


 economics
economicsSimilar presentations:




 и эффективность их использования")





Методы эффективного использования логистических ресурсов. Тема 2
1.
Методы эффективногоиспользования логистических
ресурсов
Тема 2
2.
Вопросы темы:• Введение
• 1.Методология оптимального размещения логистических
мощностей
• 2. Методология экономического компромисса в логистике
• 3. Концепция «Бережливое производство»
• 4. Утилизация вторичных производственных отходов
Литература: глава 2 &2.1-2.4
Учебник в book.ru авторы Марков О.И., В.А. Медведев
«Организация ресурсов организаций (подразделений), связанных с
материальными и нематериальными потоками»
3.
Оптимизация логистических бизнеспроцессов
• процедура, которая позволит свести к минимуму издержки и риски, сократить расходы,
улучшить качество работы и повысить конкурентоспособность предприятия.
Итогом оптимизации процессов логистики станут:
-Ускорение решения типовых проблем;
- Уменьшение издержек производства;
-Рост скорости производства продуктов и повышение их качества;
-Оптимизация работы с клиентами;
-Снижение расходов на обучение сотрудников.
В результате оптимизации логистических бизнес-процессов высвобождаются время и
ресурсы, которые можно направить на решение стратегических или других вопросов.
4.
Принципы оптимизации1.
2.
3.
4.
Наличие основы. Вначале необходимо выделить бизнес-процессы:
оптимизировать хаос невозможно. Зафиксируйте текущие логистические бизнеспроцессы в виде моделей, чтобы впоследствии уже выстраивать их заново,
оценивать оптимальность и улучшать.
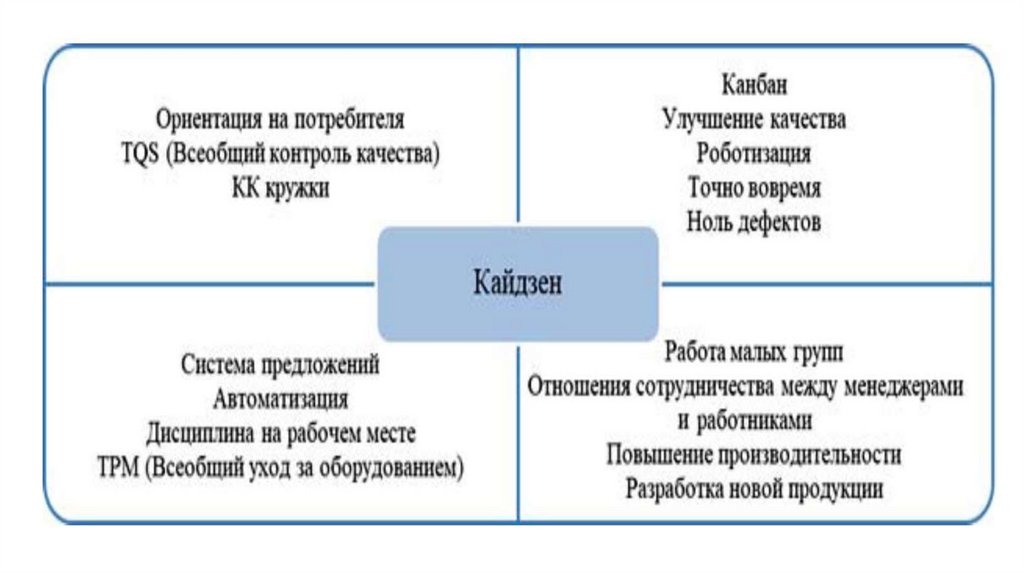
Начинайте оптимизацию бизнес-процессов логистики, двигаясь к общему от
частного — выявляя, объединяя в группы и устраняя отдельные недостатки. Если
же вы хотите использовать обратный подход, движение от общего к частному –
используйте реинжиниринг.
Неоднозначность решений. Устранив неоптимальный по одному из критериев,
вы можете ухудшить другой процесс. Поэтому очень важно оценивать все
последствия оптимизации, чтобы сделать обоснованный выбор.
Нелюбовь сотрудников к оптимальным процессам. Вам придется учитывать:
следствием оптимизации станет усиление эксплуатации исполнителей, что
приведет к сопротивлению последних.
5.
Реинжиниринг бизнес-процессов (англ. Businessprocess reengineering)
— фундаментальное переосмысление и радикальное
перепроектирование бизнес-процессов для достижения
максимального эффекта ПХД и ЭФД, оформленное
соответствующими организационно-распорядительными и
нормативными документами.
6.
Основные задачи оптимизации логистическихбизнес-процессов предприятия
• контроль,
• оценка
• уменьшение издержек товародвижения.
7.
Особое внимание обращается на:• транспортные расходы на доставку товаров, осуществляемую различными видами
транспорта (погрузчик);
• транспортные затраты на погрузку, выгрузку товара, а также на возможные
перевалки на пути следования товара;
• стоимость комплектации и хранения груза во время перевалки;
• транспортные затраты, которые связаны с непродуктивным хранением (порча в
месте хранения, хищения в месте хранения, потеря груза, нарушение
комплектации);
• расходы на формирование, содержание запасов товара у компаний-посредников;
• «Дефицитные издержки», которые связаны с отсутствием товаров в каких-либо
звеньях сбытовой цепи, с недостатком умения управлять комплектацией, с
невозможностью выполнить заказ, а также с непредвиденными кризисными
экономическими ситуациями;
• стоимость маркировки единицы, упаковки и оформления сопутствующей
документации;
• издержки на страхование грузов, экспедиторские операции, административные
операции, грузовые сборы.
8.
Основные инструменты для оптимизации• моделирование процессов;
• аудит;
• управление;
• реинжиниринг и стандартизацию бизнес-процессов склада;
• бережливые технологии, обучение и тренинги персонала;
• системы диспетчеризации складских помещений (информация о состоянии);
• сетевые графики;
• технологические карты (информация о модулях и техпроцессах);
• оперативное планирование работы.
9.
1. Основные актуальные факторы, влияющие надальнейшее развитие логистической системы
10.
