







")



















 economics
economicsSimilar presentations:
")








")
Практикум 1 Экономика и финансы организации
1. Практикум 1
Экономика ифинансы
организации
Калинин Александр Ростиславович, профессор каф.
ОДиКФ, доктор экономических наук
1
2. Организационно-технологическая модель промышленного производства
Организационнотехнологическаямодель
промышленного
производства
2
3. Цель и задачи дисциплины
Цель - формирование у обучающихся базовых знаний,теоретических основ и практических навыков в области
экономики и финансов организации
Задачи дисциплины:
1. реализация требований, установленных
государственным общеобразовательным стандартом
высшего профессионального образования к
подготовке специалистов по вопросам экономики и
менеджмента;
2. обеспечение студентов системой знаний об основах
экономики и финансов организации;
3. формирование навыков практического использования
полученных знаний в практике организации
экономической работы.
3
4. Компетенции
СпособностьОПК-4 ОПК 4.1.
предлагать
владение
знаниями,
необходимыми
для
экономически и
определения
финансово-экономических
целей
финансово
деятельности организации
обоснованные
ОПК-4.2
организационно
разработка и обоснование вариантов решения
профессиональных задач на основе критериев
управленческие
экономической эффективности, оценки рисков и
решения в
возможных социально-экономических последствий
профессиональ
ной
ОПК 4.3.
деятельности
способность принимать экономически и финансово
обоснованные организационно-управленческие
решения в профессиональной деятельности
4
5. Основная литература
1. Экономика организации: учебник и практикум длявузов / Л. А. Чалдаева [и др.] ; под редакцией
Л. А. Чалдаевой, А. В. Шарковой. — 3-е изд., перераб. и
доп. — Москва : Издательство Юрайт, 2025. — 344 с. —
(Высшее образование). — ISBN 978-5-534-14485-7. —
Текст : электронный // Образовательная платформа
Юрайт [сайт]. — URL: https://urait.ru/bcode/560837
2. Финансы: учебник и практикум для вузов /
Л.
А.
Чалдаева
[и
др.]
;
под
редакцией
Л. А. Чалдаевой. — 4-е изд., перераб. и доп. — Москва :
Издательство Юрайт, 2025. — 494 с. — (Высшее
образование). — ISBN 978-5-534-16203-5. — Текст :
электронный // Образовательная платформа Юрайт
[сайт]. — URL: https://urait.ru/bcode/560346
5
6. Дополнительная литература
1. Коршунов, В. В. Экономика организации(предприятия) : учебник и практикум для вузов /
В. В. Коршунов. — 6-е изд., перераб. и доп. — Москва :
Издательство Юрайт, 2025. — 363 с. — (Высшее
образование). — ISBN 978-5-534-16408-4. — Текст :
электронный // Образовательная платформа Юрайт
[сайт]. — URL: https://urait.ru/bcode/559844
2. Финансы, деньги и кредит : учебник и практикум для
вузов / Д. В. Бураков [и др.] ; под редакцией
Д. В. Буракова. — 3-е изд., перераб. и доп. — Москва :
Издательство Юрайт, 2025. — 303 с. — (Высшее
образование). — ISBN 978-5-534-17280-5. — Текст :
электронный // Образовательная платформа Юрайт
[сайт]. — URL: https://urait.ru/bcode/561156
6
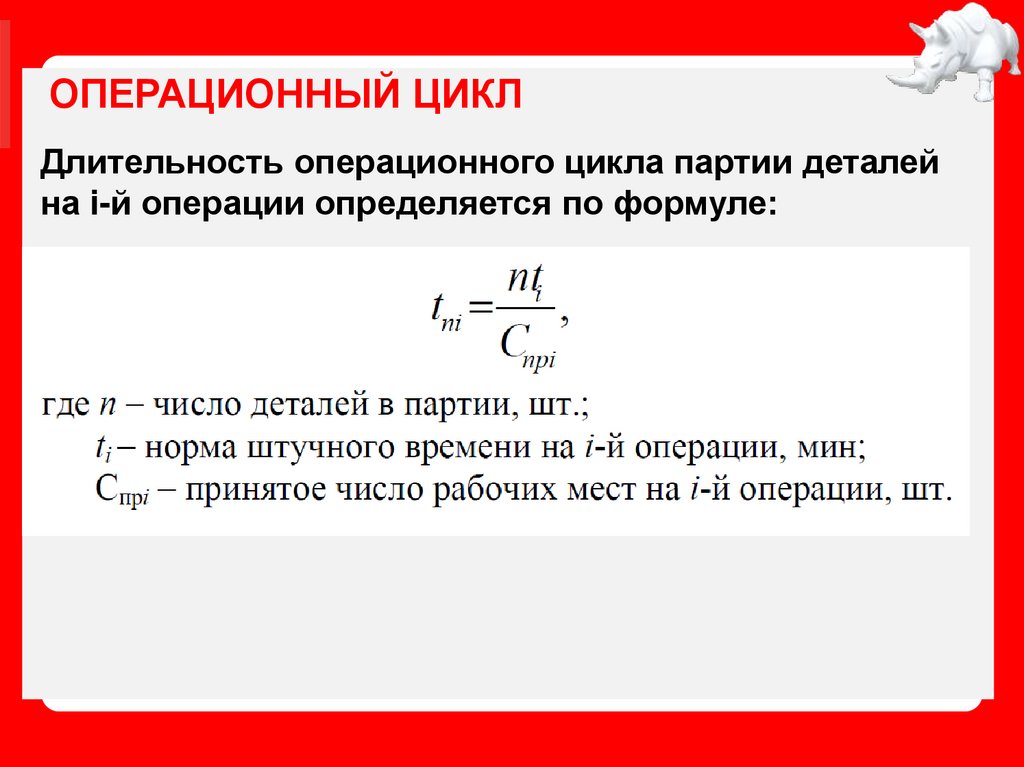
7.
ОПЕРАЦИОННЫЙ ЦИКЛДлительность операционного цикла партии деталей
на i-й операции определяется по формуле:
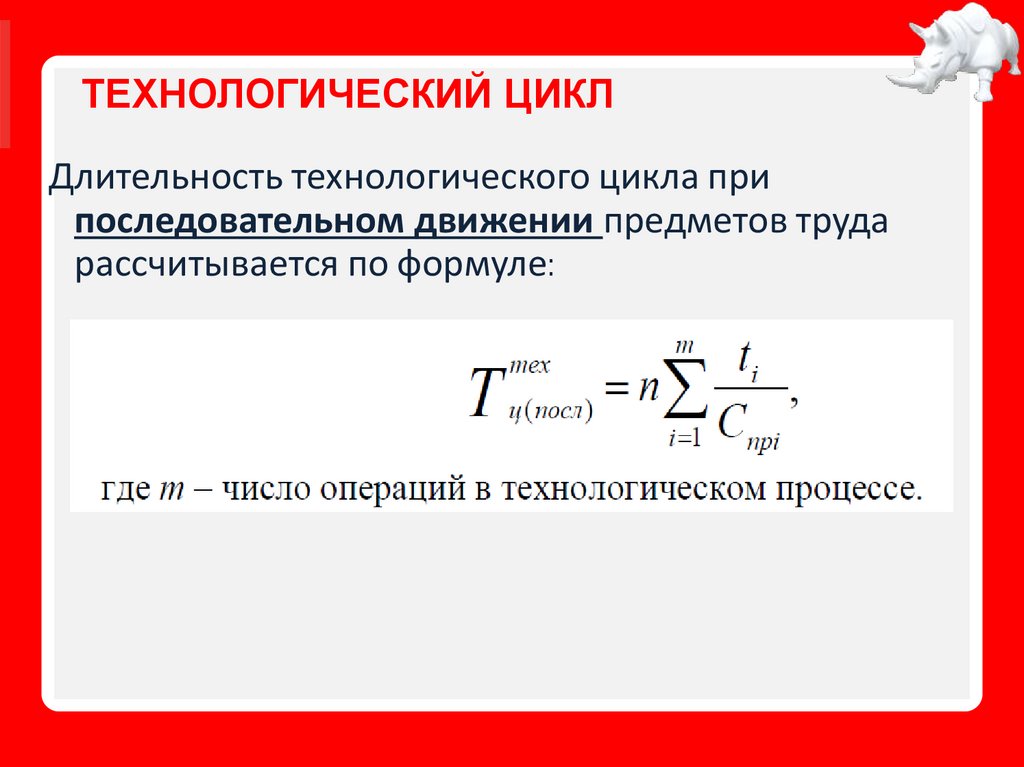
8.
