
 industry
industrySimilar presentations:










Системы координат станков с ЧПУ
1.
Преподаватель спец.дисциплинЖексембеков Е.Т.
2.
3.
Рабочие органы станков имеют самые разнообразныедвижения. Поэтому было очень важно договориться и
строго установить что бы станки с ЧПУ, выпускаемые
фирмами разных стран имели стандартные обозначения
всех возможных координат движений, а также единое
правило определения положительных и отрицательных
направлений движений по этим координатам рабочих
органов станка, несущих заготовку и режущий инструмент.
Был разработан международный стандарт ИСО 841–74,
который устанавливает обозначения осей системы
координат чпу и направлений движений рабочих органов
станков с ЧПУ.
В нашей стране был выпущен ГОСТ 23597–79, который
полностью
соответствует
данному
международному
стандарту. По этому стандарту в станках с ЧПУ может быть
три линейных координаты (X, Y, Z) и три круговых (A, B, C)
(рис. 1). При этом используются системы координат двух
видов: прямоугольная и полярная.
4.
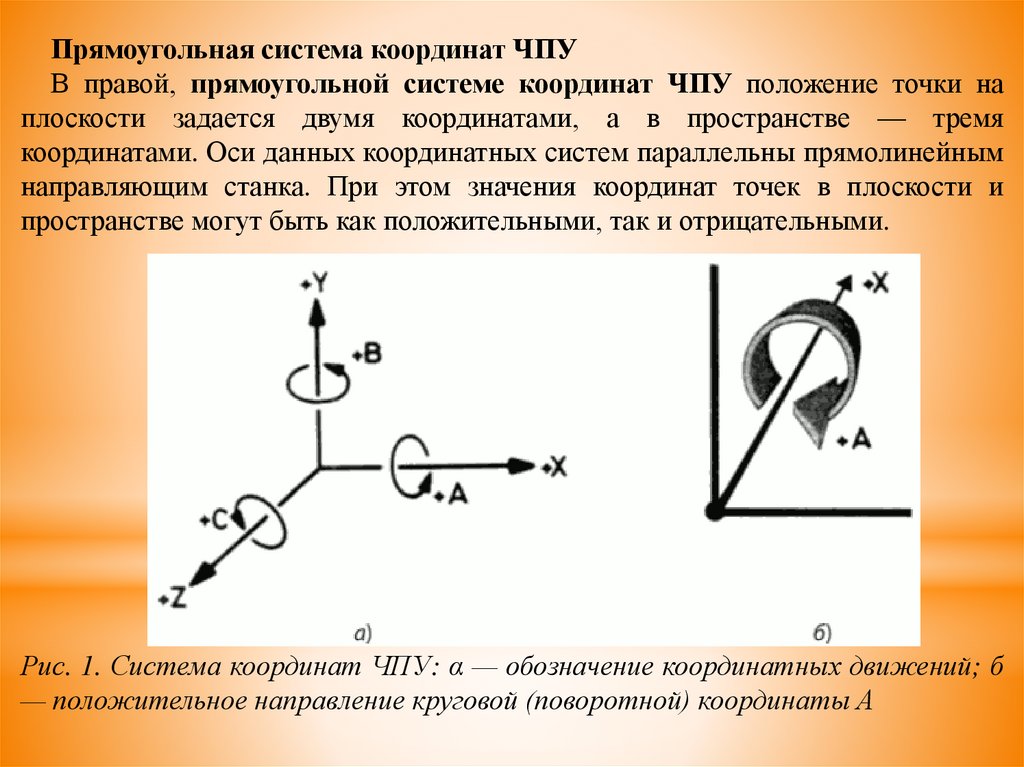
Прямоугольная система координат ЧПУВ правой, прямоугольной системе координат ЧПУ положение точки на
плоскости задается двумя координатами, а в пространстве — тремя
координатами. Оси данных координатных систем параллельны прямолинейным
направляющим станка. При этом значения координат точек в плоскости и
пространстве могут быть как положительными, так и отрицательными.
