


 mechanics
mechanicsSimilar presentations:










GKS-BC0315P панелегиб прижимного рычага
1.
Gweike Tech Co., LtdGKS-BC0315P
панелегиб прижимного
рычага
24.05.2024г.
2.
目录1、краткое
описание
2、состав оборудования
3、преимущества оборудования
Contents
4、технические характеристики
3.
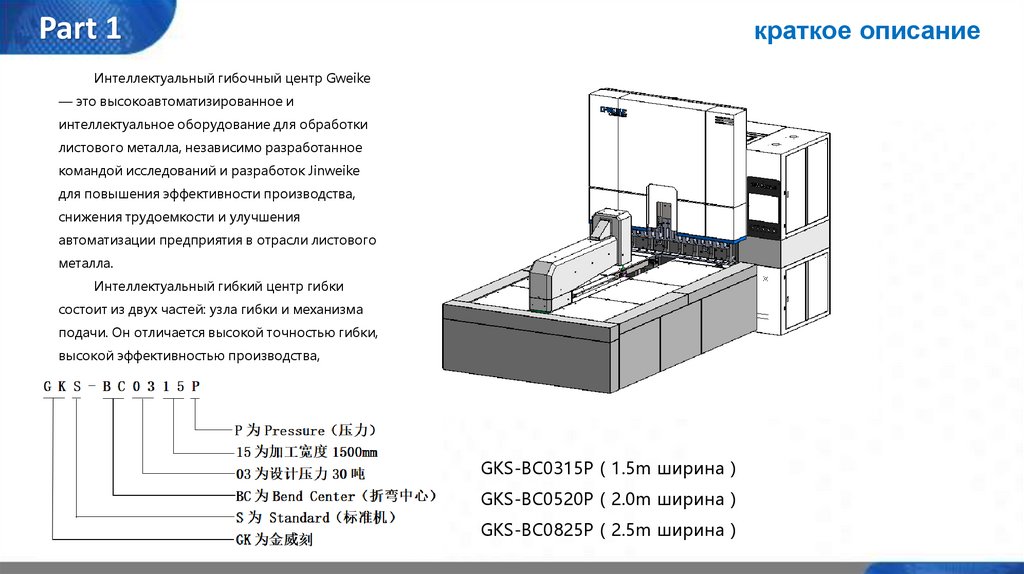
Part 1краткое описание
Интеллектуальный гибочный центр Gweike
— это высокоавтоматизированное и
интеллектуальное оборудование для обработки
листового металла, независимо разработанное
командой исследований и разработок Jinweike
для повышения эффективности производства,
снижения трудоемкости и улучшения
автоматизации предприятия в отрасли листового
металла.
Интеллектуальный гибкий центр гибки
состоит из двух частей: узла гибки и механизма
подачи. Он отличается высокой точностью гибки,
высокой эффективностью производства,
простотой эксплуатации и низкими затратами на
型号GKS-BC0315
техническое
обслуживание. 吸盘式
GKS-BC0315P 压臂式
GK为金威刻
S为 Standard 标准机
BC为Bend Center 折弯中心
P为Pressure 压力
03为设计压力30吨
15为加工宽度1500mm。
GKS-BC0315P 1.5m ширина
GKS-BC0520P 2.0m ширина
GKS-BC0825P 2.5m ширина
4.
