 law
lawSimilar presentations:



")






Обоснование необходимости разработки/пересмотра стандарта, разработка общих положений и особых требований к объекту
1.
Обоснование необходимостиразработки/пересмотра стандарта,
разработка общих положений и особых
требований к объекту стандартизации
Выполнила: Асеева М.С.
Преподаватель: Будкин В.Ю.
2.
Задачи реферата1. Описать особенности аддитивного производства методом PBF;
2. Изучить основные положения и требования стандарта ISO / ASTM DIS
52948;
3. Проанализировать существующие проблемы в области неразрушающего
контроля деталей, изготовленных методом аддитивного производства;
4. Обосновать необходимость разработки или пересмотра стандарта;
5. Разработать общие положения и особые требования к объекту
стандартизации.
3.
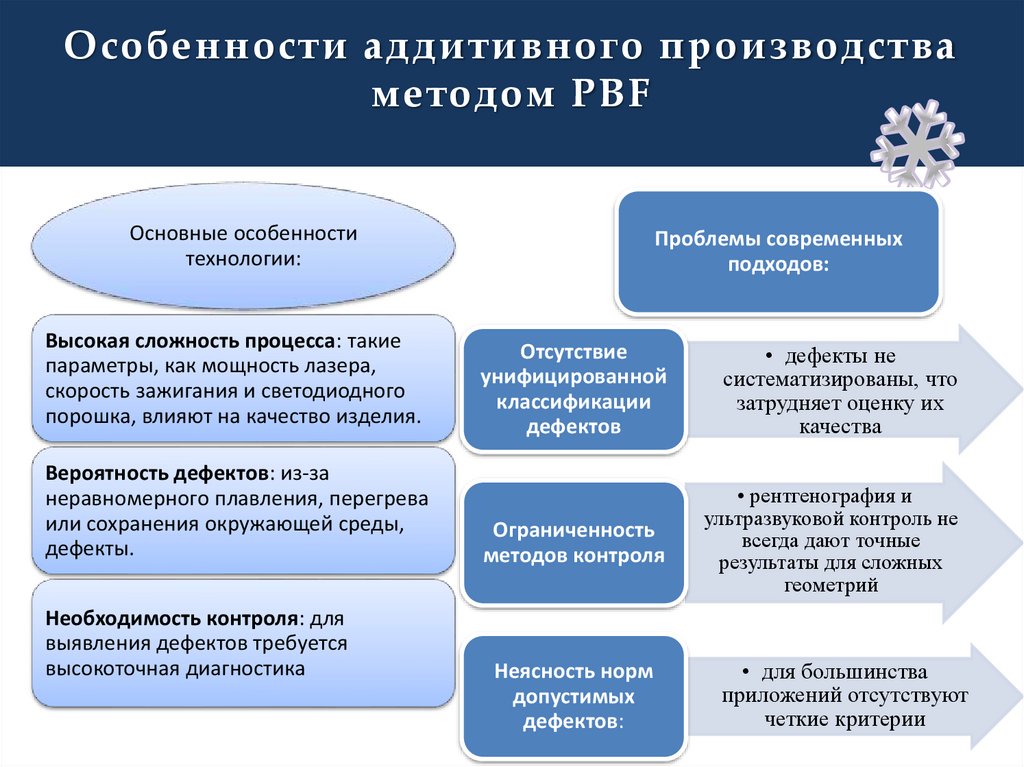
Особенности аддитивного производстваметодом PBF
Основные особенности
технологии:
Высокая сложность процесса: такие
параметры, как мощность лазера,
скорость зажигания и светодиодного
порошка, влияют на качество изделия.
Вероятность дефектов: из-за
неравномерного плавления, перегрева
или сохранения окружающей среды,
дефекты.
