





 industry
industrySimilar presentations:


")
")


")


")
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А, с использованием результатов моделирования в среде Anylogic
1.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РФУЛЬЯНОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет математики, информационных и авиационных технологий
Выпускная квалификационная работа на тему:
Совершенствование процесса сборки пола пилотов
самолёта Ил-76МД-90А, с использованием результатов
моделирования в среде Anylogic
Научный руководитель::
Евсеев А. Н.
Выполнила:
Кильметова Эльмира Кареновна
Ульяновск 2024 г.
2.
Актуальность выпускной квалификационной работыСборочные работы занимают особое место в самолетостроении. При этом они
характеризуются достаточной сложностью и сравнительно невысоким уровнем
механизации технологических операций сборки и монтажа. Это влечет за собой
большую трудоемкость изготовления продукции и
невысокий уровень
производительности труда.
В связи с этим возникает необходимость в повешении эффективности за счет
совершенствования и автоматизации сборочных операций.
Одной из таких операций является сборка носовой части отсека Ф-1 самолёта
Ил-76МД-90А.
Поэтому тема, связанная с совершенствованием процесса сборки пола пилотов
с использованием моделирования в среде Anylogic является актуальной.
2
3.
Цель выпускной квалификационной работыИспользование результатов моделирования в среде Anylogic для совершенствования процесса сборки
пола пилотов самолёта Ил-76МД-90А, с целью дальнейшего обеспечение программы выпуска до 20
самолетов в год, за счет сокращение трудоёмкости клёпально-сборочных работ.
Задачи выпускной квалификационной работы
1. Провести обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил76МД-90А с целью выявления проблем, возникающих в процессе сборки и поиска путей их
решения.
2. Провести анализ сред имитационного моделирования , позволяющих использовать их результаты
для совершенствования процессов планирования и изготовления летательных аппаратов.
3. Разработать новый (альтернативный) технологический процесс сборки пола пилотов самолёта ,
позволяющий снизить трудоёмкость клёпально-сборочных работ.
4. Разработать имитационную модель производственного процесса сборки в среде Anylogic ,
позволяющую подобрать оптимальное количество оборудования, рабочего персонала,
инструмента и оснастки согласно производственному плану.
5. Разработать техническое задание (ТЗ) на проектирование сборочного приспособления (стапеля),
произвести расчёт конструкции на прочность и жесткость.
6. Провести расчет ожидаемого экономического эффекта и срок окупаемости от внедрения
предложенных разработок в производство.
3
4.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
Конструкция отсека Ф-1 и входящие в него сборочные единицы представлена на слайде
7
Пол пилотов летчиков
Разрабатываемый нами 7
Пол пилотов летчиков
4
5.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
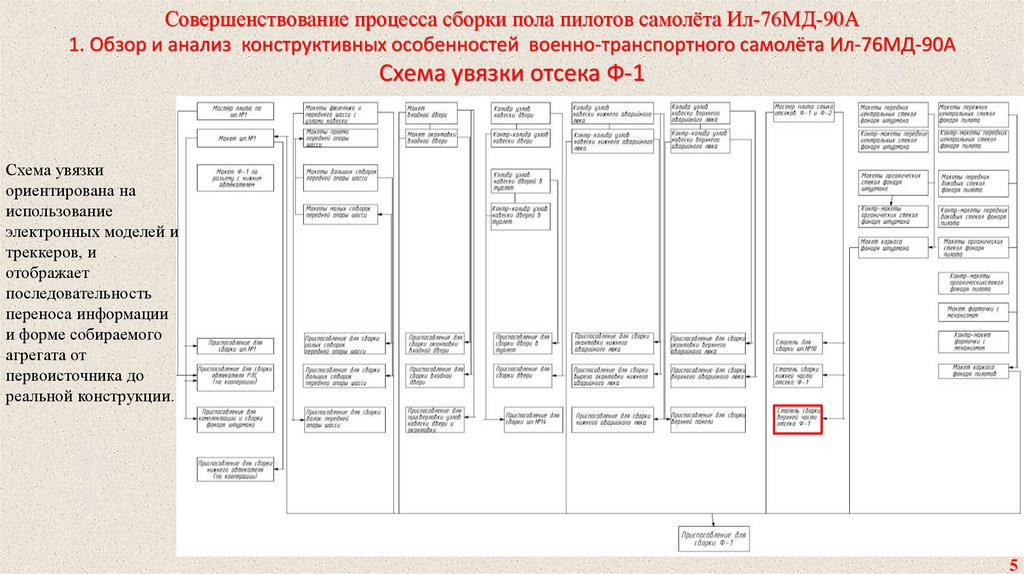
Схема увязки отсека Ф-1
Схема увязки
ориентирована на
использование
электронных моделей и
треккеров, и
отображает
последовательность
переноса информации
и форме собираемого
агрегата от
первоисточника до
реальной конструкции.
5
6.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
Схема сборки отсека Ф-1
Пол
Кабины
летчиков
Показана последовательность
соединения деталей в
сборочные единицы.
На стапель сборки поступает
разрабатываемый нами пол
кабины летчиков.
6
7.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А,1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
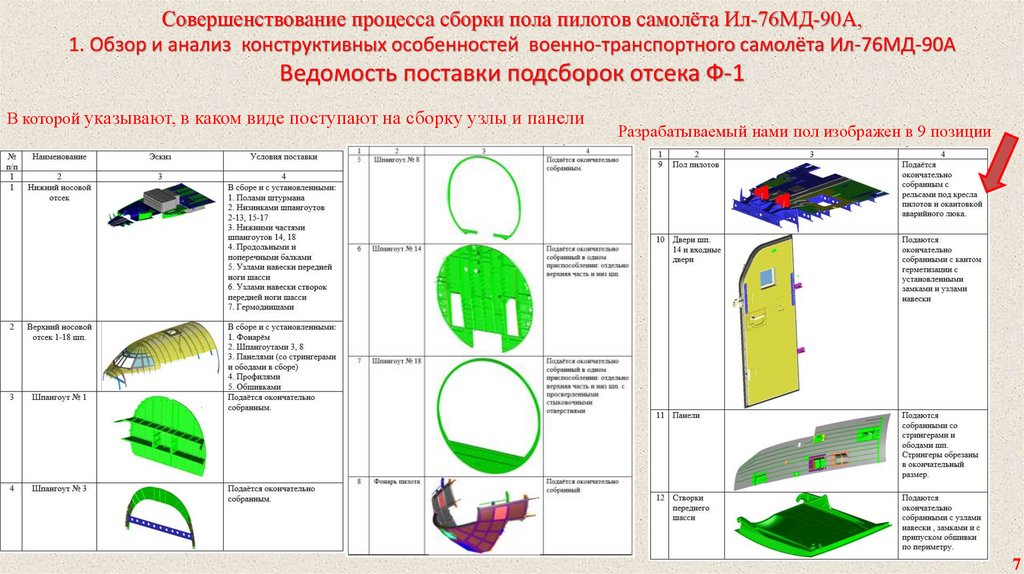
Ведомость поставки подсборок отсека Ф-1
В которой указывают, в каком виде поступают на сборку узлы и панели
Разрабатываемый нами пол изображен в 9 позиции
7
8.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
Анализ базового стапеля сборки пола пилотов
В базовом варианте пол пилота собирается последовательно, начиная с установки балок каркаса, затем устанавливают кожухи штурвалов
и панели на каркас. Оранжевым цветом показана передняя часть пола при установки которой сложно подлезть инструментом для
сверления и клёпки и к тому же работа ведётся на высоте 5,6 метров что создаёт опасность для рабочих.
