0,106
2t, 960
0,000
21,904
0,036
21, 764
0,106
0,227
20,56
0
20,522
0,227
0,
107
0,037
0,037
20,8t 0
20,944
20,902
0,
107
0,000
20,762
21,000
0,000
0,3—0, 4
20, 952
0,t —0,2
20, 750
0,035
20,891
0,30
20, 944
0,104
21, 753
0,034
21, 894
0,000
20,5t
t
0,22
5
21,949
0,
105
0,6—0, 8
0. 3—0,6
0,4—0.7
0, 3—0,7
0,096
21, 900
0,026
22, 036
0,216
" 20,
648
0,096
20,888
0,026
21, 028
0,084
21, 853
0,014
21,99
2
0,206
20,
603
0,086
20,842
0,016
20,983
0,084
21, 874
0,014
22, 038
0,206
20,627
0,086
20,867
0,016
2t, 001
0,074
21, 874
0,000
22, 018
0, 196
20, 627
0.076
20,867
0,000
21, 001
И cnon іііггелi›ii i.re раз repь форu ующего rueaдa а
0, 03—0,15
0,074
21, 940
0,000
22, 080
0, 196
20, 690
0,076
20,930
0,000
2t, 066
m
0,062
21, 940
0, І85
20, 690
0,065
20,930
0,5—t ,0
0,052
21, 940
0,
174
20,
690
0,05
4
20,930
0,4—1, 0
Продолжение табл. 12
0, 6—1, 0
Пределы колеба нвя относвтел ьной ра счетной yca дкн в °,
182.
25,024,0
22.0
23,956
0,035
23,908
0,036
y
Cs
0, 105
24,580
0,225
24,530
0,225
0,035
0,035
24,820
24,960
24,9t 0
0, 105
25, 0t6
0,000
24$970
0,000
c
24,770
0,225
0,226
3a
23,573
23,528
23,816
0105
24,012
0,000
23,964
0,000
23,768
0106
0,226
0,226
C,
C
4
C3a
21,568
2J ,524
24,515
0,222
0, 102
24,757
0,032
24,897
24,958
0,000
0,223
23,5t 4
23,756
0,103
0,033
23,896
23,952
0,000
0,224
21,5t 3
24,680
0,212
0,092
24,915
0,022
25, 060
0,213
23, 672
23,912
0,090
0,024
24, 052
0,216
2t, 653
24,630
0,200
0,080
24,870
0,010
25, 010
0,202
23, 628 .
23,869
0,082
0,012
24, 000
0,204
21, 6t2
24,653
0,200
0,080
24,895
0,010
25, 035
0,20
2
23, 648
23,888
0,082
0,012
24, 022
0,204
21, 634
24,653
0, 188
0,068
24,895
0,189
23, 648
23,888
0,069
0, 194
21, 634
24,730
0,188
0,068
24,970
0, 189
23,720
23, 960
0,069
0,
194
2t,700
24,730
0,175
0,055
24,970
0,178
23,720
23,960
0,058
0, 182
2t, 700
24,730
0,162
0,042
24,970
0,166
23,720
23,960
0,046
0, 172
21,700
183.
щ28,0
26,0
и лосадха
” “"
5
Cya
за
TOVHOCTЯ
ї(ласс
Изделве — вал
Разшер
27,972
27,916
4
0104
0,10
27832
0,000
0,000
27,776
28, 028
27,972
0,034
0,224
0,224
0,034
25,584
25,532
0,
0,034
0,034
25,824
25,964
25,912
0, 104
104
0,000
25,772
26, 020
0,30
0,30.4
25,968
0. t—0,2
25, 759
0,032
25,899
0,000
25,955
27,94
4
0,09
0
0101
0,020
26, 084
0,212
25, 688
0,092
25,928
0,022
26, 068
27,76
2
0,031
27,902
0,00
0
27,938
0,222
25,519
0,
102
0, 30,
7
0,3—0.7
0, 6—1,0
oi›iocirreo чmoА pacx ez›ioi1 усадх ii в %
0,3—0, 6
0,07
6
27,88
8
0,000
28, 028
0, І98
25, 640
0,088
25,876
0,000
26, 020
0,07
6
27,91
6
0,000
28, 056
0, І98
25, 660
0,078
25,902
0,000
26, 042
0,06
2
27,91
6
0,
186
25, 660
0,066
25, 902
0,05
2
28,00
0
0, 186
25, 740
0,066
25,980
Испооіі nten i›iitae раз uepiя фopuy›outero гиезда а wn
0б, —0,8
НредепіЈ хоаебаs ніі
0,03, ïS
0,04
8
28,00
0
0, І72
25,740
0,052
25,980
0,5—1, 0
П
рОАолжение
0,03
4
28,00
0
0,
160
25,740
0,040
25,980
0, 4—1, 0
табл . 12
184.
132,0
30,0
28,0
c-,
Cs
C3B
c-,
“
y
C3£
1
c,
0,000
29,980
29,92
0
29, 600
0,222
32, 028
0,000
31,958
0,044
31, 788
0, 129
31,508
0,269
29,540
0,222
3t, 964
0,000
31,894
0,044
31,724
0, 129
3t,449
0,269
0,265
31,428
0, 125
31,708
0,040
3t, 878
0,000
31,948
0,215
29,525
0,099
29, 765
0, 102
29,840
29, 780
0, 102
0,029
29,90
5
0,000
29, 969
0,032
0,032
30, 040
0,22ï
0,224
0,000
27,52
2
27,59
2
20,976
0,224
27,534
0,253
31, 640
0, 113
31,9t6
0,028
32,086
0,207
29, 720
0,087
29,960
0,017
30, 100
0,210
27,70
4
0,237
31,572
0,097
3t, 852
0,012
32, 022
0, 192
29, 660
0,072
29,900
0,000
30, 040
0, 196
27,645
0,237
31, 604
0,097
31,889
0,012
32, 059
0, 192
29, 690
0,072
29,930
0,000
30, 070
0, 196
27, 676
0,221
31, 604
0,081
31,889
0, 177
29, 690
0,057
29,930
0, 182
27,676
0,221
3t, 700
0,081
31,980
0, 177
29,780
0,057
30, 020
0, 182
27,760
0,Ю5
3t,700
0,065
3ï, 980
0, I62
29,780
0,042
30, 020
0, I68
27,760
0, 189
31,700
0,049
31, 980
0, 147
29, 780
0,027
30, 020
0, 154
27,760
185.
—36,0
34,0
в .наі
Сза
4
Сза
н посадка
И зделие — вал
Paзwep
33,520
0,268
36, 049
0,000
35, 976
0,042
35,809
0, І27
0,268
35,972
0,03
35, 902
0,042
35,732
0, 127
0, І28
0, I23
35,714
0,038
35, 884
0,000
35,959
0,264
33,430
0, f24
33, 71t
0,039
33,
796
33, 880
0,000
33,950
0,043
33,448
0, 128
’
0,043
33, 728
0.3—0,6
0,4—0, 7
0,3—0,7
0,6—1,0
0, 109
35,948
0,024
36, 118
0,251
33, 652
0, 111
33,932
0,026
34, 102
0,091
35, 876
0,000
36, 046
0,234
33,584
0,094
33,864
0,010
з4,034
0,091
35,912
0,000
36, 082
0,234
33, 618
0,094
33, 898
0,010
34, 068
0,073
35, 912
0,217
33, 618
0,077
33,898
0,073
36, 020
0,217
33, 720
0,077
34, 000
І5спол ннтельн ые ра зиеры формующего гнеада в ж.и
0.6—0, 8
Пределы zon еба in s our ocirren suoA распешиоі1 усадіііі в %
0,03—0,15
33, 986
0,000
33,
898
34, 036
0,000
0.3—0,4
33,968
0, t—0,2
0,055
36, 020
0,200
33, 720
0,060
34, 000
0,5—1,0
0,037
36, 020
0,
183
33, 720
0,043
34, 000
0.4 —1,0
Продолжение табл. 12
186.
40,038,0
36,0
Cзa
“
y
C4
C3žł
0,125
39,540
0,265
39,460
0,265
0,040
0,040
39, 820
39, 990
39, 910
0,125
0,000
0,000
39, 740
40, 060
39,980
37,812
37,736
0,266
0,041
0,041
37,532
37,982
37,906
0,266
0,000
0,000
37,456
38, 052
37,977
0126
0,267
0,267
0126
35,524
35,452
0,261
39, 440
0,121
39, 712
0,036
39, 890
0,000
39,960
0,262
37,437
012
2
37, 7t9
0,037
37, 889
0,000
37,957
0,263
35,434
0,245
39, 700
0,105
39, 980
0,020
40, 150
0,247
37, 684
010
7
37,969
0,022
38, 134
0,249
35,665
0,225
39, 620
0,085
39, 900
0,000
40,070
0,228
37, 608
0,088
37,888
0,000
38, 058
0,231
35,596
0,225
39, 660
0,085
39, 940
0,000
40, 110
0,228
37, 646
0,088
7,926
0,000
38, 097
0,231
35,632
0,205
39, 660
0,065
39, 940
0,209
37, 646
0,069
37,926
0,213
35, 632
0,205
39, 780
0,065
40, 060
0,209
37,760
0,069
38, 040
0,213
35,740
0, 185
39, 780
0,045
40, 060
0, 190
37, 760
0,050
38, 040
0, 195
35,740
0, 165
39,780
0.025
40, 060
0, 171
37,760
0,03
1
38, 040
0, 177
35,740
187.
18645,0
42,0
0,
119
0,039
41, 828
0, І24
0,039
41,749
,
45, 080
0,000
45,01
0
0,037
44,84
0
0,122
0,30
44,92
0
0,037
44,75
0
0, 122
с,
0,264
0,264
44, 990
41,548
41, 467
0, І24
4t,723
41,995
41,920
0,118
44,72
4
0,033
44,89
4
0,259
4t, 443
0,034
0,000
0,000
4t , 894
42, 068
0,100
45,02
0
0,015
45,t9
0
0,243
41,716
0, 103
42, 000
0,018
42, 166
0,077
44,93
0
0,222
41, 632
0,082
41,912
0,077
44,97
5
0,222
41, 679
0,082
4t, 954
0,055
44,97
5
0,201
4t, 679
0,0бІ
41,954
0,055
45,11
0
0,201
41,800
0,061
42, 080
0,032
45,11
0
0, 180
41, 800
0,040
42, 080
0,010
45,11
0
0, І59
4t, 800
0,019
42, 080
| o.no.б | o.4-o.z | o,з-o.z | о.б-і,о | o,s-i,o | o.4-i,o
Испоо iiiizezi i›iime раанеры формующего rueaдa в zim
.is | о,юо,
Пределы колебания относиtельно* расчетаоЯ усадхн в %
4t, 989
о, i-о,з | o.:i-o,4 | о,
Сза
C3a
Класс
Изделне — вал
Paзwep
П родолжение табл. 12
188.
50,048,0
45.0
50, t00
0,000
50,030
0,035
49,860
0,120
49,580
0,260
50,000
0,00
0
49,930
0,035
49,760
0, 120
49,480
0,260
Cs
c-,
Cзa
47,572
0,261
47,760
0,261
48, 022
0,036
47,926
0,036
47,8ă2
0,121
48, 100
0,000
47,996
0,00
0
47,760
0,121
C7
C•4a
44,560
0,26
2
44, 470
0,262
49,455
0,255
49,740
Ò, 115
49,906
0,030
47,452
0,256
47,732
0,116
47,902
0,031
44,447
0,25
8
49,780
0,235
50,060
0,085
50, 230
0,010
47,760
0,237
48,044
0,070
48, 220
0,012
44,740
0,24
0
49,680
0,210
49,960
0,070
47,668
0,213
47,948
0,073
44, 650
0,217
49,730
0,210
50,010
0,070
47,720
0,213
48,000
0,073
”
44, 695
0,217
49,730
0, 185
50,010
0,045
47,720
0, 189
48,000
0,049
”
44, 695
0,195
49,880
0,185
50,160
0,045
47,860
0,189
48,140
0,049
“
44,830
0,19
5
49,880
0, 160
50,160
0,030
47,860
0, 165
48,140
0,025
44,830
0,172
49,880
0,135
47,860
0, 141
48,140
0,000
44,830
0,150
189.
Гlсполнительгіые размеры стержней приведены в табл. 11, а фор-мующих гнезд — в табл. 12. Размеры в таблица х определены
с точностью до одной тысячной миллиметра. Таблицы составлены
на основе 10 различ ны х диапазонов колебани я относительной
расчетной усадки термореактивных материалов и с учетом изготовления издели я с различ ной степен ью точности, соответствующей
четырем классам OCTa. Таблицами предусмотрено изготовление
формующи х элементов по 3-му классу точности (OCT 1013) без
учета фактора износа. При составлении таблиц руководствовалисъ формуяами (73), (74) и (75).
Полъзоваться таблицами рехомендуется следующим образом.
Согласно номинальному значению размера изделия и требующейся степени его точности в диапазоне, имеющем соответствующее
значение колебания усадки, находят табличную клетку. В клетке
содер жатся два числа, из которы х вер хнее представь яет собой
либо наименьшее, либо наибольшее (в зависимости от того, гнездо
это или стержень) значение исполнительного размера, а нижнее—
величину наибольшего допускаемого одностороннего у клона
Если нижНее число в клетке равно нулю, то это значит, что при
да ином доп уске на размер издели я соответствующий формующий
элемент не должен иметь уклона.
П р и м е р.
Доп устим, что требуется определить размеры формующего
стержня для пол учен и я отверсти я диаметром 48“ 0 ’ 34 лл и глубиной 20 лл в
изделии из термореактивного пластического материала с величиной колебани я
относительногі расчетной усаАки 0,6— 1,0%
В соответствующегі rpафе табл. 11 находим следующие цифровые значени я:
48,628 и 0,049.
