



 industry
industrySimilar presentations:










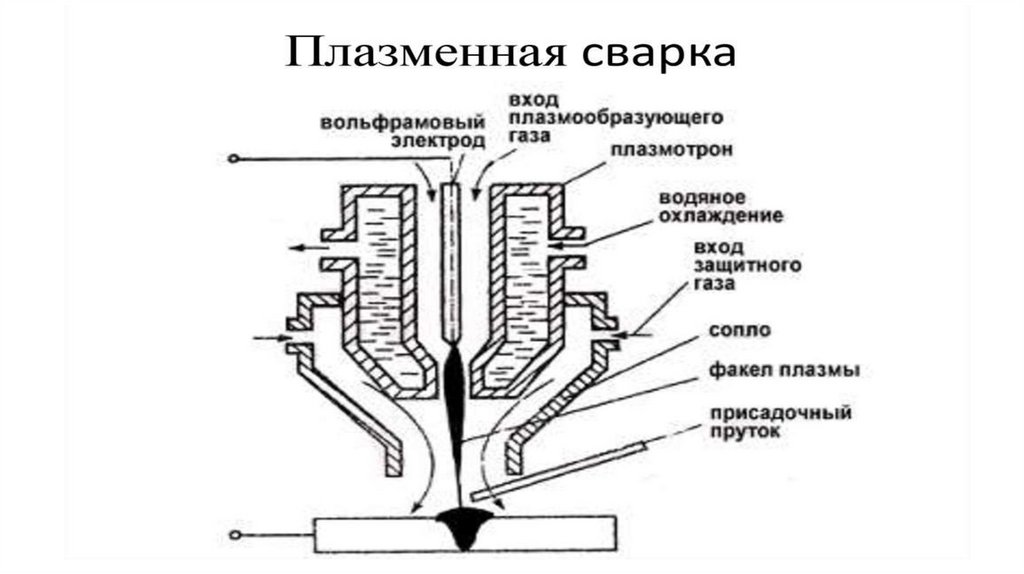
Плазменная сварка
1.
Плазменнаясварка
Общие
сведения
Выполнил: Курбатов Дмитрий
МС-22-3Б
2.
ВведениеПлазменная сварка - сварка, источником энергии которой является плазменный поток. Плазменная
сварка характеризуется глубоким проплавлением металла, что позволяет сваривать металлические листы
толщиной до 9 мм. Выполняется в любом положении в пространстве, что обуславливает удобство
данного метода.
В свою очередь плазма - это газ, находящийся в
состоянии полой или частичной ионизации, она состоит из
заряженных частиц – электронов и ионов, а также из
нейтральных молекул и атомов. То есть надо отделить один
электрон от атома, разорвав его связи с ядром. Это
достигается разогревом газа до высокой температуры. В
результате получается сварочная дуга очень высокой
мощности и небольшого сечения. Причем эти параметры
можно регулировать, добиваясь изменения температуры.
3.
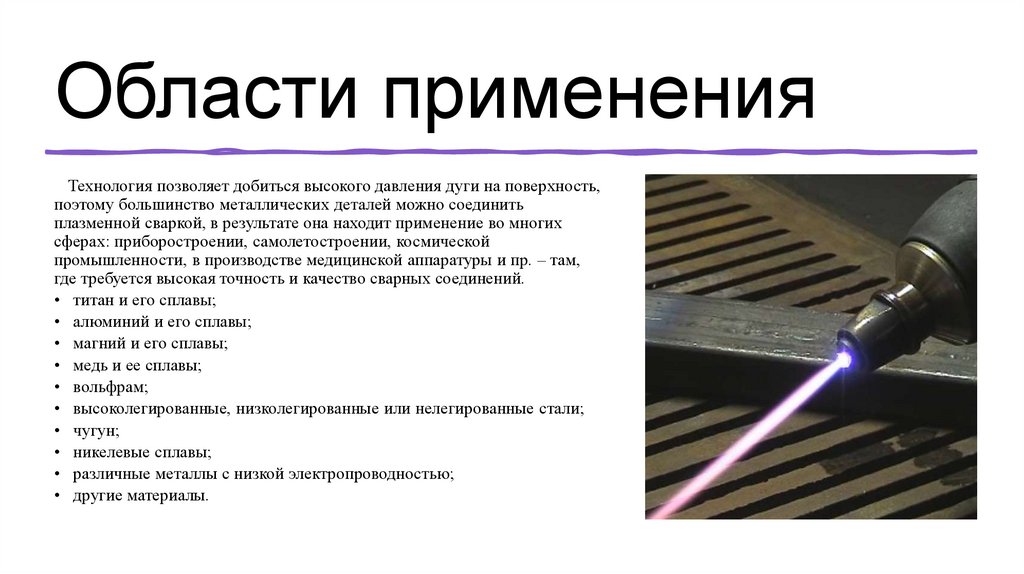
Области примененияТехнология позволяет добиться высокого давления дуги на поверхность,
поэтому большинство металлических деталей можно соединить
плазменной сваркой, в результате она находит применение во многих
сферах: приборостроении, самолетостроении, космической
промышленности, в производстве медицинской аппаратуры и пр. – там,
где требуется высокая точность и качество сварных соединений.