Базовый стапель сборки
пола пилотов
Существующие проблемы сборки:
1. Затруднен подхода инструмента для сверления и клёпки панелей;
2. Увеличенный цикл сборки пола пилота (22 смены);
3. Использована устаревшая заливочная технология фиксации ложементов.
Предлагаемые методы решения:
1. Разделить сборку передней части пола на два отдельных приспособления;
2. Провести оптимизацию цикла сборки пола и количества участвующих
рабочих с использованием среды Anylogic .
3. Усовершенствовать технологию фиксации ложементов.
Модель в NX
пола пилота
8
9.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
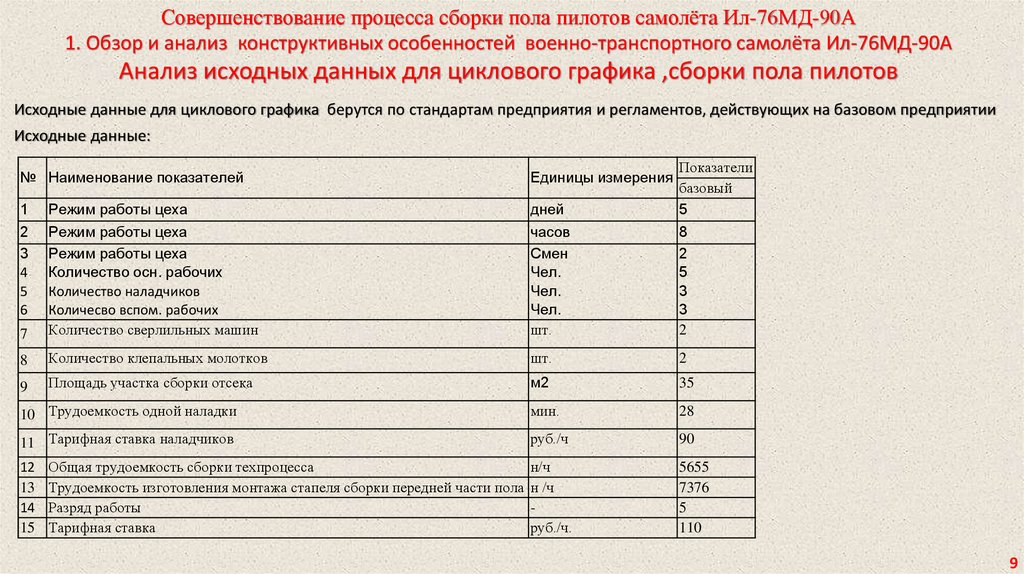
Анализ исходных данных для циклового графика ,сборки пола пилотов
Исходные данные для циклового графика берутся по стандартам предприятия и регламентов, действующих на базовом предприятии
Исходные данные:
1
Режим работы цеха
дней
Показатели
базовый
5
2
3
4
5
6
7
Режим работы цеха
Режим работы цеха
Количество осн. рабочих
Количество наладчиков
Количесво вспом. рабочих
Количество сверлильных машин
часов
Смен
Чел.
Чел.
Чел.
шт.
8
2
5
3
3
2
8
Количество клепальных молотков
шт.
2
9
Площадь участка сборки отсека
м2
35
10 Трудоемкость одной наладки
мин.
28
11 Тарифная ставка наладчиков
руб./ч
90
№ Наименование показателей
12
13
14
15
Единицы измерения
Общая трудоемкость сборки техпроцесса
н/ч
Трудоемкость изготовления монтажа стапеля сборки передней части пола н /ч
Разряд работы
Тарифная ставка
руб./ч.
5655
7376
5
110
9
10.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А1. Обзор и анализ конструктивных особенностей военно-транспортного самолёта Ил-76МД-90А
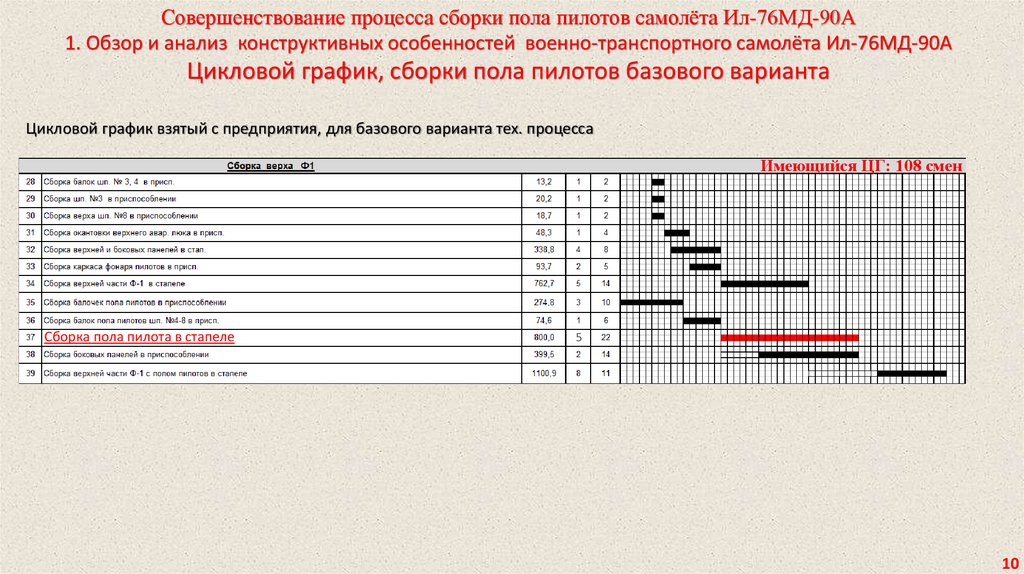
Цикловой график, сборки пола пилотов базового варианта
Цикловой график взятый с предприятия, для базового варианта тех. процесса
Имеющийся ЦГ: 108 смен
Сборка пола пилота в стапеле
5
10
11.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А2. Анализ сред имитационного моделирования , используемых при проектировании летательных аппаратов