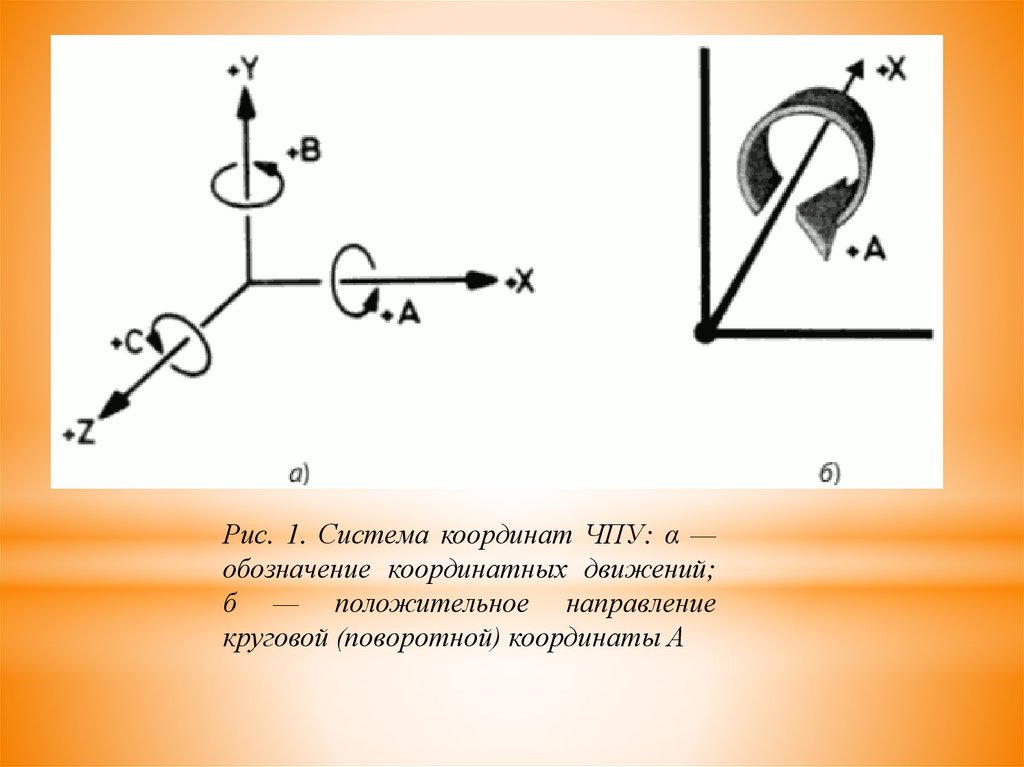
Рис. 1. Система координат ЧПУ: α — обозначение координатных движений; б
— положительное направление круговой (поворотной) координаты А
5.
Для прямоугольной системы координат характерныследующие
признаки:
координатные
оси
располагаются взаимно перпендикулярно, они имеют
общую точку пересечения (начало отсчета
координат) и одинаковый геометрический масштаб.
Указанный
выше
стандарт
устанавливает
обозначения осей координат и направлений
движений в станках с ЧПУ так, чтобы
программирование операций обработки не зависело
от того, перемещается режущий инструмент или
заготовка.
За основу принимается перемещение инструмента
относительно системы координат неподвижной
заготовки. Положительное направление движения
рабочего органа станка соответствует направлению
отвода инструмента от заготовки (рис. 2).
6.
