

 chemistry
chemistrySimilar presentations:
")

")
")






Непрерывные материалы. Полиамид (nylon) (вопрос 6)
1.
НЕПРЕРЫВНЫЕМАТЕРИАЛЫ
2.
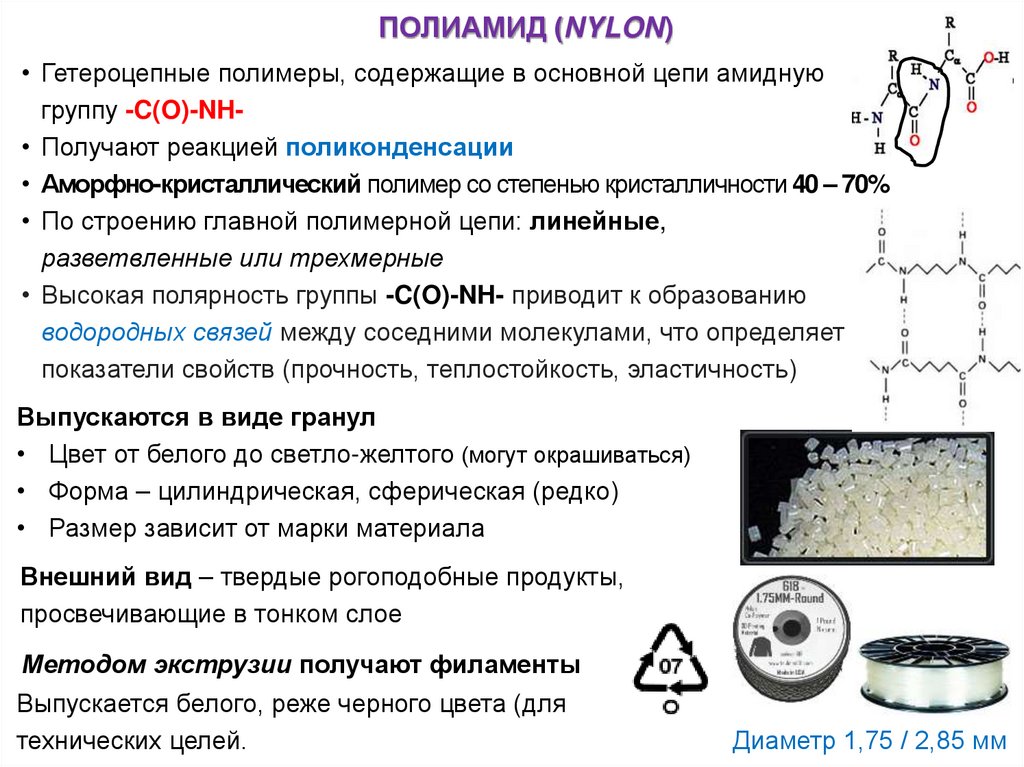
ПОЛИАМИД (NYLON)• Гетероцепные полимеры, содержащие в основной цепи амидную
группу -C(O)-NH• Получают реакцией поликонденсации
• Аморфно-кристаллический полимер со степенью кристалличности 40 – 70%
• По строению главной полимерной цепи: линейные,
разветвленные или трехмерные
• Высокая полярность группы -C(O)-NH- приводит к образованию
водородных связей между соседними молекулами, что определяет
показатели свойств (прочность, теплостойкость, эластичность)
Выпускаются в виде гранул
• Цвет от белого до светло-желтого (могут окрашиваться)
• Форма – цилиндрическая, сферическая (редко)
• Размер зависит от марки материала
Внешний вид – твердые рогоподобные продукты,
просвечивающие в тонком слое
Методом экструзии получают филаменты
Выпускается белого, реже черного цвета (для
технических целей.
Диаметр 1,75 / 2,85 мм
3.