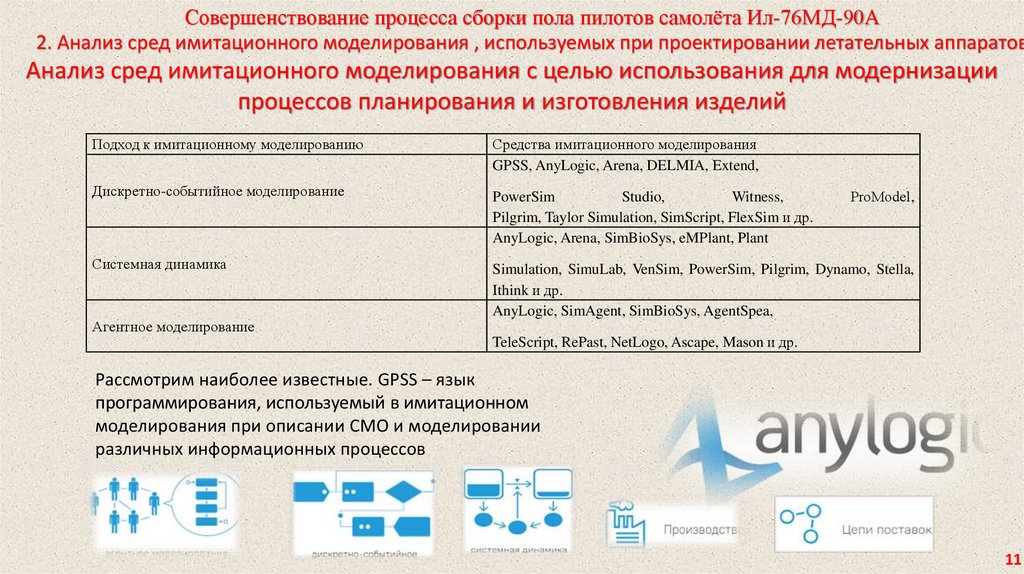
Анализ сред имитационного моделирования с целью использования для модернизации
процессов планирования и изготовления изделий
Подход к имитационному моделированию
Дискретно-событийное моделирование
Системная динамика
Агентное моделирование
Средства имитационного моделирования
GPSS, AnyLogic, Arena, DELMIA, Extend,
PowerSim
Studio,
Witness,
Pilgrim, Taylor Simulation, SimScript, FlexSim и др.
AnyLogic, Arena, SimBioSys, eMPlant, Plant
ProMоdel,
Simulation, SimuLab, VenSim, PowerSim, Pilgrim, Dynamo, Stella,
Ithink и др.
AnyLogic, SimAgent, SimBioSys, AgentSpea,
TeleScript, RePast, NetLogo, Ascape, Mason и др.
Рассмотрим наиболее известные. GPSS – язык
программирования, используемый в имитационном
моделирования при описании СМО и моделировании
различных информационных процессов
11
12.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А2. Анализ сред имитационного моделирования , используемых при проектировании летательных аппаратов
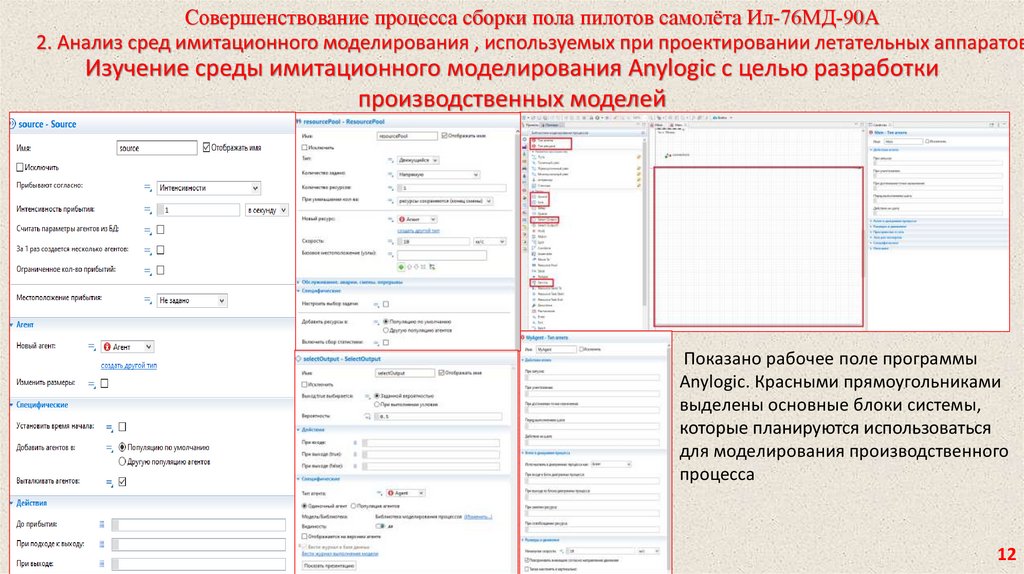
Изучение среды имитационного моделирования Anylogic с целью разработки
производственных моделей
Показано рабочее поле программы
Anylogic. Красными прямоугольниками
выделены основные блоки системы,
которые планируются использоваться
для моделирования производственного
процесса
12
13.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А,3. Разработка нового технологический процесс сборки пола пилотов самолёта
Стапель сборки старый
Пол собирается в сборочном приспособлении. Сначала собирается каркас, затем устанавливаются панели и кожухи
штурвалов, высоки риска брака и опасности рабочим.
13
14.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А3. Разработка нового технологический процесс сборки пола пилотов самолёта
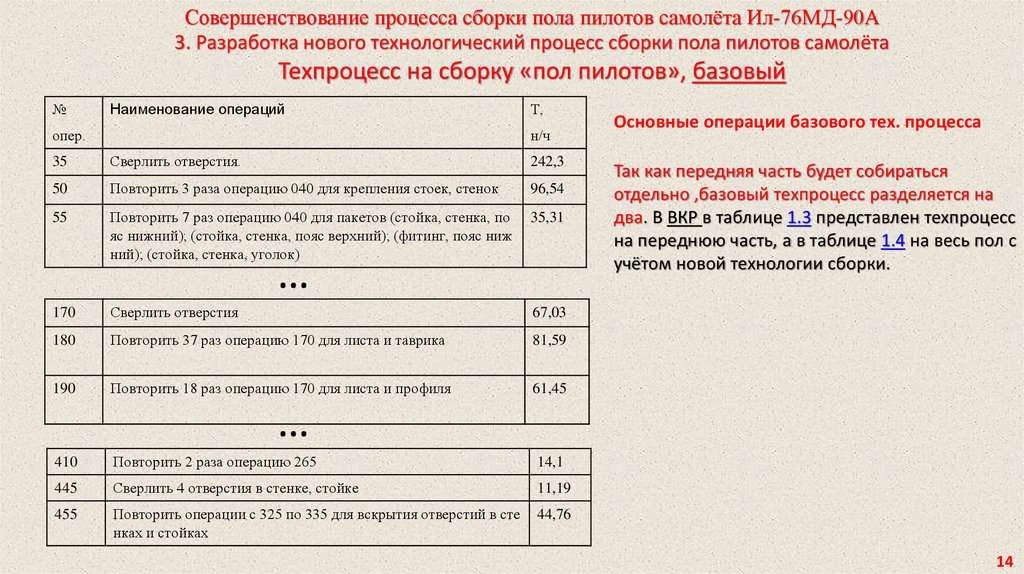
Техпроцесс на сборку «пол пилотов», базовый
№
Наименование операций
опер.