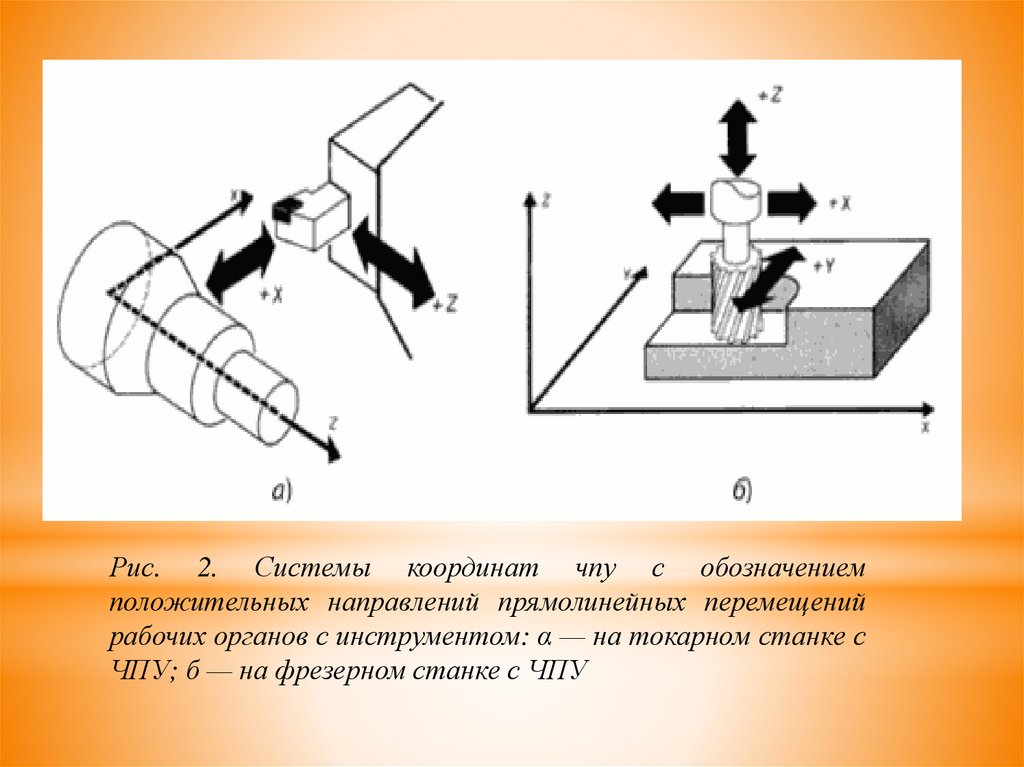
Рис. 2. Системы координат чпу с обозначениемположительных направлений прямолинейных перемещений
рабочих органов с инструментом: α — на токарном станке с
ЧПУ; б — на фрезерном станке с ЧПУ
7.
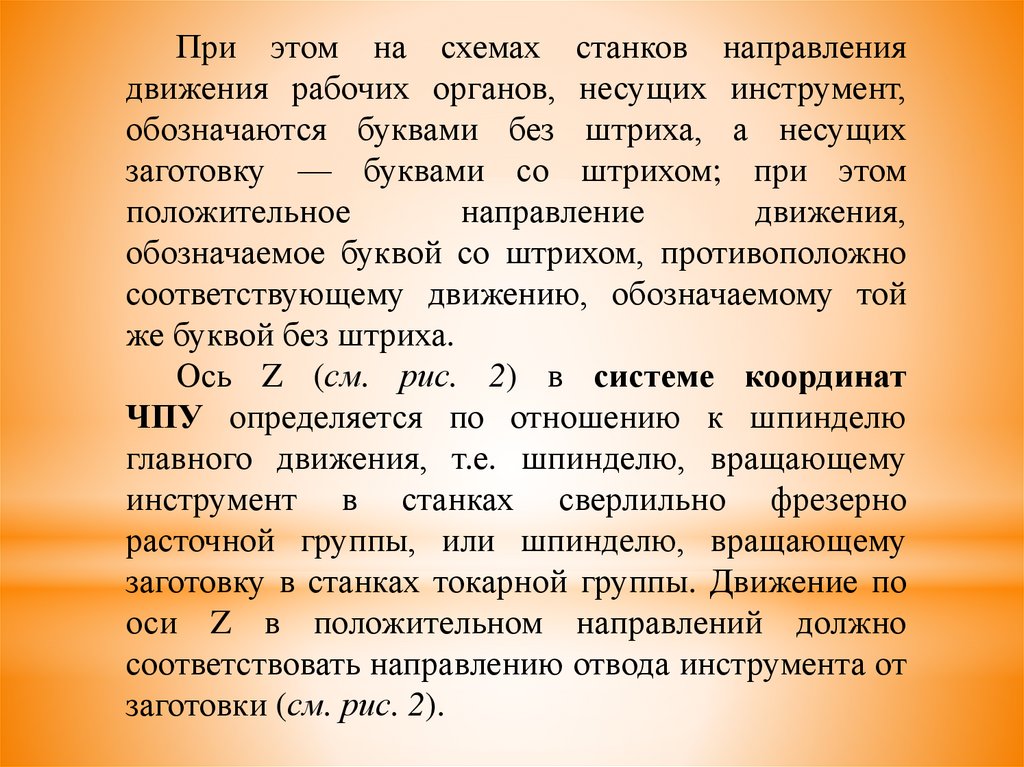
При этом на схемах станков направлениядвижения рабочих органов, несущих инструмент,
обозначаются буквами без штриха, а несущих
заготовку — буквами со штрихом; при этом
положительное
направление
движения,
обозначаемое буквой со штрихом, противоположно
соответствующему движению, обозначаемому той
же буквой без штриха.