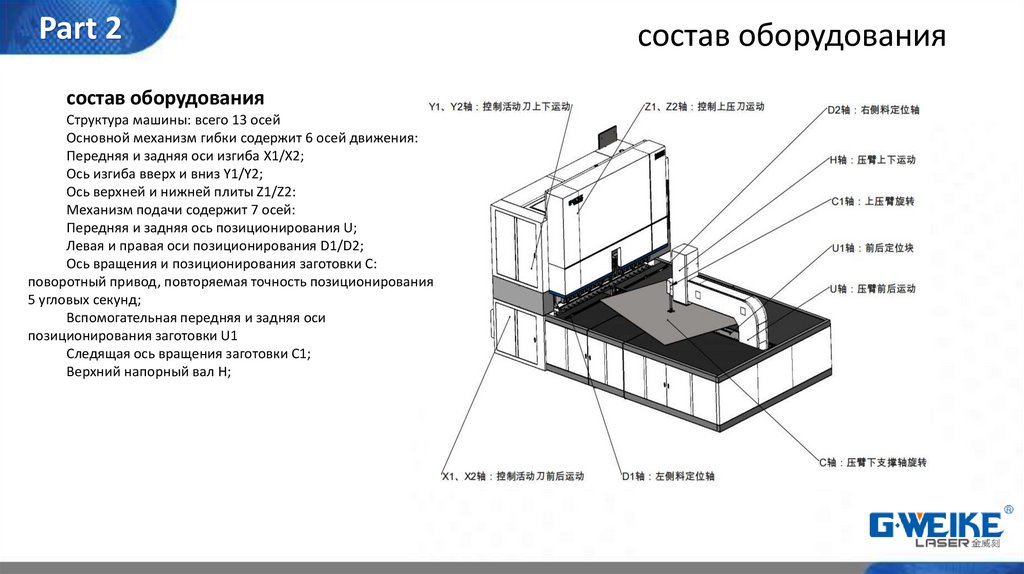
Part 2состав оборудования
Структура машины: всего 13 осей
Основной механизм гибки содержит 6 осей движения:
Передняя и задняя оси изгиба X1/X2;
Ось изгиба вверх и вниз Y1/Y2;
Ось верхней и нижней плиты Z1/Z2:
Механизм подачи содержит 7 осей:
Передняя и задняя ось позиционирования U;
Левая и правая оси позиционирования D1/D2;
Ось вращения и позиционирования заготовки C:
поворотный привод, повторяемая точность позиционирования
5 угловых секунд;
Вспомогательная передняя и задняя оси
позиционирования заготовки U1
Следящая ось вращения заготовки C1;
Верхний напорный вал H;
состав оборудования
5.
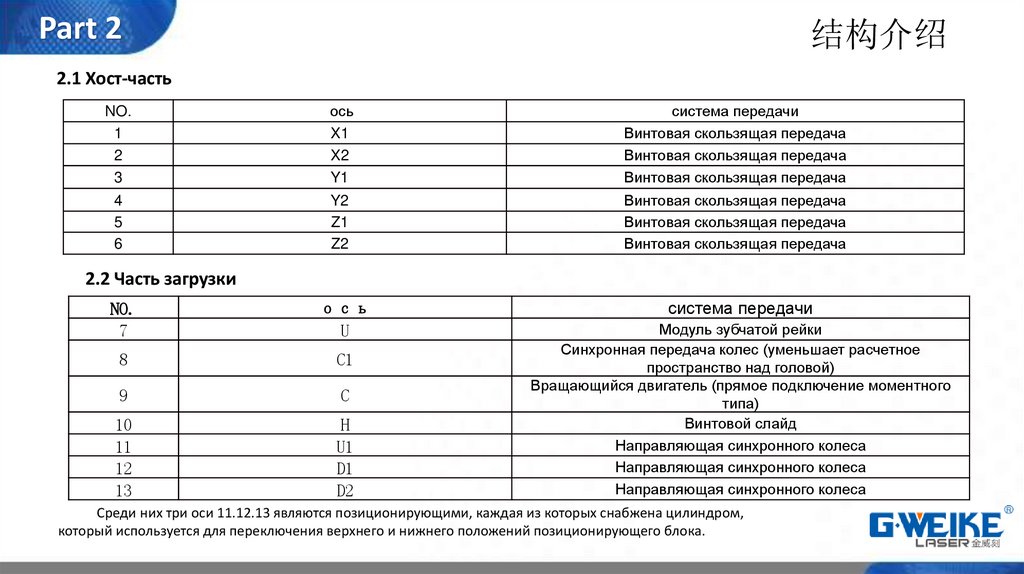
Part 2结构介绍
2.1 Хост-часть
NO.
1
2
3
ось
X1
X2
Y1
система передачи
Винтовая скользящая передача
Винтовая скользящая передача
Винтовая скользящая передача
4
5
6
Y2
Z1
Z2
Винтовая скользящая передача
Винтовая скользящая передача
Винтовая скользящая передача
NO.
7
ось
U
система передачи
8
C1
9
C
10
11
12
13
H
U1
D1
D2
2.2 Часть загрузки
Модуль зубчатой рейки
Синхронная передача колес (уменьшает расчетное
пространство над головой)
Вращающийся двигатель (прямое подключение моментного
типа)
Винтовой слайд
Направляющая синхронного колеса
Направляющая синхронного колеса
Направляющая синхронного колеса
Среди них три оси 11.12.13 являются позиционирующими, каждая из которых снабжена цилиндром,
который используется для переключения верхнего и нижнего положений позиционирующего блока.