Т,
н/ч
35
Сверлить отверстия.
242,3
50
Повторить 3 раза операцию 040 для крепления стоек, стенок
96,54
55
Повторить 7 раз операцию 040 для пакетов (стойка, стенка, по
яс нижний); (стойка, стенка, пояс верхний); (фитинг, пояс ниж
ний); (стойка, стенка, уголок)
35,31
170
Сверлить отверстия
67,03
180
Повторить 37 раз операцию 170 для листа и таврика
81,59
190
Повторить 18 раз операцию 170 для листа и профиля
61,45
…
Основные операции базового тех. процесса
Так как передняя часть будет собираться
отдельно ,базовый техпроцесс разделяется на
два. В ВКР в таблице 1.3 представлен техпроцесс
на переднюю часть, а в таблице 1.4 на весь пол с
учётом новой технологии сборки.
…
410
Повторить 2 раза операцию 265
14,1
445
Сверлить 4 отверстия в стенке, стойке
11,19
455
Повторить операции с 325 по 335 для вскрытия отверстий в сте
нках и стойках
44,76
14
15.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А3. Разработка нового технологический процесс сборки пола пилотов самолёта
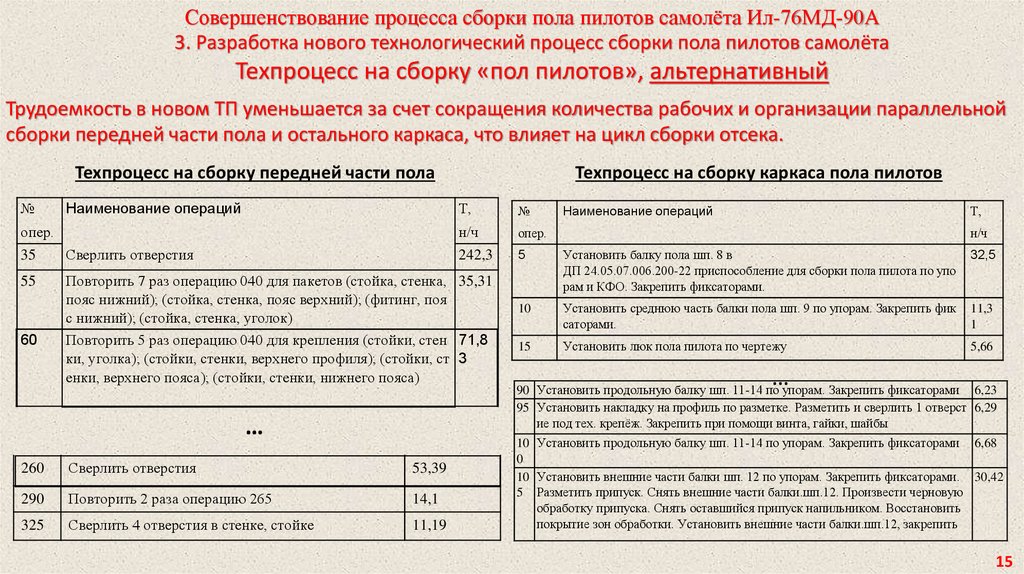
Техпроцесс на сборку «пол пилотов», альтернативный
Трудоемкость в новом ТП уменьшается за счет сокращения количества рабочих и организации параллельной
сборки передней части пола и остального каркаса, что влияет на цикл сборки отсека.
Техпроцесс на сборку передней части пола
№
Наименование операций
опер.
Техпроцесс на сборку каркаса пола пилотов
Т,
№
н/ч
опер.
242,3
5
Установить балку пола шп. 8 в
ДП 24.05.07.006.200-22 приспособление для сборки пола пилота по упо
рам и КФО. Закрепить фиксаторами.
32,5
10
Установить среднюю часть балки пола шп. 9 по упорам. Закрепить фик
саторами.
