









 industry
industrySimilar presentations:










Автоматизация производства лущенного шпона в производстве фанеры
1.
2.
Объект исследования: автоматизации производствалущенного шпона.
Предмет исследования: производство лущенного шпона.
Цель дипломной работы: изучение проблемы
автоматизации производства лущенного шпона в
производстве фанеры.
Задачи:
1. изучить способы изготовления лущеного шпона;
2. изучить устройство и принцип лущильного станка;
3. изучить оборудование для изготовления лущеного
шпона и его производительность;
3.
Методы исследования: анализ, сравнение,классификация, изучение методической литературы и
материалов.
Дипломная работа состоит: из введения, трех глав,
заключения и списка используемых источников.
Гипотеза: как качество сырья влияет на выход шпона?
4.
Сырьё для шпонаВ качестве сырья используется древесина лиственных пород:
береза, осина, ольха, тополь, липа; хвойных пород: лиственница,
сосна, ель. Линейные размеры и качество сортиментов должны
соответствовать требованиям ГОСТ 9462-88 для лиственных
пород и ГОСТ 9463-88 — для хвойных пород.
5.
Гидротермическая обработка древесиныГидротермическая обработка производится для повышения
пластичности древесины при последующем ее резании,
уменьшения усилия резания, а также для повышения влажности
древесины. Существуют два основных способа гидротермической
обработки — проварка и пропарка.
6.
1)Загрузка и выгрузка из бассейнов производится в пучкахгрейфером.
2)Транспортировка сырья на участок лущения
осуществляется цепным транспортером с упорами.
7.
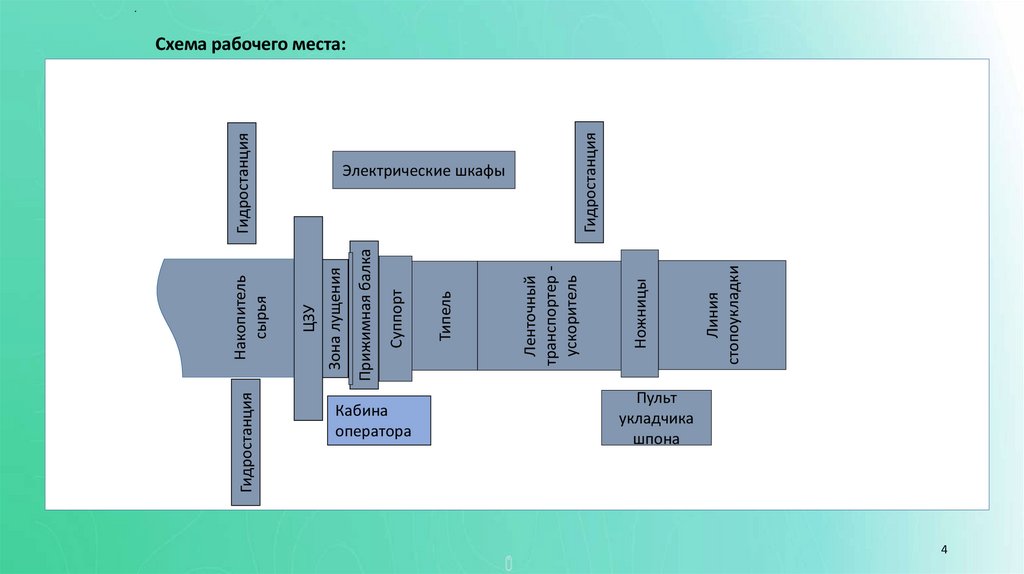
ГидростанцияКабина
оператора
Линия
стопоукладки
Гидростанция
Гидростанция
Электрические шкафы
Ножницы
Ленточный
транспортер ускоритель
Типель
Суппорт
Прижимная балка
ЦЗУ
Зона лущения
Накопитель
сырья
.
Схема рабочего места:
Пульт
укладчика
шпона
4
8.
Лущильный станок Raute Smart Peel 4ftЛущильный станок Raute 4ft.
Технические характеристики:
-длина чурака 1300 мм (1310 мм макс. допустимая);
-диаметр чурака от 200 мм до 250 мм (в среднем 220-230 мм)
-толщина шпона 1,58 мм
- скорость вращения шпинделей в среднем 330 об/мин
-производительность 9м3/ч
9.
Устройства центровки(ЦЗУ), подачи и лущения10.
Лущильный нож11.
Процесс лущения1 - чурак,
2 - лущильный нож,
3 - лента шпона,
4 - прижимная линейка.
12.
Выход шпона13.
