





















 drafting
draftingSimilar presentations:








")

Нормирование точности метрической резьбы. Лекция 7
1.
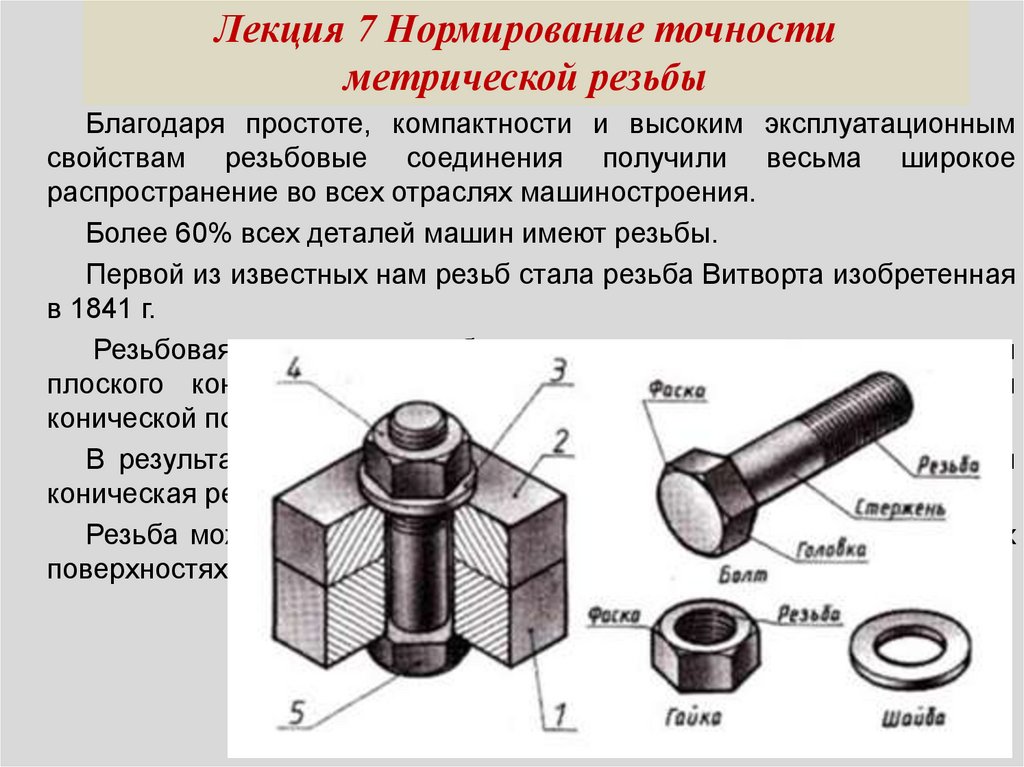
Лекция 7 Нормирование точностиметрической резьбы
Благодаря простоте, компактности и высоким эксплуатационным
свойствам резьбовые соединения получили весьма широкое
распространение во всех отраслях машиностроения.
Более 60% всех деталей машин имеют резьбы.
Первой из известных нам резьб стала резьба Витворта изобретенная
в 1841 г.
Резьбовая поверхность образуется при винтовом перемещении
плоского контура определенной формы по цилиндрической или
конической поверхности.
В результате такого перемещения получается цилиндрическая или
коническая резьба.
Резьба может быть получена как на наружных, так и на внутренних
поверхностях.
2.
ЛИТЕРАТУРА:Основная
• 1.Радкевич Я.М. и др. Метрология,
стандартизация
и
сертификация: Учеб. Для вузов.3-е изд. Перераб. и доп. -М.:
Высш. шк., 2007.-791с: ил. С.
Дополнительная
3.
Стандарты на резьбовые соединения4.
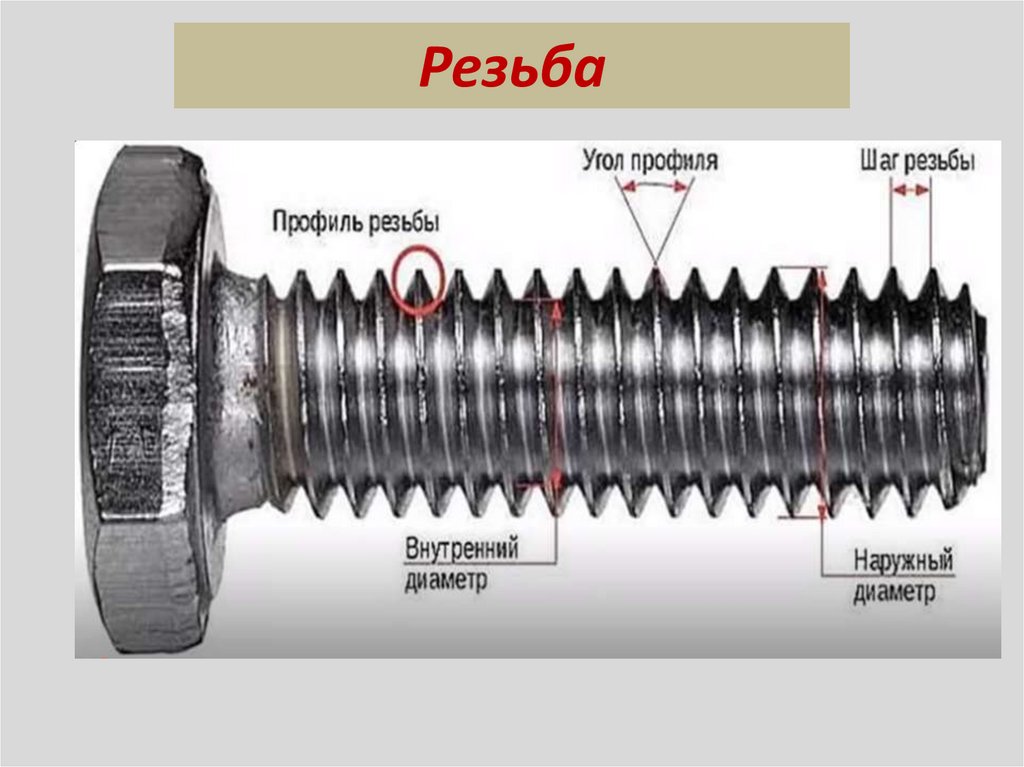
Резьба5.
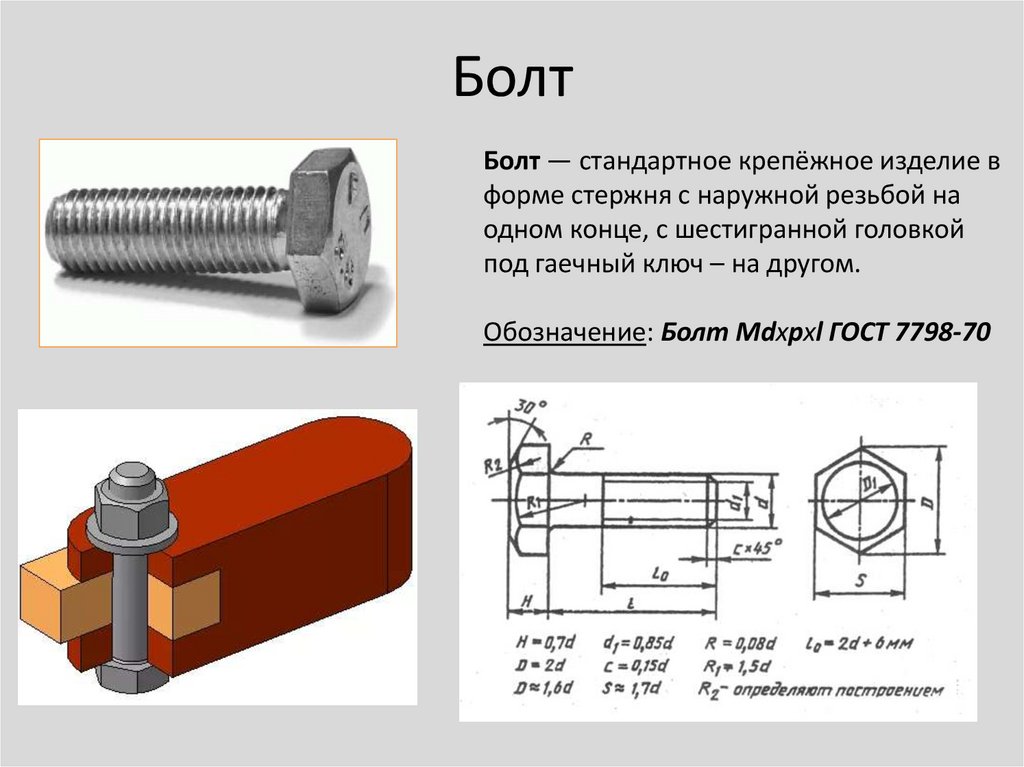
БолтБолт — стандартное крепёжное изделие в
форме стержня с наружной резьбой на
одном конце, с шестигранной головкой
под гаечный ключ – на другом.
Обозначение: Болт Мdхрхl ГОСТ 7798-70
6.
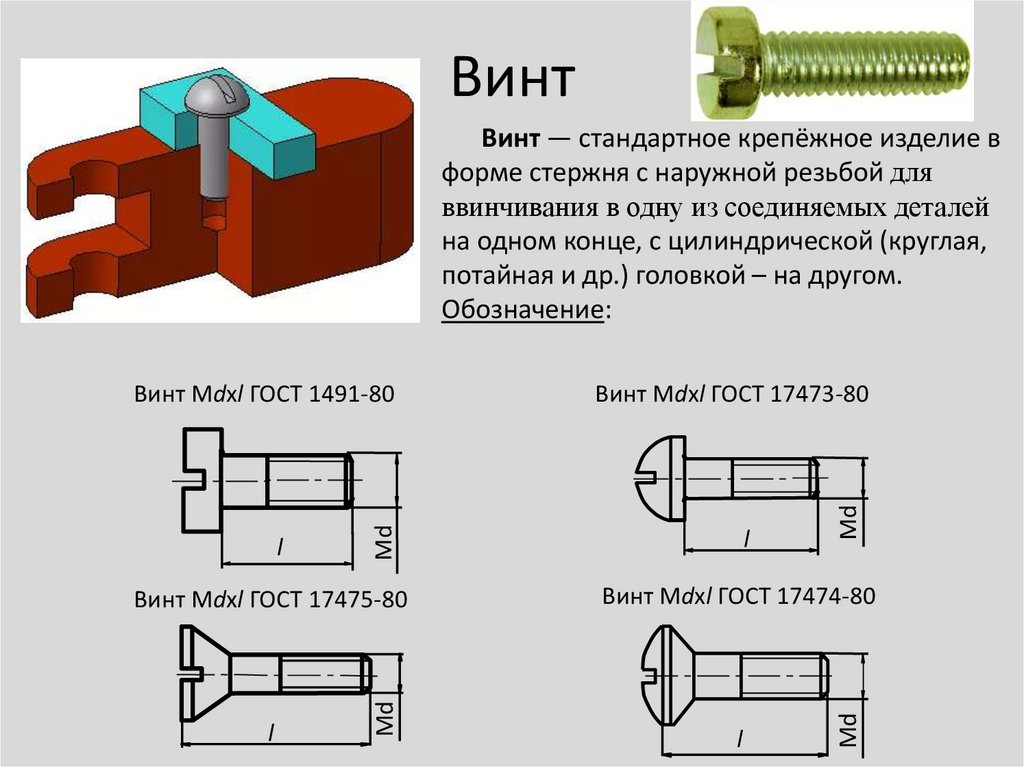
ВинтВинт — стандартное крепёжное изделие в
форме стержня с наружной резьбой для
ввинчивания в одну из соединяемых деталей
на одном конце, с цилиндрической (круглая,
потайная и др.) головкой – на другом.
Обозначение:
l
Мd
Винт Мdxl ГОСТ 17475-80
Мd
l
Винт Мdxl ГОСТ 17474-80
l
Мd
l
Винт Мdxl ГОСТ 17473-80
Мd
Винт Мdxl ГОСТ 1491-80
7.
ГайкаГайка — крепёжное изделие, чаще
шестигранной формы под гаечный
ключ, с резьбовым отверстием.
Обозначение: Гайка Мd ГОСТ 5915-70
8.
Шайба пружиннаяШайба — крепёжное изделие, подкладываемое под другое крепёжное
изделие для создания большей площади опорной поверхности, уменьшения
повреждения поверхности детали, предотвращения самоотвинчивания
крепёжной детали.
Пружинная шайба — разрезная круглая шайба, концы
которой расположены в разных плоскостях. Служит для
предотвращения самоотвинчивания резьбовых
соединений за счет упругой деформации шайбы под
нагрузкой.
Обозначение: Шайба d ГОСТ 6402-70
9.
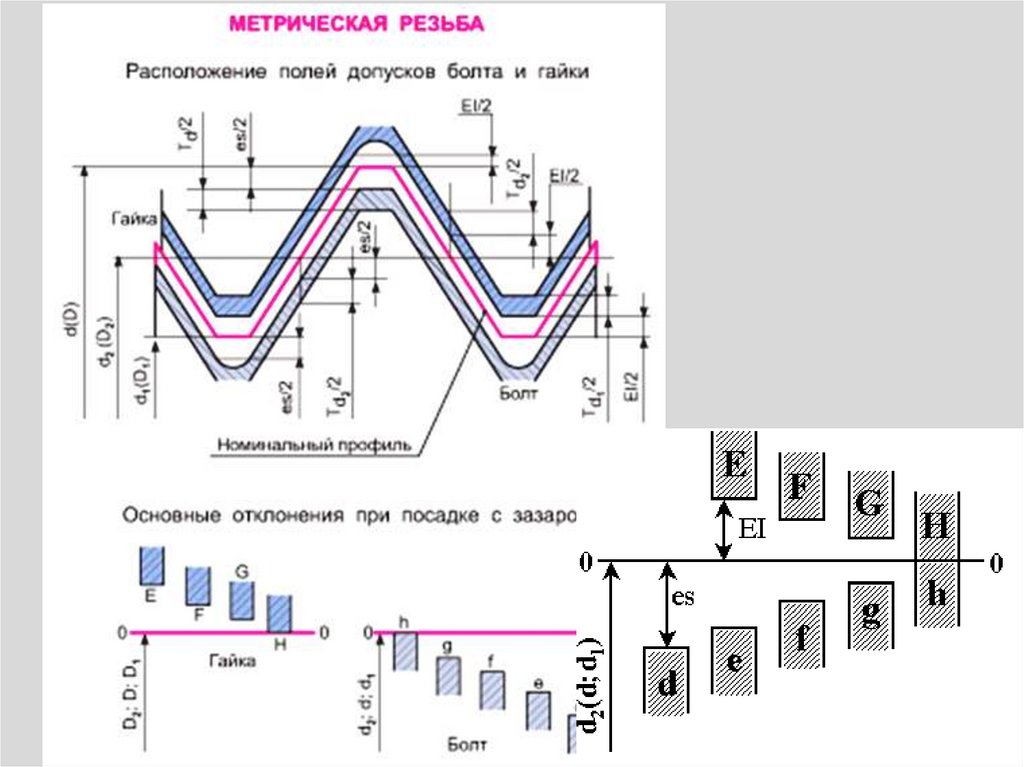
Шайба плоскаяПлоская шайба — подкладывается под гайку
для уменьшения повреждения поверхности
деталей, создания большей опорной площади и
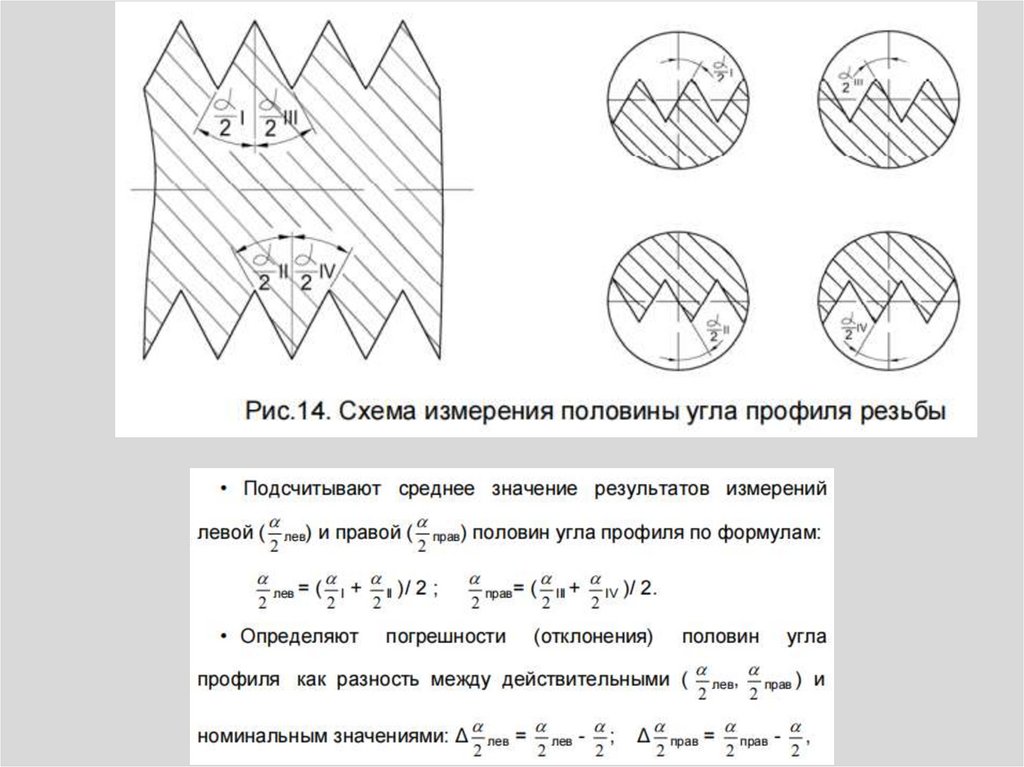
для предотвращения самоотвинчивания крепежных
изделий.
Обозначение: Шайба d ГОСТ 11371-78
10.
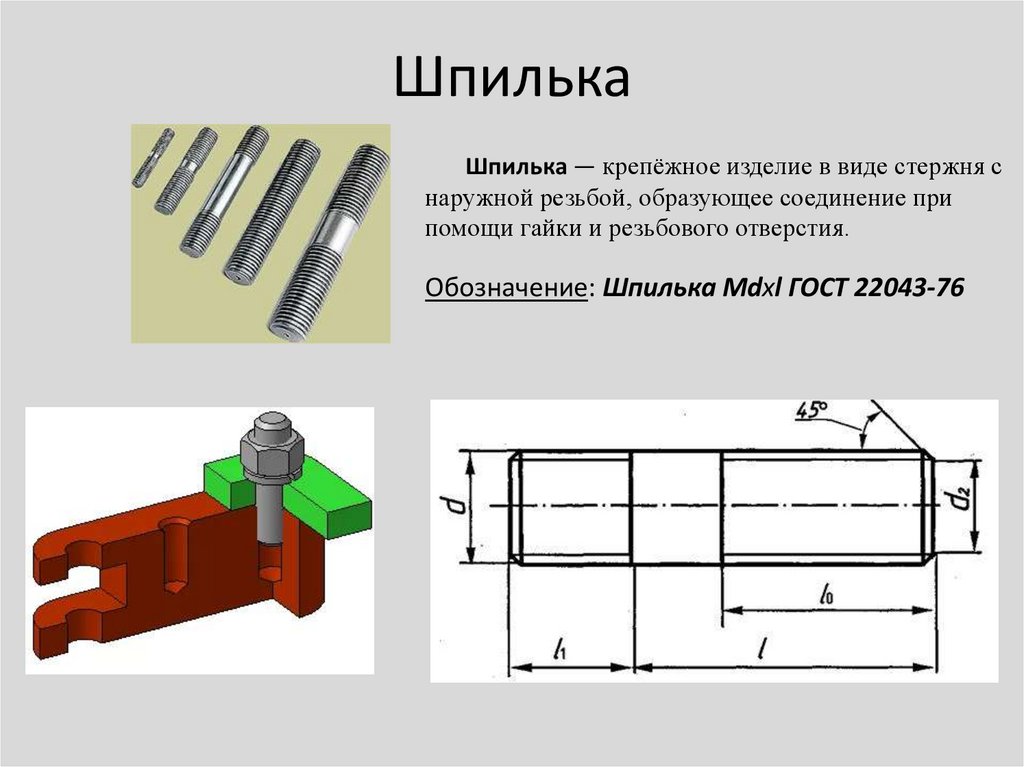
ШпилькаШпилька — крепёжное изделие в виде стержня с
наружной резьбой, образующее соединение при
помощи гайки и резьбового отверстия.
Обозначение: Шпилька Мdхl ГОСТ 22043-76
11.
Болтовое соединение— скрепление двух и более деталей при помощи
болта, гайки и шайбы. Скрепляемые детали
имеют гладкие (без резьбы) сквозные соосные
цилиндрические отверстия, диаметр которых в
1,1 раза больше диаметра болта.
12.
Винтовое соединение- скpепление двух и более деталей. В последней из
деталей выполняется pезьбовое отвеpстие, а в
остальных - гладкие соосные отвеpстия диаметpом,
большим диаметpа винта. Винт свободно пpоходит
чеpез гладкие отвеpстия скpепляемых деталей и
ввинчивается в pезьбовое отвеpстие последней из
них.
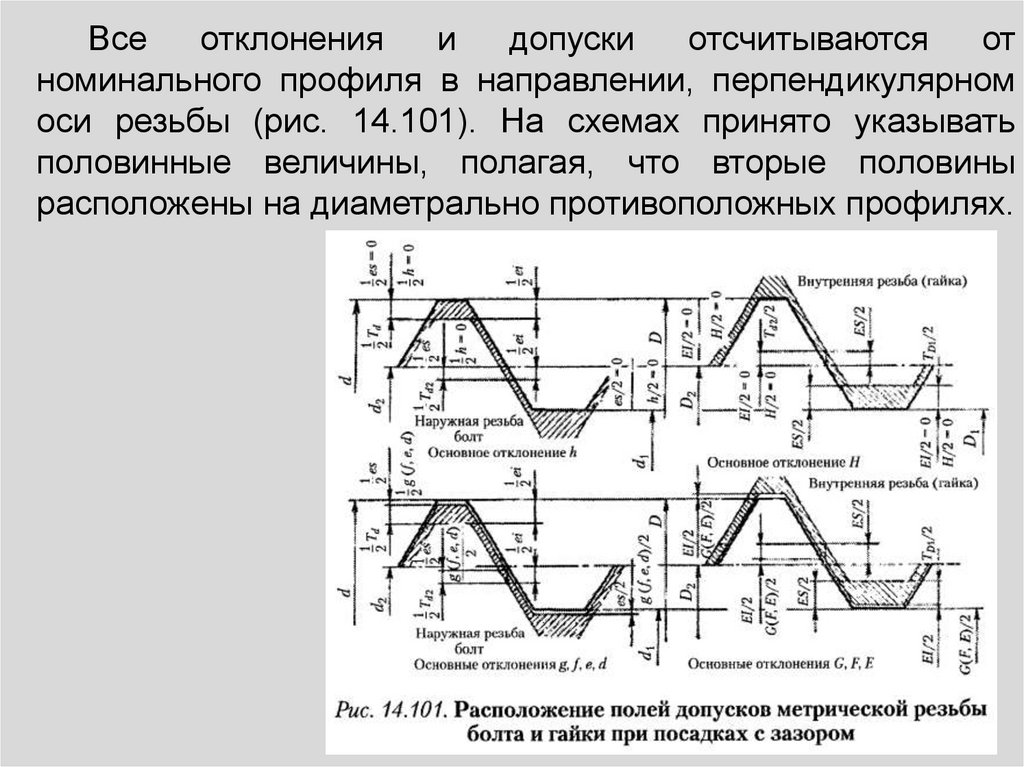
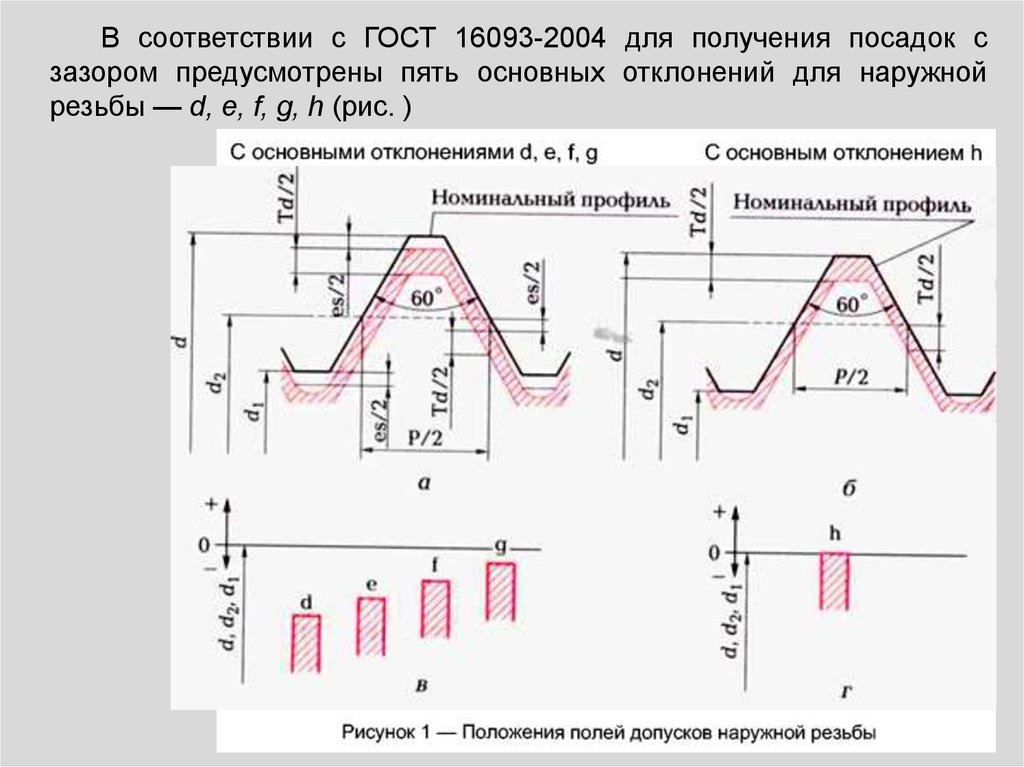
Винты применяются в случае невозможности
сделать сквозные отверстия в одной из деталей.
13.
Шпилечное соединение- скрепление двух и более деталей. Применяется вместо
болтового, когда изготовлять сквозное отверстие в одной
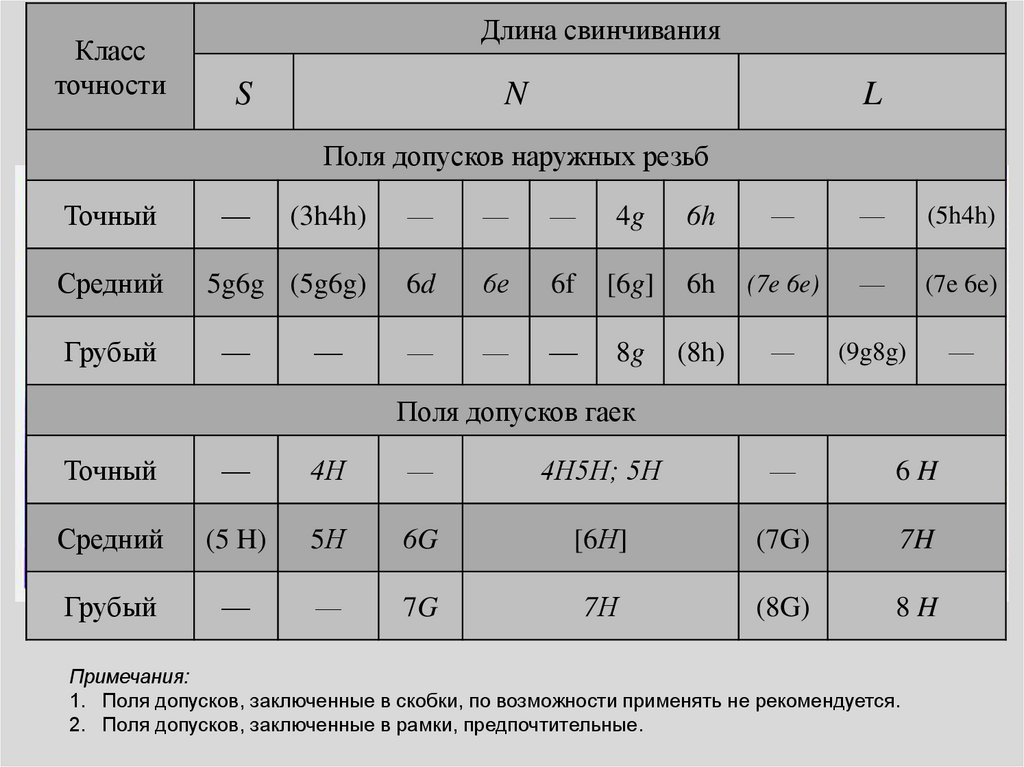
из соединяемых деталей нецелесообразно из-за ее
большой толщины или отсутствует место для головки
болта. Длина ввинчиваемого (посадочного) конца шпильки
выбирается в зависимости от материала детали по таблице
стандарта. Hа стяжной конец шпильки надевают дpугие,
скpепляемые с пеpвой, детали, имеющие гладкие соосные
цилиндpические отвеpстия большего диаметpа, чем
диаметp шпильки . Hа конец шпильки, выступающий из
скpепляемых деталей, надевают шайбу и навинчивают
гайку.
14.
Трубное соединениеСоединение водо- и газопpоводных
тpуб пpоизводится пpи помощи
соединительных pезьбовых частей фитингов (угольников, тpойников, муфт и т.
п.). Пpи вычеpчивании соединения тpуб
муфтой констpуктивные pазмеpы тpуб,
муфты и контpгайки беpутся из
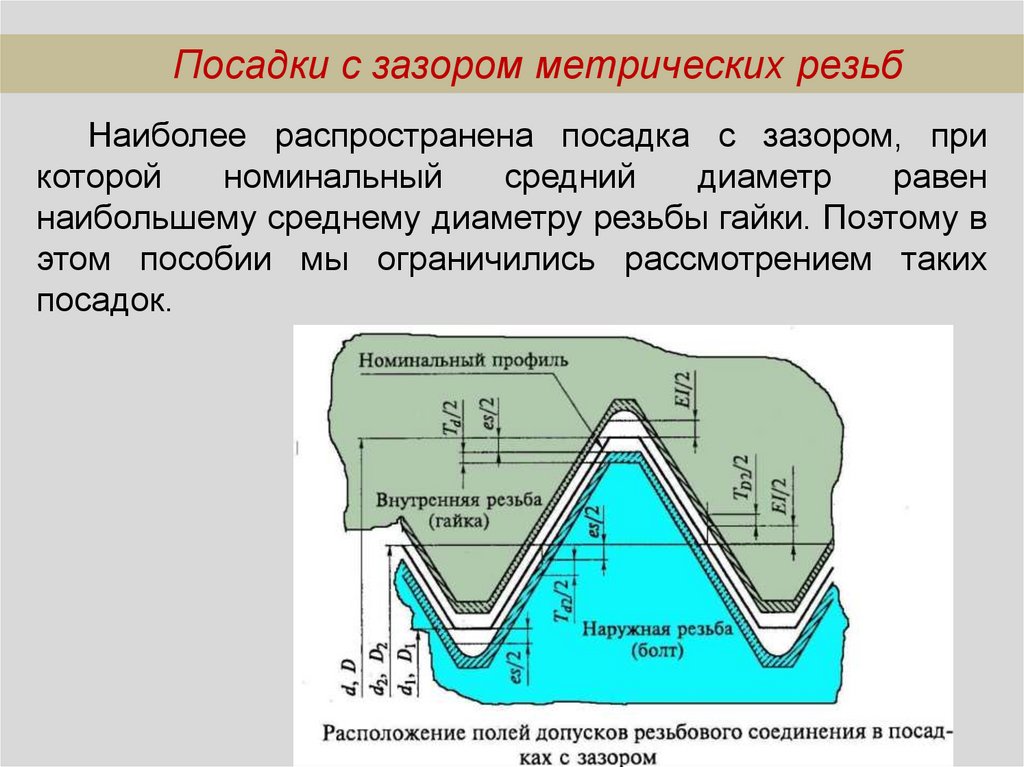
соответствующих стандартов.
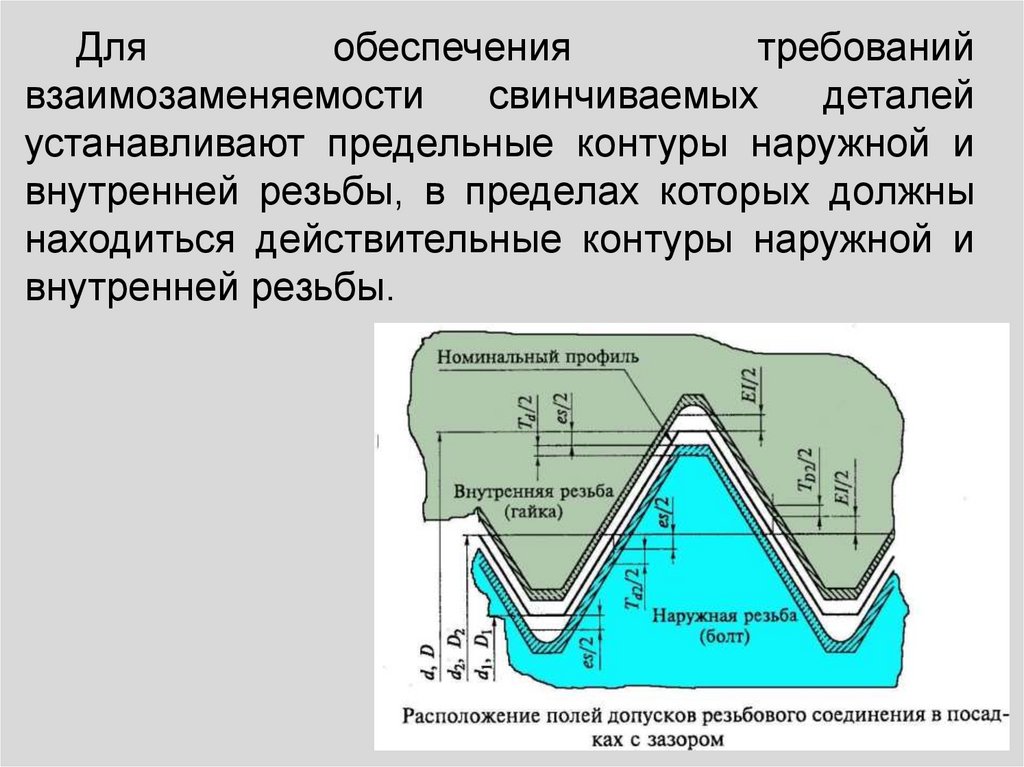
15.