Необходимость контроля: для
выявления дефектов требуется
высокоточная диагностика
Проблемы современных
подходов:
Отсутствие
унифицированной
классификации
дефектов
• дефекты не
систематизированы, что
затрудняет оценку их
качества
Ограниченность
методов контроля
• рентгенография и
ультразвуковой контроль не
всегда дают точные
результаты для сложных
геометрий
Неясность норм
допустимых
дефектов:
• для большинства
приложений отсутствуют
четкие критерии
4.
Обзор стандарта ISO / ASTM DIS 52948Стандарт
ISO/ASTM
DIS
52948
предназначен
для
регламентации
методов
классификации дефектов в деталях, используемых методом PBF, с применением
неразрушающего контроля (NDT).
Область применения стандарта. Стандарт ISO / ASTM DIS 52948 применяется в
различных отраслях промышленности, где используется аддитивное производство
металлов. Он охватывает процессы неразрушающего контроля и оценки качества
деталей, изготовленных методом АП.
Использование стандарта ISO / ASTM DIS 52948 позволяет:
Обеспечить контроль качества на всех этапах производства;
Выявлять и классифицировать дефекты в деталях;
Повышать надёжность и долговечность изделий;
Снижать риск возникновения аварийных ситуаций;
Соблюдать требования безопасности и качества продукции.
5.
Обоснование необходимостиразработки или пересмотра стандарта
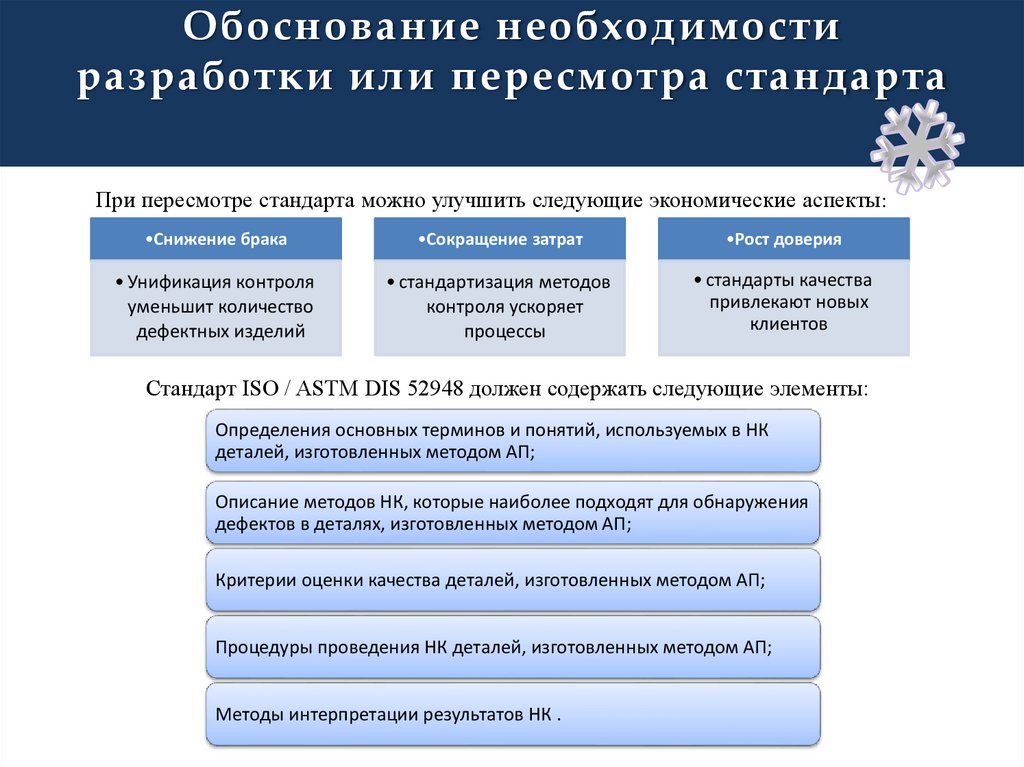
При пересмотре стандарта можно улучшить следующие экономические аспекты:
•Снижение брака
•Сокращение затрат
•Рост доверия
• Унификация контроля
уменьшит количество
дефектных изделий
• стандартизация методов
контроля ускоряет
процессы
• стандарты качества
привлекают новых
клиентов
Стандарт ISO / ASTM DIS 52948 должен содержать следующие элементы:
Определения основных терминов и понятий, используемых в НК
деталей, изготовленных методом АП;
Описание методов НК, которые наиболее подходят для обнаружения
дефектов в деталях, изготовленных методом АП;
Критерии оценки качества деталей, изготовленных методом АП;
Процедуры проведения НК деталей, изготовленных методом АП;
Методы интерпретации результатов НК .