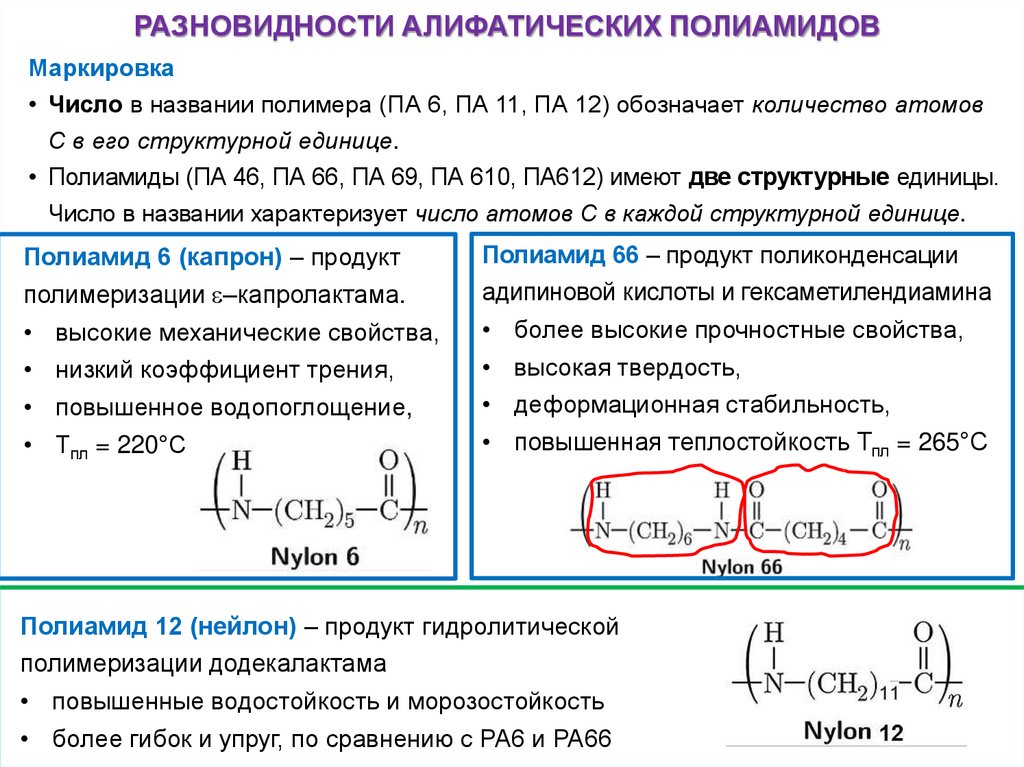
РАЗНОВИДНОСТИ АЛИФАТИЧЕСКИХ ПОЛИАМИДОВМаркировка
• Число в названии полимера (ПА 6, ПА 11, ПА 12) обозначает количество атомов
С в его структурной единице.
• Полиамиды (ПА 46, ПА 66, ПА 69, ПА 610, ПА612) имеют две структурные единицы.
Число в названии характеризует число атомов С в каждой структурной единице.
Полиамид 6 (капрон) – продукт
полимеризации –капролактама.
• высокие механические свойства,
• низкий коэффициент трения,
• повышенное водопоглощение,
• Тпл = 220°С
Полиамид 66 – продукт поликонденсации
адипиновой кислоты и гексаметилендиамина
более высокие прочностные свойства,
высокая твердость,
деформационная стабильность,
повышенная теплостойкость Тпл = 265°С
Полиамид 12 (нейлон) – продукт гидролитической
полимеризации додекалактама
• повышенные водостойкость и морозостойкость
• более гибок и упруг, по сравнению с PA6 и PA66
4.
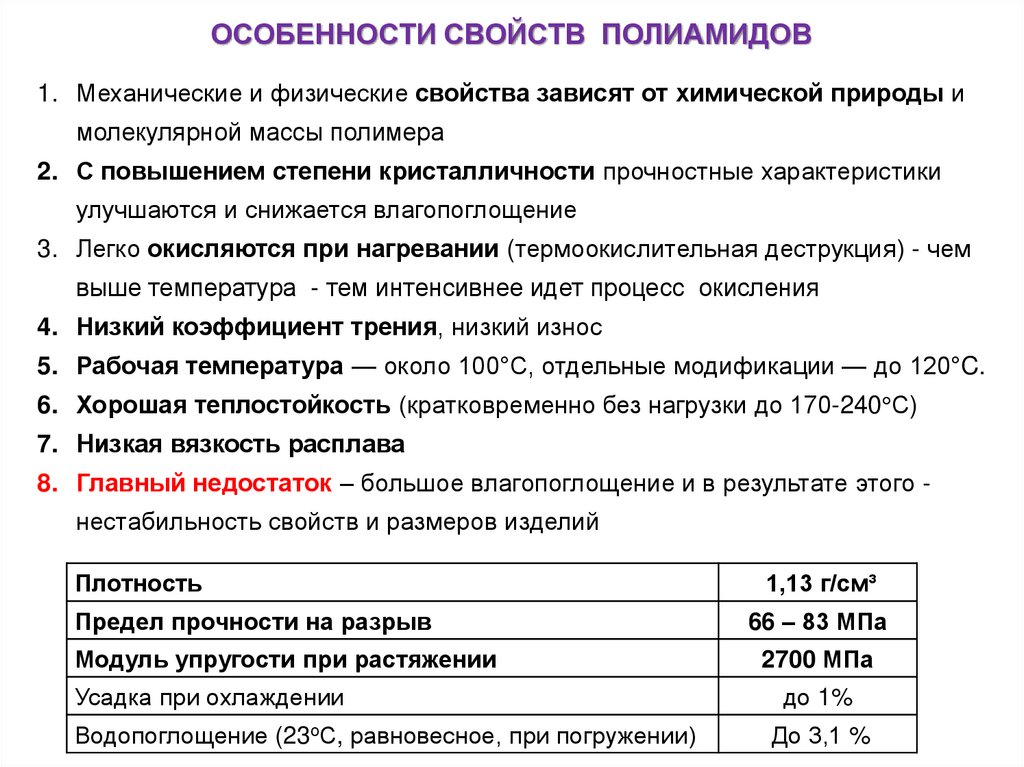
ОСОБЕННОСТИ СВОЙСТВ ПОЛИАМИДОВ1. Механические и физические свойства зависят от химической природы и
молекулярной массы полимера
2. С повышением степени кристалличности прочностные характеристики
улучшаются и снижается влагопоглощение
3. Легко окисляются при нагревании (термоокислительная деструкция) - чем