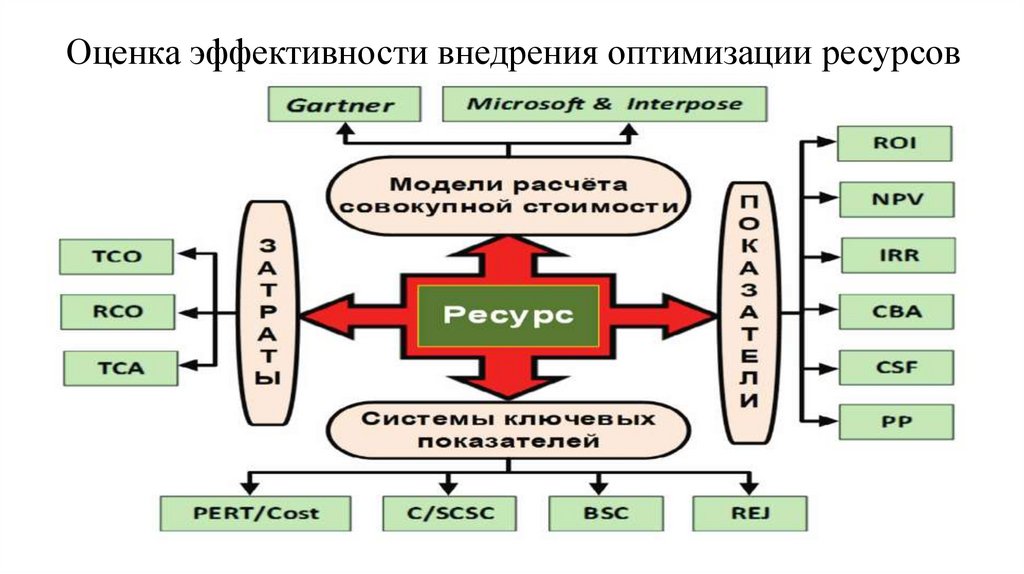
Оценка эффективности внедрения оптимизации ресурсов11.
Затратные методы оценки эффективности:Наиболее популярно ТСО
12.
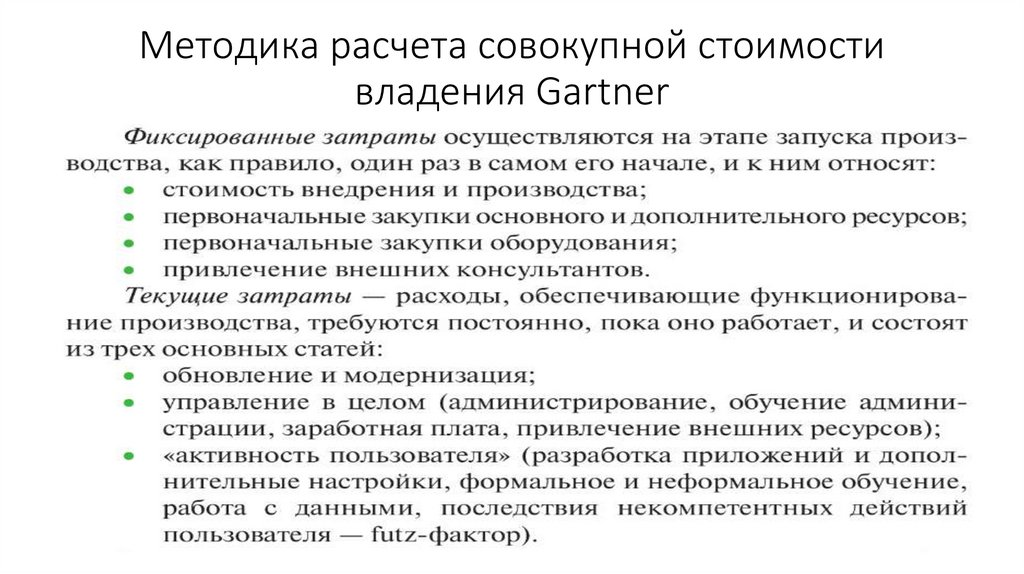
Методика расчета совокупной стоимостивладения Gartner
13.
Методика расчета совокупной стоимости владенияMicrosoft и Interpose
- Прямые затраты: предусмотрены бюджетом и планируются
Пример: оборудование, сырье и материалы, административные расходы
(администрирование и сервис), логистическая поддержка.
- Косвенные затраты: составляют почти 50% от средних расходов, не
планируются и часто не регистрируются.
Примеры: неформальное обучение, персональная поддержка, простои
из-за нерабочего оборудования или некачественного сырья, ошибки и
просчеты
14.
Показатели эффективности использованияресурсов
15.
Системы ключевых показателей• методики PERT/Cost (Program Evaluation Review Technique) —
анализ затрат;
• концепция C/SCSC (Cost/Schedule Control Systems Criteries) —
затратно-временные системные показатели управления;
• система BSC (Balanced Scorecard) сбалансированных показателей;
• методика REJ (Rapid Economic Justi cation) быстрого
экономического обоснования.
16.
Основные методы определения оптимального размещениялогистических мощностей
17.
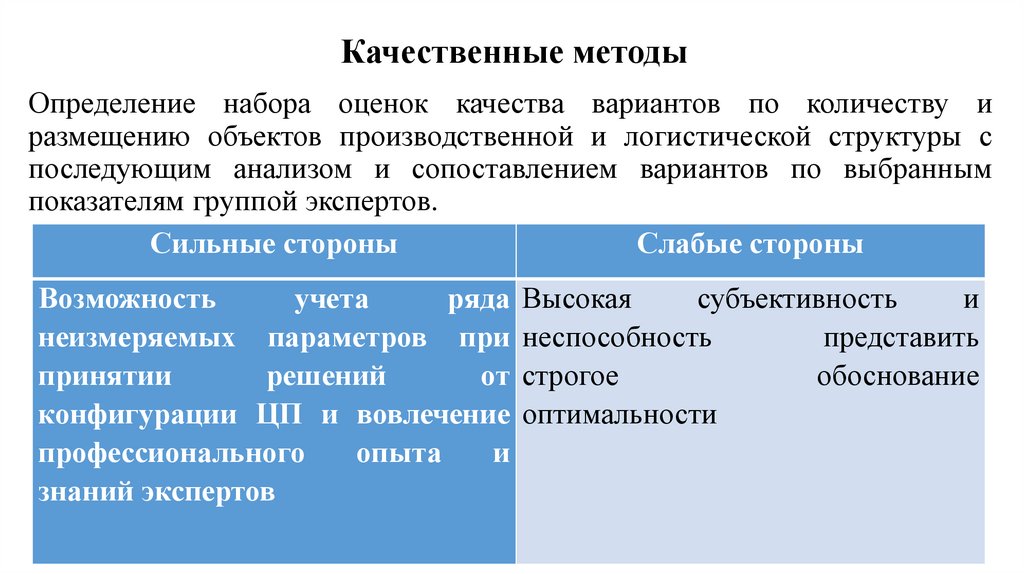
Качественные методыОпределение набора оценок качества вариантов по количеству и
размещению объектов производственной и логистической структуры с
последующим анализом и сопоставлением вариантов по выбранным
показателям группой экспертов.
Сильные стороны
Слабые стороны
Возможность
учета
ряда Высокая
субъективность
и
неизмеряемых параметров при неспособность
представить
принятии
решений
от строгое
обоснование
конфигурации ЦП и вовлечение оптимальности
профессионального
опыта
и
знаний экспертов
18.
Методы ранжированияПохожи на качественные методы т.к. есть элемент экспертной оценки,
дополнительно производится расчет баллов на основе количественных
оценок по каждому варианту.
• Итоговый рейтинг=сумма взвешенных оценок по выбранным
индикаторам.
• Каждому индикатору присваивается свой вес в определении рейтинга.
Это метод количественного выражения качественных оценок по разным
параметрам, влияющим на количество, размещение и структуру потоков
между объектами в цепи поставок
19.