6.
Part 3преимущества оборудования
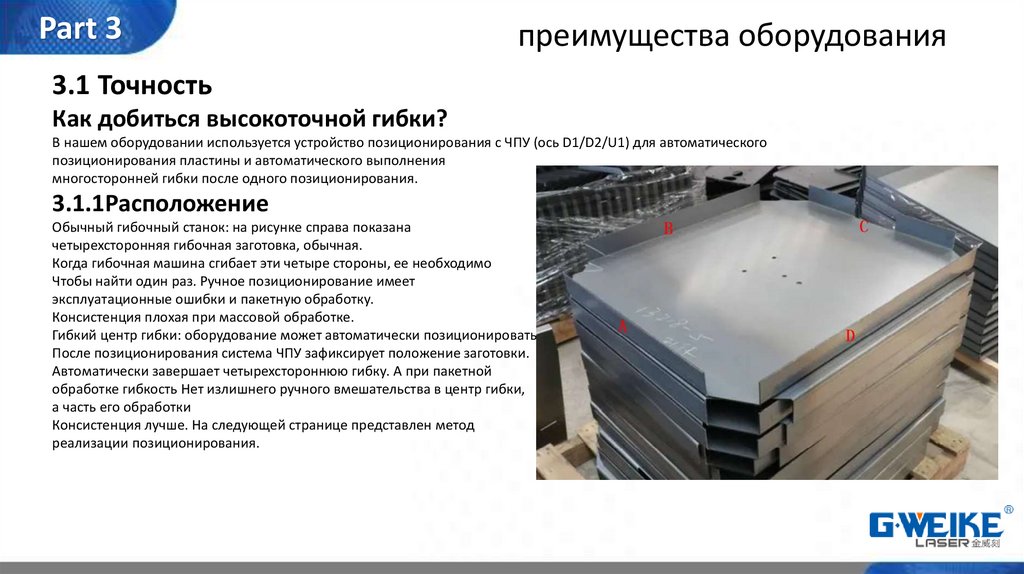
3.1 Точность
Как добиться высокоточной гибки?
В нашем оборудовании используется устройство позиционирования с ЧПУ (ось D1/D2/U1) для автоматического
позиционирования пластины и автоматического выполнения
многосторонней гибки после одного позиционирования.
3.1.1Расположение
Обычный гибочный станок: на рисунке справа показана
четырехсторонняя гибочная заготовка, обычная.
Когда гибочная машина сгибает эти четыре стороны, ее необходимо
Чтобы найти один раз. Ручное позиционирование имеет
эксплуатационные ошибки и пакетную обработку.
Консистенция плохая при массовой обработке.
Гибкий центр гибки: оборудование может автоматически позиционировать заготовку.
После позиционирования система ЧПУ зафиксирует положение заготовки.
Автоматически завершает четырехстороннюю гибку. А при пакетной
обработке гибкость Нет излишнего ручного вмешательства в центр гибки,
а часть его обработки
Консистенция лучше. На следующей странице представлен метод
реализации позиционирования.
7.
Part 3Этапы позиционирования
В процессе позиционирования
оборудования мы вводим характерные
размеры обрабатываемой детали в
операционную систему, и
приспособление позиционирования (Д1,
Д2) переместится в положение, близкое к
детали. Разместите пластину согласно
рисунку 2 для предварительного
позиционирования. На данный момент
левая и правая стороны оборудования
ограничены. Наконец, задняя ось
позиционирования U1 выдвигается
вперед для позиционирования заготовки.
Преимущества оборудования
8.
Part 3Преимущества оборудования
3.1 Точность
3.1.2 Компенсация ошибок
Наша система имеет функции компенсации размера и компенсации угла.
В материале могут быть ошибки. Когда мы делаем первый изгиб, мы можем измерить фактический размер изгиба и ввести
данные об отклонении размеров в систему, чтобы гарантировать точную обработку размеров заготовки.
3.2 Высокая эффективность
3.2.1 Эффективность позиционирования
Обычные гибочные станки требуют 4 операций ручного позиционирования при складывании четырехсторонних заготовок, тогда
как гибкий центр гибки требует только одного позиционирования.
3.2.2 Эффективность изгиба
Гибкий центр гибки полностью управляется сервоприводом, максимальная скорость которого составляет 0,2 с на инструмент.
Универсальность пресс-форм лучше, чем у обычных гибочных машин. Для дуг, застойных кромок и других технологических форм
нет необходимости менять формы в процессе обработки, что экономит рабочее время.
