
 industry
industrySimilar presentations:










Основные этапы и методы получения изделий машиностроительного производства
1.
Технологические процессы вмашиностроении
• Доцент кафедры
Технология
машиностроения
2.
Глава 1. Основные этапы и методы получения изделий машиностроительногопроизводства. Производственная терминология
1.1. Технологические возможности основных методов получения заготовок
а – профили общего назначения: квадрат, круг, полоса, уголок, швеллер, двутавр; б – профили
специального назначения: рельсы, профили для судо-, авто-, тракторостроения и т.п.
Специальные виды проката: в – вагонные колеса; г – периодический прокат; д – гнутые профили
3.
1.2. Термины и определенияИзделие – это предмет или набор предметов, подлежащих
изготовлению на данном предприятии.
Сборочная единица − изделие, составные части которого
подлежат соединению между собой сборочными операциями.
Деталь − изделие, изготовленное из материала одной марки без
применения сборочных операций или с использованием местных
соединительных операций (сварка, пайка, склеивание и т. п.).
Машина – устройство, выполняющее преобразования энергии,
материалов, информации с целью облегчения и увеличения
производительности труда человека.
Узел – часть машины, установки и т. п., состоящая из нескольких
простых деталей, имеющих общее функциональное назначение
(подшипник качения, дверной замок).
Агрегат – укрупненный унифицированный элемент машины,
обладающий полной взаимозаменяемостью и выполняющий
определенные функции (в автомобиле это двигатель, коробка
передач, редуктор).
4.
Характеристики машиностроительныхпроизводств
Машиностроительным производством называется
производство с преимущественным применением методов
технологии машиностроения при выпуске изделия.
Вид производства - классификационная категория
производства, выделяемая по признаку применяемого метода
изготовления изделия. Видами производства являются
литейное, штамповочное, сварочное, механическое и т.д.
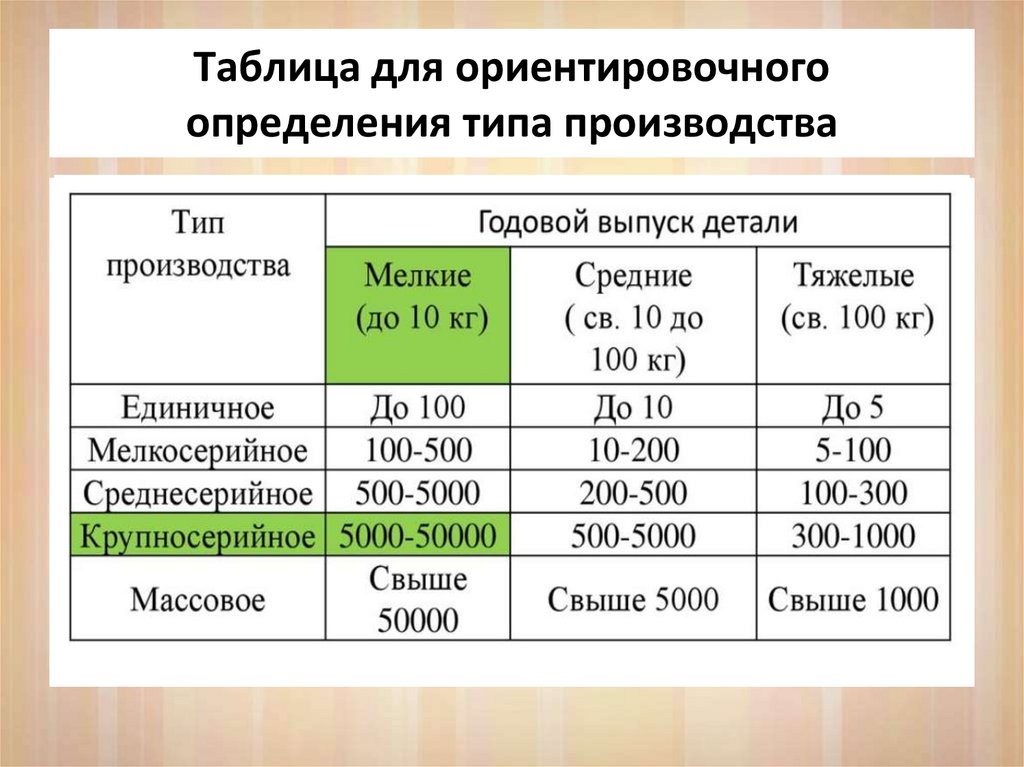
Тип производства - классификационная категория
производства, выделяемая по признакам широты
номенклатуры, регулярности, стабильности и объема выпуска
продукции. В машиностроении различают следующие типы
производств: единичное, серийное (мелкосерийное,
среднесерийное, крупносерийное), массовое.