Методы ранжированияСильные стороны
Слабые стороны
Возможность
задать Высокая субъективность
значимость
и
дать и
неспособность
количественную оценку представить
строгое
любому параметру, а обоснование
затем
посчитать оптимальности
интегральный бал
20.
Количественные методыИспользование упрощенной модели реальной ситуации и
математически расчет оптимального решения по заданному
критерию , например минимум затрат или максимум качества.
Сильные стороны
Слабые стороны
Способность представить Ограниченный
учет
точное
и
обоснованное качественных факторов
решение
задачи
о
количестве и размещении
мощностей
в
сетевой
структуре ЦП
21.
Основные количественные методы22.
Сервисно-ориентированный подходПокрытие точек сбыта продукции и услуг, когда преследуется
основная цель в области достижения определенного уровня
логистического сервиса.
В основном цель – наименьшее расстояние до точек сбыта или
сокращение времени обслуживания, при этом устанавливаются
бюджетные ограничения.
Эта цель достигается если склад находится в центре
обслуживаемой территории.
23.
Затратно-ориентированный подходПостроение логистической инфраструктуры структуры, при которой
обеспечиваются оптимальные затраты.
В качестве ограничения- необходимый уровень логистического
сервиса
Минимум затрат на строительство и содержание склада.
Ограничиваются постоянные издержки склада.
Вводится показатель «минимальной суммы» заказа, которая
покрывает логистические издержки на среднее расстояние
доставки
24.
Факторы влияющие на расчет оптимального размещениялогистических мощностей
25.
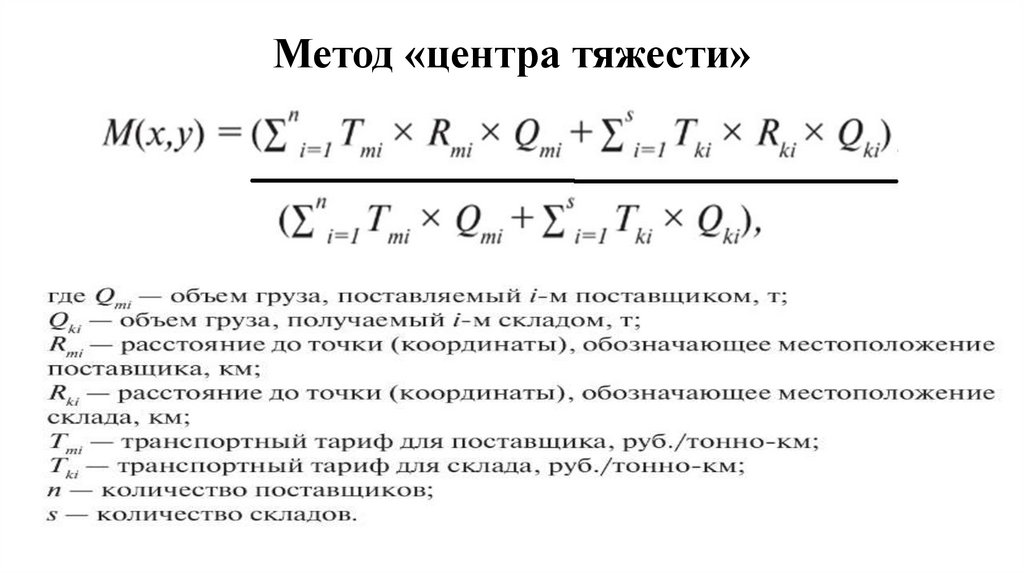
Метод «центра тяжести»26.
2. Методология экономическогокомпромисса в логистике
• основные звенья логистической цепи рассматриваются не
изолированно друг от друга, а в совокупности.
Экономический компромисс — это метод балансирования
расходов, доходов и прибыли фирмы.
27.
Основные аспекты оценки экономическогокомпромисса:
1) с позиции влияния на совокупные издержки логистической
системы;
2) с позиции влияния его на уровень доходов от реализации.
28.
Компромисс интересов подразделений29.
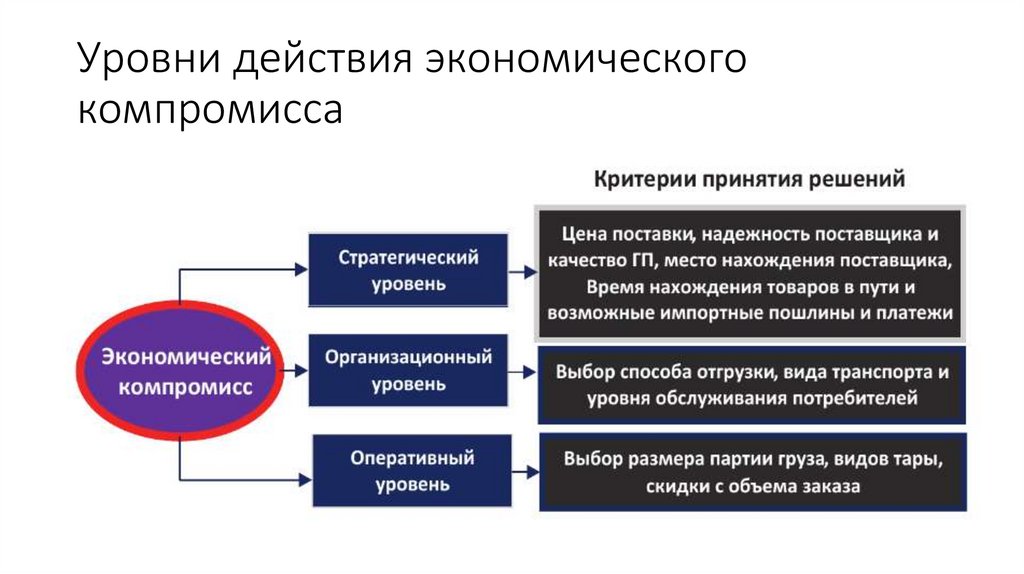
Уровни действия экономическогокомпромисса
30.
Уровни действия экономическогокомпромисса:
• 1) проблемы фундаментального характера (составляют часть
стратегического плана, в котором планируются долговременные
перспективы развития организации — выбор поставщика, выбор
метода закупок и др.) – до 3х лет;
• 2) решение проблем организационного уровня, касающихся
производства (охватывает период до 2х лет — определение способа
отгрузки, вида транспорта и уровня обслуживания);
• 3) решение проблем на оперативном уровне (решение повседневных
задач, планирование на срок до 1 года — определение размера
партии груза, скидки с объема заказа, выбор тары, вида транспорта и
др.).
31.
Показатели эффективности и качествафункционирования логической системы:
• 1) надежность работы логистической системы;
• 2) безотказность;
• 3) своевременность (поставки в оговоренные сроки, в определенный пункт
назначения, в определенном количестве и т.д.);
• 4) уровень послепродажного сервиса.
Эффективность логистической системы снижает совокупные издержки
производства и приводит к повышению рентабельности организации.
Логистика обладает большим потенциалом увеличения экономической
эффективности. Экономический эффект от использования логистического
подхода проявляется в высоком уровне организации производства и
экономии натуральных и денежных ресурсов, как результат правильной
организации.
