")




 industry
industrySimilar presentations:






")



Методы очистки попутного газа в промысловых условиях
1.
ЛЕКЦИЯ 11Методы очистки попутного газа в
промысловых условиях
2.
Методы очистки попутного газа в промысловых условияхНефтяные газы, в отличие от природных, содержат
большое количество пропан-бутановой фракции (от 30 до
50%). Ее извлекают только на установках абсорбционного
(жидкостного) или, в крайнем случае, компрессорного
типа.
Природные газы, содержащие не свыше 10% пропанбутановой фракции, обрабатывают, как правило, на
адсорбционных установках с твердым поглотителем
(силикагель, алюмогель, синтетические циолиты —
молекулярные сита и т. д.) Адсорбционные установки для
природных газов в связи с малым содержанием в них
пропан-бутановой фракции хорошо сорбируют не только
пропан-бутаны, но и пары воды.
В качестве поглотителя тяжелых углеводородов из
нефтяного газа применяют обычно легкие масла, и
поэтому часто установки такого типа называются
маслоабсорбционными.
3. Малогабаритная маслоабсорбционная установка (ГПЗ)
1 - газовый коллектор откомпрессорной станции; 2 холодильник; 3 - абсорбер; 4 жалюзипнын каплеулошггель; 5
- выпетриватель
(даэтанизатор); 6,7 - теплообменники; 8 - десорбер
(отпарная колонна); 16 холодильники; 10- сепаратор;
14, 17 – насосы; 12 - емкость
для хранении нестабильного
конденсата; 13 - градирня;15печь
1 - газовый коллектор от
компрессорной станции;
2 - холодильник; 3 абсорбер; 4 жалюзийный
каплеуловитель; 5 выветриватель
(даэтанизатор); 6,7 теплообменники; 8 десорбер (отпарная
колонна); 16 холодильники; 10сепаратор; 14, 17 –
насосы; 12 - емкость для
хранении нестабильного
конденсата; 13 градирня;15-печь
4.
Осушка газа жидкими сорбентамиВ качестве жидких поглотителей паров воды из газа
наибольшее распространение получили ДЭГ (С4Н10О3) и ТЭГ
(С6Н14О 4).
Вследствие низкого давления насыщенных паров этих
гликолей потери их при осушке незначительны и
колеблются в пределах от 5 до 35 г на 1000 м3 газа.
ДЭГ и ТЭГ хорошо растворяются в воде, неагрессивны,
сравнительно недороги, поэтому находят широкое
применение в процессах осушки. Степень осушки газа
жидкими поглотителями должна быть такой, чтобы точка
росы осушенного газа была на 3-5° С ниже, чем
минимально возможная температура газа в газопроводе.
Необходимую концентрацию раствора ДЭГа или ТЭГа, а
также режим работы регенерационного цикла определяют