9.
Part 3Преимущества оборудования
3.3 Преимущества структуры кормления
Преимущество гибочного центра с прижимным рычагом по сравнению с гибочным центром с присоской
заключается в том, что его структура подачи имеет лучшую адаптируемость.
1.Полые заготовки можно обрабатывать
Тип прижимного рычага может смещать положение полой заготовки и менять руки для обработки, в то время как тип присоски
нелегко создать вакуум для полого листового металла.
2.Сильная движущая сила
Когда заготовка вращается на подающей платформе, она должна приводиться в движение конструкцией присоски/конструкцией
прижимного рычага, а тип прижимного рычага может обеспечить большую движущую силу. Движущая сила типа присоски
зависит от рабочего давления воздуха и количества присосок. Тип прижимного рычага приводится в движение механической
конструкцией с приводом от двигателя. Эта конструкция может обеспечить достаточную направленную вниз силу для сжатия
пластины и предотвращения вращательного проскальзывания. что приводит к неточному положению.
3.Минимальный размер формования прижимного рычага меньше.
Поскольку для подачи с помощью присоски требуется достаточное количество присосок, ее вращающаяся головка по оси C
больше. Размер вращающейся головки по оси C влияет на минимальный размер формования. Минимальный размер
формования с четырех сторон типа присоски. 310мм*410мм.
Конструкция напорной головки типа рычага меньше, чем у типа присоски, а минимальный размер формовки составляет 310*340
мм.
10.
Part 3Преимущества оборудования
3.4 Полностью электрический сервопривод
Наш гибочный центр оснащен полностью электрическим сервоприводом. По сравнению с традиционными
электрогидравлическими гибочными станками с сервоприводом его преимущества заключаются в следующем:
1. Полностью электрический центр гибки с сервоприводом экономит больше энергии, чем электрогидравлический сервопривод.
2. Полностью электрический сервогибочный центр не использует гидравлическое масло и не требует регулярной замены
гидравлического масла. Он экологически безопасен и безопасен.
3. Полностью электрический сервопривод обеспечивает стабильное управление и высокую точность. В настоящее время
существует три основных метода привода гибочных станков: электрогидравлический привод управления клапаном, привод
управления гибридным насосом и полностью электрический сервопривод.
Электрогидравлический привод управления клапаном: для обеспечения движущей силы используются гидравлический насос и
гидравлический клапан. Гидравлический клапан контролирует скорость потока и расход гидравлического масла. Система
управления контролирует время открытия и закрытия. гидравлического клапана для управления гибочной машиной Precision.
Такой метод управления приводит к низкой точности обработки гибочного станка.
Метод управления гибридным насосом
В этом методе используется серводвигатель для привода плунжерного насоса для создания давления. Расход, направление и
расход гидравлического масла определяются направлением вращения и скоростью серводвигателя. По сравнению с первым
методом точность выше, а влияние температуры масла меньше.
Полностью электрический сервопривод: на всех выходных валах используются серводвигатели, которые вообще не используют
гидравлическое масло для передачи давления. Гидравлическая система и гидравлическое масло отсутствуют, что позволяет
избежать негативного влияния на точность и скорость, поэтому точность гибки всегда может быть достигнута. поддерживается и в
то же время температура окружающей среды. Он также более адаптируется к средам длительной и высокой нагрузки.
4. Полностью электрическая конструкция сервотрансмиссии проще и легче в обслуживании, требуется только регулярная смазка.
Последующие затраты клиентов на обслуживание значительно сокращаются.
11.
Part 3Преимущества оборудования
3.5 Операционная система
Наша операционная система мощная, но метод ее работы прост, что более удобно для использования клиентами.
12.