Согласно изложенному выше, иисло 48,628 представляет собогі наибольшее
значение размера форм ующего стержня. Чисто 0,049 — веvзичину наибольшего
копускаемого одностороннего уклона.
Величина Авухстороннего уклона Г будет
0,049 + 0,049
0,098 «
Следовательно, наименьший размер формующего стержня получит следующее зна'іение
48,628 — 0,098
48,53 «.
Ок pyr лив полу ченвые вели чины, будем иметь следующие исполнитель ные
размерысыршня: іибольшнй48,бЗ„д, нымепьшиі48,55.„щ.
Следует заметить, что окр угление полученных результатов не явл яется
обязателыіым. Но если оно примен яется, то окру глегіие размеров формующего
стержня следует производить в большую сторону, а формующи х гнезд в меньшую.
Угол одностороннего уклона можно определить
мой (72). Дп я данкого примера о›і будет paвeк
tgu =
0,049
20
откуАа
о м 8’ 30”.
188
0,0245,
руководствуясь форму-
190.
24. OПPЕДЕЛ ЕНИЕ РАЗМЕРОВ ВЫСОТ Ы СТЕРЩН ЕИИ ГЛ УБИ НЫ ГИЕЗД
Размеры выступающих элементов издел ия в гіаправлении его
съема, так же как размеры охватываемы х элементов, ка к правило,
имеют отрицательный, направленный в тело издели я допуск. В
отличие от размеров высту пающи х элементов размеры углубле- нии
в издейи я х в том же направлении измеренп я имеют положительны й и тон‹е направленны й в тело доп уск, что соответствует
xapa ктер у допуска охватывающи х элементов (рис. 72, размеры h,—//,).
дизz
Рис. 76. Структурные схемы полных полей рассеивания размеров охватываемых и охватывающих элементов изделия в і‹аправяеник его съема
Величина полгіого поля рассеива ни я размеров этого вида, аналогично полному полю рассеива ни я охватываемы х и охватывающих размеров, зависит от величины колебани я расчетной
усадки fix и величины допуска на изготовление А„, данны х формующих элементов, но на величину полного поля рассеива ни я
величина износа А„, формующи х элементов в этом случае влияния не оказывает.
Рассмотрим структурные схемы полных полей рассеивания размеров элементов изделия в направлении его съема (рис. 76).
Структур ная схема полного поля рассеивагіия размеров выступающего элемента издели я в направлении его съема, отформова иного в гнезде, изображена на рис. 76, о. Нужно определить глубину этого ггlезда.
Схема построена так же, как схема полного поля рассеива ни я
размеров охватываемого элемента изделия (рис. 73), здесь только
для упрощени я не указаны значени я действительны х усадок,
определяющи х размеры формующи х элементов при температуре
прессовани я.
189
191.
За исходную величину принят искомый размер глубины формующего гнезда /fg, явл яющийся его наименьшим згіачением.Наибольшее значение размера формующего элемента /fgpag получим при условии изготовлени я его по вер хнему предел у допуска.
Отложив от /fg и f/gpa, соответствующие значени я усадок, полуним наименьшее П,
и наиболъшее Н,
а
значения размера
элемента изделия.
Использу я схему (рис. 76, о), напишем уравнение
(7G)
где N,p a — номинальный размер элемеііта изделия.
Это уравнение можно рассматривать ка к осповн yio формул у
дл я определени я исполнительньі х размеров глубины формующего
гнезда (углублени я).
Структурная схема полного поля рассеивания размеров углублений в издели ях, отсчитываемы х в направлении его съема, да на
на рис. 76, 6 и построена так же, как и предыдуща я. Разница
между ними заключается в том, что при построении последней
за исходную величину прин ят наибольший размер /fg формуіощего элемента.
Основ на я формула дл я определени я искомой величины размера формующего выступа /fg примет следующий вид:
""
^ min "'"
max ”
(77)
‘”’* ’
где N,p — номинальный размер элемента изделия.
Получен ная формула (77) используется для определени я
исполнительны х размеров высот формуіощи х стержней.
Стру ктуру полного поля рассеивания данного яида можно определить использу я метод, рекомендуемы й длп охватываемы х и
охватывающи х элементов изде,зия. Для данного случа я
(76)
где fi , — полное поле рассеива ни я размеров издел и я в направлении его съема.
При расчета х абсолютное значение величины b , должно отвечать условию, оговоренному формуяой (69). Ести величина допуска 6 на размер издели я превышает величину суммар ного поля
рассеива ни я fi „ то исполнительные размеры глубины формующи х
гнезд рекомендуетс я определ ять по следующей формуле:
max
mi п
’’**
(
являющейся производной от формулы (7G).
190
‘*)
’
(79)
192.
Испол гіительные размеры высоты формующих высту пов (стержпей) при соблюдении этого же ус,зови п рекоменdуется определ птьпо следующей формуле:
(80)
также являющейся производной от формулы (77).
П р и м е р. Определить глубиііу формуіощего гнезда, ecли размер соотііетс'гПуіоііtего элеьтеііта изделття из монолита раlem l8_ t, ++.
Нпйдем абсолютныс зиачени я расчетной усаАки
18 l,O
100
18•0,6
100
= 0,18 .и.u ,
=0,l жл.
Вели'ти ha колебаііия расчетгlой усадки
bXp —
—0, 18 — 0, 1 — 0,08 «
“” Дон ycx на изготовлеllие формующего элемента примем по 3-му хлассу
Сделаем проверку на соответствие величины доп уска элемента изделия 6
пеличиne полного по.яя рассеивания
fi
0,08 -Ц 0,035 — 0, 115 мм,
0,2
0,115.
ИспояltителыЈыіі разиеg *Ф расс'іитываем по формуле (79)
Н ——18 3- 0, I — 0,035 — (0,2 — 0, 115)
Исполнителыіыг‹
размер
гл убины
формующего
17,98 «.
гнезАа
6удет
ра вен
l7,98+ 0,035
25. OПPЕДЕЛ ЕНИЕ РАЗМЕРОВ OXBAT ЫВАЮЩИ Х ФОРм УЮЩИ Х
ЭЛEMEHTOB ДЛ Я СЛ У ЧА Я, І(ОГДА РАЗМЕР Ы
COOTBБТСТВУЮЩИ Х ЭЛЕЧЕНТОВ ИЗДЕЛ ИП ЗАВИСЯ Т
ОТ КОЛ ЕБАНИ Я ТОЛЩИНЫ ОБЛОЯ
При пол учении изделий в пресс-форма х пол уза крытого типа,
клиновы z, а та кже в форма х дл я лить я под давлением в места х
стыка формуюиtітх элементов на изделии образуется облой.
Как известгіо, облой является одним из составеяющих элементов размера изделия в направлении его съема, и колебание его
толщигіы вызывает дополнителыіые изменения этого размера.
Величина колебания облоя А „ определяется разностью между
наибольшим и наименьшим значени ями его толщины. Обозначив
величины гіаибольшей и наименьшей толщины облоя соответственно через е „ и eq„, получим
(81)
191
193.
Размеры издели я в рассматр иваемом на правлении завис птта кже от др угих элемегітаргіы х полей рассеива liи я, возникающих
в результате колебания величи ны расчетнои усадки и точности
изготовлени я формующи х элементов. Явление износа формующи х
элементов для этого вида размеров не принимают во вііимание.
Схема полного пол я рассеива ни я размеров изделия, зависящи х
от колебания толщины облоя (рис. 77), построегіа таким же образом, как и схема полного поля рассеива ни я охватываемы х элемегітов изделия в направлении, перпеіідикулярном съему изделия.
Piic. 77. Стр уктурна я схема полного поля рассеивания
размеров изделия, зависящих от колебагіия толщины
облоя
За исходную величину прин ят та кже номипальный размер формующего элемента В прч 20° С. Наибольший разМер B,¿p при
этой же температуре получится при условии изготовлени я его
по край нему вер хнему предел у и при ііаибольшем значении величины колебания толщины облоя.
Наибольший размер элемента изделия В max ° и температуре 20° С получится при наибольшем значении размера формующего элемеііта и наименьшем знаиении величины расчетнои усадки.
Наименьший размер элемента изделИЯ Вид-,ц
/QИ ОбрПTHOM
условии.
На основании схемы (рис. 77) определим основную формулу
для расчета суммарного исполнительного размера формующего
элемента В,;, в рассматриваемом направлении. Учитыва я, uтo раз192
194.
мер Вера, при одностороннем допуске «в тело» является номинальным, напишемгде
В — размер формующего элемента (включая наименьшую
толіцину облоя — e r; );
Вqp — номиналызый размер элеМента изделия.
Руководствуясь схемой (рис. 77), напишем формулу для определения полного поля рассеивания размеров данного вида. Она будет иметь следующий вид:
где 6 3 — полное поле рассеива ни я размера элемента издели я,
зависящего от колебани я толщигІы облоя.
Абсолютна я величина полного поля рассеивания А З должн t
отвечать условию, оговоренному формулой (69).
Определив структур у полного поля рассеива ни я размеров изделия, зависящи х от колебани я толщины облоя, переходим к определению абсолютны х величин каждой из составе яющих этого
ПолЯ.
Абсолютна я величина элементарного поля рассеивания размеров, возни кающего в результате колебания расчетной усадки f i N „
в основном зависит от состава пластического материала. Ч исловую величину этого поля .определ яют по форМуле (63).
Поле рассеивания, возгіикаіощее в результате неточности изготовления формующи х элементов, xapaктеризуется величиной допуска на соответствующий размер. Абсолютна я величина его равняется величине выбраиного допуска. Когда рассматриваемый
размер в направлении съема издели я (завгісящий от толщины
облоя) суммарный, т. е. состоит из ряда размеров, то сумма допусков па размеры отдельных элементов в заданном направлении
не должна превышать величину допуска суммарного размера.
Поле рассеива ния размеров, возникающее в результате колебания толщины облоя 6.. не всегда имеет одинаковую величину.
Абсолютна я величина об зависит от типа пресс-формы и от
структуры примеппемого для прессования данного изделия материала.
Табл. 13 содержит згіаиени я величин колебани я облоя, а та кже
его наиdольшие и нагіменьшие значени я в зависимости от условий
прессования нли лить я. Наибольшие е „ и наименьшие е у; значения толщины облоя определены опытным путем.
Учитывап, что толщипа облоя входит в величину суммарного
размера формующего элемента в направлении его съема, величина
зазора между формующими элементами, предусматриваемая в процессе констр уирова ния пресс-формы, должна равн яться величине eq,n.
13
Н. Н . fleftx iiii
193
195.
Т а 6 л и ц а 13Значения толщины обяоя
Вел нч ина облоя в жж
П pecc-материал ы
Длинноволокнистне
Коротковолокнистые
дz s пpecc-фopu
прямого npeccoaa iius
0,3
0,2
0,4
0,3
0,!
0,1
дz s п pecc -фо рu
oirrseвого п peccoaaШИЯ И КЛННОВЫХ
—
0,05
—
0,1
—
0,05
РассМотрев вопрос о величине каждой из составляющи х полного поля рассеивания размеров изделия, перейдем к методике
расчета исполнительны х размеров формующих элементов.
Рис. 78. Типовые пресс-формы н полученные в них изАелия, размеры которых В р
зависят от колебания толщины облоя
Рис. 78 дает схеМатичное изображегтие нескольких характерных типов пресс-форм для случа я, когда размеры полученны х
в них изделий зависят от колебания толщины облоя.
На рис. 78, о и 6 изображены формующие элементы двух различных пресс-форм полуза крытого типа, па рис. 78, в — формующий элемент клиновой пресс-формы (следует заметить, что на
рис. 78, 6 и в изображены элементы пресс-формы дл я случа я,
когда изделие оформляется в двух частя х формы).
Если величин а допуска 6 іза размер элемеіtта издели я равна
велгlииНе полного поля рассеива ни я АЗ раЗмера этого вида, то суммарный размер В длп всех представлеііных на рис. 78 вариантов
может быть рассчитагі по формуле (82) . Если же величина допуска 6
превышает величину
то размер В рекомендуется определять
по следующей формуле:
(84)
194
196.
Зная величину B 8 , можно для первого варианта (рис. 78, о)написать уравнение для определени я величины В
B e - В — eq„.
(85)
Для размеров форМующего элемента, подобного изображенноМу на рис. 78, 6, справедливо равенство
(86)
откуда
В — eq; —
—By + В
(87)
Размеры В и B e определяют глубину формующего гнезда
и поэтому могут быть рассчитаны ло формуяе (76) или (79).
Но так как суммарный размер В$ элемента формы зависит
ог величины колебани я облоя, то это колебание отразится и на размерах, явл яющихся элементарными слагаемыми. Поэтому величина колебани я облоя b 6 вводится в формулу для определени я
не только суммар ного размера В$, но и в формулу для определени я исполнительного размера той части полости (гнезда), в которой форМуется элемент издел ия, непосредственно зависящий от величины колебани я облоя. В данном примере (рис. 78, 6) этим
размером является В z.
Таким образом, формула для определени я размера В 3 будет
иметь следующии вид:
— А”
В —
—В
+ Х
(88)
’обл
’
' Ц фу a X
ИЛН
),
(89)
где fi„„ — допуск на изготовление данного формующего гнезда.
Если фактор колеdагіия величины облоя влияет па элементарные размеры изделип в одинаковой мере, то в формулы для определения размеров соответствующих формуіощи х элементов (размер B4 на рис. 78, в) вводят величину, равную 0,5fi.6.. после чего
формулы примут следующий вид:
(90)
и зг — 0,5A, б ,
в, . в4„,а,+ •„„ —
Л
ИЛИ
0 ‘обл
0 5 (6
‘у).
(91)
При выборе допусков (fi„„; fi{p; fi{„) на изготовление отдельных гнезд (размеры В .у: D3: B4) образующи х общую формующую
полость В¿, Н8До следить за тем, чтоdы их сумма не превышала
величину допуска
(92)
ІЗ*
195
197.