выше температура - тем интенсивнее идет процесс окисления
4. Низкий коэффициент трения, низкий износ
5. Рабочая температура — около 100°C, отдельные модификации — до 120°C.
6. Хорошая теплостойкость (кратковременно без нагрузки до 170-240 С)
7. Низкая вязкость расплава
8. Главный недостаток – большое влагопоглощение и в результате этого нестабильность свойств и размеров изделий
Плотность
1,13 г/см³
Предел прочности на разрыв
66 – 83 МПа
Модуль упругости при растяжении
2700 МПа
Усадка при охлаждении
до 1%
Водопоглощение (23оС, равновесное, при погружении)
До 3,1 %
5.
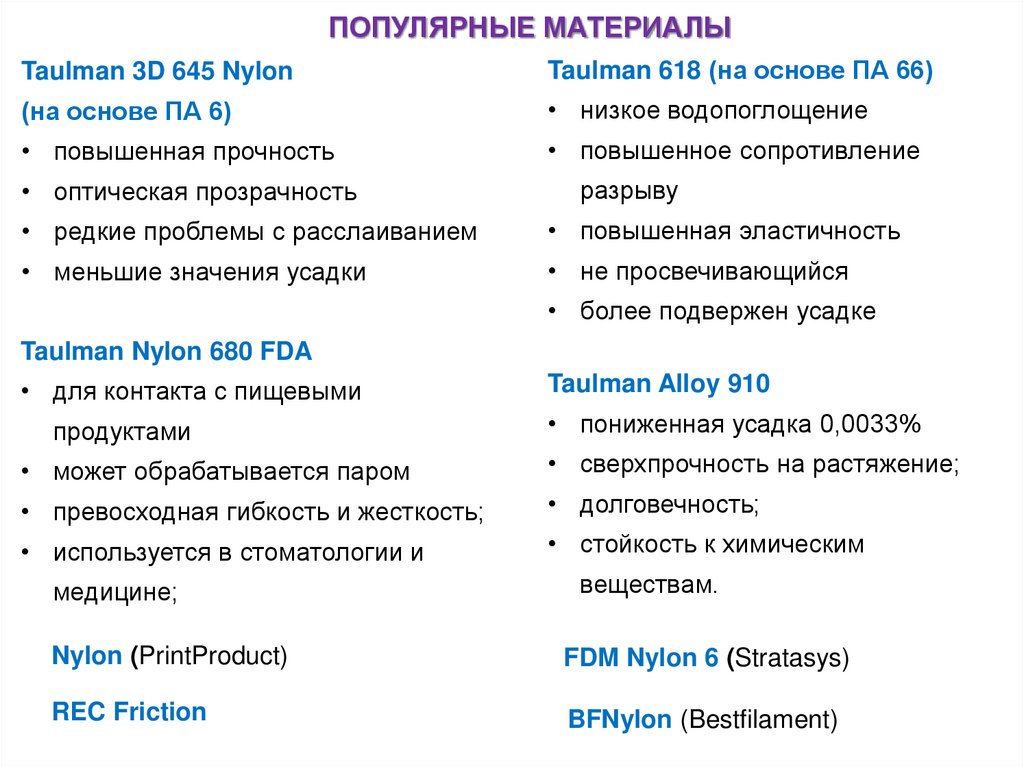
ПОПУЛЯРНЫЕ МАТЕРИАЛЫTaulman 3D 645 Nylon
Taulman 618 (на основе ПА 66)
(на основе ПА 6)
• низкое водопоглощение
• повышенная прочность
• повышенное сопротивление
• оптическая прозрачность
разрыву
• редкие проблемы с расслаиванием
• повышенная эластичность
• меньшие значения усадки
• не просвечивающийся
• более подвержен усадке
Taulman Nylon 680 FDA
• для контакта с пищевыми
продуктами
Taulman Alloy 910
• пониженная усадка 0,0033%
• может обрабатывается паром
• сверхпрочность на растяжение;
• превосходная гибкость и жесткость;
• долговечность;
• используется в стоматологии и
• стойкость к химическим
медицине;
веществам.