Ось Z (см. рис. 2) в системе координат
ЧПУ определяется по отношению к шпинделю
главного движения, т.е. шпинделю, вращающему
инструмент в станках сверлильно фрезерно
расточной группы, или шпинделю, вращающему
заготовку в станках токарной группы. Движение по
оси Z в положительном направлений должно
соответствовать направлению отвода инструмента от
заготовки (см. рис. 2).
8.
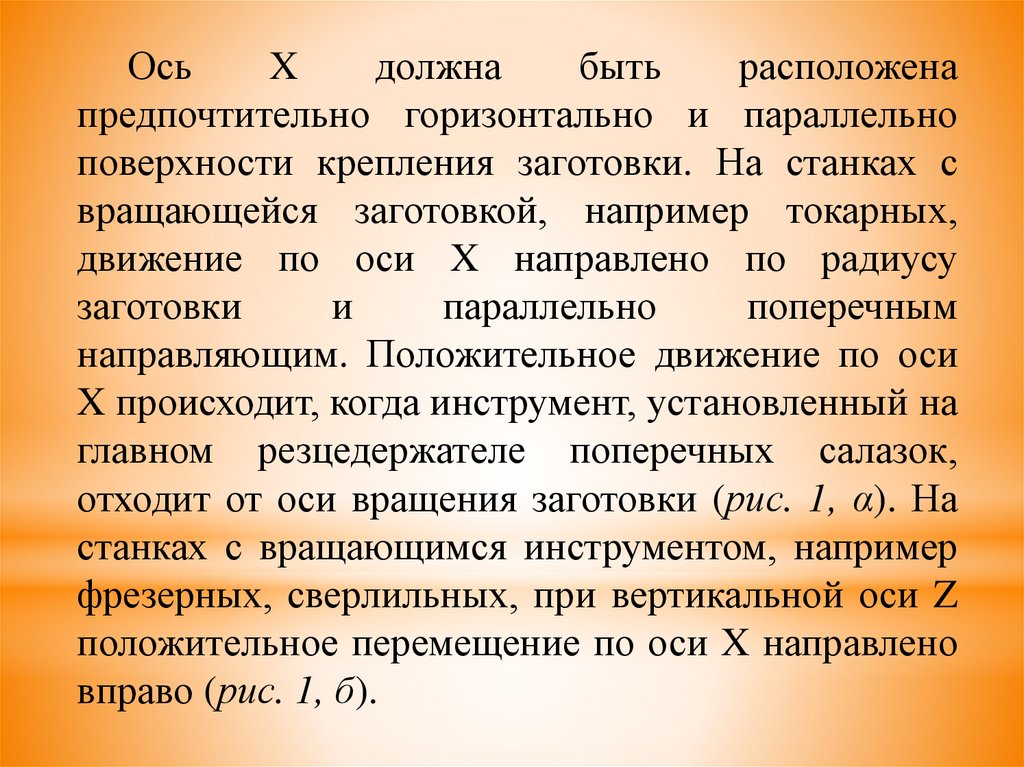
ОсьX
должна
быть
расположена
предпочтительно горизонтально и параллельно
поверхности крепления заготовки. На станках с
вращающейся заготовкой, например токарных,
движение по оси X направлено по радиусу
заготовки
и
параллельно
поперечным
направляющим. Положительное движение по оси
X происходит, когда инструмент, установленный на
главном резцедержателе поперечных салазок,
отходит от оси вращения заготовки (рис. 1, α). На
станках с вращающимся инструментом, например
фрезерных, сверлильных, при вертикальной оси Z
положительное перемещение по оси X направлено
вправо (рис. 1, б).
9.