ТЕХНОЛОГИЧЕСКИЙ ЦИКЛДлительность технологического цикла при
последовательном движении предметов труда
рассчитывается по формуле:
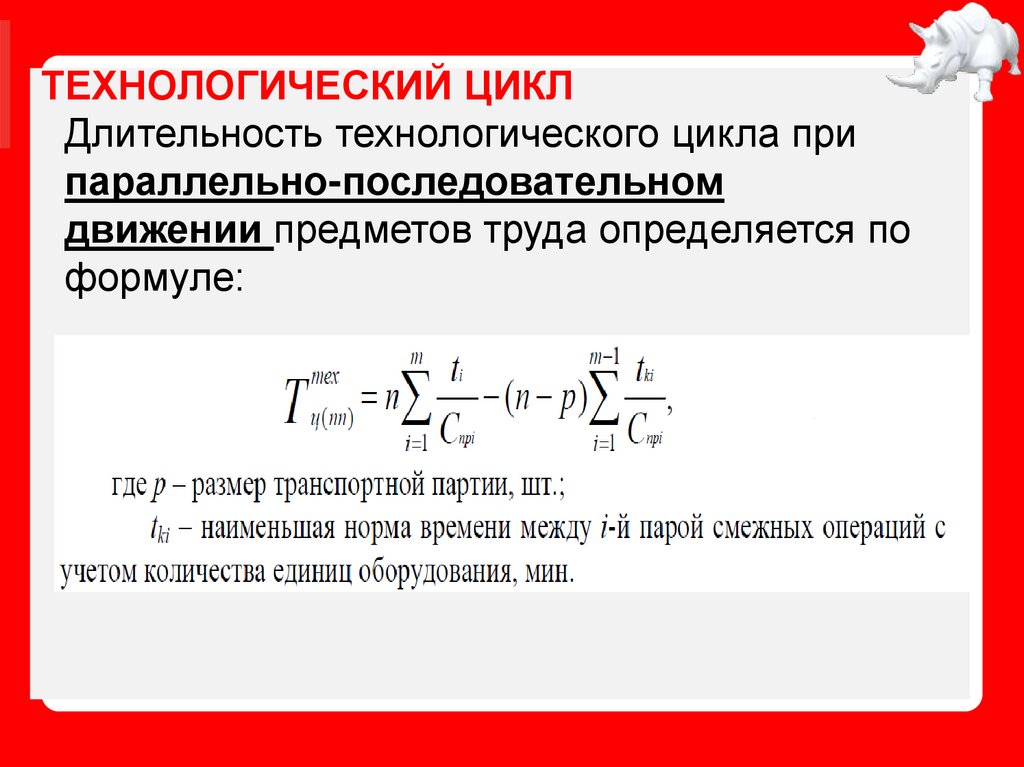
9.
ТЕХНОЛОГИЧЕСКИЙ ЦИКЛДлительность технологического цикла при
параллельно-последовательном
движении предметов труда определяется по
формуле:
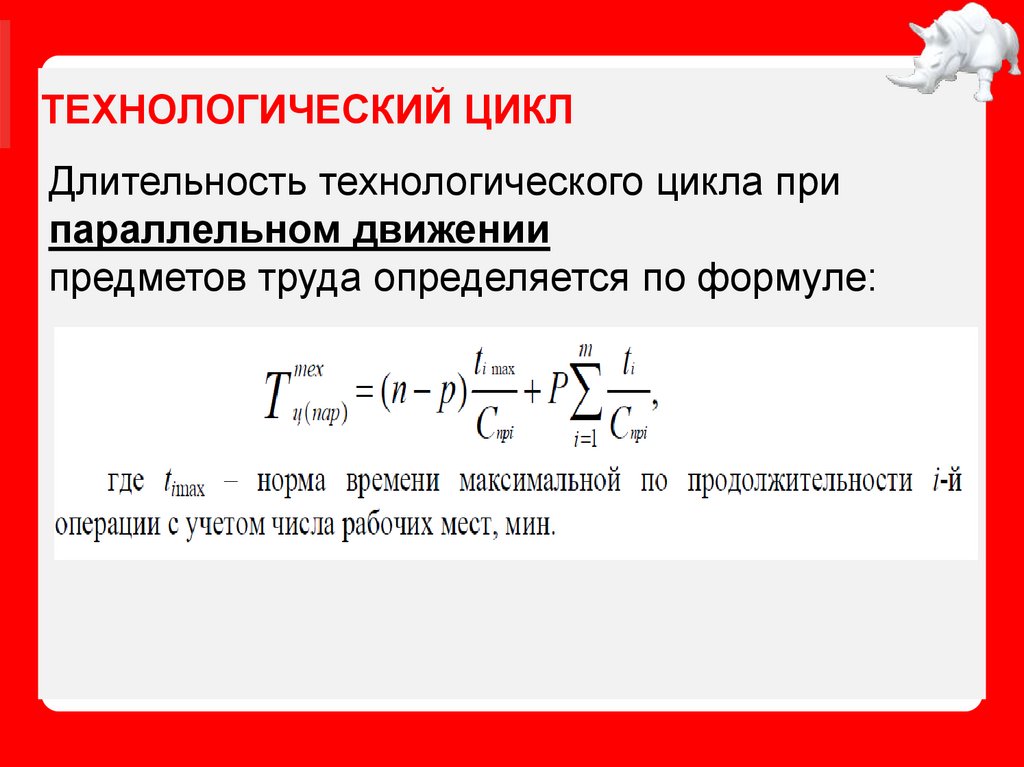
10.
ТЕХНОЛОГИЧЕСКИЙ ЦИКЛДлительность технологического цикла при
параллельном движении
предметов труда определяется по формуле:
11.
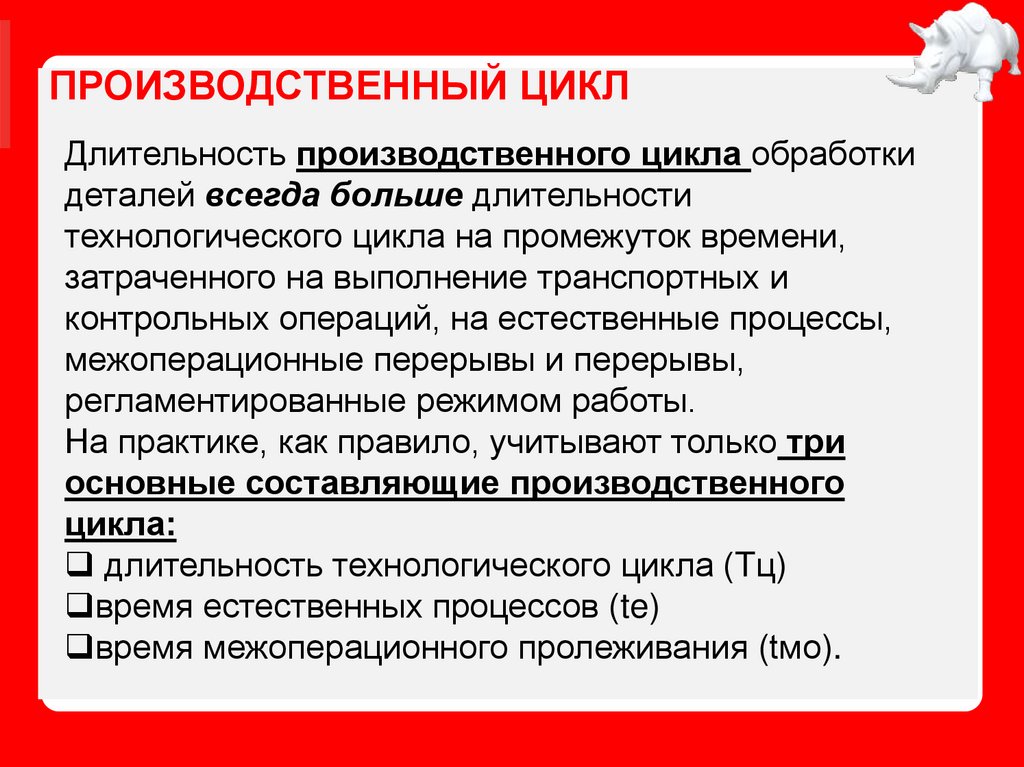
ПРОИЗВОДСТВЕННЫЙ ЦИКЛДлительность производственного цикла обработки
деталей всегда больше длительности
технологического цикла на промежуток времени,
затраченного на выполнение транспортных и
контрольных операций, на естественные процессы,
межоперационные перерывы и перерывы,
регламентированные режимом работы.
На практике, как правило, учитывают только три
основные составляющие производственного
цикла:
длительность технологического цикла (Tц)
время естественных процессов (te)
время межоперационного пролеживания (tмо).
12.