• титан и его сплавы;
• алюминий и его сплавы;
• магний и его сплавы;
• медь и ее сплавы;
• вольфрам;
• высоколегированные, низколегированные или нелегированные стали;
• чугун;
• никелевые сплавы;
• различные металлы с низкой электропроводностью;
• другие материалы.
4.
Виды плазменной сваркиУ технологии плазменной сварки существует несколько видов, отличающиеся типом обработки, величиной сварочного тока и
способом подключения оборудования.
По типу обработки бывают две методики:
- Процесс осуществляется при помощи дуги, формируемой между неплавкими электродами и поверхностью свариваемых деталей;
- Сварка струей, образующейся между неплавким электродом и наконечником горелки.
Другая классификация учитывает, с какой силой тока работает плазменная сварка:
• микроплазменная – сила рабочего тока не больше 25 А;
• средними токами – сила рабочего тока до 150 А;
• высоким током – более 150 ампер.
Так же существуют плазмотроны прямого и косвенного действия.
Различается и способ воздействия на рабочую зону:
• контактный – швы линейные и прерывистые (используются плазмотроны косвенного и прямого действия);
• импульсный – детали прогреваются на большую глубину (применяется подключение как прямой, так и обратной полярности);
• точечный – воздействие одностороннее, используется для изготовления листовых сэндвичей, правки швов, прихватки деталей.
5.
Микроплазменнаясварка
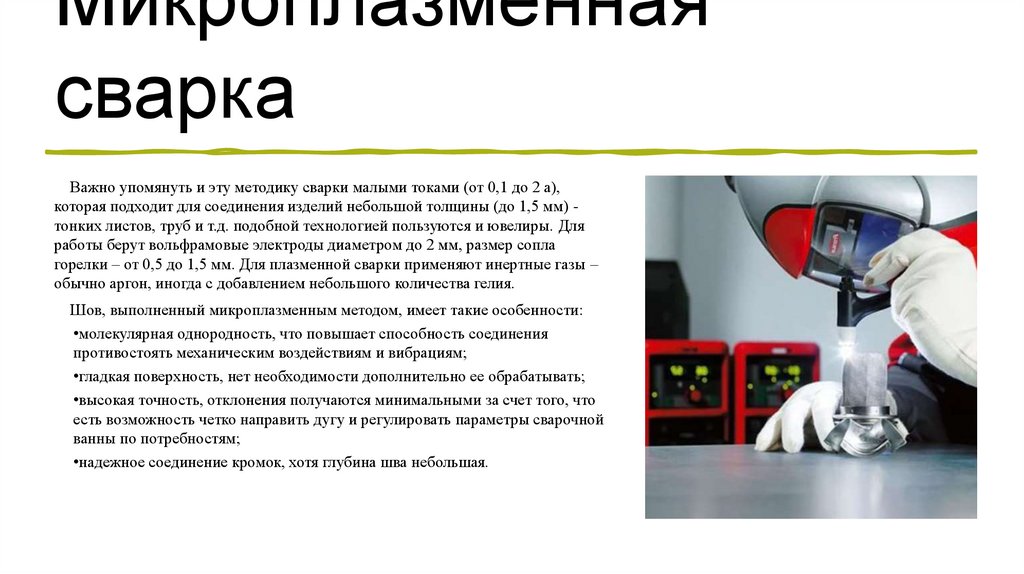
Важно упомянуть и эту методику сварки малыми токами (от 0,1 до 2 а),
которая подходит для соединения изделий небольшой толщины (до 1,5 мм) тонких листов, труб и т.д. подобной технологией пользуются и ювелиры. Для
работы берут вольфрамовые электроды диаметром до 2 мм, размер сопла
горелки – от 0,5 до 1,5 мм. Для плазменной сварки применяют инертные газы –
обычно аргон, иногда с добавлением небольшого количества гелия.
Шов, выполненный микроплазменным методом, имеет такие особенности:
•молекулярная однородность, что повышает способность соединения
противостоять механическим воздействиям и вибрациям;
•гладкая поверхность, нет необходимости дополнительно ее обрабатывать;
•высокая точность, отклонения получаются минимальными за счет того, что
есть возможность четко направить дугу и регулировать параметры сварочной
ванны по потребностям;
•надежное соединение кромок, хотя глубина шва небольшая.
6.