5.
Типы производстваВ массовом производстве производится постоянный выпуск
деталей (изделий) одного наименования, типоразмера и исполнения.
Для выполнения операций технологического процесса используют
специальные станки, копировальные, агрегатные,
многошпиндельные автоматы и полуавтоматы, автоматические
линии.
Оборудование располагается по потоку, в последовательности
выполнения технологических операций.
Рабочие специализируются на выполнении определенной
операции. Себестоимость изделий значительно ниже, чем единичном
и серийном производстве.
В серийном производстве выпуск деталей, изделий
осуществляется периодически повторяющимися партиями. Периодом
запуска партии в производство может быть декада, месяц, квартал,
полугодие, год. Здесь используются специализированные станки:
многорезцовые, револьверные, станки с ЧПУ, «обрабатывающие
центры».
Единичное производство характеризуется изготовлением в
единичных количествах изделий широкой номенклатуры, не
повторяющихся или повторяющихся через определенный
промежуток времени, на рабочих местах, не имеющих определенной
специализации. Квалификация рабочих - высокая. Также высокая
себестоимость изделия.
6.
Таблица для ориентировочногоопределения типа производства
7.
1.2. Термины и определенияПроизводственный процесс − совокупность всех действий
людей и орудий, необходимых на данном производстве для
изготовления или ремонта выпускаемых изделий. При
осуществлении этого процесса материалы и полуфабрикаты
превращаются в готовую продукцию, соответствующую
своему служебному назначению.
Технологический процесс − часть производственного
процесса, содержащая целенаправленные действия по
изменению состояния предметов труда. При осуществлении
технологического процесса происходит последовательное
изменение формы, размеров, свойств материала или
полуфабриката в целях получения изделия, соответствующего
заданным техническим требованиям.
Технологическая операция − законченная часть
технологического процесса, выполняемая на одном рабочем
месте и охватывающая все последовательные действия
рабочего и оборудования по изготовлению заготовки или ее
обработке.
8.
1.2. Термины и определенияТехнологический переход − законченная часть
технологической операции, выполняемая одними и теми же
средствами технологического оснащения при постоянных
технологических режимах.
Технологическое оборудование − это орудия производства,
в которых для выполнения определенной части
технологического процесса размещают заготовки, средства
воздействия на них и источники энергии. Примером
технологического оборудования являются литейные машины,
прессы, станки, печи и т. д.
Технологическая оснастка − это орудия производства,
используемые совместно с технологическим оборудованием,
для выполнения определенной части технологического
процесса. Примерами технологической оснастки являются
штампы, литейные формы, приспособления, режущий
инструмент и т. д.
9.
1.3. Основные виды, качество итехнологичность заготовок
Профили − заготовки постоянного или периодического
сечения, изготавливаемые в условиях металлургического
производства.
Штучные заготовки − заготовки, получаемые обработкой
давлением, методами порошковой металлургии, литьем и
сваркой.
Комбинированные заготовки − сложные изделия,
получаемые соединением (в частности, сваркой) отдельных
литых, штампованных, кованых элементов.
Комбинированные заготовки классифицируют в соответствии с
методом получения исходных элементов и называют
листосварными, штампованными, литосварными и др.
Заготовки характеризуются конфигурацией и размерами,
точностью получаемых размеров, структурой металла, состоянием
поверхности и т. д.
10.