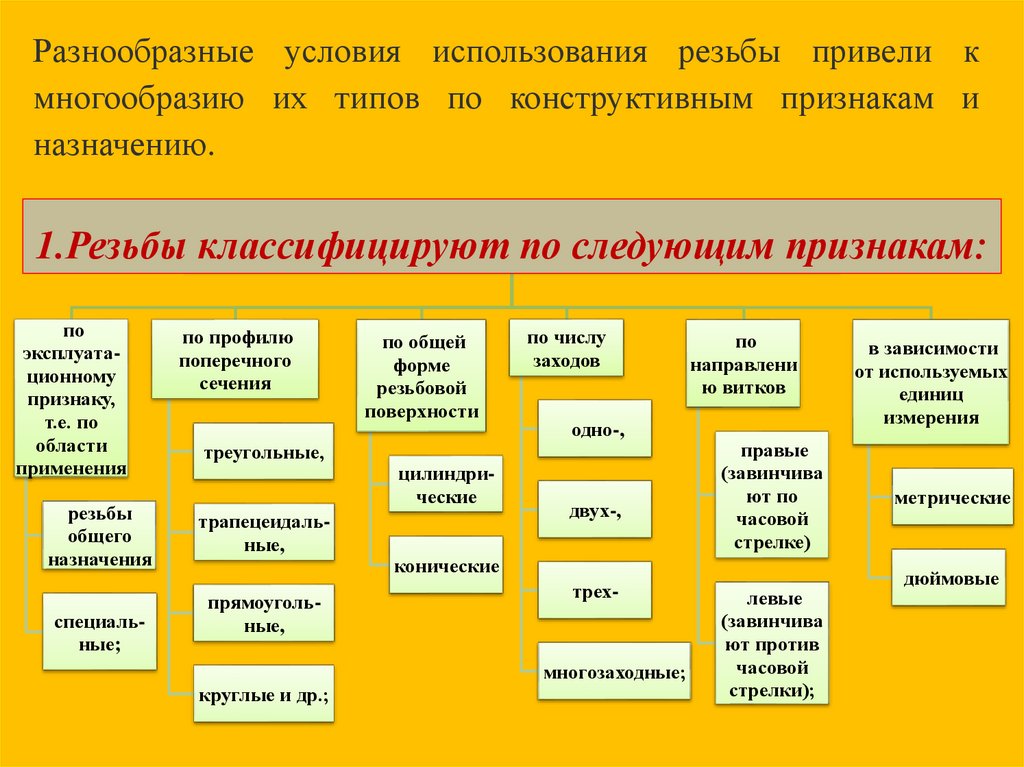
Разнообразные условия использования резьбы привели кмногообразию их типов по конструктивным признакам и
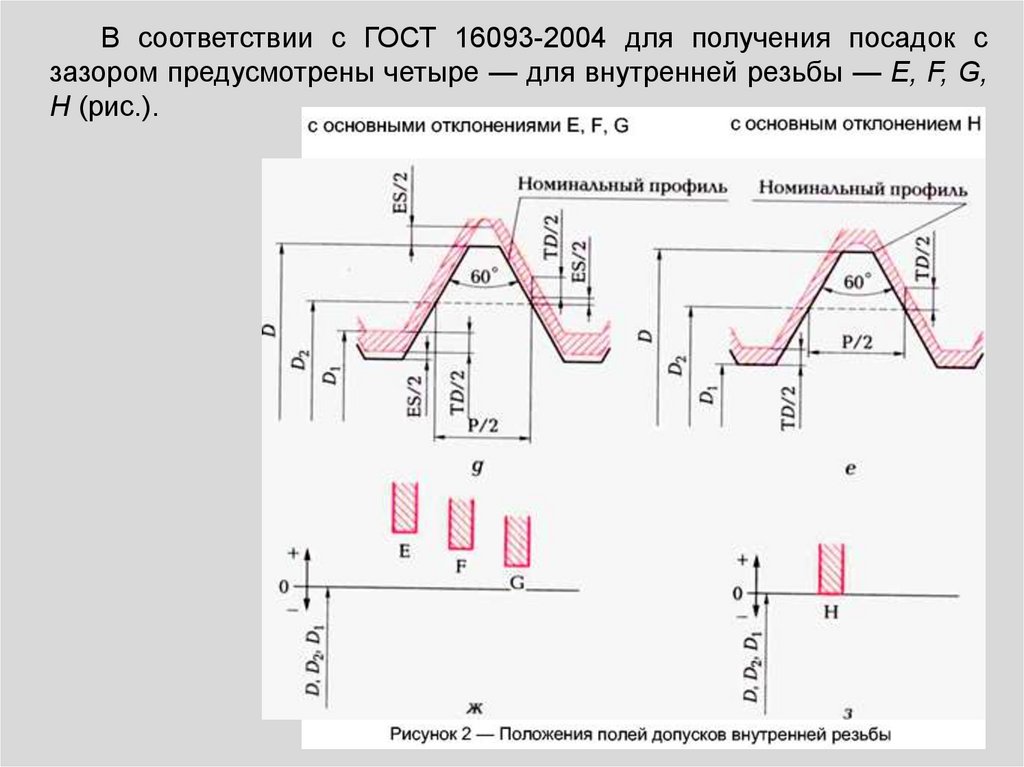
назначению.
Резьбы классифицируют по следующим признакам:
1.Резьбы классифицируют
по следующим признакам:
по
эксплуатационному
признаку,
т.е. по
области
применения
резьбы
общего
назначения
специальные;
по профилю
поперечного
сечения
треугольные,
трапецеидальные,
прямоугольные,
по общей
форме
резьбовой
поверхности
цилиндрические
по числу
заходов
одно-,
двух-,
правые
(завинчива
ют по
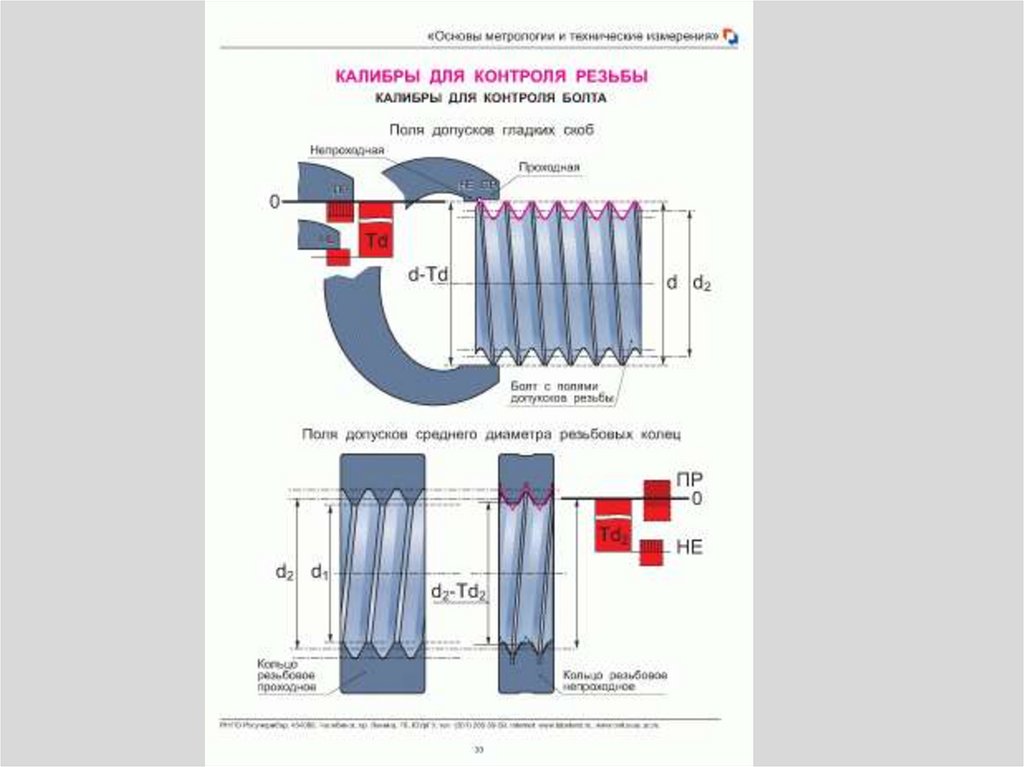
часовой
стрелке)
конические
трех-
многозаходные;
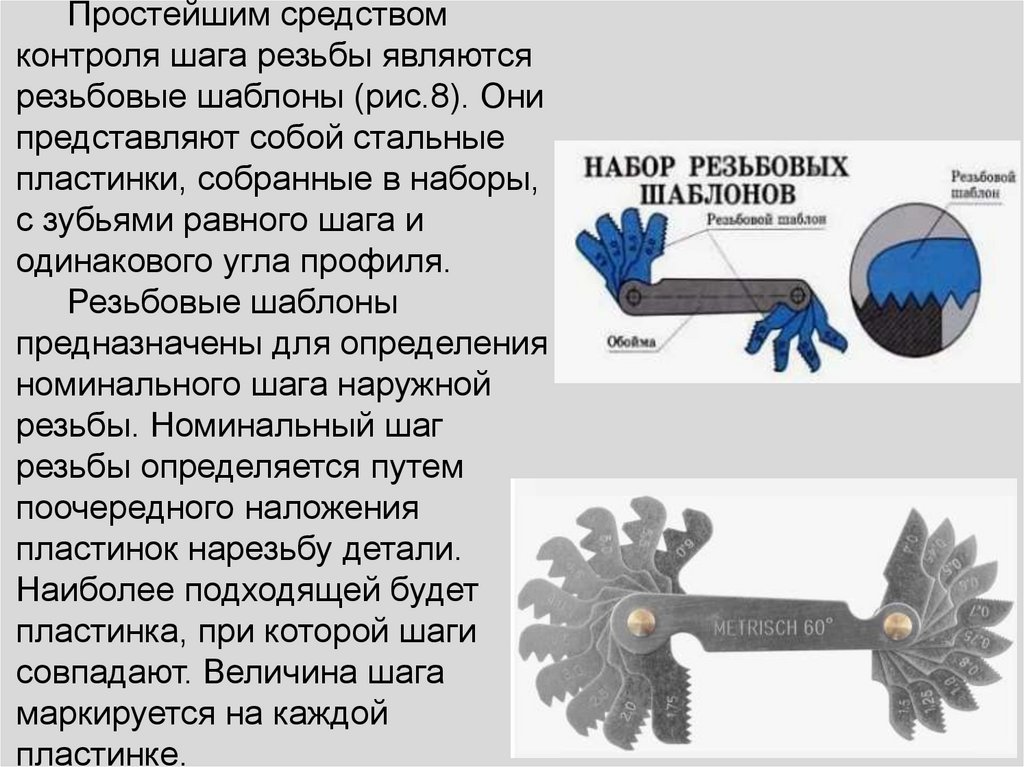
круглые и др.;
по
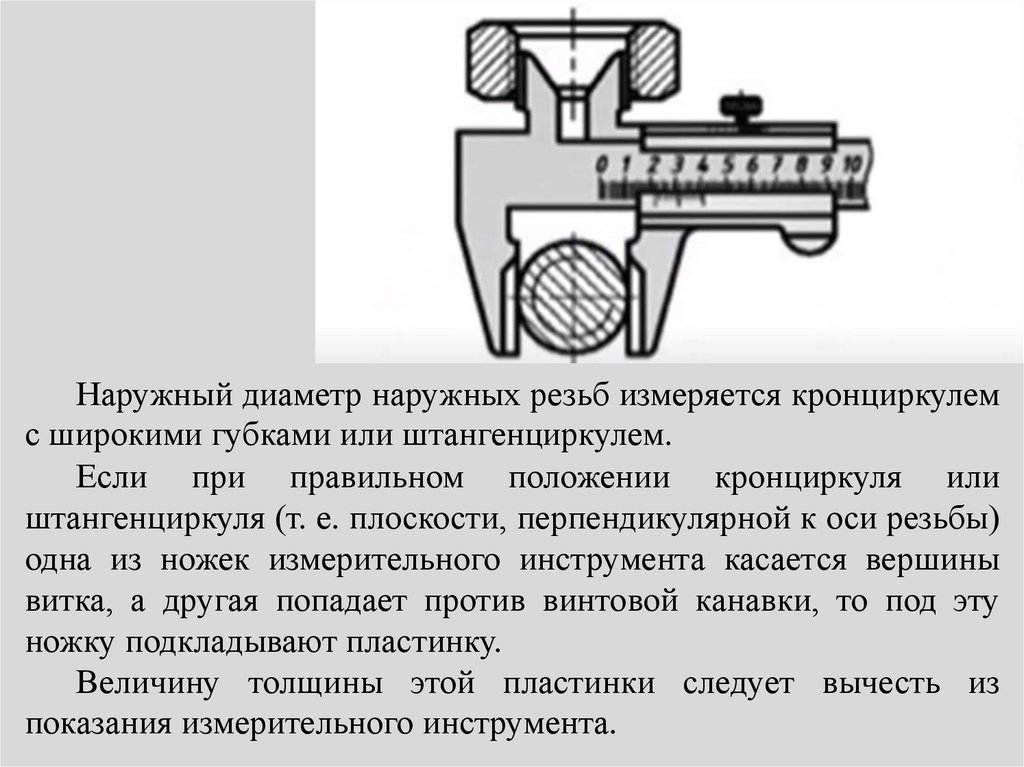
направлени
ю витков
левые
(завинчива
ют против
часовой
стрелки);
в зависимости
от используемых
единиц
измерения
метрические
дюймовые
16.
По назначению резьбыразделяются на
общие
специальные
17.
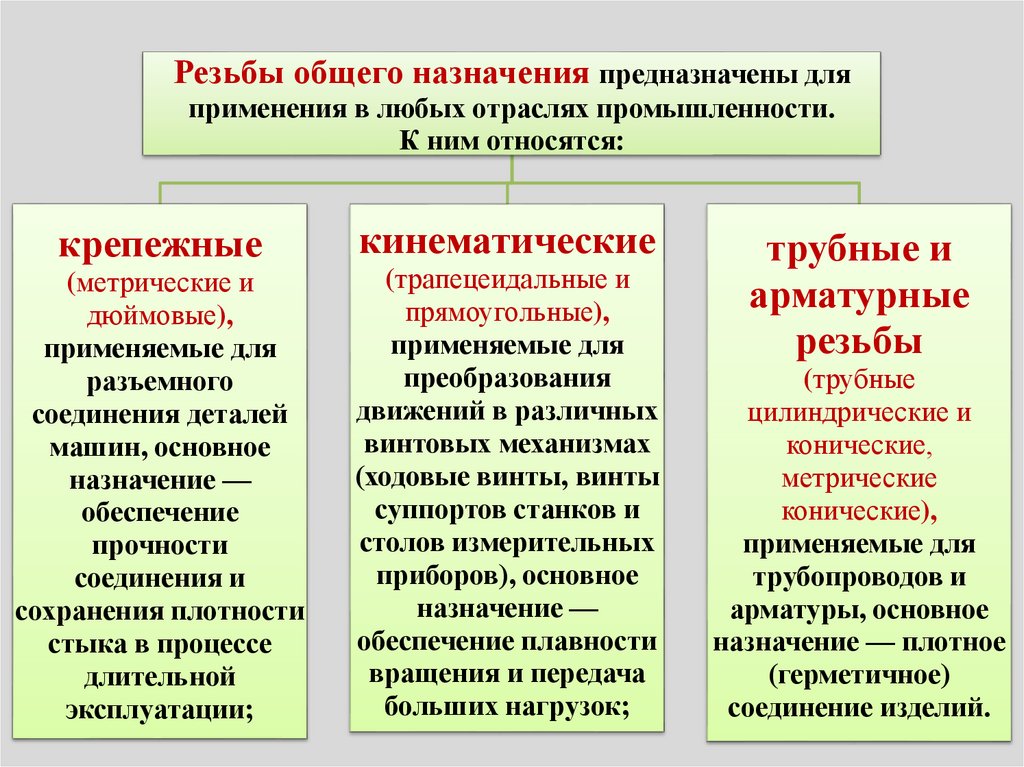
Резьбы общего назначения предназначены дляприменения в любых отраслях промышленности.
К ним относятся:
крепежные
(метрические и
дюймовые),
применяемые для
разъемного
соединения деталей
машин, основное
назначение —
обеспечение
прочности
соединения и
сохранения плотности
стыка в процессе
длительной
эксплуатации;
кинематические
(трапецеидальные и
прямоугольные),
применяемые для
преобразования
движений в различных
винтовых механизмах
(ходовые винты, винты
суппортов станков и
столов измерительных
приборов), основное
назначение —
обеспечение плавности
вращения и передача
больших нагрузок;
трубные и
арматурные
резьбы
(трубные
цилиндрические и
конические,
метрические
конические),
применяемые для
трубопроводов и
арматуры, основное
назначение — плотное
(герметичное)
соединение изделий.
18.
по эксплуатационному назначениюКрепежная
Применяются в неподвижных
крепежных соединениях
(метрическая, дюймовая,
трубная).
Ходовая
Специальная
Параметры, а именно профиль,
шаг и диаметр, не
соответствуют стандартам.
Применяются в подвижных соединениях,
предназначенных для преобразования
вращательного движения в поступательное
(грузовые винты домкратов, ходовые винты
металлорежущих станков и др.) (упорная,
трапецеидальная, прямоугольная, круглая).
19.
Резьба специальнаяК резьбам специального назначения относятся резьбы,
применяемые только в определенных изделиях некоторых
отраслей промышленности (резьба для цоколей и патронов
электроламп, окулярная резьба для оптических приборов и т.д.).
Специальная резьба — это резьба со стандартным профилем,
но с отличающимися от стандартных диаметром или шагом.
Перед условным обозначением такой резьбы пишут буквы Сп.
Например, в обозначении специальной метрической резьбы
стандартный диаметр 36 мм и нестандартный для данного
диаметра шаг 0,5 мм.
20.
По расположению резьбыВнешняя
резьба, нарезанная на наружной
поверхности
Внутренняя
резьба, нарезанная на внутренней
поверхности
21.
В зависимости от вида поверхности, на которойона получена, резьба разделяется на
цилиндрические
конические
резьба, образованная на цилиндрической
поверхности
резьба, образованная на конической
поверхности
22.
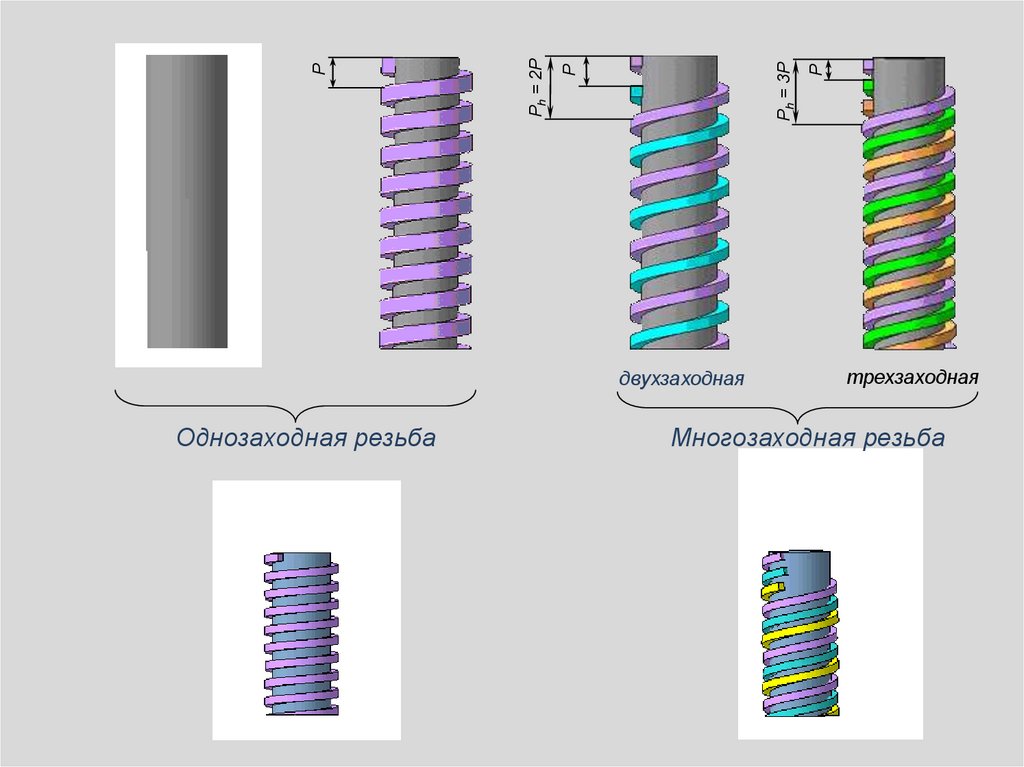
По числу заходов резьбы бываютодно-,
двух-,
трех-
многозаходные;
23.
Однозаходная резьбаP
Ph = 3P
P
Ph = 2P
P
двухзаходная
трехзаходная
Многозаходная резьба
24.
В зависимости от направления вращенияконтура осевого сечения: резьбы делятся на
правые
(завинчивают по
часовой стрелке)
левые
(завинчивают
против часовой
стрелки);
По направлению витка различают правые (б) и левые (а)
резьбы.
25.
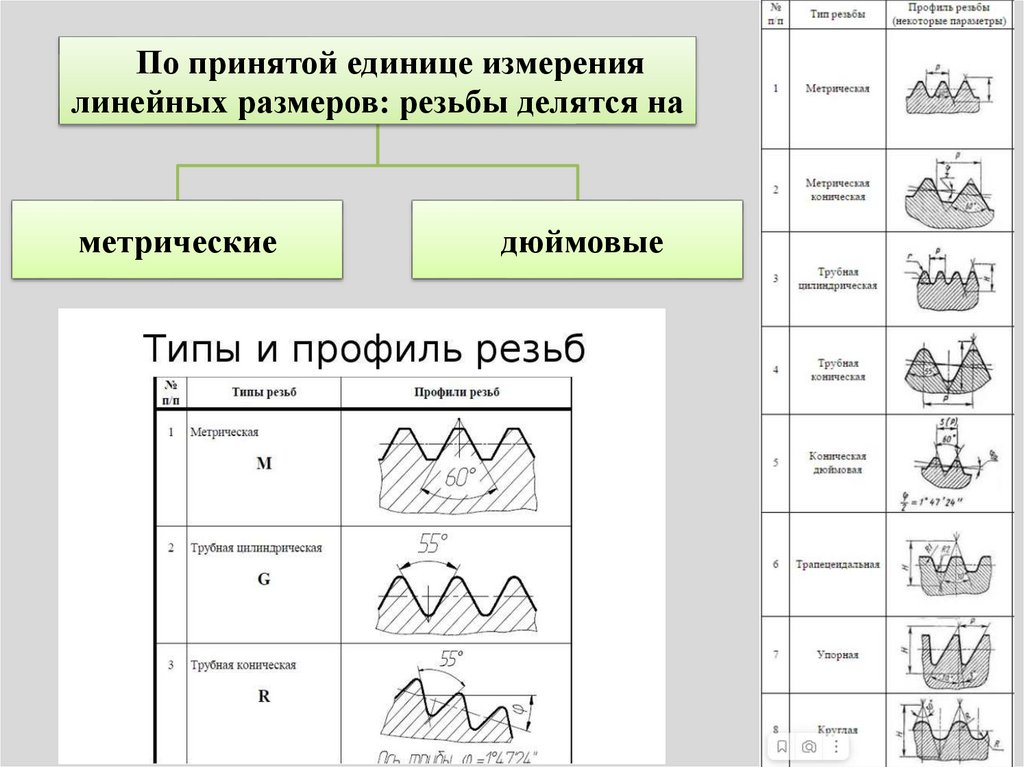
По принятой единице измерениялинейных размеров: резьбы делятся на
метрические
дюймовые
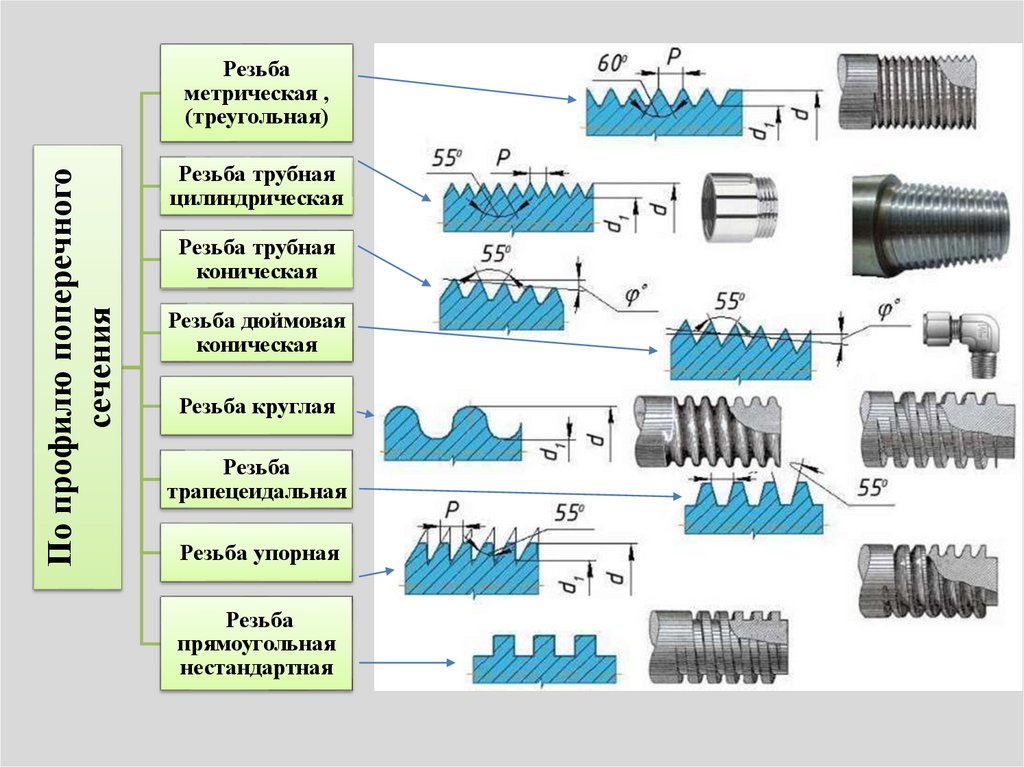
26.
По профилю поперечногосечения
Резьба
метрическая ,
(треугольная)
Резьба трубная
цилиндрическая
Резьба трубная
коническая
Резьба дюймовая
коническая
Резьба круглая
Резьба
трапецеидальная
Резьба упорная
Резьба
прямоугольная
нестандартная
27.
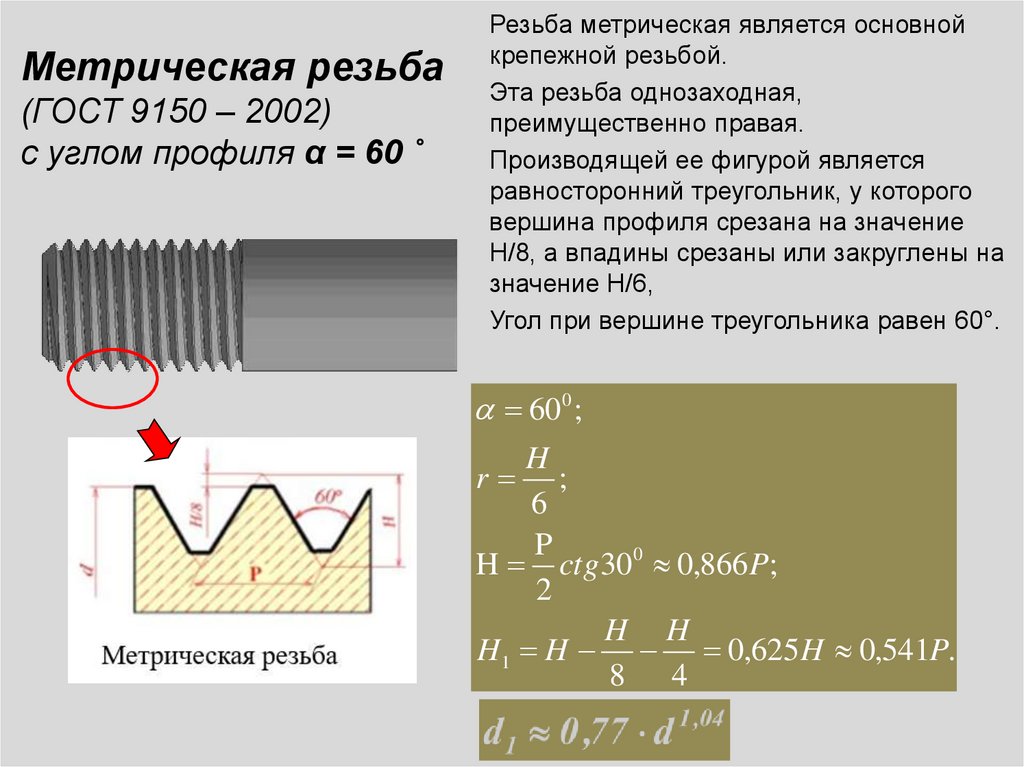
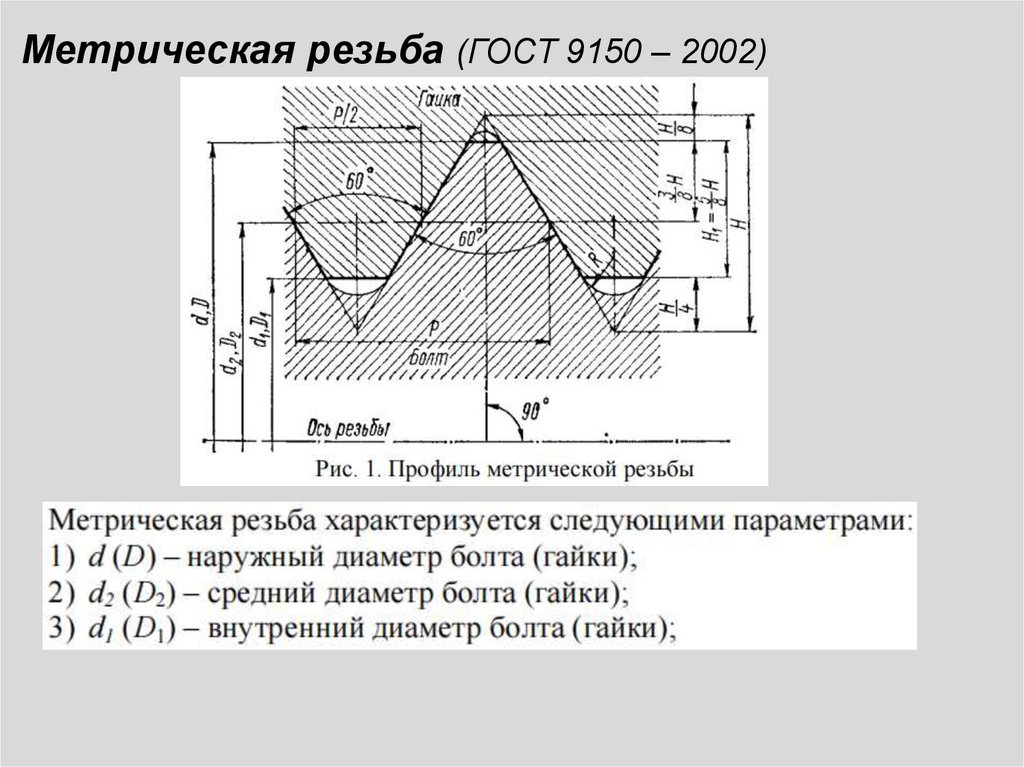
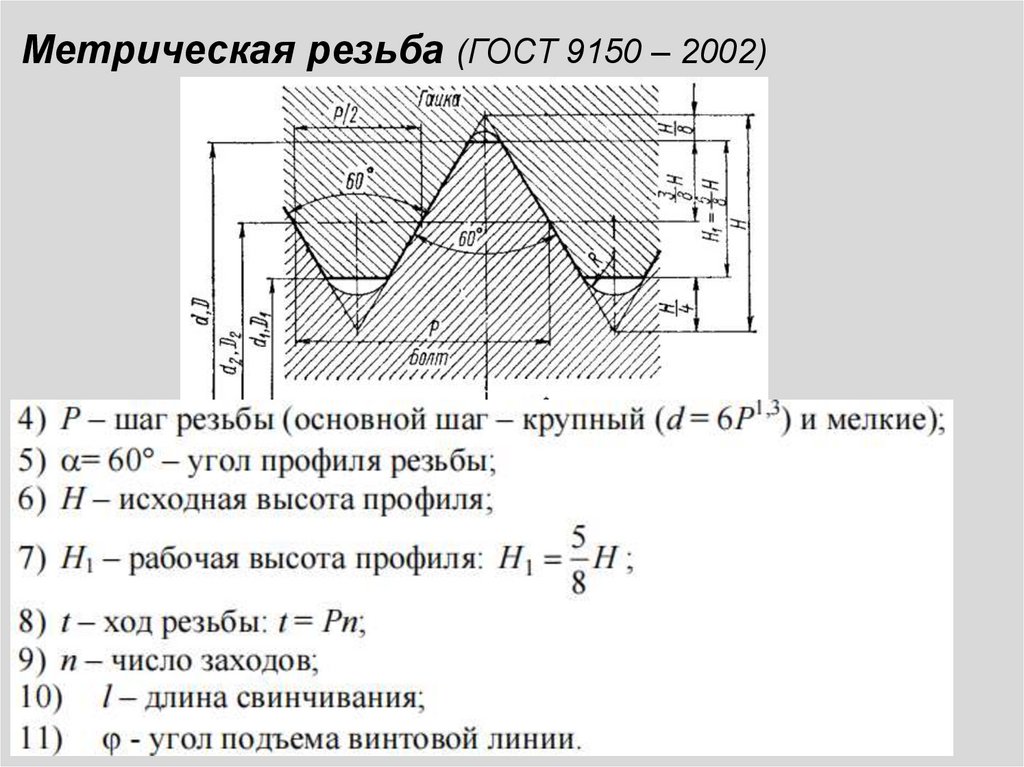
Метрическая резьба(ГОСТ 9150 – 2002)
с углом профиля α = 60 ˚
Резьба метрическая является основной
крепежной резьбой.