Nylon (PrintProduct)
FDM Nylon 6 (Stratasys)
REC Friction
BFNylon (Bestfilament)
6.
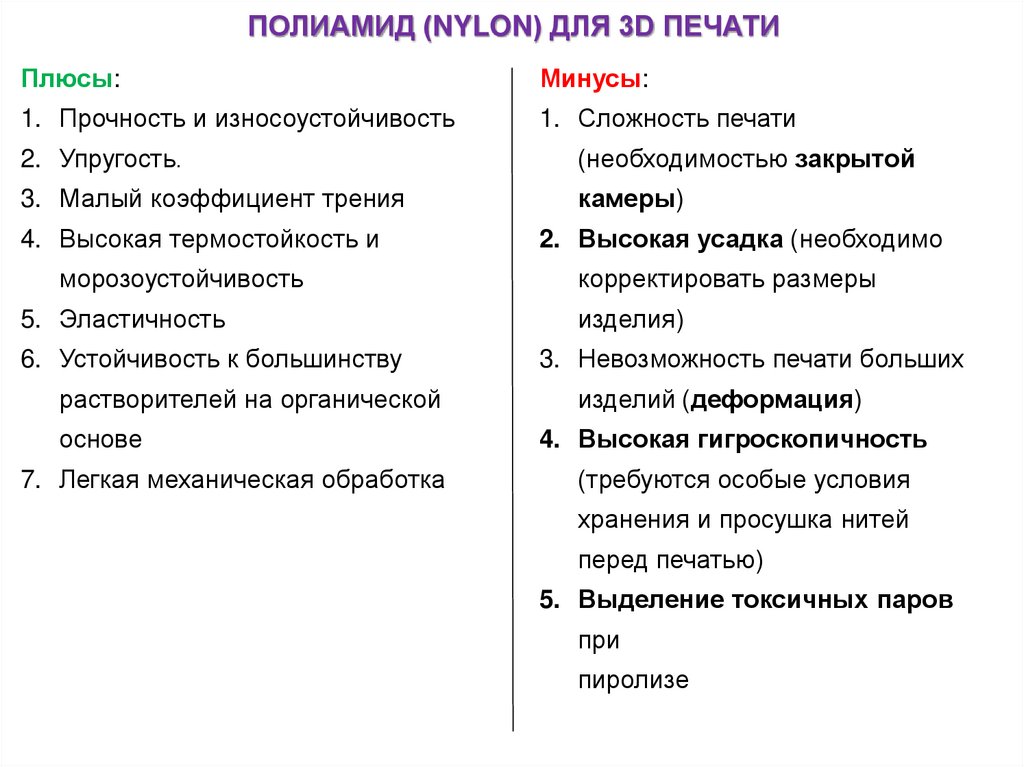
ПОЛИАМИД (NYLON) ДЛЯ 3D ПЕЧАТИПлюсы:
Минусы:
1. Прочность и износоустойчивость
1. Сложность печати
2. Упругость.
(необходимостью закрытой
3. Малый коэффициент трения
камеры)
4. Высокая термостойкость и
морозоустойчивость
5. Эластичность
6. Устойчивость к большинству
растворителей на органической
основе
7. Легкая механическая обработка
2. Высокая усадка (необходимо
корректировать размеры
изделия)
3. Невозможность печати больших
изделий (деформация)
4. Высокая гигроскопичность
(требуются особые условия
хранения и просушка нитей
перед печатью)
5. Выделение токсичных паров
при
пиролизе
7.
ТРЕБОВАНИЯ ПРИ ПЕЧАТИ NYLON1. Избегать сквозняков или прохладных мест.