32.
Эффективность логистической системыхарактеризуется следующими показателями:
• 1) уровнем запасов - чем их меньше, тем эффективнее система, но снижается ее надежность,
повышается степень зависимости от внешних условий и непредвиденных обстоятельств,
затрудняет планирование;
• 2) временем прохождения материального потока по звеньям логистической цепи - чем
меньше звеньев в логистической цепи, тем более эффективной она будет, тем меньше времени
будет затрачиваться на ее прохождение;
• 3) продолжительностью цикла обслуживания заказа, качеством оказываемого сервиса - чем
выше уровень сервиса, тем крепче и надежнее будут внешние связи логистической системы с
поставщиками и потребителями);
• 4) размером партии грузов;
• 5) уровнем и степенью использования (коэффициентом загрузки) производственных
мощностей - рациональное использование производственных мощностей позволяет избежать
вынужденных простоев производства, повышает производительность, снижает постоянные
издержки производства и логистики;
• 6) маневренностью, мобильностью, гибкостью, адаптивностью, устойчивостью работы системы
-рыночная система хозяйствования характеризуется постоянной изменчивостью конъюнктуры,
спрос потребителей изменяется очень быстро, поэтому необходимо, чтобы система могла
быстро подстраиваться под новую рыночную обстановку.
33.
3. Концепция «Бережливое производство»• Бережливое производство (Lean production, Lean manufacturing) –
это концепция управления производственным предприятием,
основанная на стремлении к повышению качества работы за счет
устранения всех видов потерь.
Распространяется на все производственное предприятие,
затрагивая каждый аспект его деятельности: проектирование,
производство, сбыт продукции и т.д.
34.
Деятельность подразделяется на 2сегмента:
1. операции и процессы, которые добавляют ценность для
конечного потребителя;
2. операции и процессы, которые не добавляют ценность для
конечного потребителя, которые можно рассматривать в качестве
потерь, которые необходимо устранить.
35.
Принципы бережливого производства:1.
Создание ценности. Ценностью являются те действия, которые необходимы конечному
потребителю, за которые он готов платить.
2. Устранение всех видов потерь.
Выделяют 8 видов потерь:
–производство чего-либо до момента необходимости, тем самым данный вид потерь создает излишние
запасы производственно-материальных ценностей;
– излишние запасы, которые хранятся на складе или мешают на производственном участке;
– ненужная транспортировка, которая являются необязательным перемещением сырья или же готовой
продукции и замедляет время выхода готовой продукции из производственного процесса;
– лишние движения сотрудников предприятия, которые не приносят ценность для конечного потребителя;
– ожидание, которое является промежутком времени между стадиями производственного процесса;
– излишняя обработка, которая является одним из самых сложных для определения видом потерь;
– продукция с некоторыми отклонениями, которая требует либо утилизации, либо последующей
переработки.
– неиспользованный потенциал сотрудников. К данному виду потерь может относиться потеря
креативности, мотивации, идей и т.д. Данная потеря часто недооценивается, так как ответственность за
потенциал сотрудников лежит на менеджменте предприятия. А это в свою очередь обусловлено
проводимой политикой и стилем менеджмента.
36.
Принципы бережливого производства:• 3) Принцип непрерывного потока. Данный принцип заключается в непрерывности
процессов/движений продукта/услуги или информации от начала и до конца
производственного процесса.
Принцип основан на создании четкой последовательности стадий, которые создают ценность
для конечного потребителя, чтобы продукт/услуга проходил непрерывную цепочку от сырья и
до становления готовой продукции.
Сложности:
- неоднородность потока, которая мешает равномерности.
- перезагруженность потока, то есть, когда поток выходит за пределы своих возможностей.
• 4) Принцип «вытягивания». Как только поток будет введен, необходимо создать систему,
чтобы потребитель смог «вытягивать» готовую продукцию из производственного процесса.
Данный принцип представляет собой точное представление о том, какие объемы
продукции необходимы, а значит, какой объем сырья и скорость его пополнения нужно
соблюдать. Система «вытягивания» характеризуется малыми запасами незавершённого
производства и сырья, а также наличием развитых систем оповещения и коммуникации.
• 5) Принцип совершенствования. То есть нужно возобновить процесс с самого начала, чтобы
добиться оптимального положения при нулевых потерях с максимальной ценностью для
потребителей.
37.
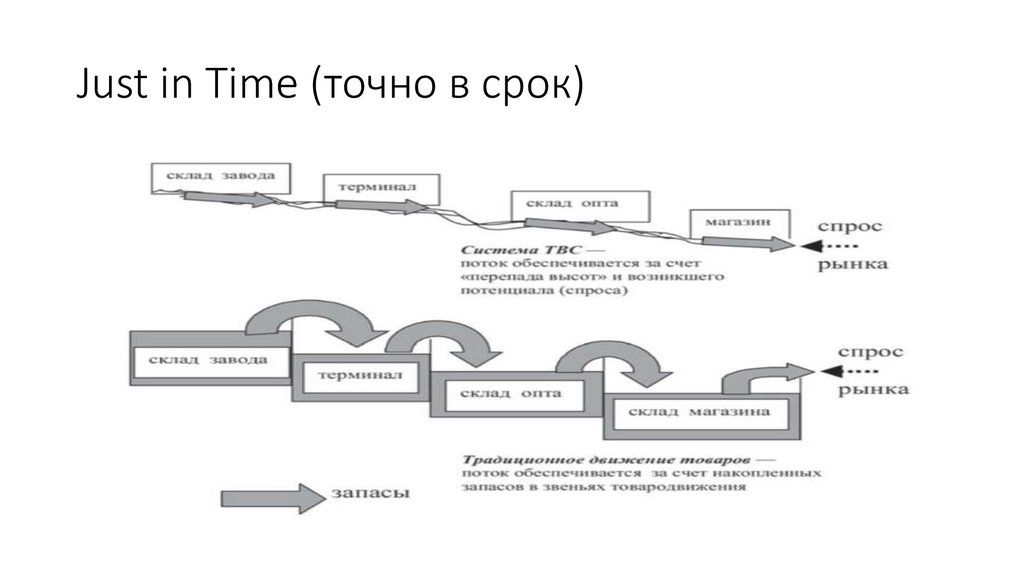
Методы и инструменты БП1) Just in Time (точно в срок) – является подходом к управлению
производством на основе потребительского спроса.
Идея данной концепции заключается в том, что если существует
определенное производственное расписание, то можно
организовать движение материалов и сырья в нужном объеме в
нужное место и к нужному времени для производства или же
сбыта готовой продукции.
Данный метод снижает объем страховых запасов, а следовательно,
и замороженные денежные средства.
38.
Just in Time (точно в срок)39.
2) Кайдзен (kaizen)– подход, основанный на непрерывном улучшении деятельности
предприятия.
Данное улучшение рассматривается во всех аспектах деятельности,
начиная с производства, и заканчивая высшим руководством.
Цель подхода заключается в улучшении стандартных процессов,
создании производства без потерь.
Кайдзен вмещает в себя многие методики
40.