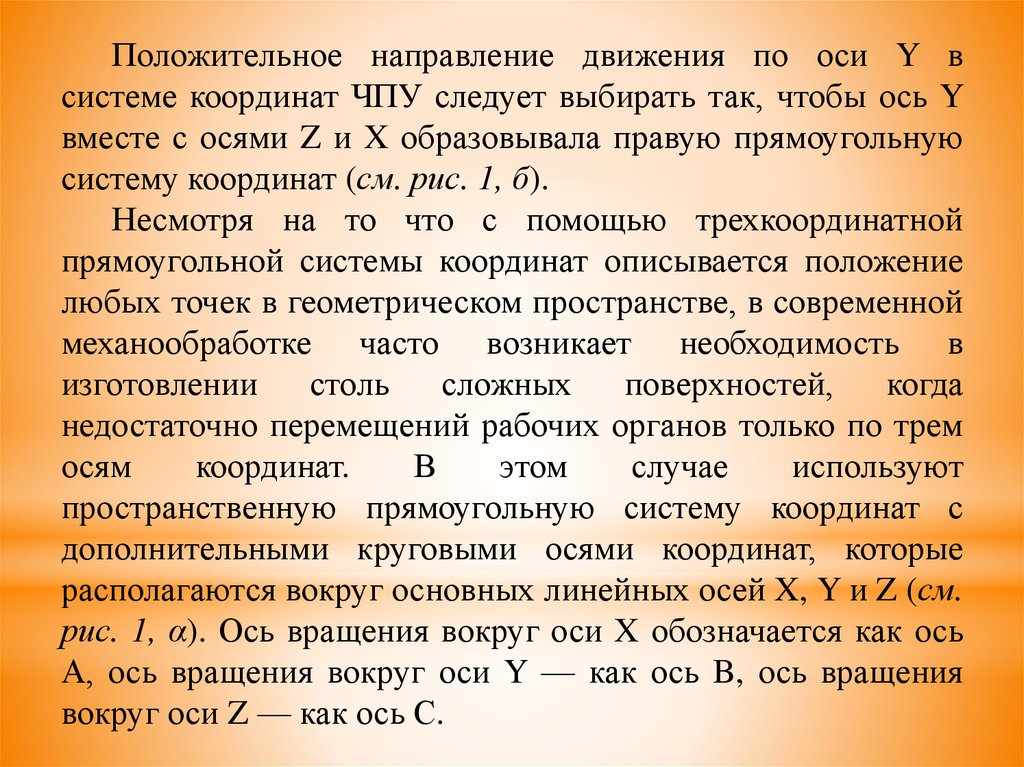
Положительное направление движения по оси Y всистеме координат ЧПУ следует выбирать так, чтобы ось Y
вместе с осями Z и X образовывала правую прямоугольную
систему координат (см. рис. 1, б).
Несмотря на то что с помощью трехкоординатной
прямоугольной системы координат описывается положение
любых точек в геометрическом пространстве, в современной
механообработке часто возникает необходимость в
изготовлении
столь
сложных
поверхностей,
когда
недостаточно перемещений рабочих органов только по трем
осям
координат.
В
этом
случае
используют
пространственную прямоугольную систему координат с
дополнительными круговыми осями координат, которые
располагаются вокруг основных линейных осей X, Y и Z (см.
рис. 1, α). Ось вращения вокруг оси X обозначается как ось
А, ось вращения вокруг оси Y — как ось B, ось вращения
вокруг оси Z — как ось С.
10.
Рис. 1. Система координат ЧПУ: α —обозначение координатных движений;
б — положительное направление
круговой (поворотной) координаты А
11.