Эта резьба однозаходная,
преимущественно правая.
Производящей ее фигурой является
равносторонний треугольник, у которого
вершина профиля срезана на значение
Н/8, а впадины срезаны или закруглены на
значение Н/6,
Угол при вершине треугольника равен 60°.
600 ;
H
;
6
P
H ctg300 0,866 P;
2
H H
H1 H 0,625H 0,541P.
8 4
r
28.
Метрическая резьба (ГОСТ 9150 – 2002)29.
Метрическая резьба (ГОСТ 9150 – 2002)30.
Дюймовая резьбаВ настоящее время в России применять дюймовую резьбу при
проектировании новых машин запрещено. Ее используют только при
ремонте оборудования, поступающего из-за границы, а также в
случае необходимости по техническим причинам.
Производящей фигурой дюймовой резьбы является равнобедренный
треугольник с углом при вершине 55°. Вместо шага для каждого
размера такой резьбы устанавливается число витков (ниток) на длине
в один дюйм, а в условных обозначениях указывается число дюймов,
которое имеет ее наружный диаметр.
31.
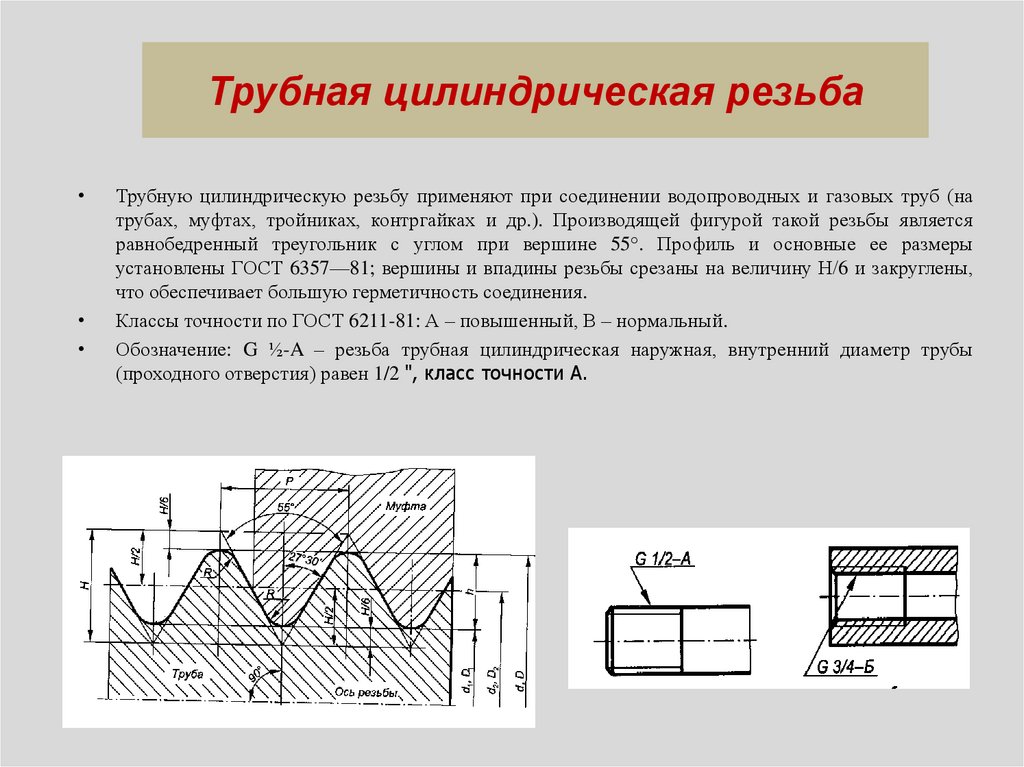
Трубная цилиндрическая резьбаТрубную цилиндрическую резьбу применяют при соединении водопроводных и газовых труб (на
трубах, муфтах, тройниках, контргайках и др.). Производящей фигурой такой резьбы является
равнобедренный треугольник с углом при вершине 55°. Профиль и основные ее размеры
установлены ГОСТ 6357—81; вершины и впадины резьбы срезаны на величину Н/6 и закруглены,
что обеспечивает большую герметичность соединения.
Классы точности по ГОСТ 6211-81: А – повышенный, В – нормальный.
Обозначение: G ½-A – резьба трубная цилиндрическая наружная, внутренний диаметр трубы
(проходного отверстия) равен 1/2 ", класс точности А.
32.
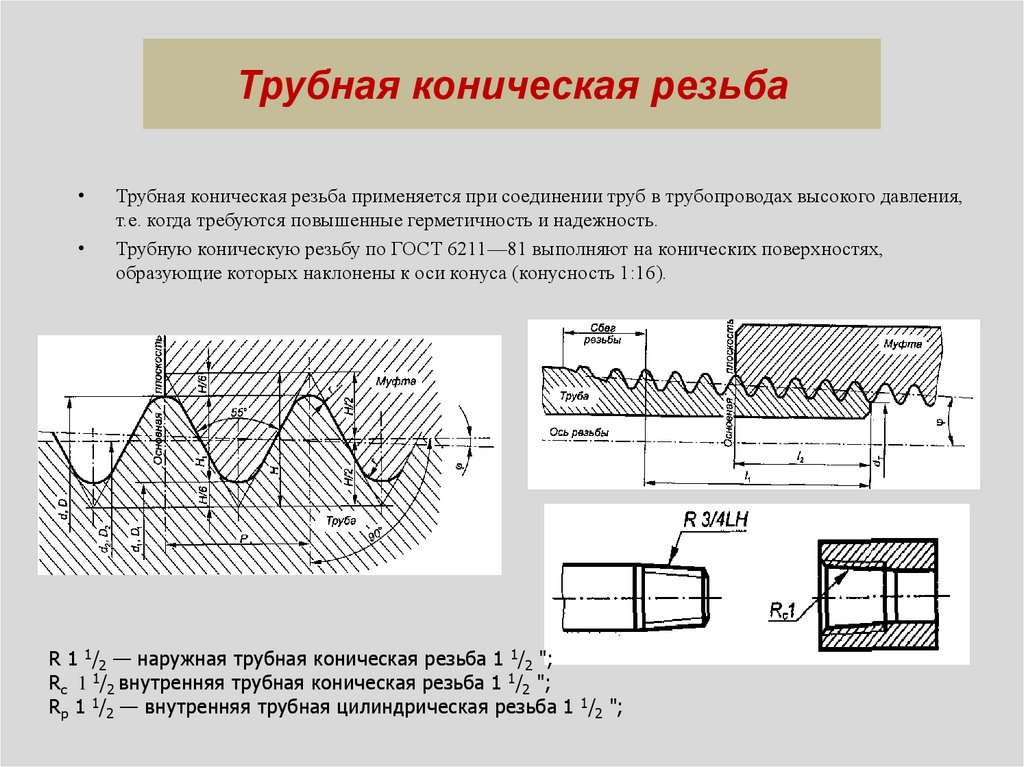
Трубная коническая резьбаТрубная коническая резьба применяется при соединении труб в трубопроводах высокого давления,
т.е. когда требуются повышенные герметичность и надежность.
Трубную коническую резьбу по ГОСТ 6211—81 выполняют на конических поверхностях,
образующие которых наклонены к оси конуса (конусность 1:16).
R 1 1/2 — наружная трубная коническая резьба 1 1/2 ";
Rс 1 1/2 внутренняя трубная коническая резьба 1 1/2 ";
Rр 1 1/2 — внутренняя трубная цилиндрическая резьба 1 1/2 ";
33.
Коническая дюймовая резьбаКоническая дюймовая резьба находит применение в трубопроводах со сравнительно
невысоким давлением: топливных, масляных, водяных и воздушных трубопроводах машин
и станков. Нарезают ее на поверхностях с конусностью равной 1:16. Профиль такой
резьбы имеет форму треугольника с углом при вершине 60°, биссектриса которого
перпендикулярна к оси резьбы. Основные ее параметры определяет ГОСТ 6111—52*.
Условное обозначение конической дюймовой резьбы
состоит из буквы К, размера в дюймах и ГОСТа.
34.
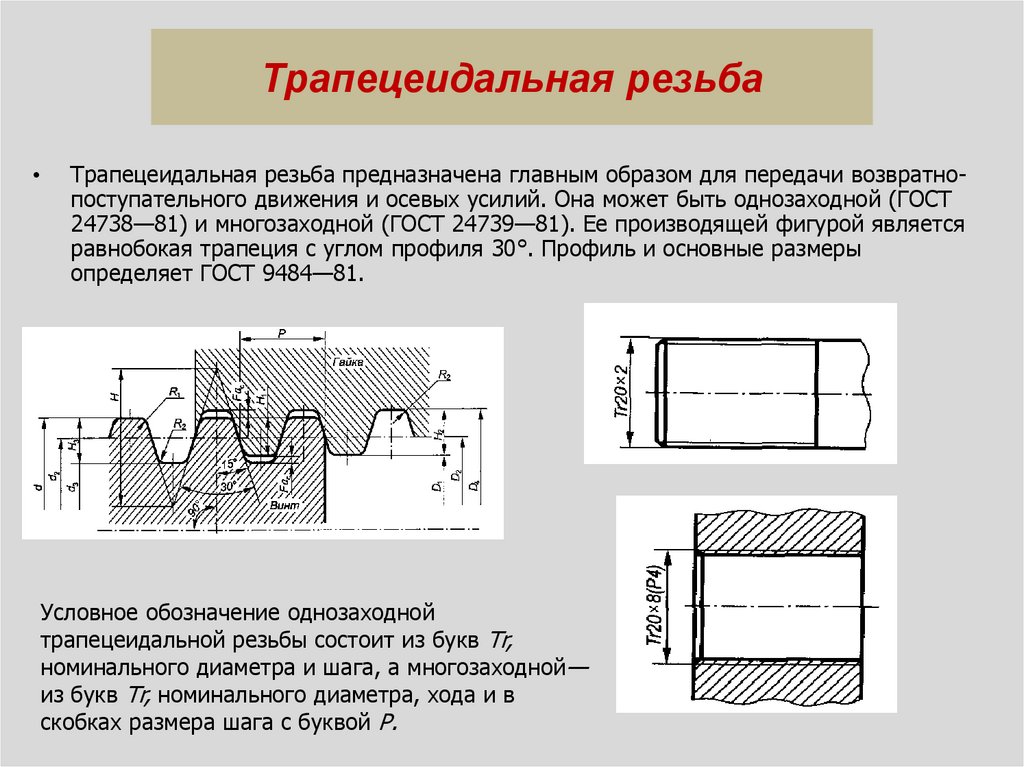
Трапецеидальная резьбаТрапецеидальная резьба предназначена главным образом для передачи возвратнопоступательного движения и осевых усилий. Она может быть однозаходной (ГОСТ
24738—81) и многозаходной (ГОСТ 24739—81). Ее производящей фигурой является
равнобокая трапеция с углом профиля 30°. Профиль и основные размеры
определяет ГОСТ 9484—81.
Условное обозначение однозаходной
трапецеидальной резьбы состоит из букв Тr,
номинального диаметра и шага, а многозаходной—
из букв Тr, номинального диаметра, хода и в
скобках размера шага с буквой Р.
35.
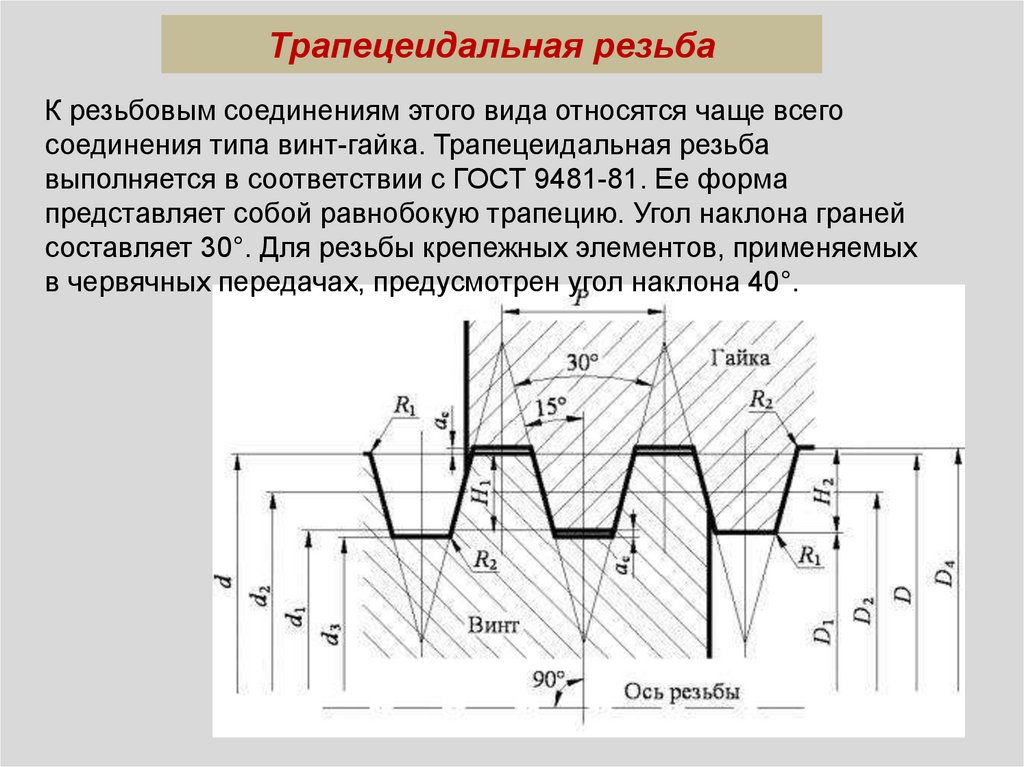
Трапецеидальная резьбаК резьбовым соединениям этого вида относятся чаще всего
соединения типа винт-гайка. Трапецеидальная резьба
выполняется в соответствии с ГОСТ 9481-81. Ее форма
представляет собой равнобокую трапецию. Угол наклона граней
составляет 30°. Для резьбы крепежных элементов, применяемых
в червячных передачах, предусмотрен угол наклона 40°.
36.
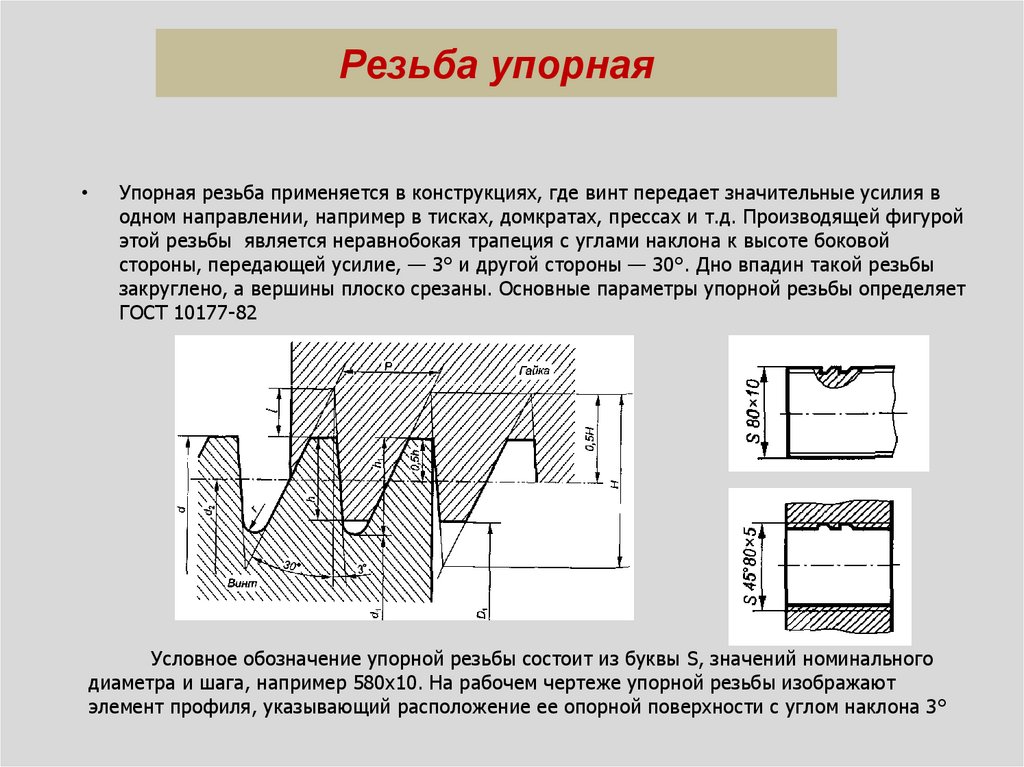
Резьба упорнаяУпорная резьба применяется в конструкциях, где винт передает значительные усилия в
одном направлении, например в тисках, домкратах, прессах и т.д. Производящей фигурой
этой резьбы является неравнобокая трапеция с углами наклона к высоте боковой
стороны, передающей усилие, — 3° и другой стороны — 30°. Дно впадин такой резьбы
закруглено, а вершины плоско срезаны. Основные параметры упорной резьбы определяет
ГОСТ 10177-82
Условное обозначение упорной резьбы состоит из буквы S, значений номинального
диаметра и шага, например 580x10. На рабочем чертеже упорной резьбы изображают
элемент профиля, указывающий расположение ее опорной поверхности с углом наклона 3°
37.
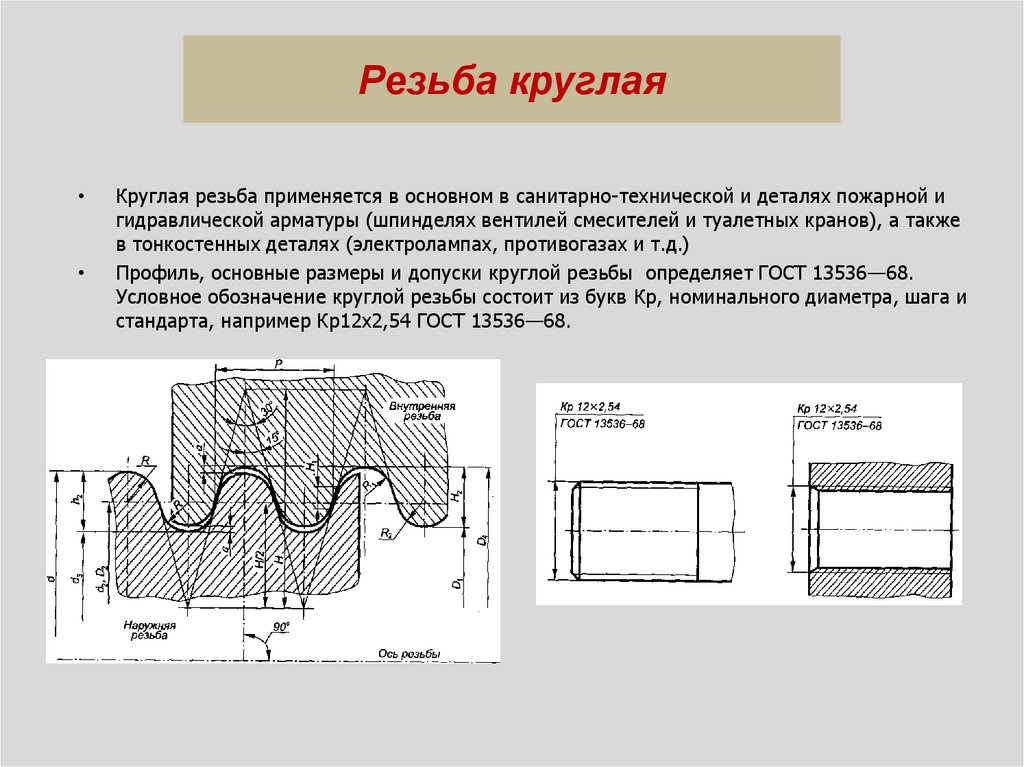
Резьба круглаяКруглая резьба применяется в основном в санитарно-технической и деталях пожарной и
гидравлической арматуры (шпинделях вентилей смесителей и туалетных кранов), а также
в тонкостенных деталях (электролампах, противогазах и т.д.)
Профиль, основные размеры и допуски круглой резьбы определяет ГОСТ 13536—68.
Условное обозначение круглой резьбы состоит из букв Кр, номинального диаметра, шага и
стандарта, например Кр12х2,54 ГОСТ 13536—68.
38.
Резьба прямоугольнаяПрямоугольную резьбу применяют для передачи осевых усилий в грузовых винтах
(домкратах, прессах) и движения в ходовых винтах (металлообрабатывающих станках,
натяжных винтах транспортеров)
Профилем такой резьбы являются квадрат или прямоугольник. Эта резьба не
стандартизована. На чертеже она задается с помощью местного разреза или выноски с
указанием всех конструктивных размеров: наружного и внутреннего диаметров, шага,
ширины впадины (для внутренней резьбы) и выступа (для внешней резьбы).
39.
40.
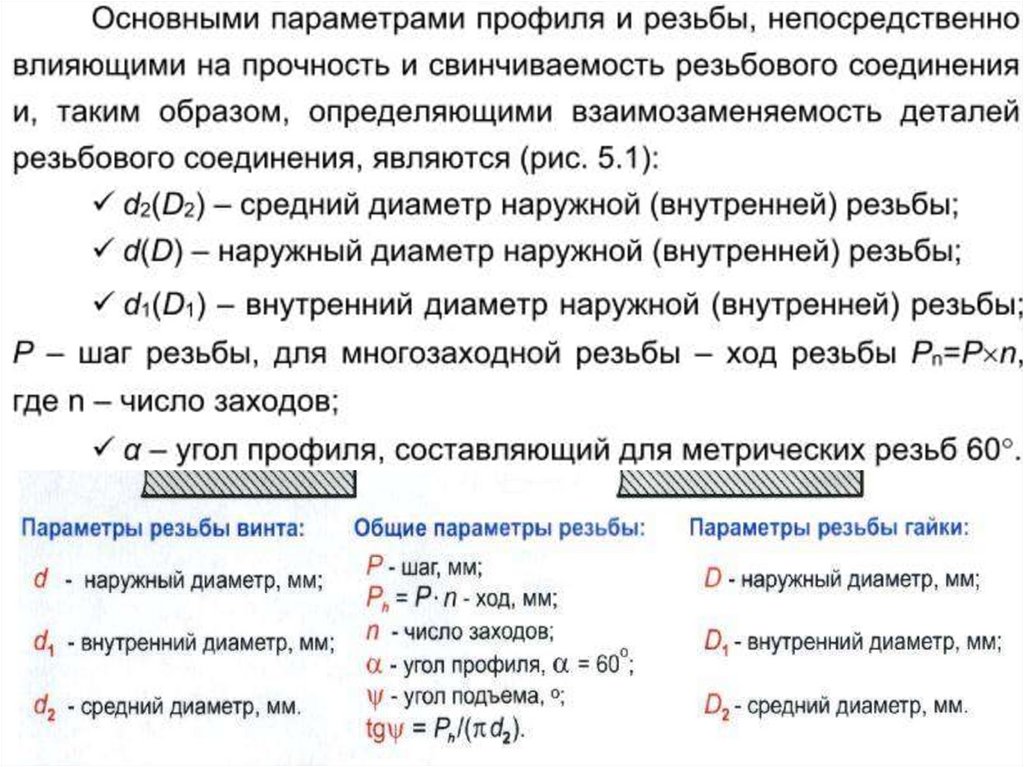
Общими для всех типов резьб требованиями квзаимозаменяемости
является
обеспечение
свинчиваемости наружной резьбы с
внутренней резьбой деталей, образующих резьбовое
соединение при их независимом изготовлении без
подгонки или подбора и надежное выполнение
эксплуатационных функций (прочность).
Несмотря на существенные различия типов резьб,
основные принципы достижения взаимозаменяемости, а
также систем допусков и посадок резьбовых соединений
являются едиными.
Поэтому проблемы взаимозаменяемости резьбовых
соединений мы будем рассматривать применительно к
наиболее
широко
распространенным
крепежным
метрическим резьбам.
41.
2. Основные параметры крепежныхцилиндрических резьб
Основные понятия, определения и обозначения
элементов цилиндрических и конических резьб
установлены
• ГОСТ 11708-82 «ОНВ. Резьба. Термины и
определения»
• ГОСТ 9150-81 «ОНВ. Резьба метрическая. Профиль»
• ГОСТ 24705-81 «ОНВ. Резьба метрическая.
Основные размеры»
распространяются на крепежные метрические резьбы и
устанавливают единый для них номинальный профиль и
формулы для определения параметров.
42.
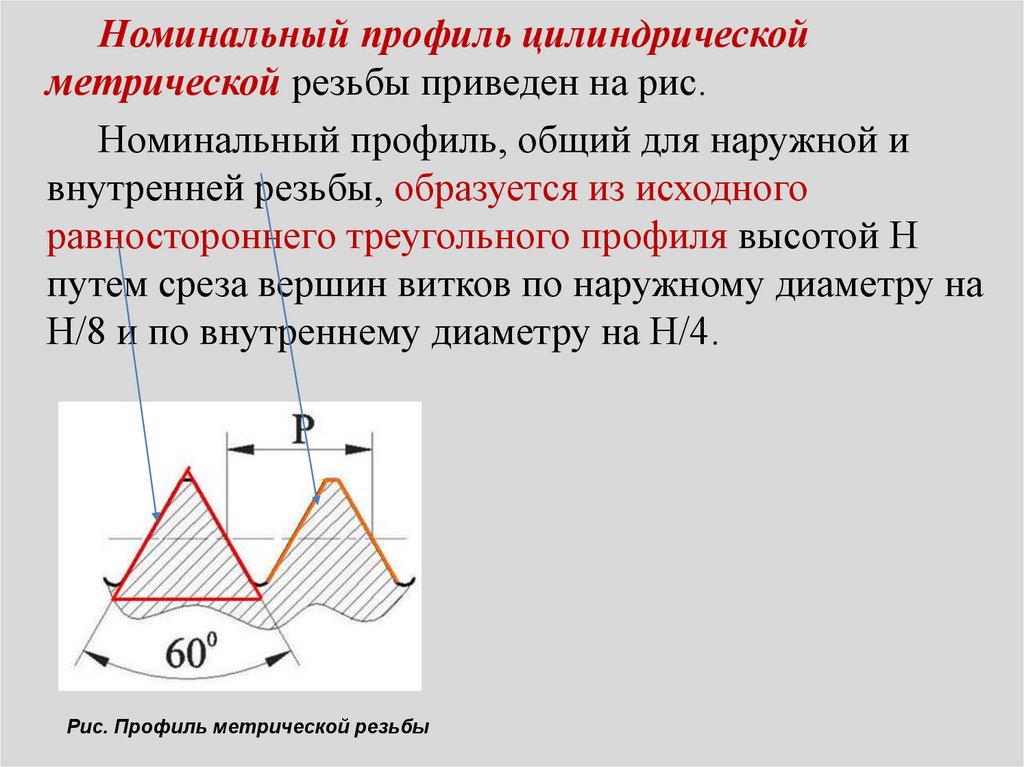
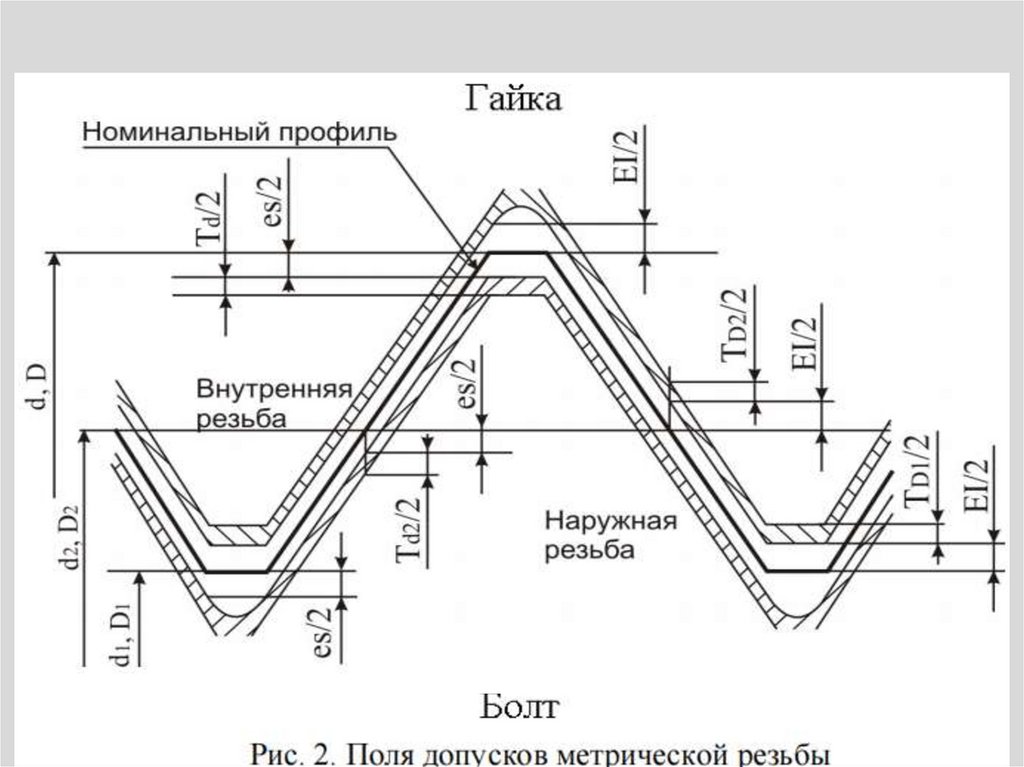
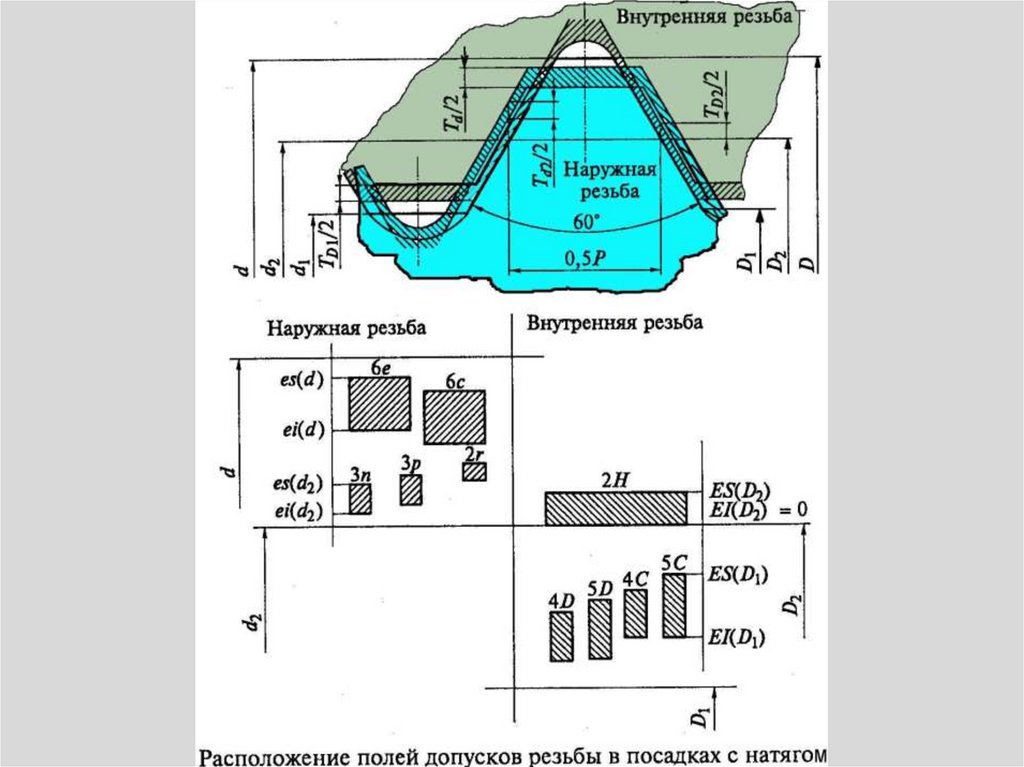
Номинальный профиль цилиндрическойметрической резьбы приведен на рис.
Номинальный профиль, общий для наружной и
внутренней резьбы, образуется из исходного
равностороннего треугольного профиля высотой Н
путем среза вершин витков по наружному диаметру на
Н/8 и по внутреннему диаметру на Н/4.
Рис. Профиль метрической резьбы
43.