6.
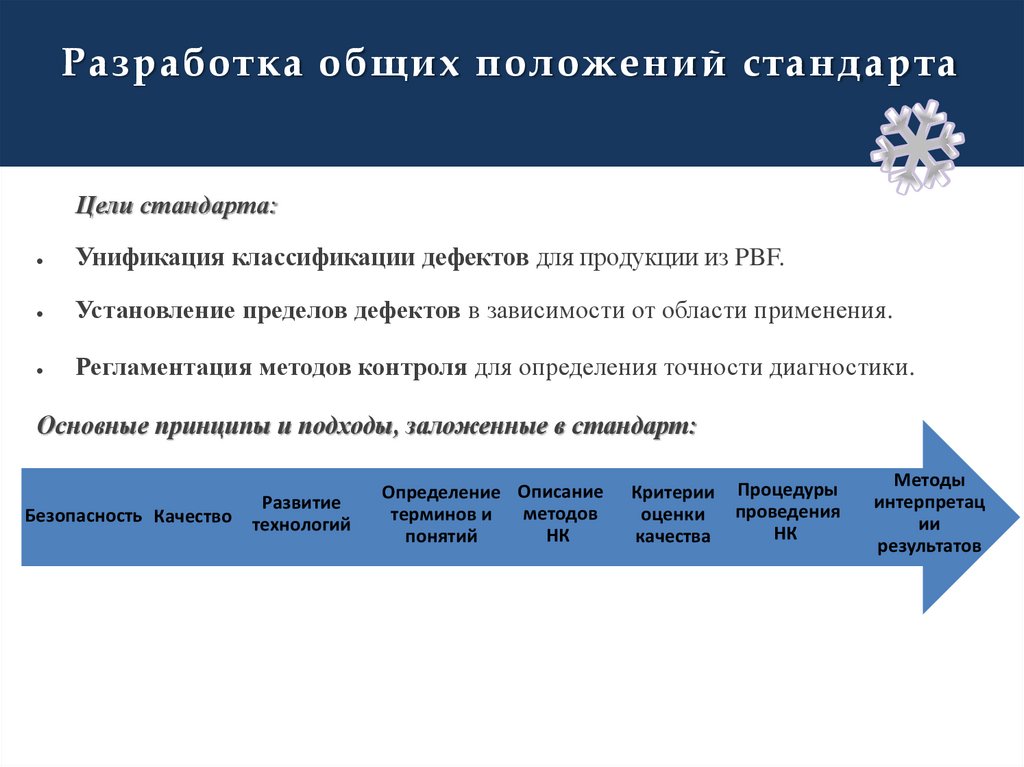
Разработка общих положений стандартаЦели стандарта:
Унификация классификации дефектов для продукции из PBF.
Установление пределов дефектов в зависимости от области применения.
Регламентация методов контроля для определения точности диагностики.
Основные принципы и подходы, заложенные в стандарт:
Безопасность Качество
Развитие
технологий
Определение Описание
методов
терминов и
НК
понятий
Критерии Процедуры
оценки проведения
НК
качества
Методы
интерпретац
ии
результатов
7.