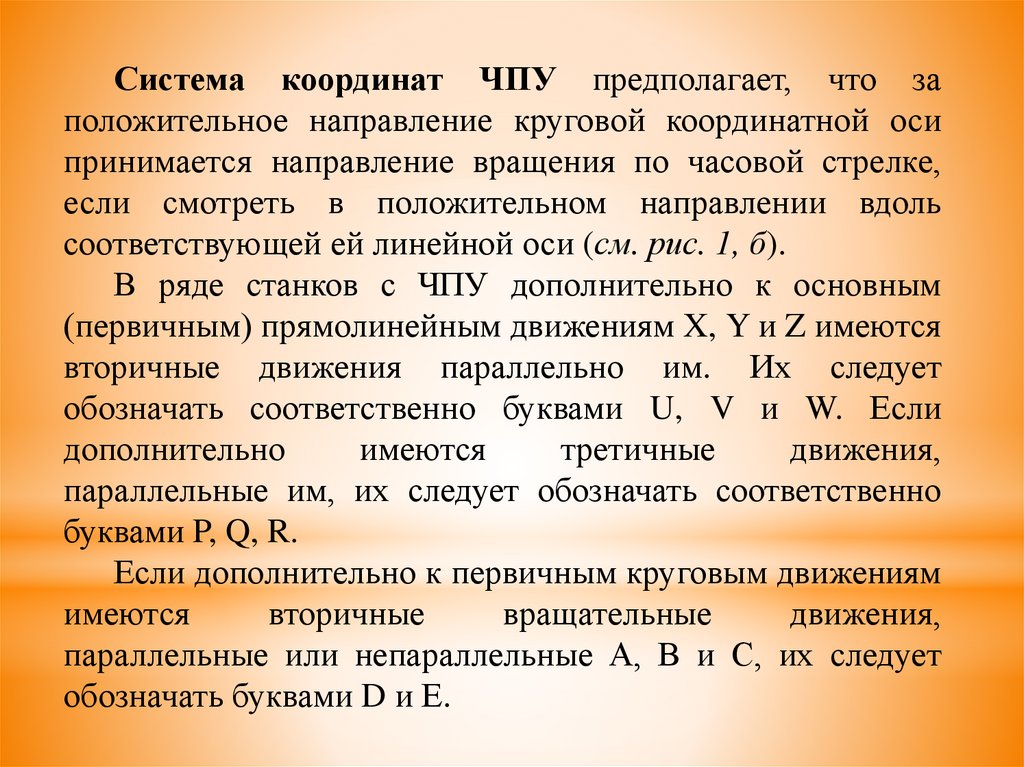
Система координат ЧПУ предполагает, что заположительное направление круговой координатной оси
принимается направление вращения по часовой стрелке,
если смотреть в положительном направлении вдоль
соответствующей ей линейной оси (см. рис. 1, б).
В ряде станков с ЧПУ дополнительно к основным
(первичным) прямолинейным движениям X, Y и Z имеются
вторичные движения параллельно им. Их следует
обозначать соответственно буквами U, V и W. Если
дополнительно
имеются
третичные
движения,
параллельные им, их следует обозначать соответственно
буквами P, Q, R.
Если дополнительно к первичным круговым движениям
имеются
вторичные
вращательные
движения,
параллельные или непараллельные А, В и С, их следует
обозначать буквами D и Е.
12.
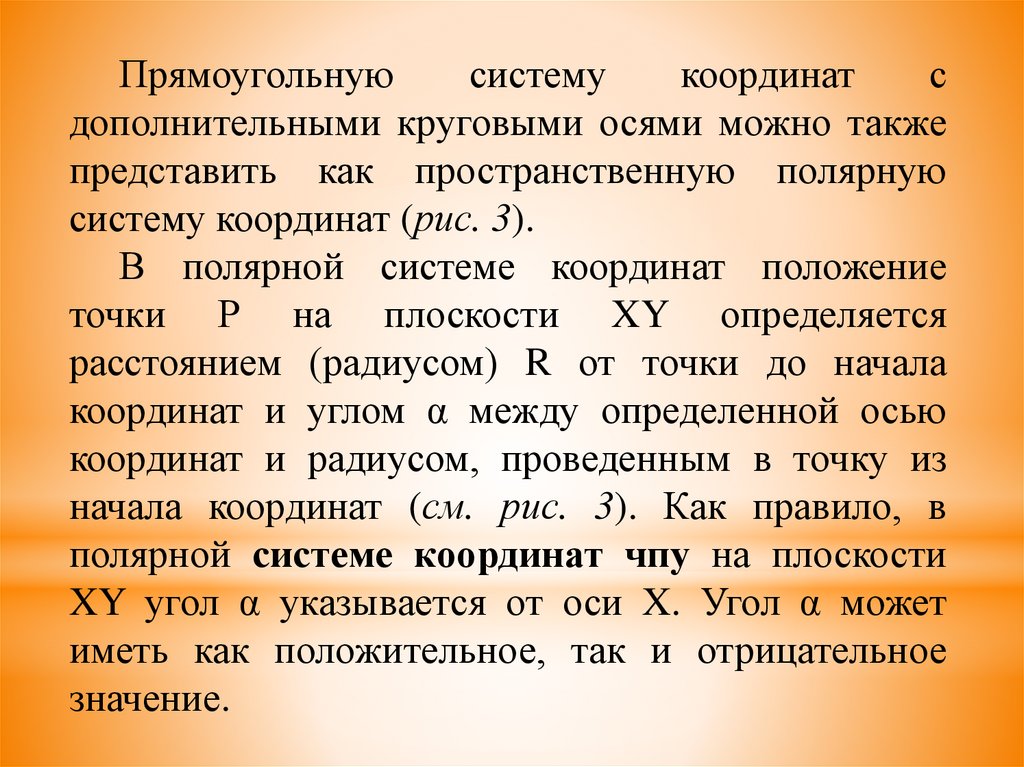
Прямоугольнуюсистему
координат
с
дополнительными круговыми осями можно также
представить как пространственную полярную
систему координат (рис. 3).