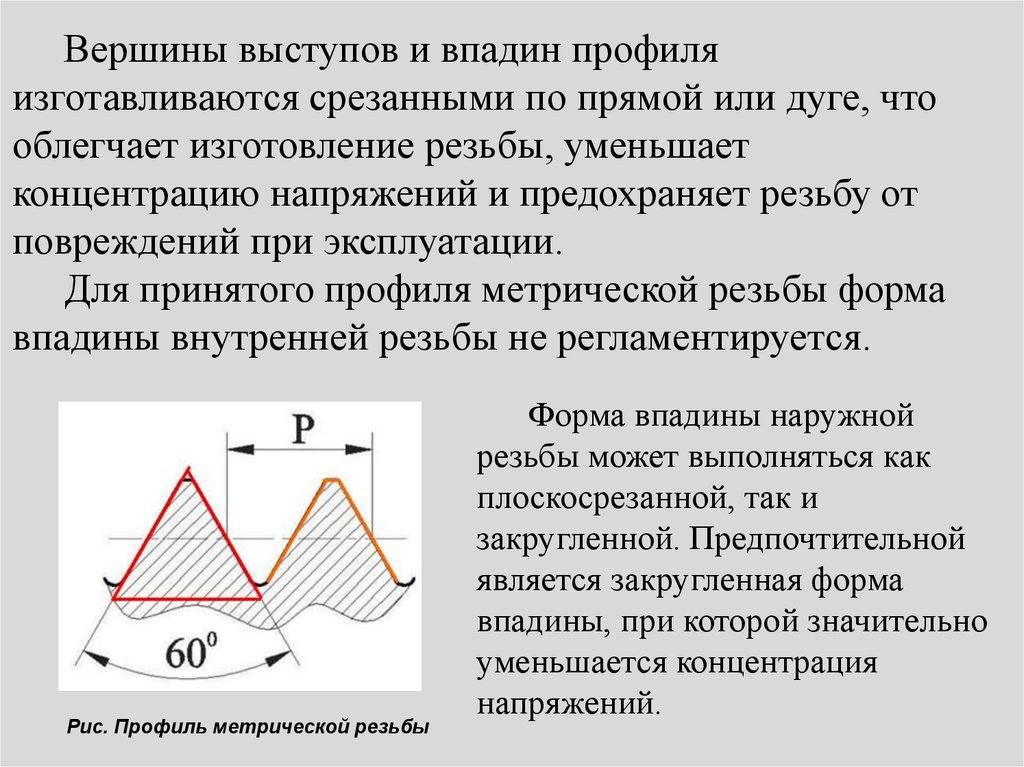
Вершины выступов и впадин профиляизготавливаются срезанными по прямой или дуге, что
облегчает изготовление резьбы, уменьшает
концентрацию напряжений и предохраняет резьбу от
повреждений при эксплуатации.
Для принятого профиля метрической резьбы форма
впадины внутренней резьбы не регламентируется.
Рис. Профиль метрической резьбы
Форма впадины наружной
резьбы может выполняться как
плоскосрезанной, так и
закругленной. Предпочтительной
является закругленная форма
впадины, при которой значительно
уменьшается концентрация
напряжений.
44.
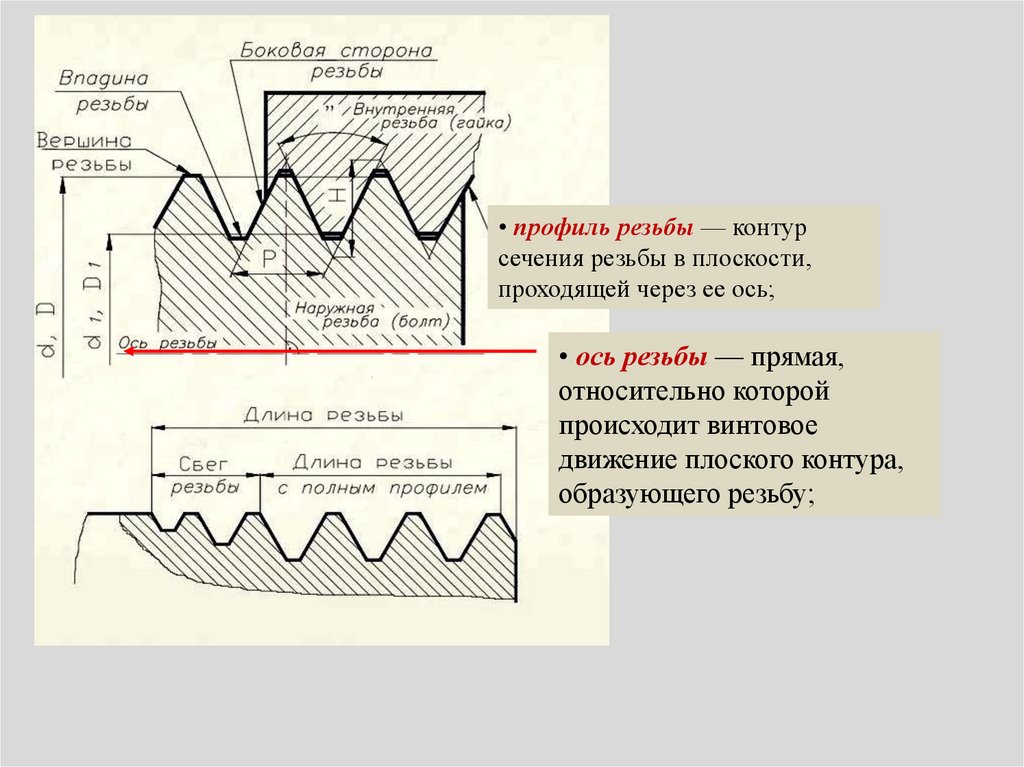
• профиль резьбы — контурсечения резьбы в плоскости,
проходящей через ее ось;
• ось резьбы — прямая,
относительно которой
происходит винтовое
движение плоского контура,
образующего резьбу;
45.
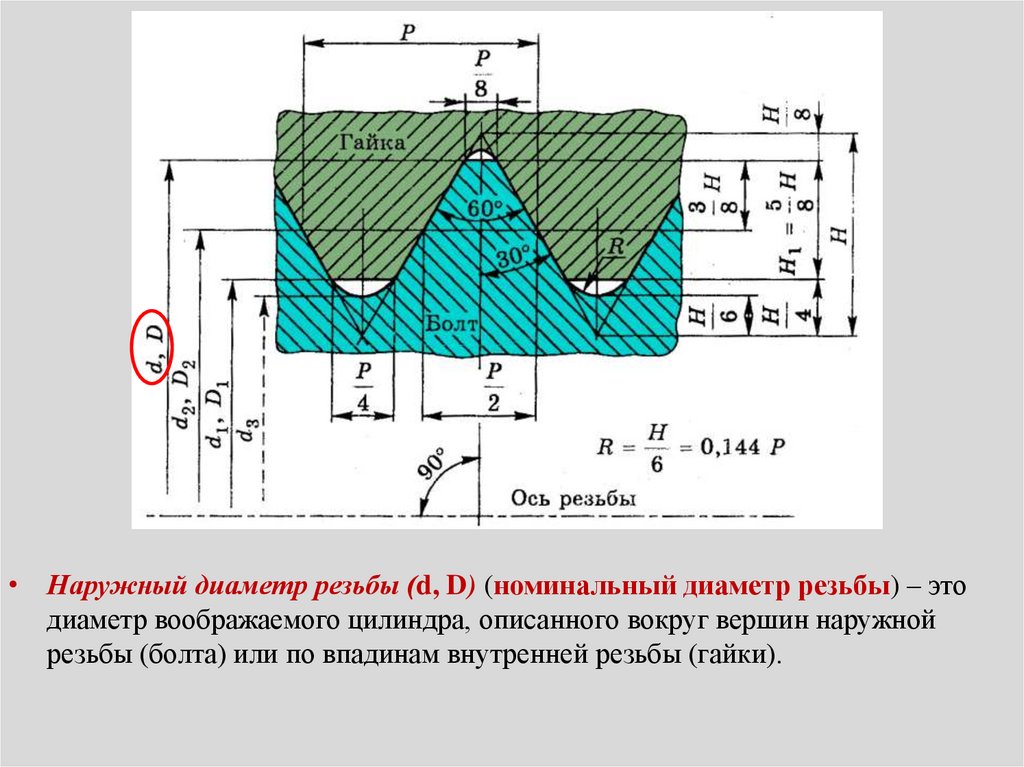
• Наружный диаметр резьбы (d, D) (номинальный диаметр резьбы) – этодиаметр воображаемого цилиндра, описанного вокруг вершин наружной
резьбы (болта) или по впадинам внутренней резьбы (гайки).
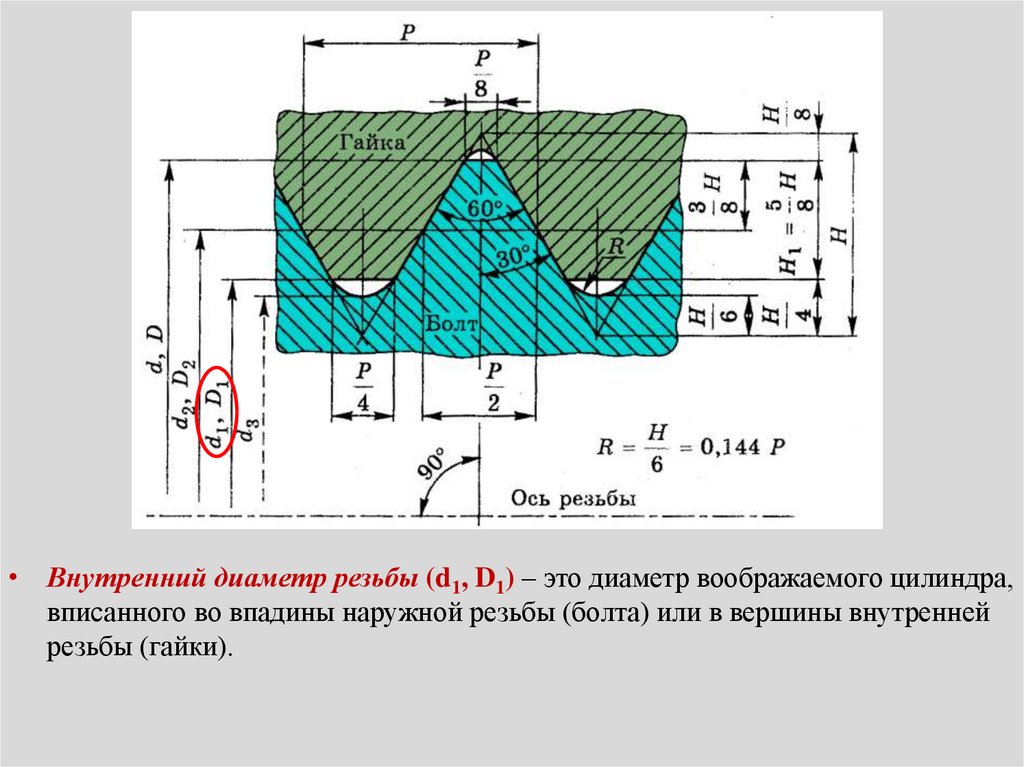
46.
• Внутренний диаметр резьбы (d1, D1) – это диаметр воображаемого цилиндра,вписанного во впадины наружной резьбы (болта) или в вершины внутренней
резьбы (гайки).
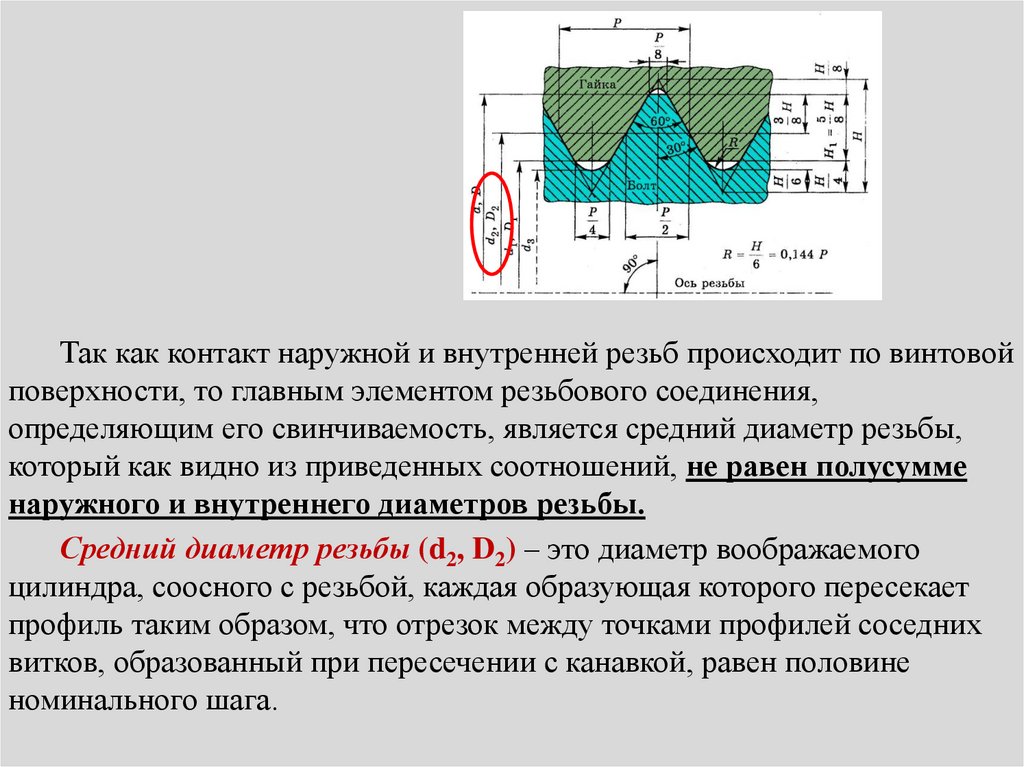
47.
Так как контакт наружной и внутренней резьб происходит по винтовойповерхности, то главным элементом резьбового соединения,
определяющим его свинчиваемость, является средний диаметр резьбы,
который как видно из приведенных соотношений, не равен полусумме
наружного и внутреннего диаметров резьбы.
Средний диаметр резьбы (d2, D2) – это диаметр воображаемого
цилиндра, соосного с резьбой, каждая образующая которого пересекает
профиль таким образом, что отрезок между точками профилей соседних
витков, образованный при пересечении с канавкой, равен половине
номинального шага.
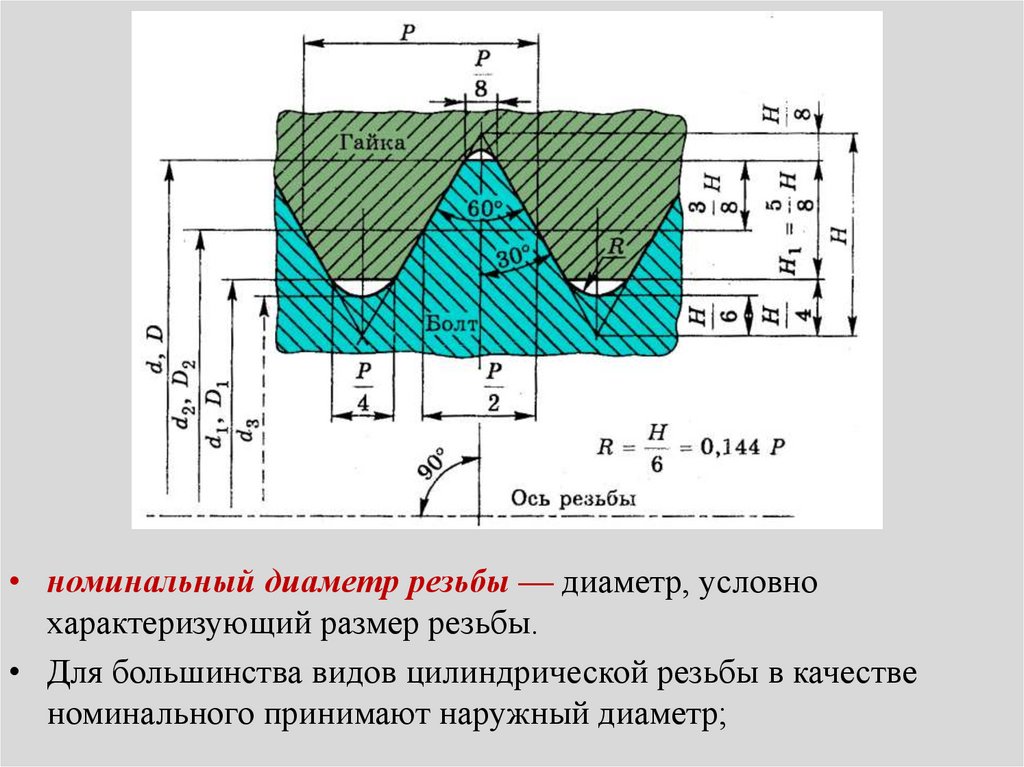
48.
• номинальный диаметр резьбы — диаметр, условнохарактеризующий размер резьбы.
• Для большинства видов цилиндрической резьбы в качестве
номинального принимают наружный диаметр;
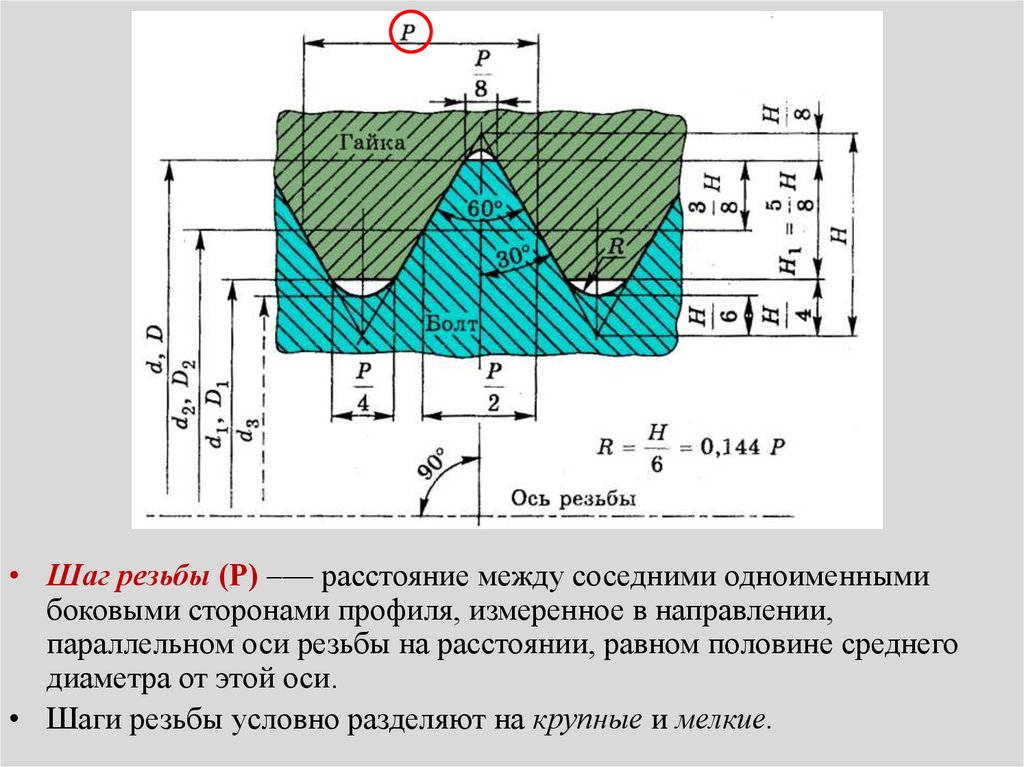
49.
• Шаг резьбы (Р) –— расстояние между соседними одноименнымибоковыми сторонами профиля, измеренное в направлении,
параллельном оси резьбы на расстоянии, равном половине среднего
диаметра от этой оси.
• Шаги резьбы условно разделяют на крупные и мелкие.
50.
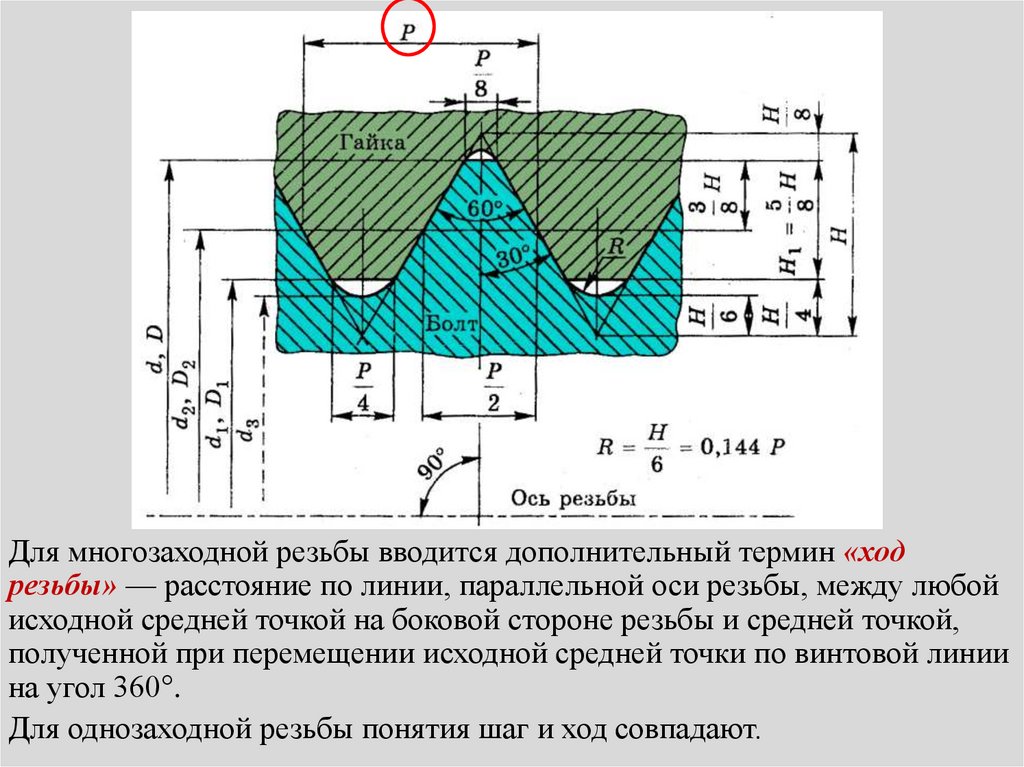
Для многозаходной резьбы вводится дополнительный термин «ходрезьбы» — расстояние по линии, параллельной оси резьбы, между любой
исходной средней точкой на боковой стороне резьбы и средней точкой,
полученной при перемещении исходной средней точки по винтовой линии
на угол 360°.
Для однозаходной резьбы понятия шаг и ход совпадают.
51.
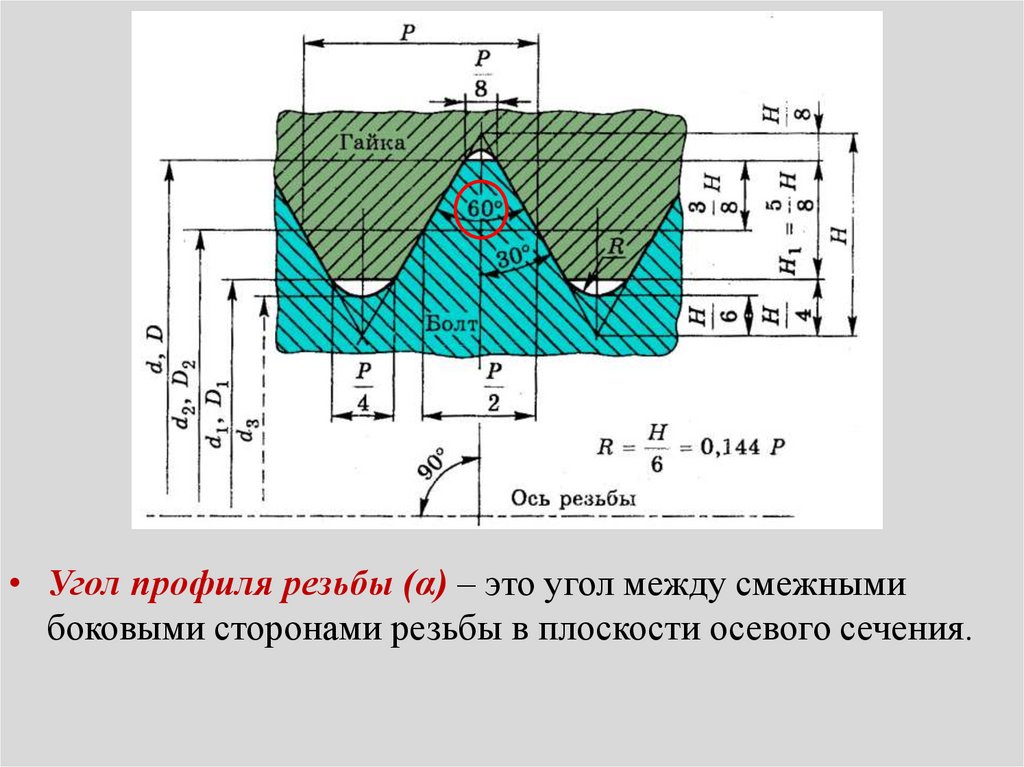
• Угол профиля резьбы (α) – это угол между смежнымибоковыми сторонами резьбы в плоскости осевого сечения.
52.
• высота исходного профиля Н — расстояние в направлении,перпендикулярном к оси резьбы, между двумя параллельными
прямыми, в которые вписан остроугольный профиль,
полученный продолжением боковых сторон профиля до их
пересечения;
53.
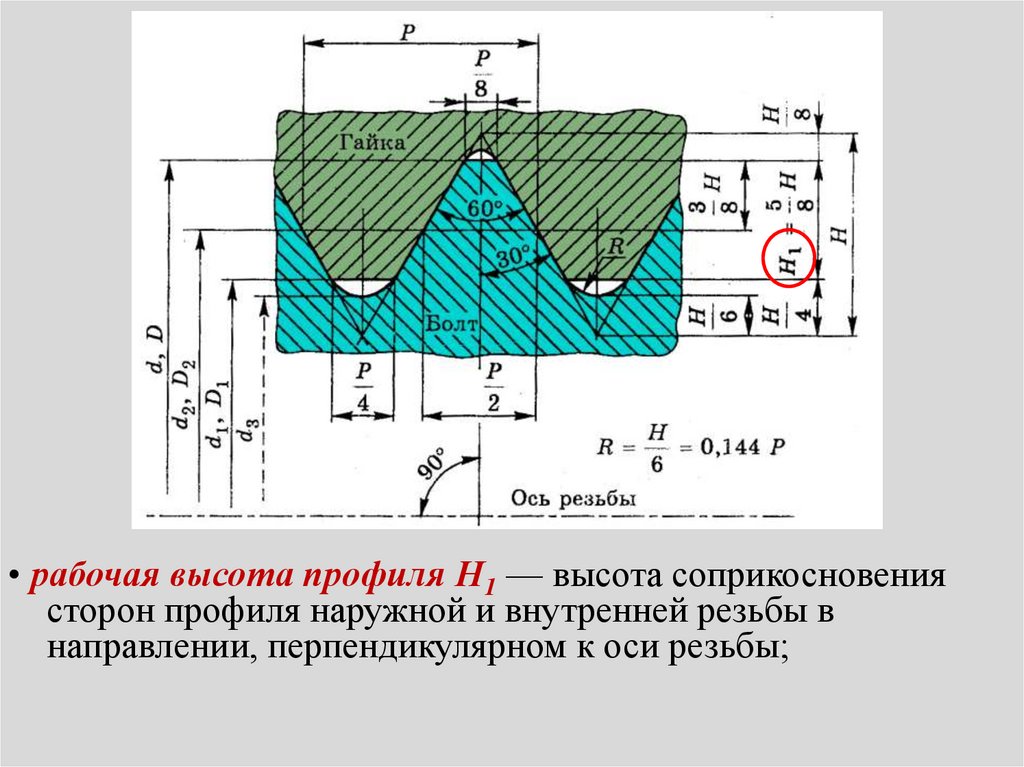
• рабочая высота профиля Н1 — высота соприкосновениясторон профиля наружной и внутренней резьбы в
направлении, перпендикулярном к оси резьбы;
54.
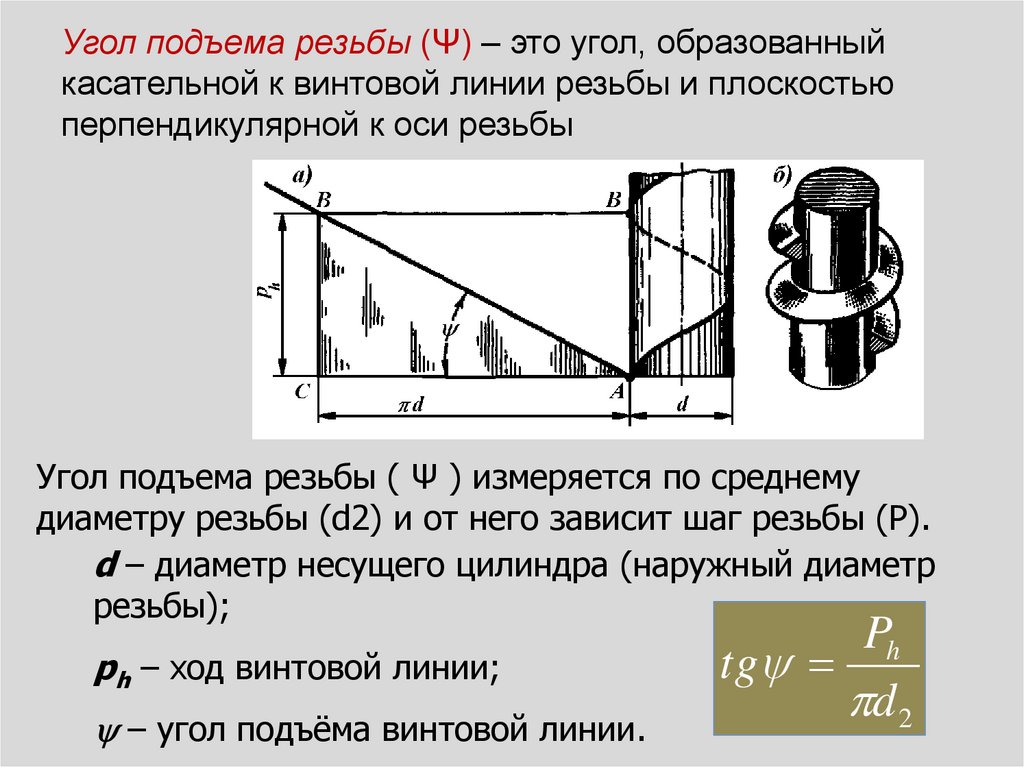
Угол подъема резьбы (Ψ) – это угол, образованныйкасательной к винтовой линии резьбы и плоскостью
перпендикулярной к оси резьбы
Угол подъема резьбы ( Ψ ) измеряется по среднему
диаметру резьбы (d2) и от него зависит шаг резьбы (Р).
d – диаметр несущего цилиндра (наружный диаметр
резьбы);
ph – ход винтовой линии;
– угол подъёма винтовой линии.
Ph
tg
d 2
55.
Основные элементы и параметры ее задаются в миллиметрах(ГОСТ 24705-81)
ГОСТ 8724-81 «ОН В. Резьба метрическая. Диаметры и шаги»
установлено три ряда диаметров метрической резьбы. При
выборе резьб первый ряд следует предпочесть второму, второй —
третьему.
Метрические резьбы приняты с крупным и мелким шагом.
Каждому диаметру соответствует свой крупный шаг и
несколько мелких шагов.
Причем мелкий шаг резьбы может быть разным для одного и
того же диаметра, а крупный имеет только одно значение.
Крупный шаг в условном обозначении резьбы не указывается.
Например: для резьбы диаметром 10 мм крупный шаг резьбы
равен 1,5 мм, мелкий -1,25; 1; 0,75; 0,5 мм.
56.
57.
58.
3. Влияние погрешностей параметроврезьбы на взаимозаменяемость
Основным параметром, определяющим
характер посадки резьбовых деталей,
является средний диаметр, потому что
резьба должна сопрягаться только по
боковым сторонам профиля.
Допуски на внешний диаметр резьбы
рассчитываются так, чтобы ликвидировать
возможность зажима по вершинам и
впадинам резьбы.
59.
Практическиневозможно
выполнить
абсолютно
точно
размеры
указанных
элементов, потому что при их изготовлении
имеют место ошибки среднего диаметра, шага
резьбы и угла профиля винта и гайки.
Но обеспечить при этом соединение
деталей резьбы можно путем уменьшения
среднего диаметра винта и увеличением
среднего диаметра гайки.
В результате этого по среднему диаметру
между
винтом
и
гайкой
образуется
дополнительный зазор, компенсирующий
ошибки шага и угла профиля сопряженных
деталей.
60.
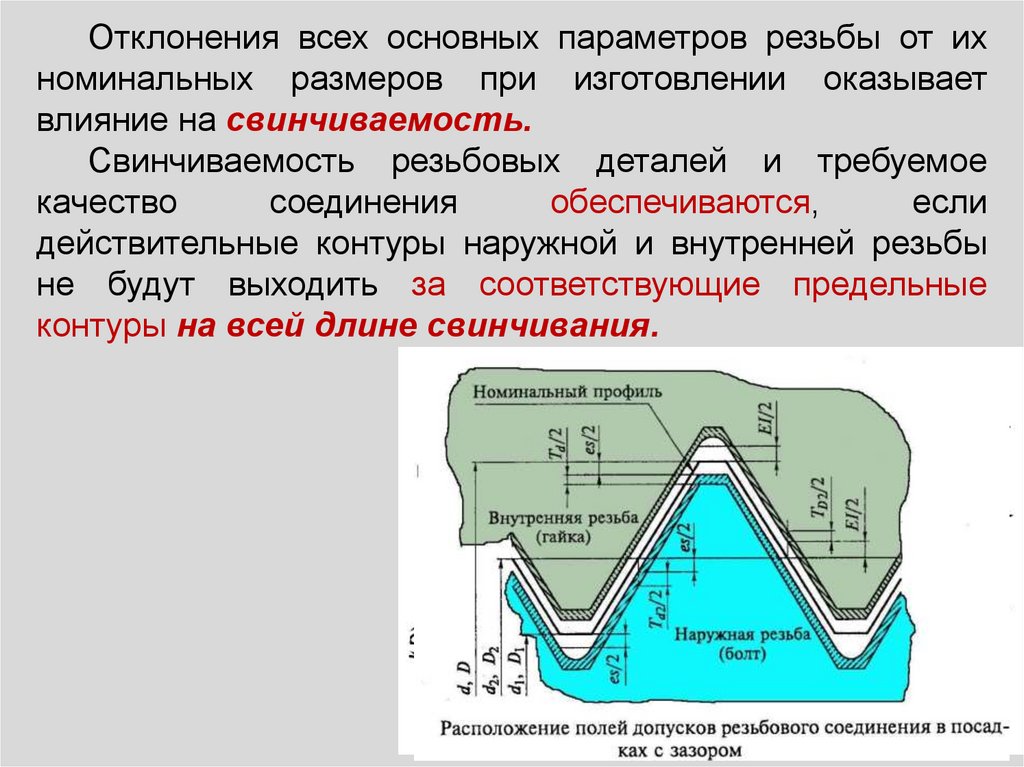
Отклонения всех основных параметров резьбы от ихноминальных размеров при изготовлении оказывает
влияние на свинчиваемость.