Part 3Преимущества оборудования
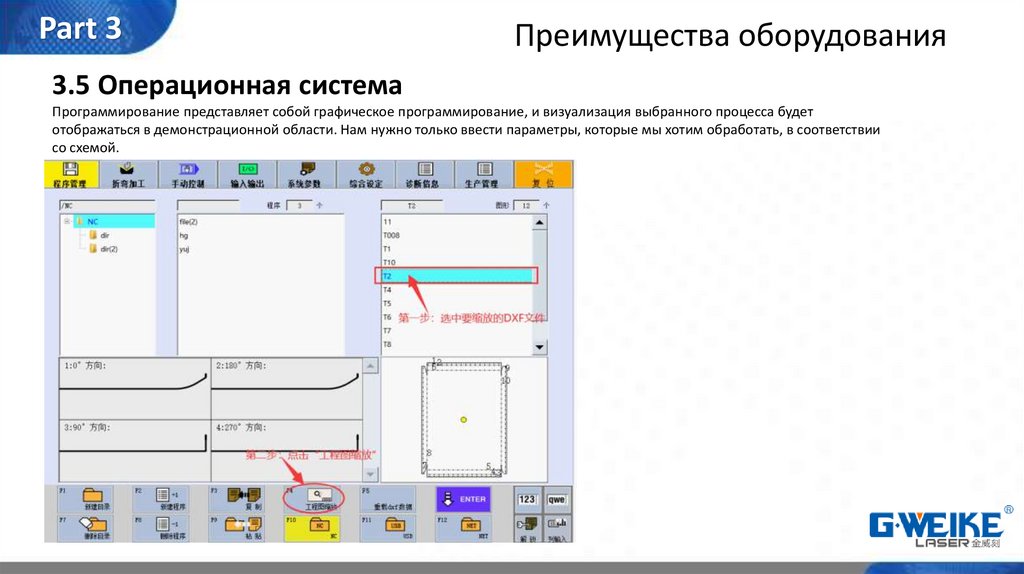
3.5 Операционная система
Программирование представляет собой графическое программирование, и визуализация выбранного процесса будет
отображаться в демонстрационной области. Нам нужно только ввести параметры, которые мы хотим обработать, в соответствии
со схемой.
13.
Part 3Преимущества оборудования
3.5 Операционная система
Его система компенсации является полной и объяснена со ссылкой на компенсацию угла и размера, обычно используемую в
системе.
Угловая компенсация
Описание функции: Коррекция отклонения угла изгиба заготовки. Например, если угол изгиба заготовки установлен на 45°, если
выполняется обработка.
Если измеренный угол заготовки составляет 45,05°, введите -0,05° для компенсации угла.
Условия использования параметра: Используйте, когда фактический угол заготовки отклоняется от входного угла.
Область действия параметра: действительна для всех этапов гибки, указанных в таблице.
Диапазон установки параметра: [-100, 100].
Значение по умолчанию: 0.
компенсация размера
Описание функции: Исправьте отклонение размера изгиба заготовки. Например, если размер изгиба заготовки установлен на 20,
если обработка фактически измеряется.
Если размер заготовки составляет 19,005, введите 0,005 для компенсации размера.
Условия использования параметра: Использовать при отклонении фактического размера заготовки от входного размера.
Область действия параметра: действительна для всех этапов гибки, указанных в таблице.
Диапазон установки параметра: [-100, 100].
Значение по умолчанию: 0.
14.
Part 3Преимущества оборудования
3.5 Операционная система
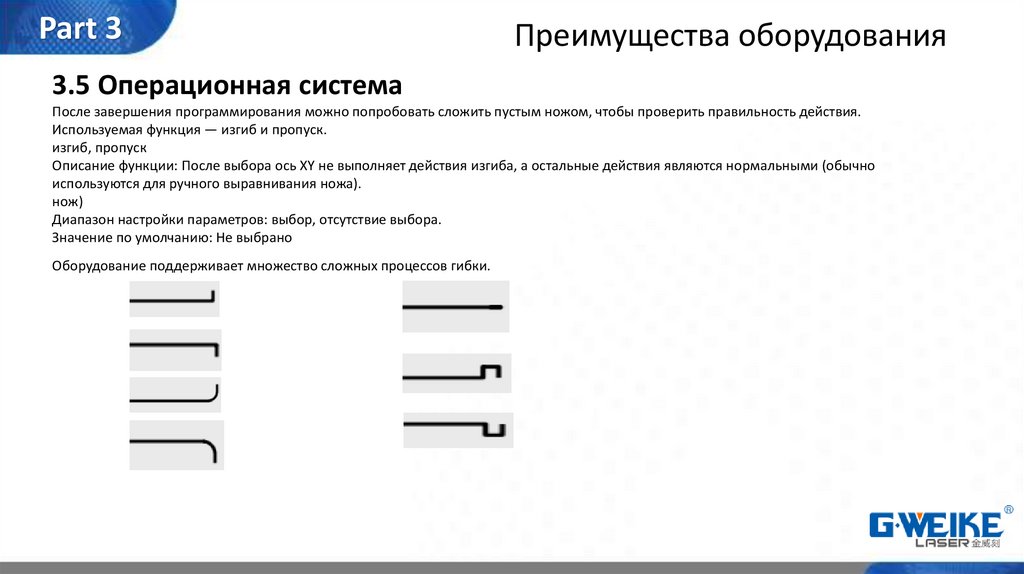
После завершения программирования можно попробовать сложить пустым ножом, чтобы проверить правильность действия.