41.
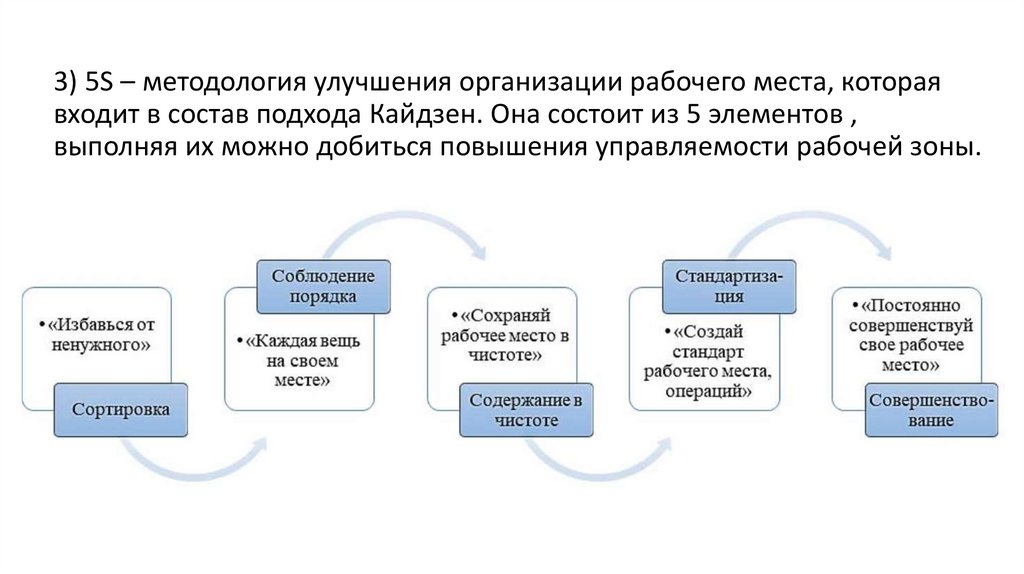
3) 5S – методология улучшения организации рабочего места, котораявходит в состав подхода Кайдзен. Она состоит из 5 элементов ,
выполняя их можно добиться повышения управляемости рабочей зоны.
42.
4) Канбан (KANBAN) – метод регулирования различных потоковматериалов и товаров внутри организации и за ее пределами,
который позволяет равномерно распределять нагрузку между
работниками в производстве. Данный метод позволяет бороться с
потерями, которые связаны с запасами, а также с
перепроизводством.
KANBAN представляет собой «тянущую» систему, которая
управляется спросом в самой «правой» точке логистической цепи.
Основная цель — производить только необходимое количество
продукции в соответствии со спросом конечного или
промежуточного (последующего) потребителя.
Например, когда комплектующие нужны на конвейере, они
поставляются с предыдущего производственного участка по цепи в
нужном количестве и в то время, когда они нужны.
43.
5) Poka-Yoke («принцип нулевой ошибки»)– представляет собой метод моделирования ошибок и их
предупреждения в производственных процессах.
Система poka-yoke заключается в использовании сенсоров, которые
предотвращают ошибки операторов.
Способы защиты в методе poka-yoke делятся на три уровня:
1. происходит обнаружение несоответствия детали или продукции,
тем самым система ее обнаруживает, но не убирает.
2. система не допускает несоответствия, то есть не обрабатывает
дефект на последующей стадии.
3. устанавливается конструкционная защита, то есть изделие имеет
конструкцию, которую нельзя собрать непредусмотренным
образом.
44.
6) Андон (Andon) – представляет собой визуальную системуобратной связи на производстве
Данная система позволяет сотрудникам наблюдать за состоянием
производства, знать, когда необходима помощь, а также позволяет
остановить производственный процесс.
45.
7) TPM – метод, который ориентирован на сокращениепотерь, связанных с простоем оборудования, поломкой
или же избыточным обслуживанием
Данный инструмент позволяет, чтобы каждый сотрудник
вовлекался в процессы обслуживания оборудования своего цеха,
участка, всего предприятия.
Не только специализированные службы должны заниматься
ремонтом и мониторингом за оборудованием, но каждый
работник должен следить и вовлекаться в этот процесс.
Целью данного инструмента является снижение доли несчастных
случаев на производстве, поддержание оборудования в рабочем
состоянии и поддержание уровня качества и сроков поставки
продукции.
46.
• Многие подходы и инструменты можно использовать отдельно, но всовокупности они приносят больший результат. Комбинируя различные
подходы и инструменты можно усиливать влияние на систему, тем самым
бережливое производство становится более гибким.
• Концепция бережливого производства является одной из самых эффективных.
Она направлена на организацию деятельности предприятий разного
масштаба, повышение их эффективности и грамотную организацию рабочих
процессов. Особую актуальность в России данная тема получила в условиях
политики импортозамещения, когда российские производители должны были
создать новые центры экономического роста в регионах на основе своих
конкурентных преимуществ.
• Изначально многие инструменты бережливого производства начинали
внедрять на предприятиях, когда возникала какая-либо проблема. Однако на
сегодняшний день существуют полноценные программы внедрения
бережливого производства на предприятиях разного масштаба и сфер
деятельности.
• По данным ведущих российских компаний бережливое производство
позволяет: на 40% уменьшить брак, на 50% сократить производственный цикл,
на 60% сократить избыточные запасы, на 25% снизить поломки оборудования.
47.
• Многие ведущие российские и зарубежные компании внедряютсистему бережливого производства, тем самым подкрепляя
мнения о ее эффективности. Среди российских предприятий
первыми начали внедрять бережливое производство ПАО
«КАМАЗ», «Группа ГАЗ», «Русал» и т. д.
• Концепция бережливого производства позволяет создать
большой положительный эффект на всем предприятии.
Происходит сокращение потерь во всех сферах
функционирования компаний.
• Можно слетать вывод, что lean production – это концепция
управления предприятием, которая заработала хорошую
репутацию. Многие ведущие компании старались внедрять и
применять ее в своей деятельности. В данный момент данная
концепция еще набирает обороты, привлекая все больше
сторонников из разных сфер.
48.
4. Утилизация вторичных производственных отходовОдним из методов сокращения расходов на материальные ресурсы
предприятия
является
сокращение
и
утилизация
вторичных
производственных отходов.
Вторичные ресурсы- отходы, которые или части которых могут быть
повторно использованы для производства товаров, выполнения работ,
оказания услуг или получения энергии и которые получены в результате
раздельного накопления, сбора или обработки отходов либо образованы
в процессе производства.
49.
