 education
educationEği̇ti̇m amaci
1.
EĞİTİM AMACI1)
FARKLI MODELLERDE KAYAR OTOMAT TEZGAHLARINI PROGRAMLAYAN KULLANICILARA ARADAKİ FARKLARI ANLATARAK VAN CNC KAYAR OTOMAT
TEZGAHINA HIZLI ADAPTE OLMALARINI SAĞLAMAK.
2)
DAHA ÖNCE HİÇ KAYAR OTOMAT KULLANMAMIŞ KULLANICILARI MAKİNA PROGRAMLAMA KONUSUNDA EĞİTMEK,
3)
KULLANICILARA BASİTE İNDİRGENMİŞ PROGRAMLAMA BİLGİLERİ AKTARARAK MAKİNA VERİMLİLİĞİNİ MAX SEVİYEYE ÇIKARMAKTIR.
4)
KAYAR OTOMAT TEZGAHLARI SERİ ÜRETİM MAKİNALARI OLDUĞU İÇİN HAMMADDE KULLANIMI ESNASINDA ÇUBUK SÜRÜCÜ İHTİYACI VE AYARLARI
YAPILMASI GEREKMEKTEDİR. FAKAT BİZ VAN CNC KAYAR OTOMAT TEZGAHINI ANLATIRKEN KONUNUN ÇOK FAZLA DIŞINA ÇIKMAMAK ADINA BU
KONUYA DEĞİNMEYECEĞİZ. ZAMAN KALMASI DURUMUNDA BASİT OLARAK ÜSTÜNDEN GEÇİLECEKTİR.
5)
TÜM CNC TEZGAHLARINDA PROGRAMLAMA GENEL OLARAK 3 ANA KISIMDAN OLUŞUR. KAYAR OTOMAT TEZGAHLARI MİN 2 FARKLI KANALDA
(MAİN VE SUB) PROGRAMLANMASINA RAĞMEN BURDA DA BU ŞART ÇOK FAZLA DEĞİŞMEZ . HER İKİ KANALDA 3 ANA KISIMDAN OLUŞMAKTADIR.
SADECE KANALLAR ARASINDA BAŞLANGIÇ VE SON BÖLÜMLER BİRAZ FARK GÖSTEREBİLİR.
A) PROGRAM BAŞLANGIÇ BÖLÜMÜ (MAİN)
BU KISIM SIRASI İLE , İLK KESME, PARÇA BOYU ALMA ,PARÇA SIFIRI TANIMLAMASI VE GÜVENLİ MESAFEDEN OLUŞMAKTADIR
B) ANA PROGRAM BÖLÜMÜ (MAİN)
BU KISIM BİR CNC TEZGAHINDA YAPILABİLECEK OPERASYONLARIN YAPILDIĞI BÖLÜMDÜR.
C) PROGRAM SONU BÖLÜMÜ (MAİN)
BU KISIM İŞ PARÇASININ TAM BOYDA KESİLEREK KARŞI İŞMİLİNE TRANSFER EDİLDİĞİ BÖLÜMDÜR.
a) PROGRAM BAŞLANGIÇ BÖLÜMÜ (SUB)
BU KISIM DA SUB SPINDLE GÜVENLİ NOKTAYA ÇEKİLEREK BEKLETİLİR.
b) ANA PROGRAM BÖLÜMÜ (SUB)
BU KISIM BİR CNC TEZGAHINDA YAPILABİLECEK OPERASYONLARIN YAPILDIĞI BÖLÜMDÜR.
c) PROGRAM SONU BÖLÜMÜ (SUB)
BU KISIMDA DAHA ÖNCE MAİN SPINDLE KISMINDAN TRANSFER EDİLEN İŞ PARÇASININ PARÇA KONVEYÖRÜNE VEYA SEPETİNE TAHLİYESİ, VE MAİN
SPINDLE KISMINDA TÜM İŞLEMLERİ TAMAMLANMIŞ İŞ PARÇASININ SUB SPINDLE KISMINA TRANSFER EDİLDİĞİ BÖLÜMDÜR.
2.
PROGRAMLAMABAŞLANGIÇ
BÖLÜMÜ
3.
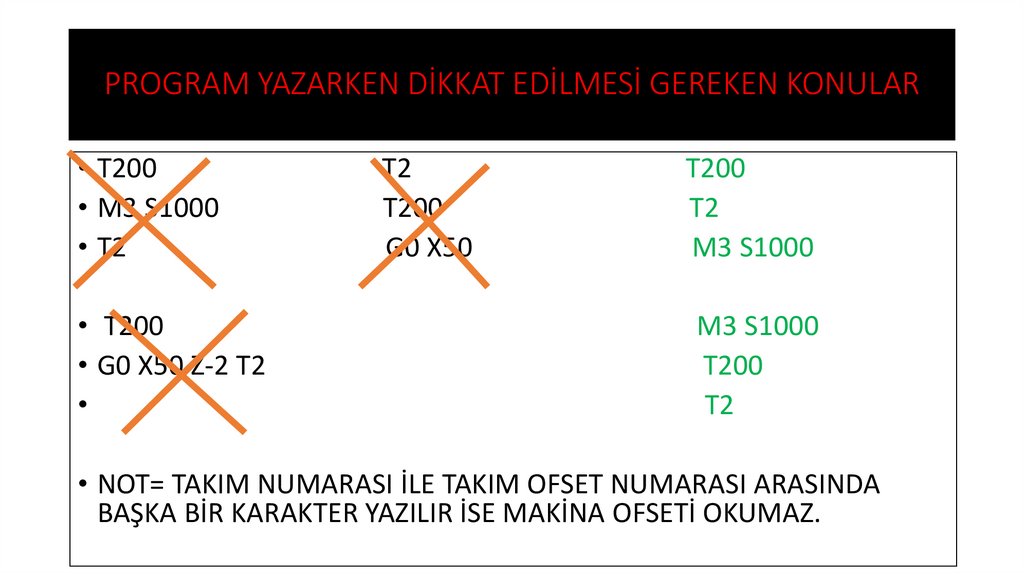
PROGRAM YAZARKEN DİKKAT EDİLMESİ GEREKEN KONULAR• T200
• M3 S1000
• T2
• T200
• G0 X50 Z-2 T2
T2
T200
G0 X50
T200
T2
M3 S1000
M3 S1000
T200
T2
• NOT= TAKIM NUMARASI İLE TAKIM OFSET NUMARASI ARASINDA
BAŞKA BİR KARAKTER YAZILIR İSE MAKİNA OFSETİ OKUMAZ.
4.
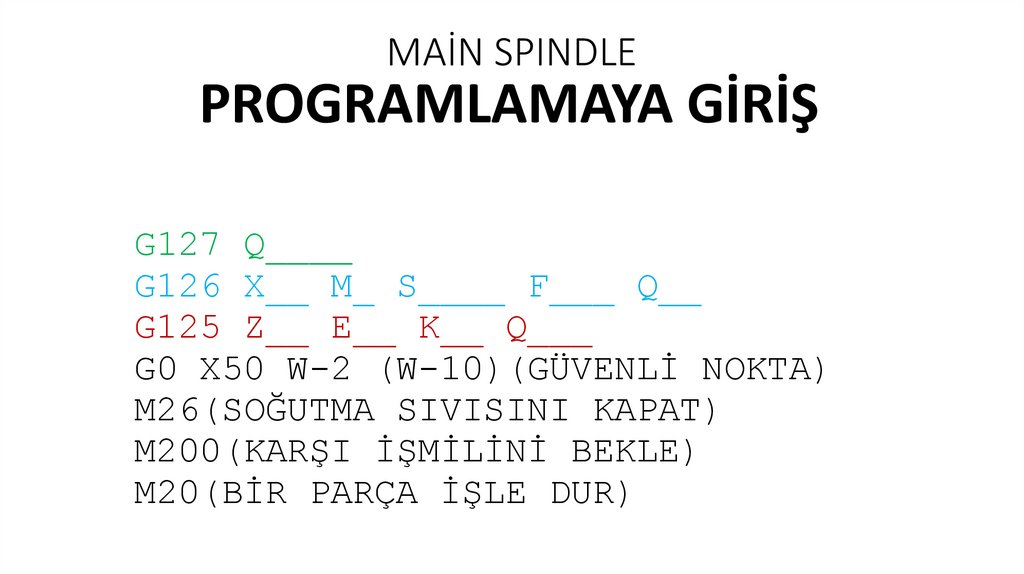
MAİN SPINDLEPROGRAMLAMAYA GİRİŞ
G127 Q____
G126 X__ M_ S____ F___ Q__
G125 Z__ E__ K__ Q___
G0 X50 W-2 (W-10)(GÜVENLİ NOKTA)
M26(SOĞUTMA SIVISINI KAPAT)
M200(KARŞI İŞMİLİNİ BEKLE)
M20(BİR PARÇA İŞLE DUR)
5.
