


 chemistry
chemistry industry
industrySimilar presentations:







. Проектирование пакета слоёв")


Исследование зависимости показателя текучести расплава от характеристик катализаторов в процессе полимеризации этилена
1.
ИССЛЕДОВАНИЕ ЗАВИСИМОСТИПОКАЗАТЕЛЯ ТЕКУЧЕСТИ РАСПЛАВА
ОТ ХАРАКТЕРИСТИК КАТАЛИЗАТОРОВ
В ПРОЦЕССЕ ПОЛИМЕРИЗАЦИИ ЭТИЛЕНА
Выполнил: ст. гр. МТС02-23-01
С.Ю. Ерохин
Руководитель: старший преподаватель каф. НХТ
Е.В. Комарова
2.
Актуальностьпроекта
Цели и задачи
Проектное
решение
Структура российского рынка полиэтилена
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
2
Свойства полиэтилена высокой
плотности
Абразивная
стойкость
Высокая
твердость
Электроизоляция
Высокая
прочность
Химическая
стойкость
LDPE – полиэтилен высокого давления (ПВД) или низкой плотности
(ПНП)
HDPE – полиэтилена низкого давления (ПНД) или высокой плотности
(ПВП)
LLDPE - линейный полиэтилен высокого давления (ЛПВД) или низкой
плотности (ЛПНП)
Низкая
стоимость
Гибкость
3.
Актуальностьпроекта
Цели и задачи
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
Принципиальная схема процесса полимеризации этилена на
ООО «Газпром нефтехим Салават»
3
4.
Актуальностьпроекта
Цели и задачи
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
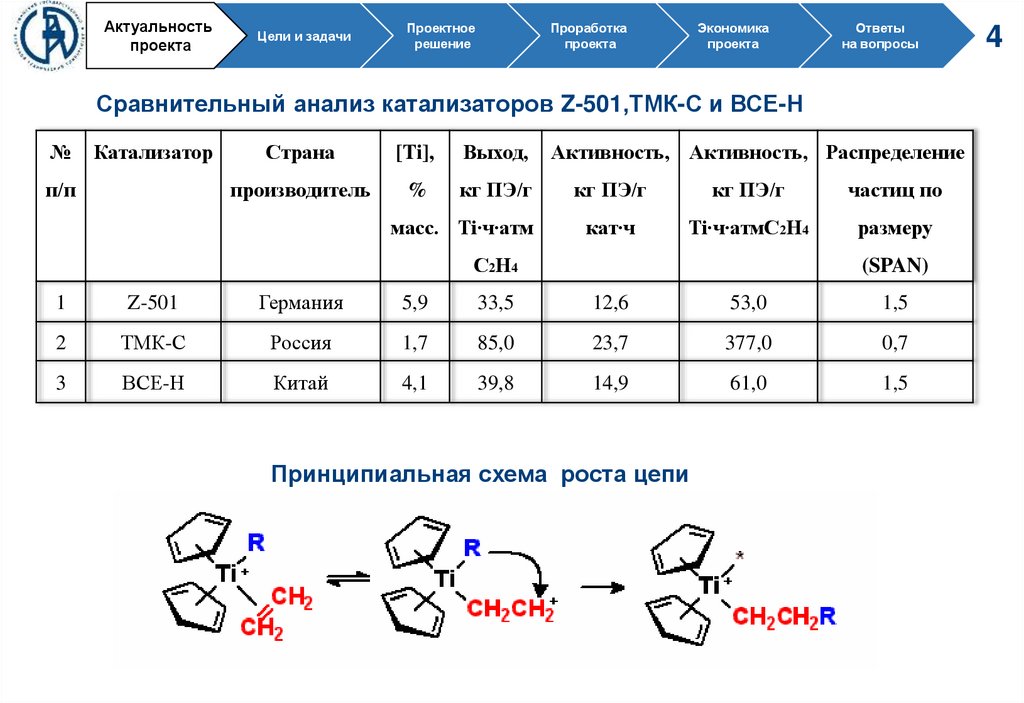
Сравнительный анализ катализаторов Z-501,ТМК-С и ВСЕ-Н
№
Катализатор
п/п
Страна
[Ti],
Выход,
Активность, Активность, Распределение
производитель
%
кг ПЭ/г
кг ПЭ/г
кг ПЭ/г
частиц по
масс. Ti∙ч∙атм
кат∙ч
Ti∙ч∙атмС2Н4
размеру
С2Н4
(SPAN)
1
Z-501
Германия
5,9
33,5
12,6
53,0
1,5
2
ТМК-С
Россия
1,7
85,0
23,7
377,0
0,7
3
ВСЕ-Н
Китай
4,1
39,8
14,9
61,0
1,5
Принципиальная схема роста цепи
4
5.
Актуальностьпроекта
Цели и задачи
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
5
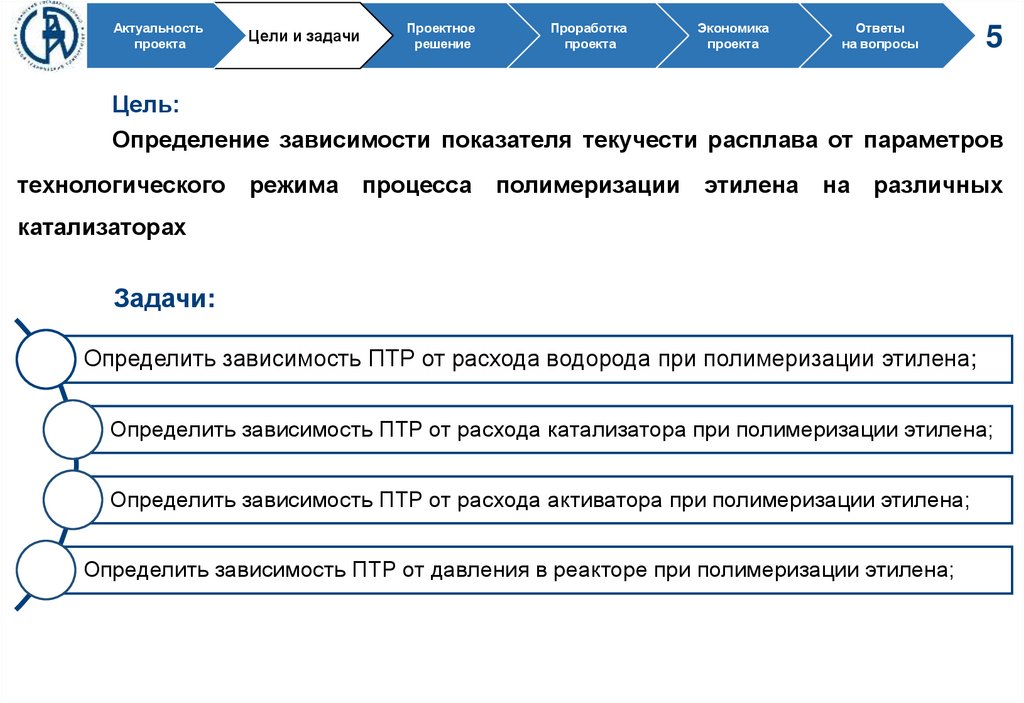
Цель:
Определение зависимости показателя текучести расплава от параметров
технологического
режима
процесса
полимеризации
этилена
на
различных
катализаторах
Задачи:
Определить зависимость ПТР от расхода водорода при полимеризации этилена;
Определить зависимость ПТР от расхода катализатора при полимеризации этилена;
Определить зависимость ПТР от расхода активатора при полимеризации этилена;
Определить зависимость ПТР от давления в реакторе при полимеризации этилена;
6.