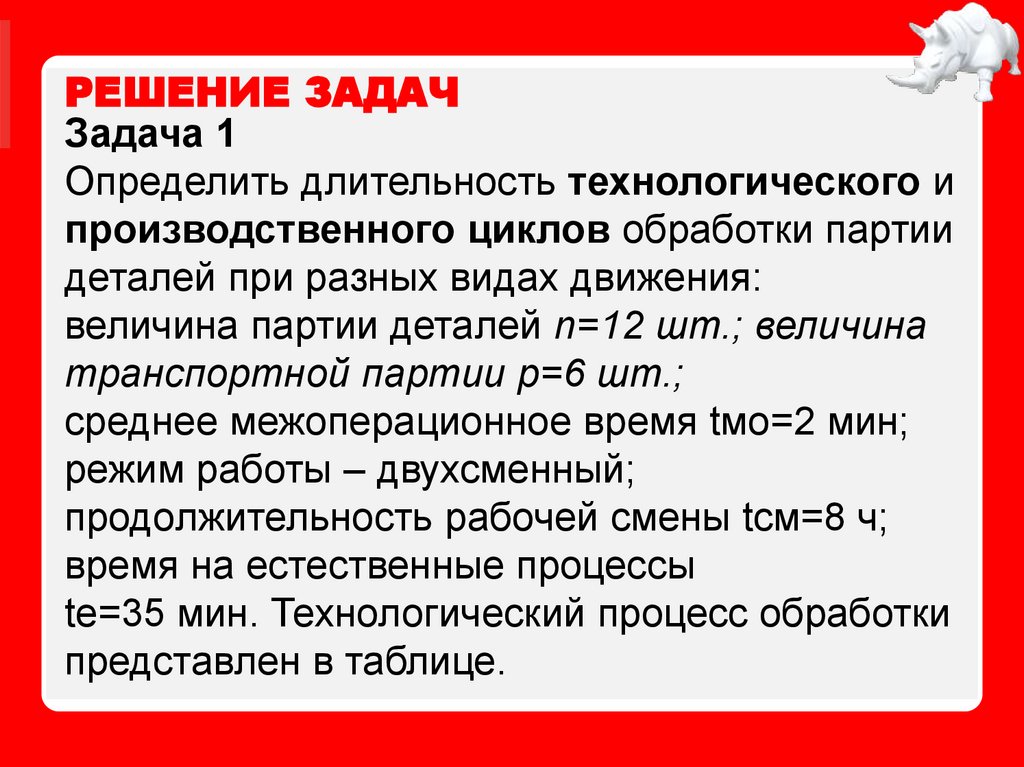
РЕШЕНИЕ ЗАДАЧЗадача 1
Определить длительность технологического и
производственного циклов обработки партии
деталей при разных видах движения:
величина партии деталей n=12 шт.; величина
транспортной партии р=6 шт.;
среднее межоперационное время tмо=2 мин;
режим работы – двухсменный;
продолжительность рабочей смены tсм=8 ч;
время на естественные процессы
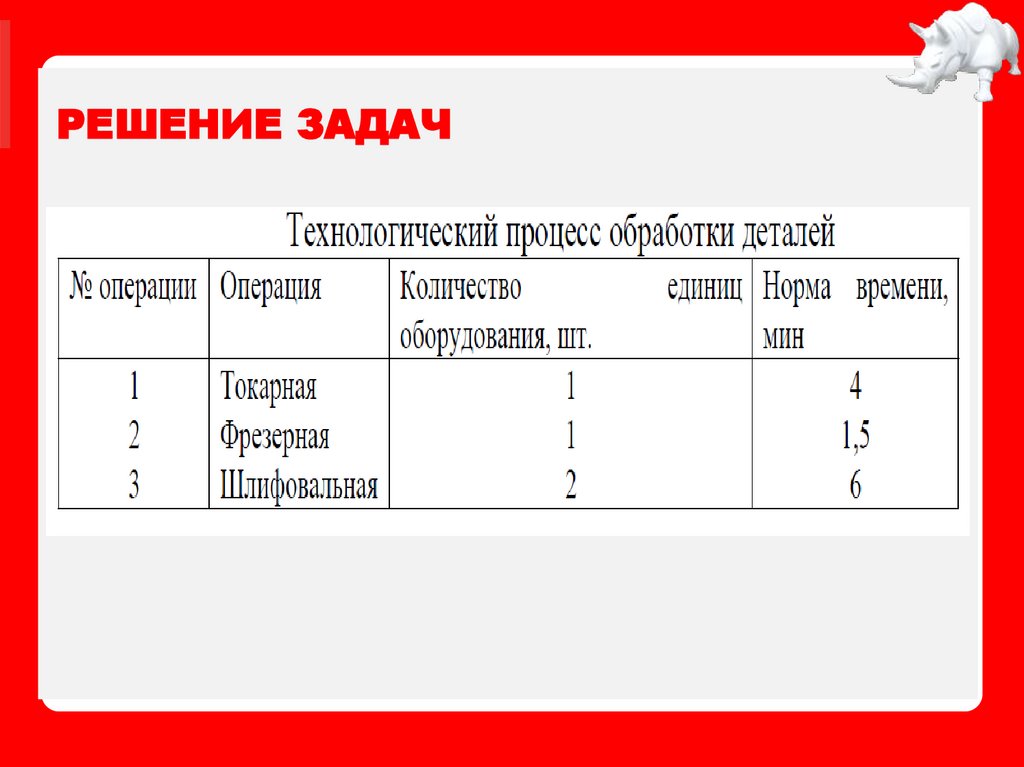
tе=35 мин. Технологический процесс обработки
представлен в таблице.
13.
РЕШЕНИЕ ЗАДАЧ14.
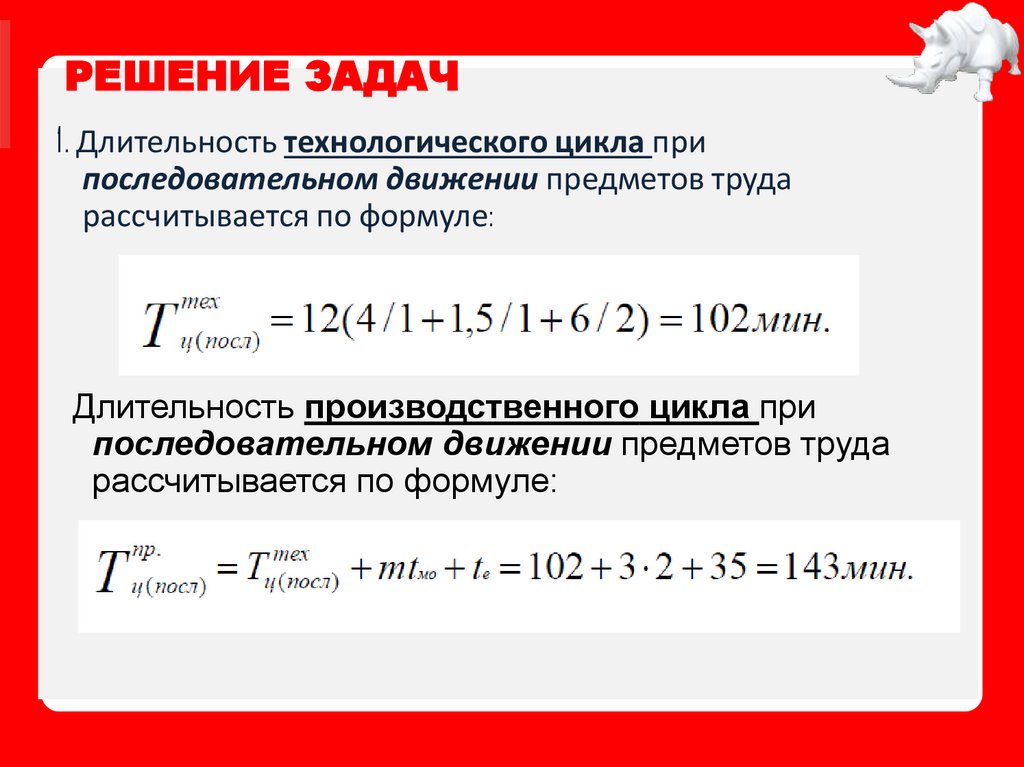
РЕШЕНИЕ ЗАДАЧ1. Длительность технологического цикла при
последовательном движении предметов труда
рассчитывается по формуле:
Длительность производственного цикла при
последовательном движении предметов труда
рассчитывается по формуле:
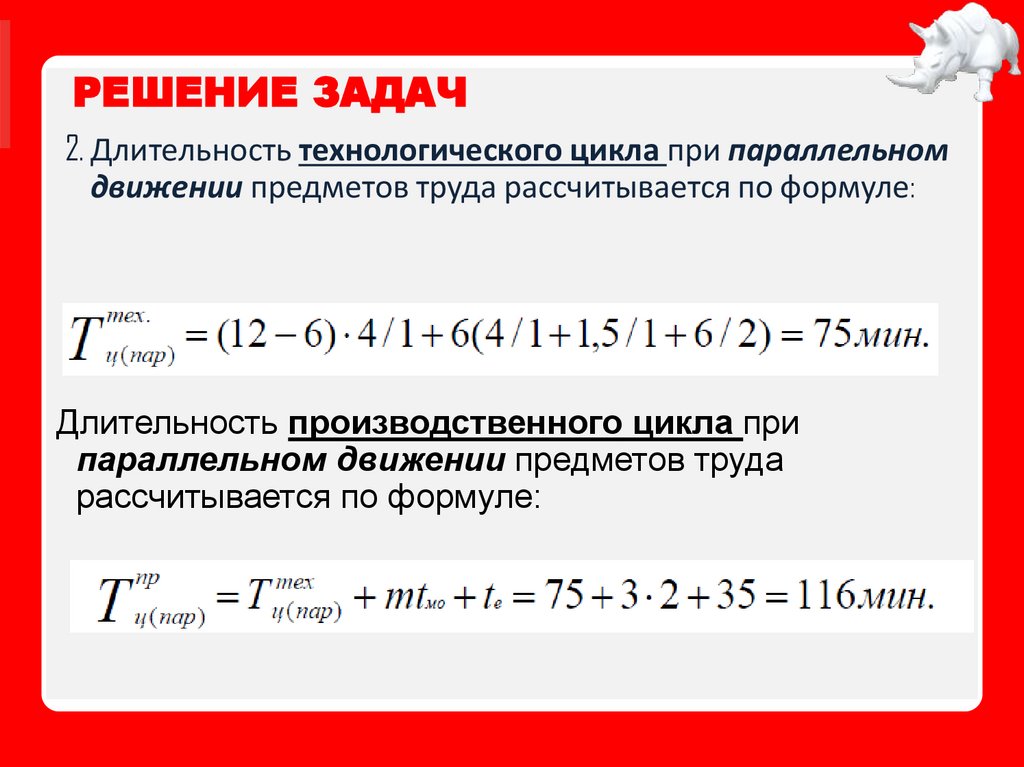
15.