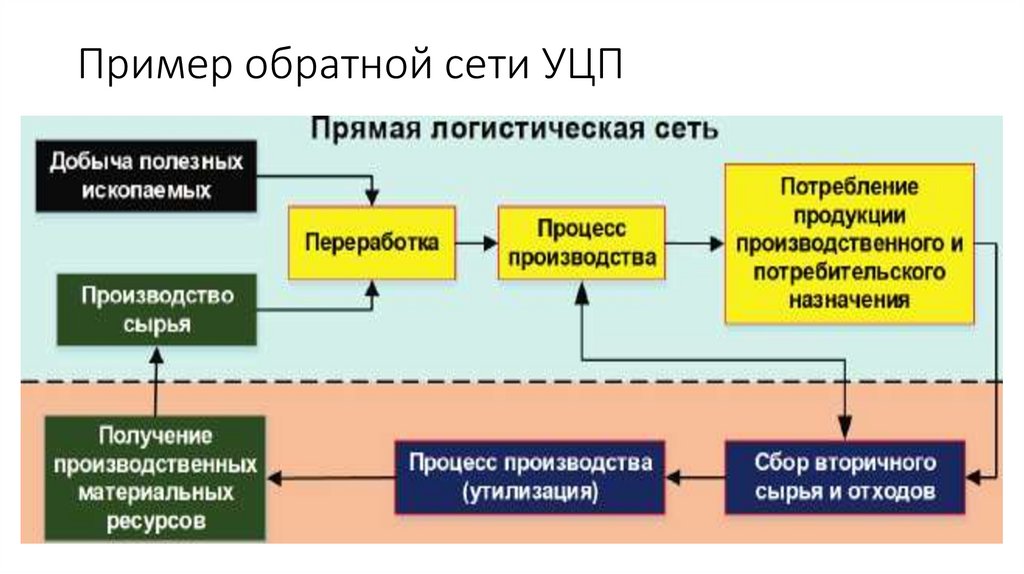
Современные методы управления ЦП• Прямые поставки, сырья и материалов, услуг и т.д.
• Обратная сеть , рассматривается лишь с позиции создания
безотходного производства и восполнения производственного
сырья за счет утилизации полезных вторичных продуктов
потребительского назначения (макулатура, металлолом и др.)
50.
• Одним из крупных недостатков отечественной промышленностиявляется ее высокая ресурсоемкость, обусловленная, в том числе,
низким уро использования вторичного сырья. Даже самые
загрязненные – коммунальные отходы – могут быть вовлечены в
повторное использование на 30-40%.
• В странах Евросоюза использование этого потенциала достигает
примерно 70%.
• Средний уровень использования отходов в РФ составляет менее
25%, в том числе промышленные отходы перерабатываются на
35%, а твердые коммунальные отходы – всего на 3 -4%.
• Одна из причин – межотраслевые проблемы: нет общей системы
вторичного использования и утилизации отходов, которая
обеспечивала бы оборот отходов между отраслями.
51.
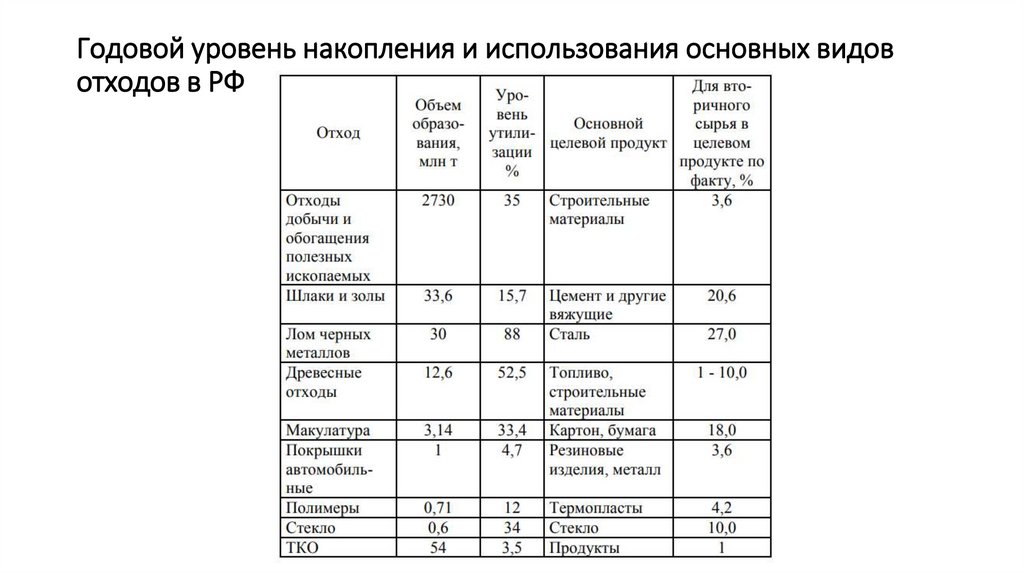
Годовой уровень накопления и использования основных видовотходов в РФ
52.
Направления переработки отходов• «квалифицированные» отходы с высокой концентрацией полезных
компонентов – источник получения ценных материалов и изделий («деловая»
часть твердых коммунальных отходов (ТКО), бумага, пластики, отходы
химической промышленности);
• крупнотоннажные промышленные отходы, которые могут быть использованы
преимущественно для получения строительных материалов (строительные
отходы, металлургической, горно-добывающей, горнообогатительной
промышленности). В настоящее время в России для производства
строительных наполнителей добывается более 300 млн т природного сырья, в
то время как треть этого сырья может быть заменена на промышленные
отходы
• неутилизируемые отходы (остатки сортировки ТКО, медицинские,
загрязненные препятствующими переработке компонентами) также могут
быть использованы сжиганием с утилизацией энергетического потенциала
53.
Современный подход к решению проблемыотходов в развитых странах базируется на
принципе трех R:
- R - сократить объем образования отходов;
- R - повторно использовать без изменения физического состояния;
-R - вовлечь во вторичное использование через переработку.
54.
Виды утилизации• Рециклинг, или повторное применение отходов по прямому назначению. Сюда относятся, например,
фудшеринг (когда люди делятся продуктами питания) и секонд-хенд, благодаря которому одежда и
предметы обихода, надоевшие одним хозяевам, обретают других.
• Регенерация — возвращение отходов в производственный цикл. Например, переработка органики в
корм для животных и удобрения, или производство покрытия для детских площадок из старых
автомобильных шин.
• Рекуперация — извлечение из отходов компонентов для их повторного применения. Например, из
кожуры цитрусовых получают растворяющие вещества (D-лимонен) и эфирные масла — тот
случай, когда отходы могут быть не менее полезными, чем основной продукт.
• Сепарация» (separatio (лат.) — отделение) обозначает различные процессы разделения смешанных
объемов разнородных частиц, смесей, жидкостей разной плотности, эмульсий, твердых материалов,
взвесей, твердых частиц или капелек в газе, то есть всего спектра «мусорной смеси».
При сепарации не происходит изменение химического состава компонентов, входящих в «мусорную
смесь», а происходит прямое разделение смеси как по их главному признаку, например химическому
составу (металлы, древесина, полиэтилен, органика и др.), так и по целому ряду дополнительных
свойств этих компонентов: массе (инерционная) — размеру — упругости — трению и др.
В современном производстве для различных целей производится сепарация: воздушная —
электрическая — магнитная — пенная — радиометрическая.