Актуальностьпроекта
Цели и задачи
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
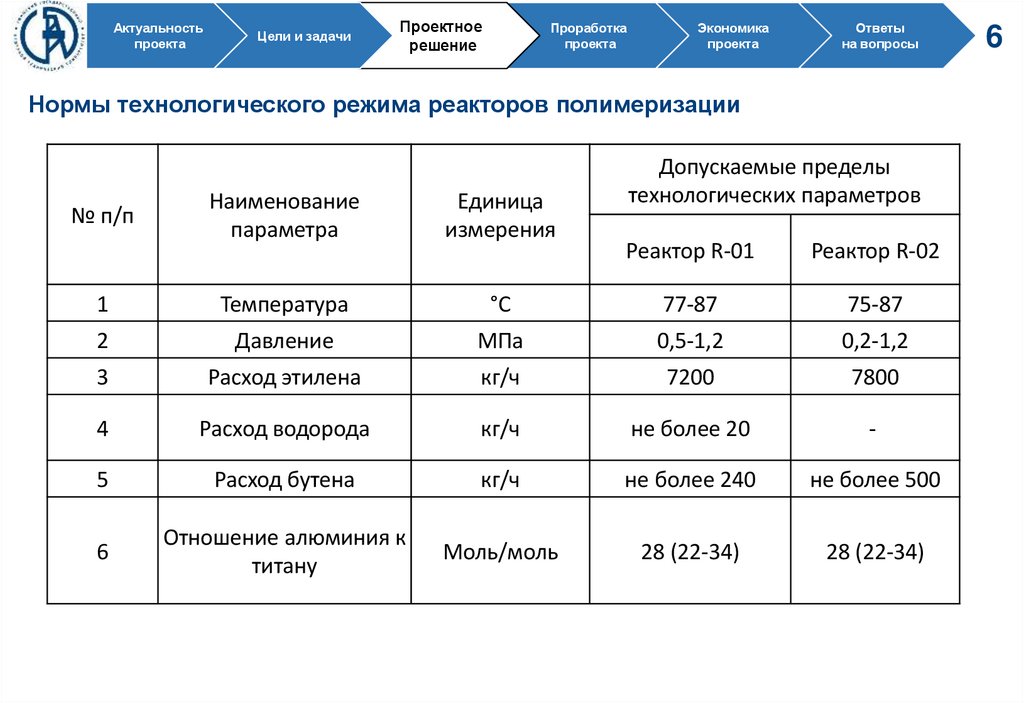
Нормы технологического режима реакторов полимеризации
Наименование
параметра
Единица
измерения
1
Температура
2
№ п/п
Допускаемые пределы
технологических параметров
Реактор R-01
Реактор R-02
°С
77-87
75-87
Давление
МПа
0,5-1,2
0,2-1,2
3
Расход этилена
кг/ч
7200
7800
4
Расход водорода
кг/ч
не более 20
-
5
Расход бутена
кг/ч
не более 240
не более 500
6
Отношение алюминия к
титану
Моль/моль
28 (22-34)
28 (22-34)
6
7.
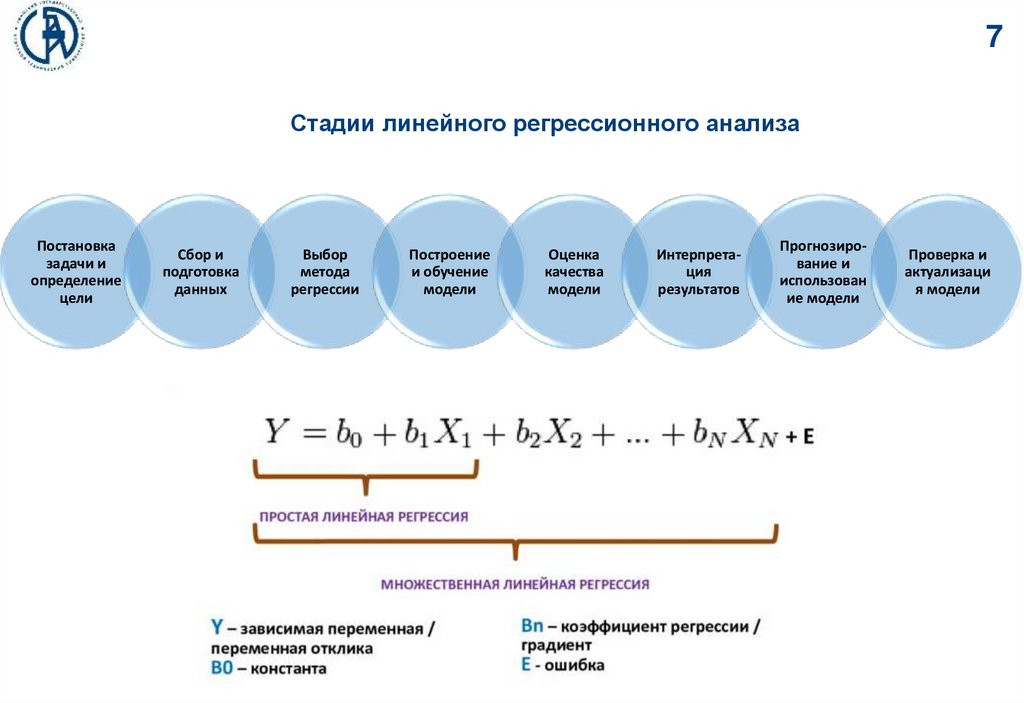
7Стадии линейного регрессионного анализа
Постановка
задачи и
определение
цели
Сбор и
подготовка
данных
Выбор
метода
регрессии
Построение
и обучение
модели
Оценка
качества
модели
Интерпретация
результатов
Прогнозирование и
использован
ие модели
Проверка и
актуализаци
я модели
8.