G127 KOMUT SATIRIG126 KOMUT SATIRI
• G127= SUB SPINDLE KISMINDA Kİ PROGRAM NUMARASINI KOTROL ETME KOMUTUDUR.EĞER SATIRDA YAZILI PROGRAM NUMARASI YOK İSE
CNC TEZGAHI ALARMA GEÇER. (BU SATIRIN YAZILMASI ZORUNLU DEĞİLDİR.)
• Q= SUB SPINDLE KISMINDA OLMASI GEREKEN PROGRAM NUMARASI
• G126= BU KOMUT CNC TEZGAHLARINDA İLK START VERİLDİĞİNDE ŞARTLAR UYGUN İSE İLK KESME İŞLEMİNİ BAŞLATMAK İÇİN KULLANILIR.
• X= CNC TEZGAHINA BAĞLI HAMMADDE ÇAPIDIR.
• M= İŞ MİLİNİN İLK KESME ESNASINDA Kİ DÖNÜŞ YÖNÜDÜR.
• S= İŞ MİLİNİN İLK KESME ESNASINDA Kİ DÖNÜŞ (DEVİR) HIZIDIR.
• F= KESME TAKIMININ TALAŞ KALDIRMA ANINDAKİ HIZIDIR.
• Q= KESME TAKIMININ X EKSENİ YÖNÜNDE EN SON İNECEĞİ ÇAPTIR.
• ŞART= İLK KESMEYE BAŞLAMADAN ÖNCE POZİSYON DEĞERİ ‘’0’’ (SIFIR) DAN KÜÇÜK OLAMAZ.EĞER KÜÇÜK BİR DEĞER VAR İSE CNC TEZGAHI
BOY VERME İŞLEMİNE GEÇER.BÖYLE BİR DURUM İLE KARŞILAŞILMASI HALİNDE MDI MODUNDA T100 NOLU TAKIMI ÇAĞIRARAK İŞLEMİ
TEKRARLAYINIZ.
6.
G125 KOMUT SATIRI• G125= BU KOMUT CNC TEZGAHINDA İŞ PARÇASI BOYU ALMA VE SIFIRLAMA İŞLEMİ İÇİN KULLANILIR.
• Z= TEKNİK RESİMDEKİ PARÇA BOYU TAM OLARAK EKLEME YAPILMADAN GİRİLİR.
• E= GÜVENLİK LİMİTİDİR.GUİDE BUSH VE TAHRİKLİ TAKIMLAR ARASINDAKİ MESAFE BAZ ALINARAK HESAPLANIR.KISALTMAK YADA UZATMAK
KULLANICIYA BAĞLIDIR.DEĞER KISALTILDIĞINDA TAHRİKLİ TAKIMLAR İLE ÇALIŞMADA LİMİT ALARMI OLUŞABİLİR.DEĞER UZATILDIĞINDA İSE
ÇUBUK SÜRÜCÜ BAREND DEĞERİ DEĞİŞMESİ GEREKEBİLİR.
• K= CNC TEZGAHINDA BAĞLI BULUNAN KESME UCU GENİŞLİĞİDİR.
• Q= İŞ PARÇASININ ALIN TEMİZLİĞİ İÇİN BIRAKILAN PASO MİKTARIDIR.
7.
ANA PROGRAMI OLUŞTURAN ÇEVRİMKOMUTLARI
G32= DİŞ ÇEKME VE KLAVUZ ÇEKME KOMUTU
G70= G71 VE G72 KOMUTLARI FİNİŞ ÇEVRİMİ
G71= KABA TORNALAMA ÇEVRİMİ
G72= ALIN TORNALAMA ÇEVRİMİ
G74= Z EKSENİNDE KANAL AÇMA VE DELİK DELME ÇEVRİMİ
G75= X EKSENİNDE KANAL ÇAMA ÇEVRİMİ
G76= OTOMATİK DİŞ ÇEKME ÇEVRİMİ
G80= G83 VE G84 İPTAL KOMUTU
G83= DELİK DELME ÇEVRİMİ
G84= KLAVUZ ÇEKME ÇEVRİMİ
G92= MANUEL DİŞ ÇEKME ÇEVRİMİ
G87= X EKSENİNDE DELİK DELME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
G784= CANLI TAKIMLARDA X YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
G884= CANLI TAKIMLARDA Y YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
G984= CANLI TAKIMLARDA Z YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
8.
ANA PROGRAMBÖLÜMÜ
9.
ANA PROGRAMLAMAYA GİRİŞ• T200
• T2
• M3 S2500
• G0 G99 X19 Z0
• TAKIMI MERKEZE GETİRME
• TAKIM OFSETİNİ ÇAĞIRMA
• İŞMİLİNE DEVİR VERME
• TAKIMI HAMMADDE ÜZERİNDE
GÜVENLİ NOKTAYA GETİRME
• G1 X-0.8 F0.1
• G0 X0 Z-0.5
• G0 X50 Z-2
• T0
• M1
• ALIN TEMİZLEME
• TAKIMI İŞ PARÇASINDAN KURTARMA
• TAKIMI GÜVENLİ MESAFEYE ÇEKME
• OFSET İPTALİ
• OPSİYONEL STOP
10.
DELİK DELME ÇEVRİMLERİ• G74 KOMUTU ÖRNEK YAZILIŞI
• G74 R___
• G74 Z___ Q___ F___
• G83 KOMUTU ÖRNEK YAZILIŞI
• G83 Z___ Q____ F__
• G80
• R= GERİ ÇEKİLME MİKTARI
• Z= DELİK DELME BOYU
• Q= GAGALAMA MİKTARI
• F= KESME İLERLEMESİ
• Z= DELİK DELME BOYU
• Q= GAGALAMA MİKTARI
• F= KESME İLERLEMESİ
• R= GİRİŞ VE GERİ KAÇMA NOKTASI
• G80= G83 İPTALİ
11.
DELİK DELME ÇEVRİMİ PROGRAM İÇİNDE KULLANIMI• T1100
• T11
• M3 S2500
• G0 G99 Z-2
• G74 R0.5
• G74 Z20 Q25000 F0.1
• G0Z-5
• T0
• M1
• T1100
• T11
• M3 S2500
• G0 G99 Z-10
• G83 Z20 Q25000 R-2 F0.1
• G80
• G0Z-5
• T0
• M1
12.
KLAVUZ ÇEKME ÖRNEĞİ• G32 KLAVUZ ÇEKME ÖRNEK
YAZILIŞI
• G32 Z___ F___
• Z= KLAVUZ BOYU
• F=HATVE
• G84 KLAVUZ ÇEKME ÖRNEK
YAZILIŞI
• M29 S___
• G84 Z___ F___
• M29= KLAVUZ ÇEKME HAZIRLIK
• S= KLAVUZ ÇEKME DEVRİ
• Z= KLAVUZ BOYU
• F= HATVE
13.
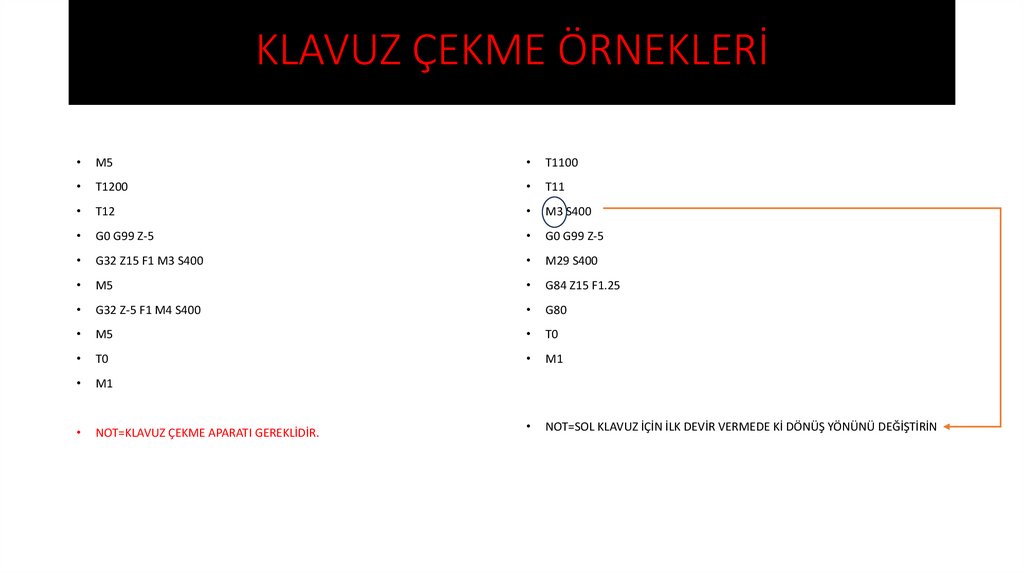
KLAVUZ ÇEKME ÖRNEKLERİM5
T1100
T1200
T11
T12
M3 S400
G0 G99 Z-5
G0 G99 Z-5
G32 Z15 F1 M3 S400
M29 S400
M5
G84 Z15 F1.25
G32 Z-5 F1 M4 S400
G80
M5
T0
T0
M1
M1
NOT=KLAVUZ ÇEKME APARATI GEREKLİDİR.