РЕШЕНИЕ ЗАДАЧ2. Длительность технологического цикла при параллельном
движении предметов труда рассчитывается по формуле:
Длительность производственного цикла при
параллельном движении предметов труда
рассчитывается по формуле:
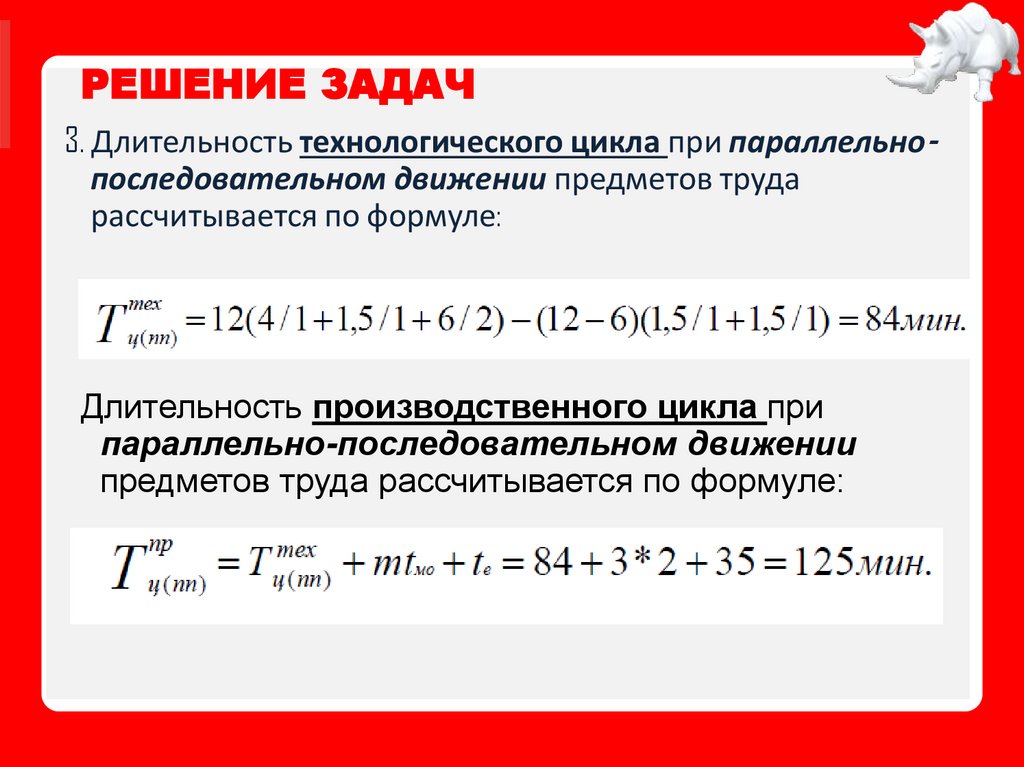
16.
РЕШЕНИЕ ЗАДАЧ3. Длительность технологического цикла при параллельнопоследовательном движении предметов труда
рассчитывается по формуле:
Длительность производственного цикла при
параллельно-последовательном движении
предметов труда рассчитывается по формуле:
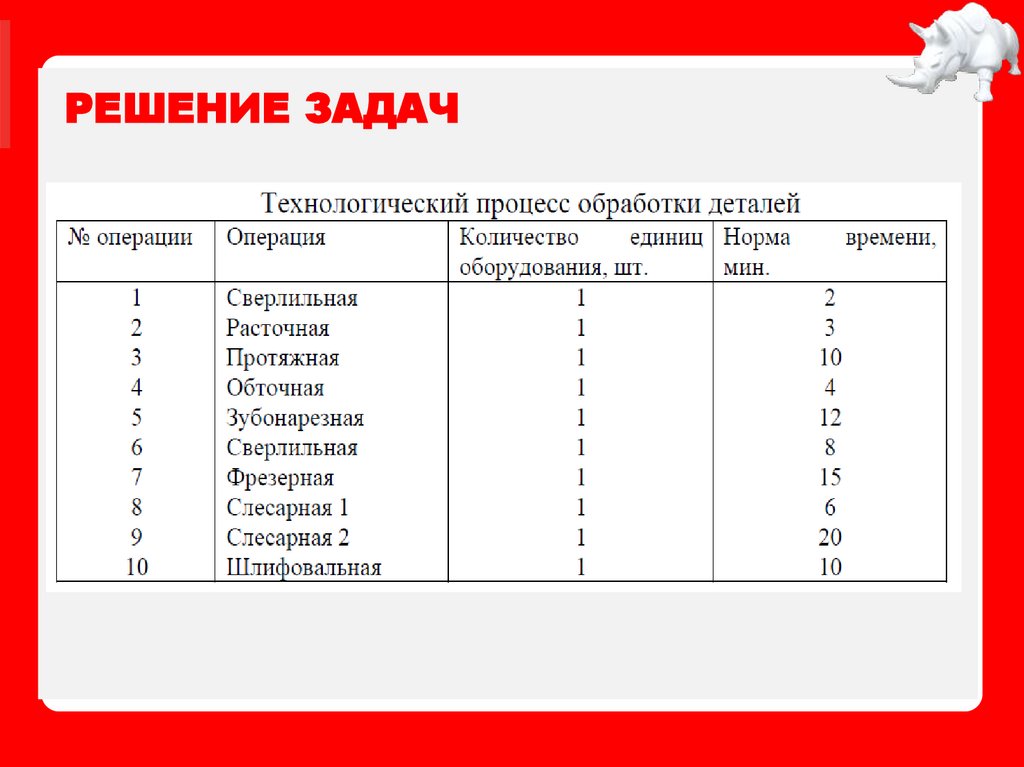
17.
РЕШЕНИЕ ЗАДАЧЗадача 2
Определить длительность технологического
цикла обработки партии из
100 деталей при последовательном,
параллельно-последовательном и
параллельном видах движений. Размер
транспортной партии равен 10 шт.
Каждая операция выполняется на одном станке.
Технологический процесс
обработки деталей представлен в таблице.
18.
РЕШЕНИЕ ЗАДАЧ19. Пример расчета технологического цикла
1920.
Поточное производство•Поточное производство – прогрессивная форма организации
производства,
основанная
на
ритмичной
повторяемости
согласованных во времени основных и вспомогательных операций,
выполняемых
на
специализированных
рабочих
местах,
расположенных в последовательности операций технологического
процесса
•Достоинства поточного производства:
улучшение всех основных технико-экономических показателей
производства:
снижение
себестоимости,
повышение
производительности труда и т.д.
широкое
внедрение
специализированного
и
высокопроизводительного
оборудования,
комплексной
механизации, автоматизации производства, быстрого обучения
рабочих
самый короткий производственный цикл
высокая скорость оборачиваемости оборотных средств
четкая организация материально-технического снабжения,
сокращение складских запасов материалов и т.д.
20
20
21.
Поточные линииТипы поточных линий
непрерывно - поточные
прерывно - поточные
переменно - поточные
Непрерывно-поточные линии – это наиболее
совершенная
форма
поточных
линий,
отличительной особенностью которых является
полная согласованность длительности всех
операций поточной линии с ее тактом
21
22.
Достоинства непрерывно-поточного производстваНормы времени на операциях потока равны или кратны
такту
При
поштучной
передаче
предметы
труда
перемещаются с операции на операцию без пролеживаний
и перерывов ожидания, а при небольших партиях эти
перерывы минимальны
Каждая операция закреплена за определенным рабочим
местом,
которые
расположены
в
порядке
последовательности технологического процесса
Наиболее широко используются всевозможные типы
конвейеров (рабочие и распределительные)
Наименьшая длительность производственного цикла и
минимальная себестоимость выпускаемых изделий
22
23.
Недостатки непрерывно-поточного производстваПри остановке одного из рабочих мест
непрерывно
–
поточной
рабочей
линии
необходимо останавливать всю линию
Наличие больших единовременных затрат на
строительство
конвейеров
и
других
передаточных устройств, так как без них
обойтись нельзя – нужна быстрая передача
предметов труда с операции на операцию
23
24.
Непрерывно-поточное производство•На непрерывно-поточных линиях создаются заделы трех видов:
•Технологический задел – соответствует числу изделий, деталей,
узлов, постоянно находящихся в процессе непосредственной
обработки на рабочих местах потока
•Транспортный задел – это общее число деталей, постоянно
находящееся в процессе перемещения (транспортировке) между
операциями, рабочими местами, производственными участками.