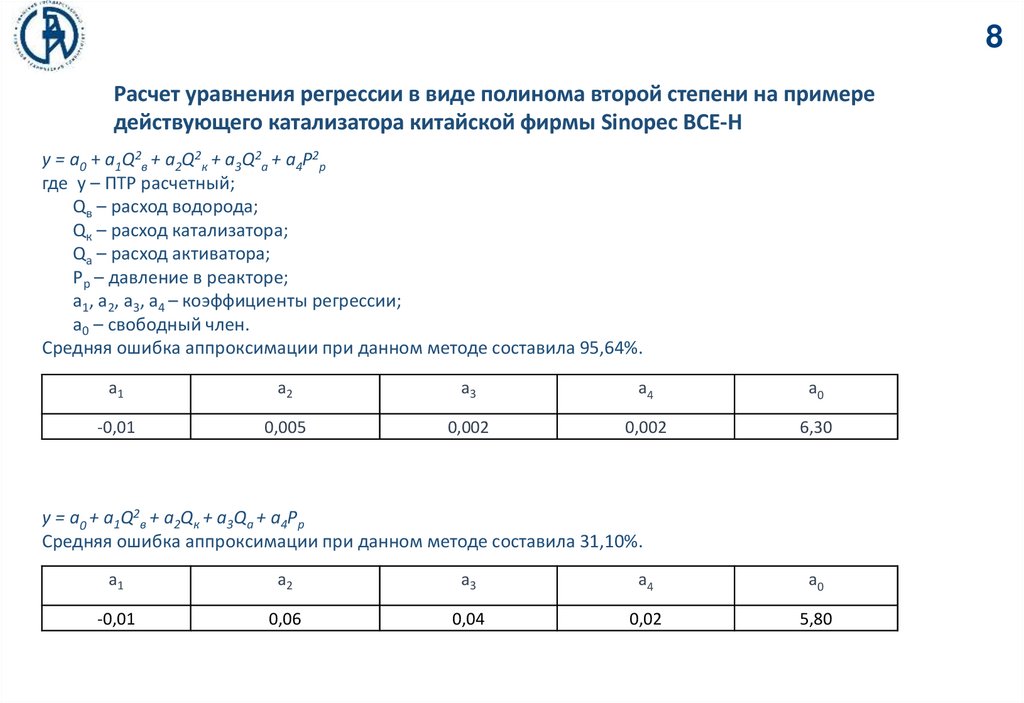
8Расчет уравнения регрессии в виде полинома второй степени на примере
действующего катализатора китайской фирмы Sinopec BCE-Н
y = а0 + а1Q2в + а2Q2к + а3Q2а + а4P2р
где y – ПТР расчетный;
Qв – расход водорода;
Qк – расход катализатора;
Qа – расход активатора;
Pр – давление в реакторе;
а1, а2, а3, а4 – коэффициенты регрессии;
а0 – свободный член.
Средняя ошибка аппроксимации при данном методе составила 95,64%.
а1
а2
а3
а4
а0
-0,01
0,005
0,002
0,002
6,30
y = а0 + а1Q2в + а2Qк + а3Qа + а4Pр
Средняя ошибка аппроксимации при данном методе составила 31,10%.
а1
а2
а3
а4
а0
-0,01
0,06
0,04
0,02
5,80
9.
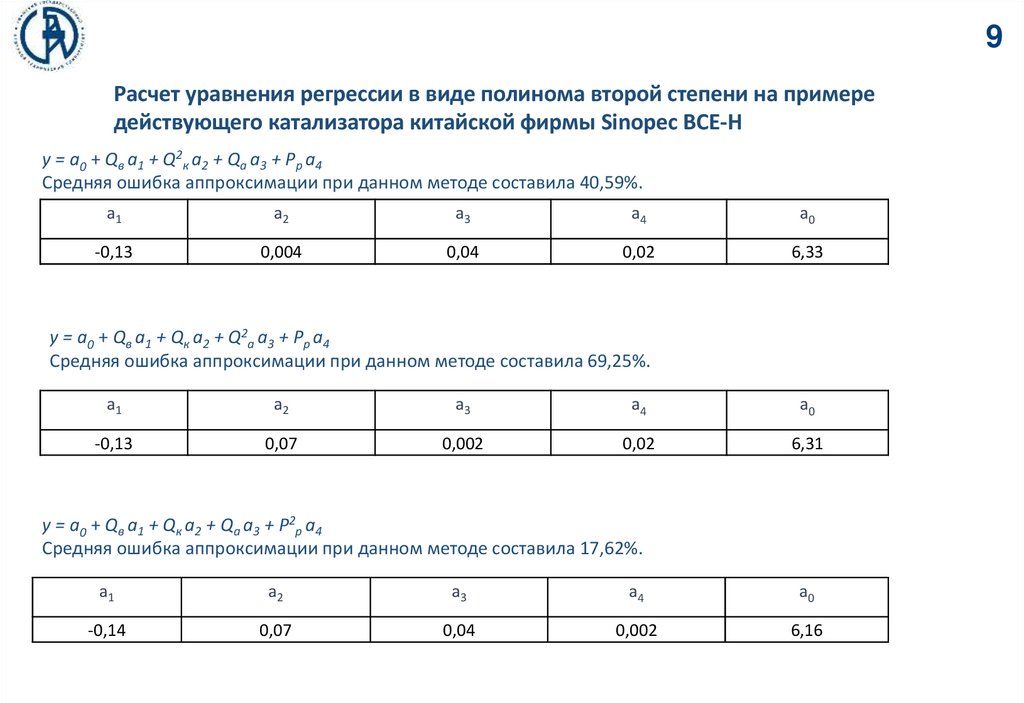
9Расчет уравнения регрессии в виде полинома второй степени на примере
действующего катализатора китайской фирмы Sinopec BCE-Н
y = а0 + Qв а1 + Q2к а2 + Qа а3 + Pр а4
Средняя ошибка аппроксимации при данном методе составила 40,59%.