NOT=SOL KLAVUZ İÇİN İLK DEVİR VERMEDE Kİ DÖNÜŞ YÖNÜNÜ DEĞİŞTİRİN
14.
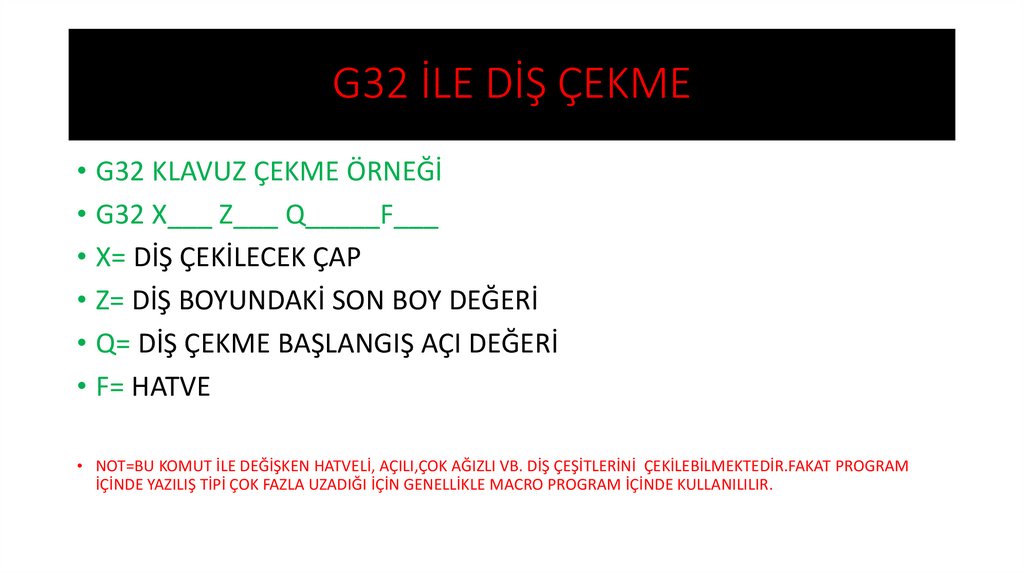
G32 İLE DİŞ ÇEKME• G32 KLAVUZ ÇEKME ÖRNEĞİ
• G32 X___ Z___ Q_____F___
• X= DİŞ ÇEKİLECEK ÇAP
• Z= DİŞ BOYUNDAKİ SON BOY DEĞERİ
• Q= DİŞ ÇEKME BAŞLANGIŞ AÇI DEĞERİ
• F= HATVE
• NOT=BU KOMUT İLE DEĞİŞKEN HATVELİ, AÇILI,ÇOK AĞIZLI VB. DİŞ ÇEŞİTLERİNİ ÇEKİLEBİLMEKTEDİR.FAKAT PROGRAM
İÇİNDE YAZILIŞ TİPİ ÇOK FAZLA UZADIĞI İÇİN GENELLİKLE MACRO PROGRAM İÇİNDE KULLANILILIR.
15.
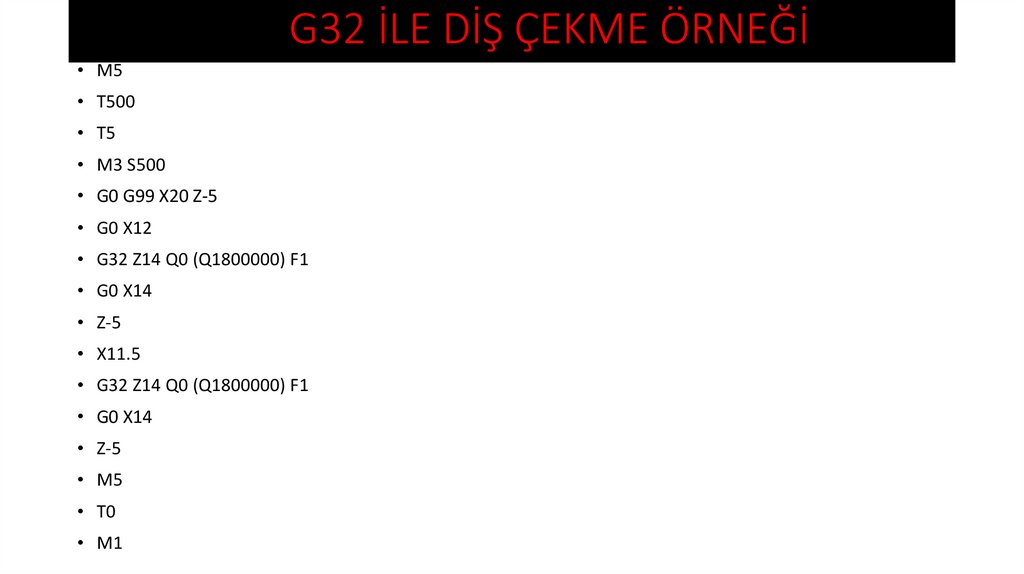
G32 İLE DİŞ ÇEKME ÖRNEĞİ• M5
• T500
• T5
• M3 S500
• G0 G99 X20 Z-5
• G0 X12
• G32 Z14 Q0 (Q1800000) F1
• G0 X14
• Z-5
• X11.5
• G32 Z14 Q0 (Q1800000) F1
• G0 X14
• Z-5
• M5
• T0
• M1
16.
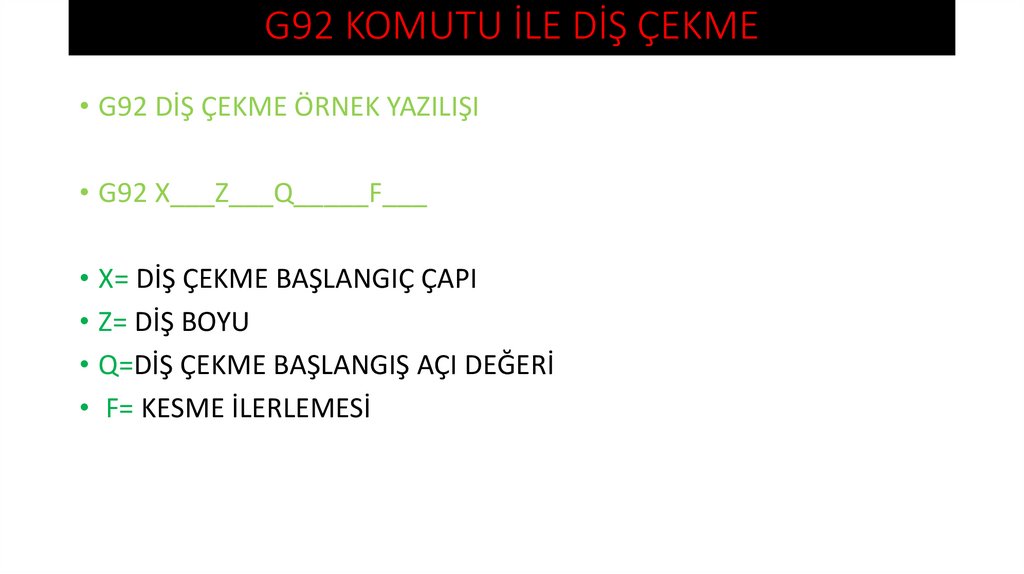
G92 KOMUTU İLE DİŞ ÇEKME• G92 DİŞ ÇEKME ÖRNEK YAZILIŞI
• G92 X___Z___Q_____F___
• X= DİŞ ÇEKME BAŞLANGIÇ ÇAPI
• Z= DİŞ BOYU
• Q=DİŞ ÇEKME BAŞLANGIŞ AÇI DEĞERİ
• F= KESME İLERLEMESİ
17.
G92 İLE DİŞ ÇEKME ÖRNEĞİ• M5
• T500
• T5
• M3 S500
• G0 G99 X22 Z-5
• X14
• G92 X12 Z14 Q0 (Q1800000) F1
• X11.5
• X11
• X10.5
• X10
• G0 X14
• Z-5
• M5
• T0
• M1
18.