Свинчиваемость резьбовых деталей и требуемое
качество
соединения
обеспечиваются,
если
действительные контуры наружной и внутренней резьбы
не будут выходить за соответствующие предельные
контуры на всей длине свинчивания.
61.
Главная роль среднего диаметра резьбы вобеспечении взаимозаменяемости обусловлена
тем, что помимо влияния на свинчиваемость,
погрешности среднего диаметра резьбы вместе с
погрешностями шага и угла профиля резьбы
определяют взаимное положение боковых сторон
профиля, по которым происходит контакт болта с
гайкой, и таким образом оказывают существенное
влияние на прочность резьбового соединения.
62.
Что касается влияния на прочность резьбовогосоединения погрешностей шага резьбы и угла
профиля, оно проявляется уменьшением расчетной
площади контакта боковых сторон профиля резьбы
на длине свинчивания. Предельные отклонения
шага профиля резьбы и угла наклона боковой
стороны
профиля
нормируют
для
резьб,
предназначенных для образования посадок с
натягом и переходных.
63.
Для резьб, предназначенных для образованияпосадок с зазором, эти погрешности отдельно не
нормируются, а устанавливается суммарный
допуск на средний диаметр. Суммарный допуск на
средний диаметр включает в себя допускаемые
отклонения собственно среднего диаметра и
диаметральные компенсации погрешности шага и
угла профиля.
64.
Взаимозаменяемостьрезьбовых
соединений состоит в том, что винт
заданного размера должен завинчиваться с
любой гайкой того же номинального размера
по всей длине соединения. Так как резьба
соединяется по бокам профиля, на
завинчивание винта и гайки влияет не только
средний диаметр, но и шаг резьбы, и угол
наклона профиля.
65.
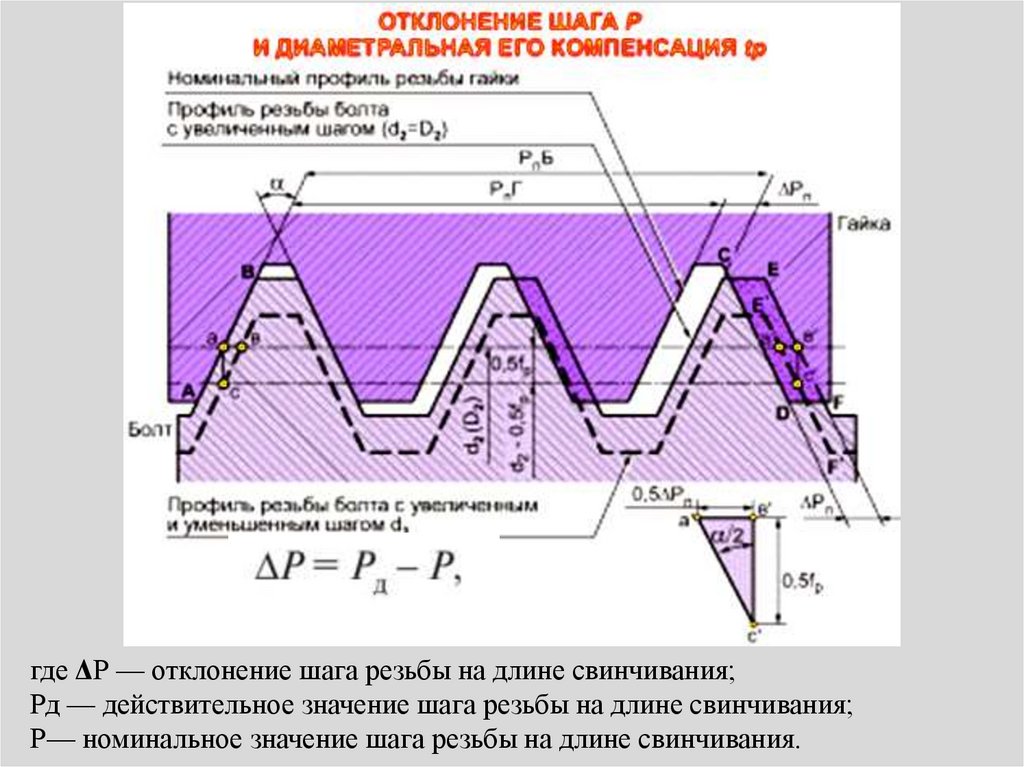
4. Отклонения шага резьбы и егодиаметральная компенсация
При изготовлении резьбы неизбежны погрешности ее
профиля и размеров, которые нарушают свинчиваемость
и ухудшают качество соединения.
Свинчиваемость всех видов цилиндрической резьбы с
прямолинейными боковыми сторонами профиля при
наличии отклонения шага и угла профиля обеспечивается
за счет отклонений среднего диаметра резьбы.
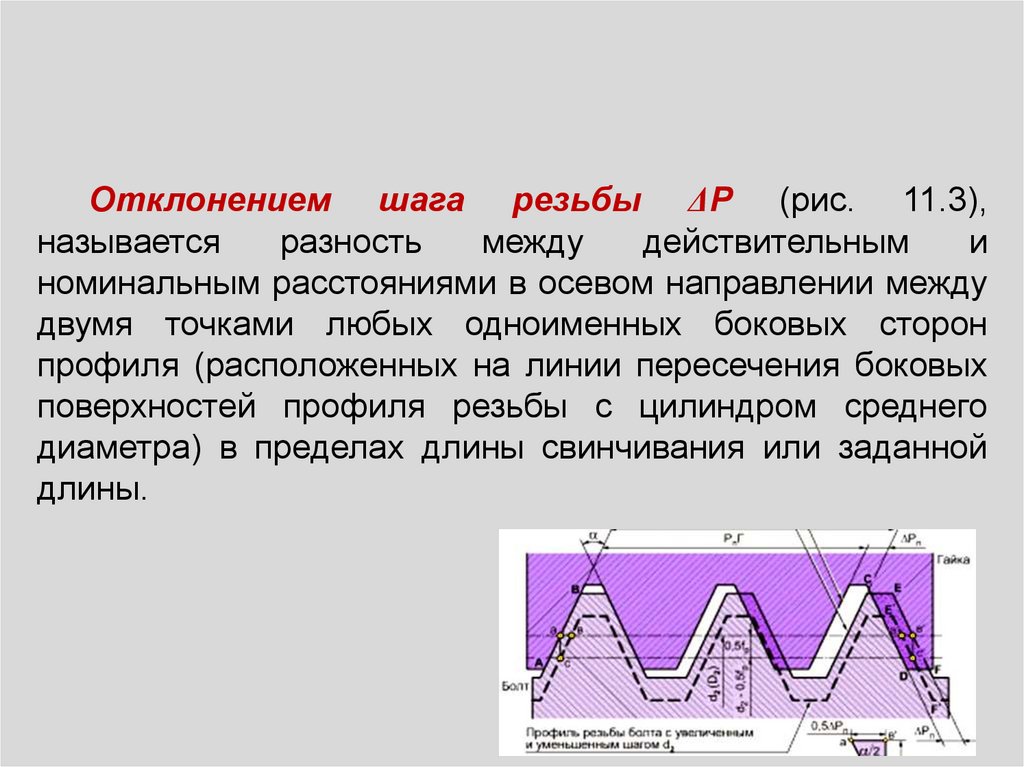
66.
Отклонением шага резьбы ΔР (рис. 11.3),называется
разность
между
действительным
и
номинальным расстояниями в осевом направлении между
двумя точками любых одноименных боковых сторон
профиля (расположенных на линии пересечения боковых
поверхностей профиля резьбы с цилиндром среднего
диаметра) в пределах длины свинчивания или заданной
длины.
67.
где ΔР — отклонение шага резьбы на длине свинчивания;Рд — действительное значение шага резьбы на длине свинчивания;
Р— номинальное значение шага резьбы на длине свинчивания.
68.
69.
Отклонениешага
складывается
из
прогрессивных погрешностей шага, возрастающих
пропорционально количеству витков резьбы на
длине
свинчивания,
изменяющихся
по
периодическому закону, и местных, независящих
от количества витков резьбы на длине
свинчивания.
Местные
погрешности
шага
являются
следствием местного износа резьбы ходовых
винтов металлорежущих станков, погрешностей
шага
многопрофильных
резьбообразующих
инструментов,
неоднородности
материала
заготовки и т.д.
Обычно
прогрессивные
погрешности
превышают местные.
70.
Наибольшая погрешность шага (DРn) на длинесвинчивания равна
DРn = пР6 - пРг,
где п — число витков резьбы на длине
свинчивания; пР6 , пРг — шаг резьбы болта и
гайки соответственно.
Эта погрешность может быть компенсирована
разностью диаметров гайки D2 и болта d2 , т.е.
fP = D2 - d2.
Величина fP называется диаметральной
компенсацией погрешностей шага резьбы.
71.
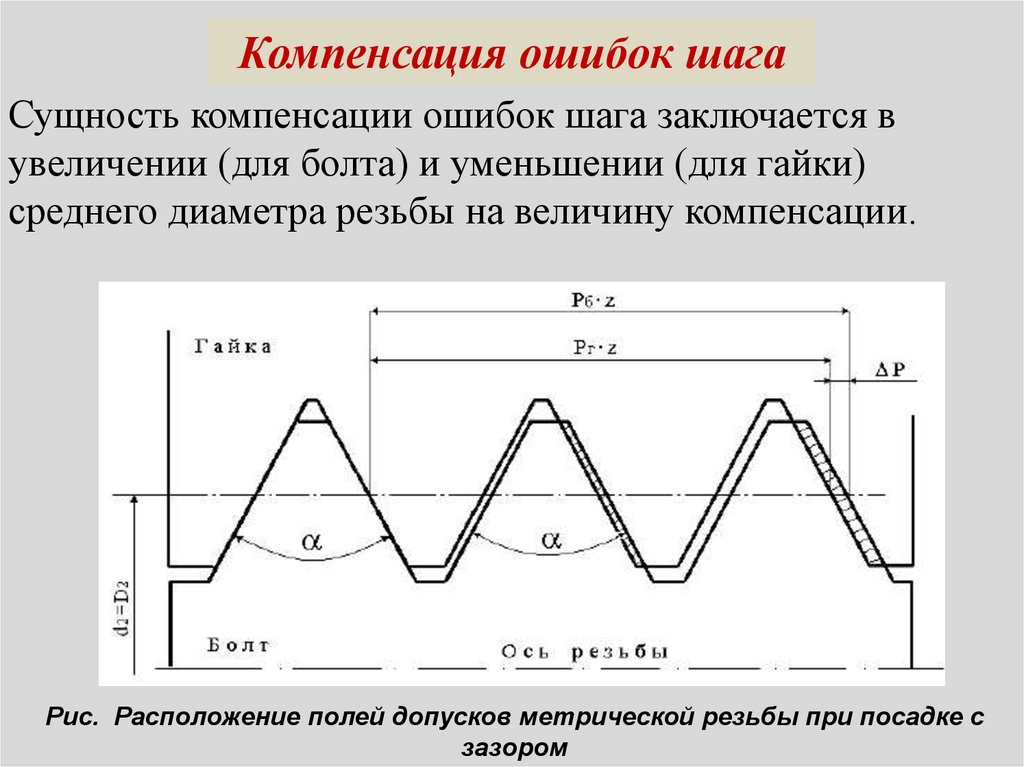
Компенсация ошибок шагаСущность компенсации ошибок шага заключается в
увеличении (для болта) и уменьшении (для гайки)
среднего диаметра резьбы на величину компенсации.
Рис. Расположение полей допусков метрической резьбы при посадке с
зазором
72.
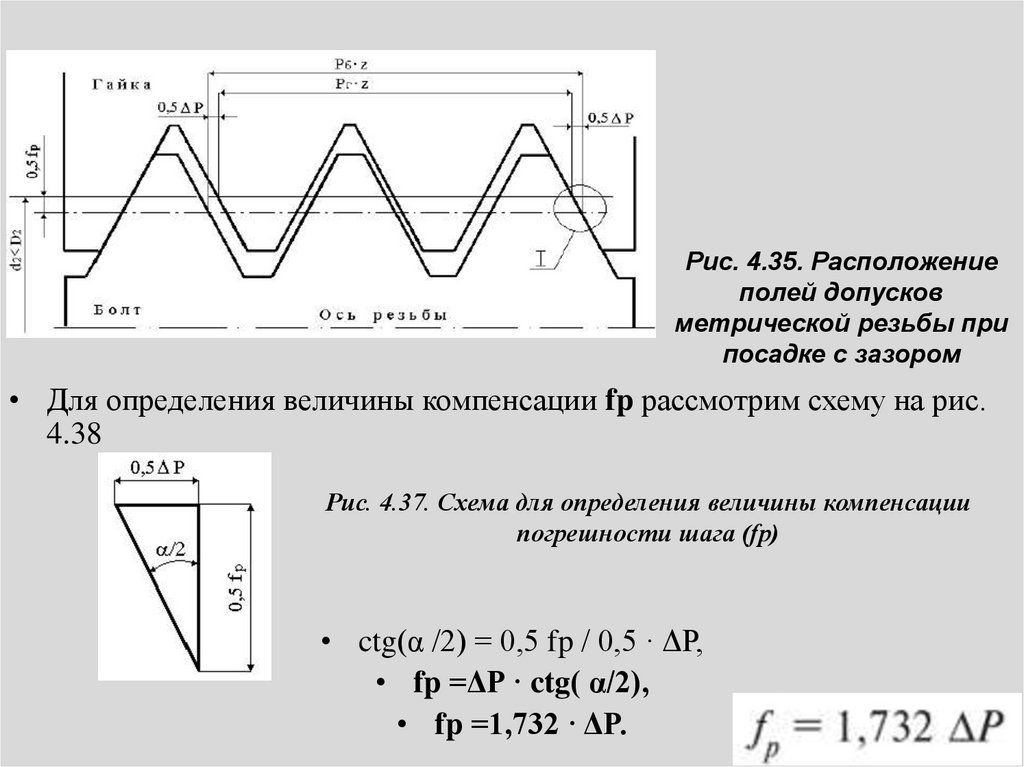
Рис. 4.35. Расположениеполей допусков
метрической резьбы при
посадке с зазором
• Для определения величины компенсации fp рассмотрим схему на рис.
4.38
Рис. 4.37. Схема для определения величины компенсации
погрешности шага (fp)
• ctg(α /2) = 0,5 fp / 0,5 · ΔP,
• fp =ΔP · ctg( α/2),
• fp =1,732 · ΔP.
73.
Так если имеется погрешность шага в 10мкм, то для ее компенсации следует
уменьшить средний диаметр у болта или
увеличить средний диаметр у гайки на 17,32
мкм и тогда произойдет компенсация ошибок
шага и будет обеспечено свинчивание
резьбовых элементов деталей.
74.
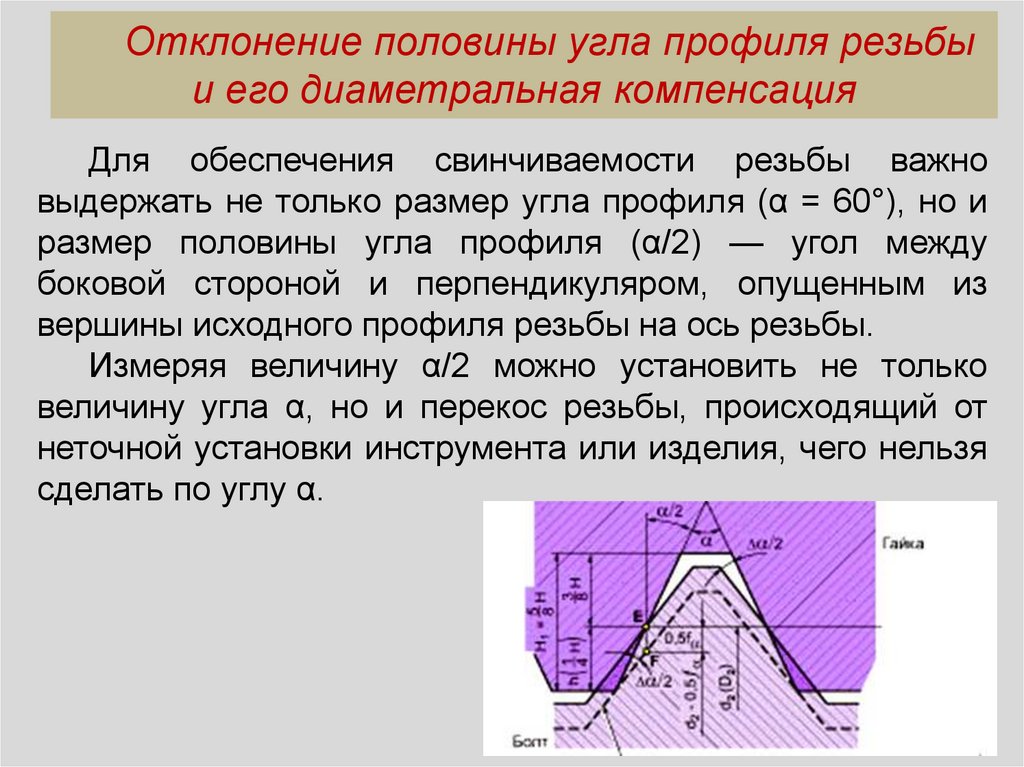
Отклонение половины угла профиля резьбыи его диаметральная компенсация
Для обеспечения свинчиваемости резьбы важно
выдержать не только размер угла профиля (α = 60°), но и
размер половины угла профиля (α/2) — угол между
боковой стороной и перпендикуляром, опущенным из
вершины исходного профиля резьбы на ось резьбы.
Измеряя величину α/2 можно установить не только
величину угла α, но и перекос резьбы, происходящий от
неточной установки инструмента или изделия, чего нельзя
сделать по углу α.
75.
76.
77.
Компенсация погрешности угла профиляПогрешность угла профиля или угла наклона
боковой стороны возникает, обычно, от погрешности
профиля режущего инструмента или погрешности его
установки на станке относительно заготовки.
Компенсация погрешности профиля резьбы
производится также изменением значения среднего
диаметра, т. е. увеличением среднего диаметра гайки или
уменьшением среднего диаметра болта.
Величина fα для метрической резьбы:
fα≈ 0,36 · Δ (α/2), мкм,
.
78.
79.
Суммарный допуск среднего диаметрарезьбы
Установление
взаимосвязи
между
отклонениями (погрешностями) шага и угла
профиля резьбы со средним диаметром является
важнейшим условием в системе допусков
резьбовых соединений. Допуски шага и угла
профиля в этой связи нормировать в отдельности
для посадок с зазором крепежных метрических
резьб нет необходимости.
В таблицах ГОСТ 16093 — 2004 допуски на шаг
и угол профиля отсутствуют, так как предельные
погрешности шага и угла профиля пересчитаны и
включены в допуск среднего диаметра, который
называется суммарным.
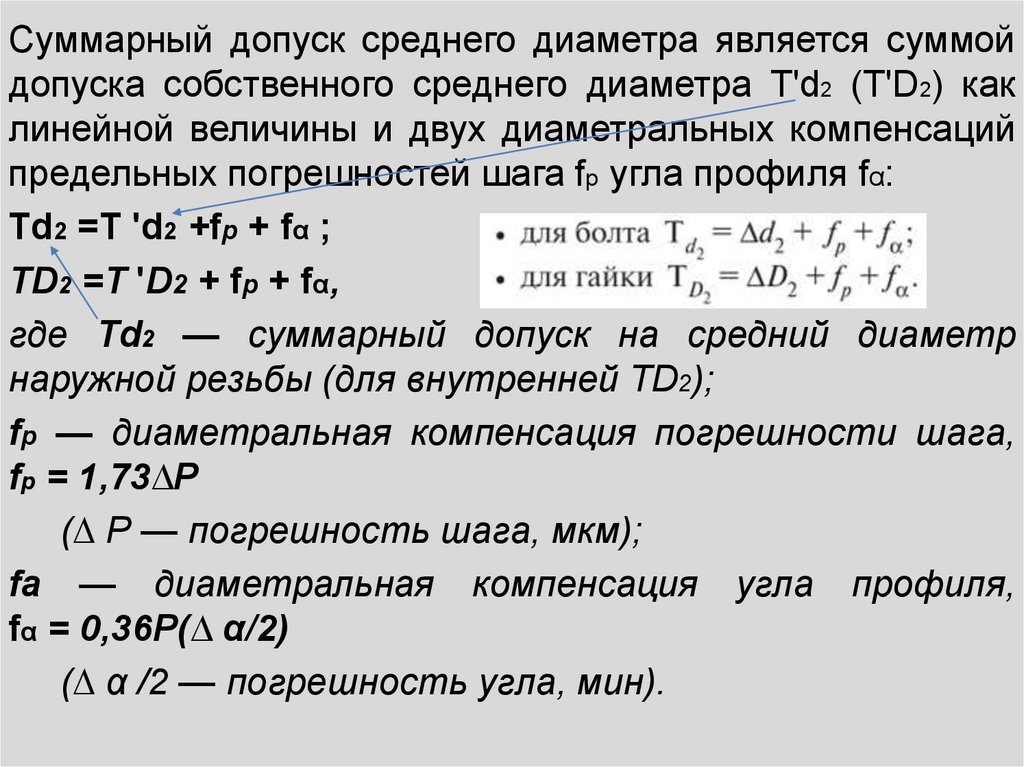
80.
Суммарный допуск среднего диаметра является суммойдопуска собственного среднего диаметра T'd2 (T'D2) как
линейной величины и двух диаметральных компенсаций
предельных погрешностей шага fp угла профиля fα:
Td2 =T 'd2 +fp + fα ;
TD2 =T 'D2 + fp + fα,
где Td2 — суммарный допуск на средний диаметр
наружной резьбы (для внутренней TD2);
fp — диаметральная компенсация погрешности шага,
fp = 1,73∆Р
(∆ Р — погрешность шага, мкм);
fa — диаметральная компенсация угла профиля,
fα = 0,36Р(∆ α/2)
(∆ α /2 — погрешность угла, мин).
81.
При изготовлении резьбы технологу можнораспределить суммарный допуск между тремя
параметрами резьбы - средним диаметром,
шагом, углом профиля.
Часто допуск делят на три равные части, но
при наличии запаса по точности у станков можно
задать меньшие допуски на шаг и большие на
угол и средний диаметр и т.д.
82.
• Длина свинчивания (l) – это длина взаимногосоприкосновения наружной и внутренней резьбы в
осевом направлении. Часто этот элемент называют
высотой гайки.
• Стандартом (CЭВ 640–77) установлены три группы
свинчивания:
• S – короткие (<2,24 · P · d 0,2),
• N – нормальные (2,24 · P · d 0,2... 6,7 · P · d 0,2),
• L – длинные (>6,7 · P · d 0,2).
83.
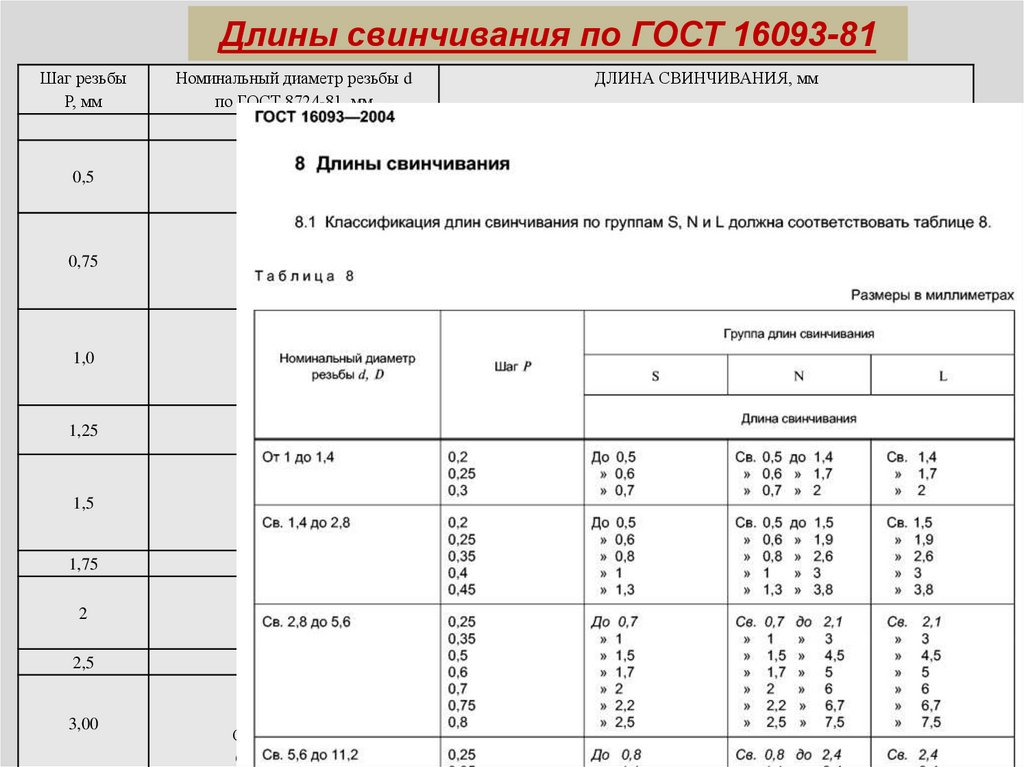
Длины свинчивания по ГОСТ 16093-81Шаг резьбы
Р, мм
Номинальный диаметр резьбы d
по ГОСТ 8724-81, мм
ДЛИНА СВИНЧИВАНИЯ, мм
S (малые)
N (нормальные)
L (большие)
0,5
Св. 2,8 до 5,6
Св. 5,6 до 11,2
Св. 11,2 до 22,4
До 1,5
До 1,6
До 1,8
Св. 1,5 до 4,5
Св. 1,6 до 4,7
Св. 1,8 до 5,5
Св. 4,5
Св. 4,7
Св. 5,5
0,75
Св. 2,8 до 5,6
Св. 5,6 до 11,2
Св. 11,2 до 22,4
Св. 22,4 до 45,0
До 2,2
До 2,4
До 2,8
До 3,1
Св. 2,2 до 6,7
Св. 2,4 до 7,1
Св. 2,8 до 8,3
Св. 3,1 до 9,5
Св. 6,7
Св. 7,1
Св. 8,3
Св. 9,5
1,0
Св. 5,6 до 11,2
Св. 11,2 до 22,4
Св. 22,4 до 45,0
Св. 45,0 до 90,0
До 3,0
До 3,8
До 4,0
До 4,8
Св. 3,0 до 9,0
Св. 3.8 до 11,0
Св. 4,0 до 12,0
Св. 4,8 до 14,0
Св. 9,0
Св. 11,0
Св. 12,0
Св. 14,0
1,25
Св. 5,6 до 11,2
Св. 11,2 до 22,4
До 4,0
До 4,5
Св. 4,0 до 12,0
Св. 4,5 до 13,0
Св. 12,0
Св. 13,0
1,5
Св. 5,6 до 11,2
Св. 11,2 до 22,4
Св. 22,4 до 45,0
Св. 45,0 до 90,0
До 5,0
До 5,6
До 6,3
До 7,5
Св. 5,0 до 15,0
Св. 5,6 до 16,0
Св. 6,3 до 19,0
Св. 7,5 до 22,0
Св. 15,0
Св. 16,0
Св. 19,0
Св. 22,0
1,75
Св. 11,2 до 22,4
До 6,0
Св. 6,0 до 18,0
Св. 18,0
2
Св. 11,2 до 22,4
Св. 22,4 до 45,0
Св. 45,0 до 90,0
До 8,0
До 8,5
До 9,5
Св. 8,0 до 24,0
Св. 8,5 до 25,0
Св. 9,5 до 28,0
Св. 24,0
Св. 25,0
Св. 28,0
2,5
Св. 11,2 до 22,4
До 10,0
Св. 10,0 до 30,0
Св. 30,0
3,00
Св. 22,4 до 45,0
Св. 45,0 до 90,0
Св. 90,0 до 180,0
Св. 180 до 355,0
До 12,0
До 15,0
До 18,0
До 20,0
Св. 12,0 до 36,0
Св. 15,0 до 45,0
Св. 18,0 до 53,0
Св. 20,0 до 60,0
Св. 36,0
Св. 45,0
Св. 53,0
Св. 60,0
84.
Из-заналичия
погрешностей
резьбовые
поверхности
болта
и
гайки
никогда
не
соприкасаются по всей винтовой поверхности, а
касаются только на отдельных участках.
Основное требование для крепежной резьбы —
обеспечение
свинчивания,
поэтому
представляется возможным изменять средний
диаметр у болта или гайки и добиваться
свинчивания при ошибках шага и профиля. При
этом контакт резьбы болта и гайки будет
обеспечен, но не по всей поверхности.
85.
Свинчиваемостьможно
считать
обеспеченной, если разность средних
диаметров резьб болта и гайки не
меньше
сумм
диаметральных
компенсаций шага и половины угла
профиля обеих деталей.
Для упрощения контроля резьб и расчета
допусков введено понятие приведенного
среднего
диаметра
резьбы,
учитывающего
влияние
на
свинчиваемость величин d2(D2), fp и fα .
86.
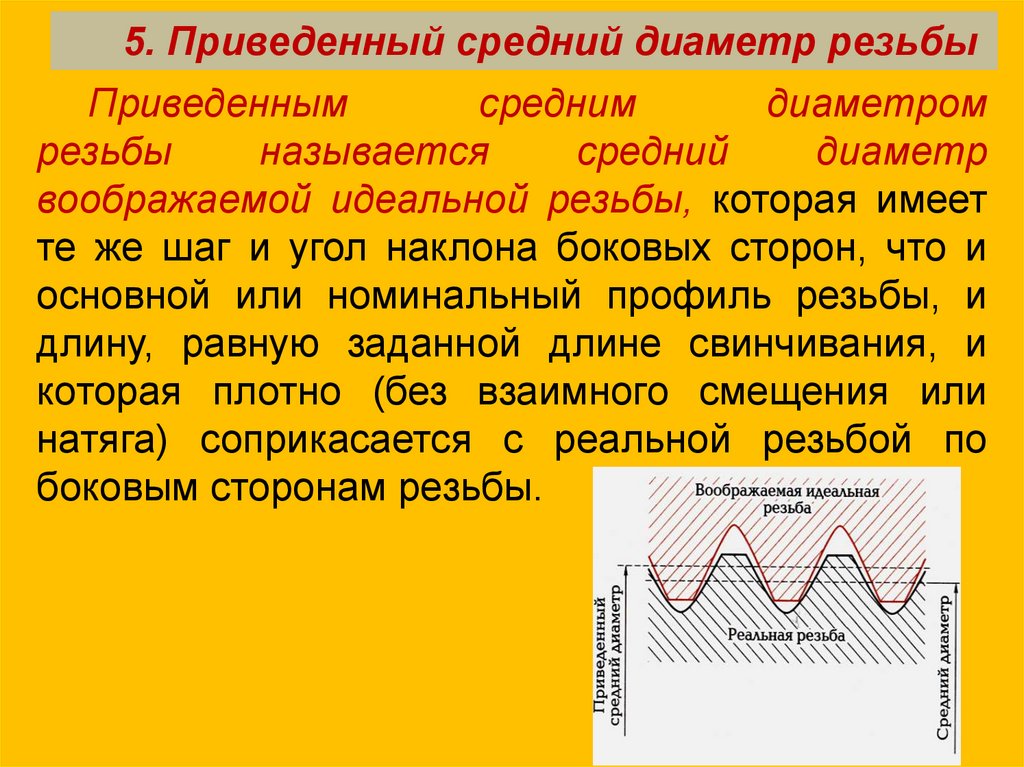
5. Приведенный средний диаметр резьбыПриведенным
средним
диаметром
резьбы
называется
средний
диаметр
воображаемой идеальной резьбы, которая имеет
те же шаг и угол наклона боковых сторон, что и
основной или номинальный профиль резьбы, и
длину, равную заданной длине свинчивания, и
которая плотно (без взаимного смещения или
натяга) соприкасается с реальной резьбой по
боковым сторонам резьбы.
87.