Он нужен для того, чтобы устранить простои при передаче
предметов труда с операции на операцию
•Резервный (страховой) задел представляет из себя изделия,
готовые для передачи на последующую операцию для
восполнения недостатка деталей. Он нужен для комплектации
партии при поточной системе на операциях, где возможно
превышение нормы отсева, а также для нестабильных во времени
операций. В среднем его величина составляет 4-5% объема
сменного задания
24
25.
Прерывно-поточное производство•Прерывно-поточное
(прямоточное)
производство
применяется при обработке трудоемких деталей на
разнотипном оборудовании в том случае, когда длительность
операций потока не равна и не кратна тактам, причем,
добиться кратности при синхронизации операций (как в
непрерывно-поточном производстве) практически невозможно
•Специфические особенности ППП:
●Наличие планируемых технологических потерь, объем
которых является вероятностной причиной
●Чередование операций с поштучной и партионной
обработкой изделий
●Необходимость длительного вылеживания отдельных групп
приборов для стабилизации их параметров
●Наличие большого количества контрольно-измерительных
операций и оборудования с непрерывным режимом работы и
др.
25
26.
Преимущества прерывно-поточного производстваПри остановке одного рабочего места потока не требуется
обязательная остановка всей поточной линии, так как есть
межоперационные заделы в накопителях, за счет чего последующие
операции потока будут работать
Меньше единовременные затраты на устройство конвейеров,
которые здесь не всегда требуются
Более полная загрузка рабочего – многостаночное обслуживание,
совмещение специальностей
•Недостатки прерывно-поточного производства
Наличие простоев оборудования и пролеживания предметов труда
Дополнительные капитальные затраты на устройство накопителей
для межоперационного задела
Значительные оборотные заделы, вследствие чего уменьшается
оборачиваемость оборотных средств
26
27.
Переменно-поточное производство•Переменно-поточными называются линии, на которых
чередующимися партиями непрерывно обрабатываются или
собираются изделия различных наименований либо
типоразмеров
•Обрабатываемые
предметы
труда
должны
иметь
совпадающий или сходный технологический маршрут, хотя
и разные операционные нормы времени (трудоемкость), как
правило, они имеют близкие конструкционные формы
•Основное преимущество: переменно-поточное производство позволяет без дополнительных капиталовложений (на
строительство новых линий, новых площадей) изготавливать
несколько видов продукции на одном и том же
оборудовании, площадях
•Основной недостаток: наличие значительного времени на
переналадку оборудования при смене номенклатуры изделий
27
28.
Классификация поточного производстваОПРЕДЕЛЯЮЩИЙ
ПРИЗНАК
ТИПЫ ПОТОЧНОГО ПРОИЗВОДСТВА
Однопредметные
(массово-поточные)
Многопредметные
(серийно-поточные)
Непрерывное
Прерывное
(прямоточное)
2. Степень непрерывности
производства
Регламентированный
Свободный
3. Способ поддержания
ритма
Конвейеры
Прочие (рольганги,
склизы, скаты)
Непрерывный
Пульсирующий
5. Характер движения
конвейера
На конвейере
На рабочем месте
6. Место выполнения
операции
(со съемом с конвейера)
1.
4.
Степень специализации
(тип поточного производства)
Средства транспортировки
предметов труда
28
29.
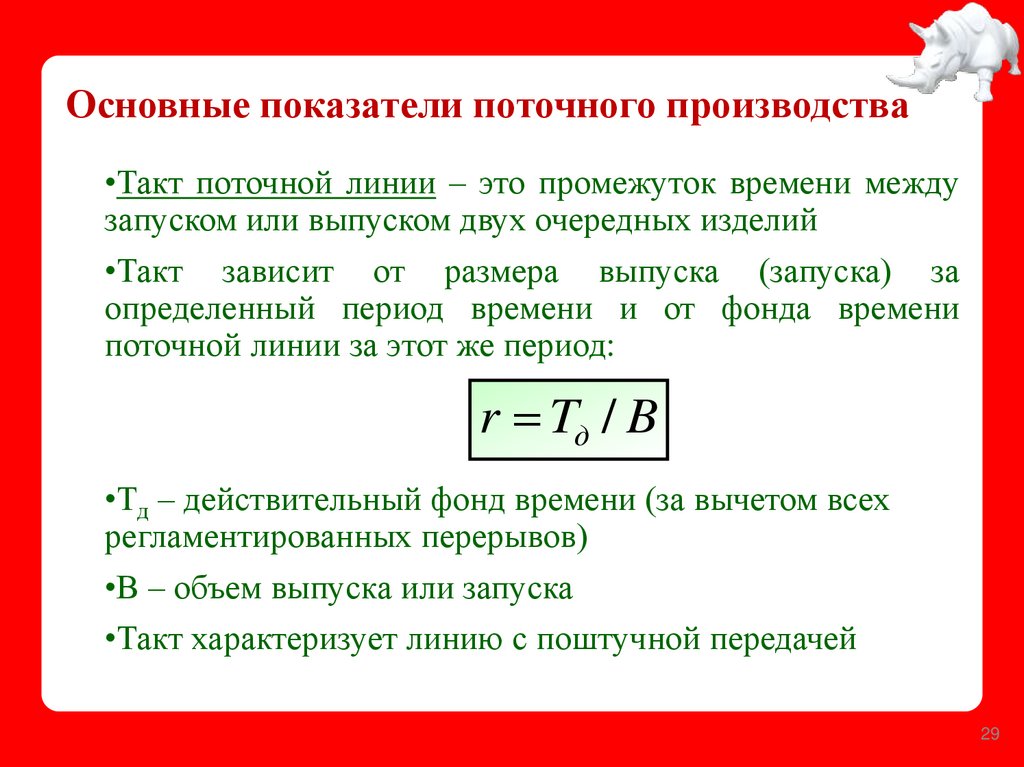
Основные показатели поточного производства•Такт поточной линии – это промежуток времени между
запуском или выпуском двух очередных изделий
•Такт зависит от размера выпуска (запуска) за
определенный период времени и от фонда времени
поточной линии за этот же период:
r Tд / B
•Тд – действительный фонд времени (за вычетом всех
регламентированных перерывов)
•В – объем выпуска или запуска
•Такт характеризует линию с поштучной передачей
29
30.
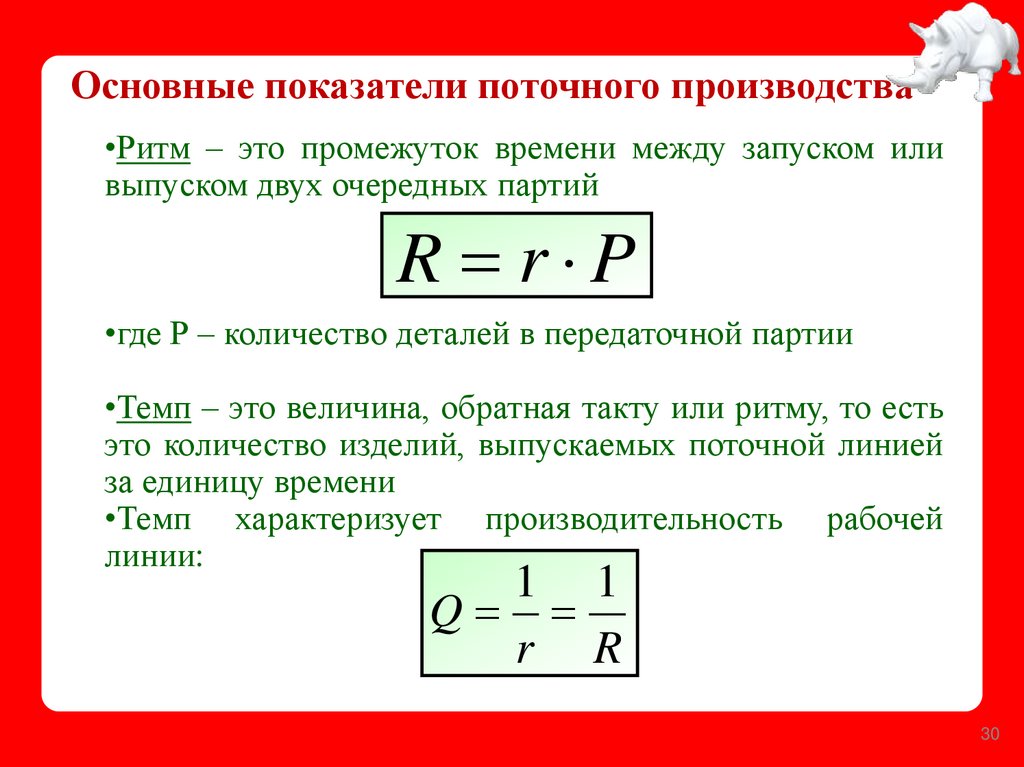
Основные показатели поточного производства•Ритм – это промежуток времени между запуском или
выпуском двух очередных партий
R r P
•где Р – количество деталей в передаточной партии
•Темп – это величина, обратная такту или ритму, то есть
это количество изделий, выпускаемых поточной линией
за единицу времени
•Темп характеризует производительность рабочей
линии:
1 1
Q
r R
30
31. Поточное производство металлоконструкций (пример)
3132.