G76 KOMUTU İLE DİŞ ÇEKME• G76 DİŞ ÇEKME ÖRNEK YAZILIŞI
• G76 P aa bb cc Q___ R___
• G76 X__ Z__ R__ P___ Q___ F__
• G76 KOMUTU OTOMATİK DİŞ ÇEKME KOMUTUDUR. 2 SATIRDAN OLUŞUR.
• DİŞ YÜKSEKLİĞİNİ HESAPLAMAK İÇİN(P DEĞERİ) DİŞ HATVESİ İLE 0.65 İ
ÇARPARAK YARI ÇAPTAKİ DİŞ YÜKSEKLİĞİ BULUNUR , 0.65 DEĞERİ SABİT
DEĞERDİR.
• DİŞ DİBİ ÇAPI İÇİN İSE HESAPLANAN P DEĞERİNİ DİŞ ÜSTÜ ÇAPINDAN
ÇIKARTARAK X DEĞERİNE YAZILMASI GEREKMEKTEDİR.
• AYRICA GENEL KULLANIM DİŞ UCU YERİNE HATVE DEĞERİNE EŞİT DİŞ UCU
KULLANILMASI PERFORMANS VE DİŞ KALİTESİ İÇİN DAHA UYGUNDUR.
19.
G76 KOMUTU İLE DİŞ ÇEKME• G76 DİŞ ÇEKME İLK SATIR ÖRNEK YAZILIŞI
• G76 P aa bb cc Q___ R___
• P aa = FİNİŞ PASO TEKRAR SAYISI (MAX 99)
• P bb = DİŞİN SONUNDAKİ PAH BOYU (mm)
• P cc = DİŞ UCU AÇISI
• Q = MİN TALAŞ DERİNLİĞİ (µm )
• R = FİNİŞ PASO MİKTARI (mm )
20.
G76 KOMUTU İLE DİŞ ÇEKME• G76 DİŞ ÇEKME İKİNCİ SATIR ÖRNEK YAZILIŞI
• G76 X__ Z__ R__ P___ Q___ F__
• X= DİŞ DİBİ ÇAPI (mm)
• Z= DİŞ BOYU (mm)
• R= KONİK MİKTARI (mm)
• P= DİŞ YÜKSEKLİĞİ (µm)
• Q=DİŞ ÇEKMEYE BAŞLANGIÇTA İLK PASO MİKTARI (µm)
• F= DİŞ HATVESİ
21.
G76 İLE DİŞ ÇEKME ÖRNEĞİ• M5
• T500
• T5
• M3 S1000
• G0 G99 X20 Z-5
• X15
• G76 P030060 Q1000 R0.05
• G76 X10.7 Z14 R0 P6500 Q2000 F1
• G0 X30
• Z-5
• M5
• T0
• M1
22.
G75 KOMUTU İLE KANAL AÇMA• G75 KANAL AÇMA ÖRNEK YAZILIŞI
• G75 R__
• G75 X__ Z__ P___ Q___ F__
• G75 KOMUTU KANAL AÇMA KOMUTU OLARAK KULLANILIR.2 AYRI
SATIRDAN OLUŞUR.
23.
G75 KOMUTU İLE KANAL AÇMA• G75 KANAL AÇMA ÖRNEK YAZILIŞI
• G75 R__
• G75 X__ Z__ P___ Q___ F__
• R= GERİ KAÇMA MESAFESİ
• X= KANAL DİBİ ÇAPI
• Z= KANALIN BİTTİĞİ Z MESAFESİ
• P= GAGALAMA MİKTARI
• Q= YANA KAYMA MİKTARI
• F= KESME HIZI
24.
G75 İLE KANAL AÇMA ÖRNEĞİ• M5
• T500
• T5
• M3 S2000
• G0 G99 X22 Z-5
• G75 R0.25
• G75 X8 Z14 P10000 Q10000 F0.1
• G0 X30
• Z-5
• M5
• T0
• M1
25.
G71 KOMUTU İLE KABA TORNALAMA• G71 KABA TORNALAMA ÖRNEK YAZILIŞI
• G71 U__ R__
• G71 P__Q__ U__ W-__ F__
• G71 KOMUTU KABA TORNALAMA KOMUTU OLARAK KULLANILIR.2
AYRI SATIRDA TANIMLANIR.BELİRTİLEN ARALIKLARDA PROGRAM AKIŞI
ÇALIŞIR.
• KOMUTU KULLANIM ESNASINDA Kİ SATIR NUMARALARININ
PROGRAMIN HERHANGİ BİR YERİNDE TEKRAR YAZILMADIĞINDAN
MUTLAKA EMİN OLUN
26.
G71 KOMUTU İLE KABA TORNALAMA• G71 KABA TORNALAMA İLK SATIR ÖRNEK YAZILIŞI
• G71 U__ R__
• U= KABA TORNALAMADA YARI ÇAPTAKİ PASO MİKTARI
• R=KABA TORNALAMA SONRASI YARI ÇAPTA HAMMADDEDEN
UZAKLAŞMA MESAFESİ
27.
G71 KOMUTU İLE KABA TORNALAMA• G71 KABA TORNALAMA İKİNCİ SATIR ÖRNEK YAZILIŞI
• G71 P__Q__ U__ W-__ F__
• P=KABA TORNALAMAYA BAŞLANGIÇ SATIR NO
• Q=KABA TORNALAMA BİTİŞ SATIR NO
• U= KABA TORNALAMADA YARI ÇAPTA FİNİŞE BIRAKILAN PAY
• W= KABA TORNALAMADA BOYDA FİNİŞE BIRAKILAN PAY (- DEĞER
YAZIN)
• F= KABA TORNALAMADA Kİ KESME HIZI
28.
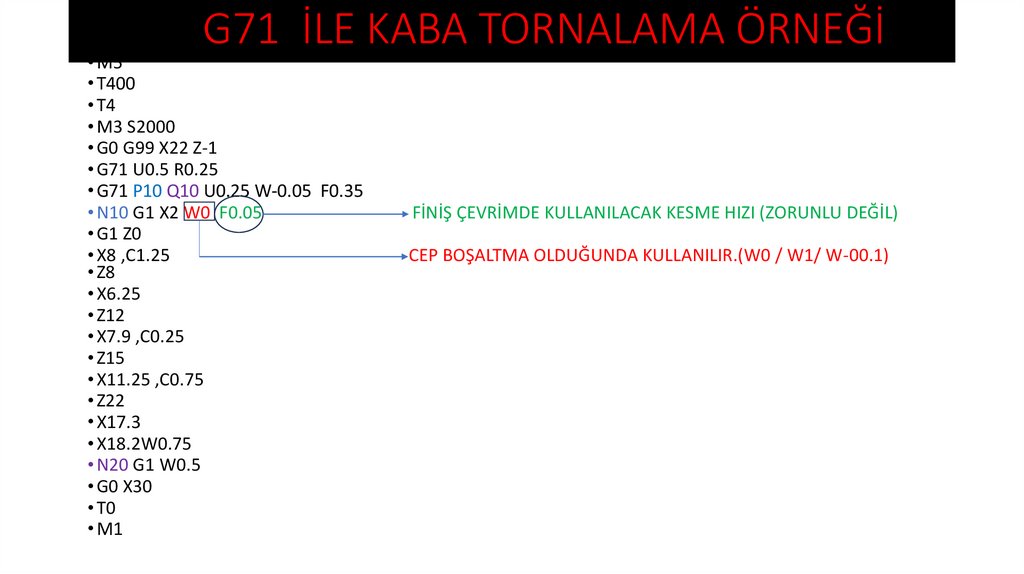
G71 İLE KABA TORNALAMA ÖRNEĞİ• M5
• T400
• T4
• M3 S2000
• G0 G99 X22 Z-1
• G71 U0.5 R0.25
• G71 P10 Q10 U0.25 W-0.05 F0.35
• N10 G1 X2 W0 F0.05
• G1 Z0
• X8 ,C1.25
• Z8
• X6.25
• Z12
• X7.9 ,C0.25
• Z15
• X11.25 ,C0.75
• Z22
• X17.3
• X18.2W0.75
• N20 G1 W0.5
• G0 X30
• T0
• M1
FİNİŞ ÇEVRİMDE KULLANILACAK KESME HIZI (ZORUNLU DEĞİL)
CEP BOŞALTMA OLDUĞUNDA KULLANILIR.(W0 / W1/ W-00.1)
29.
G72 KOMUTU İLE ALIN KABA TORNALAMA• G72 ALIN KABA TORNALAMA ÖRNEK YAZILIŞI
• G72 W__ R__
• G72 P__Q__ U__ W-__ F__
• G72 KOMUTU ALIN KABA TORNALAMA KOMUTU OLARAK
KULLANILIR.2 AYRI SATIRDA TANIMLANIR.BELİRTİLEN ARALIKLARDA
PROGRAM AKIŞI ÇALIŞIR.