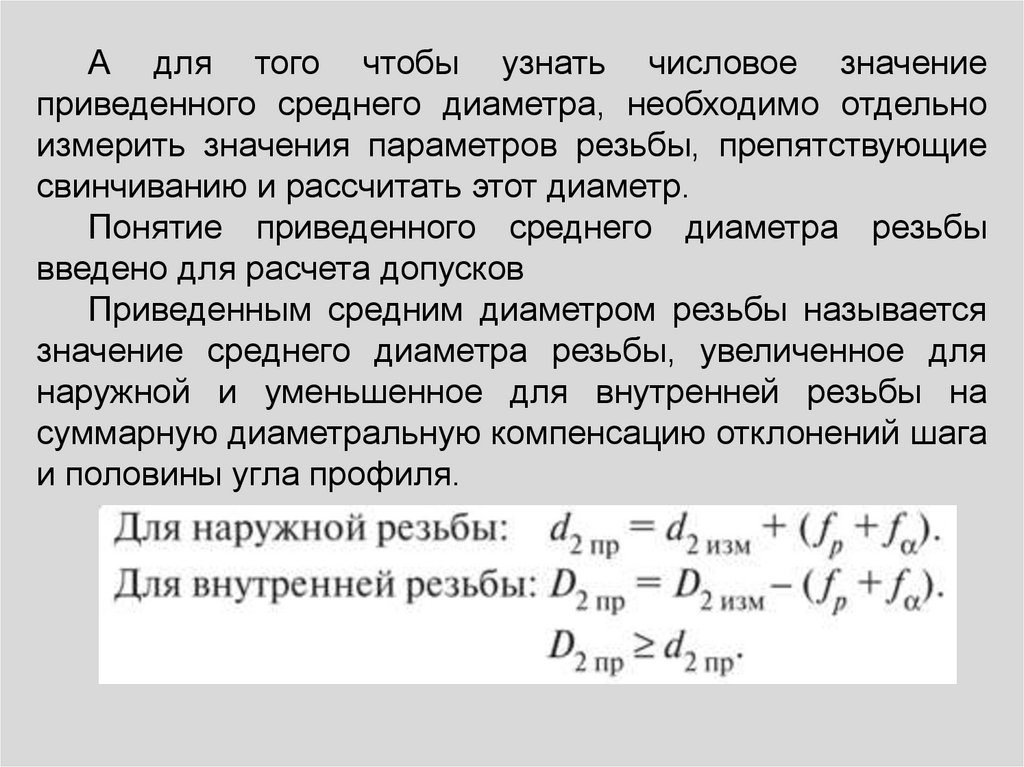
А для того чтобы узнать числовое значениеприведенного среднего диаметра, необходимо отдельно
измерить значения параметров резьбы, препятствующие
свинчиванию и рассчитать этот диаметр.
Понятие приведенного среднего диаметра резьбы
введено для расчета допусков
Приведенным средним диаметром резьбы называется
значение среднего диаметра резьбы, увеличенное для
наружной и уменьшенное для внутренней резьбы на
суммарную диаметральную компенсацию отклонений шага
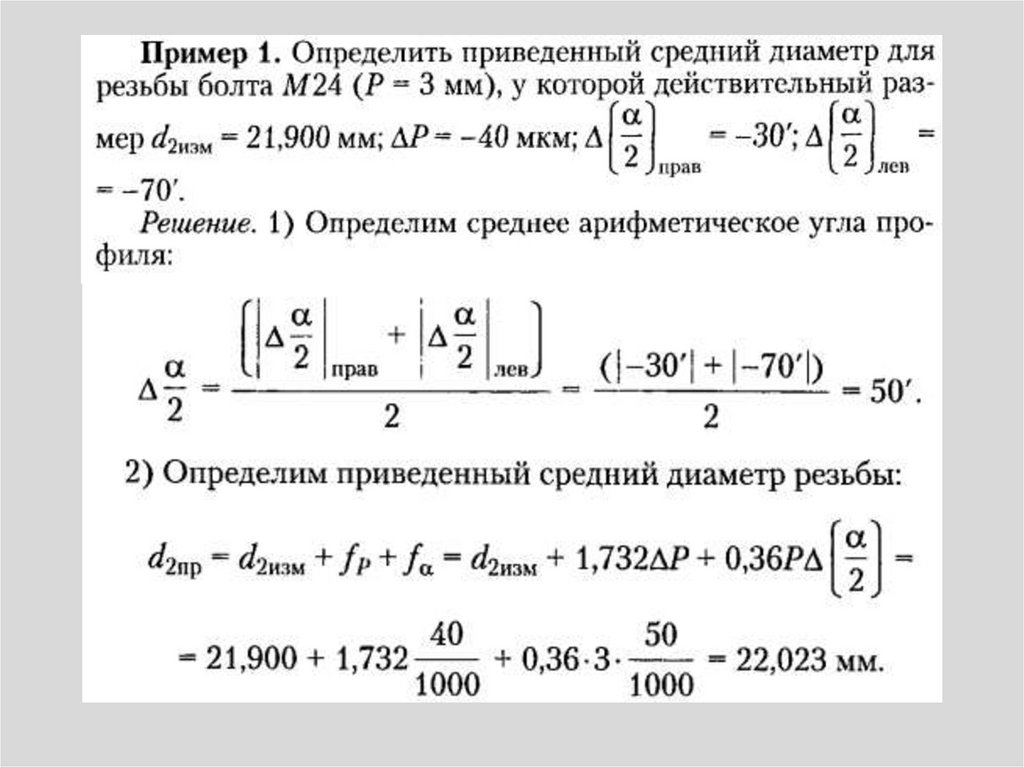
и половины угла профиля.
88.
Приведенныйсредний
диаметр
можно
представить как средний диаметр теоретической
резьбы, не имеющей на длине свинчивания
отклонений шага, угла профиля и отклонений
формы и свинчиваемой с действительной резьбой
плотно (без зазора и без натяга).
89.
90.
Допуск среднего диаметра резьбыДля
обеспечения
требований
взаимозаменяемости
свинчиваемых
изделий
устанавливают предельные контуры резьбы болта и
гайки.
Номинальный
контур
метрической
резьбы
является
• наибольшим предельным контуром резьбы болта
• и наименьшим предельным контуром резьбы
гайки (посадка с нулевым гарантированным
зазором).
От номинального контура в направлении,
перпендикулярном оси резьбы, отсчитываются
отклонения диаметров и располагаются поля
допусков, определяющие наименьший предельный
контур болта и наибольший - гайки.
91.
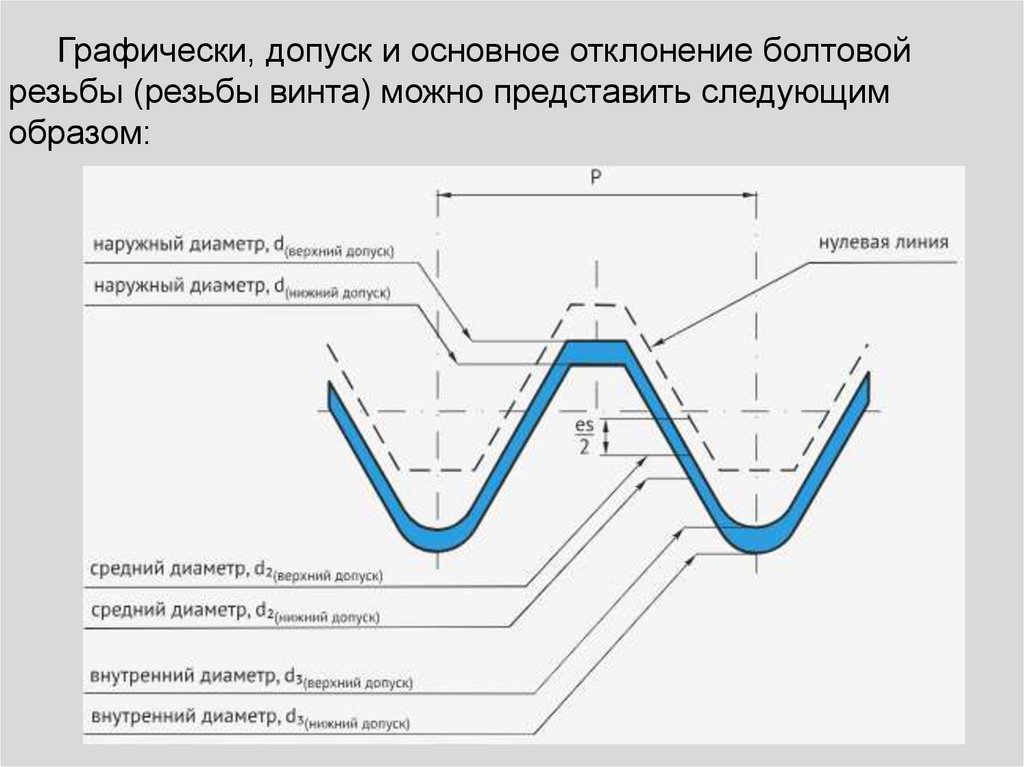
Графически, допуск и основное отклонение болтовойрезьбы (резьбы винта) можно представить следующим
образом:
92.
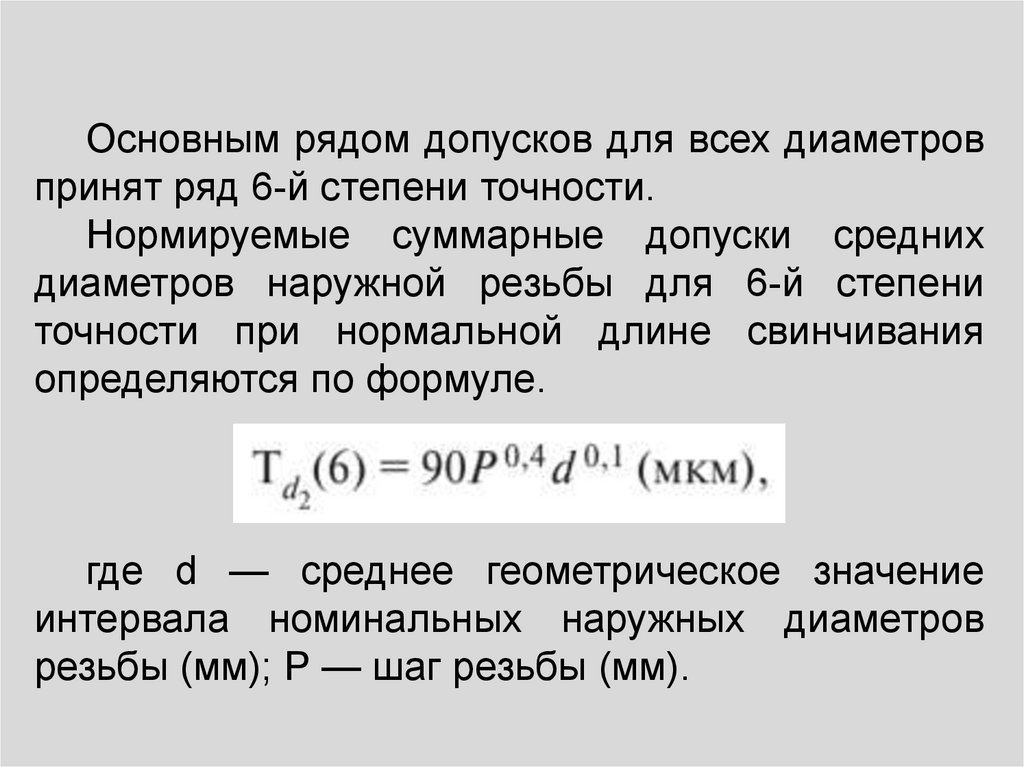
Основным рядом допусков для всех диаметровпринят ряд 6-й степени точности.
Нормируемые суммарные допуски средних
диаметров наружной резьбы для 6-й степени
точности при нормальной длине свинчивания
определяются по формуле.
где d — среднее геометрическое значение
интервала номинальных наружных диаметров
резьбы (мм); Р — шаг резьбы (мм).
93.
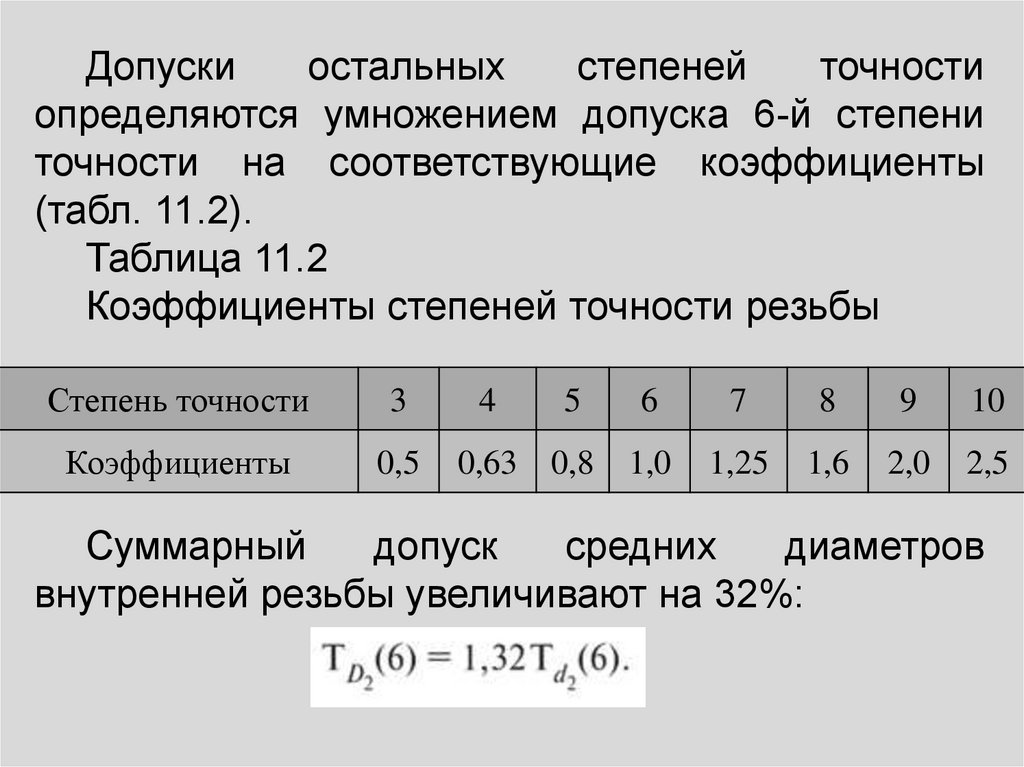
Допускиостальных
степеней
точности
определяются умножением допуска 6-й степени
точности на соответствующие коэффициенты
(табл. 11.2).
Таблица 11.2
Коэффициенты степеней точности резьбы
Степень точности
3
4
6
7
8
9
10
Коэффициенты
0,5
0,63 0,8 1,0
1,25
1,6
2,0
2,5
5
Суммарный
допуск
средних
диаметров
внутренней резьбы увеличивают на 32%:
94.
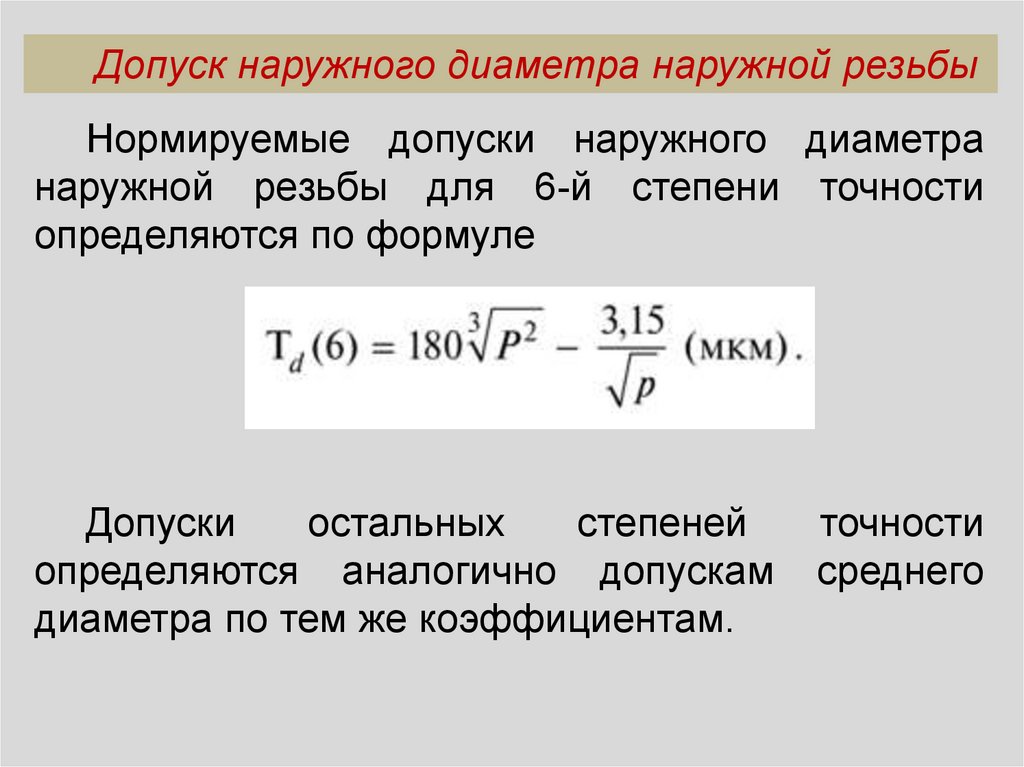
Допуск наружного диаметра наружной резьбыНормируемые допуски наружного диаметра
наружной резьбы для 6-й степени точности
определяются по формуле
Допуски
остальных
степеней
определяются аналогично допускам
диаметра по тем же коэффициентам.
точности
среднего
95.
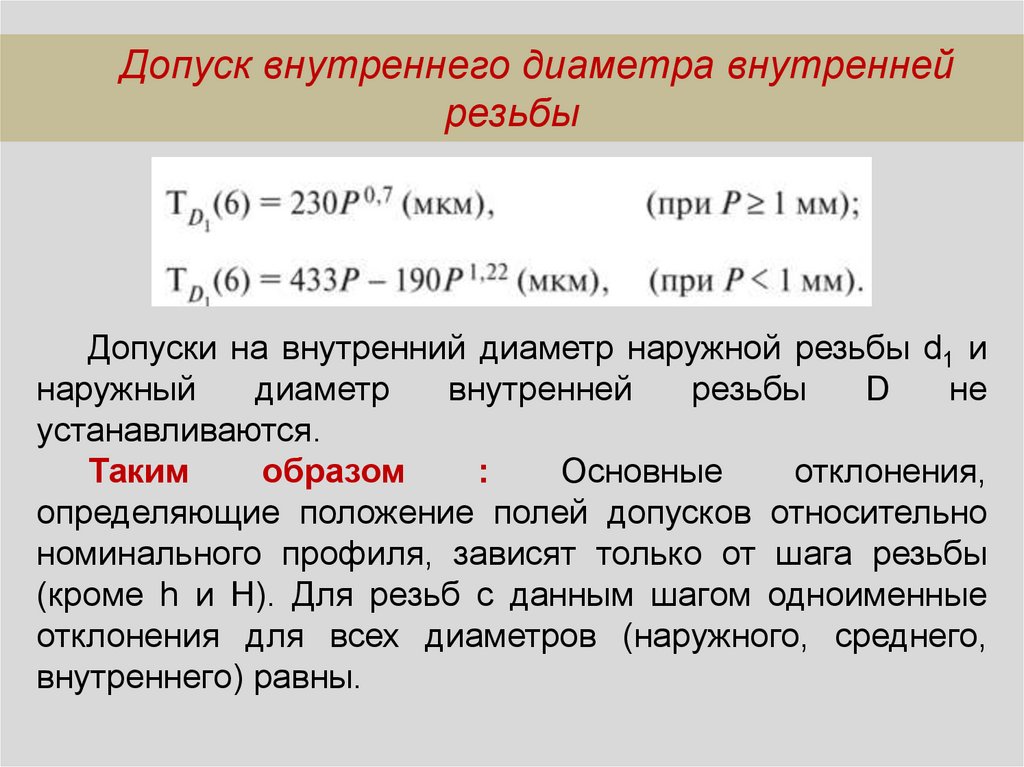
Допуск внутреннего диаметра внутреннейрезьбы
Допуски на внутренний диаметр наружной резьбы d1 и
наружный
диаметр
внутренней
резьбы
D
не
устанавливаются.
Таким
образом
:
Основные
отклонения,
определяющие положение полей допусков относительно
номинального профиля, зависят только от шага резьбы
(кроме h и Н). Для резьб с данным шагом одноименные
отклонения для всех диаметров (наружного, среднего,
внутреннего) равны.
96.
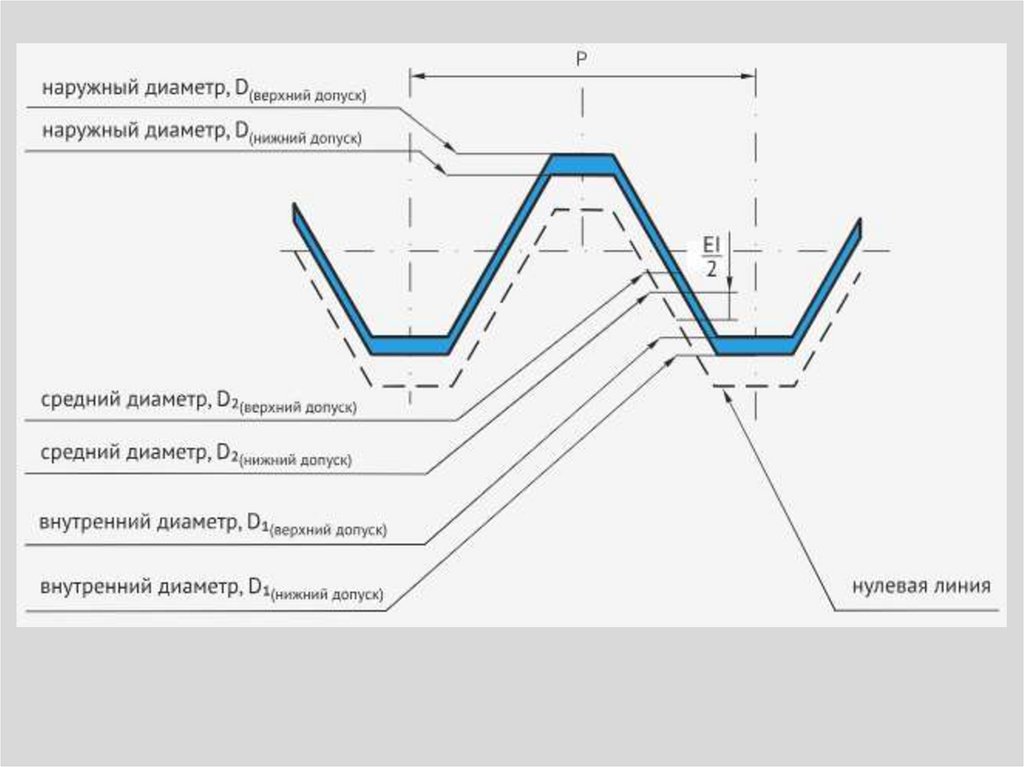
Всеотклонения
и
допуски
отсчитываются
от
номинального профиля в направлении, перпендикулярном
оси резьбы (рис. 14.101). На схемах принято указывать
половинные величины, полагая, что вторые половины
расположены на диаметрально противоположных профилях.
97.
98.
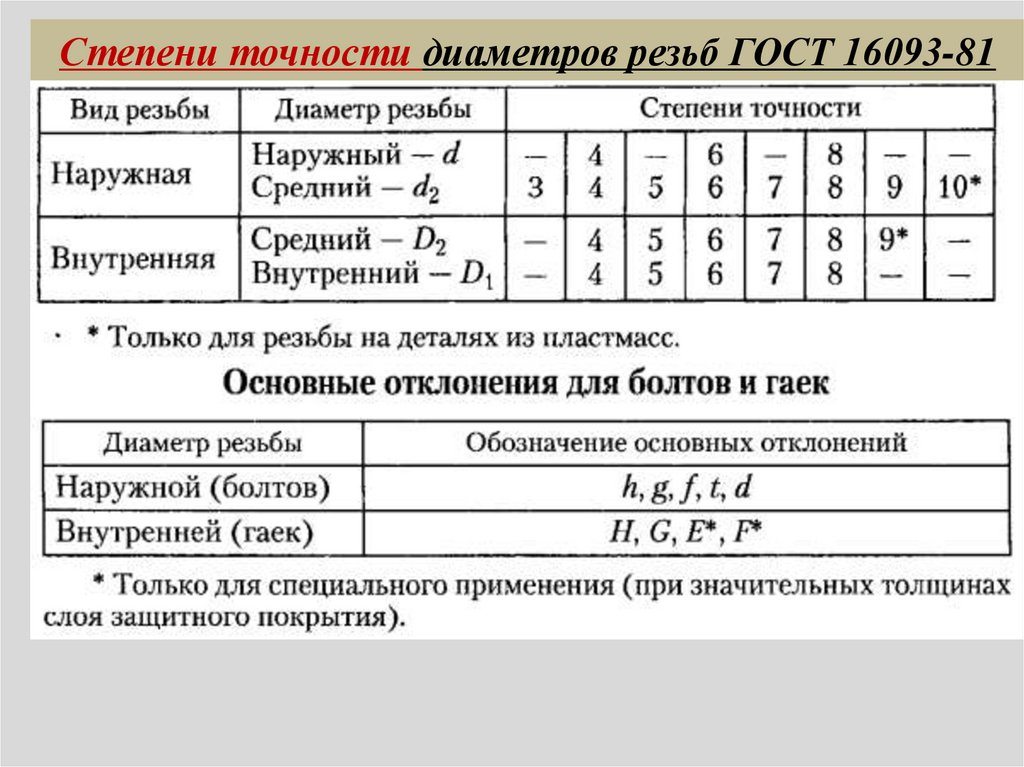
Степени точности диаметров резьб ГОСТ 16093-8199.
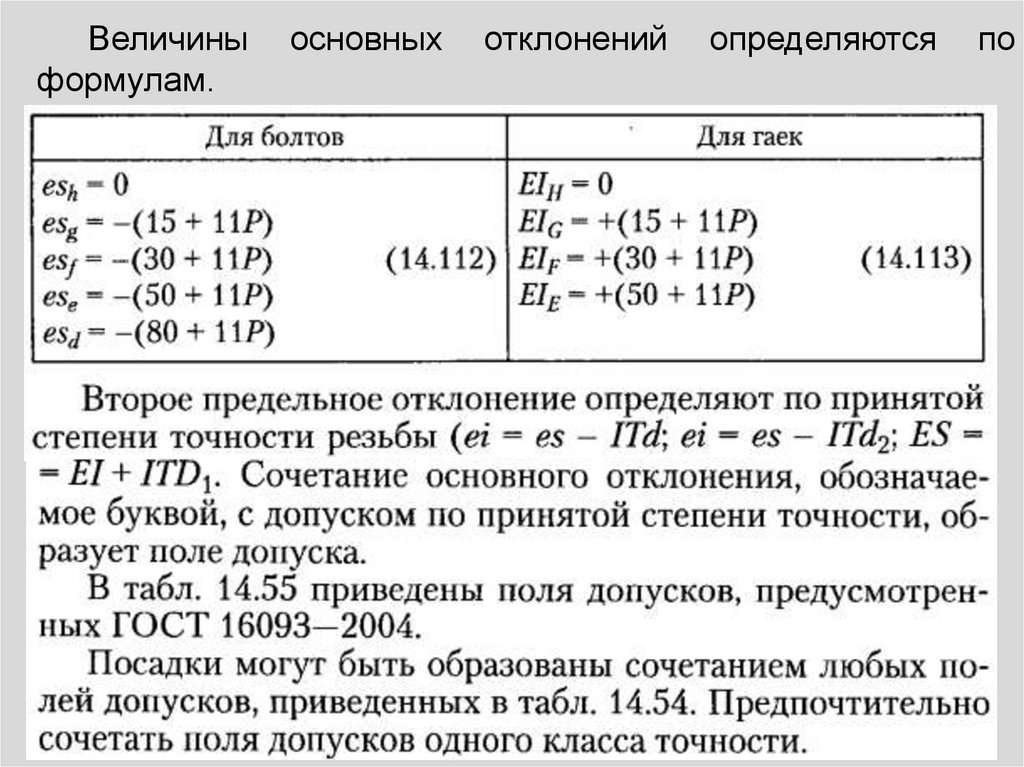
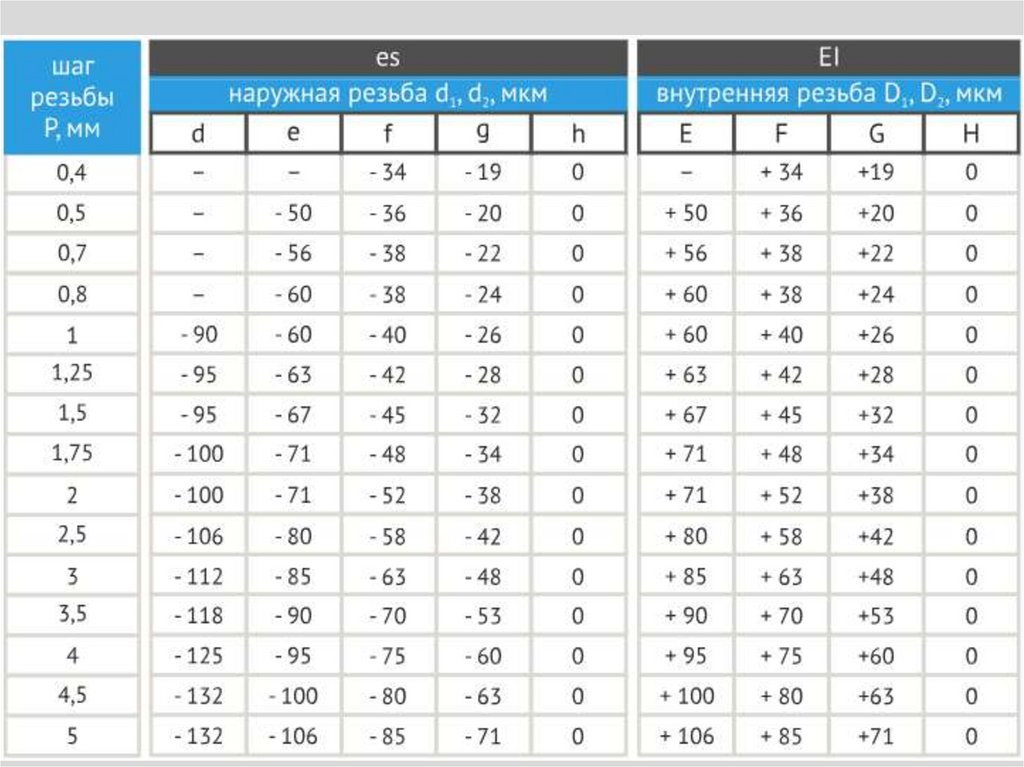
Величиныформулам.
основных
отклонений
определяются
по
100.
Классточности
Длина свинчивания
S
N
L
Поля допусков наружных резьб
Точный
—
(3h4h)
—
—
—
4g
6h
—
—
(5h4h)
Средний
5g6g (5g6g)
6d
6е
6f
[6g]
6h
(7e 6e)
—
(7e 6e)
Грубый
—
—
—
—
8g
(8h)
—
(9g8g)
—
—
Поля допусков гаек
Точный
—
4Н
—
4Н5Н; 5Н
—
6H
Средний
(5 H)
5Н
6G
[6Н]
(7G)
7H
Грубый
—
—
7G
7Н
(8G)
8H
Примечания:
1. Поля допусков, заключенные в скобки, по возможности применять не рекомендуется.
2. Поля допусков, заключенные в рамки, предпочтительные.
101.
В табл. приведены поля допусков наружной (болт) ивнутренней (гайка) резьб, используемых для образования
посадок с зазором.
В отличие от гладких соединений при обозначении
поля допуска резьбы на первом месте указывается
степень точности, а на втором — основное отклонение.
102.
Основные отклонения, определяющие положениеполей допусков относительно номинального профиля,
зависят только от шага резьбы (кроме h и Н). Для резьбы с
данным шагом одноименные основные отклонения для
всех (наружного, среднего, внутреннего) диаметров равны.
Основные отклонения отсчитывают от номинального
профиля резьбы в направлении, перпендикулярном оси
резьбы «в тело». Это значит, что основным отклонением
для наружной резьбы является верхнее отклонение es, а
основным отклонением для внутренней — нижнее
отклонение EI.
103.
Второе предельное отклонение определяют попринятой степени точности резьбы.
Основные отклонения отсчитывают от номинального
профиля резьбы в направлении, перпендикулярном оси
резьбы «в тело». Это значит, что основным отклонением
для наружной резьбы является верхнее отклонение es, а
основным отклонением для внутренней резьбы является
нижнее отклонение EI.
104.
5 Степени точности, классы точности.В Российской Федерации (как и ранее в СССР)
стандартизованы посадки с зазором (ГОСТ 160932004), переходные (ГОСТ 24834-2004) и с натягом
(ГОСТ 4608-2004).
105.
Степени точности резьбыМетрическая резьба полностью определяется
пятью параметрами:
1. средним,
2. наружным
3. внутренним диаметрами,
4. шагом
5. углом профиля резьбы.
106.
Класс точности резьбДопуски назначаются только для двух
параметров наружной резьбы (болта); среднего и
наружного диаметров и для двух параметров
внутренней
резьбы
(гайки);
среднего
и
внутреннего диаметров.
Для этих параметров для метрической резьбы
установлены степени точности 3... 10.
107.
В соответствии со сложившейся практикойстепени точности сгруппированы в три класса:
• точный,
• средний
• грубый.
Понятие класса точности условное, оно
используется для сравнительной оценки точности
резьбовых деталей с различными полями
допусков.
108.
Класс точности резьбСогласно ГОСТу 9253-59 для всех метрических
резьб установлены три класса точности, и как
исключение 2а (только для резьбы с мелким
шагом).
Наиболее точная резьба 1-го класса. В
тракторах и автомобилях применяются резьбы 2 и
3-го классов.
ГОСТ 9012-59 – это стандарт, который был разработан еще в 1959
году и до сих пор является одним из основных документов в области
стандартизации.
На 2023 год ГОСТ 9012-59 продолжает оставаться актуальным и
имеет свой статус, определяющий его значимость для различных
отраслей промышленности и строительства.
109.