а1
а2
а3
а4
а0
-0,13
0,004
0,04
0,02
6,33
y = а0 + Qв а1 + Qк а2 + Q2а а3 + Pр а4
Средняя ошибка аппроксимации при данном методе составила 69,25%.
а1
а2
а3
а4
а0
-0,13
0,07
0,002
0,02
6,31
y = а0 + Qв а1 + Qк а2 + Qа а3 + P2р а4
Средняя ошибка аппроксимации при данном методе составила 17,62%.
а1
а2
а3
а4
а0
-0,14
0,07
0,04
0,002
6,16
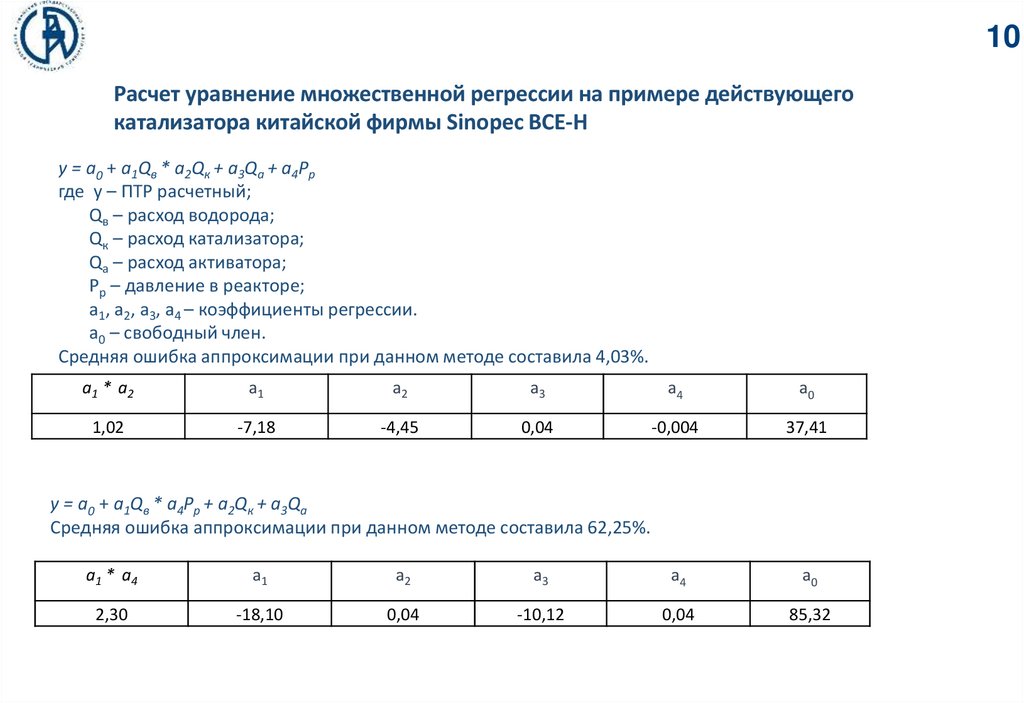
10.
10Расчет уравнение множественной регрессии на примере действующего
катализатора китайской фирмы Sinopec BCE-Н
y = а0 + а1Qв * а2Qк + а3Qа + а4Pр
где y – ПТР расчетный;
Qв – расход водорода;
Qк – расход катализатора;
Qа – расход активатора;
Pр – давление в реакторе;
а1, а2, а3, а4 – коэффициенты регрессии.
а0 – свободный член.
Средняя ошибка аппроксимации при данном методе составила 4,03%.
а1 * а2
а1
а2
а3
а4
а0
1,02
-7,18
-4,45
0,04
-0,004
37,41
y = а0 + а1Qв * а4Pр + а2Qк + а3Qа
Средняя ошибка аппроксимации при данном методе составила 62,25%.
а1 * а4
а1
а2
а3
а4
а0
2,30
-18,10
0,04
-10,12
0,04
85,32
11.
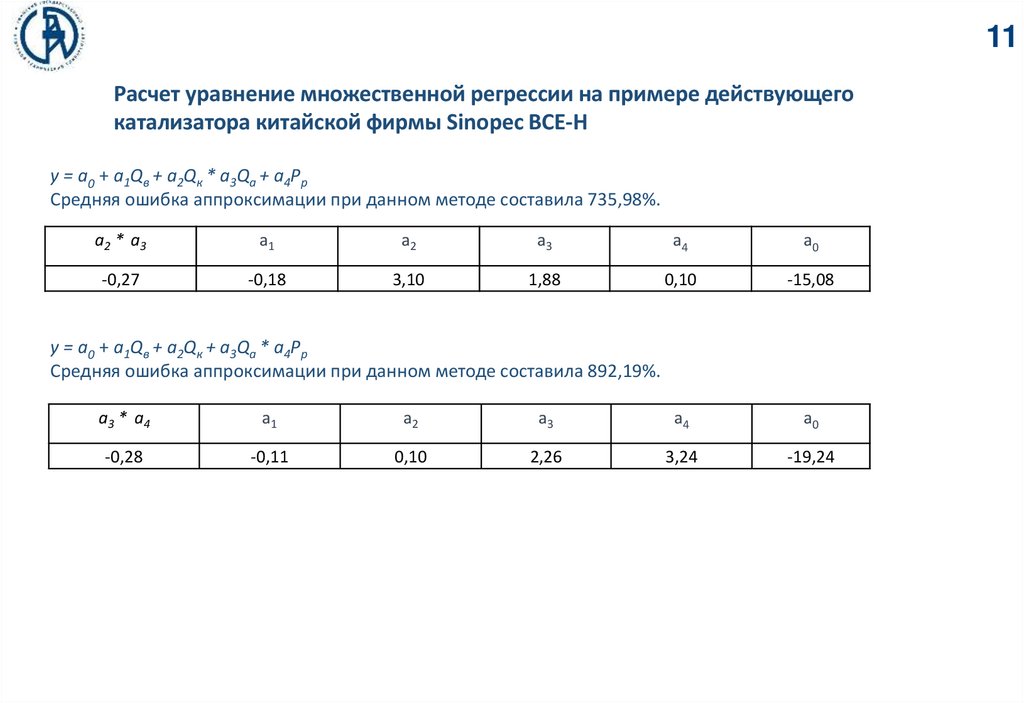
11Расчет уравнение множественной регрессии на примере действующего
катализатора китайской фирмы Sinopec BCE-Н
y = а0 + а1Qв + а2Qк * а3Qа + а4Pр
Средняя ошибка аппроксимации при данном методе составила 735,98%.