• KOMUTU KULLANIM ESNASINDA Kİ SATIR NUMARALARININ
PROGRAMIN HERHANGİ BİR YERİNDE TEKRAR YAZILMADIĞINDAN
MUTLAKA EMİN OLUN
30.
G72 KOMUTU İLE ALIN KABA TORNALAMA• G72 ALIN KABA TORNALAMA İLK SATIR ÖRNEK YAZILIŞI
• G72 W__ R__
• W= ALIN KABA TORNALAMADA PASO MİKTARI
• R=KABA TORNALAMA SONRASI HAMMADDEDEN UZAKLAŞMA
MESAFESİ
31.
G72 KOMUTU İLE KABA TORNALAMA• G72 ALIN KABA TORNALAMA İKİNCİ SATIR ÖRNEK YAZILIŞI
• G72 P__Q__ U__ W-__ F__
• P=KABA TORNALAMAYA BAŞLANGIÇ SATIR NO
• Q=KABA TORNALAMA BİTİŞ SATIR NO
• U= KABA TORNALAMADA YARI ÇAPTA FİNİŞE BIRAKILAN PAY
• W= KABA TORNALAMADA BOYDA FİNİŞE BIRAKILAN PAY (- DEĞER
YAZIN)
• F= KABA TORNALAMADA Kİ KESME HIZI
32.
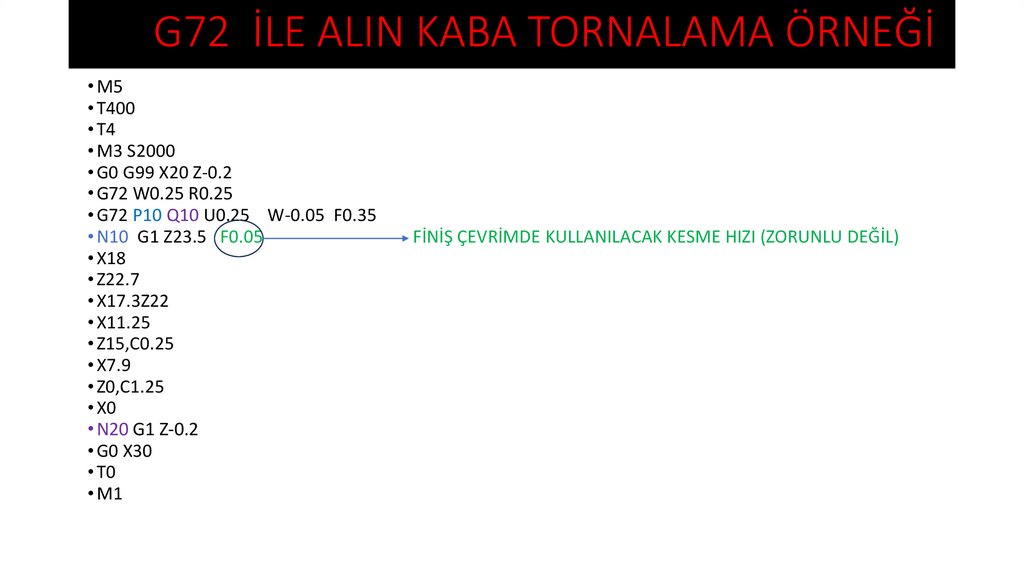
G72 İLE ALIN KABA TORNALAMA ÖRNEĞİ• M5
• T400
• T4
• M3 S2000
• G0 G99 X20 Z-0.2
• G72 W0.25 R0.25
• G72 P10 Q10 U0.25 W-0.05 F0.35
• N10 G1 Z23.5 F0.05
• X18
• Z22.7
• X17.3Z22
• X11.25
• Z15,C0.25
• X7.9
• Z0,C1.25
• X0
• N20 G1 Z-0.2
• G0 X30
• T0
• M1
FİNİŞ ÇEVRİMDE KULLANILACAK KESME HIZI (ZORUNLU DEĞİL)
33.
G70 FİNİŞ ÇEVRİMİ• G70 ALIN VE KABA TORNALAMA ÇEVRİM FİNİŞLERİ ÖRNEK YAZILIŞI
• G70 P__ Q__ F__
• P=FİNİŞ TORNALAMAYA BAŞLANGIÇ SATIR NO
• Q=FİNİŞ TORNALAMA BİTİŞ SATIR NO
• F=FİNİŞ TORNALAMA KESME HIZI
• NOT=KESME HIZI G70 SATIRINDA VERİLEBİLDİĞİ GİBİ KABA
TORNALAMADA Kİ ÇEVRİM İÇİNE DE YAZILABİLİR.
34.
G70 FİNİŞ TORNALAMA ÖRNEĞİ• M5
• T600
• T6
• M3 S3000
• G0 G99 X22 Z-2
• G70 P10 Q10 F0.05
• G0 X30
• T0
• M1
35.
TAHRİKLİ TAKIMLAR İLE DELİK DELME KLAVUZ ÇEKME• G80= G83 , G84 VE G87 İPTAL KOMUTU
• G83= DELİK DELME ÇEVRİMİ
• G84= KLAVUZ ÇEKME ÇEVRİMİ
• G87= X EKSENİNDE DELİK DELME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
• G784= X YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
• G884= Y YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
• G984= Z YÖNÜNDE KLAVUZ ÇEKME ÇEVRİMİ (SMART MODELİNDE GEÇERLİDİR.)
36.
G87 KOMUTU İLE DELİK ÇEVRİMİ• G87 X EKSENİNDE DELİK DELME ÖRNEK YAZILIŞI
• G87 X___ Q_____F__
• G80
• X= X EKSENİNDE DELME BOYU
• Q= GAGALAMA MİKTARI
• F= KESME İLERLEMESİ
• G80= G87 İPTALİ
NOT=BU KOMUT SADECE SMART MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR.MR MODELLERİ İÇİN KULLANILMAZ
37.
G87 KOMUTUDELİK ÇEVRİMİ
ÖRNEĞİ
G75 İLE KANAL
AÇMA ÖRNEĞİ
• M5
• M8
• G28 C0
• T3200
• T32
• M36 S2000
• G0 G98 X22 Z10 C0
• M6
• G0 X18
• G87 X-18 Q10000 F250
• G80
• G0 X50
• M38
• M7
• M9
• T0
• M1
38.
G784 X EKSENİNDE KLAVUZ ÇEVRİMİ• G784 X EKSENİNDE KLAVUZ ÇEKME ÖRNEK YAZILIŞI
• G784 X___ F_____ M_ S___
• X= X EKSENİNDE KLAVUZ ÇEKME BOYU
• F= HATVE
• M=İŞ MİLİ DÖNÜŞ YÖNÜ
• S=İŞ MİLİ DÖNÜŞ HIZI
NOT=BU KOMUT SADECE SMART MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR. MR MODELLERİ İÇİN KULLANILMAZ!
39.
G87 KOMUTUDELİK ÇEVRİMİ
ÖRNEĞİ
G75 İLE KANAL
AÇMA ÖRNEĞİ
• M5
• M8
• G28 C0
• T3100 (SMART MODELİ)
• T31
• M36 S400
• G0 G98 X22 Z10 C0
• M6
• G0 X18
• G784 U-36 F1 M36 S400
• M38
• G0 X50
• M38
• M7
• M9
• T0
• M1
40.
G884 Y EKSENİNDE KLAVUZ ÇEVRİMİ• G884 Y EKSENİNDE KLAVUZ ÇEKME ÖRNEK YAZILIŞI
• G884 V___ F_____M_ S___
• V= Y EKSENİNDE KLAVUZ ÇEKME BOYU
• F= HATVE
• M=İŞ MİLİ DÖNÜŞ YÖNÜ
• S=İŞ MİLİ DÖNÜŞ HIZI
NOT=BU KOMUT SADECE SMART MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR. MR MODELLERİ İÇİN KULLANILMAZ!
41.
G884G75Y EKSENİNDE
ÇEVRİMİ
İLE KANAL KLAVUZ
AÇMA ÖRNEĞİ
• M5
• M8
• G28 C0
• T3200 (SMART MODELİ)
• T32
• M36 S400
• G0 G98 X22 Z10 Y18 C0
• M6
• G0 X18
• G884 V-36 F1 M36 S400
• M38
• G0 Y30
• G0 X50
• M38
• M7
• M9
• T0
• M1
42.
G984 Z EKSENİNDE KLAVUZ ÇEVRİMİ• G984 Y EKSENİNDE KLAVUZ ÇEKME ÖRNEK YAZILIŞI
• G984 W___ F_____M_ S___
• W= Z EKSENİNDE KLAVUZ ÇEKME BOYU
• F= HATVE
• M=İŞ MİLİ DÖNÜŞ YÖNÜ
• S=İŞ MİLİ DÖNÜŞ HIZI
NOT=BU KOMUT SADECE SMART MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR. MR MODELLERİ İÇİN KULLANILMAZ!