Используемая функция — изгиб и пропуск.
изгиб, пропуск
Описание функции: После выбора ось XY не выполняет действия изгиба, а остальные действия являются нормальными (обычно
используются для ручного выравнивания ножа).
нож)
Диапазон настройки параметров: выбор, отсутствие выбора.
Значение по умолчанию: Не выбрано
Оборудование поддерживает множество сложных процессов гибки.
15.
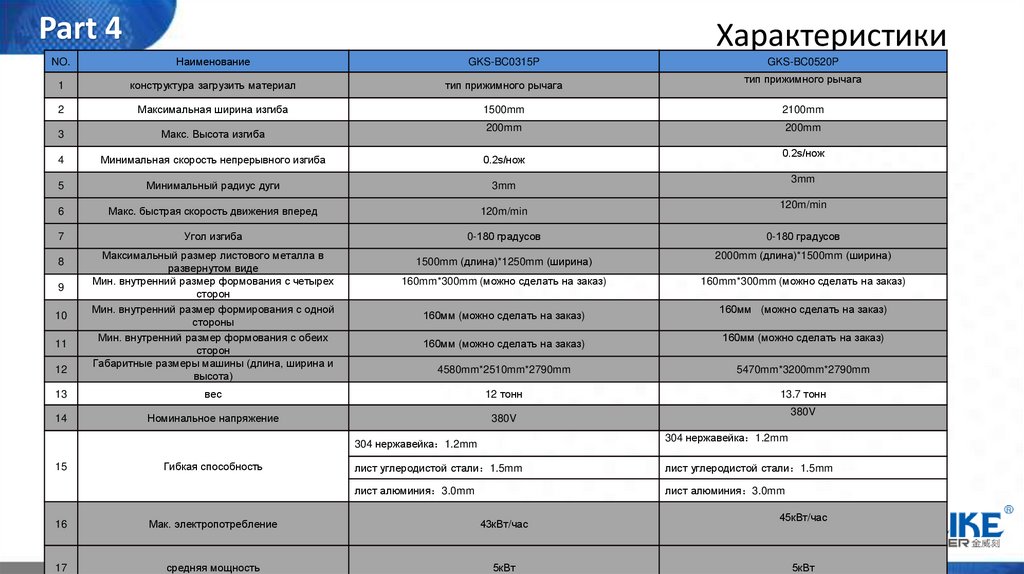
Part 4Характеристики
NO.
Наименование
GKS-BC0315P
1
конструктура загрузить материал
тип прижимного рычага
2
Максимальная ширина изгиба
1500mm
2100mm
3
Макс. Высота изгиба
200mm
200mm
4
Минимальная скорость непрерывного изгиба
0.2s/нож
5
Минимальный радиус дуги
3mm
6
Макс. быстрая скорость движения вперед
120m/min
7
Угол изгиба
0-180 градусов
8
9
10
11
12
Максимальный размер листового металла в
развернутом виде
Мин. внутренний размер формования с четырех
сторон
Мин. внутренний размер формирования с одной
стороны
Мин. внутренний размер формования с обеих
сторон
Габаритные размеры машины (длина, ширина и
высота)
1500mm (длина)*1250mm (ширина)
160mm*300mm (можно сделать на заказ)
160мм (можно сделать на заказ)
160мм (можно сделать на заказ)
0.2s/нож
3mm
120m/min
0-180 градусов
2000mm (длина)*1500mm (ширина)
160mm*300mm (можно сделать на заказ)
160мм (можно сделать на заказ)
160мм (можно сделать на заказ)
5470mm*3200mm*2790mm
13.7 тонн
вес
12 тонн
14
Номинальное напряжение
380V
380V
304 нержавейка 1.2mm
304 нержавейка 1.2mm
Гибкая способность
тип прижимного рычага
4580mm*2510mm*2790mm
13
15
GKS-BC0520P
лист углеродистой стали 1.5mm
лист углеродистой стали 1.5mm
лист алюминия 3.0mm
лист алюминия 3.0mm
16
Мак. электропотребление
43кВт/час
17
средняя мощность
5кВт
45кВт/час
5кВт