При расчете величин дополнительны х размеров В и В необязательно обе эти величины определ ять по приведенным формулам.Достаточ по определить по ним только один из размеров, напр имер В , а второй — В можно найти по формуле
Bz В — ецјіп В
(93)
П р и м е р. ОпреАелить размеры формующих элементов в напр авлении
съема издели я (рис. 78, 6) оля Аетали из пресс-материала мар ко K- 18-2, имеющейразмер
Вн —
—30.t,#
И b — 18-o,s ^*
Олредеяим величину кояебанкя расчетной усадки для размера 30 мзt
30 1,0
30•0,6
=0,l8 жл;
max
100
100
AXp
0,3 — 0,18 = 0,12 мм.
Для изделий из пресс-материала марки K- 18-2 рекомегідуемая величина
0,2 мы.
Допуск на суммарный размер формующего элемента By взят по 3-му хлассу
е„,
точности, т. е.
изг
0305 NN
Зная, что для Ааііного елучая d,d = 0,1 ж, можно определить величину
лоягіого лося рассеивания размера
At — 0, 12 -|- 0,05 -|— 0, 1
0,27 м .
Суммарный размер формующего элемента определяет по формуле (84)
ВQ —
—30 —{- 0, 18 — 0,05 — 0,1 — (0,3 — 0,27)
30 мм,
30+0'0“ «.
т. е. Вф
Размер Врz бУАет равен
В zp —
—18 — 0,2 — 17,8 л .
Перед тем как приступить к определению исполнительного размера В z,
необхОАИмо установить величигіу доп уска на изготовление этого элемеtіта.
Поскольку для Вф b gz.•, — 0,05 л, придется размеры элементов, составляющн х
этот размер, выАершивать пО 2-му классу точности, и›1аяе условие, поставленное выражением (92), не будет соблюдено.
Принимаем Аня B# —
—17,8 лл у A
12 лл, At„
0,019 жж, тогда ках для Вн —
—
0,0t6 лл, откуАа
0,05 > 0,019 -|- 0,016.
Определим величину полного поля рассеивания размера В„.
р+
uвr "
бл — 0,07 1 -}- 0,019 —}- 0,1
o
0, 19 чья.
Размер B e пределим по формуле (89)
B.z —
—17,8 —
{—0, 106 — 0,019 — 0,1 — (0,2 — 0, 19) = 17,777, принимаем равлым 17,777+0 0 мы.
Далее определяем paзuep Вн по формуле (93)
Вн -= 30 — 0,2 — 17,777 я• 12,03.
Размер В# принимаем равным 12,03+ '016 мы.
196
198.
26. ОПРЕДЕЛ ЕНИЕ РАЗМЕРОВ МЕЖЦЕНТРОВ ЫХ РАССТОЯ НИ ЯФОРМУЮЩИ Х ЭЛ EMEHTOB
Размеры, характеризующие положеіlие осей элементов изделия, можгіо разбить на две группы.
К первой rp уппе относятс я размеры, определяющие положение оси элемента относительно базовой повер хности. По своему
характер у они представь яют собой разновидность размеров охватывающи х и охватываемых элементов в направлении, перпендикулярном съему изделия.
Втора я rpуппа объединяет размеры, определлющие взаимное
расположеііие осеи элементов изделия.
К элементам издели я, положение осей которых определяет данный коордигіатны й размер, относится различ па я арматура, а также
всевозможные выступм, углубления и отверсти я, положение которых определ яется соответствующими элементами формы. Каждый
из этих элементов имеет свои конструктивные особенности, по-разному вли яіощие ha величи ну колеба ни я рассматриваемы х размеров.
Рассмотрим причины, по которым происходит рассеивание размеров, определяющи х положение осей элеМентов изделия.
Рассепвание размеров издел и я в даНном направлении измерения происходит в результате колебапия величины расчетной
усадки
pz наличия доп уска на изготовлеііие формующего элеМента f i „ , и предусматриваемой в некоторы х cлyua я х величины
допускаемого износа fi,„, формующего элемента. ПоМимо этого, pacсеивание размеров наблюдается вследствие наличи я зазоров в сопряжени ях пресс-формы, определяющих заданный размер.
Исключение составе яют формующие элементы (у глублени я или
выступы), выполненные как одно целое с содержащей их частью
формующей полости, а также неподвижные формующие стержни.
В этом случае величину зазора f i „ , считать фактором, вызывающим рассеива ние размеров изделия, не следует.
Чтобы иметь представление о величине полного поля рассеивани я размеров издели я, необходимо определить, какие значения
Могут при пимать элементарные поля рассеива ни я ( f i X „ f i „ „
f i „ , и fi„,) для даНного случая.
Величипу колебания расчетной усадки
р определяют по
формулам (61), (63), (64), принима я за исходную величину ноМинальный размер.
Величин а элементар ного поля рассеивания, возникающего в результате погрешностей, имеющих место в процессе изготовлени я
формующих элемеізтов f i „ „ определ яется величиной допуска
па изготовлеізие даиного элемента.
При обработке на координатно-расточном станке отверстий,
положение осей которых определяет заданный координатный размер, величина поля рассеива ния f i „ , не выходит за преАелы
-+-0,015-0,02 лл независимо от величины номинального размера.
ї 97
199.
3 начительное вли яние на величину рассеива ния размероврассматриваемого вида оказывает зазор. Величина наибольшего
зазора — это величин а элементарного поля рассеива ни я размеров f i „ , . Абсолютное значение величины зазора зависит от степени точности изготовлени я сопр ягающихся элементов и от некоторых особенностей конструктивпого xapaктера.
Рассмотрим, каким образом констр уктивные особенности элементов, определяющих положение оси, вли яют на Dеличину суммарного зазора fi,„,.
Несмотр я на многообразие констр укиий элементов, определяющих положение оси, в практике констр уирова ни я пресс-форм
(с точки зрени я xapактера образовани я наибольшего зазора) различают две rp уппы. Это формующие элементы, обладающие оАинарныМ и двойным зазором.
В качестве представителей гр уппы элементов, имеющи х двойной зазор, на рис. 79 изобра жены два различны х элемента выталкивателеи с установленной на них арматурой.
В данном случае величина наибольшего зазора Ь„, образуетсп
из двух частгlы х зазорОВ b за И fiy„, получающихся за счет допусков на изготовление этих элементов. На рис. 79 изображены
вариа пты взаимного. расположени я элементов. По варианту /
элементы располагаются концентрич но относительно номинальной оси. По вариа нту I I элементы имеют наибольшее отклонение
от линии номинала на величигіу, равную 0,5Ь„,.
Таким образом, для данного случа я величина наибольшего
зазора
‘зоз
‘звз
( 4)
‘ввз
Принима я во внимание, что зазоры созАаются за счет полей
допусков на изготовление соответствующих coпp ягающи хся элементов, получим
‘зо'в
‘зоз +
‘ао'з
t ”
2 ”
1”
2’
(
где бі; 6); 6 ; 6 — абсо‹зютные значени я величин полей допусков на изготовление.
Абсолютное значение величины ііаибольшего зазора между
элементами, имеющими одинарный зазор, можно определить
по формуле
А„, =- бу —|- бу,
(96)
где 6 , :
— абсо.яютные значения величин полей допусков.
Определив причины возникновени я и параметры изменени я
величин элементар ных полей рассеива ни я, перейдем к рассМотрению их стр уктурны х схем для каждой из rp упп рассматриваемы х
размеров.
Прежде всего надо учесть, что размеры, определяющие положение оси элемента изделия, и соответствующие размеры элемен198
200.
тов формы обычно имеют допуск, поле которого распределено равномерно относителызо номинала. Поэтому величи ны элементарных полей рассеивания на схема х будут распредел яться та кжепо обе стороны линии номинала.
При построении структурных схем пол ных полей рассеивания
размеров первой rpуппы, т. е. разМеров, определяющи х положе-
Рис. 79. Схема o6pазовани я наибольшего зазора п coпp яжени ях
ние оси элемента относительно базовой повер хности, принимают
в расчет величину изnoca этой повер хности. Величин а допускаемого износа в этом случае — величина одностороннего износа,
равна я половине f i „ , .
Рассмотрим структурную схему полного поля рассеивания размера, определяющего положение оси элемента относительно охватываемой повер хности издели я (рис. 80, о). При построении
этой схемы за исходную величину при нят номинальный искомый размер 6g, определяющий положение оси элемента форМы
199
201.
(линия 0 - 0 ) . Отложив по обе стороны от линии номинала издел иясоответствующие величины элементар ных полей рассеива ния, получим наибольшее £gpa, и наимені›шее £ppi, значения данного
размера формы при температуре 20° С, причем величину 0,5fi„q
(ка к фа ктор, вызывающий увеличение размера издели я) откладываем вверх от номинальной оси.
Далее отложим от предельных значений размера формы соответствующие значегіия величины расчетной усадки и получим
—
О
В
“
у
Е
“
“
*
Рис. 80. Структур на я схема полного поля рассеива ния размеров, определ яющих
положение оси элемента изделия относительно базовой повер хности
наибольшее £ЦmaxИ наименьиіее Е р., значени я размера издели я
при той же температуре. Та к ка к величина допуска на да нный
размер издели я обычно распреАеляется равномер но относительно
номи:зала, значение номина льного размера £, на схеме будет
лежать на равном расстояНии mama и Е р. .
Согласно схеме (рис. 80, о) имеем
(97)
где £,p a g — наибольший размер изделия.
Полученное у равнение используется ка к формула Аля oпpeAevзеНия исполнительгіого размер а Е в случае, когда поле Аопуска
на соответствующий размер элемента издели я имеет отрицательный знак и направлено в тело издели я (подобно доп уску на размер
охватываемого элемента в направлении, перпенАи•Ул•рном его
200
202.
съему), а его величина равна величине полного поля рассеива ни яданного размера.
Если величина поля допуска 6 больше величины полного поля
рассеива ни я, то определение размера Еg рекомендуется производить по формуле
rAe fi, — величина полного поля рассеивания, определяемая при
помощи следующего уравнения:
+ 0,5A,„./ A „ , + А „
(99)
4
выведенного при помощи схем, изображенных на рис. 80, о и 6.
Рис. 81. Вли я ние зазора А,щ , в coпp яжения х деталей
пресс форм iia величин у размер а, определяющего положение оси элемента отгіосителыіо базовой повер хности
Формула для определени я исполнительного размера, характеризующего положение оси элемента издели я относительно охватывающей повер хносТИ А>< случа я, когАа соответствующий размер изделия имеет двухсторонний и равномер но расположенный
допуск, будет иметь следующий вид:
Е„,—
—Е,+ xp (р—o,ts/i„„
(100)
£, — номинальный размер издели я;
N,. „ — среднее значение величины расчетной усадки.
В пра ктике констр уирования пресс-форм часто встречается
случай, когда ра змер, определяющий положение оси относительно
охватываіощей повер хности формы, получает дополнительное поле
рассеива ни я , возни кающее за счет зазора в coпp яжениях формы.
Зазор образуется тогАа, когАа формующий элемент на ходится tia
пуансоне или на разборной матрице пресс-формы (рис. 81). В таких
rAe
201
203.
случаях ось элемента формы имеет дополнительное колебаниеотносительно базовой поверхности за счет зазора А „ , . ,.
Для данного случа я исполнительные размеры фОрмы, опреАеляющие поло›кение оси элемента относительно охватываіощей повер хности, следует рассчитывать по формуле, производной от формулы (i00),
где 0,
sos. с — пОловина суммарного зазора в сопряжениях
формы относительно охватывающей поверхности.
Стру ктурна я схема полного поля рассеива ни я размера, определ яющего положение оси элемента относительно охватывающей
поверхности изделия (рис. 80, 6), построена аналогично предыдущей. Различие между пими закліочается в том, что в послеАнем
случае величина, xapaктеризующа я износ 0 , 5 f i „ „ расположена
по другую сторону от линии номинала 0 - 0 . Это объясняется тем,
что величина износа охватываемой поверхности формы вызывает
уменьшение соответствующего размера изделия.
Исполнительный размер Е j, определ яющий положение оси
элемента относительно охватывающей повер хности формы
(рис. 80, 6), для случа я, когда размер издел ия имеет положительный и направленпый в тело изделия допуск, может быть найден
где Е тр. — наименьший размер изделия.
При условии, если 6 >
4.
Ец —
—E
, —|-
a
+ 0,5 (А„
—
|—А„, —|- Аду) -|- (6 — A4). (103)
Формула для расчета исполнительных размеров, определ яющих положение оси элемента относительно охватывающей повер хности формы (при условии двухстороннего допуска на размер
изделия), имеет слеАующий вид:
Е = Е -}— А,. ,д + 0,25A„g,
(104)
где
Е „ — номинальный размер изделия;
р (р — среднее значение величины расчетной усадки.
Если на базовой повер хности есть уклон, его величину следует определ ять по формуле (73), подставив соответствующее значение данного полного поля рассеивания.
Формулу для расчета исполнительных размеров второй группы,
определяющи х взаимное положение осей элементов формы, та кже
выводят исходя из стр уктурной схемы полного поля рассеивания
соответствующих размеров изделия.
Точ ность размеров, определяющи х взаимное расположение
осей элементов изделия, зависит в основном от величины колебаЮ2
204.
ния расчетной усадки р• Кроме того, на точность данных размеров изАелия влияет величина допуска fi,p на соответствующийкоОрАинатный размер формы и величин а суммар ного зазор а fi„,.
Поскольку точность размера в да ином случае xapa ктеризуется
взаимным расположением двух отдельны х сопр яжений, величина
его зависит от величины двух суммарны х зазоров.