2. Хорошая адгезия, что минимизирует вероятность расслоения моделей
3. При печати влажным материалом ухудшается адгезия слоя и значительно
ослабляет модель (охрупчивается)
4. Минимальная толщина стенок — 1 мм,
точность печати — ± 3%, высота слоя: 0,2 – 0,4 мм
5. Адгезия к столу - низкая
Предварительная подготовка
Сушка при температуре 80-95 С,
продолжительность - 6-8 часов.
Хранение в герметичном контейнере,
предпочтительно с осушителем (силикагелем).
Рекомендуемые параметры печати NYLON
Температура экструзии
200-260 С (в зависимости от типа полимера)
Температура подогрева стола 70 - 120 С (в зависимости от типа полимера)
Скорость печати
30-60 мм/с
8.
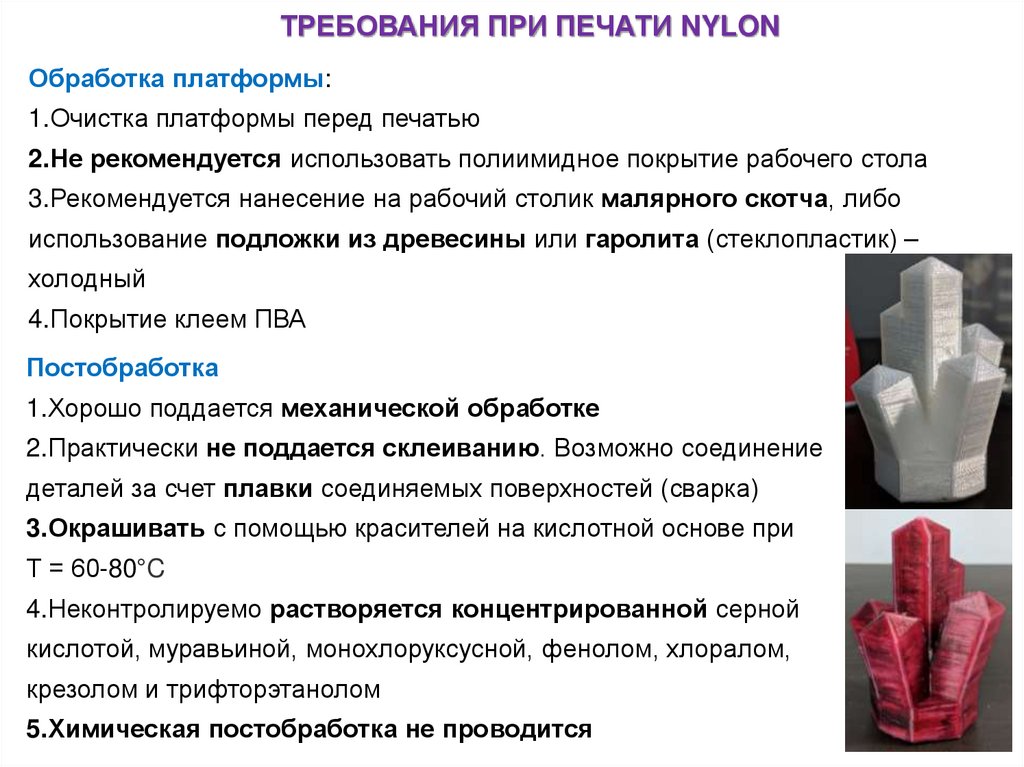
ТРЕБОВАНИЯ ПРИ ПЕЧАТИ NYLONОбработка платформы:
1.Очистка платформы перед печатью
2.Не рекомендуется использовать полиимидное покрытие рабочего стола
3.Рекомендуется нанесение на рабочий столик малярного скотча, либо
использование подложки из древесины или гаролита (стеклопластик) –
холодный
4.Покрытие клеем ПВА
Постобработка
1.Хорошо поддается механической обработке
2.Практически не поддается склеиванию. Возможно соединение
деталей за счет плавки соединяемых поверхностей (сварка)
3.Окрашивать с помощью красителей на кислотной основе при
Т = 60-80°C
4.Неконтролируемо растворяется концентрированной серной
кислотой, муравьиной, монохлоруксусной, фенолом, хлоралом,
крезолом и трифторэтанолом
5.Химическая постобработка не проводится
9.
ПРИМЕНЕНИЕ NYLON• Конструкционные детали движущихся
механизмов:
• шестеренки, втулки, крепеж и др.,
в том числе работающие в агрессивных
средах,
• трущиеся узлы кинематических пар
• многократно защелкивающиеся элементы,
• фрикционные вставки
Светильники и вазы
Фигурки, сувениры, игрушки
Бижутерия