43.
G984G75Y EKSENİNDE
ÇEVRİMİ
İLE KANAL KLAVUZ
AÇMA ÖRNEĞİ
• M5
• M8
• G28 C0
• T3300 (SMART MODELİ)
• T33
• M36 S400
• G0 G98 X22 Z-10 C0 Y5
• M6
• G0 X18
• G984 W20 F1 M36 S400
• M38
• G0 Y30
• G0 X50
• M38
• M7
• M9
• T0
• M1
44.
G83 KOMUTU İLE DELİK ÇEVRİMİ• G83 Y EKSENİNDE DELİK DELME ÖRNEK YAZILIŞI
• G83 Y___ Q_____F__
• G80
• Y= Y EKSENİNDE DELME BOYU
• Q= GAGALAMA MİKTARI
• F= KESME İLERLEMESİ
• G80= G83 İPTALİ
NOT=BU KOMUT SADECE MR MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR. SMART MODELLERİ İÇİN KULLANILMAZ!
45.
G83 Y EKSENİNDEDELİK
DELME
ÇEVRİMİ
G75 İLE KANAL
AÇMA
ÖRNEĞİ
• M5
• M8
• G28 C0
• T3400 (MR MODEL)
• T34
• M36 S4000
• G0 G98 Z10 C0 Y50
• M6
• G0 Y22
• G19
• G83 Y-10 Q10000 F250
• G80
• G18
• G0 Y30
• M38
• M7
• M9
• T0
• M1
46.
G84 KOMUTU İLE KLAVUZ ÇEKME ÇEVRİMİ• G84 Y EKSENİNDE KLAVUZ ÇEKME ÖRNEK YAZILIŞI
• M29 S__
• G84 Y___ F__
• G80
• Y= Y EKSENİNDE KLAVUZ BOYU
• F= KESME İLERLEMESİ
• G80= G84 İPTALİ
NOT=BU KOMUT SADECE MR MODELİNDE BU ŞEKİLDE
KULLANILMAKTADIR. SMART MODELLERİ İÇİN KULLANILMAZ!
47.
G84 Y EKSENİNDEKLAVUZ
ÇEKME
ÇEVRİMİ
G75 İLE KANAL
AÇMA
ÖRNEĞİ
M5
M8
G28 C0
T3500 (MR MODEL)
T35
M36 S400
G0 G99 Z10 C0 Y50
M6
G0 Y22
G19
M29 S400
G84 Y-10 F1
G80
G18
G0 Y30
M38
M7
M9
T0
M1
48.
PROGRAM SONUBÖLÜMÜ
49.
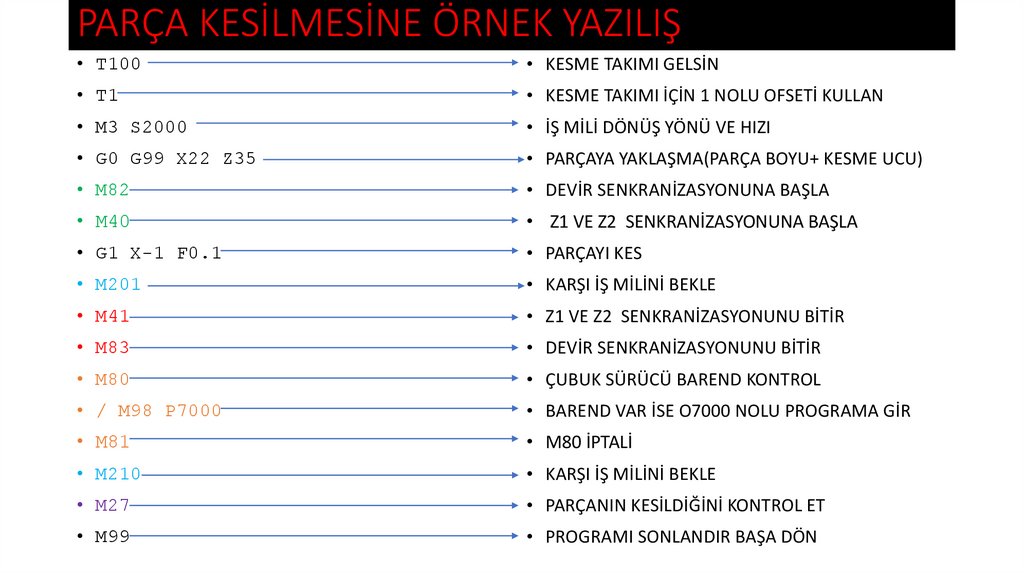
PARÇA KESİLMESİNE ÖRNEK YAZILIŞ• T100
• KESME TAKIMI GELSİN
• T1
• KESME TAKIMI İÇİN 1 NOLU OFSETİ KULLAN
• M3 S2000
• İŞ MİLİ DÖNÜŞ YÖNÜ VE HIZI
• G0 G99 X22 Z35
• PARÇAYA YAKLAŞMA(PARÇA BOYU+ KESME UCU)
• M82
• DEVİR SENKRANİZASYONUNA BAŞLA
• M40
• Z1 VE Z2 SENKRANİZASYONUNA BAŞLA
• G1 X-1 F0.1
• PARÇAYI KES
• M201
• KARŞI İŞ MİLİNİ BEKLE
• M41
• Z1 VE Z2 SENKRANİZASYONUNU BİTİR
• M83
• DEVİR SENKRANİZASYONUNU BİTİR
• M80
• ÇUBUK SÜRÜCÜ BAREND KONTROL
• / M98 P7000
• BAREND VAR İSE O7000 NOLU PROGRAMA GİR
• M81
• M80 İPTALİ
• M210
• KARŞI İŞ MİLİNİ BEKLE
• M27
• PARÇANIN KESİLDİĞİNİ KONTROL ET
• M99
• PROGRAMI SONLANDIR BAŞA DÖN
50.
SUB SPINDLEPROGRAM
SONU
PROGRAM
BAŞLANGIÇ
BÖLÜMÜ
BÖLÜMÜ
51.
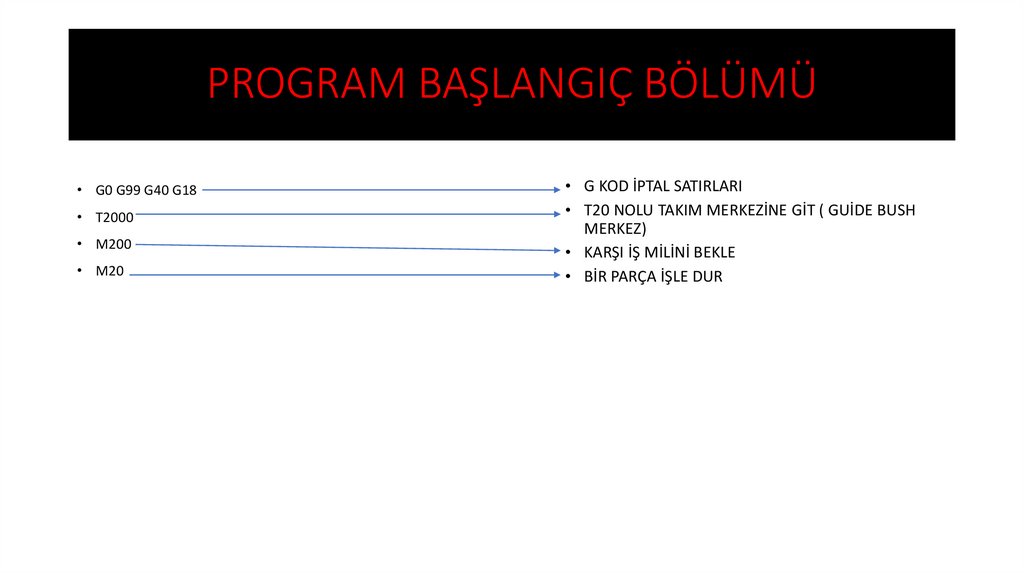
PROGRAM BAŞLANGIÇ BÖLÜMÜ• G0 G99 G40 G18
• T2000
• M200
• M20
• G KOD İPTAL SATIRLARI
• T20 NOLU TAKIM MERKEZİNE GİT ( GUİDE BUSH
MERKEZ)
• KARŞI İŞ MİLİNİ BEKLE
• BİR PARÇA İŞLE DUR
52.