расчетом в зависимости от температуры осушаемого газа и
требуемой точки росы.
5.
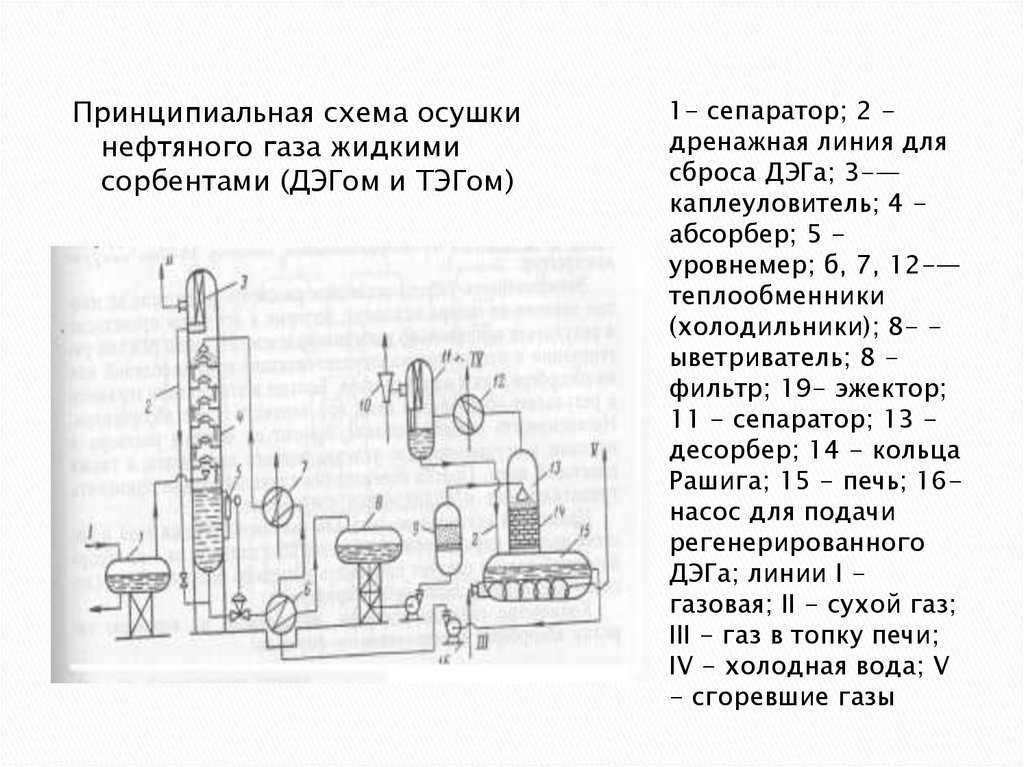
Принципиальная схема осушкинефтяного газа жидкими
сорбентами (ДЭГом и ТЭГом)
1- сепаратор; 2 дренажная линия для
сброса ДЭГа; 3-—
каплеуловитель; 4 абсорбер; 5 уровнемер; б, 7, 12-—
теплообменники
(холодильники); 8- ыветриватель; 8 фильтр; 19- эжектор;
11 - сепаратор; 13 десорбер; 14 - кольца
Рашига; 15 - печь; 16насос для подачи
регенерированного
ДЭГа; линии I газовая; II - сухой газ;
III - газ в топку печи;
IV - холодная вода; V
- сгоревшие газы
6.
Очистка газа от сероводорода и углекислотыДля извлечения Н2 S и С02 из нефтяного газа обычно
применяют моноэтаноламин, что объясняется в основном его
низкой стоимостью (90 руб. за 1 м3), высокой реакционной
способностью, стабильностью, легкостью регенерации от
загрязненных растворов.
Основным недостатком этого сорбента является относительно
высокое давление паров (при температуре +38° С 1,55 мм рт.
ст.).
Основные свойства моноэтаноламина: плотность 1,02 г/см3;
температура кипения 171° С; молекулярная масса 61,1;
растворимость в воде полная, в углеводороде нерастворим;
применяют при концентрации не выше 1596.
7. Принципиальная схема очистки газа от сероводорода Н2S и углекислого газа СО2 моноэтаноламином
1- абсорбер; 2 тарелки 3, 4, 8 теплообменники(холодильники); 5 насос для подачи
регенерированного
моноэтаноламина; 6
- рибойлер
(пароподогреватель);
7 - регенерационная
колонна; 9 - насос
для подачи
конденсата;
10 - сепаратор
8. ОЧИСТКА ГАЗА ОТ СЕРОВОДОРОДА В ВАРИАНТЕ БЕЗНАСОСНОЙ ЦИРКУЛЯЦИИ АБСОРБЕНТА
1-абсорбер; 2-регенератор;3 и 4 –трубопроводы;
5- распределитель газа;
6-распределитель воздуха; 7
и 71 – перемычки;
8 и 81 –карманы;
9 и 91 –трубопроводы;
10 –узел выделения серы;
11 и 111- трубопроводы ;
12 –воздушный клапан;
13 –датчик давления;
14 –входной сепаратор;
15 –выходной сепаратор;
16 –насос; 17 -компрессор;
18- подводящий
трубопровод;
19, 20, 21, 23, 24, 25, 26, 27–
трубопроводы
9.
Основной абсорбент – комплекс трехвалентного железа.В общем составе абсорбента 2 % массовых составляет трилон
Б-динатриевая соль этилендиаминтетрауксусной кислоты.
Соотношение 1:8.
H2S+2Fe T S+2H++2Fe T
4Fe T+O2+4H+ 4Fe T+H2O
Степень очистки газа не менее 99,9 %.
Для предотвращения замерзания раствора в абсорбент
вводят моноэтиленгликоль в количестве 40 %.