а2 * а3
а1
а2
а3
а4
а0
-0,27
-0,18
3,10
1,88
0,10
-15,08
y = а0 + а1Qв + а2Qк + а3Qа * а4Pр
Средняя ошибка аппроксимации при данном методе составила 892,19%.
а3 * а4
а1
а2
а3
а4
а0
-0,28
-0,11
0,10
2,26
3,24
-19,24
12.
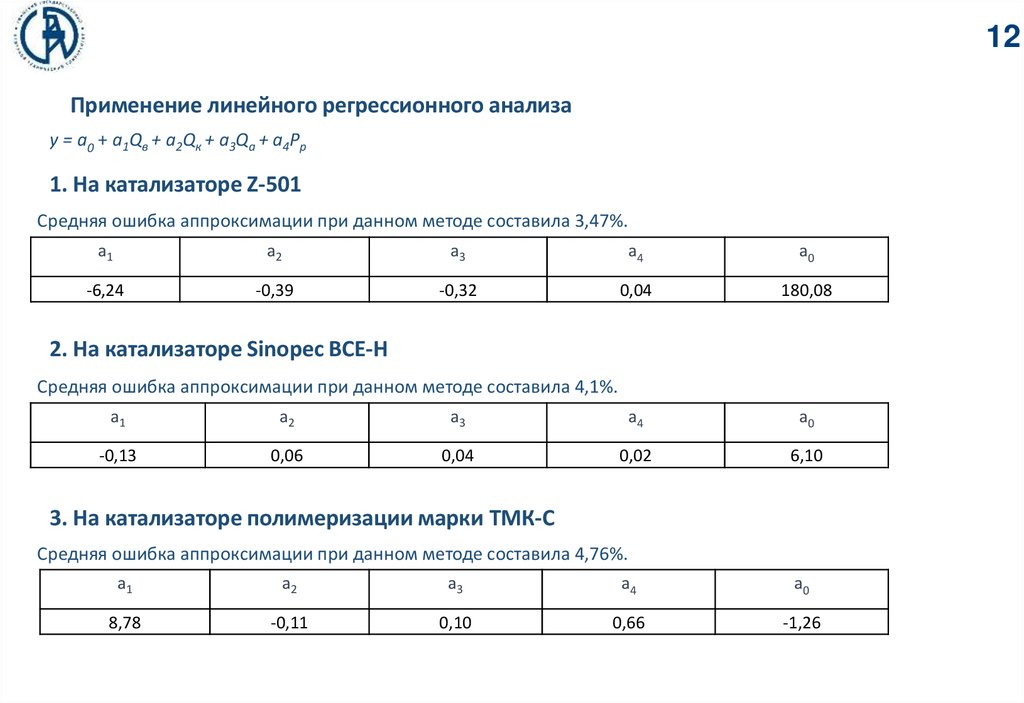
12Применение линейного регрессионного анализа
y = а0 + а1Qв + а2Qк + а3Qа + а4Pр
1. На катализаторе Z-501
Средняя ошибка аппроксимации при данном методе составила 3,47%.
а1
а2
а3
а4
а0
-6,24
-0,39
-0,32
0,04
180,08
2. На катализаторе Sinopec BCE-Н
Средняя ошибка аппроксимации при данном методе составила 4,1%.
а1
а2
а3
а4
а0
-0,13
0,06
0,04
0,02
6,10
3. На катализаторе полимеризации марки ТМК-С
Средняя ошибка аппроксимации при данном методе составила 4,76%.
а1
а2
а3
а4
а0
8,78
-0,11
0,10
0,66
-1,26
13.
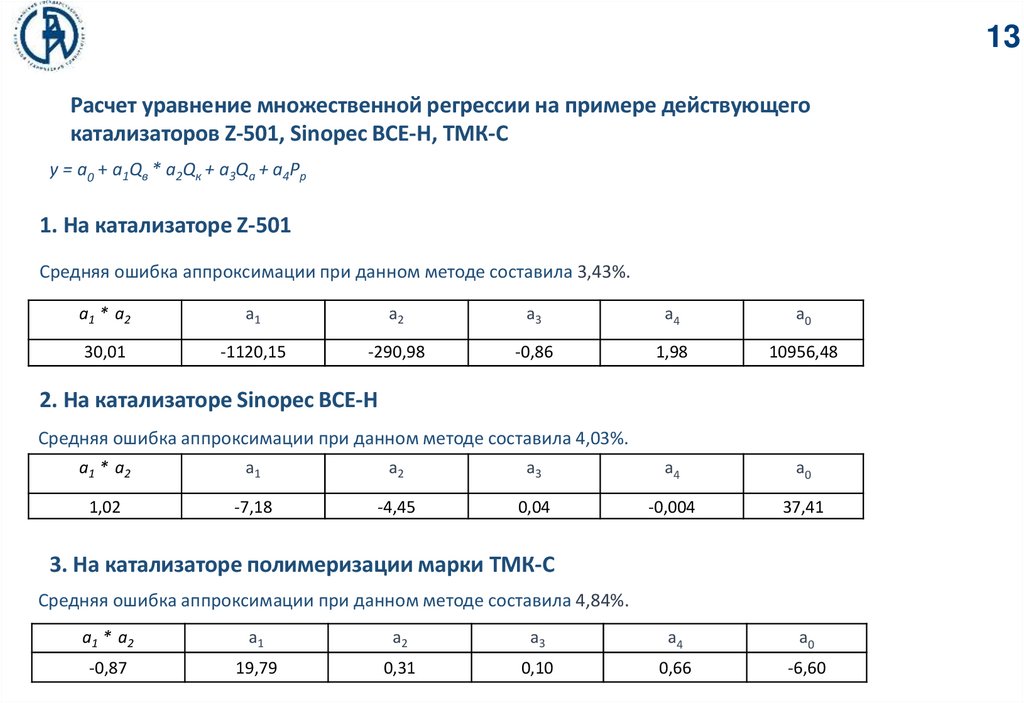
13Расчет уравнение множественной регрессии на примере действующего
катализаторов Z-501, Sinopec BCE-Н, ТМК-С
y = а0 + а1Qв * а2Qк + а3Qа + а4Pр
1. На катализаторе Z-501
Средняя ошибка аппроксимации при данном методе составила 3,43%.