Рассмотрим стр уктурную схему полного поля рассеивания размеров, определятощих взаимное расположение осей элементов
Рис. 82. Структур ная схема полного поля рассеивания
размеров, определяющих взаимное расположение осей
элементов изделия
изделия (рис. 82). При построении этой схемы за исходную величину принята та кже линия 0-0 номинального размера формующего элемента Cd, причем элементарные поля рассеива ни я pacпределяются в одинаковой мере по обеим ее сторонам. Наибольшее Cдpaq и наименьшее Cgp значения размера, определ яющего
взаимное расположение осей элемента формы, ха рактеризуются
их предельными положени ями. Соответств ующие размеры издел и я q С a g и С,р , имеют место при определенны х значениях
расчетной усадки.
Ру ководству ясь схемой (рис. 82), напишем
' Д
р + Тщyg + 2bgщg$
(105)
где fi, — полное поле рассеивания размеров, опреАеляющих
взаимное расположение осей элементов изделия.
Так как поля допуска размеров этого вида обычно распреАеляются по обе стороны линии номинала, величина номинального
203
205.
размера изделия Cдолжна располагаться на схеме на равном
расстоянии от его наибольшего и наименьшего значений (/—7).
Формула Али расчета исполнительны х размеров, определ яющих взаимное расположение осей элементов формы при условии,
если соответствующие размеры изделия имеют двухстороннее
и равномерно расположепное поле допуска, будет иметь слеАУющий вид:
С$ — искомый номинальны й координатный размер элемен-
где
тов формы;
C — номинальный координатный размер элементов изАер (у — среднее значение величины расчетной усадки.
Формулой (106) можно пользоваться при соблюдении условия (69).
П р и м е р. Определить размер Еф элемента формы (рис. 80, а) , если разiiep Е р от оси отверстия в изделии до его торца ра вен 18 -'- 0,2 мы. Диаметр от-
верстия 8 г .
Элемепт, формутощий отверстие, подвижный. Изделие выпол-
ііено из пресс-материала Ц- 18-2.
Рассчитываем по формуле (100)
Предварительно проверим соответствие аеличиііы полного поля рассеивания данного размера величигіе его поля допуска.
Принимаем 0,5fip,ц = 0,02 мм.
Аz
При условии сопряжения
наибольшиё суммарный зазор равен яаз —
i+ t
0,03 -}- 0,055 0,085 я.
Величина допуска на размер, определяющий положение оси отверстия форми,
равна * 0,02 ж , откуАа fip„ = 0,04 мм.
Таким образом, полное поле рассеивания будет равно
А
при 6 = 0,4
г fi
0,03 -|- 0,02 —[- 0,085 -|- 0,04
0,215 жм,
6.
ПерехоАИм к расчет у исполнительного размера. ОпреАеляем
По пр иложен ию I цp
СлеАовательно,
откуда
pp g
a
1,0; фр. ру П '
0t6
1,0+0,6 =0,8,
- 18 0,8
=- 0,14 жж.
100
Принимаем 0,25fip„ = 0,0 1 лл.
Номинальный размер будет равен
Еф — 18 —[- 0, 14 — 0,01 = 18,13
л.
Исполнительный размер будет равен 18,13 * 0,02 *.
204
Xp. zp.
206.
27. ОПРЕДЕЛ ЕНИ Е ИСПОЛ НИТЕЛЬН ЫХ РАЗМЕРОВФОРМУЮЩИ Х РЕЗЬБОВЫ Х КОЛ ЕЦ И СТЕРЖН EП
Xapa ктер сопр яжени я элементов резьбового соединени я, выполненного из пластической массы методом формова ни я, oпpeАеляется величиной среднего диаметра резьбы и ее шагом. Кроме
того, на его характер оказывает влияние профиль резьбы.
Для треугольпой или конической резьбы фактором, определяющим точность профиля, является угол наклона ее элементов, для
резьбы полу кр yrлого профил я — величина радиуса, образующего
профиль резьбы.
Чтобы получить требуемый характер резьбового сопряжения
(его взаимозамен яемость), величин а поля допуска на среАний диаметр резьбы должна компенсировать погрешности шага и конфигурации профил я. Причем поле допуска на средний диаметр направлено «в тело» элементов. Допуски на размеры внутреннего
и наружного диаметров резьбы должны иметь это же направление.
К резьбовому соединению деталей, выполненных из пластической массы, предъявл яют два основных требования: 1) безусловная взаимозамен яемость и 2) качество и прочность.
Прочность резьбового соединени я зависит от рабочей высоты
витка при условии полного конта кта резьбовы х повер хностей.
Для этого при изготовлегіии формующих элементов необходимо
выдерживать в опреАеленных пределах шаг резьбы и угол ее пpoфиля.
Качество резьбы, формуемой из пластической массы, зависит
от состояни я поверхности формующи х резьбу элементов и правитьности технологического процесса ее формирования.
Полная взаимозаменяемость достигается тогда, когда размеры
резьбы боЛта не больше, а размеры резьбьї" гайки не меньше размеров номинального (теоретического) резьбового профил я при
условии, что размеры среднего диаметр а резьбы болта меньше размеров среднего диаметра гайки.
Принима я во втіимание значение средпего диаметра резьбы дл я
характера coпp яжения, рассмотрим факторы, обусловливающие
поле рассеивания его действителыіы х размеров.
Основной причиной, вызывающей рассеивание размеров среднего диаметра резьбы издели я, явл яется усадка пластического
материала, котора я вызывает измененгіе и Аиаметралыіых величин
и величи иы uiara, причем явление колеба ни я шага приводит к дополпительному изменепиіо величины средгіего диаметра. Величина этого изменения явл яется одной из составляющих допуска
среднего диаметра.
Явление усадки по отношению к величине шага резьбы сказывается в колебании размера общей дли mы свинчивани я резьбовых
элементов изделия. Разность между наибольшим и наименьшим
205
207.
значени ями этих длин представь яет собой полное поле рассеивания данного размера в да ином направлении измерени я. Обозначивчерез S — шаг резьбы, л — число витков на длине свинчива ни я,
получиМ
( ‘u)maa
(fts ) )Д
Д
(107)
где (вS,)q„ и (лЅ,)р; — наибольшее и наименьшее значения
размера Афины свинчивания;
fi, — полное поле рассеива ни я размера длины
свинчивания резьбовых элементов изделИЯ.
Для компенсации погрешности шага необходимо изменить размер среднего диаметра на некоторую величину, равную величинё
диаметрального перемещения профиля. Величину этого перемещения для метрических резьб
=
можно определить пользуясь
следующей формулой:
$f -—
—1,732 fi„
(108)
где /, — составе яюща я допуска
среднего диаметра (величина диаметральной
компенсации погрешности шага).
Чтобы
определить величину
Рис. 83. Структур ная схема полного
поля
рассеивапи
я размера длилос я рассеиваіЈи я длинъі свинчивания
резьбового элемента изделия
НlэІ
СВИ НЧИВ £1НИfI ,
e (
ПOCT{Э ОИМ
з)
От горизонтальной линии 0 - 0 , которая является границей номинального размера длины свинчивани я формующего резьбового
элемента (nS$), отложим по обе стороны величины, представляющие части поля допуска на изготовление шага f i „ , р. Получим
наибольшее ( nрS $)а и паименьшее (nS8)р;, зНачения длиііы
свинчива ния формующего элемента. Наибольшее и наименьшее
значени Афины свинчива пи я элемента издели я получены путем
отложения от предельных значений длины свинчивания элементов
формы величин наименьшей и наибольшей расчетны х усадок.
Линия /—J определяет номинальный размер длины свинчивани я
элемента изделия nS .
Согласно схеме (рис. 83), имеем
где
206
р щ — величипа колебани я расчетной усадки на длине
свинчивани я;
fi„
— поле Аопуска на изготовление шага.
Подставив в формулу (108) полученное зпачеиие fi„ получим
208.
При расчета х допуск на изготовление резьбы обычно принимают равным -+-0,01 ел, тогда величина поля допускаИспользу я структурную схему поля рассеивания размера
длины свинчивания, можно написать
(111)
где лЅ, — длина свинчивания элемента изделия.
Да нное выражение представляет собой формулу для определения длины свинчивани я us g формующего элемента. Преобразовав
его, получим
(I 12)
где
— шаг резьбы формующего элемента;
длина свипчивани я элемента изделия;
— величина средней расчетной усадки на длине
свинчивани я.
Формула (112) служит дл я определени я абсолютной величины
шага резьбы формуіощего элемента.
Изменение величины среднего диаметра резьбы элемента изделия, прессуемого из пластической массы, может происходить вс,зедствие отклонени я угла профил я резьбы формующего элемента
от номи нального положения или по причине его износа. Но принима я во внимание необходимость высокой степени чистоты повер хности формующи х резьбовы х элемеіітов, а также возможность и
х замены, при расчета х не следует учитывать их эксплуатационный износ, так как его величина незначительна.
Измеізеііие величины среднего диаметра за счет колебания угла
профиля формующего элемента также не имеет пра ктического значени я; так как современные резьбообрабатывающие станки позволяют пол учать резьбу с весьма незначительным колебагіием угла
профил я. Явление усадки почти не оказывает влияния на величину
угла прогЬиля.
Допуск на изготовление средпего диаметра формующи х элементов следует назначать по 3-му классу точ гіости (OCT 1013),
причем для резьбовых стержней назначают допуск скользящей
посаАкlз вала, а для резьбовы х колец — допуск осізов ного отверстия. Таким образом, составляюща я допуска среднего диаметра
резьбы элемегІта изАелия за счет доп ус ка iia изготовление среднего
диаметра формующего элемента составит ’величину соответствующего допуска по 3-му классу. Обозначив ее символом /„„ пол 'ІИМ
где f i „ , — величина допуска на изготовление среАнего диаметра
резьбы формующего элемента.
207
209.
Составляющая доп уска среднего диаметра резьбы изделия, компенсир ующа я колебание усадки в диаметральном направлении,может быть определена лиіііь при построении стру ктурной схемы
полного поля рассеива ния размеров резьбовых элементов издели я
путем соотношения частных погрешностей.
Стру ктур ные схемы пол ного поля рассеива ния среднего диаметра резьбовых элементов издели я, изображенные на рис. 84,
построены так же, как и все предыдущие. За исходную величину
Рис. 84. Структу рные схемы полны х полей рассеивания среднего Аиаметра резьбы
издели я: о — для изАелия болт; 6 — для изделия гайка
при построении этих схем принят номинальный размер среднего
диаметра резьбы формующего элемента, представляющий искомую
величину.
Наибольшее и наименьшее згіачения размеров среАнего диаметра формующих элементся получены путем отложения частных величин, составляющи х величину допуска среАнего диаметра
резьбы изделия, от линии номинала.
Наибольшее значение размера среАнего Аиаметра резьбы
болта d g "man’ ОТпрессоваиного из пластической массы (рис. 84, о),
может быть получено при условии изготовлени я формующего
кольца по верхнему пределу и при наименьшем значении величины расчетной усаАки. Наименьшее значение этого размера
при условии номинального значения размера среднего диаметра
формующего элемента и наибольшей расчетной усадки. Наибольшее и наименьшее значения размера среднего диаметра резьdы
гайки D р. ^mas и D,р
, получепной путем прессования
(рис. 84, 6), будут иметь место при обратных условиях.
Руководств уясь схемами (рис. 84, о, 6), можно вывести фОрмулу для определения величины полного поля рассеивания размеров среднего диаметра метрической резьбы, формуемой из пласти208
210.
ческой массы. Формула эта в одинаковой мере может быть использовапа и для болтов и дзlя гаек. Она такова:где b р — полное поле рассеива ния среднего диаметра резьбы
изделия (болта или гайки).
Для достижения зада нной точности размера среднего диаметра
реаьбы элемента изделия необходимо сравтзить величину выбранного допуска (по ГОСТу 9253-69) с абсолютной величиной полного поля рассеивания среднего диаметра данной резьбы. Соотноіііение этих величИН АОЛжіІо быть в соответствии с формулой (69).
Для данного случая
где
6 — величины допуска на соответствующий paзuep (по
ГОСТу 9253-59).
Если величина выбранного допуска не отвечает поставленному
ус‹эовию, необходимо ориентироваться на следующий (менее точ-
ныгі) хласс.
Формулы для определени я исполнительны х размеров среАнего
Аиагіетра резьбы формующих элементов выводdтся та кже на осгіовании схем, изображенных на рис. 84, о, d.
Эти формулы имеют следующий вид.
Для определения среднего диаметра резьбы формующего
стержня
где D pp щ $р — номинальный размер среднего диаметра резьбы
изделия (по ГОСТу 9150-59),
п для определени я среднего диаметра резьбы формующего кольца
где
d„
нОминальный размер среднего диайетра резьбы
изделия (по ГОСТу 9150—59).
Формулы (116) и (1 l7) следует примен ять, когда соблюдено условие 6 — gp• Если же 6
f i „ , то для опреАеления среднего,
диаметра резьбы формующих стержней и колец рекомендуютс я
следующие формулы:
niax
(116)
(119)
i4
Ј•ј. Н . ЛеА« нн
2Ы
211.
Принима я во внимание, что внутрекгіие и нар ужньlе диаметрарезьбового кольца и стержн я можно рассматривать как размеры
гнезд и стержней в направлении, перпендикул ярном съему изделия, нет необходимости в построении стр уктурны х схем полньt х
полей рассеивания этих размеров.
Величина полного поля рассеивания размеров наружных и
внутренних диаметров резьбы издели я (как для гаек, так и для
болтов) может быть опреАелена по следующей формуле:”
(120)
где fi, — величина полного поля рассеивания.
Велнчина б«р бля данного случа я может соответствовать
3-4-му классам точности (OCT 1013, OCT 101 7 и OCT 1014)
в зависимости от степени точности получаемой резьбы. Полна я
взаимозаменяемость резьбовы х элементов, выполітяемы х из пластнческой массы, возможна лишь при соблюдении услови я (69) ,
которое для данного вида размеров будет таково:
(121)
где с и е — величины предельны х отклокений наружных и внутренних диаметров резьбы изделия по ГОСТу
9253—59.