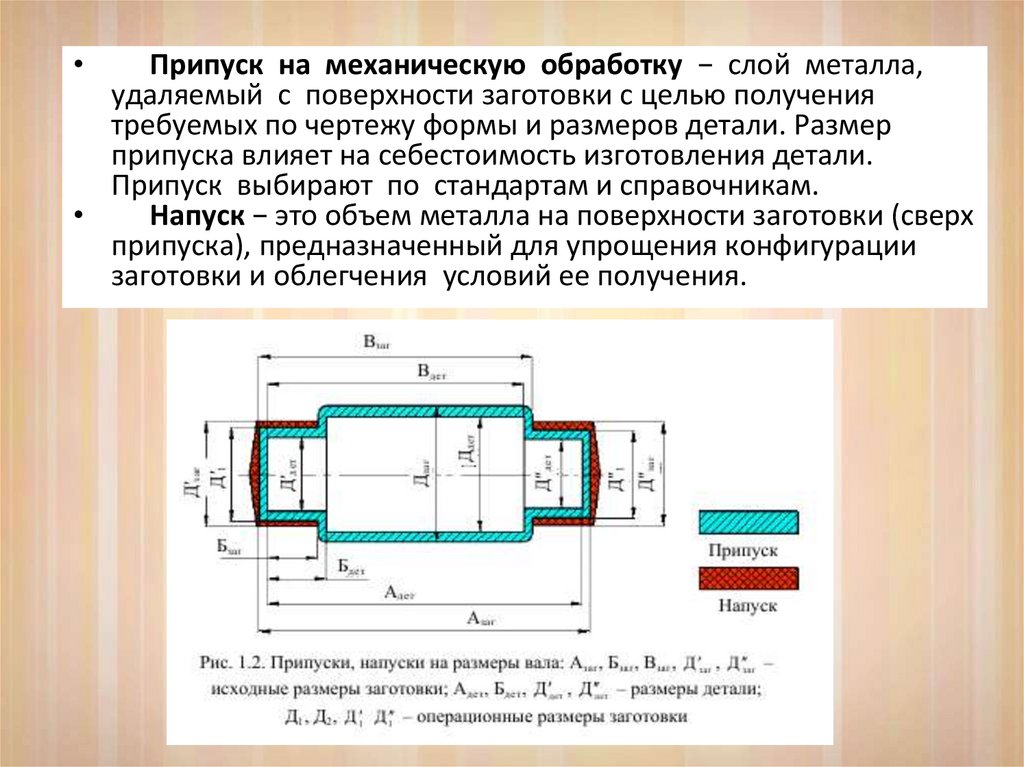
Припуск на механическую обработку − слой металла,
удаляемый с поверхности заготовки с целью получения
требуемых по чертежу формы и размеров детали. Размер
припуска влияет на себестоимость изготовления детали.
Припуск выбирают по стандартам и справочникам.
Напуск − это объем металла на поверхности заготовки (сверх
припуска), предназначенный для упрощения конфигурации
заготовки и облегчения условий ее получения.
11.
Под качеством промышленной продукции понимают
степень соответствия присущих характеристик
запросам потребителей (в соответствии с ГОСТами).
Качество заготовок в большинстве случаев
оценивают точностью формы, размеров, взаимного
расположения поверхностей, а также физикомеханическими свойствами и качеством
поверхностного слоя.
Под точностью заготовки понимают ее
соответствие требованиям чертежа и технических
условий на ее изготовление. Отклонение реальной
заготовки от требования чертежа (эталона) называют
погрешностью.
Под технологичностью конструкции изделия
понимают совокупность свойств конструкции,
определяющих ее пригодность к достижению
оптимальных затрат при производстве, эксплуатации
и ремонте для заданных показателей качества,
объема выпуска и условий выполнения работы.
12.
Технологичность детали (заготовки)Для заготовок в качестве показателей технологичности применяют
коэффициент использования материала, технологическую себестоимость,
трудоемкость изготовления и др.
Коэффициент использования материала (КИМ) – это безразмерная
величина, определяемая отношением массы детали (Мдет ) к массе
израсходованного при ее изготовлении материала (Мз):
КИМ = М дет / М з.
Обеспечение технологичности деталей на стадии проектирования достигается
при соблюдении следующих условий:
• конфигурация изделия представляет собой сочетание наиболее
простых геометрических форм;
• формы и размеры отдельных элементов детали (уклоны, радиусы
закругления и др.) должны быть по возможности унифицированы;
• точность размеров и шероховатость поверхности деталей должны
быть обоснованными;
• желательно использовать способы получения заготовок, которые не
требуют последующего снятия стружки, например холодную объемную
штамповку.