а1 * а2
а1
а2
а3
а4
а0
30,01
-1120,15
-290,98
-0,86
1,98
10956,48
2. На катализаторе Sinopec BCE-Н
Средняя ошибка аппроксимации при данном методе составила 4,03%.
а1 * а2
а1
а2
а3
а4
а0
1,02
-7,18
-4,45
0,04
-0,004
37,41
3. На катализаторе полимеризации марки ТМК-С
Средняя ошибка аппроксимации при данном методе составила 4,84%.
а1 * а2
а1
а2
а3
а4
а0
-0,87
19,79
0,31
0,10
0,66
-6,60
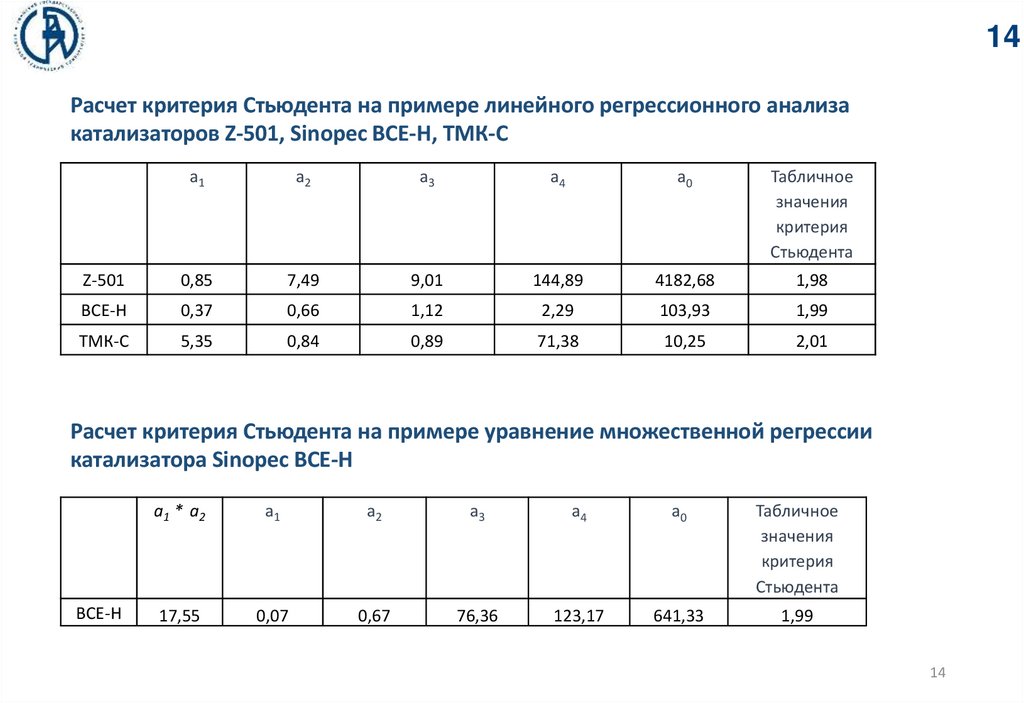
14.
14Расчет критерия Стьюдента на примере линейного регрессионного анализа
катализаторов Z-501, Sinopec BCE-Н, ТМК-С
а1
а2
а3
а4
а0
Табличное
значения
критерия
Стьюдента
Z-501
0,85
7,49
9,01
144,89
4182,68
1,98
ВСЕ-Н
0,37
0,66
1,12
2,29
103,93
1,99
ТМК-С
5,35
0,84
0,89
71,38
10,25
2,01
Расчет критерия Стьюдента на примере уравнение множественной регрессии
катализатора Sinopec BCE-Н
ВСЕ-Н
а1 * а2
а1
а2
а3
а4
а0
Табличное
значения
критерия
Стьюдента
17,55
0,07
0,67
76,36
123,17
641,33
1,99
14
15.
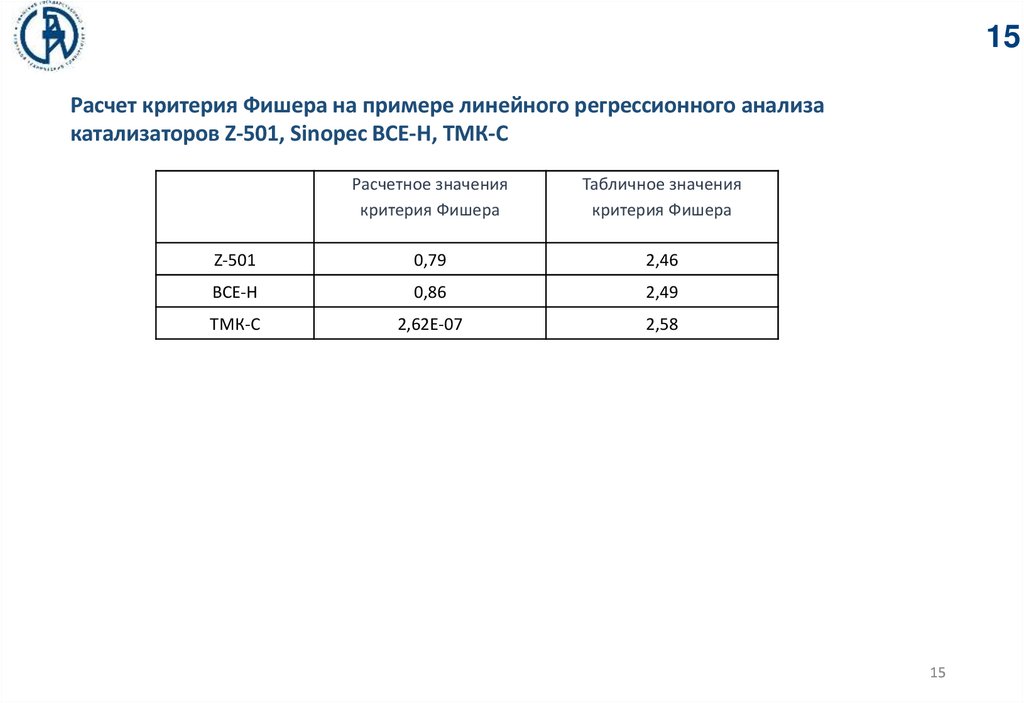