Исполнительные размеры наружных и внутренних диаметров
резьбы формующих элементов определяют по формулам, выведенным на основании выражений (65) и (66).
Наружный диаметр резьбы формующего стержня dр можно
определить по формуле
rAe dq — номинальное значение наружного диаметра резьбы по
ГОСТу 9150—59.
В нутренний диаметр — по формуле
(123)
где dр — номинальное значение внутреннего диаметра резьбы
по ГОСТу 9150—59.
Формула (123) пригодна для случая, когда величина верхнего
отклонени я е (по ГОСТу 9253-59) внутреннего диаметра резьбы
гайки-из елия равна величине fip. Если е
Ар, то формула (123)
примет вид
Если формующий резьбовой стержень выполняется с уклонами,
то их величину определяют руководству ясь соотношепием (73).
212.
Исполнительный размер наружного диаметра резьбового формующего колыіа D j можно определить по формуле(І 25)
при условии, что величина нижнего отклонени я с (по ГОСТ у
9253-59) нар уж ного диаметра резьбы болта-издели я равна величине p• Если с
p то формула (125) примет следующий вид:
i де D — и формулах (1 25) и (126) представляет собой номинальное значение наружного диаметра резьбы по ГОСТу
9150-59.
Исііолнительный размер внутреннего диаметра резьбы формующего кольца рекомендуетс я определять по^следующей формуле:
D, -- D
—!- ,„, — ,„
(I27)
где Dр
— наименьшее значение внутреннего диаметра резьбы
болта-издели я с учетом гарантированного зазора,
предусмотренного ГОСТом 9150-59.
Величину D
можно определить руководству ясь формулой
Л„
U,„ —2 (0, 1085),
(128)
где S — шаг резьбы.
П р н м е р. Олределкть размеры формующего резьбоьиго стержкя для лоручеки я резьбового отверстия M8 в изЈtеяик нз пресс-порошха мархи K- 18-2. Чксло
витхов резьбы 6. Кяасс точностн резьбы издеяня 3-ït (по ГОСТу 9253—59). В соответствии с ГОСТом 9150—59 имеем:
наружный Аиаметр резьбы — 8 л«;
средкий диаметр резьбы — 7,188 atзt;
вн утренний днаметр резьбы — 6,647 ляt;
шаг резьбы — 1,25 мж.
Определим величины частных погрешііостей. Велнчина погрешностtі шага ,
вызаанна я колебанием расчетной усадки при дпнне свннчнвани я пЅ„ = 6 1,25 =
7,5 жж, Gудет
” ’“ “
max“
”
mi п“ ”
7,5• I ,0
100
7,5- 0,6
= 0,03 мм.
100
Велнчнна погрешности среднего днактетра за счет колебания расчетной
усаАки буАет
7,188- I ,0
7-, І88 0,6
100
100
Пркн яв веянчиН АОпуска на кзготовяенне среднего Аиаметра ло 3-fly классу,
т. е. Аду
0,03 жл, а Аопуск на хзготовдение шага * 0,01 жж, т. е. Ан„.
— 0,02 Ли, можко опреАелііть велнчнн у полного поля рассеива lіия размера
среднего диаметра
b ц — b Хц -|- Ану
1,732 ( А б у . „, —
|— Ан„.
0,028 -|— 0,03 —|- i ,732 (0,03 -|- 0,02)
)--
0, І44 «.
21 t
213.
Сравннв sтy велнчину с величнной ноля допусиа 6 на средннй днамезрПО ЗЬДЬ ННОМ
3 -М
КЛПCC
TO'1HOCTH П(H1
0, 187, ПОЛ ННМ
Данное неравеіlство показывает, что при данной велиинНе полв рассенвання
іяожет быть получена резьба заданной точности.
Определяет размеры средпего диаметра н шага формующего стержня
‹lzp -—
—D z
+ ‘ p t . р ) - }- bgz,• -}- (6 — d р)
+
max + ' 732 (АХ
7, 188 —|- 0,07 1
1,732 (0,03 -}- 0,02) -р 0,03 + (0,187 — 03144) = 7,418 *.
Получим округленноё значение исполнительного размера среднего диаметра
резвбы стержіі я, равное 7,42_д,цд аіл.
Находим размер шага резьбы
s+——n 3 , + Xпщ
.
_6-125/0,06
”
6
Искомый размер шага равен 1,26 * 0,01 «л.
При определеннн размеров ітаружного н внутреннего диаметров резьбового
стержня допуск на их изготовление примем по 4-му классу точности, т. е.
bgzz —
—0, 1
. Величин а полного поля рассеивания размеров наружного н внутреннего диаметров резьбы будет
-’Єр • k Йр f- d zy —0,032 —
}- 0, 1 - 0, 132 л
Ад —
—0,027 -j— 0, 1
для наружного днаметра
0, І27 им для nriутреннего диаметра.
Нар ужный днаме1'р резьбового формующего стержня опредеяяем по формуле (122)
Его исііолнительный размер будет 8, 18aд, t жж.
Внутренний диаметр резьбы стержн я определяет по формуле (124), так наП
величина верхнего отклонено я е внутреннего диаметра резьбы нзделня равна
— 6,647 —
}—0,066 -{- 0, 1 -}- (0,210 -—0, 127) = 6,896 «.
Исполни’ге,чыіый размер внутреіінего диамегра 6удеа’ 6,9_ „ , out.
214.
Г ла в а VТИПOBЫЕ
KOHCTPУ КЦИ И ФОРМ
28. ПPECC-ФОРМ Ы ПРЯМОГО ПPECCOBA НИ Я
Пресс-формы пр ямого прессовангі я отличаются большим разнообразием констр укций . Наибольшее распространение они имеют
при получегіии изделий из термореа ктивны х пластически х материалов. Рассмотрим несколько пресс-форм этого типа.
На рис. 85 изображена съемна я многогнездна я пресс-форма
прямого прессовани я. Она имеет общую загр узочн yio камер у и по
своей констр укции может быть отнесена к группе полуза крыты х
пресс-форм. Формующие полости выполнены здесь в матрице 5
и в пуансоне 2, на котором имеется отжимна я кромка. Матрицы
е пресс-форме сборные и удерживаются от осевого перемещени я
буртами. Их среdние вкладыши J закреплены цилиндрическими
штифтами 4. Пуагісон по своей конфигурации пр ямоугольныи и закреплен па пуансонодержателе / при помощи винтов с потайной
ГОЛОВКОИ
Обойма для удобства изготовлени я состоит из двух деталей 6
и 7, скрепленных между собой винтами . Два выступа по краям
обоймы 7 играют роль ручек, необходимы х в процессе работы.
Пресс-форма имеет две плоскости разъема. В процессе ее разборки при помощи распрессовоч ного приспособления после отделени я пуансона и матрицы изделия остаются в обойме, откуда
их извлекают с помощью специального толкател я.
Съемііа я одногнездная пресс-форма (рис. 86) по конструкции
более сложна. Отличител ьной особенгіостью ее явл яетс я наличие
двух различ ньі х по гіаправлению плоскостей разъема. Пpeccформа имеет участок с отжимііой кромкой на пуансоне, закрепленном в пуансонодержателе 4. Формующая полость ее выполнена в
двух разъемгlы х щelta х 3. /fi и п уансоне 8. Дл я удобства в работе
щека 3 закреплеlіа на основании ї . Обе щеки имеют клиновые повер хности, coпp ягающиеся с аналогичными повер хностягіи
обоймы 2.
В пуансоне дл я формоваізи я отверсти я в изделии установлены
стержень 9 и смегіный вкладыш 6. Чтобы в процессе сборки вкладыш не выпадал из пуансона, оп снабжен плоской пружиной 5,
696
2 ІЗ
215.
закрепленной при помощи заклеп ки Z. За клеп ка при ввертыва нииво вкладыш резьбовой армату ры служит одновременно и orраничителем. Пуансон закреп лен в пуансонодержателе при помощи
прямоугольного бурта.
Рис. 85. Сгемная многогнезАнап пресс-форма прямого
прессовани я
Конструкци я этой пресс-формы в процессе распрессовыва ни я
предусматривает два возможны х положепи я издели я: на пуансоне,
из которого оно рытaл кивается cпeіtиaльным шты рем распрессовочного приспособлени я вместе с вкладышем 6, и в щеках, из ко-
Рис. 86. Съемнав пресс-форма прямого пј›ессоваІlил
с клиновыми щеками
торы х может быть извлечепо после сиятия обоймы 2 и смещени я
ПОdВИжнойщеки 70 под действием распрессовоч ного приспособления. Для удобства в работе пресс-форма снабжена ручками ї .
Одногнездна я стационарная пресс-форма закрытого типа
(рис. 87) предназначена для работы на пpecce с двумя давлени ями.
Harрев ее осуществляется іяестью плоскими электронагревателями.
Пуансон 2 закреплен в пуансонодержателе при помощи бурта.
Для направлени я движени я пуансона служит колонка 9 с кониче2I4
216.
ским хвостови ком и втулка 8, размещенна я в обойме. Установкапуансона на заданный уровень осуществл яется пр ямоугольными
orpaничптелями J0.
Рис. 87. Uдногііездііая стаииоМаgгіая пресс-форма прямого прессования
Формующее гнездо выполнено в клиновидных щека х 3, неподвижно установленных в обойме Z. Для увеличени я высоты загр узочной камеры щеки несколько выступают из обоймы.
Матрица 6 закреплена при помощи бурта, соприкасающегося
с клиновидными щеками. В проііессе работы выступающа я часть
матрицы заходит в соответствуіощее углубление nyaнсона, в pe-
217.
зультате чего в изделпи формуется отверстие, перпендикуляр ноенаправлению прессования.
Процесс выталкивани я осуществл яется здесь гtилИНdричес кими
вытал кивателями 4, установленными на толкающей плите. Выталкиватели не участвуют в фОрмОва нии изdелия, поэтому съем его
может производиться по вы ходе издели я из форму ющего гнезда.
Пaiteт пресс-формы установлен на прямоугольные опоры 5.
Рис. 88. Многогнездпая стационариая пресс-форма прямого прессования
Стационар па я многогнездна я пресс-форма, изображенна я ita
рис. 88, представляет интерес в связи с некоторой особенностью
констр укции механизма для приведени я в дви жеНие подвиікпы х
meк. После отделени я от издели я щеки поворачиваются на некоторый угол, тем самым облегчая процесс прочистки формы и устагтовкгі в щеки резьбовы х стержней с армату рой перед последующей
залрессовкой.
По констр укции формующей полости эта пресс-форма относится к rpyппe закpытых пресс-форм. В негіосредственгіом формо2t6
218.
вании издели я здесь принимают участие пуансон и матрица,а также боковые щеки.
Пуансон 2 и матрица // содержат в себе формуіощие стержни
(установленные различными способами) и фиксируются от oceвых перемеіцений буртами. Пр ямоугольные ограничители J2 закреплены на пуансонодержателе. Там же установлены направо яюіцие колонки 3, входящие в направо яющие отверсти я , выполненные непосредственно в обойме.
Подвижная щека 4 в процессе работы совершает сложное движение, по BИdy и направлению совпадающее со специальными фасонными пазами, выполненными в неподвижны х щеках ї . ЭТО ДВИжение осуществл яется за счет качени я роликов 10 по пазам щек и
кулисы 8. Пазовые ролики установлены по торцам подвижной
щеки, по одной шту ке иа каждый торец. Помимо роликов, на торшах имеются пр ямоугольные ребра, в ходящие в пазы неподви жны х
щек. Поворот щек происходит лишь после того, как ребра выйдут
из пазов.
Роли ки, соприкасаіощиеся с кулисами, установлены в прорезях щеки. В качестве осей вращени я для роли ков использованы
стальные закаменные штифты 5.
Кулиса 8 одним концом шарнирно закреплена в толкающей
плите. В процессе работы она совершает возвратно-поступательные вертикальные движени я. Роль направо яющи х кулисы играют
специальные уголки 9, выполненные из бронзы. В пресс-форме
использованы цилиtідрические опоры 6.
Выталкива ние изделия осуществляется подвижными щеками 4
и выталкивателями 7. Разворот подъемны х щек происходи т после
окончательного извлечения изделий из формующи х гнезд. Пpeccформа рассчитана на обогрев плоскими электронагревателями.
Типовые конструкции пресс-форм прямого прессования представлены в нормали машиностроени я MH 15I4-6 1 .
29. ПРЕСС-ФОРМЫ ЛИТЬЕВОГО ПPECCOBA НИЯ
Рассмотрим две пресс-формы литьевого прессования: съемную
и стационарнуіо.
Съемна я многогнездная пресс-форма с накладной питьевой камерой (рис. 89) имеет горизонтальнуіо плоскость разъема, делящуіо формующую полость на две части.
Формуіощая полость выполнена в двух деталях: в верхней //
и нижней 9 полуформа х. Нижн яя полуформа содержит вставку 5
и рассекатель 4, закрепленный при помощи болта. Обе полуформы
в процессе работы фиксируются конусным пальцем 10.
Установку арматуры производят до упора, сверху в специальнylo плиту на кладки /2, снизу — в дно канавки основани я Z.
Чтобы канавка при ходилась против отверсти я нижней полуформы, в основании установлены фиксаторы 6. Bepхняя арматура
217
219.
удерживается от выпвда ни я шариком 3, поджимаемым спиральной пружинкой.Литниковый канал представь яет собой щель прямоугольного
сечения. Выполнен он в верхгіей полуформе.
Перед тем как установить пресс-форму на распрессовоч ное
приспособление, отдел яют камеру 2 с плунжером / и основание Z.
Констр укция распрессовоч ного приспособлени я предусматривает
выталкива ние издел и я ка к из вер хней, так и из нижней полуформы. Дл я удобства в работе пресс-форма снабжена ручками 8.