11,3
1
15
Установить люк пола пилота по чертежу
5,66
35
Сверлить отверстия
55
Повторить 7 раз операцию 040 для пакетов (стойка, стенка, 35,31
пояс нижний); (стойка, стенка, пояс верхний); (фитинг, поя
с нижний); (стойка, стенка, уголок)
Повторить 5 раз операцию 040 для крепления (стойки, стен 71,8
ки, уголка); (стойки, стенки, верхнего профиля); (стойки, ст 3
енки, верхнего пояса); (стойки, стенки, нижнего пояса)
60
…
260
Сверлить отверстия
53,39
290
Повторить 2 раза операцию 265
14,1
325
Сверлить 4 отверстия в стенке, стойке
11,19
Наименование операций
Т,
н/ч
…
90 Установить продольную балку шп. 11-14 по упорам. Закрепить фиксаторами 6,23
95 Установить накладку на профиль по разметке. Разметить и сверлить 1 отверст 6,29
ие под тех. крепёж. Закрепить при помощи винта, гайки, шайбы
10 Установить продольную балку шп. 11-14 по упорам. Закрепить фиксаторами 6,68
0
10 Установить внешние части балки шп. 12 по упорам. Закрепить фиксаторами. 30,42
5 Разметить припуск. Снять внешние части балки.шп.12. Произвести черновую
обработку припуска. Снять оставшийся припуск напильником. Восстановить
покрытие зон обработки. Установить внешние части балки.шп.12, закрепить
15
16.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А3. Разработка нового технологический процесс сборки пола пилотов самолёта
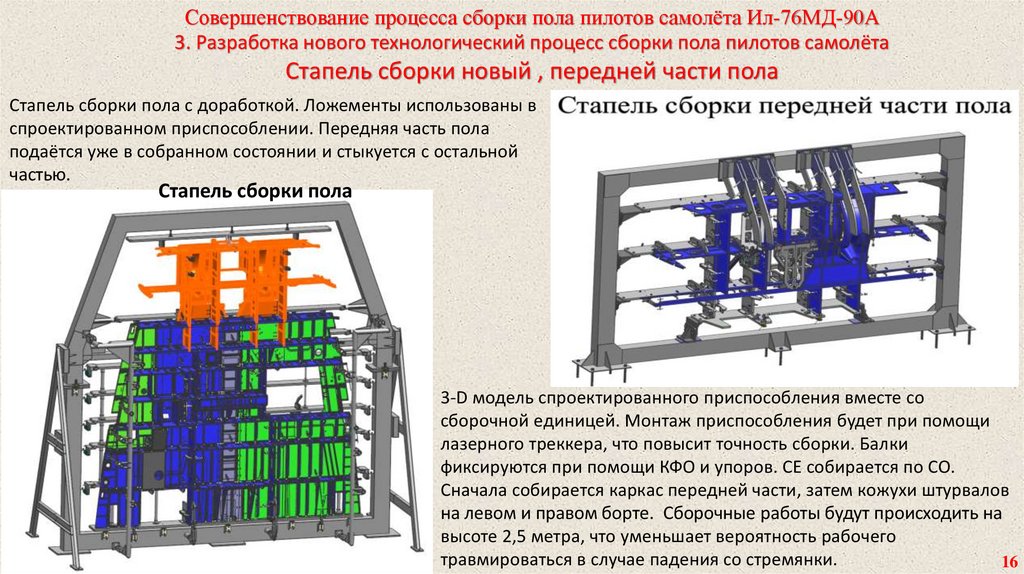
Стапель сборки новый , передней части пола
Стапель сборки пола с доработкой. Ложементы использованы в
спроектированном приспособлении. Передняя часть пола
подаётся уже в собранном состоянии и стыкуется с остальной
частью.
Стапель сборки пола
3-D модель спроектированного приспособления вместе со
сборочной единицей. Монтаж приспособления будет при помощи
лазерного треккера, что повысит точность сборки. Балки
фиксируются при помощи КФО и упоров. СЕ собирается по СО.
Сначала собирается каркас передней части, затем кожухи штурвалов
на левом и правом борте. Сборочные работы будут происходить на
высоте 2,5 метра, что уменьшает вероятность рабочего
травмироваться в случае падения со стремянки.
16
17.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А3. Разработка нового технологический процесс сборки пола пилотов самолёта
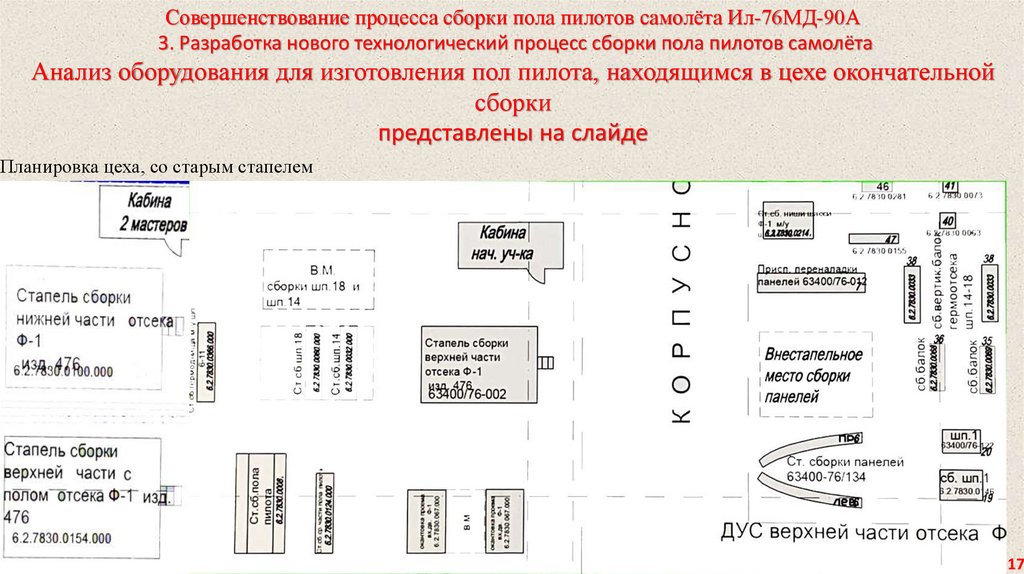
Анализ оборудования для изготовления пол пилота, находящимся в цехе окончательной
сборки
представлены на слайде
Планировка цеха, со старым стапелем
17
18.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А3. Разработка нового технологический процесс сборки пола пилотов самолёта
Стапель передней
части пилота
Анализ оборудования для изготовления пол пилота, находящимся в цехе окончательной
сборки
Планировка цеха, с новым стапелем
18
19.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
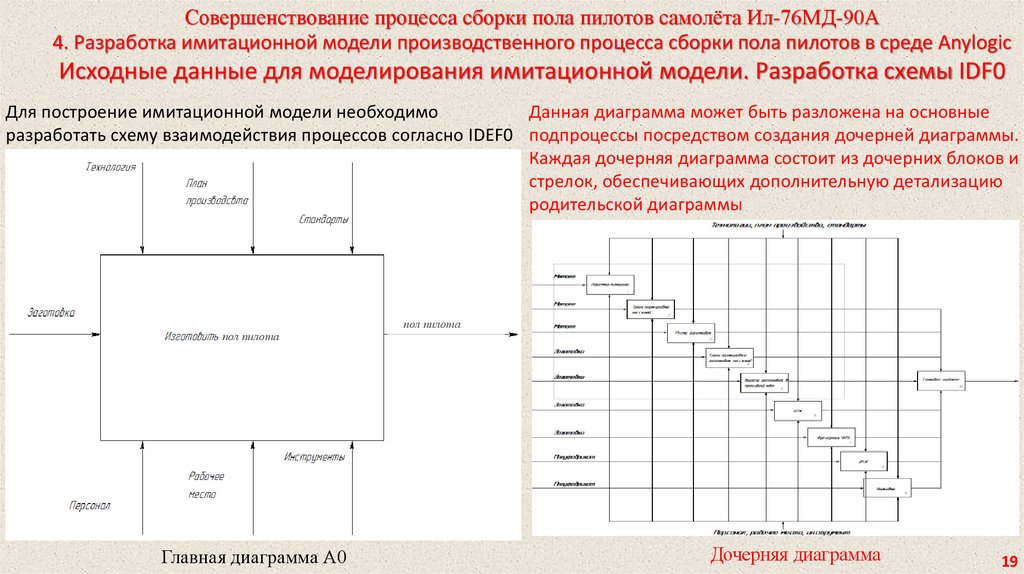
Исходные данные для моделирования имитационной модели. Разработка схемы IDF0
Для построение имитационной модели необходимо
Данная диаграмма может быть разложена на основные
разработать схему взаимодействия процессов согласно IDEF0 подпроцессы посредством создания дочерней диаграммы.