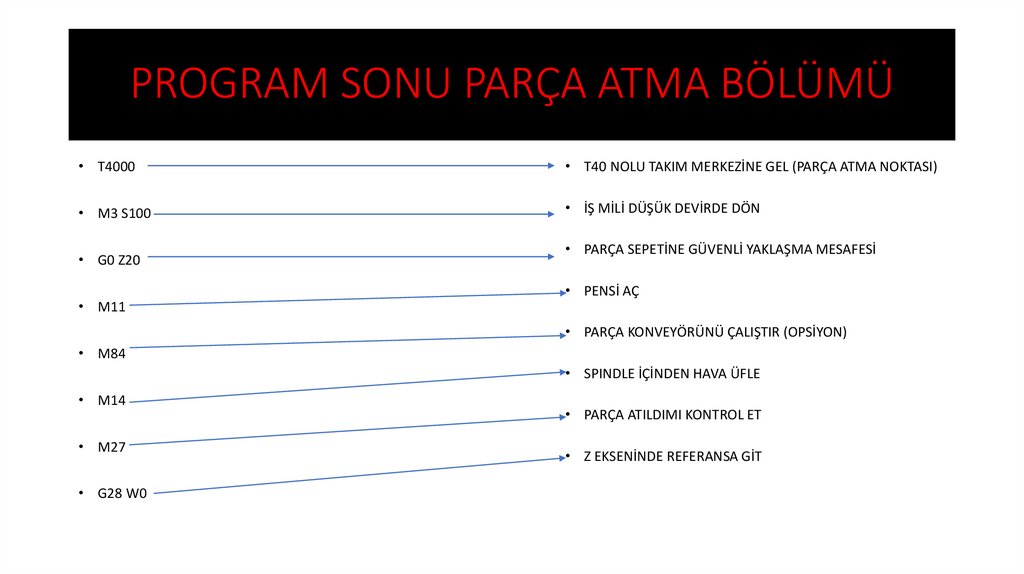
PROGRAM SONU PARÇA ATMA BÖLÜMÜ• T4000
• T40 NOLU TAKIM MERKEZİNE GEL (PARÇA ATMA NOKTASI)
• M3 S100
• İŞ MİLİ DÜŞÜK DEVİRDE DÖN
• G0 Z20
• M11
• PARÇA SEPETİNE GÜVENLİ YAKLAŞMA MESAFESİ
• PENSİ AÇ
• PARÇA KONVEYÖRÜNÜ ÇALIŞTIR (OPSİYON)
• M84
• SPINDLE İÇİNDEN HAVA ÜFLE
• M14
• M27
• G28 W0
• PARÇA ATILDIMI KONTROL ET
• Z EKSENİNDE REFERANSA GİT
53.
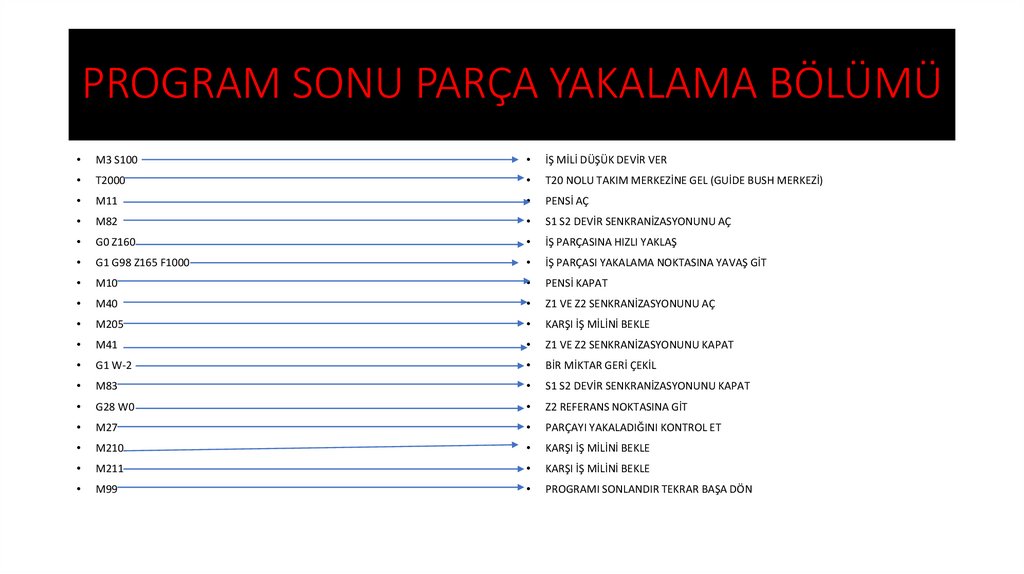
PROGRAM SONU PARÇA YAKALAMA BÖLÜMÜM3 S100
İŞ MİLİ DÜŞÜK DEVİR VER
T2000
T20 NOLU TAKIM MERKEZİNE GEL (GUİDE BUSH MERKEZİ)
M11
PENSİ AÇ
M82
S1 S2 DEVİR SENKRANİZASYONUNU AÇ
G0 Z160
İŞ PARÇASINA HIZLI YAKLAŞ
G1 G98 Z165 F1000
İŞ PARÇASI YAKALAMA NOKTASINA YAVAŞ GİT
M10
PENSİ KAPAT
M40
Z1 VE Z2 SENKRANİZASYONUNU AÇ
M205
KARŞI İŞ MİLİNİ BEKLE
M41
Z1 VE Z2 SENKRANİZASYONUNU KAPAT
G1 W-2
BİR MİKTAR GERİ ÇEKİL
M83
S1 S2 DEVİR SENKRANİZASYONUNU KAPAT
G28 W0
Z2 REFERANS NOKTASINA GİT
M27
PARÇAYI YAKALADIĞINI KONTROL ET
M210
KARŞI İŞ MİLİNİ BEKLE
M211
KARŞI İŞ MİLİNİ BEKLE
M99
PROGRAMI SONLANDIR TEKRAR BAŞA DÖN
54.
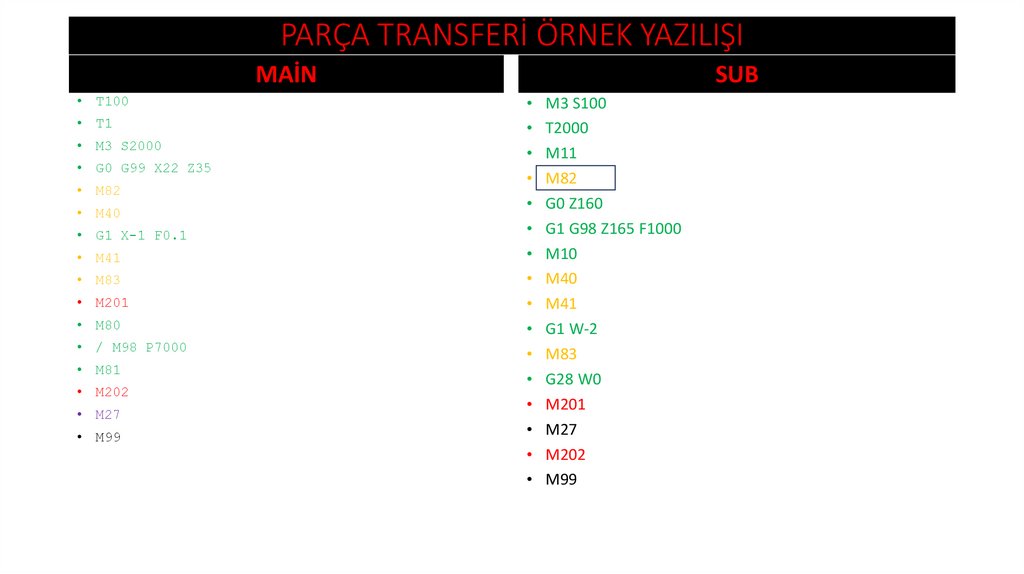
PARÇA TRANSFERİ ÖRNEK YAZILIŞIMAİN
T100
T1
M3 S2000
G0 G99 X22 Z35
M82
M40
G1 X-1 F0.1
M41
M83
M201
M80
/ M98 P7000
M81
M202
M27
M99
SUB
M3 S100
T2000
M11
M82
G0 Z160
G1 G98 Z165 F1000
M10
M40
M41
G1 W-2
M83
G28 W0
M201
M27
M202
M99
55.
SPINDLE FAZ SENKRANİZASYONU• TÜM EKSENLERİ REFERANSA GÖNDERİN VE CNC TEZGAHININ HER İKİ KANALININDA C EKSEN MODUNDA
OLMADIĞINDAN EMİN OLUN.
• CUSTOM1 TUŞUNA BASINIZ
• ÇIKAN EKRANDA 6 NOLU SETTINGS KISMINA GİRİŞ YAPIN
• ÇIKAN EKRANDA SYNC KISMINA GİRİŞ YAPIN
• TEZGAHI MDI MODUNA ALIN
• EKRANDA S1 – S2 SET TUŞUNA BASIN EKRANDA SPINDLE GÖRSELLERİNDE Kİ YEŞİL IŞIKLAR YANACAK
• ARDINDAN MAİN VE SUB SPINDLE POZİSYONLAMA YAPACAK.