15Расчет критерия Фишера на примере линейного регрессионного анализа
катализаторов Z-501, Sinopec BCE-Н, ТМК-С
Расчетное значения
критерия Фишера
Табличное значения
критерия Фишера
Z-501
0,79
2,46
ВСЕ-Н
0,86
2,49
ТМК-С
2,62Е-07
2,58
15
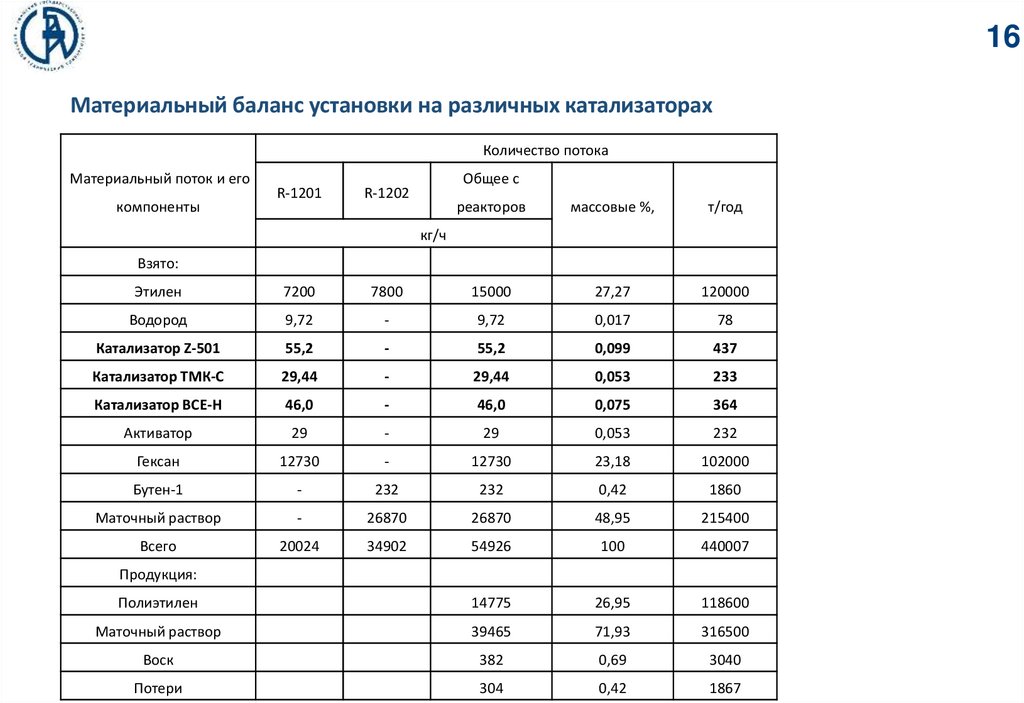
16.
16Материальный баланс установки на различных катализаторах
Количество потока
Материальный поток и его
компоненты
R-1201
Общее с
R-1202
реакторов
массовые %,
т/год
кг/ч
Взято:
Этилен
7200
7800
15000
27,27
120000
Водород
9,72
-
9,72
0,017
78
Катализатор Z-501
55,2
-
55,2
0,099
437
Катализатор ТМК-С
29,44
-
29,44
0,053
233
Катализатор ВСЕ-Н
46,0
-
46,0
0,075
364
Активатор
29
-
29
0,053
232
Гексан
12730
-
12730
23,18
102000
Бутен-1
-
232
232
0,42
1860
Маточный раствор
-
26870
26870
48,95
215400
Всего
20024
34902
54926
100
440007
Полиэтилен
14775
26,95
118600
Маточный раствор
39465
71,93
316500
Воск
382
0,69
3040
Потери
304
0,42
1867
Продукция:
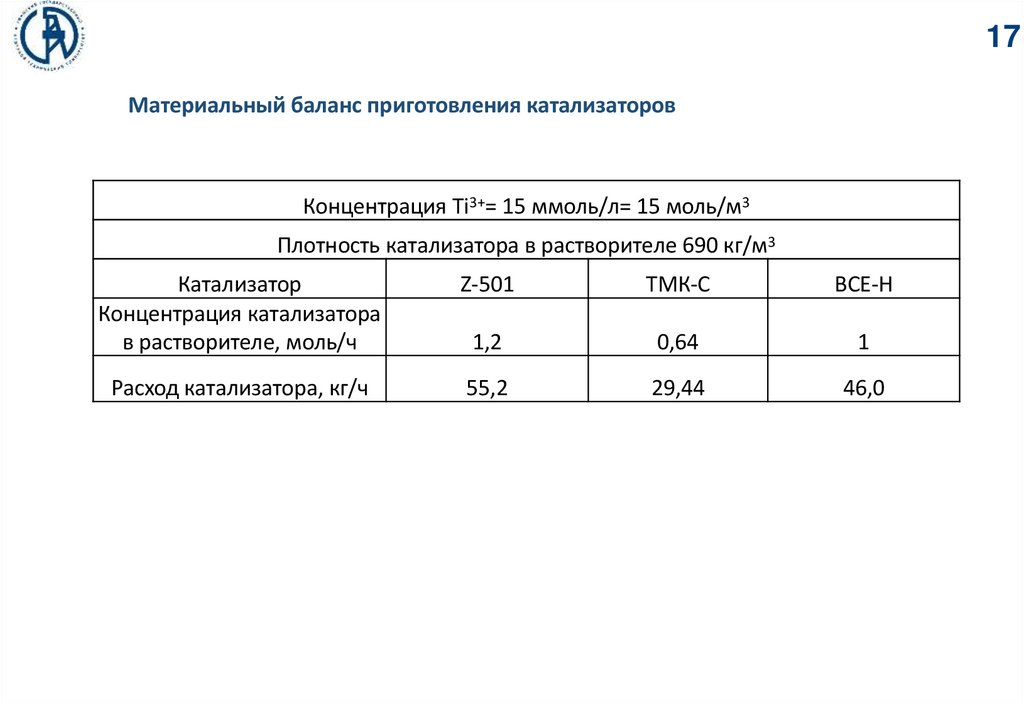
17.