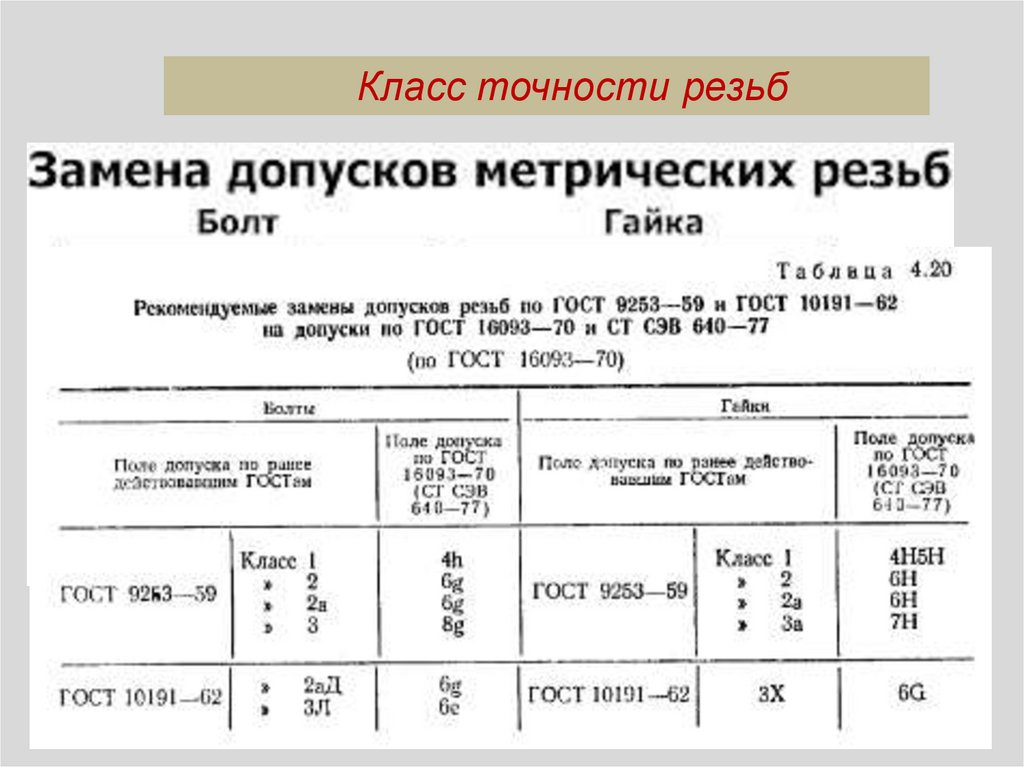
Класс точности резьбЗамена допусков резьбы (Класс точности
резьбы)
На старых чертежах в обозначении резьбы
может быть указан класс точности резьбы.
Например, М30 Кл.2..
110.
Класс точности резьбЭто обозначение поля допуска по ранее
действующим стандартам. Были такие документы:
ГОСТ 9253-59 и ГОСТ 10191-62,
которые
регламентировали
эти
классы
точности. Найти эти документы у меня не
получилось – очень уж они древние. Найти
современный документ, в котором указано как
переводить эти классы точности в ныне
употребляемые поля допусков тоже не удалось.
Но нашел таблицу на одном из сайтов в которой
дано соответствие старых классов точностей
ныне употребляемым допускам.
111.
Класс точности резьб.
Степени точности
с; d ( C; D) примерно соответствуют 1 классу;
e; f
(E; F) – 2 классу;
h; k (H; K) – 3 классу.
112.
Приблизительныезависимости
классов точности и степеней точности
следующие:
• точный класс соответствует 3 — 5
степеням точности;
• средний класс — 5 — 7 степеням
точности;
• грубый класс — 7 — 9 степеням
точности.
113.
При отнесении степеней точности к классуточности учитывают длину свинчивания.
Установлены три группы длин свинчивания:
• S — короткие,
• N — нормальные,
• L — длинные.
114.
1. Длинысвинчивания
более
2,24*P*d0,2
до 6,7*P*d0,2 относятся к нормальной группе N;
2. длина свинчивания меньше нормальной — к
группе S,
3. длина свинчивания больше нормальной — к
группе L
(Р и d — в мм).
При одном и том же классе точности
• допуск
среднего
диаметра
при
длине
свинчивания L должен быть увеличен,
• а при длине свинчивания S - уменьшен на одну
степень
по сравнению с допуском, установленным для
длины свинчивания N.
115.
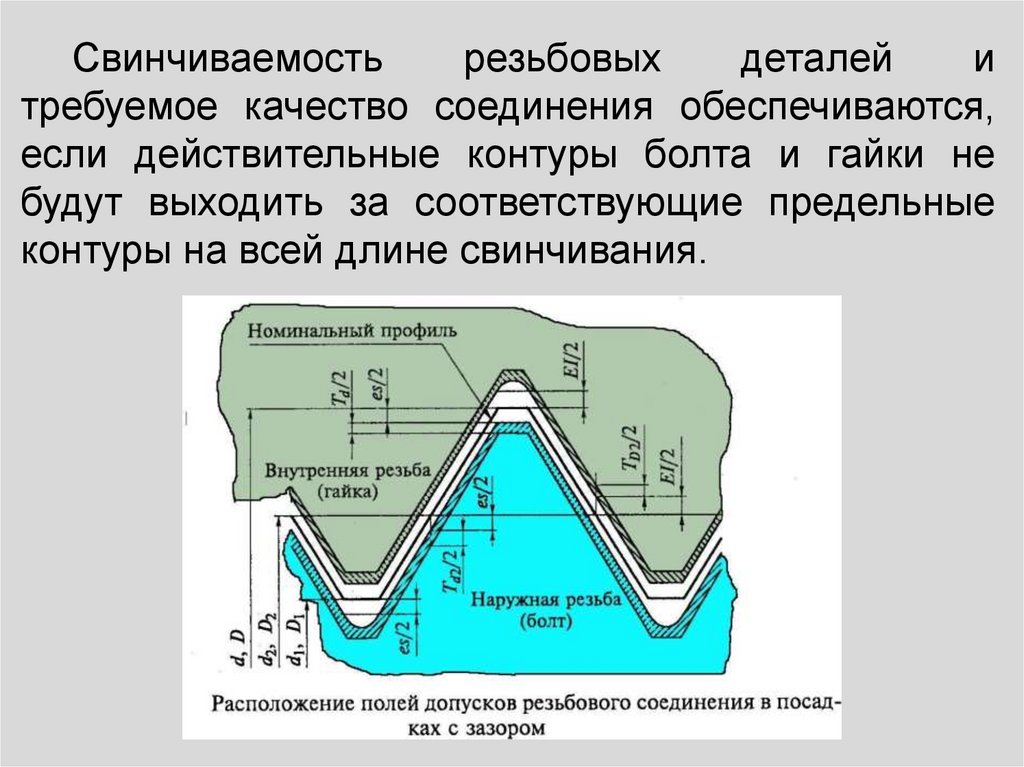
Свинчиваемостьрезьбовых
деталей
и
требуемое качество соединения обеспечиваются,
если действительные контуры болта и гайки не
будут выходить за соответствующие предельные
контуры на всей длине свинчивания.
116.
Посадки резьбовых соединений (для резьбобщего назначения и большинства специальных
резьб) определяются в основном характером
соединений по боковым сторонам профиля.
Расположение полей допусков наружного и
внутреннего диаметров исключает возможность
получения натяга по вершинам и впадинам резьбы.
Взаимное положение контактирующих боковых
сторон профиля зависит от действительных
значений или отклонений средних диаметров,
шагов резьбы и углов наклона профиля.).
117.
Резьбовые соединения могут выполняться напосадках
• с зазором (ГОСТ 16093 — 2004)
• с натягом (ГОСТ 4608 — 81)
• переходных (ГОСТ 2483 — 81).
118.
Посадки с зазором метрических резьбНаиболее распространена посадка с зазором, при
которой
номинальный
средний
диаметр
равен
наибольшему среднему диаметру резьбы гайки. Поэтому в
этом пособии мы ограничились рассмотрением таких
посадок.
119.
Дляобеспечения
требований
взаимозаменяемости
свинчиваемых
деталей
устанавливают предельные контуры наружной и
внутренней резьбы, в пределах которых должны
находиться действительные контуры наружной и
внутренней резьбы.
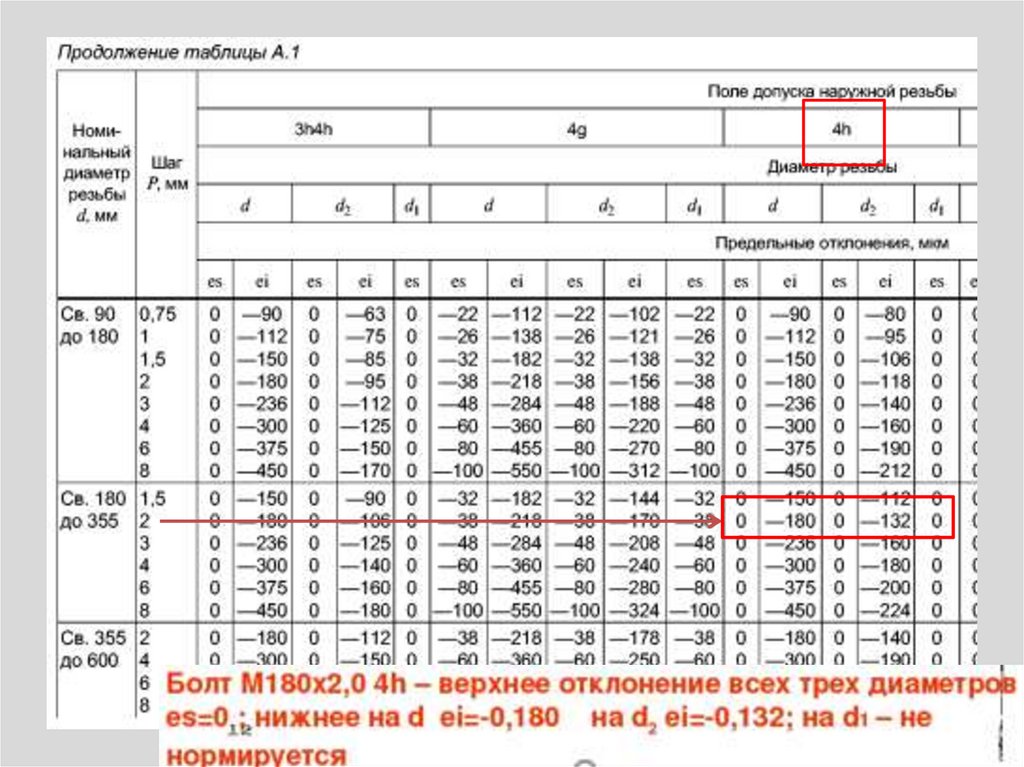
120.
В соответствии с ГОСТ 16093-2004 для получения посадок сзазором предусмотрены пять основных отклонений для наружной
резьбы — d, е, f, g, h (рис. )
121.
В соответствии с ГОСТ 16093-2004 для получения посадок сзазором предусмотрены четыре — для внутренней резьбы — Е, F, G,
Н (рис.).
122.
123.
124.
125.
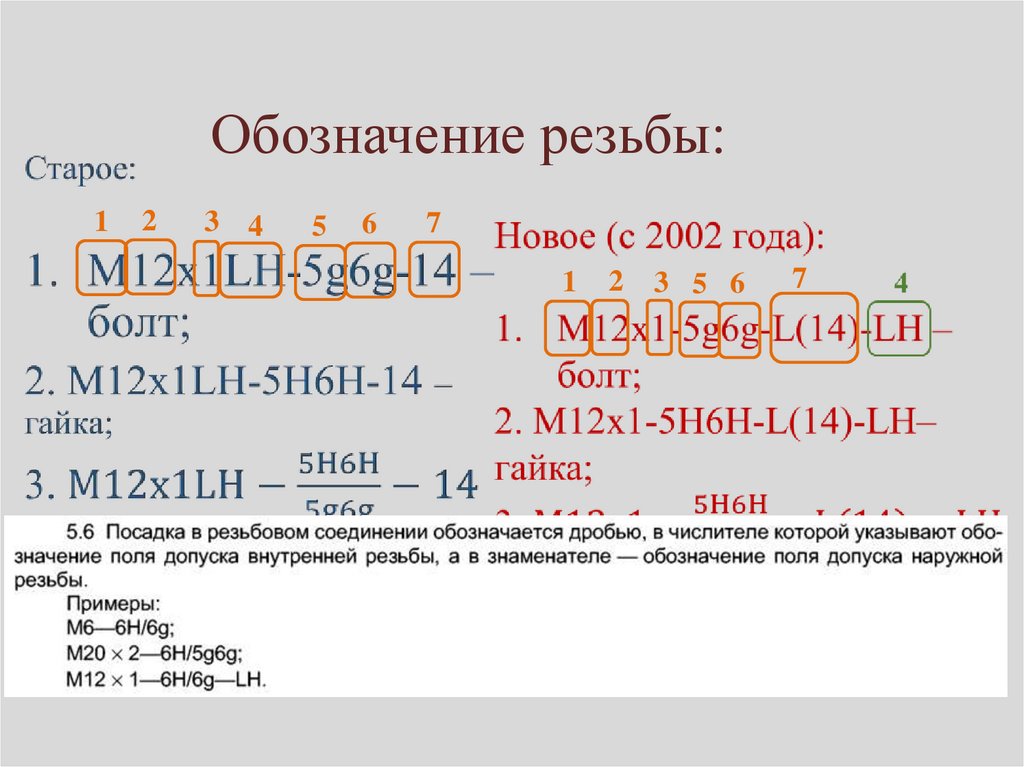
Структура обозначения резьбы1
2
˟
3
4
-
5
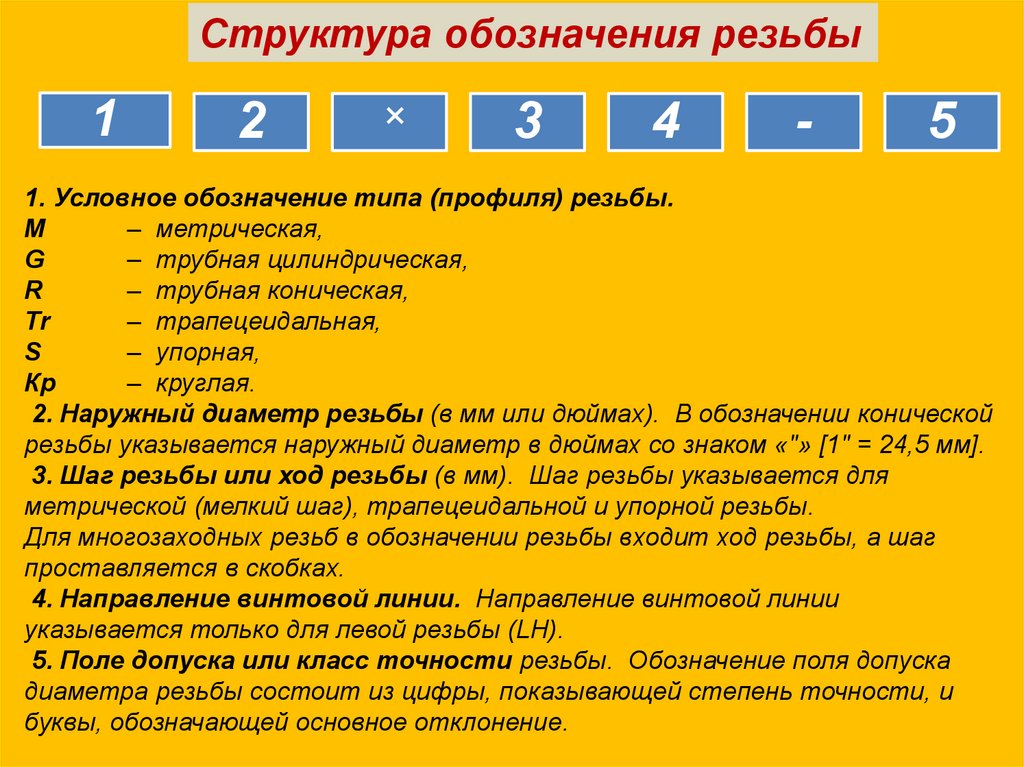
1. Условное обозначение типа (профиля) резьбы.
М
– метрическая,
G
– трубная цилиндрическая,
R
– трубная коническая,
Tr
– трапецеидальная,
S
– упорная,
Кр
– круглая.
2. Наружный диаметр резьбы (в мм или дюймах). В обозначении конической
резьбы указывается наружный диаметр в дюймах со знаком «"» [1" = 24,5 мм].
3. Шаг резьбы или ход резьбы (в мм). Шаг резьбы указывается для
метрической (мелкий шаг), трапецеидальной и упорной резьбы.
Для многозаходных резьб в обозначении резьбы входит ход резьбы, а шаг
проставляется в скобках.
4. Направление винтовой линии. Направление винтовой линии
указывается только для левой резьбы (LH).
5. Поле допуска или класс точности резьбы. Обозначение поля допуска
диаметра резьбы состоит из цифры, показывающей степень точности, и
буквы, обозначающей основное отклонение.
126.
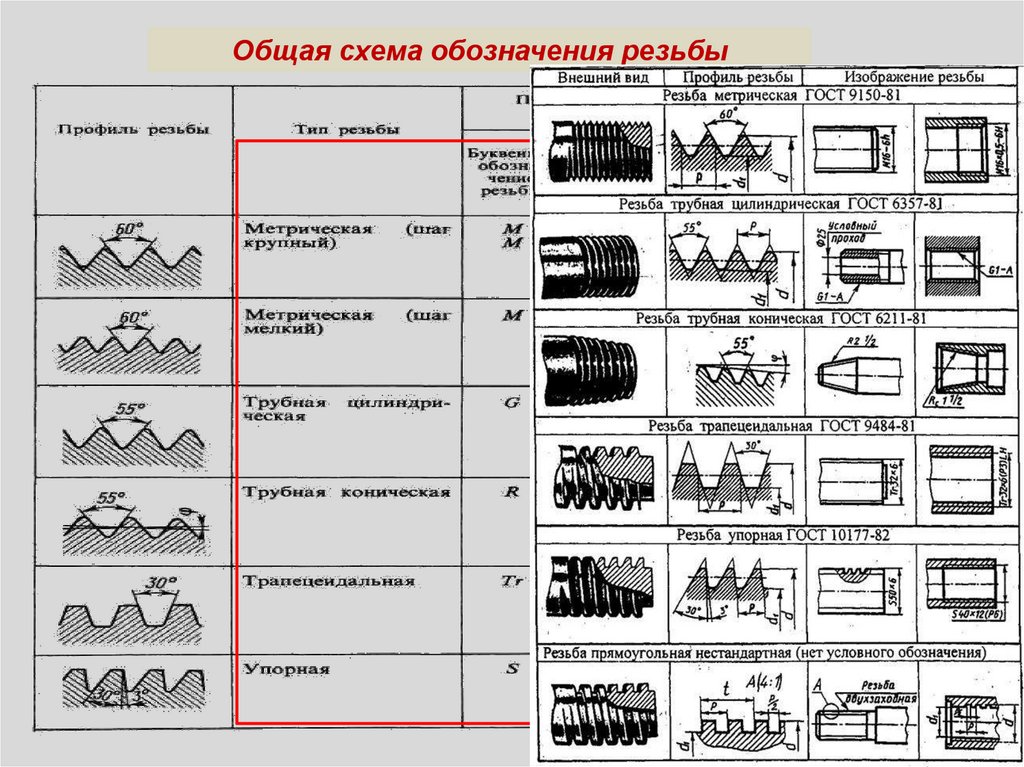
Общая схема обозначения резьбы127.
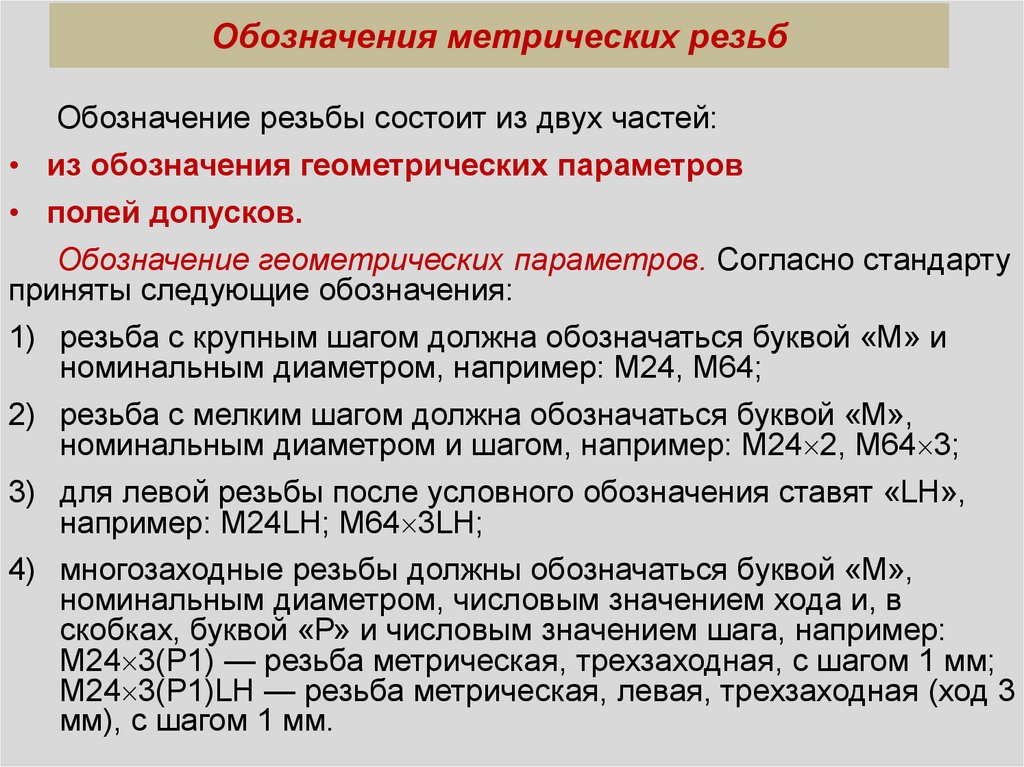
Обозначения метрических резьбОбозначение резьбы состоит из двух частей:
• из обозначения геометрических параметров
• полей допусков.
Обозначение геометрических параметров. Согласно стандарту
приняты следующие обозначения:
1) резьба с крупным шагом должна обозначаться буквой «М» и
номинальным диаметром, например: М24, М64;
2) резьба с мелким шагом должна обозначаться буквой «М»,
номинальным диаметром и шагом, например: М24 2, М64 3;
3) для левой резьбы после условного обозначения ставят «LH»,
например: M24LH; М64 3LH;
4) многозаходные резьбы должны обозначаться буквой «М»,
номинальным диаметром, числовым значением хода и, в
скобках, буквой «Р» и числовым значением шага, например:
М24 3(Р1) — резьба метрическая, трехзаходная, с шагом 1 мм;
М24 3(Р1)LH — резьба метрическая, левая, трехзаходная (ход 3
мм), с шагом 1 мм.
128.
Обозначение допусков резьбы.Согласно стандарту обозначение поля допуска
состоит из цифры, обозначающей степень точности,
и буквы (строчной для болта и прописной для гайки),
обозначающей основное отклонение.
Например: 6h; 6g6H.
129.
Обозначение поля допуска болтаОбозначение поля допуска болта состоит из обозначения
поля допуска среднего диаметра, помещаемого на первом
месте, и обозначения поля допуска наружного диаметра.
Например: 7h6h.
Здесь 7h — поле допуска среднего диаметра болта (7-я
степень точности, основное отклонение — h)
6h — поле допуска наружного диаметра болта (6-я степень
точности, основное отклонение — h).
Если обозначения полей допусков среднего и наружного
диаметра болта одинаковы, то в обозначении поля допуска
резьбы болта они не повторяются.
Например: 6h, где 6h — поле допуска среднего диаметра
болта (6-я степень точности, основное отклонение — h);
6h — поле допуска наружного диаметра болта (6-я степень
точности, основное отклонение — h).
130.
Обозначение поля допуска гайкиОбозначение поля допуска гайки состоит из обозначения
поля допуска среднего диаметра, помещаемого на первом
месте, и обозначения поля допуска внутреннего диаметра.
Например: 7H6H. Здесь 7H — поле допуска среднего
диаметра гайки (7-я степень точности, основное отклонение
— H);
6H - поле допуска внутреннего диаметра гайки (6-я степень
точности, основное отклонение — H).
Если обозначения полей допусков среднего и наружного
диаметра гайки одинаковы, то в обозначении поля допуска
резьбы гайки они не повторяются. Например: 6H, где 6H —
поле допуска среднего диаметра гайки (6-я степень точности,
основное отклонение — H);
6H — поле допуска внутреннего диаметра гайки (6-я
степень точности, основное отклонение - H).
131.
Полное обозначение резьб.Обозначение поля допуска резьбы помещается за
обозначением размера резьбы и отделяется от него
горизонтальной чертой.
Например: M12—6g.
Посадка резьбовых деталей обозначается дробью (с
наклонной чертой), в числителе которой указывают
обозначение поля допуска гайки, а в знаменателе —
обозначение поля допуска болта.
Например: M12—6H/6g.
Если длина свинчивания относится к группам S (но
меньше, чем вся длина резьбы) или L, то в обозначении
резьбы должна быть указана длина свинчивания (в мм).
Например: M12—7g6g—30.
132.
Обозначение резьбы:1
2
3 4
5
6
7
1
2
3 5 6
7
133.
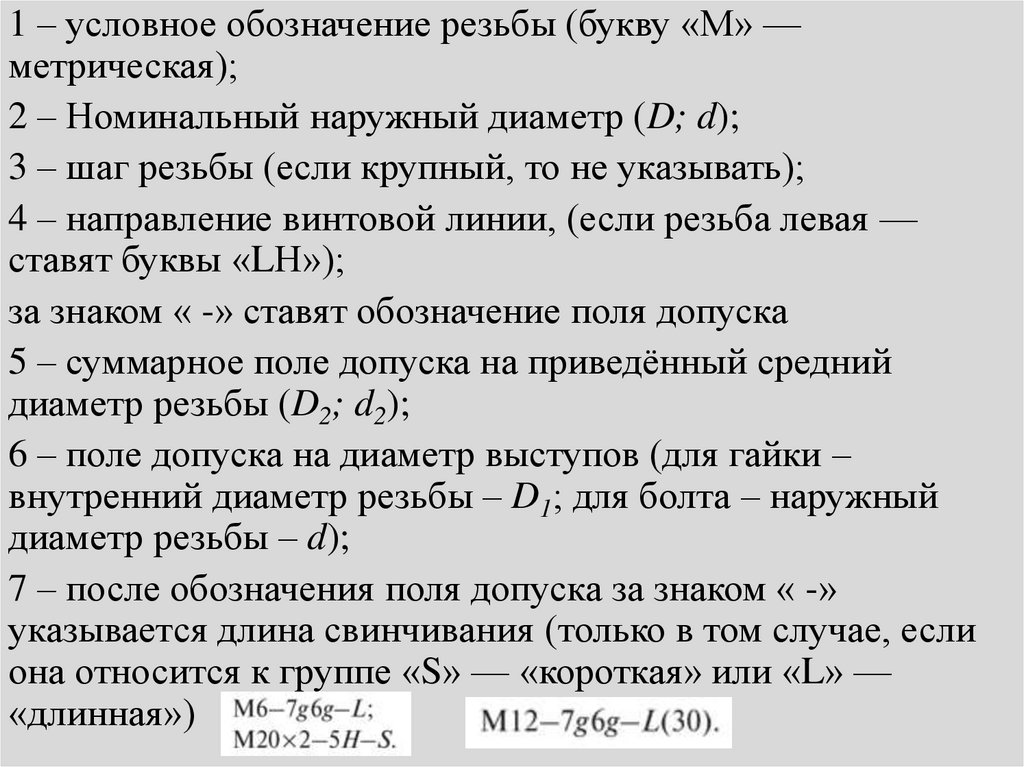
1 – условное обозначение резьбы (букву «М» —метрическая);
2 – Номинальный наружный диаметр (D; d);
3 – шаг резьбы (если крупный, то не указывать);
4 – направление винтовой линии, (если резьба левая —
ставят буквы «LН»);
за знаком « -» ставят обозначение поля допуска
5 – суммарное поле допуска на приведённый средний
диаметр резьбы (D2; d2);
6 – поле допуска на диаметр выступов (для гайки –
внутренний диаметр резьбы – D1; для болта – наружный
диаметр резьбы – d);
7 – после обозначения поля допуска за знаком « -»
указывается длина свинчивания (только в том случае, если
она относится к группе «S» — «короткая» или «L» —
«длинная»)
134.
Допуски среднего диаметра d2 наружной и внутренней резьбы135.
136.
Допуски по размерам наружной метрической резьбы 6g137.
Допуски по размерам внутренней метрической резьбы 6H138.
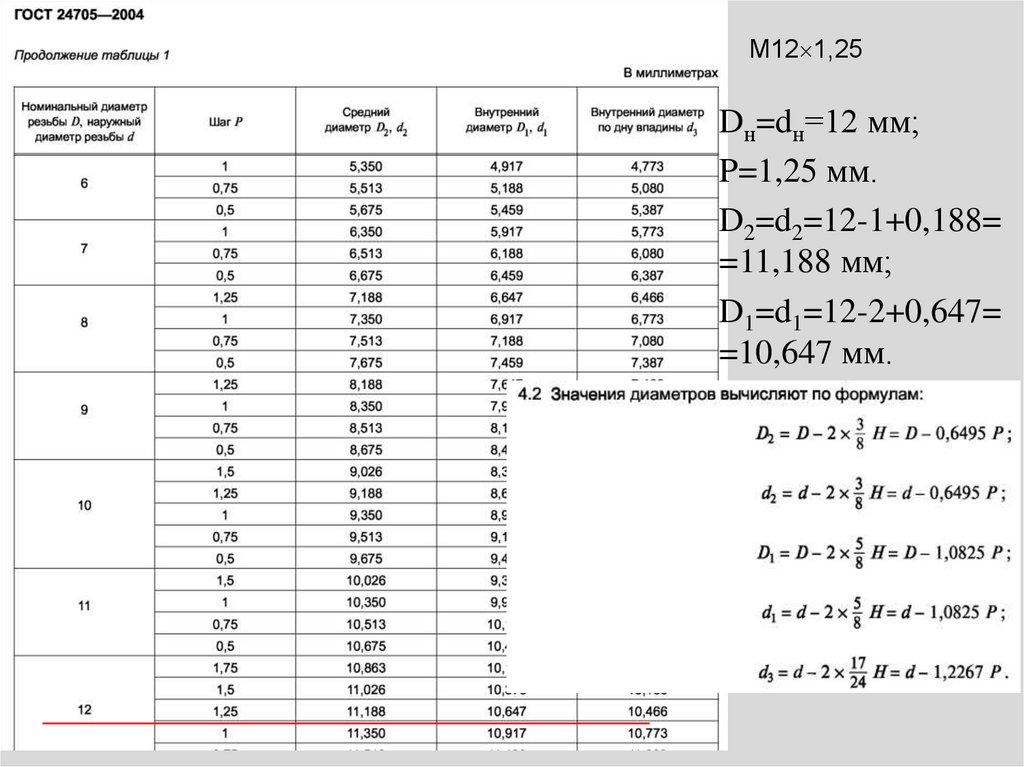
139.
М12 1,25Dн=dн=12 мм;
P=1,25 мм.
D2=d2=12-1+0,188=
=11,188 мм;
D1=d1=12-2+0,647=
=10,647 мм.
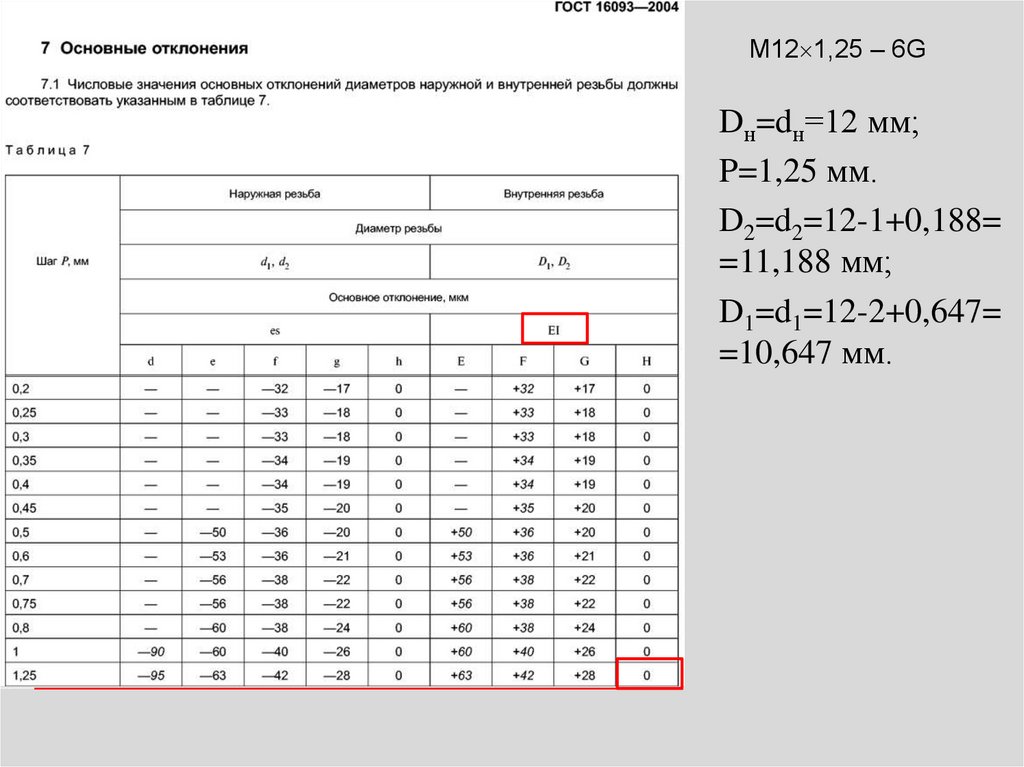
140.
М12 1,25 – 6GDн=dн=12 мм;
P=1,25 мм.
D2=d2=12-1+0,188=
=11,188 мм;
D1=d1=12-2+0,647=
=10,647 мм.