Каждая дочерняя диаграмма состоит из дочерних блоков и
стрелок, обеспечивающих дополнительную детализацию
родительской диаграммы
пол пилота
Главная диаграмма А0
пол пилота
Дочерняя диаграмма
19
20.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
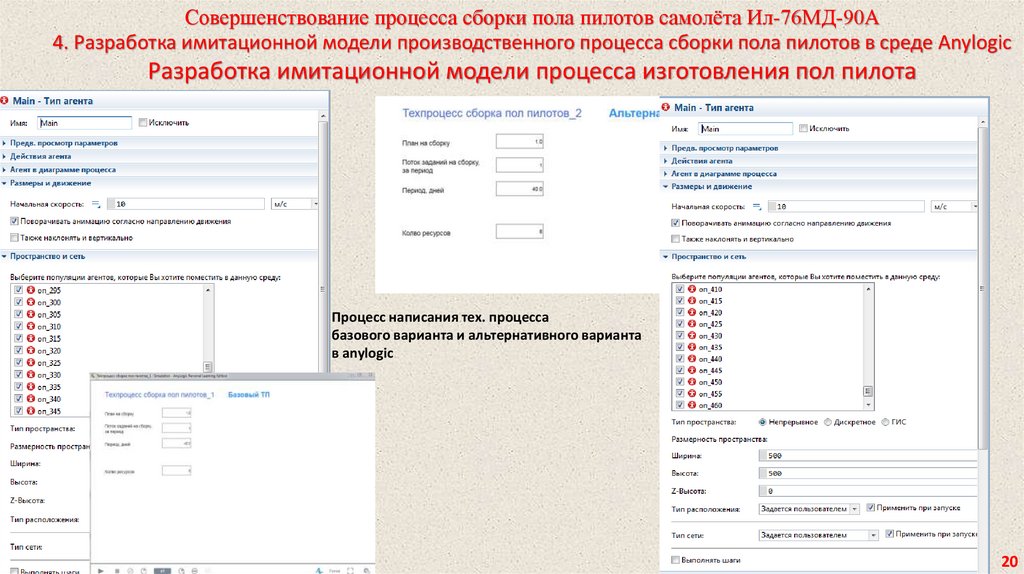
Разработка имитационной модели процесса изготовления пол пилота
Процесс написания тех. процесса
базового варианта и альтернативного варианта
в anylogic
20
21.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
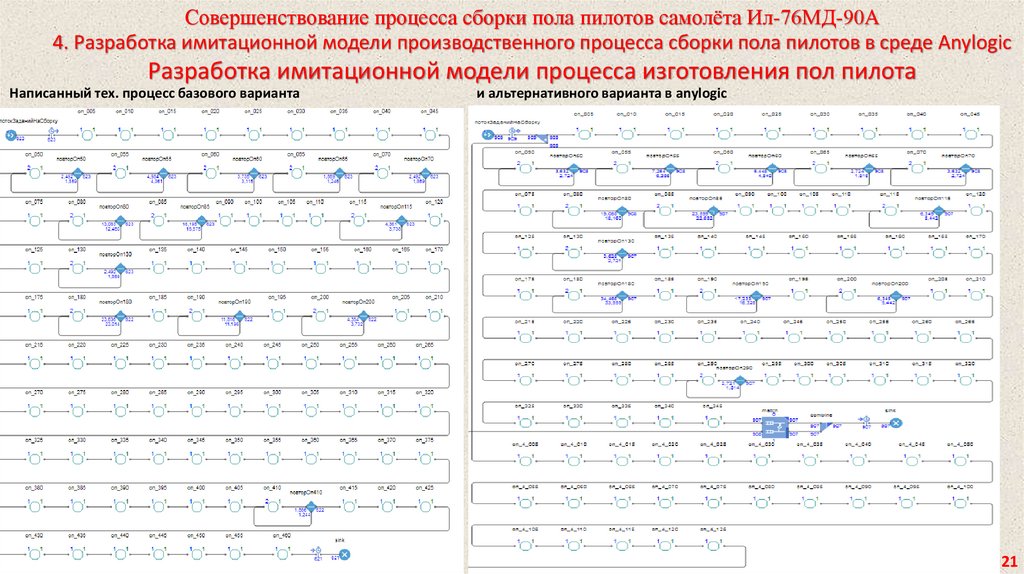
Разработка имитационной модели процесса изготовления пол пилота
Написанный тех. процесс базового варианта
и альтернативного варианта в anylogic
21
22.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
Разработка имитационной модели процесса изготовления пол пилота
Произведено в обоих тех. процессах по 1 детали
Время сборки пола пилота по базовому тех. процессу 800 ч,
по альтернативному тех. процессу 590.1 ч,
Для сборки пола пилота по базовому тех. процессу
потребуется 30 смен,
по альтернативному тех. процессу 22 смены
22
23.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
Разработка имитационной модели процесса изготовления пол пилота
План в год со старым приспособлением позволяло
выпускать 12 самолетов, с новым тп 20 самолетов
Вероятность брака по базовому тех. процессу 1, по
альтернативному тех. процессу 0
23
24.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А4. Разработка имитационной модели производственного процесса сборки пола пилотов в среде Anylogic
Разработка имитационной модели процесса изготовления пол пилота
Основные рабочие по базовому тех. процессу 5 человек, по
альтернативному тех. процессу 4
Затрата на приспособление по базовому тех. процессу
составляет 15202464,48 по альтернативному тех. процессу
15010684.72,
24
25.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А5. Разработка техническое задание на проектирование сборочного приспособления (стапеля)
Разработка технического задания на проектирование сборочного приспособления (СП)
1. Наименование разрабатываемого приспособления
Приспособление для сборки передней части пола пилотов
2. Наименование технологических операций, подлежащих выполнению на этом приспособлении
установка балок; установка кожуха штурвала на правом борту; вскрытие отверстий; установка болтов; клёпка каркаса;
В процессе сборки используется следующее оборудование: пневматические дрели и пневматические молотки,
которые работают от заводской пневмосети.
3. Требования к конструкции
3.1. Место установки и условия эксплуатации
3.2 Приспособление должно эксплуатироваться со средней
Приспособление устанавливается на пол цеха 278.
температурой плюс 20 °С и относительной влажностью 60 %.