17Материальный баланс приготовления катализаторов
Концентрация Тi3+= 15 ммоль/л= 15 моль/м3
Плотность катализатора в растворителе 690 кг/м3
Катализатор
Концентрация катализатора
в растворителе, моль/ч
Z-501
ТМК-С
ВСЕ-Н
1,2
0,64
1
Расход катализатора, кг/ч
55,2
29,44
46,0
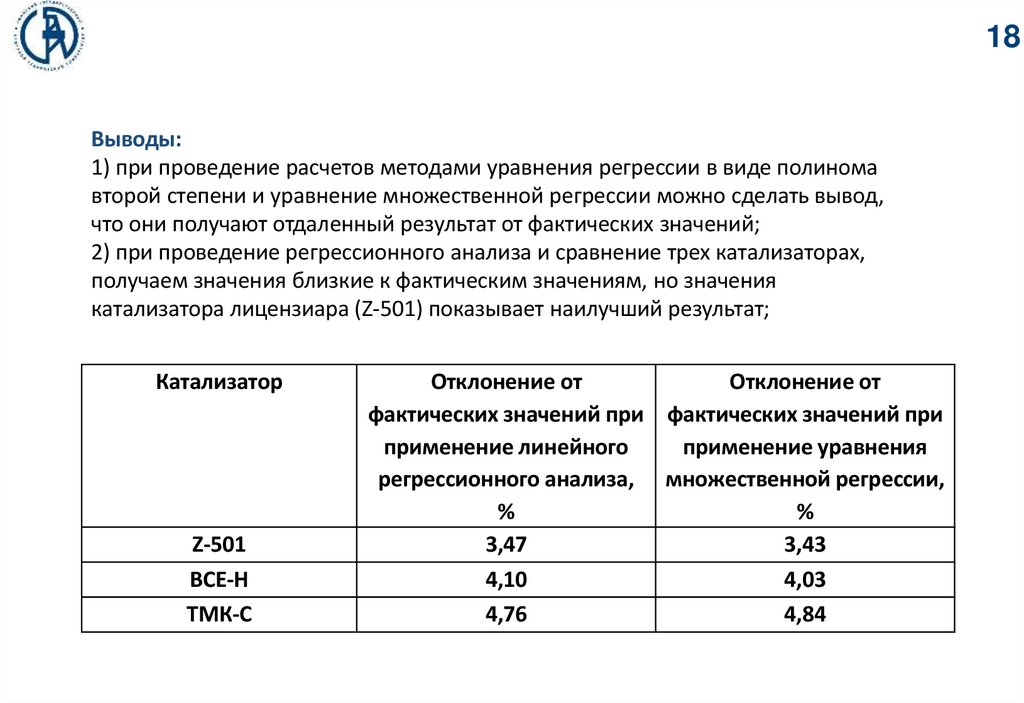
18.
18Выводы:
1) при проведение расчетов методами уравнения регрессии в виде полинома
второй степени и уравнение множественной регрессии можно сделать вывод,
что они получают отдаленный результат от фактических значений;
2) при проведение регрессионного анализа и сравнение трех катализаторах,
получаем значения близкие к фактическим значениям, но значения
катализатора лицензиара (Z-501) показывает наилучший результат;
Катализатор
Z-501
ВСЕ-Н
ТМК-С
Отклонение от
Отклонение от
фактических значений при фактических значений при
применение линейного
применение уравнения
регрессионного анализа, множественной регрессии,
%
%
3,47
3,43
4,10
4,03
4,76
4,84
19.
19Выводы:
3) при расчете вероятность значимости коэффициента были выявлены
следующие значимые параметры:
- на катализаторе Z-501: расход катализатора и активатора, давление в
реакторе;
- на катализаторе ВСЕ-Н: давление в реакторе;
- на катализаторе ТМК-С: расход водорода и давление в реакторе;
4) при расчете адекватности разработанной математической модели по
статистическому критерию Фишера, все модели оказались адекватными.
19
20.
Цели и задачиАктуальность
проекта
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
СПАСИБО ЗА ВНИМАНИЕ!
20
21.
Цели и задачиАктуальность
проекта
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
21
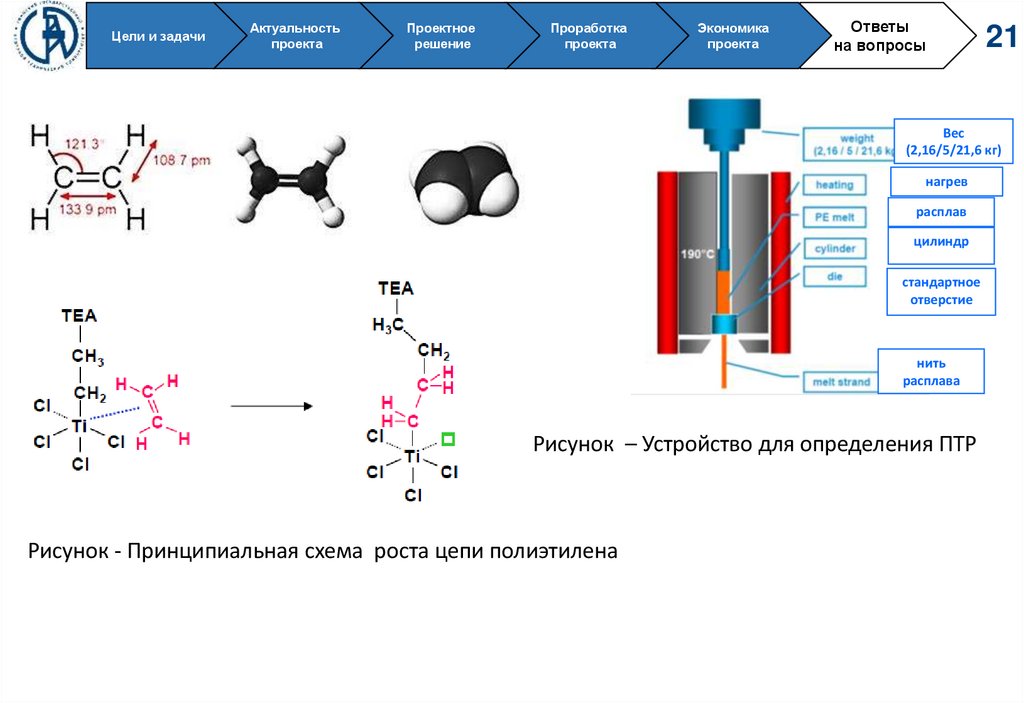
Вес
(2,16/5/21,6 кг)
нагрев
расплав
цилиндр
стандартное
отверстие
нить
расплава
Рисунок – Устройство для определения ПТР
Рисунок - Принципиальная схема роста цепи полиэтилена
22.
Цели и задачиАктуальность
проекта
Проектное
решение
Проработка
проекта
Экономика
проекта
Ответы
на вопросы
22