РЕШЕНИЕ ЗАДАЧЗадача 3
Сборка изделия производится на
поточной линии, оснащенной рабочим
конвейером с поштучной подачей. Полная
длительность цикла обработки изделия на
конвейере – 40 мин. Объем выпуска – 20
изделий. Количество деталей в
передаточной партии – 5 штук.
Определить такт, ритм и темп поточной
линии.
33. Основные разделы производственной программы
План по производству продукции предприятияПлан выпуска продукции на экспорт
В случае наличия у предприятия зарубежных клиентов, в этом плане надо
представить показатели объемов выпуска продукции предприятия,
соответствующей требованиям ее поставок на экспорт на условиях конкретных
соглашений и договоров
План по повышению качества продукции
Отражаются показатели обновления ассортимента и потребительских свойств
продукции, обусловленные требованиями международных и отечественных
стандартов качества, нововведениями и динамикой развития производства;
качество продукции по своим технико-экономическим показателям должно
отвечать принятым стандартам на всех стадиях проектирования и изготовления
продукции
План реализации (сбыта) продукции
Отражается динамика реализации продукции конкретным покупателям,
выявленным в процессе маркетинговых исследований
33
34. Основные разделы производственной программы
• При подготовке плана производства обычно рассчитывают:Объем производства каждой товарной позиции в натуральном
выражении, который определяется по формуле:
• Nпр. = Nпост. – Он.скл. + Ок.скл. + Nвн.
• где Nпост – объем поставки изделия в натуральном выражении;
Он.скл. и Ок.скл – остатки данных изделий на складе готовой продукции
на начало и конец планового периода (при этом остатки готовой
продукции на складе на начало планового периода рассчитываются на
основании фактических остатков изделий на момент расчета, а также
прогноза их производства и отгрузки с момента расчета до начала
планового периода; остатки готовой продукции на складе на конец
планового периода устанавливаются в зависимости от прогноза сбыта
продукции в следующем плановом периоде);
Nвн – количество изделий для внутреннего потребления.
34
35. Основные разделы производственной программы
Себестоимость продукции по каждой товарной позиции как сумму всехзатрат предприятия, связанных с приобретением или производством
данного вида продукции (полная себестоимость продукции определяется
как сумма стоимости основных материалов, цеховых расходов, заработной
платы работников, расходов по содержанию и эксплуатации оборудования,
налоговых отчислений, коммерческих расходов на реализацию продукции)
Чистая продукция определяется путем вычитания из товарной продукции
(в оптовых ценах предприятия) материальных затрат в тех же ценах, а также
суммы амортизации основных фондов
Задания по снятию с производства устаревших видов изделий, т.е.
продукции, не соответствующей современным требованиям экономики и
населения, морально устаревшей, и указать конкретные сроки замены
устаревших изделий, а также новые виды изделий (типы, модели), их
заменяющие
35
36. План реализации продукции
• Реализованная продукция - это отгруженная заказчику, принятая им иоплаченная продукция предприятия, денежные средства за которую
поступили на расчетный счет поставщика
• Объем реализованной продукции в плане определяется как
стоимость предназначенных к поставке и подлежащих оплате в плановом
периоде: готовых изделий, полуфабрикатов собственного производства,
работ промышленного характера, предназначаемых к реализации на
сторону, а также продукции и работ для своего капитального строительства и
непромышленных хозяйств, находящемся на балансе предприятия
• Остаток нереализованной продукции к началу периода состоит из:
остатка готовой продукции на складе и в неоформленных отгрузках
товаров отгруженных, по которым не наступил срок оплаты
товаров отгруженных, но не оплаченных в срок покупателями
товаров на ответственном хранении у покупателей
36
37. План реализации продукции
• Расчетный объем продаж продукции в стоимостном выражении:• Vр = (Зуп + Пцел)/ Рм , руб
• где Зуп– сумма условно-постоянных расходов организации в плановом
периоде, руб;
Пцел – целевая прибыль, достаточная для нормального функционирования
организации и обеспечивающая удовлетворение ее потребностей, руб;
Рм – маржинальная рентабельность, т.е. доля маржинального дохода в
стоимости продукции
• Маржинальный доход на единицу изделия определяется как разница
между ценой и переменными (прямыми) затратами.
• Маржинальная рентабельность определяется как отношение
маржинального дохода на единицу продукции к цене
37
38. Оптимизация производственной программы
• В качестве критериев оптимальности чаще всего применяется максимумприбыли, получаемой на единицу изделия и критический объем продаж –
минимально необходимый объем производства (продаж)
изделия, обеспечивающий его безубыточность (т.н. "точка безубыточности)
• Алгоритм оптимизации ПП:
Расчет величины маржинального дохода на единицу продукции
Ранжирование продукции в порядке убывания маржинального дохода
Расчет загрузки производственного оборудования и площадей
Составление ПП, как правило, несколько ниже производственной
мощности, тогда резервирование позволит обеспечить полное и
своевременное выполнение обязательств
Оценка лимитирующих факторов для оптимизации ПП – это недостаток
квалифицированных кадров, слабый уровень НИР и ОКР, морально
устаревшее оборудование или ограничения по закупкам материалов и
комплектующих для различных видов изделий
38
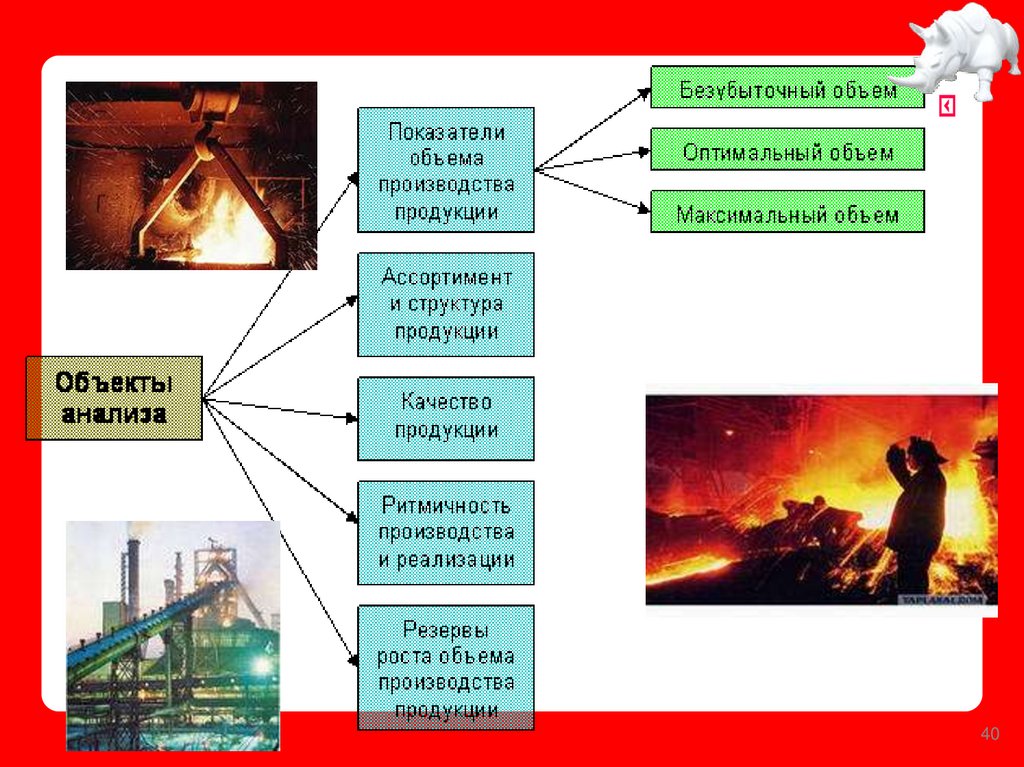
39. Анализ объема производства и реализации продукции
• Цель анализа объема выпуска и реализации продукции – этовыявление резервов роста объема выпуска продукции,
формирование ассортимента реализуемой продукции, расширение
доли рынка при максимальном использовании производственной
мощности, составление прогноза развития производства
• Общий анализ реализуется путем проведения следующих частных
анализов:
анализ объема и структуры выпуска продукции
анализ выполнения договорных обязательств и реализации
продукции
анализ технического уровня и качества продукции
анализ резервов роста объемов производства
анализ безубыточности и оценка запаса финансовой прочности
39
40.
4041. Анализ объема и структуры выпуска продукции
• Анализ объема и структуры выпуска продукции проводится внесколько этапов:
изучение динамики выпуска валовой и товарной продукции
в сопоставлении с объемом реализованной продукции
анализ выполнения производственной программы по
ассортименту
анализ структуры продукции и влияния структурных сдвигов
на выполнение производственной программы
оценка точки безубыточности и запаса финансовой
прочности предприятия
41
42. Анализ объема и структуры выпуска продукции
• Цель анализа – это выявление динамики, т.е. определениеабсолютного (в руб.) и относительного (в %) изменения
объема продукции за какой-либо период (месяц) по
сравнению с предыдущим периодом или началом года
• Объекты анализа:
валовая продукция - это стоимость всей произведенной
продукции и выполненных работ, включая незавершенное
производство
товарная продукция - равна валовой за вычетом остатков
незавершенного производства и продукции, произведенной
для собственных нужд
реализованная продукция
42
43. Анализ выполнения ПП по ассортименту
• Анализ выполнения плана позволяет оценить:степень выполнения договорных обязательств
качество планирования
качество менеджмента
Анализ выполнения плана выпуска продукции позволяет
установить причины неэффективного использования
производственного потенциала
43
44. Анализ технического уровня и качества продукции
• Анализ технического уровня осуществляется путем сопоставлениятехнико-экономических показателей изделий с лучшими
отечественными и зарубежными образцами аналогичной техники.