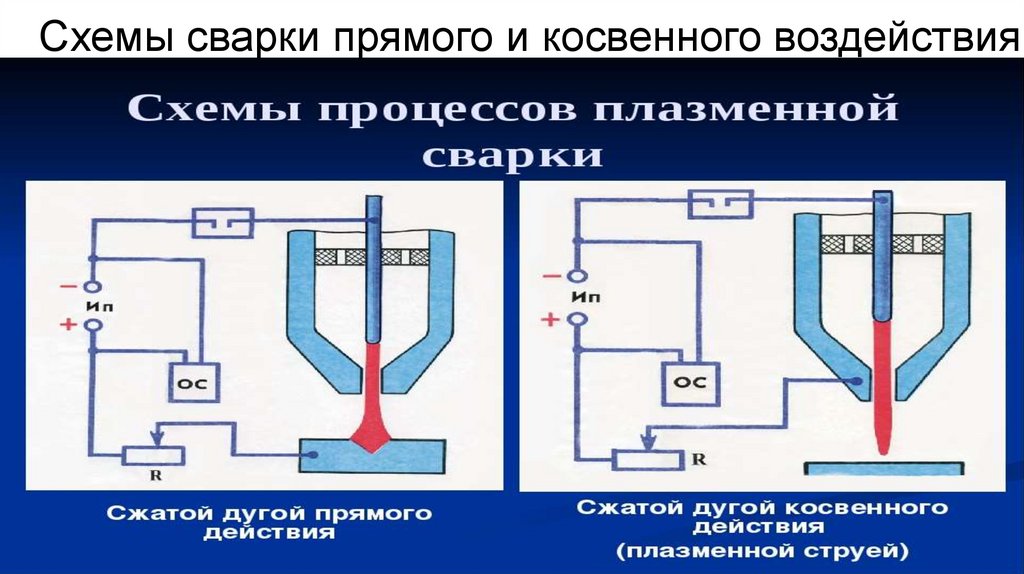
Сварка прямого и косвенноговоздействия
Прямое действие
Эта технология считается базовой, потому что такая
плазменная сварка прямого действия
непосредственно отражает суть самого процесса.
Электрическая дуга здесь образуется по тому же
принципу, что и при электродуговой сварке. К
электроду подключается минус (при прямой
полярности), на заготовку подается плюс. Между
электродом и свариваемой поверхностью образуется
прямая дуга. Затем в два этапа генерируется плазма:
• чтобы ионизировать газ в плазмотроне, подключают
клемму к соплу;
• как только начала образовываться плазма, клемму
переподключают на свариваемую деталь, возникает
пробой дуги на деталь, плазма вырывается из сопла.
Косвенное действие
Отличие от предыдущей технологии заключается в
положении и температуре дуги. Она генерируется между
наконечником горелки и электродом. Защитный газ подается в
автономном режиме.
Когда к плюсовому контакту плазмотрона подключается
один контакт, а минусом служит тугоплавкий электрод (прямая
полярность), генерируется дуга. Ее характеристики зависят от
давления, с которым подается газ. Как говорилось выше, газ
под воздействием температуры сильно расширяется, именно
этот процесс и обеспечивает ту мощность, с которой
вырывается плазма. Сварка косвенного действия требует
меньшего расхода газа, чем в предыдущем методе.
При этом сама дуга обладает стабильностью и более низкой
температурой. Технология используется для получения
термоэффектов, аппараты находят применение и для
нанесения порошковых металлов на поверхности. Большое
давление газа на выходе из сопла обеспечивает возможность
сварки металлов, обладающих малой электропроводностью
(нихром, стали с содержанием висмута и пр.).
7.
Плюсы плазменной сварки• Высокая степень нагрева плазмы – в пределах 300 000 °С;
• Дуга малого диаметра;
• Хорошая скорость сваривания, даже для деталей большой толщины (50-200 мм); процесс проходит в три раза
быстрее, чем при использовании газовой сварки;
• Возможность получить очень точный результат;
• Отсутствие необходимости в последующей обработке краев деталей;
• Возможность сваривать любой металл – разные виды стали, чугун, цветные (медь, алюминий);
• Отсутствие термических деформаций металла – даже при ручной плазменной резке и сварке изделий сложной
формы удается избежать искажений геометрии;
• Возможность проводить работы на изделиях без предварительной подготовки, покрытых коррозией, покрашенных;
• Относительно невысокая цена, так как не применяются аргон, ацетилен, кислород;
• Повышенная безопасность работ – в первую очередь из-за отсутствия газовых баллонов, которые являются
источником угроз (испарение газа, взрывоопасность).
8.
Минусы плазменной сварки• Не удается избежать рассеивания энергии в окружающую среду, хоть и в небольшой
степени;
• При плазменной сварке принцип работы основан на использовании газа, способного
генерировать плазму;
• Плазмотрон нуждается в охлаждении, для чего используется вода;
• Установки для плазменной сварки стоят дорого.
9.
Схемы сварки прямого и косвенного воздействия10.
11.
12.
ВыводПодводя итоги всей вышесказанной информации
можно сказать, что плазменная сварка является
хорошим вариантом промышленной сварочной
деятельности, ввиду хорошего качества сварных
швов, удобства в использовании, возможностью
сварки любых металлов, быстрой скоростью
сваривания и повышенным уровнем безопасности.
Высокая стоимость аппарата высокой
мощности окупается недорогой стоимостью самого
использования ввиду отсутствия в
использовании аргона, ацетилена и кислорода.