4. Требование к эргономике:
При сборочных работах в приспособлении работающий должен соблюдать общие требования безопасности, относящиеся ко всему
предприятию, а также специфические связанные со сборочными работами. К таким требованиям в основном относятся всё, относящееся к
применению в работе пневмоинструмента: пневмодрелей и пневмомолотков
- стапель предназначен для сборки передней части пола пилотов;
- собираемая сборочная единица (СЕ) должна располагаться в сборочном приспособлении вертикально;
- сборочными базами технологического оснащения должны являться поверхности ложементов и координатно-фиксирующие отверстия (КФО)
в балках и их частях;
- сборочное приспособление должно обеспечивать требуемую степень точности;
- контроль сборки стапеля производить с помощью лазерного трекера;
- фиксация ложементов на кронштейнах, должны производиться вручную;
- стапель должен обеспечивать удобный подход к собираемой части пола и её выемки;
- технологическое оснащение должно отвечать требованиям техники безопасности;
- стапель эксплуатировать и обслуживать в соответствии с СТП 687.10.0036 и ОСТ 1.51732;
25
- на элементах стапеля дать необходимую информацию (обозначения левого. борта, правого борта, ПСС).
26.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А5. Разработка техническое задание на проектирование сборочного приспособления (стапеля)
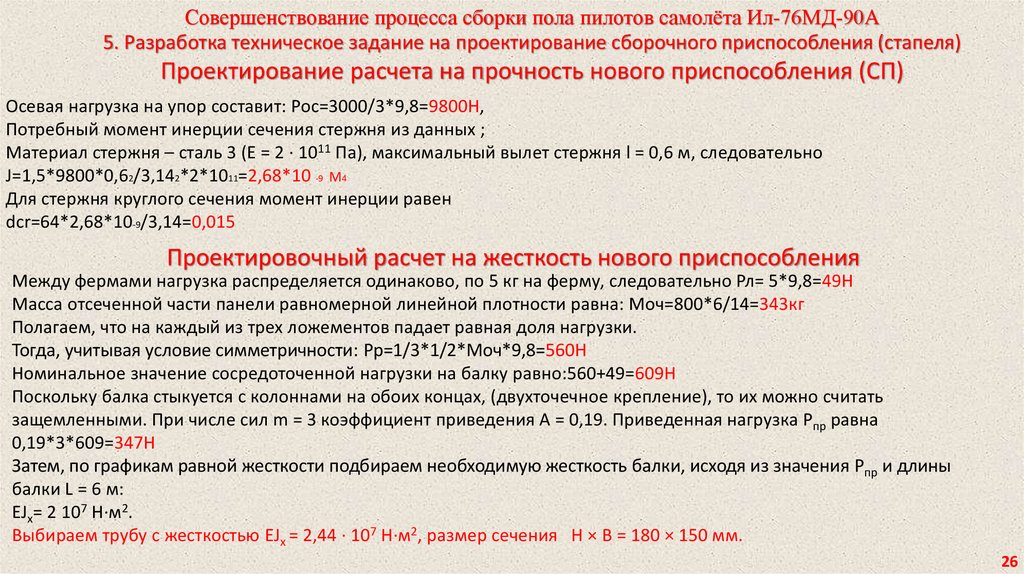
Проектирование расчета на прочность нового приспособления (СП)
Осевая нагрузка на упор составит: Рос=3000/3*9,8=9800Н,
Потребный момент инерции сечения стержня из данных ;
Материал стержня – сталь 3 (Е = 2 · 1011 Па), максимальный вылет стержня l = 0,6 м, следовательно
J=1,5*9800*0,62/3,142*2*1011=2,68*10 -9 М4
Для стержня круглого сечения момент инерции равен
dcr=64*2,68*10-9/3,14=0,015
Проектировочный расчет на жесткость нового приспособления
Между фермами нагрузка распределяется одинаково, по 5 кг на ферму, следовательно Рл= 5*9,8=49Н
Масса отсеченной части панели равномерной линейной плотности равна: Моч=800*6/14=343кг
Полагаем, что на каждый из трех ложементов падает равная доля нагрузки.
Тогда, учитывая условие симметричности: Рр=1/3*1/2*Моч*9,8=560Н
Номинальное значение сосредоточенной нагрузки на балку равно:560+49=609Н
Поскольку балка стыкуется с колоннами на обоих концах, (двухточечное крепление), то их можно считать
защемленными. При числе сил m = 3 коэффициент приведения А = 0,19. Приведенная нагрузка Рпр равна
0,19*3*609=347Н
Затем, по графикам равной жесткости подбираем необходимую жесткость балки, исходя из значения Рпр и длины
балки L = 6 м:
EJx= 2 107 Н·м2.
Выбираем трубу с жесткостью EJx = 2,44 · 107 Н·м2, размер сечения Н × В = 180 × 150 мм.
26
27.
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А5. Разработка техническое задание на проектирование сборочного приспособления (стапеля)
Проектирование расчета на прочность нового приспособления (СП)
По старой технологии фиксация ложементов происходит через
заливочные элементы, что в свою очередь создаёт неудобство
при монтаже приспособления, так как необходимо ждать пока
застынет цемент в стакане и зафиксирует вилку. Стакан с
вилкой представлены на рисунке
По новой технологии к сварной раме приваривается фланец, в
котором вскрываются классные отверстия под винты и штифты.
При такой технологии монтажа используются лазерные
треккеры что повышает точность. Соединение кронштейна и
фланца представлено на рисунке
Также в конструкцию приспособления добавлены 3 кондуктора
для повышения точности сборки. Процесс их монтажа описан в
специальном разделе.
27
28.
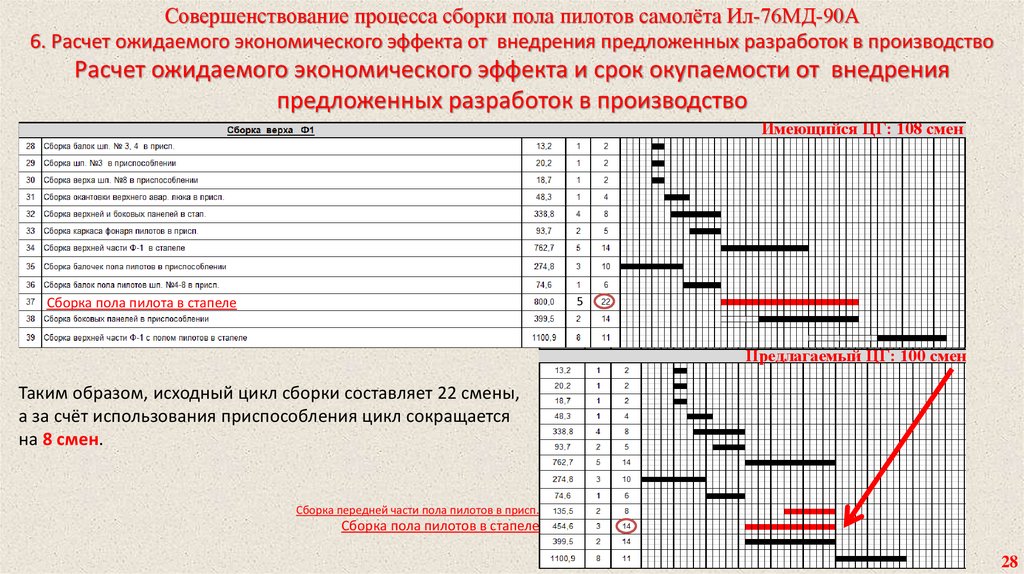
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А6. Расчет ожидаемого экономического эффекта от внедрения предложенных разработок в производство
Расчет ожидаемого экономического эффекта и срок окупаемости от внедрения
предложенных разработок в производство
Имеющийся ЦГ: 108 смен
5
Сборка пола пилота в стапеле
Предлагаемый ЦГ: 100 смен
Таким образом, исходный цикл сборки составляет 22 смены,
а за счёт использования приспособления цикл сокращается
на 8 смен.