При этом оценка проводится по основным технико-экономическим
показателям, характеризующим важнейшие свойства изделий
• В процессе анализа качества продукции необходимо:
оценить технический уровень продукции
выявить отклонения этого уровня по отдельным изделиям по
сравнению с базовым уровнем и теоретически возможным
проанализировать структуру выпуска продукции по параметрам,
характеризующим качество ее изготовления и поставки
выявить факторы, сдерживающие рост технического уровня
продукции
обосновать возможности повышения качества продукции,
сокращения брака и потерь
44
45. Показатели качества продукции
Обобщающие. Характеризуют качество всей произведенной продукциинезависимо от ее вида и назначения, например, удельный вес:
- новой продукции в общем ее выпуске;
- сертифицированной и не сертифицированной продукции;
- продукции, соответствующей мировым стандартам;
- экспортируемой продукции, в том числе в высокоразвитые
промышленные страны и др.
Индивидуальные (единичные). Характеризуют одно из свойств качества:
- полезность (например, пластичность металла);
- надежность (долговечность, безотказность в работе);
- технологичность, отражающую эффективность конструкторских и
технологических решений (трудоемкость, энергоемкость и т.п.);
- эстетичность изделий.
Косвенные. Это штрафы за некачественную продукцию, объем и
удельный вес забракованной продукции, потери от брака и др.
45
46. Методы для оценки выполнения плана по качеству продукции
• Балльный метод. Определяется средневзвешенный баллкачества продукции и путем сравнения фактического и
планового его уровня находится процент выполнения плана
по качеству
• При оценке выполнения плана по сорту фактическую долю
каждого сорта в общем объеме продукции сравнивают с
плановой, а для изучения динамики качества - с данными
прошлых периодов
• Оценка выполнения плана по качеству продукции
производится также по удельному весу сертифицированных
изделий, удельному весу забракованной продукции. Данный
анализ осуществляется по данным о внутризаводском браке
и внешних рекламациях на продукцию
46
47. Анализ резервов роста объемов производства
4748. Анализ безубыточности производства
• Безубыточный объем производства - это такой объем, при которомдостигается равенство доходов и издержек. Сопоставление фактического
объема с минимальным (безубыточным, критическим) объемом
позволит оценить зону "безопасности" предприятия и при
отрицательном значении "безопасности" снять с производства
отдельные виды продукции или изменить условия производства
• Этапы анализа безубыточности:
сравнение безубыточного объема за несколько периодов (или
сравнение с планом);
оценка степени "безопасности" предприятия в динамике;
количественная оценка влияния факторов на безубыточный объем
производства;
расчет планового объема производства для заданной суммы плановой
(ожидаемой) прибыли
48
49. Точка безубыточности
• Точка безубыточности (критическая точка, CVP-точка) —минимальный объём производства и реализации продукции, при
котором расходы будут компенсированы доходами, а при
производстве и реализации каждой последующей единицы
продукции предприятие начинает получать прибыль. Точку
безубыточности можно определить в единицах продукции, в
денежном выражении или с учётом ожидаемого размера прибыли
• Не путать с точкой окупаемости (проекта). Она рассчитывается для
определения времени, когда прибыль проекта превысит затраты на
него потраченные, это та же точка безубыточности, только
измеряется не в штуках, а в месяцах и годах
49
50. Точка безубыточности в денежном выражении
• Точка безубыточности в денежном выражении — такая минимальнаявеличина дохода, при которой полностью окупаются все издержки
(прибыль при этом равна нулю):
• где BEP (англ. break-even point) — точка безубыточности, TFC (англ. total fixed
costs) — величина постоянных издержек, AVC (англ. unit average variable
costs) — величина переменных издержек на единицу продукции, P
(англ. unit sale price) — стоимость единицы продукции (реализация), C
(англ. unit contribution margin) — прибыль с единицы продукции без учёта
доли переменных издержек (разница между стоимостью продукции
(P) и переменными издержками на единицу продукции (VC))
50
51. Точка безубыточности в единицах продукции
• Точка безубыточности в единицах продукции — такоеминимальное количество продукции, при котором
доход от реализации этой продукции полностью
перекрывает все издержки на её производство:
51
52. Определение точки безубыточности
, рубСF - постоянные издержки, руб
Сv - переменные издержки, руб
N - выручка, руб
Q – объем производства, шт
Q, шт
52
53.
РЕШЕНИЕ ЗАДАЧЗадача 4
Определить точку безубыточности и
маржинальный доход для производства
деревообрабатывающих станков со
следующими исходными данными:
1. Постоянные издержки – 10 млн. руб.
2. Полные издержки при выпуске 10 станков –
100 млн. руб., а выручка при этом составляет
200 млн. руб.
54.
Сущность и понятие производственноймощности
Производственная мощность предприятия (цеха, участка) – это
способность закрепленных за ним средств труда (то есть
технологической
совокупности
машин,
оборудования
и
производственных площадей) к максимальному выпуску продукции
за год (сутки, смену) в соответствии с установленной специализацией,
кооперированием и режимом работы
Для расчета производственной мощности предприятия
используют следующие данные:
● Количество, состав, техническое состояние оборудования и
данные о производственных площадях
● Технические нормы производительности оборудования и
трудоемкости выпускаемой продукции
● Фонд времени работы оборудования и режим работы
предприятия
● Номенклатура выпускаемых изделий и их количественное
соотношение в программе
54
55.
Коэффициент использования мощностиПроизводственная мощность цехов, участков определяется по
мощности основного технологического оборудования: агрегатов, установок,
групп оборудования и т. д. По мощности ведущего участка устанавливается
мощность цеха и т. д.
Узкое место – это те цехи, участки, агрегаты и группы оборудования
основного и вспомогательного производств, чья пропускная способность не
соответствует мощности ведущего звена, по которому устанавливается
производственная мощность предприятия.
Степень использования производственной мощности предприятия
характеризуется коэффициентом использования мощности (Кисп), который
определяется по формуле:
K исп
Qфакт
Pср .год.
где Qфакт – фактический объем выпуска продукции
Pср.год. – среднегодовая производственная мощность
55
56.
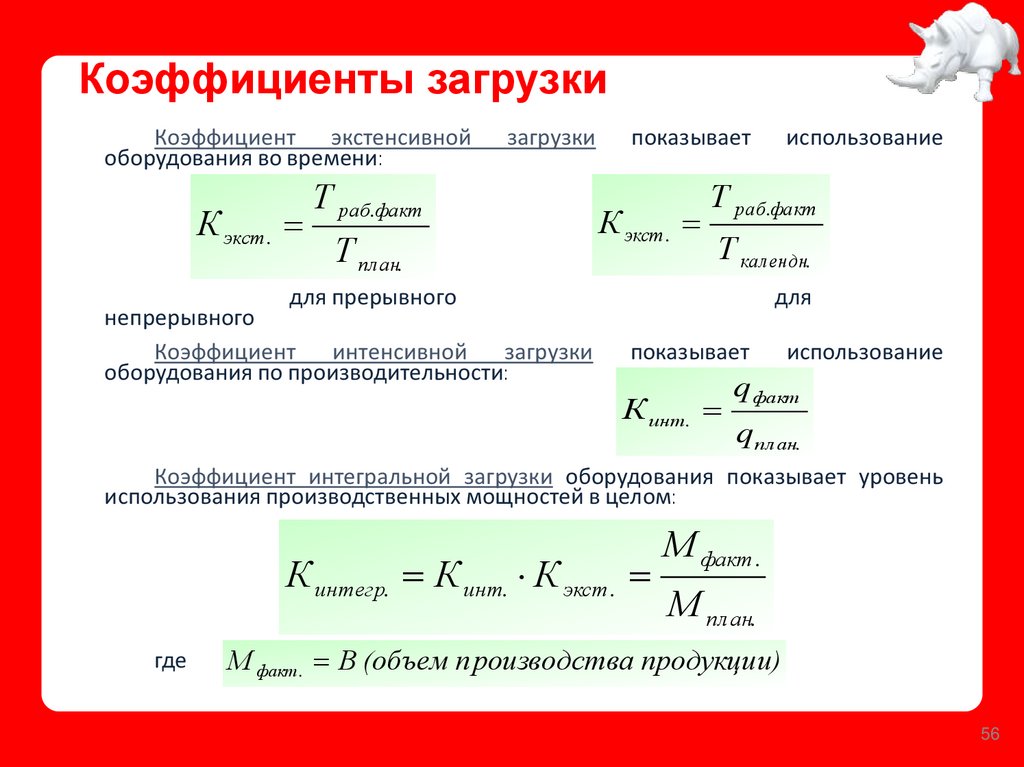
Коэффициенты загрузкиКоэффициент экстенсивной
оборудования во времени:
К экст .