• SONRASINDA EKRANDA RELEASE S2 TUŞUNA BASIN EKRANDA SUB KISMINDA YEŞİL IŞIK SÖNECEKTİR
• MAKİNAYI EL ÇARKI MODUNA ALIN VE SUB SPINDLE PENSİNİ AÇIN
• ARDINDAN YAKALAMA YAPILACAK İŞ PARÇASINA GÜVENLİ BİR ŞEKİLDE YAKLAŞARAK BİR AYNA VB. YARDIMI
İLE SUB PENSİ İLE HAMMADDE KÖŞELERİNİ DENK GETİR.
• HAMMADDE SUB SPINDLE KISMINI HAREKET ETTİRMEK SURETİYLE PENSİN BİR MİKTAR İÇİNE DOĞRU
GİRECEK ŞEKİLDE Z2 EKSENİNİ İLERİ HAREKET ETTİR.
• SUB SPINDLE PENSİNİ KAPAT
• EKRANDA SYNC KISMINDA SET DATA TUŞUNA BASIN TAMAMLADI UYARISI ÇIKACAK ARDINDAN SUB PENSİNİ
AÇIN VE EKSENİ REFERANS NOKTASINA GÖNDERİN.
• İŞLEM TAMAMLANDI.BU İŞLEMDEN SONRA SPINDLE DEVİR SENKRANİZASYONU VE C EKSEN
SENKRANİZASYONU SORUN YAŞANMADAN KULLANILACAK.
• NOT=BU İŞLEMİN SAĞLIKLI OLABİLMESİ İÇİN MAİN VE SUB PENSLERİNE KANAL AÇILARAK PİM YARDIMI İLE
KOVANIN HERHANGİ BİR KISMINA SABİTLENMELİDİR.YANİ PENS KOVAN İÇİNDE ARTI VE EKSİ YÖNDE KENDİ
EKSENİNDE DÖNÜŞ YAPMAMALIDIR.
56.
TOOL LOAD SAYFASI KULLANIMI• PROGRAM İÇİNDE SİSTEMİ AÇMAK İSTEDİĞİMİZ YERDE M16 KOMUTUNU YAZIYORUZ.
• SİSTEMİ KAPATMAK İSTEDİĞİMİZ YERDE PROGRAM İÇİNE M17 YAZIYORUZ
• PROGRAM SONUNDAN ÖNCE EN UYGUN YERE M28 KOMUTUNU YAZIYORUZ.
• ARDINDAN CUSTOM 1 TUŞUNA BASIYORUZ.ÇIKAN EKRANDA 3 NUMARALI TOOL LOAD KISMINA GİRİŞ YAPIYORUZ.
• BU KISIMA KADAR OLAN BÖLÜM HER İKİ KANALDA DA AYNIDIR.
• ÇIKAN EKRANDA SİSTEMİ KULLANMAK İSTEDİĞİNİZ KANALI SEÇEREK AKTİF DURUMA GETİRİYORUZ.
• TEACH1= MAİN SPINDLE
• TEACH2= SUB SPINDLE
• BRKG1= MAİN SPINDLE
• BRKG2= SUB SPINDLE
• AKTİF ETTİĞİNİZ KISIM YEŞİL RENK OLUR.BUNDAN SONRA PROGRAMI TÜM ŞARTLAR %100 KONUMDA OLARAK
ÇALIŞTIRIYORUZ.PROGRAM BİTTİĞİNDE AKTİF ETTİĞİMİZ SEÇENEĞİ PASİF DURUMA DÜŞÜRÜYORUZ.
• CNC TEZGAHI ARTIK BELİRLENEN ARALIKTA TAKIM KESME ESNASINDA Kİ DEĞERLERİ HAFIZAYA KAYDEDER.
• ARDINDAN TOOL LOAD SAYFASINDA Kİ İLGİLİ TAKIM BÖLÜMÜNDE ALARM KISMINA ZORLANMA DEĞERİNİN ALARMA GEÇMESİ İÇİN
ALARM YAZAN KISMA UYGUN BİR DEĞER YAZIYORUZ.BURAYA YAZDIĞIMIZ DEĞER MAKİNA HAFIZASINDA KAYITLI YÜKLENME
DEĞERİNİN ÜSTÜNE EKLENİR VE BU LİMİTİ AŞTIĞINDA ALARM OLUŞUR.
• ÖRNEK= ALARM YAZILI BÖLÜME 20 YAZDIK.MAKİNA HAFIZASINDA DA YÜKLENME DEĞERİ 45 KAYITLI.YÜKLENME DEĞERİ 66
OLDUĞUNDA ALARM OLUŞUR.
• NOT=TEACH OFF YAPILMASI UNUTULUR İSE ÖĞRENME DEVAM EDER VE ALARM OLUŞMAZ
• TOOL LOAD KISMINDA YİNE BRKG TUŞLARI İSE KIRILMA KOTROLÜNÜ SAĞLAR.BU BÖLÜM AKTİF EDİLMESİ İÇİN BREAK KISMINA BİR
DEĞER YAZILIR. BU DEĞER % ORANINDA DIR. YAZILAN DEĞER KAYIT EDİLEN DEĞERİN YÜZDELİK ORANINDA KAYBINA
ULAŞAMAMASI DURUMUNDA ALARM OLUŞUR.
• ÖRNEK= ALARM YAZILI BÖLÜME 10 YAZDIK. MAKİNA HAFIZASINDA DA YÜKLENME DEĞERİ 45 KAYITLI. EĞER YÜKLENME DEĞERİ
40.5 E ULAŞMAMASI DURUMUNDA CNC TEZGAHI BUNU TAKIM KIRILMIŞ OLARAK ALGILAR VE ALARM OLUŞUR.
57.
JBS----- MAGİC GUİDE BUSHM1002 = BASINÇ AÇ
M1003 = BASINÇ KAPAT
G150 = SİSTEMİ DEVREYE AL
D2
= PENS SIKMA HAVA BASINCI 2 BAR OLACAK
SİTEMİ DEVREYE ALABİLMEK İÇİN O9015 NOLU ALT PROGRAMIN MAKİNADA YÜKLÜ
OLMASI GEREKMEKTEDİR.BU PROGRAM İÇİNDE HESAPLAMA YAPILAN BÖLÜMDE İLK
KURULUM ESNASINDA BASINÇ DEĞERİNİ KONTROL EDEREK SET EDEBİLMEK İÇİN BURDAKİ
X42.3 DEĞERİNİ DEĞİŞTİREBİLİRSİNİZ.
PENSİ MAKİNAYA TAKMAK İÇİN ÇATAL ANAHTARI ÖN KISMA TAKIYORUZ.ARKA TARAFTA
BULUNAN GUİDE BUSH SOMUNUNU TAKIYORUZ.ÖN KISIMDA ÇATAL APARATA TAKILAN
BOY AYARLAMA APARATINI TAKIYORUZ.GUİDE BUSH SOMUNUNU ÇEVİREREK APARATA
DAYANANA KADAR SIKMA YÖNÜNDE SOMUNU ÇEVİRİYORUZ.SONRASINDA İSE SOMUNU
SABİTLİYORUZ.BOY APARATINI ÇIKARTIYORUZ.ARDINDAN GUİDE BUSH PENSİNİ APARAT
YARDIMI İLE ÇEVİREREK HAMMADDE İÇİNDE İKEN BOŞLUĞUNU ALIYORUZ.ARDINDAN 180
DERECE TERS İSTİKAMETİNE ÇEVİRİP PENSİ SABİTLİYORUZ.HAMMADDEYİ
ÇIKARTIYORUZ.ARDINDAN MDI MODUNDA M1002 YAZIP START VERİYORUZ. DAHA SONRA
MDI MODUNDA G150 D2 YAZIP START VERİYORUZ.PENS YATAĞA OTURUR.SIKILIK AYARI
YAPILMIŞ OLUR.APARATLARI SÖKÜYORUZ.ÇUBUK DEĞİŞİMİ ALT PROGRAMINDA PENS
AÇMA VE KAPATMA İŞLEMİNİ SİTEMİ DEVREYE ALMA VE DEVRE DIŞI BIRAKMA
İŞLEMLERİNİN YAPILMASI GEREKİR.
NOT=İLK MONTAJ YAPILDI.TEST EDİLDİ.SORUN GÖRÜLMEDİ M KODLARI VE G KODLARININ
DEĞİŞME İHTİMALİ VAR BU NEDENLE KAYIT ALTINA ALINMIYOR.