• Использование в качестве вторичных энергоресурсов. Закон об утилизации обязывает
предварительно извлечь из отходов максимум пользы. Иными словами, деревянные поддоны можно
использовать несколько раз, только затем отправлять в печь. Или, например, использовать в качестве
возобновляемого источника энергии только те пищевые отходы, которые уже не подходят для корма
скоту или переработки.
55.
Основные цели, достигаемые привовлечении отходов в процесс рециклинга:
• снижение энергетических и экономических затрат на
производство продукции по сравнению с продукцией из
первичного сырья;
• снижение экологического ущерба за счет снижения добычи
минерального сырья, заменяемого отходами;
• снижение экологического ущерба от захоронения отходов и
уменьшение отчуждаемых земельных ресурсов .
56.
Пример обратной сети УЦП57.
Классификация вторичных отходов:• опасные — безопасные;
• сухие — мокрые — газовыделяющие;
• материалоемкие — энергоемкие — бесполезные;
• востребованные — отторгаемые — некритичные.
58.
59.
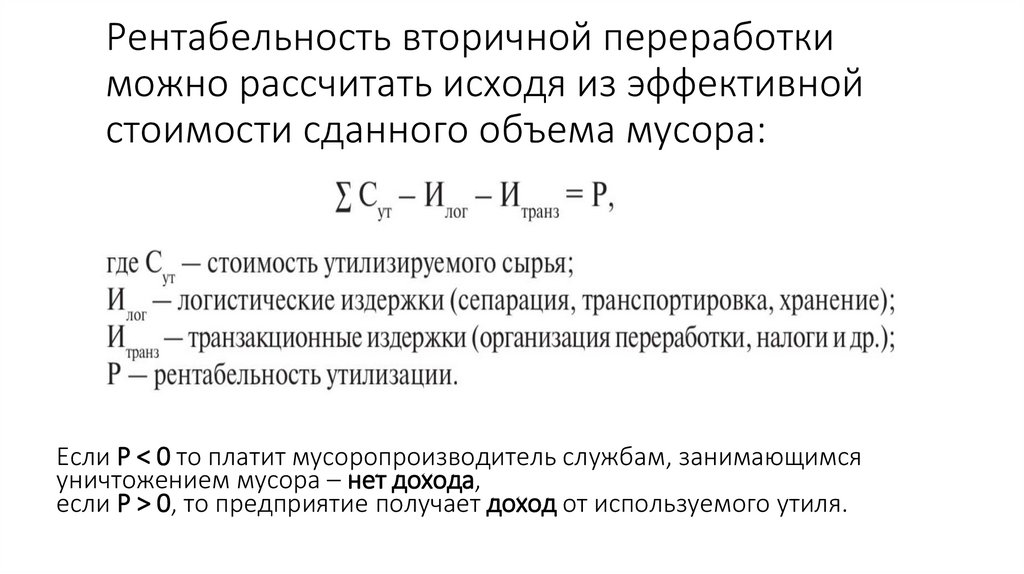
Рентабельность вторичной переработкиможно рассчитать исходя из эффективной
стоимости сданного объема мусора:
Если Р < 0 то платит мусоропроизводитель службам, занимающимся
уничтожением мусора – нет дохода,
если Р > 0, то предприятие получает доход от используемого утиля.
60.
Оптимальный выбор ЛЦ переработкизависит от информации:
• источниках утиля, его составе и количестве, в привязке к
временным и организационным параметрам;
• потребностях хозяйствующих структур в использовании
результатов вторичной переработки.
61.
Выгода от утилизации для организации• Прямая, сырье и материалы
• Косвенная, освобождение пространства и ликвидация мусора и
воздействие вредных отходов
• Улучшение экологии
62.
Кто может утилизировать отходы в России• специальные организации: операторы по обращению с ТКО
(организации, которые отправляют мусоровозы во дворы),
Российский экологический оператор, региональные операторы (в
границах зоны деятельности), федеральный оператор по
обращению с отходами 1 и 2 классов опасности — Росатом;
• индивидуальные предприниматели,
• юридические лица.
63.
Переработка металлоломаЛом и отходы цветных металлов и сплавов подразделяют:
• по наименованиям металлов;
• физическим признакам — на классы;
• химическому составу — на группы и марки сплавов;
• показателям качества — на сорта
Вторичные черные металлы подразделяются:
• • по содержанию углерода — на два класса;
• • наличию легирующих элементов — на две категории;
• • показателям качества — на 28 видов;
• • содержанию легирующих элементов — на 67 групп.
64.
Виды лома• черный лом (лом черных металлов);
• железный лом: стружка, окалина, отходы литья, отработавшие срок службы изделия;
• чугунный лом: стружка, отходы литья и др.;
• нержавеющий лом: отходы металлообработки, б/у изделия;
• цветной лом (лом цветных металлов);
• медный лом: отходы металлообработки и другие отходы;
• лом медных сплавов: отходы из медных сплавов (латунь, бронза, томпак);
• алюминиевый лом: всевозможный лом алюминия и его сплавов;
• магниевый лом: самолетный металлолом;
• титановый лом: самолетный и корабельный лом титановых сплавов;
• свинцовый лом: аккумуляторный и кабельный;
• редкоземельный лом сложных сплавов и отходы высокотехнологичных производств;
• полупроводниковый лом: отходы производства электронной промышленности;
• золотой лом: отслужившие срок службы ювелирные изделия из сплавов золота, химаппаратура, катализаторы;
• серебряный лом: отслужившие срок службы ювелирные изделия, серебряно-цинковые аккумуляторы, катализаторы;
• лом платиновых металлов: отслужившие срок службы ювелирные изделия, химическая аппаратура, тигли, катализаторы,
электронагреватели.
65.
Переработка металлолома выгодна последующим причинам:
• для государства переплавка лома позволяет сократить
расходование природных ресурсов;
• снижаются энергетические затраты и расходы на получение
стали;
• экологическая обстановка улучшается, так как сокращается
количество вредных выбросов;
• переработать лом и получить качественное сырье можно
значительно быстрее, чем при добыче руды и ее переплавке.
66.
Стандартная технология переработки металлическоголома состоит из последовательных этапов:
• на стадии приема первичные пункты взвешивают металлолом и
производят оплату;
• сортировка подразумевает распределение металлолома по виду
и профилю;
• для удобства транспортировки и переработки материал режется
на отдельные фрагменты;
• очистка от примесей является обязательным условием получения
качественного сырья;
• завершающим этапом является переплавка, полученный
металлопрокат может использоваться повторно.
67.
Оборудование для переработкиметаллолома
Большие габариты и объем перерабатываемого вторсырья определяет размеры цехов. На предприятиях
используются мощные, грузоподъемные механизмы, автокраны и другие системы.
Для сортировки, измельчения и переплавки используются следующие виды оборудования:
• дозаторы и перегружатели, с помощью которых сырье перемещается для дальнейшей обработки;
• дробильное оборудование, измельчители и сепараторы разделяют металл на мелкие фракции;
• для реки и раскроя используются такие приборы, как ножницы гидравлического типа, оборудование
газовой резки, прессовые станки;
• специальные камеры и прессы позволяют получить компактные пакеты лома, пригодные для
дальнейшей переработки;
• с помощью аллигаторных ножниц нарезаются в нужный размер трубы, арматура, армированные
провода.