Особые требования к объектустандартизации
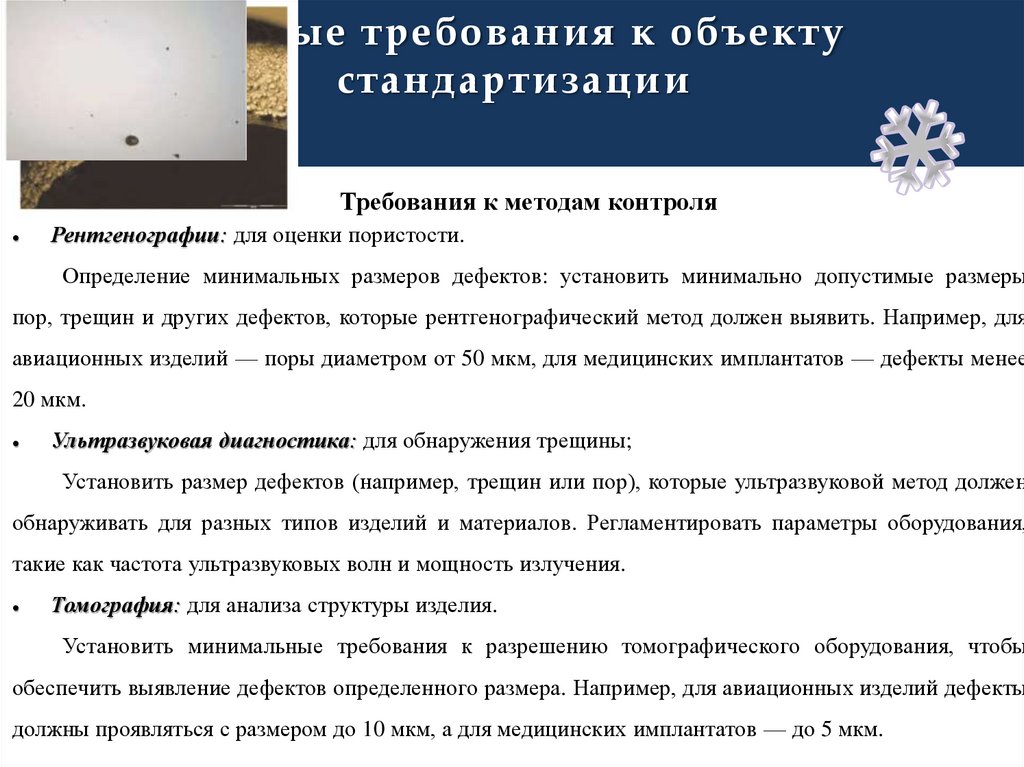
Требования к методам контроля
Рентгенографии: для оценки пористости.
Определение минимальных размеров дефектов: установить минимально допустимые размеры
пор, трещин и других дефектов, которые рентгенографический метод должен выявить. Например, для
авиационных изделий — поры диаметром от 50 мкм, для медицинских имплантатов — дефекты менее
20 мкм.
Ультразвуковая диагностика: для обнаружения трещины;
Установить размер дефектов (например, трещин или пор), которые ультразвуковой метод должен
обнаруживать для разных типов изделий и материалов. Регламентировать параметры оборудования,
такие как частота ультразвуковых волн и мощность излучения.
Томография: для анализа структуры изделия.
Установить минимальные требования к разрешению томографического оборудования, чтобы
обеспечить выявление дефектов определенного размера. Например, для авиационных изделий дефекты
должны проявляться с размером до 10 мкм, а для медицинских имплантатов — до 5 мкм.
8.
Особые требования к объектустандартизации
Контроль параметров производственного процесса аддитивного производства методом PBF
1. Мощность лазера
Рекомендации к стандартизации:
Определение оптимального диапазона мощности для конкретных материалов и изделий
Установление стандартных тестов для калибровки оборудования:
Регламентация параметров работы лазера
Мониторинг процесса в реальном времени
Безопасность работы
2. Толщина слоя:
Рекомендации к стандартизации:
Определение стандартной толщины слоя для разных материалов и областей применения
Допустимые отклонения толщины слоя и методы их измерения:
Разработка стандартов для настройки оборудования:
Контроль качества