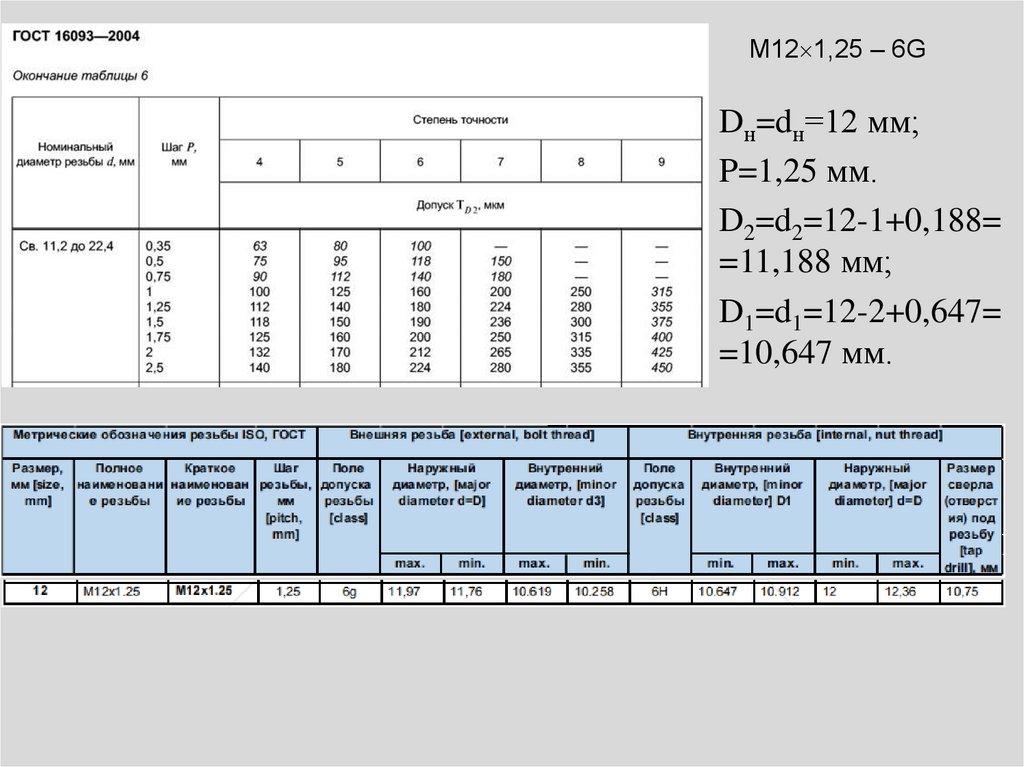
141.
М12 1,25 – 6GDн=dн=12 мм;
P=1,25 мм.
D2=d2=12-1+0,188=
=11,188 мм;
D1=d1=12-2+0,647=
=10,647 мм.
142.
143.
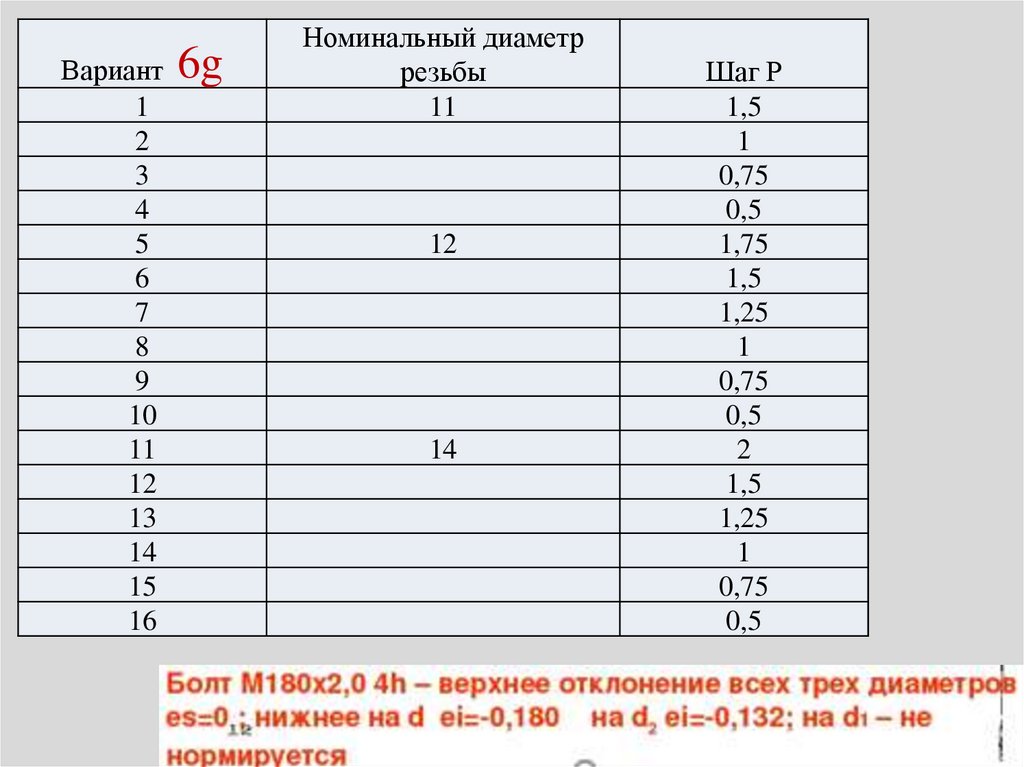
Вариант 6g1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Номинальный диаметр
резьбы
11
12
14
Шаг Р
1,5
1
0,75
0,5
1,75
1,5
1,25
1
0,75
0,5
2
1,5
1,25
1
0,75
0,5
144.
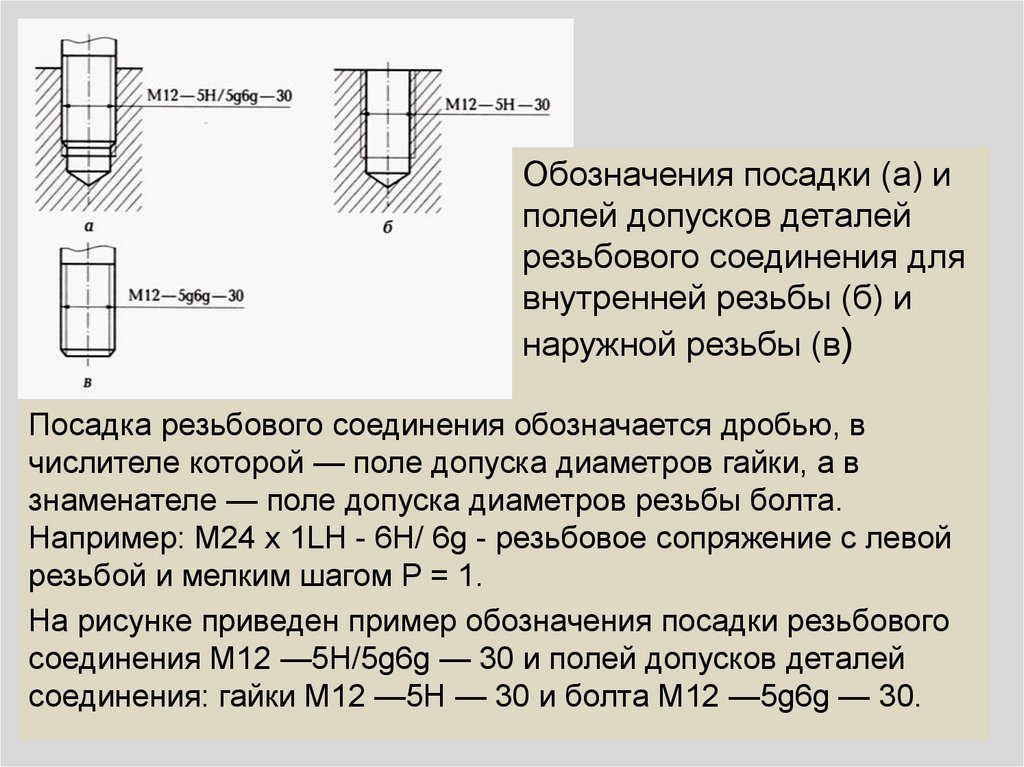
Обозначения посадки (а) иполей допусков деталей
резьбового соединения для
внутренней резьбы (б) и
наружной резьбы (в)
Посадка резьбового соединения обозначается дробью, в
числителе которой — поле допуска диаметров гайки, а в
знаменателе — поле допуска диаметров резьбы болта.
Например: M24 x 1LH - 6Н/ 6g - резьбовое сопряжение с левой
резьбой и мелким шагом Р = 1.
На рисунке приведен пример обозначения посадки резьбового
соединения М12 —5H/5g6g — 30 и полей допусков деталей
соединения: гайки М12 —5Н — 30 и болта М12 —5g6g — 30.
145.
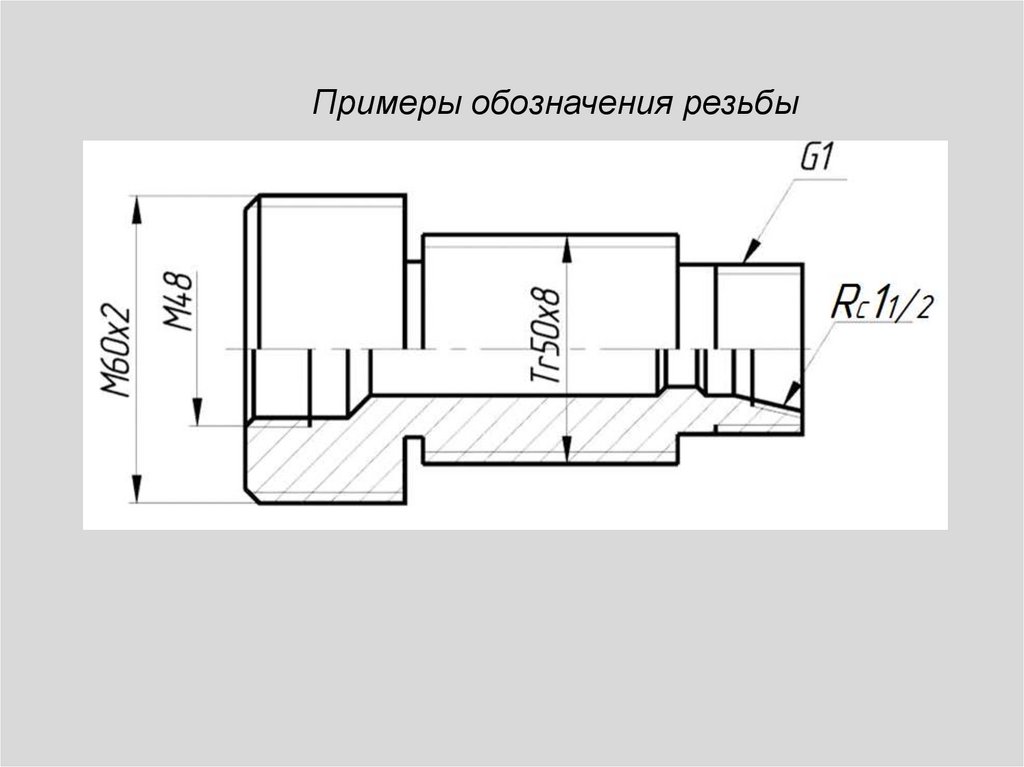
Примеры обозначения резьбы146.
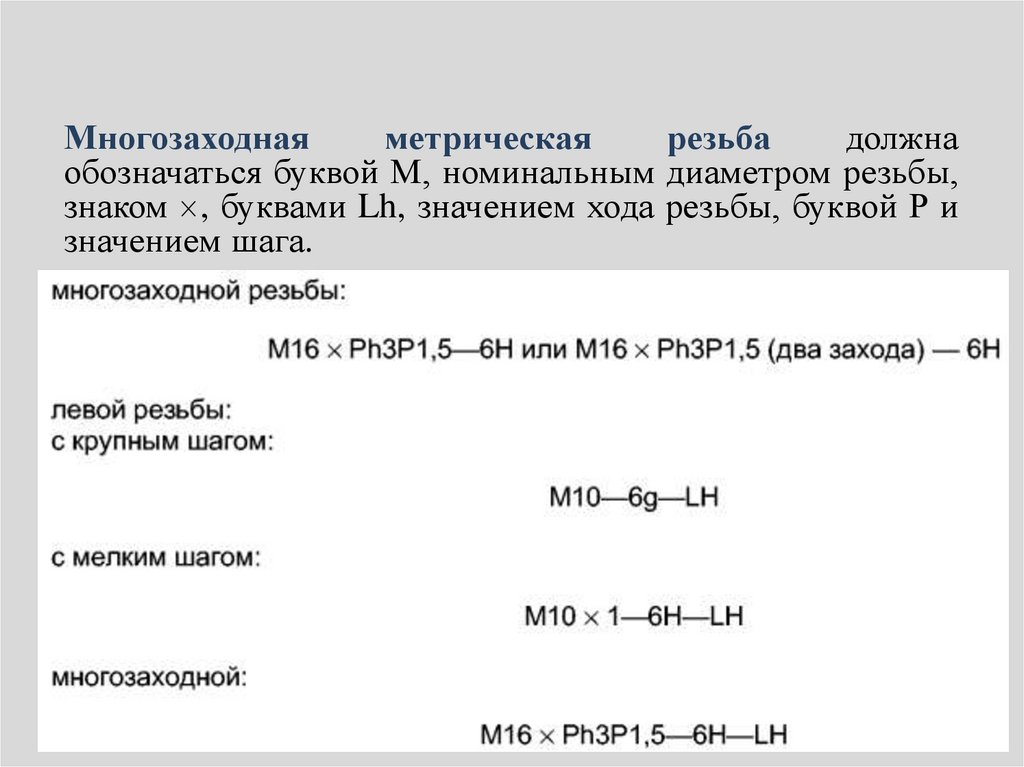
Многозаходнаяметрическая
резьба
должна
обозначаться буквой М, номинальным диаметром резьбы,
знаком , буквами Lh, значением хода резьбы, буквой Р и
значением шага.
Пример условного обозначения двухзаходной резьбы с
номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5
мм:
• М16 Рh3Р1,5
То же, для левой резьбы:
• M16 Ph3Pl,5 - LH
Для большей ясности в скобках текстом может быть
указано число заходов резьбы. Пример: M16 Ph3P1,5 (два
захода)
147.
• Обозначение резьбовых элементов
Пример полного обозначения резьбового элемента по ГОСТ 16093-2004: для
болта (наружная резьба): М20 х 0,75 LH – 7g6g – 15,
для гайки (внутренняя резьба): М30 х 0,5 LH – 4H5H – 10.
Расшифруем обозначение для болта (наружная резьба): резьба метрическая
(М) с наружным (номинальным) диаметром 20 мм и мелким шагом 0,75 мм
(крупный шаг не указывается), резьба левая (LH), поле допуска на средний
диаметр болта 7g (седьмая степень точности и основное отклонение g), поле
допуска на наружный диаметр болта 6g, длина свинчивания 15 мм
(нормальная длина свинчивания не указывается)..
На практике часто используется самое короткое обозначение резьбового
элемента:
для болта (наружная резьба): М40 – 6g,
для гайки (внутренняя резьба): М30 –5H.
Расшифровывается это обозначение следующим образом: резьба метрическая
с номинальным наружным диаметром 40 мм, резьба правая, шаг крупный. Для
болта поле допуска на приведенный средний диаметр и на наружный диаметр
одинаковое 6g, длина свинчивания нормальная.
148.
149.
4. Контроль резьбовых соединенийТочность резьбы контролируют дифферинцированным и
комплексным методами.
При дифферинцированном методе производят контроль
каждого параметра в отдельности (наружнего,
внутреннего и среднего диаметров, шага и угла профиля).
Все параметры можно контролировать при помощи
универсальных или специализированных средств
контроля.
Измерение среднего диаметра резьбы можно проводить на
инструментальном микроскопе.
При замерах на оптиметрах пользуются проволочками, а
при измерениях микрометром – вставками
150.
Измерение среднего диаметра резьбыметодом трех проволочек
Измерение собственно
среднего диаметра резьбы
методом трех проволочек
является одним из самых
распространенных и точных
методов.
Этот метод заключается в
том, что во впадины резьбы,
как показано на рис.,
закладываются три проволочки
одинакового диаметра.
Проволочки располагаются
между собой параллельно: две
с одной стороны детали и
третья - с другой.
151.
Измерение среднего диаметра резьбыметодом трех проволочек
При помощи гладкого
микрометра, закрепленного в
стойке, измеряют расстояние М
между линиями, касательными
к внешним точкам проволочек и
параллельными оси резьбы. По
действительному размеру M
подсчитывается собственно
средний диаметр d2изм резьбы
по формуле :
где М - результат измерения,
мм; dnp - диаметр проволочек,
мм; Р - номинальное значение
шага резьбы, мм.
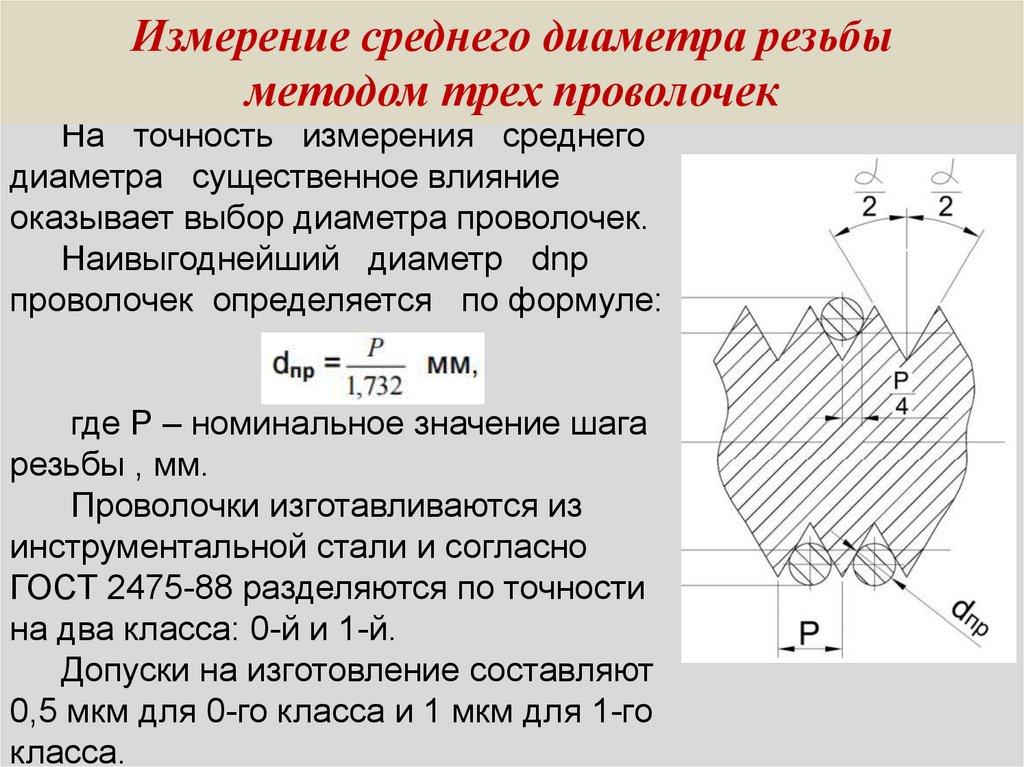
152.
Измерение среднего диаметра резьбыметодом трех проволочек
На точность измерения среднего
диаметра существенное влияние
оказывает выбор диаметра проволочек.
Наивыгоднейший диаметр dnp
проволочек определяется по формуле:
где Р – номинальное значение шага
резьбы , мм.
Проволочки изготавливаются из
инструментальной стали и согласно
ГОСТ 2475-88 разделяются по точности
на два класса: 0-й и 1-й.
Допуски на изготовление составляют
0,5 мкм для 0-го класса и 1 мкм для 1-го
класса.
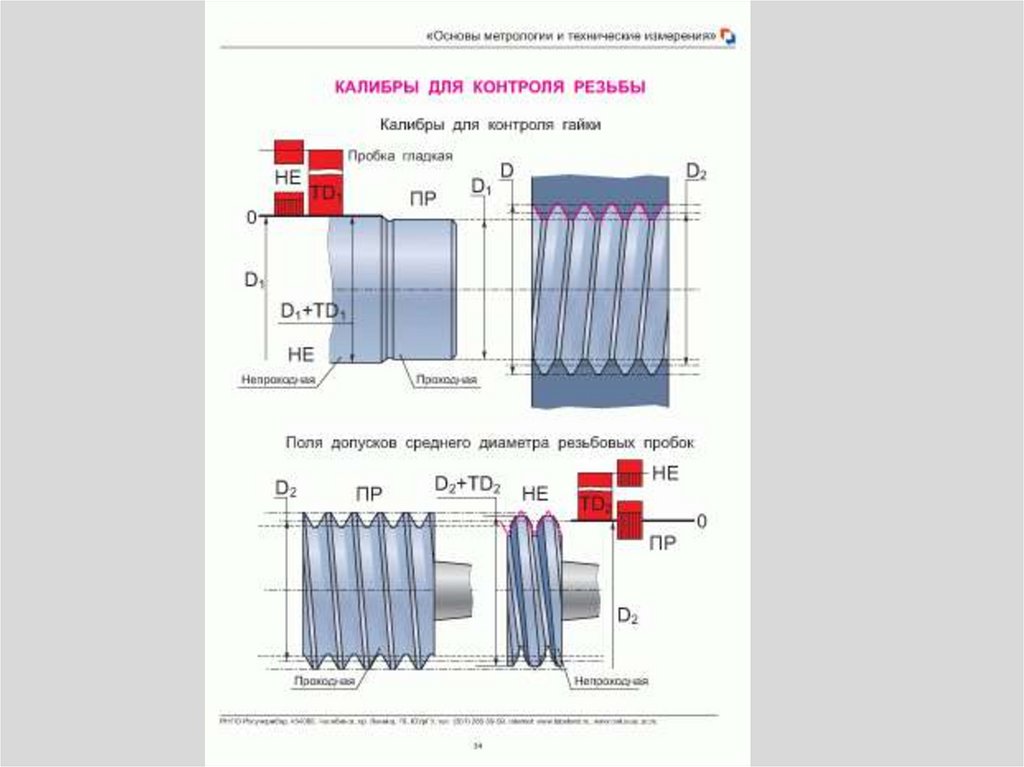
153.
• Комплексный контроль резьб выполняют либо с помощьюпредельных калибров, либо с помощью проекторов и шаблонов с
предельными контурами.
• В систему калибров входят рабочие резьбовые проходные и
непроходные калибры, а также контркалибры для проверки и
регулирования рабочих резьбовых скоб (рис.) и колец (рис.).
Рис. Резьбовые калибы скобы
Рис. Резьбовые калибры кольца:
а) проходной калибр кольцо;
б) непроходной калибр кольцо
Рис.4. Резьбовой калибр пробка
Часто в контакте по резьбовым элементам
находятся лишь 2 - 3 витка.
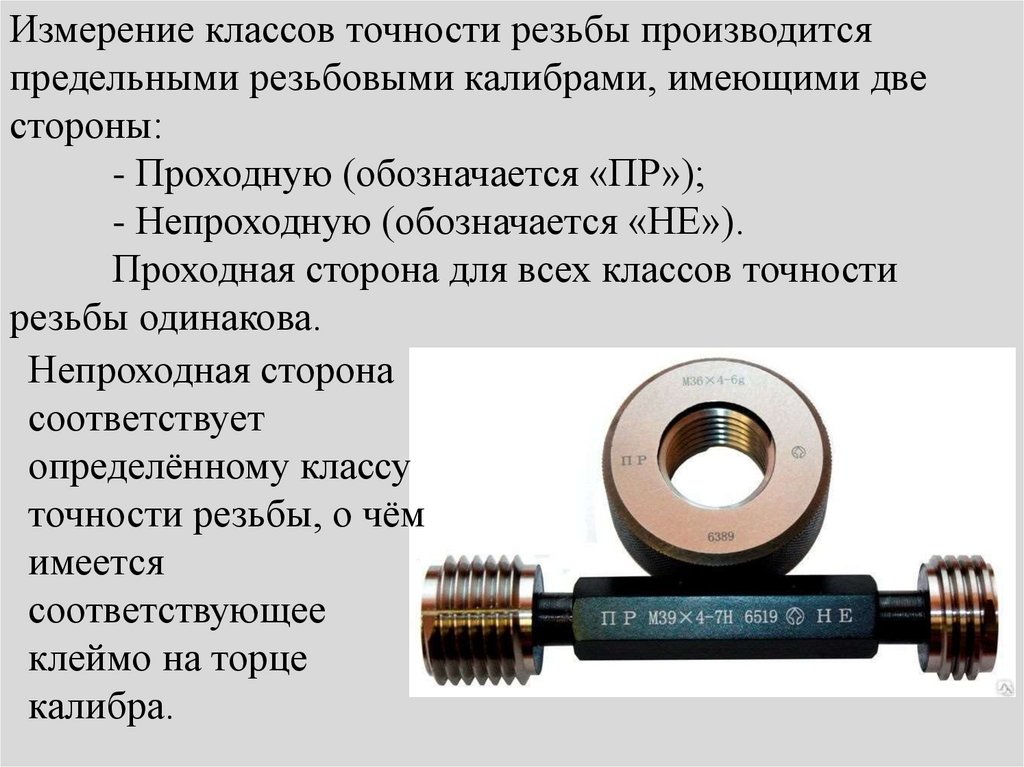
154.
Измерение классов точности резьбы производитсяпредельными резьбовыми калибрами, имеющими две
стороны:
- Проходную (обозначается «ПР»);
- Непроходную (обозначается «НЕ»).
Проходная сторона для всех классов точности
резьбы одинакова.
Непроходная сторона
соответствует
определённому классу
точности резьбы, о чём
имеется
соответствующее
клеймо на торце
калибра.
155.
Проходные концы (ПР) резьбовых калибров, а такжепроходное резьбовое кольцо имеют длинную резьбу
полного профиля.
Проходные калибры должны полностью ввинчиваться
в резьбовое отверстие, навинчиваться или проходить
через резьбовой стержень.
Непроходные концы (НЕ), а также непроходное кольцо
имеют всего два-три витка резьбы срезанного профиля.
Эти
калибры
не
должны
свинчиваться
с
контролируемой деталью (скоба не должна проходить
через резьбовой стержень).
Со стороны непроходного конца калибра-пробки
имеется
гладкий
цилиндрический
участок,
предназначенный для контроля подготовленного под
нарезание резьбы отверстия.
156.
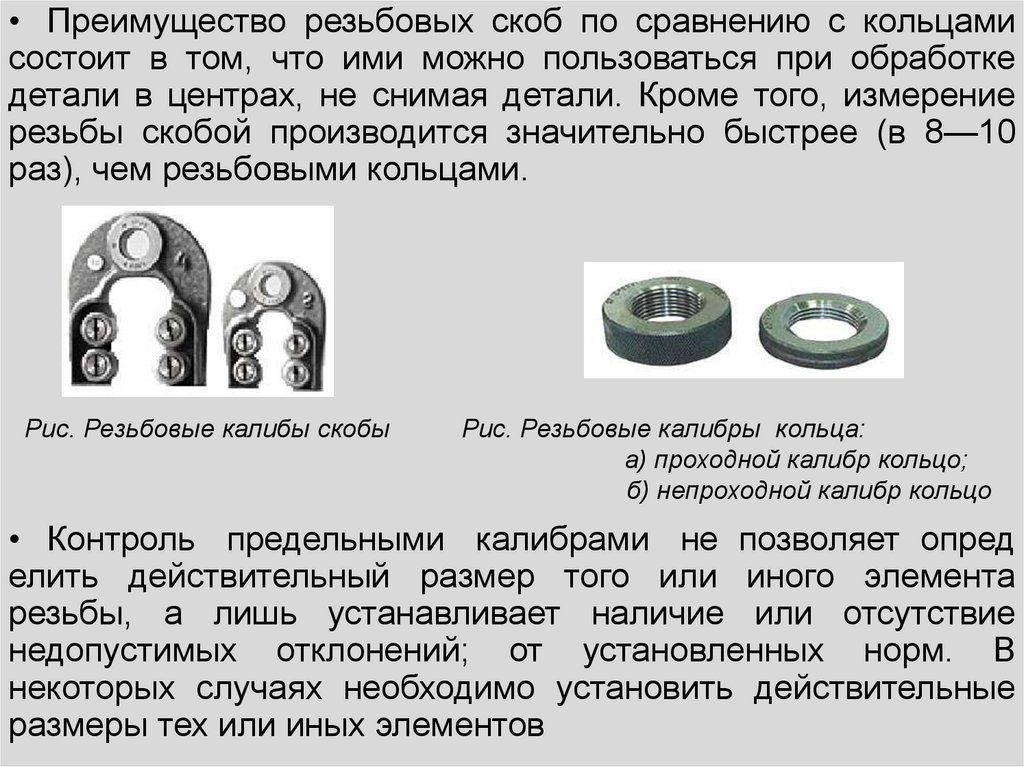
• Преимущество резьбовых скоб по сравнению с кольцамисостоит в том, что ими можно пользоваться при обработке
детали в центрах, не снимая детали. Кроме того, измерение
резьбы скобой производится значительно быстрее (в 8—10
раз), чем резьбовыми кольцами.
Рис. Резьбовые калибы скобы
Рис. Резьбовые калибры кольца:
а) проходной калибр кольцо;
б) непроходной калибр кольцо
• Контроль предельными калибрами не позволяет опред
елить действительный размер того или иного элемента
резьбы, а лишь устанавливает наличие или отсутствие
недопустимых отклонений; от установленных норм. В
некоторых случаях необходимо установить действительные
размеры тех или иных элементов
157.
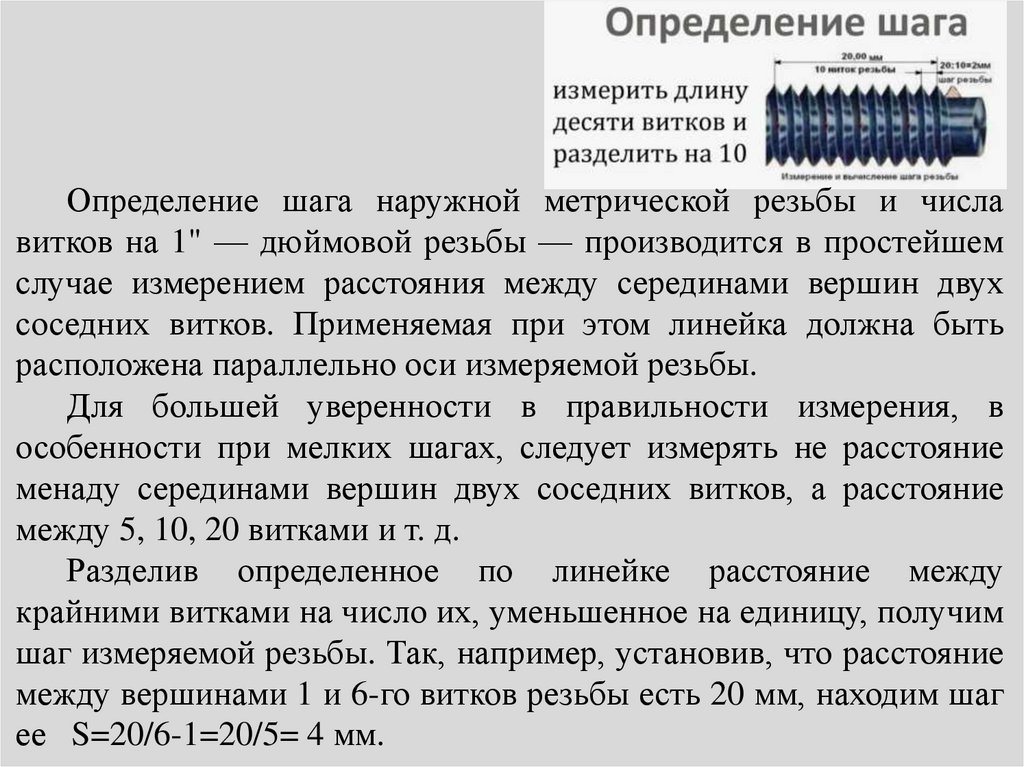
Определение шага наружной метрической резьбы и числавитков на 1" — дюймовой резьбы — производится в простейшем
случае измерением расстояния между серединами вершин двух
соседних витков. Применяемая при этом линейка должна быть
расположена параллельно оси измеряемой резьбы.
Для большей уверенности в правильности измерения, в
особенности при мелких шагах, следует измерять не расстояние
менаду серединами вершин двух соседних витков, а расстояние
между 5, 10, 20 витками и т. д.
Разделив определенное по линейке расстояние между
крайними витками на число их, уменьшенное на единицу, получим
шаг измеряемой резьбы. Так, например, установив, что расстояние
между вершинами 1 и 6-го витков резьбы есть 20 мм, находим шаг
ее S=20/6-1=20/5= 4 мм.
158.
Простейшим средствомконтроля шага резьбы являются
резьбовые шаблоны (рис.8). Они
представляют собой стальные
пластинки, собранные в наборы,
с зубьями равного шага и
одинакового угла профиля.
Резьбовые шаблоны
предназначены для определения
номинального шага наружной
резьбы. Номинальный шаг
резьбы определяется путем
поочередного наложения
пластинок нарезьбу детали.
Наиболее подходящей будет
пластинка, при которой шаги
совпадают. Величина шага
маркируется на каждой
пластинке.
159.
Шаг или число витков на 1" внутреннихрезьб определяют также резьбомером. Если
резьбомер не входит в нарезанное отверстие,
шаг резьбы определяют по ее отпечатку.
Для этого деревянную палочку квадратного
сечения ввертывают в отверстие. На ребрах
палочки при этом получаются отпечатки
вершины резьбы, по которым не трудно
определить ее шаг или число витков на 1".
160.
Наружный диаметр наружных резьб измеряется кронциркулемс широкими губками или штангенциркулем.
Если при правильном положении кронциркуля или
штангенциркуля (т. е. плоскости, перпендикулярной к оси резьбы)
одна из ножек измерительного инструмента касается вершины
витка, а другая попадает против винтовой канавки, то под эту
ножку подкладывают пластинку.
Величину толщины этой пластинки следует вычесть из
показания измерительного инструмента.
161.
Схема измерениямикрометром
среднего (а),
внутреннего (б)
наружного диаметров резьбы