загрузки
Т раб.факт
Т план.
показывает
К экст .
Т раб.факт
Т календн.
для прерывного
непрерывного
Коэффициент
интенсивной
загрузки
оборудования по производительности:
использование
для
показывает
К инт.
использование
q факт
q пл ан.
Коэффициент интегральной загрузки оборудования показывает уровень
использования производственных мощностей в целом:
К интегр. К инт. К экст .
где
М факт .
М план.
М факт . В (объем п роизводства продукции)
56
57.
Управление производственной мощностьюПроизводственные возможности ограничены мощностью
слабейшего (или наименее производительного) звена
Для максимизации производственных возможностей системы
нужно выравнивать нагрузку на разных производственных участках
Не стоит стремиться к наивысшей производительности
отдельных видов оборудования или процессов, потому что
возможности системы в целом сковывают узкие места
Производственная мощность:
ПM = ПO × Cт × Fэ
где ПM – производственная мощность за 1 год, шт/год;
ПO – производительность единицы оборудования, шт/час;
Fэ – эффективный временной фонд единицы оборудования на 1 год,
ч;
Cт – количество оборудования, шт.
57
58.
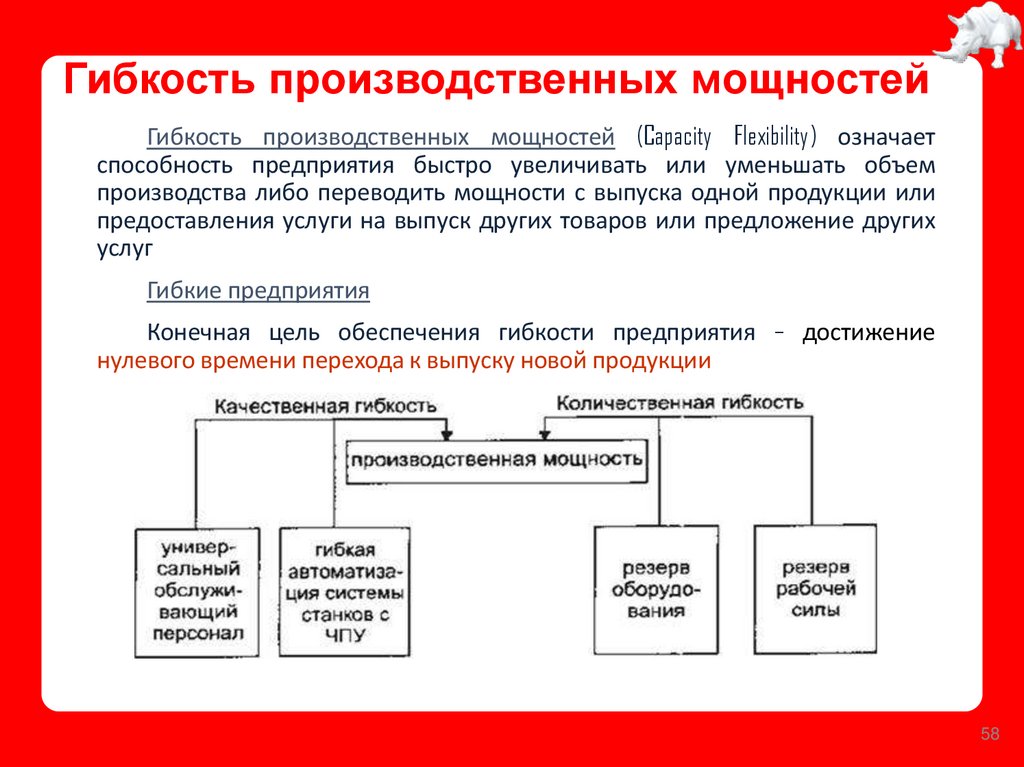
Гибкость производственных мощностейГибкость производственных мощностей (Capacity Flexibility) означает
способность предприятия быстро увеличивать или уменьшать объем
производства либо переводить мощности с выпуска одной продукции или
предоставления услуги на выпуск других товаров или предложение других
услуг
Гибкие предприятия
Конечная цель обеспечения гибкости предприятия – достижение
нулевого времени перехода к выпуску новой продукции
58
59.
Гибкие технологические процессыГибкие технологические процессы – это:
● с одной стороны – сокращенные гибкие производственные
системы
с другой стороны – легко переналаживаемое оборудование
Оба этих технологических подхода позволяют быстро и с
незначительными затратами переходить с выпуска одного
ассортимента продукции на другой, что позволяет достичь так
называемого эффекта масштаба (Economies Of Scope Scale)
Эффект синергии возникает тогда, когда разные виды
продукции могут производиться в комбинации друг с другом при
меньших затратах, чем по отдельности
59
60.
Повышение производственной мощностиОсновные вопросы, решаемые компанией при необходимости
увеличения производственных мощностей:
сохранение сбалансированности производственной системы
частота обновления производственных мощностей
возможность использования мощностей из внешних источников
Сохранение сбалансированности системы достигается следующими
способами:
● Повышение производственной мощности тех стадий, которые
являются "узкими местами"
● Создание на стадии, которая является "узким местом", резервных
товарно-материальных запасов, гарантирующих бесперебойный выход
продукции
Дублирование производственных мощностей
60
61.
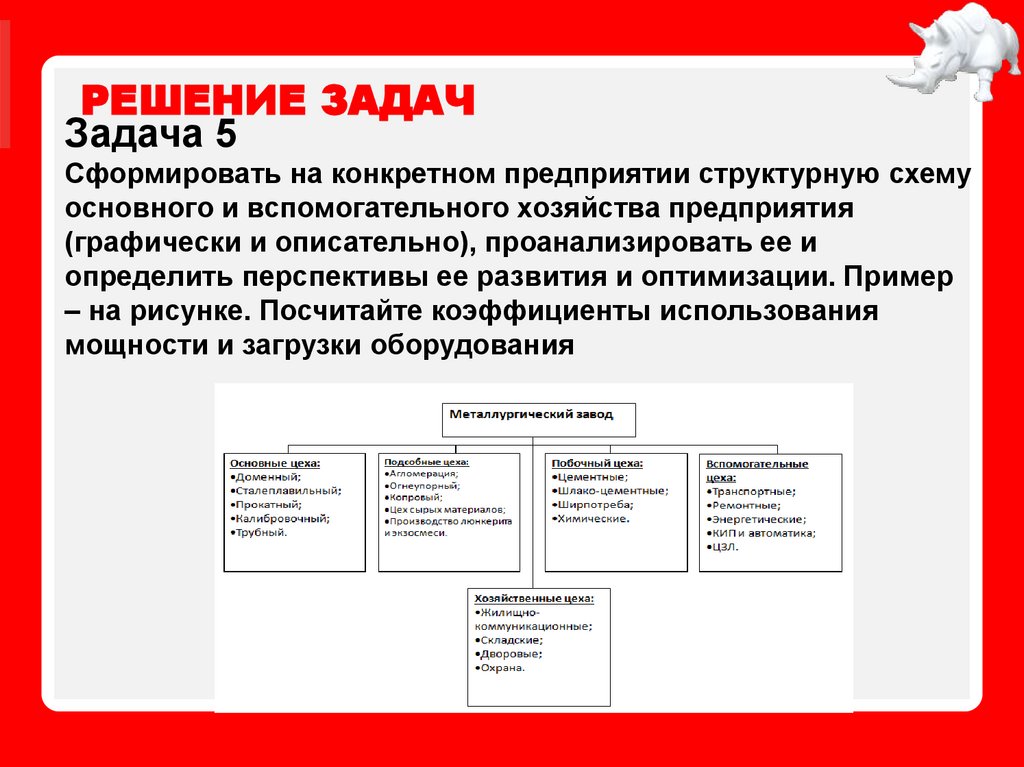
РЕШЕНИЕ ЗАДАЧЗадача 5
Сформировать на конкретном предприятии структурную схему
основного и вспомогательного хозяйства предприятия
(графически и описательно), проанализировать ее и
определить перспективы ее развития и оптимизации. Пример
– на рисунке. Посчитайте коэффициенты использования
мощности и загрузки оборудования
62.
ОТЧЕТ ПО ПРАКТИКУМУ ПО РЕШЕНИЮ ЗАДАЧКонспект занятия и решение ВСЕХ (!) задач
оформить в виде отчета формата .pdf (!) и
прикрепить в личный кабинет LMS в раздел:
Практикум по решению задач
Тема № 3. Организационно-технологическая
модель промышленного производства
Оформить с титульным листом,
содержанием, введением, заключением и
списком литературы!!!
63.
Контрольные вопросы1. Что такое операционный, технологический и
производственный циклы? В чем их различие и
особенности?
2. Какие существуют типы поточного
производства?
3. Приведите достоинства и недостатки типов
поточного производства.
4. Что такое производственная программа?
5. Как планируется производственная программа?
6. Как рассчитывается точка безубыточности?
7. Как необходимо управлять производственной
мощностью?
63