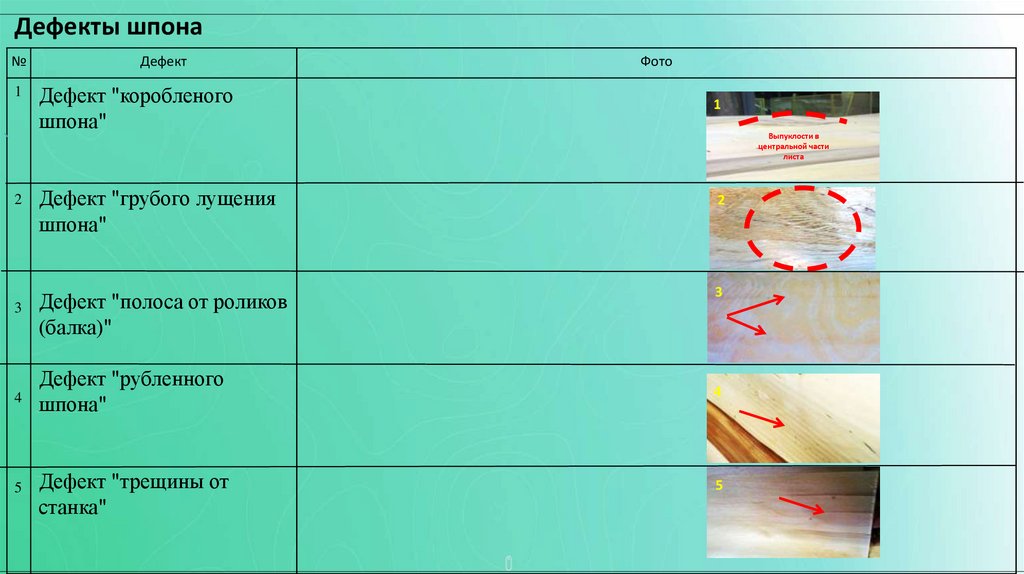
Дефекты шпона№
1
2
3
4
5
Дефект
Дефект "коробленого
шпона"
Фото
1
Выпуклости в
центральной части
листа
Дефект "грубого лущения
шпона"
2
Дефект "полоса от роликов
(балка)"
3
Дефект "рубленного
шпона"
4
Дефект "трещины от
станка"
5
14.
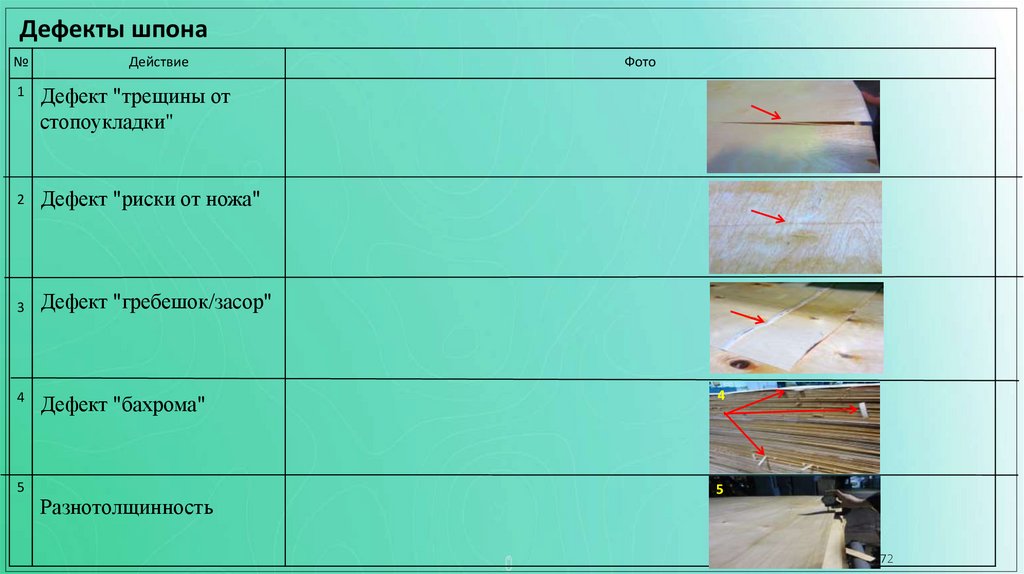
Дефекты шпона№
Действие
1
Дефект "трещины от
стопоукладки"
2
Дефект "риски от ножа"
3
Дефект "гребешок/засор"
4
Дефект "бахрома"
5
Разнотолщинность
Фото
4
5
72
15.
Схема подачи чураков16.
Роторные ножницы для рубки шпонаПосле лущения лента шпона раскраивается на листы
определенного размера с учетом припусков на усушку. В ленте
шпона могут быть различные дефекты, которые необходимо
удалить. Рубка ленты шпона производится роторными или
гильотинными ножницами.
17.
Стопоукладчик (стакер)После рубки шпона производится укладка в стопы.