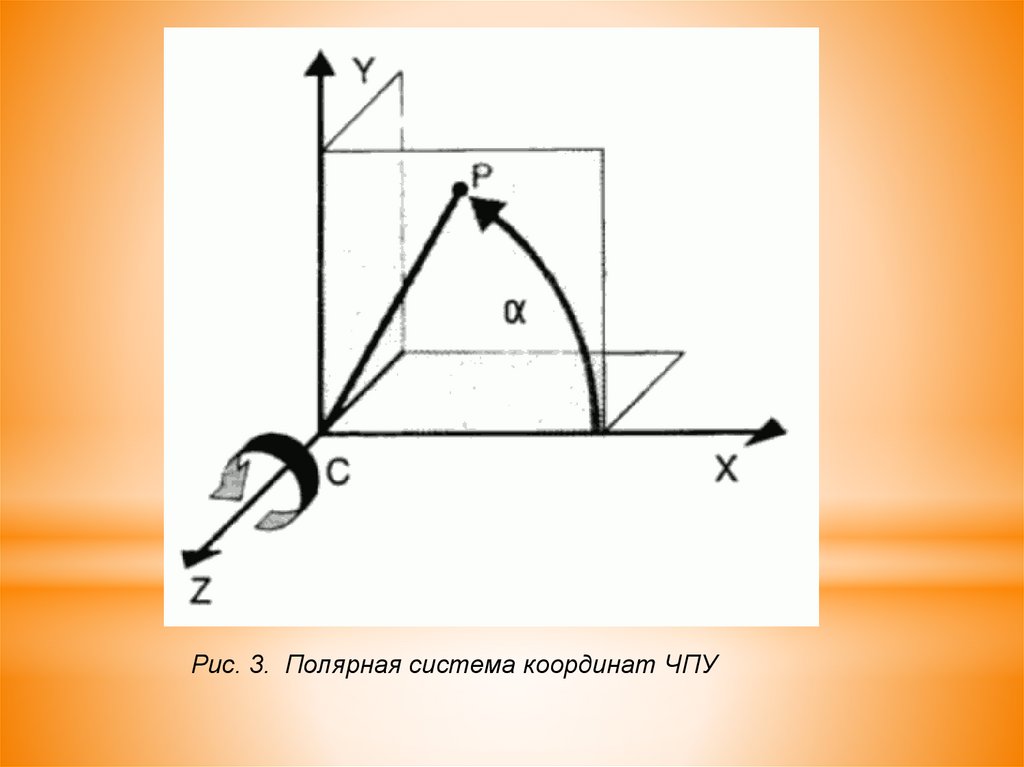
В полярной системе координат положение
точки Р на плоскости XY определяется
расстоянием (радиусом) R от точки до начала
координат и углом α между определенной осью
координат и радиусом, проведенным в точку из
начала координат (см. рис. 3). Как правило, в
полярной системе координат чпу на плоскости
XY угол α указывается от оси X. Угол α может
иметь как положительное, так и отрицательное
значение.
13.
Рис. 3. Полярная система координат ЧПУ14.