Рис. 89. Съемііал пресс-форма литьевого пgессовзіЈи я с › акладной хамероfі
Принци п работы стационар ной многогнездной пресс-формы
литьевого прессовани я (рис. 90) заключается в использовании
движени я нижнего ііилИ вdpa выталкивателя пресса для осуществлени я процессов литья п извлечени я издели я. Смыкание прессформы происходит за счет усили я основного (вер хнего) цилиндра
пpecca.
Формующие полости выполненьт в верхней подвижной плите ï2,
которуіо можно назвать пуагісоном. Там же выполнена литниковая
система со вставным рассекателем 7.
Bep хний конец камеры 4 для размещени я материала имеет
наклоните кагіавки, совпадающие с литниковыми каналами, выполненными в пуансоне. Под действием пл унжера 5 материал
по этим каналам поступает в формующие полости.
После раскрыти я пpecc-формы издели я остаются i-ia стержня х 10, 11, с которы х и х снимают при помощи плиты 3. В процессе
выталкивани я плита 3 перемещается по стержням на величину,
необходимуіо для отделения изде.мия . Подъем осуществляется при
218
220.
помощи пальцев 6, установленных на толкающей плите, опираюіцейся на упоры Z; там же закреплен плунжер.Возврат съемной плиты 3 в исходное положегіие производится
За счет усилия пружНн 9, надетых на специальные болты 8. Цен-
Рис. 90. Многогнездііа я стационарная пресс-форма литьевого прессования
трирование nyaнсона осуществляется колонками 2, которые служат также для направлени я съемной плиты.
Пресс-форма имеет четыре прямоугольны х отверсти я для размешепи я плоски х электронагревателей.
219
221.
30. ФОРМЫ ДЛЯ ЛИТЬЯ ПOA ДАВЛ ЕНИЕМФормы для лить я под давлением, примен яемые для получени я
изделий из термопластов при помощгі литьевы х машин (термопластавтоматов), как прави ло, стационар ные. Рассмотрим две
формы‘с различными способами извлечени я изделип.
Изображенна я на рис. 91 одногнездНая форма имеет точечный
литниковый канал, что позвол яет получать издели я с минимальными отходами ііластического материала.
Рттс. 91. Одпоі пездііа п форма для житья под днв.аеіііісм с миііимальной
Формующа я изделие полость образуется вставкой 8, ползунами 6 и стержнем 14. Стержень уста новлен неподвижно в промежуточном фла нце формы и за креплен шестигранной гайкой. Ползуны 6 приводятся в движение в момегіт размы кани я или смыкания
формы при помощи на клонных штырей 7. Для удержани я их в
крайнем разомкнутом положении использова ны шариковые фиксаторы 5.
Центрирование формующих элементов происходит за счет naправл яющи х колонок 10 и втулок 72. Выталкивающа я система
не имеет специальны х направояющих деталей, ri роль направляю220
222.
щей колонки выполн яет центральный формующий стержень,по которому скользит трубчатый выталкиватель //.
Выталкивание издели я происходит следующим образом. В пepвый момент размыкани я формы изделие, остава ясь на стержне,
вьходит из вставки 8. Одновременно отходят в сторону ползуны 6,
Рис. 92. Одногнездная фopsia для житья под давлением со сня
тием изделия с матрицы
и изделие остается на стержне 14. При дальнейшем движении
формм выступ плиты ї входит в соприкосновение с неподвижным
упором машины, в результате чего начинается перемещение толкающей плиты 3 и плиты 4, соединенны х с плитой J шпильками 2.
В процессе съема изделия со стержн я тр убчатым выталкивателем // пружины /6, надетые на шпильки, сжимаются и создают
22!
223.
запас энергии , пеоб ходимый длп возврата выталкивающей системы в ис ходное положение. Окончательное досылание плит доупоров /5 осуществл яется цилиндрическими пальцами /3 в момент
смыканип формы.
Присоединение к шлангам, подающим и отводящим охлаждаюкtую жидкость, происходит при помощи наконечников 9.
Одногнездна п форма, изображенна я на рис. 92, в отличие от пpeдыдущей имеет значительгіуіо длину литника. Это объясн пется
своеобразной констр укцией изделия и самой формы, где съем изделия осуществлпетсп с неподвижиой части формы.
Формующая изделие полость выполнена во вставке 3.
Эта вставка имеет фасон нуіо повер хность, coпp ягающуюсп с высту пающей частью плиты 12, в которой размещеп подвижный
вкладыш 5, конец которого шарнирно закреплен в толкающей
плите 10. В этой же плите закреплены и толкатели 6 с гладким
торцом и с отверсти ями для формующи х резьбовы х стержней /3.
Длп направлени п движени п толкающей плиты служит колонка 9.
Центрирование разъемны х частей формы осуществл яется колонками 14 и втулками 75. Литникова я втулка Z ’установлена таким
образом, чТО D процессе эксплуатации она может быть заменена
без демогітажа формы .
Выталкивание изделия осуществл пется в конце размы каіощего
движени я маівины при помощи специальны х тяг 4, ввернуты Х
в толкающую плиту. На противоположные концы тяг навинчены
специальные опор ные гайки /6. На тпги надеты пр ужины / , играющие роль амортизаторов в процессе выталкивани п издел ия.
Возврат толкающей плиты 10 в исходное положение (до соприкосновени я с упорами 8) происходит в процессе смыкани п формы
при помощи штырей //. Присоеди нение шлангов для охлаждаіощей жидкости производит при помощи наконечников 2.
Типовые констр укции форм дл я лить я под давлением изделий
из термопластов приведены в гтормал ях машиностроени я
MH 5155—63 и MH 5180—63.
ЗІ . УИИ ВЕРСАЛ bHЫ Е ФОРМЫ
Форма, примен яема я длп последовательгіого изготовлепи п рпда
различных изделий, называется у н и в е р с а л ь н о й. Гlpименять ее целесообразно в том случае, когда пол учаемые в ней издели я имеіот общие прпзна ки (вес, габариты, характер ные особенности констр укгtии и др.), позвол яющие объединять и х в отдельную rpyппy.
Для прессованип определенной rpуппы изделий используются
пакеты сменііых формующи х элементов — блоки. Блоки, как
правило, снабжены индивидуалызыми выталкивателпми, закрепленными в специальной плите. Пресс-форма, снабженнап блоками,
может быть названа 6 л о к - п р е с с - ф о р м о й, или б л о к
ф о р м о й.
222
224.
Применение универсальгіы х блок-форм способств ует не толькосокращению сроков конструирования, но и умегіьшению расходы
металла и тр удоемкости в процессе изготовлени п да нной тех нолоГтlческой оснастки. Сменные блоки, облада п приблизительно такой же трудоемкостью, как и съемные формы, в процессе эксплуатации coxpa няют все преимущества стагtионар ны х форм, Поэтому
применение универсал ьны х блок-форм дает значительный экономический эффект.
Рис. 93. У ниверсальгіая блок-форма прямого прессования
Констр у кции упиверсал ьны х блок-форм очень разнообразны.
Это разнообразие помимо пpoчrl х факторов обусловливается различием способов получени я изделий. В зависимости от этого бывают блок-формы пр ямого прессовани я, блок-формы .зитьевого
прессова нип и блок-формы длп лить я под давлением. Универсальные блок-формы различаются та кже по конфигурации блоков
(пр пмоу голыіые или кр углые) , способу вытал кива нип издел ия,
наііравлению плоскостей разъема и т. д.
Рассмотрим универсальную блок-форму прпмого прессова нио
(рис. 93). Oria используется для получегіи я изделий при помощи
сменны х блоков как с горизонтальной, та к и с верти кальной плоскостями разъема.
На рис. 93, о мы видим блок-форму без сменноРо блока, па
рис. 93, 6 — один из вариантов сменны х блоков. За крепление
сменпы х Gлоков производят специальными Г-образными зажимами 4, 5 при помощи винтов 2, 6. Соединение толкаювіей плиты 12
223
225.
блока с плитой // выталкивающей системы 6лок-формы в данномслучае осуществл яетс я двутавровым сухарем /. Полки cyxap я
могут быть параллельными и конусными (угол до 1°). Конусный
сухарь обеспечивает более плотное смыкание соедипяемы х плит.
Для соединени я плит выталкиваюіцего устройства примен яют
также шарнирные болты.
Блок-форма для направления движеізия ее частей снабжена колонкамvі Z и втулками 8. Колонки 9 и втулки 10 имеет выталкивающее устройство формы. Ограничители 13, как правило, уста-
Рис. 94. Универсальна я блокформа литьевого прессовани я
навливаіот непосредственно на блоке. В случае необходимости
последние снабжают иіідивидуальными направо яющими колонками или фиксаторами.
Для использования блоков с вертикальными плоскостями
разъема в блок-форму устанавливают специальные конусные
вставки 3. Зажимы 4 в этом сл учае используются длп удержа ни я
вставок от перемещени я.
Универсальна п блок-форма литьевого прессовани я предназначена для эксп луатации на верти калыіом гидравлииеском пpecce
с двум я давленгГями (рис. 94). Процесс лить я в блок-форме
(рис. 94, о) осуществляется при помощи усили я выталктівателя
пpecca, который соединен с поршгіем 4 формы. Поршень 4 и стакан 3 сменные.
Закрепление сменны х блоков, одгі п из которы х изображен на
рис. 94, 6, также производится при помощи Г-образны х зажимов /, 2. Выталкивание готовоРо издели я происходит здесь после
окончани я процесса лить я посредством толкающей плиты 5.
Возврат выталкивателей в исходное положение осуществляется
после окончания процесса литья этой же плитой при помощи cпe224
226.
гtиальных тпг Ј. Длп пап равлени я подвиж ны х элементов блокформа снабжена иаправляющими колонками и втулками.Сменвы й блок (рис. 94, 6) предгіазначегі дэ я получени я нескольки х одгіна ковы х изделий. Формующие гнезда расположены
здесь по окружности, на определенном расстоянии от оси блока.
Съем издели я производится специальной плитой 8, подъем которой
осуществлпется при помощи пальцев 7.
Рассмотрен на я блок-форма может быть использована также
и длп получени я изделий в блока х с обычными стержневыми выталкивател ями, размещенгіыми в кан‹дом формующем гнезде.
Но тогда блок должен содержать в себе стакан .?. Соединение плит
выталкиваіощей системы в этом случае производят при помощи
двутавровых су харей.
Типовые когіструкции универсальны х блок-форм литьевого
прессовани я приведены в следующи х нормал я х машиностроени я:
MH 1515-61, MH 1517-61, MH 1519-61.
І5
Н . Н . /Ieït к liн
227.
TEX HOЛOГFI ЧECk IIEMЛOTHOCTb
K-2-2; K-15-2; K-17-2;
K-19-2: K-20-2; K 1I8-2;
K-119-2;
K-18-25;
K-17-25; K-20-25
LtC31 (32, 33, 34)
Б AP.
K-15 (17,
18, 20,
214)-2ЦO
XAPA KTEPfICT II K II
Yдeл ьнsıй oöъeм
B нeтaблeтн -
B Saблe-
'*"*“““
cocтo я witн
Уcaдкa
Te^ y-
„
Pa uí н r y
‹y,
1,4
2,2
1 , 0 - 1,1 0,6—1,0 90- 190
1,4
2,2
1,0—1, l
0 , 6 - 1,0
90- 190
1,5
1,4
1,95
—
2,2
—
0,9—1,0
—
0,6—1,0
0,6-1,0
—
80-180
90—190
1.30-180
1,4
1,4
1.8
ï ,95
2,2
2,8
2,8
1,4-1,6
0,9-1,0
0,9-1,0
—
—
0,6-1,0
0,6-1,0
0,6—J,0
0,4-0,7
90-180
90—180
90-190
90-190
I , 7 5 - 1,9
1,6
I ,2
2,2
0,8
0,9
0,4-0,7 100-190
0,6— I ,0 90—l 90
1,5
1,7
1 , 3 - 1,5
—
—
0 , 4 - 1,0
0 , 5 - 1,0
K-8-2; K-18-2
TO HOflHTbI N•. 7,
8,
MO HOЛHTbl Щ_• 1,
2,
9, 10
3, 5
& KП-1; & KnM-10
Ц-214-2
K-214-42
K-2112; Ц-220-21
K 21-22
BK-212
3;
K-2I I-4;
1ќ-212-3Ï
R 114-35; K-114-35T
K-17-36;
K- 18-36;
K-17-23; K-18-23
K-17-81; K-I8-81
ФKFlM- 15; ФKFIM- l5T
226
90- 180
90- 190
228.
TEPMOPEA КТИВНЫ Х ПРЕСС-МАТЕРИАЛОВТем пер атура
в °С
Да гленис
п рессова ния
Даsяенне
пресс-л итья
’z0z
1,0
250—350
25—35 500—1000 50—100
180—190 160-170
1,0
l ,5
250-350
25—35 500-1000 50—100
170-180 160-170
160-170 150-160
160—170 150-160
1,0
1,5
1,5
l ,5
2,0
2,0
160-170
160-170
150-160
160-170
1,5
1,5
1,5
1,5
1.5
1,5
2,0
2,0
25—35
25-35
Не менее 35
25-35
25—35
25-35
40-50
5 0 0 - 1000 50- 100
5 0 0 - 1000 50- 100
500—1000 50- 100
180—190
180-190
160-170
180-190
250-350
250-350
Не ме
нее 350
250-350
250—350
250—350
400-500
165-175 150—160
160—175 160-170
1,5
1,0
2,0
1,5
400-500
250—350
40-50
25—35
600-800 60-80
500—1000 50-100
160-175 160—170
1,0
1,5
250—350
25-35
170-180 150-160
1,0
1,5
300—400
30-40
5001000
5001000
500-1000
500-1000
500-1000
500-1000
• ITIodo u
0,8
Бï'ЗHE9 9
180-190 160-170
В кдп pecc-материал ов
Реmвu ія neрерa6oix u
В ыдер жк а
на 1 шш
тояпtи ны
50-100
50—100
50-100
50—100
50- 100
50- 100
227
229.