Для предприятий, занимающихся переработкой лома в больших объемах, оптимальным вариантом
является приобретение мини-завода. Технические возможности такого комплекта делают возможным
переплавку любого лома, объем произведенного сырья может достигать 1 млн. тонн и более за год.
68.
Проблемы• Несмотря на экономическую эффективность существующей
технологии, переработка металлолома имеет свои сложности.
Основной проблемой считается большое количество отходов. При
использовании газовых резаков невозвратные потери достигают 3-5
процентов. Использование более совершенных технологий снижает
объем отходов, но оборудование стоит значительно дороже.
• Сортировка металлолома предполагает выделение больших
площадей. Соответственно пункты приема и цеха сортировки должны
иметь соответствующую площадь и высоту. Остальные проблемы
являются незначительными и не сказываются на росте популярности
переработки вторсырья. Выгоды от переплавки лома существенно
перевешивают недостатки и сложности.
69.
Переработка макулатуры• Макулатура — это понятие появилось с изобретением в 1799 г.
французским инженером оборудования, способным
механическим путем производить бумагу, то есть это сырье для
последующей переработки.
С появлением перерабатывающих заводов появилась реальная
возможность уменьшить количество мусора, в том числе и
бумажного, который загрязнял окружающую среду.
Это изделия из картона или бумаги, которые стали не нужны, то
есть мусор, выкидываемый большинством людей.
70.
В России и странах СНГ макулатуру разделяютпо соответствующему стандарту на 13 марок
образующих 3 группы
• А — это самое чистое и ценное сырье, к которому относится белая
бумага для принтеров, рисования, записей, отходы целлюлозных
изделий, имеющих белый цвет, бумажные бывшие в употреблении, но
не загрязненные мешки для упаковки разных материалов (кроме
ядовитых);
• Б — это вторичное сырье средней ценности. К нему относятся картон,
имеющий различные надписи, гофрированный картон, обложки,
переплеты, корешки, книги, журналы, бланки и подобная продукция;
• В — это низшая ценность макулатуры. Ламинированный картон или
бумага, афиши, разноцветный картон (кроме черного и коричневого
цветов), светочувствительная бумага.
71.
Мокрый процесс переработки макулатуры• роспуск макулатуры,
• очистка макулатурной массы от посторонних примесей,
• термомеханическая обработка,
• дороспуск макулатурной массы,
• тонкая очистка макулатурной массы
72.
ПроблемаБыло установлено, что после трех—четырех
циклов переработки свойства волокон очень
заметно снижаются.
Однако невозможно установить, сколько раз
перерабатывалась макулатура.
73.
Переработка пластика• Отходы полимеров преимущественно представлены отходами
пластмассовой тары/упаковки.
При наличии больших объемов исходного сырья,
рассортированного по видам полимеров, отходы пластмассовой
тары являются ценным сырьем для получения вторичных
пластиков.
74.
Операции переработки пластиков• мойки,
• обезвоживание
• сушки.
• агломерация, получают агломерат,
(получают спеканием относительно крупных пористых кусков)
• грануляция – гранулят, который является готовым вторичным
сырьем для производства пластиков
75.
Проблема• кратности переработки большинства полимеров на их
физикомеханические свойства показало, что наблюдается
некоторое снижение прочности и ухудшение внешнего вида
76.
Переработка отходов резинотехническихизделий (РТИ).
Наиболее массовые отходы РТИ – бывшие в употреблении
автомобильные покрышки представляют собой ценное вторичное
сырье, содержащее:
-45-52% натурального каучука,
-25-35% технического углерода,
-10-15% высококачественного металла.
77.
Способы переработки• измельчение и сепарация с получением резиновой крошки.
Резиновая крошка, в зависимости от крупности, может использоваться:
*крупность 0,2 – 0,45 мм - как добавка при производстве высококачественных изделий для
повышения их стойкости к удару и изгибу;
* более широкие диапазоны крупности – как сырьевая добавка в различные РТИ в количестве
50 – 80% с сохранением их качества; как сырье для производства матов, подкладок под
рельсы, кровельных и гидроизоляционных материалов; как добавка в асфальтовые покрытия,
увеличивающая срок службы покрытия в два раза; сорбент и т.д
• пиролиз с получением технического углерода, жидкого продукта (топливо, пластификаторы,
мягчители для регенерации резины, пленкообразующие растворители), метанола.
Из 1 т перерабатываемых резиновых отходов можно получить 450 л синтетической нефти, 300
кг пирокарбона (содержание синтетического углерода – 85 %), 10 м3 сингаза.
78.
Переработка древесиныВ отрасли лесопиления к отходам относятся:
- опил;
- стружка;
- щепа;
- кора;
- не кондиция;
- горбыль;
- спилы и т.д.
79.
• Одним из основных методов переработки и утилизации чистыхдревесных отходов является получение искусственной древесины
- прочного материала, который может обрабатывается резанием
или отливаться в формы и штамповаться. Таким образом
получают древесно-цементные массы, ДСП, ДВП, древесно –
слоистые пластики
• Брикетирование и гранулирование. Создание топливных гранул,
топливных брикетов
Топливные брикеты – твердое топливо, которое при сгорании
выделяет в атмосферу минимальное количество углеродного газа и
благодаря этому названо «биологическим». С простым принципом
работы на оборудовании вполне смогут справиться работники без
специального образования.
80.
Переработка стекла• Отходы стекольной промышленности
• Стеклобой на предприятиях и в быту
81.
Утилизация стекла может проходить 2способами
• Собирают битую тару, измельчают её в порошок, и уже его
отправляют в дальнейшее производство;
• Целые стеклянные изделия чистят, дезинфицируют и используют
повторно.
82.
Переработка стекла в порошки• дробление стеклобоя в высокоскоростных ударно – импульсных
дезинтеграторах
• механоактивациея дробленного стеклобоя путем измельчения в
конусной инерционной дробилке совместно со щелочами –
известью или содосодержащими отходами.
Полученные механоактивированные порошки имеют высокую
реакционную способность и могут быть использованы для
производства растворимого стекла или автоклавных изделий типа
силикатного кирпича или силикокальцита.
83.
Утилизация строительных отходов• Строительные отходы, содержащие железобетон, и
металлургические шлаки, содержащие металлургические коржи,
могут быть переработаны с выделением металлов и получением
строительного щебня.
84.
Уникальная технология для утилизации строительных отходов,содержащих железобетон, разработанная в Ростове– на–Дону
включает следующие этапы:
• дробление,
• железоотделение
• рассев получаемого щебня на два класса крупности.
Применение в первой стадии дробления виброщековых дробилок
обеспечивает эффективное разрушение особо прочных
материалов со 100% -ным отделение армирующего материала, а
также конусных виброинерционных дробилок обеспечивает
получение щебня выше 90% и минимальной загрязненностью
цементной связкой
85.
вывод• переработка отходов является не только необходимым условием
защиты окружающей среды, но и средством глобального ресурсои энергосбережения.