НУЛЕВАЯ ТОЧКА ДЕТАЛИ В СИСТЕМЕ КООРДИНАТСистема координат ЧПУ детали задается
технологом-программистом
при
разработке
технологического процесса изготовления детали на
станке с ЧПУ и составлении управляющей
программы.
Исходная точка, от которой система ЧПУ
отсчитывает
перемещения
исполнительных
органов станка при обработке заготовки по
управляющей программе, называется нулевой
точкой детали. Нулевая точка детали не имеет
постоянных координат и каждый раз назначается
заново — в зависимости от конфигурации детали,
технологии обработки и удобства наладки станка.
15.
16.
17.
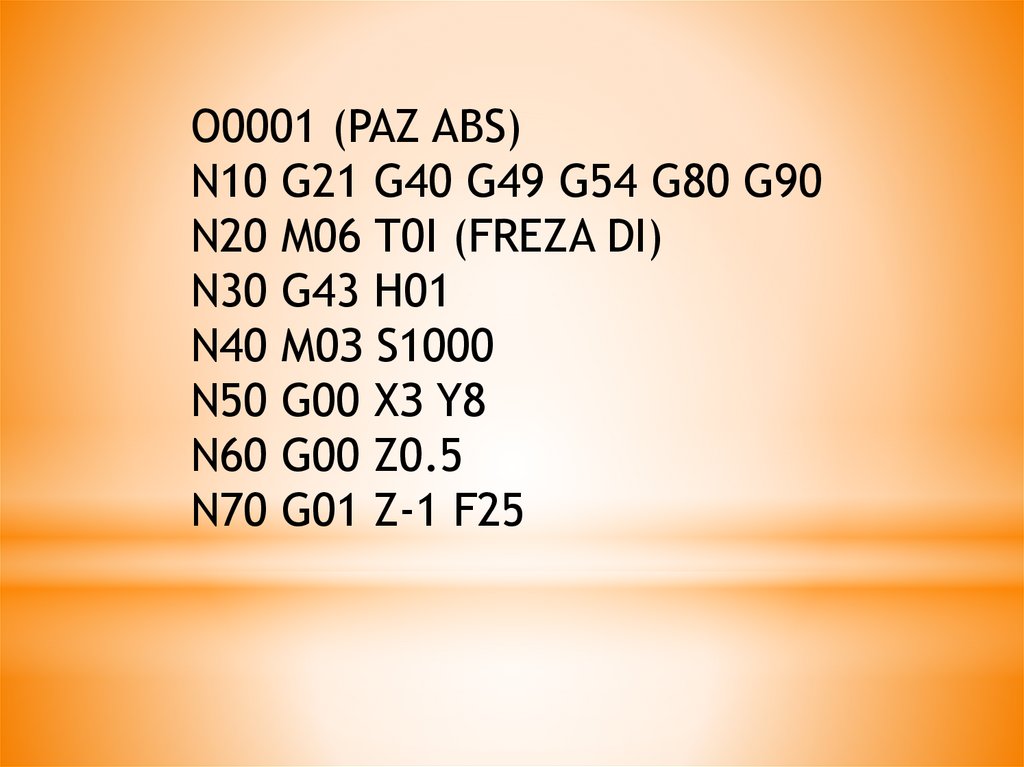
О0001 (PAZ ABS)N10 G21 G40 G49 G54 G80 G90
N20 M06 T0I (FREZA DI)
N30 G43 Н01
N40 М0З S1000
N50 G00 ХЗ Y8
N60 G00 Z0.5
N70 G01 Z-1 F25
18.
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ ДЕТАЛЕЙ НАСТАНКАХ С ЧПУ
Выполняя программирова
ние обработки деталей на
станках с ЧПУ, применяют
следующие методы подготовки
управляющей
программы
(УП):
• ручное
программирование
обработки,
выполняемое
соответствующими специалистами (инженером-технологом,
программистом и др.);
• автоматизированное программирование, выполняемое при
использовании системы автоматизированной подготовки УП для
станков с ЧПУ (САП УП), построенной на основе применения
ЭВМ;
• оперативное, диалоговое программирование обработки
детали, когда подготовка УП производится непосредственно у
станка с клавиатуры УЧПУ.