D Н ОТ U0 СТ bУдельцvіЯ обsеш
В нетаблеги рова нном
СОСТОЯЯНН
В Т‹ібле*" °" a"’
ШОМ
Ма рка нл и назва ние
o+nм-29s
AMH НОпл acTbl А , Е
l,s
1 ,4-
1 ,5
3,5
—
0,9
Тек y-
ра счет-
честъ
ио
Рашцгу
0,6—0,8
Не 6o-
90- 180
60—160
see 0,8
—
Не бы
K-18-53
1,75
K-18 42
K-119-56;
K-15-56;
K-18-22; K-18-56; К-8-56
1,75
1,75
22
—
0,3-0,7
1,35
—
Не 5олее 0,7
Волок НИТ
1,45
5-15
1 , 0 - 1, 1 0,3-0,6
Те кcTOЛflT-h ОШка
1,45
5—10
1 , 0 - l ,1
0,2-—l .t)
K-6
90 —190
90—190
90—200
40- 140
1,95
—
—
0,1-0,2
1 1 0 - 190
KW-3; K't -ЗМ
1,7—1,85
4-8
—
0,3-0,6
1 2 0 - 180
K-77-51; K-78-51
KMK-2l8A;
1,6—1,8
2,0-2,2
0,7-0,9
0,6-1,0
90- 195
I,
2,0
5—6
0,8—0,9
Не боvзее I,0
70
КМК28Л
17—20
5-6
0,8—0,9 0 3 — 07
KMK218b
KMK-9
1,8—2,1
KMC-S
1,8—2,0
Ar-4c, Аг-4з
1 , 7 - 1,9
K-41 -5
1,8-1 , 9
K-217-57
K-71
228
лее0,8
1,8-2,0
—
80—120
—
0,6—1,0 1 1 0 - 180
--
0,2—0,5
Не меііее 100
0,3—
0,15
—
Не более 1,0
I-le зін‹we 140
—
—
Не 5олее 0,8
70- 180
5-6
0,8-0,9
Не более 0,2
90- 140
230.
ПродолжеНие приложеНи я .IВыдержх.‹
Да вяение
прeccoea ни я
Да виен ке
пресс-литЬя
е кис/см
165-175 170 -180
—
135—160
1,0
—
1,5
1,0
250-350
250-350
25-35 500—1000 50—100
25—35 500—1000 50—100
150-1G0 150—160
0,8
l ,0
250-350
25—35 5 0 0 - 1000 50-100
І60—І80 І50— Іб0
І50—Іб0 І50— IG0
0,8
0,8
І,0
l ,0
250—350
250—350
25—35 500—І000 50—І00
25-35
—
—
150-160 140-150
0,6
1,0
400-500
40-50
170-180 150—160
2,0
2,5
450-550
45-55
170-180 160-170
1,5
2,0
400-500
40-50
750-1000 75—100
175-185 170-180
1,5
2,0
400—500
40-50
750-1000 75—100
170-180 155—175
1,0
I ,5
250-350
25-35
500-800
155-165 145-155
1,0
1,5
300—400
30-40
160-170 145-155
1,0
1,5
300-550
30-55
160-170 150- Ifi0
1,0
I ,5
300-400
30-40
160-170 150-—Іб0
I ,0
1,5
300-500
30-50
150- 160 150—160
1,5
2,0
400-700
40-70
190-200 180-190
2,0
2,5
Не ме
Не ме-
160-180 150—160
1,5
2,0
400-500
40- 50 750—1000 75- 100
Іб0— I7U l 45—І55
2,0
4,0
450—G00
45—G0
о М н Јм
в yrclcж
о М у for
П
орошкообр азные
В
бeз предваритепы іого
iioqorpeвa
6es предаарнтепы іого
ііодогреаа
ТОЛtЦИНЫ
с npeqaapii zeni•uMu noyorpeaox
Tear перагу ра
в д пресс -матеари sяо
Peztiilu xi пepераб ozi‹ii
Нее 450
Нее 45
—
—
—
50-80
—
—
—
—
7 0 0 - 1200 70—120
—
—
—
—
ВОЛНОИК сТне
—
231.
ТЕХ НОЛОГИ ЧЕСКИЕПЛОТНОСТЬ
Наз ванне
FlроЧкыи
Сополимер CHП
Сополигіер САМ; CAMH
Акриzопласт
Сополимер MCH
»
MC; МС-3
Пластикат ПX В
Этрол АЦ
ЭЦ
Полиэтилен ВД
Фторопласт-3
Полипропилен
Поли амид
Kaпpoп
Полиуретан
230
УЛОЛЫWЯ
ОбЪОМ
3’ca,gxa
раcueiii as
Mаpиа
K8/£l
Почисти рол эмульсионйый
Почистиpoz блочный
Поzистироz ударо-
XAPA КТЕРИСТИ КИ
У lO ' )
(.М 1'KE Х i 0 * ' )
•%
А
Д; Т
1 ,0 5 -1,1
1 ,0 5 -1,1
2,5-3,0
2,5-3,0
0,4-0,7
0,4-0,7
YП- 1
1,04
1, l—1, 15
—
—
0,7-—0,9
CH-20П
CH-28П
—
ЛП- 1
ПT
А; Б
—
—
2ДТ-43
2ДТ-55
АБЦЭ- 12,
АБЦЭ-20
—
ПЭ- 150
ПЭ-450
ПЭ-500
Л
П
—
—
П-54
П-548
П-68
АК-7
—
ПУ- 1
1,07
1,2
1,16- 1,2
1,12
1,14
1,3—1,5
1,4
2-3
0,55—0,65
0,5—0,55
1,5-2,0
0,2-0,9
1, 15-1,23
—
0.2-1,0
1,07—1,09
0,92—0,93
2,2—2,5
—
До I, I
2 - 2,5
0,94-0,96
0,94-0,96
2,11-2,16
0,9-0,91
1, l2
1,12
1,09-1, 11
1,14
1,13
1,2—1,22
0,1—0,6
—
—
1, 1
—
2—3
to 3
4-7
1, 5 - 3
1,0—1,2
1, 1- 1,2
До 2
1,1—1,5
1 , 0 - 1,2
232.
ПРИЛОНЕН ИЕ IIТЕРМОПЈІАСТИЧНЫ Х МАТЕРИАЈІОВ
Ре›к нмto пepeраб откн
Л нтье по,ц ,цаапen net
П pecco ва нне
Тем neрат у ра форм ьі
Давление
Темлера*WPa
В ’
Я КFГ/’СЖ“
190—2o0
200-—20
700—2000
700—2000
"
ДО °С
70-200 1 3 5-150
70-200 135-150
70-80
70-80
300-400
300-400
30-40
30-40
200 —220 500—2000
50-200
І80-2І0 1200-1700 120-170 160—170
35-70
200—300
20—30
200—230 1200-i500 120-150 1 7 5-185
230—240 700-1200 70- 120 1 3 0-135
190-230 1200-1500 120- 150 180-200
200-220 1200—1500 120-150 150-160
200-220 1200-1500 120-150 145-155
150--- 170 800—1500 80- 150 120—140
160—200 800—2000 80—200 110- 125
35—70
30-40
30—40
70-80
40-50
40-50
40-50
200—300
100—150
200—300
180-200
200
80-120
250—350
20—30
10—I*
20—30
18-20
.
20
8- 12
25-35
170-210
800-2000
80-200 145—155
40—50
250—300
25-35
l90—220
150-200
800—2000
70—300
80—300 145- 155
7—30, І40—І60
40—50
40-50
250—300
30—100
25—30
3—10
200—270
70—300
*—30
—
150- 180
150-300 220-240
100-200 170- 180
50- 150
50- 150
—
50- 150
50- 150
—
50- 150
50- 150
—
40-50
100—J25
60—80
50-100
300-500
300-500
5-10
30-50
30-50
250—300 І500—3000
20—270 Ы00—2000
180—200 500-1500
—
500—1500
240-260 500—1500
—
500-1500
240-260 500—1500
180-185 500-1500
231
233.
Д2243Д220
Ѕ
Гl4б7
Пб458
Д2238
Д.
2?38
Пt54
A
250
6,7
400
10,5
630 17
630
16
630
1 000 54
1 000 25
1 600 35
1 600 35
2 500 64
4 000 96
10 000 100
20 000 200
500
7,5
630 16
1000 20,6
2000 30
3150 50
63Ф
H5
6300
10000 200
20 000 400
50
63
10
0
200
315
630
630
1000
2000
200
0
400
0
540
250
350
350
640
960
100
0 75
160
2000
206
300
500
1150
67
10
5
17
0
16
0
400
380
480
700
600
630
630
1000
1400
550
400
530
500
500
630
900
900
250
320
320
380
иiil'oii
25
40
63
63
63
100
100
160
160
250
400
100
0
2000
1i^^"*°9"* H
П480A
П48l А
П483
П4 2Б
ДЕ242
8
ПB474
П474A
ПБ47б
ПД47б
Д24З4
А
П479
П9l4C
Гi9l?С
П452
П452
Б
Тип
Усилие
возвратного
хода
°"
Модея ь
Н омвн альное
уснлие
XAPA КТEP ИСТИ КА
-dan eds џoit
Дв yxcToчe iibliÏ
500
560
630
600
630
84
6
710
80
0
Ѕ00
900
1250
2000
2000
Ѕ00
о00
710
1100
1070
1250
1250
2250
2400
юО
5
8,9
12,5
20
50
100
100
160
300
8,8
12,5
20
20
31 ,5
50
100
200
.5,2
6
8,9
8,9
50
—
89
3,9
123›
6
200
—
500
—
1000
1000
80
1600
3000. 150
—
15,
3
ІЗ,І
—
—
200
315
500
1000
2000
—
4
—
3,9
2,5
3,3
52
60
Б9
89
mc
—
15
3
13
—
13
9
—
50
—
—
'
—
80
0
1500
2
5
3
3
—
4
0
—
3
9
е кн
кнвател я
Уcnлme
eoa вра тuoro
хода ъытал -
ПPECCOB
88
125
Усияве
гъtтая кива
- тел я
ГИДРА ВЛ ИЧ БСКИХ
!?э
0
16
0
20
0
25
0
25
0
40
0
32
0
2?э
120
200
220
250
250
320
350
350
J25
160
160
160
530
5g0
670
400
400
500
600
500
700
630 !
900
800
1000
1250
1250
1530
40
0
40
0
500
530
500
600
630
85
0
80
0
1000
1250
490
1250
490
1500
550
спередк
назад
750 ! 8Ф
1400 1400
1400 1400
l250
—
150
В ровень 1650 2000
С ПОЛОМ { 0
800
625
680
700
750
700
850
900
850
600
Вррвен
q
800
800
700
700
750
780
сяева
налраъо
Разшерш
ГІРІЈЈІОЖЕІ-f DIE III
frтr я eu'oм тан яod Х
234.
П РИЛОЖ F.Н 111a“ IVОСНОВНЫЕ РАЗМЕРЫ (в ж) ПАЗОВ И ПЛИТ
НЕКОТОРЫХ МОДЕЛЕЯ ГИДРАВЛ ИЧECi(И Х ПРECCOB
htOДCЛL
Основкые
размеръі
Эскизы мест кје плеізия оснастки
на столе
на ппдвнжной траверсе
ФІ00
FI472ь
ПB474
о,
24
ау
46
20
o4
25
с,
4G
в,
20
o4
28
233
235.
Продолжение приложения JV/V\o,'tea ь
гидра вяи пресса
П474A
,fl2434fi
M479
П9 l4C
234
Осповные
размеры
nasoa
обозначе-
ра змеры
at
28
‘@
в,
46
20
в
30
о,
nt
а,
24
45
20
а
30
о,
28
п,
46
20
«,
30
о,
п,
36
60
о„
25
о,
27
Эск нэы иест кpenoe iiii s ocua crs ii
иа стояе
ФZ20
на подоншноЯ ірпверсе
236.
П родолжен ие приложеНи я IVМодель
гндрапаНчес«ого
пpecca
Ocuo aui›ie
pazuepM
naaon
обо-
зна'lе-
Эскизы мест кРепления осl‹астки
раз
меры
на столе
ita по,цанжtтой траверсе
оо по
Гl9l7C
l
_
П452
о,
24
az
a.z
44
20
24
о,
£OQ
%*
®
-
І00
П454A
о,
22 ”
а
36
16
n4
16
ГІБ458
236
237.
250350
350
120
125
125
250
250
ИЛ-63
,CM- 125
TП-125
ИЛ-
12b
200
70
100
180
50
0
TП-250
J20
125
150
130
120
100
100
900
1900
1600
900
90
190
160
90
1670 167
1250
1200
4
1500
1300
1200
1000
1000
Ф
Давяен
не
литъя
30
—
0
3
• 10
Ю
а
я
240
24
25
7
10
18
5
4
3
—
3
2
1
»
Е
250
Ю00
2500
1000
1000
1400
560
500
800
300
150
150
80
в
я
250
200
250
100
100
140
56
50
80
30
15
15
8
Ф
<
ра cc
рктв я
фppjqp
Усалие
ЛМ-
600
500
210
63
160
63
ТП-32
60
120
ТП-63
50
6M
50
ЛИ-Ю
16
32
TП-1
16
35
8
TП-8
TM-l6A
°
в х
Х
Уeun ne
сїиыкаuнs фор
tuhi
Наибооs uiiiA ход под-
450
4Ю
320
320
360
280
240
350
200
160
120
100
На u6oos iuee
iiiie viemду
140-240
140-240
160
150
125
240
120-220
815
700
630
250—
365
250
170-310
600 210—Ю0
500
500
480 140—240
490
440
320
270
225
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
г
Г
Г
Г
Г
Г
Г
Г
Н алра вяенле
действп я
м ханизм в
ПРИЛОН ЕНИЕ V
anitcnd •9 ^J
!