Сборка передней части пола пилотов в присп.
Сборка пола пилотов в стапеле
28
29.
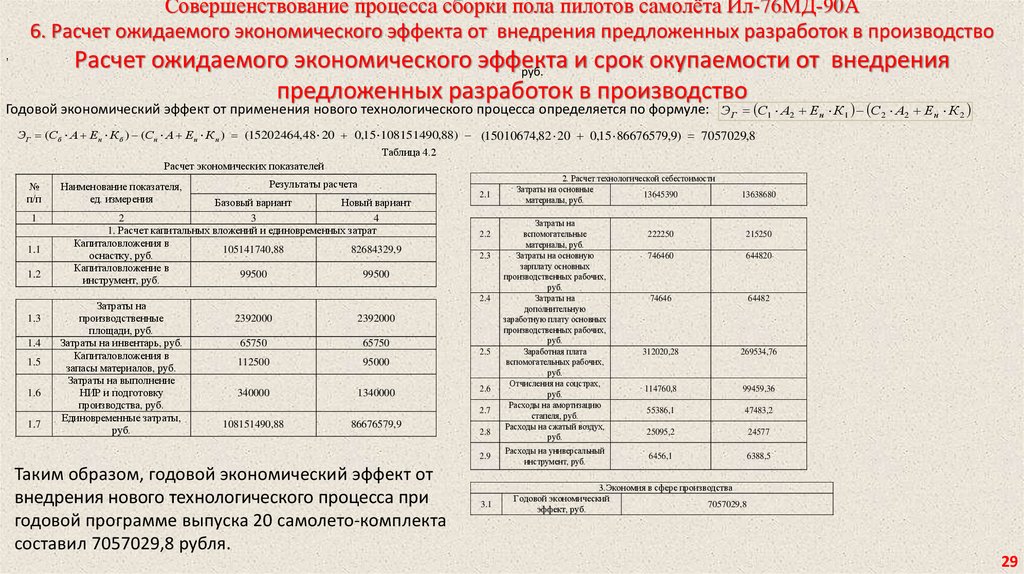
Совершенствование процесса сборки пола пилотов самолёта Ил-76МД-90А6. Расчет ожидаемого экономического эффекта от внедрения предложенных разработок в производство
Расчет ожидаемого экономического эффекта
и срок окупаемости от внедрения
руб.
предложенных разработок в производство
,
Годовой экономический эффект от применения нового технологического процесса определяется по формуле: Э Г С1 А2 Е н К1 С 2 А2 Е н К 2
ЭГ (Сб А Ен К б ) (Сн А Ен К н ) (15202464,48 20 0,15 108151490,88) (15010674,82 20 0,15 86676579,9) 7057029,8
Таблица 4.2
Расчет экономических показателей
№
п/п
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
Результаты расчета
Наименование показателя,
ед. измерения
Базовый вариант
Новый вариант
2
3
4
1. Расчет капитальных вложений и единовременных затрат
Капиталовложения в
105141740,88
82684329,9
оснастку, руб.
Капиталовложение в
99500
99500
инструмент, руб.
Затраты на
производственные
площади, руб.
Затраты на инвентарь, руб.
Капиталовложения в
запасы материалов, руб.
Затраты на выполнение
НИР и подготовку
производства, руб.
Единовременные затраты,
руб.
2.1
2.2
2.3
2.4
2392000
2392000
65750
65750
112500
95000
340000
1340000
108151490,88
86676579,9
2.5
2.6
2.7
2.8
2.9
Таким образом, годовой экономический эффект от
внедрения нового технологического процесса при
годовой программе выпуска 20 самолето-комплекта
составил 7057029,8 рубля.
3.1
2. Расчет технологической себестоимости
Затраты на основные
13645390
материалы, руб.
Затраты на
вспомогательные
материалы, руб.
Затраты на основную
зарплату основных
производственных рабочих,
руб.
Затраты на
дополнительную
заработную плату основных
производственных рабочих,
руб.
Заработная плата
вспомогательных рабочих,
руб.
Отчисления на соцстрах,
руб.
Расходы на амортизацию
стапеля, руб.
Расходы на сжатый воздух,
руб.
Расходы на универсальный
инструмент, руб.
13638680
222250
215250
746460
644820
74646
64482
312020,28
269534,76
114760,8
99459,36
55386,1
47483,2
25095,2
24577
6456,1
6388,5
3.Экономия в сфере производства
Годовой экономический
7057029,8
эффект, руб.
29
30.
ВыводыПо результатам выполненной выпускной квалификационной работы можно сделать
следующие выводы:
1. Проведен обзор и анализ конструктивных особенностей военно-транспортного
самолёта Ил-76МД-90А, выявления проблемы, возникающих в процессе сборки,
намечены пути их решения.
2. Проведен анализ сред имитационного моделирования , позволяющих их
использовать в процессе изготовления летательных аппаратов.
3. Разработан новый (альтернативный) технологический процесс сборки пола пилотов
самолёта , позволяющий снизить трудоёмкость клёпально-сборочных работ.
4. Разработана имитационная модель производственного процесса сборки в среде
Anylogic , позволяющую подобрать оптимальное количество оборудования,
рабочего персонала, инструмента и оснастки согласно производственному плану.
5. Разработано техническое задание на проектирование сборочного приспособления
(стапеля), произведен расчёт конструкции на прочность и жесткость.
6. Проведен расчет ожидаемого экономического эффекта и срок окупаемости от
внедрения предложенных разработок в производство.
14
31.
Спасибо за внимание!15