Модела
Haii6oz ьиівй
o6mu
XAPA КТЕРХСТИ КА ТЕРМОПЛ ACTABTOMATOB
Н аябооsuiaя
nz оща
gs
era’ (æ ’ X
x 10"')
iedaиsed
238.
8Ф
8Ф
!000
100
0
100
0
ТП-5ФА
ЛМ-
l000B
ІОФГ
2000
230
ЗІ
ЛМ-
Ю00В
3000
890
1800
890
6
4
1
6
3
0
3
5
0
l
4
1
0
6
410
641
0
630
0
0
Ю
3
Ф
200
0
4
Ф
2
0
0
Ф
Усилие
Ф
75
31,4
57
5
44,
31,4
—
20
5
24,
15
0
12
0
0
12
00
15
3
4
1
0
7
12
12
0
8
0
1
5
Ѕ
18
0
12
5
18
0
Ю
18
00
l2
12
0
19
6
19
60
1
Ю
0
12
0
Ф
12
00
Ф
4
4
314
—
200
5
4
2
—
Ф
Давление
7
0
0
6
0
0
6
Ф
3
3
0
5
9
0
6
0
0
4
5
0
На ибол ьuJ ec
ние меж/tу
5001000
Ю0—
НО
1
700
400—
—
350550
—
500
Не
менее
—
Ю0
300—
250375
—
10
00
12
50
10
00
10
00
10
00
11
00
8
0
0
8
2
5
форш в
Усълве
аскрытия
форнт,і
—
р
6400
—
6
Ю
ИЛ-3000
—
П р н м е u а н в е. Г — гор 6400
н.зонтаи ьное,
4 В — верти каль ное.
630
6
1
ИЛ-Ф00
0
3
6
6Ю0
0
3
750
ИЛ-230
100
0
ИЛ-1000
ЈІИ-ІОООГМ
1250
890
0
Ю0
flM-500
ЛМ-
Ф
2Ю
500
ГІ ав бол
ьша я
ИЛ-250
Модел ь
Н аибоя
ъ- ілнЈt
в сж ’ (д’
Х 10”)
ход подНанбоа sАшii
Г
Г
Г
В
Г
Г
Г
В
Г
Г
Г
W
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Г
Н
еленне
действия
ме ханнзм
ов
Р А ^жение
пpиложения
Han ра
| ›аэ меры
направя енни
смыкаипя в я мі
Габ арптные
V
239.
П РИЈІО ДЕН ИЕ VlОСНОВНЫЕ РАЗМЕРЫ (в
) ЭЛEMEHTOB ПJIHT
НЕ1(ОТ0РЬІХ М0,іЈЕЛ ЕЯ TEPMOПJI ACTABTOVATOB
Модель
термо пяаставтомата
Т П -l6M
Эсх iiзЬі вecь itреплеіі ня осн аcrit u
па ііеподвіі жной іы irre
па подпишноd плиіе
$ho
20
ТМ-32
Tn-s3
Tn-izs
0o
:зЬ
240.
Продолжение приложепи я VJМодея ь
термоЯпТОМЫТd
Эскн зы мест кјэепяени я ос на сткн
ii а iieii оу вн ж uoil no ii re
НИ ПОДВШ)КШОй ПЛHTt
050
И Л -125
30
ТП -250
*
'г °
TП -ЮОА
820
239
241.
Продолжение приложения VIМодео і
zept4oа атома та
Эсккзы мест крепления оснастхи
на подвижной ллите
иа неподвижНой пдите
242.
ЛИТБР АТУ Р А1.
А р х а н г е л ь с к и й Б. А. Пластические массы. Справочное пособие.
Л., Судпромги з, 1961 . 720 с.
2.
Б а р а н о в с к и й В. В., Я м а н о в С. А., А л ь 6 и ц к а я О. Н.
и др. Электроизол яционные пластмассы для электрооФрудования тропического
исполнения. М., ЦГэТИ НИИ Ѕлектропром, 1958. 20 с.
3.
Б е л я е в Н . М. Сопротивление материалов. М.—Л. , Государственное
издательство технико-теоретической литературы, 1949. 772 с.
4.
Б р а ‹ А е н 6 у р г е р К. Основы прессования пяасткчески х масс.
Пер. с пем. М., Госхимиздат, 1956. 111 с.
5. Б У А У Н Г. Д. Единицы физически х величин. М., СтанАартгиз,
1962. 166 с.
6.
В а р д е н 6 у р г А. К. Пластические массы а электротехни ческой
промышленности. M.—JI., Госэнергоиздат, 1963. 285 с.
7.
В е с е л о в В. А. Оборудование для переработки пластически х мacc
в изделия. М. , Машгиз, 1961. 212 с.
8.
.В ii д г о ф Н. Б. Точечное а›lтье термопластов (стенограмма яехций).
ЛДНТП, 1961. 47 с.
9. В и ц Ю. И. Прессование электроизоляционных деталей. Л. , Госэнерroиздат, 1955."144 с.
10.
В ы}с о ц к и й Ц. В . конструкции пресс-форм для изделий из термореактивных пластмасс. М. , ЦИТЭИН, 1961. 58 с.
11. Г р и н 6 о й м И. Я ., Г у т о р о в В. Г. , Ж и л я е в А. В. и др.
Справочник по котлонадзору. М.—Л. , Госэнергоиздат, 1954. 569 с.
12.
Д е м и н Е . Н. Вопросы проектировани я и изготовлени я пресс-форм
для пластических масс. Пластические массы в машиностроении . М. , АН СССР,
1955, с. 224—241 .
13.
Д е м и н Е . Н. Прогрессияные методы проектировани п и изготовления
пресс-форм . Л. , Машгиз, 1957. 128 с.
14.
Д е м и н Е . Н. Цонструирование пресс-форм для пластически х материалов. Лениздат, 1960. 332 с.
15.
И з ю м о в Б. Д. и П а н ф и я о в а И. П. Термостойкие и дугостойкие кремнийорганические пресс-материалы. М. , ЦБТИ НИИ Электропром, 1958.
16.
К а н а в е ц И. , Ф. Отверждение термореактивных пресс-порошкоп
и метод расчета мипимальной выдержки при прессовании изделий из фепопластов. М. , Фтілиал Всесоіозного ин-та научной и технической информации АН
СССР, 1957. 74 с.
17. К о п а н е в и ч Е. Г. Основы конструирования пластмассовых деталей
пресс-форгї. /\t., МаілгиЗ, 1950. 163 с.
18. К о п а ii е в и ч Е . Г. Точность деталей, изготовл яемых в металлических формах. М., /\tашгиз, 1958. 202 с.
19.
Кузнечно-прессовые машины. Каталог-справочник. М. , ЦИНТИАМ,
1963-1964. 411 с.
241
{6 Н. Н. ЛеЯхип
243.
20. Л е с о х и п А. Ф. Допуски, посадки и темнические измерени я. М.,Машгиз, 1959. 355 с.
21.
М и х е е в И. П. Тех нология производства Аеталей из пластически х
масс. Пластические массы в машиностроении. М., АН СССР, 1955, с. 187—199.
22.
Н и к о л а е в А. Ф. Синтетические полимеры и пластическне массы
на их основе. М.—Л. , Изд-во «Химия», 1964. 784 с.
23. Н и к о л а е в М. Д. и С т р а ш у н К. 3. Новые пресс-мастериалы
с повышенными свойствами . М., Филиал Всесоюзного ин-та научной и тех нической информации АН СССР, 1959. 11 с.
2 4 . М е т р о в Г. С. и Ле в и н А. Н. Термореы‹тивные смолы и
пластические массы. М., Госхимиздат, 1959. 310 с.
25.
PT//t МЛІ—62. Доп уски и посадки деталей из пластмасс. Л., ЦБТИ.
Ч. I, 1962. 89 с. Ч. 2, 1963. 63 с.
26. PTM 33—61. Пресс-формы для прессова ния изделий из реактоплаотов .
Расчеты и хонструирование. J\\., Стандартгиз, t962. 62 с.
27.
PTM 104—63 и PTM 109—63. Пресс-формы для литьевого прессовагі тзя
изделий из реактопластов . Типовые конструкции . М., Стандартги з, 1964. 80 с.
28. Руководящие технические материалы по применению пластически х масс
в машиностроени и и приборостроении Л., ЦБТИ, 1964. 76 с.
29.
С е л и н В. В. Пресс-форма с матриііей из силумина. Применение
пластмасс в машиностроени и, N•. М 62-30/2. М., ЦИТЭИН, 1962, с. 29 -30.
30. С о к о л о в А. А. Универсальные блоки для прессования термореактивных пластмасс. Информационно-технический листок, N•. 4. ЛДНТ П, 1956. 19 с.
31. Справочни к метал.листа. М., Машгиз. Т. 1, 1958. 603 с. Т. 2, 1958. 974 с.
32.
С у с л о в Н. И., Г р и г о р ь е в А. Д., П и м е н о в И. В. и др.
Неметаллические материалы. Справочник. Москва—Свердловск, Машгиз, 1962.
360 с.
33. Т а т е в о с ь я н Г. О. Прессовщик пяастмасс. /\t., Профтехиздат,
1961. 219 с.
34.
Ш т у р м а н А. А., Б е з у г л ы й В. Д. и М а ц Л. Н. Самоотверждающая пластм acca ACT-Т в машиностроении . ЛДНТП, 1961. 31 с.
35. В а г t о п Н. К., В а г t о п L. С. Basic Principl es of Die Design,
•/\tachiлery», L., September 28, !950, р. 363-365.
36.
В е u s с h е i Н., D о m i п i п g h а u s Н . , U 1 1 г i с h Е. 1пjection des pol yolef ines: forme des articles et construct ion des moules, 1. — ‹1ndustrie des plastiques modernes», 1962, N 3, р. 25—3I
37.
В i s с h о f f Н. Aus der Pra xis der Pl aslver ar beil ung. — ‹Pl aste und
Kautschuk», 1959, N 4, р. 25—27.
38.
Н i 1 i е L. Quelques probl èmes techniques а propos de canal et de senil
d’injeclion pour les рièces moulèes en acëtate el acètobutyrate de cellulose. — •Induslrie des Plastiques Modernes», 1961, N 12, р. 29—32; 37—41.
39. М ii г w а i d К. Spr itzguss ohne Nacharbeit. — «Der Plastver arbeiler»,
1959, N 11, s. 44—46.
40. S а с h s, С а г г о i С. Plast ic Mould Design, New York, 1947, р. 77.
41. S а п d у А. Moul ds and Presses for Plastic Moulding, L., 1947. р. 123
244.
ОГЛА ВЛЕНИ ЕПредисловие
Г я а в а I . ВыФр типа формы и ее осиовных параNетров
I . gласскфикакия форм
2. Выбор типа формы
3. Определение количества гнезд в форме
4. Определение высоты загрузочной камеры
5. Выбор конструкци и и определение размеров литниковой сиСТЕ'МЫ
f’ л а в а Il. Конструкции деталей форм .
6. Пуансоны и матркуы
7. Формующие стержни
8. Формующии вкладыши
13
16
21
25
39
.
9. Обоймы
10. Загр узочные камеры-тигли
11. Выталкиватели
12. Направо яющие колонки и втул ки
13. Опоры
14. Ограничители
15. Ручки
l6. Шероховатости повер хности деталей форм и xapактер их соединения
17. Материалы, применяемые для изготовлени я Аеталей форм .
Г л а в а I II. Осиащение и установка форм
18. Способы извлечени я изделия из формы
19. Механизмы, применяемые для перемещения формующи х элементов . . . . . . . . . . . . . . . . . . . . . . . . . .
20. Способы охяаждени я и нагревании форм . . . . . . . . . .
2l . Способы установки форм на прессы и термопластавтоматы . .
46
53
56
64
68
74
7Ь
80
81
83
86
89
95
l01
112
Г л а в а IV. РасНет испопнительны х размеров формуіощих элементов
22. Основные понятия о точности размеров пластмассовых изделий
23. Определение размеров гнсзд и стержней форм в направлении,
перпендккулярном съему изделия
ОпреАеление размеров высоты стержней и глу бИНы гнезА
24.
25. ОпреАеление размеров охватывающи х формующих элементов
для сл учая, когда размеры соответствующи х элементов изАели й
зависят от колебани я толщины облоя
118
16*
243
124
І89
191
245.
26.формующих ОпреАелеііие размеров межцеtітропы х рчсстоягшйэлементов .
.
27. Определение испол нительны х размеров формуіоіци х резобовsт х
колец и стержней
Г л а в а V. Типоаые конструкции форм
197
2U5
2|3
28. Пресс-ф о рм ы прямого лgессовани я
217
29. Пресс-формы литвевого прессовани я
30. ФО мы для литъя лоА давлеиием
31. Унииерсалі»іье форми
220
222
Приложени я
226
241
КО Н СЗ'Р У И Р ОВА Н И Е П Р EC C -О О PM
дл я издвли и нз пльсти чЕскгі х мисс
Pe,rt‹iiii о¡› iisдa'ren uctna iiп ›х . Л.
Tcx Uіі'іесюі il реда «'гор А . А . Е ардина
Сдагіо в производствЪ 0/Х i 1965 г.
N . to.асик
А. l4. Лkвуи неико
Корректоtі
Подписа ho к пе•\ая и 23,*t V 1965 г.
Формат Gумагн 60 х
90’/i,.
Б учага, типографск ап Ns 3.
Уч.-изд. янстов 11,6.
Темпяан I 95G г.
N•. 3Gt
Пe'i.
Тира›к ІЗ 000 эіtз. Цена 83 к.
Ленинград«кое отдеяени е издательства «Маш гіност роенне»
fleii uiir рад, Д-G5, yo . Джерm ii noкого , І0
Лени пrp адс і«і я тН погра фгія J"f'' 6 Гл зi› полнграфпрома
Ком Нтез а по печ а ги п рн Сопете Мн ни cтpou С С С Р
Лени Hr рад, уя . Моисееіт\‹о, i 0
M- l86J I
яистов
l5, 25.
З а к а з 606