 life safety
life safetySimilar presentations:





")




Меры безопасности при проведении сварочных работ
1.
Тема 4.3 МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ.К производству электро-, газо- и термитно-сварочных работ допускаются лица только старше 18
лет, прошедшие специальное обучение проверку знаний по сварке и резке металлов, получившие
удостоверение на право производства этих работ, обученные правилам ТБ при производстве
сварочных работ и имеющие допуск к этим работам с записью и удостоверении.
Электрическая сварка металлов подразделяется на: ручную электродуговую сварку,
автоматическую электродуговую сварку, электроконтактную сварку, точечную сварку, шовную
сварку, стыковую сварку, газоэлектрическую сварку.
При выполнении электросварочных работ в монтажной зоне или цехе завода (мастерской)
необходимо:
не иметь на рабочем месте ничего лишнего, мешающего в работе;
детали и заготовки держать в устойчивом положении на подкладках и стеллажах;
не прикасаться к токоведущим частям, электрическим проводам (даже изолированным),
кабелям, шинам и проследить, чтобы руки, обувь и одежда были всегда сухими;
не наступать на лежащие на полу детали, изделия, провода, обрезки металлов, доски и пр.;
не прикасаться к находящимся в движении частям механизмов;
не допускать загромождения рабочего места, проходов и проездов посторонними
предметами;
содержать рабочее место в чистоте и порядке;
обращать внимание на сигналы, подаваемые с грузоподъемных кранов и движущегося
транспорта;
не стоять и не проходить под поднятым грузом, а также между станками, колоннами,
ограждениями, стенами зданий, близко расположенными к передвигаемому грузу;
при передвижении по цеху пользоваться только установленными проходами.
Перед началом работы в монтажной зоне мастер (прораб) обязан подробно ознакомить
электросварщика с характером предстоящей работы, а также с приемами безопасного выполнения
данного задания. Перед началом работы в действующих электроустановках, с мостовых кранов, на
высоте, в условиях других опасностей (газ, температура, сырость и т.п.) мастер (прораб) обязан
оформить наряд-допуск на выполнение предстоящей работы, ознакомить с местом и условиями
работы электросварщика и дополнительно провести текущий инструктаж на рабочем месте, в
котором требуется разъяснить и показать:
место установки электросварочного аппарата (агрегата);
способ заземления;
характер работы по выполнению электродуговой сварки и безопасные приемы ее
выполнения;
ограждение мест сварки;
обязанности и место нахождения подсобного рабочего;
местонахождение телефона дежурного электромонтера по строи тельной площадке.
Перед
началом
электросварочных
работ
необходимо
проверить
исправность
электрододержателя, надежность изоляции его рукоятки, исправность предохранительной маски с
2.
защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединенииконтактов сварочного провода и наличие заземления сварочного аппарата, агрегата.
Металлические части электросварочного трансформатора, вывод его вторничной обмотки, а также
свариваемая конструкция должны быть надежно заземлены до включения сварочного аппарата в
сеть. Наименьшее сечение неизолированных проводов для устройства цепей заземления должно
быть не менее: медных - 4 мм , алюминиевых - 6 мм , диаметр стальной проволоки - 5 мм.
Сварочные аппараты и агрегаты, установленные на открытой монтажной площадке, должны быть
защищены от ветра, сквозняков и атмосферных осадков палатками или навесами и ограждены от
механических повреждений. Значительное улучшение условий труда электросварщиков, повышение
их безопасности обеспечивает применение закрытых сварочных постов Исправность
электросварочных аппаратов и агрегатов необходимо проверять через каждые 6 мес, обращая
особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в
соответствующую документацию. Запрещается протирать детали бензином, керосином перед их
сваркой. Хранить огнеопасные материалы в местах производства сварочных работ, а особенно в
кабинах электросварщика, запрещается.
Сварка должна производиться с применением двух проводников одинакового сечения. В качестве
обратного или нулевого провода и цепи заземления допускается применять:
кабель, применяемый для электросварки;
стальные шины любого профиля минимальным сечением 40Х4 мм;
сварочную плиту и свариваемую конструкцию;
металлоконструкции зданий и сооружений.
Запрещается использовать в качестве второго провода или элементов заземления трубы
сантехнических сетей (водопровода, газопровода и др.) и технологического трубопровода.
Перемещать электросварочный аппарат или агрегат на другое место без отключения от
электросети строго запрещается. Во избежание ошибочного включения сварочного трансформатора
в электросеть необходимо на его выводах иметь яркую маркировку сторон высокого и низкого
напряжения. Выводы сварочного трансформатора должны быть обязательно прикрыты откидными
козырьками. Место установки сварочного трансформатора или агрегата в помещении или на улице
должно быть обязательно ограждено и находиться в стороне от проходов и проездов, но
приближено к месту производства электросварочных работ. Длина питающих проводов от сети до
сварочного аппарата должна быть не более 10 м. Максимальная длина сварочного кабеля от
сварочного аппарата до электрододержателя не должна превышать 50 м. Площадка, где установлен
сварочный аппарат, по своим размерам должна быть достаточной для безопасного обслуживания
аппарата с обеспечением прохода шириной 1 м вокруг электросварочной установки. Подключение и
отключение сварочного источника питания к силовой сети должен осуществлять электротехнический
персонал предприятия.
При работе с открытой электрической дугой электросварщик дол жен быть одет в брезентовый
костюм и кожаные ботинки или сапоги. Брюки необходимо надевать поверх сапог, а рукава куртки
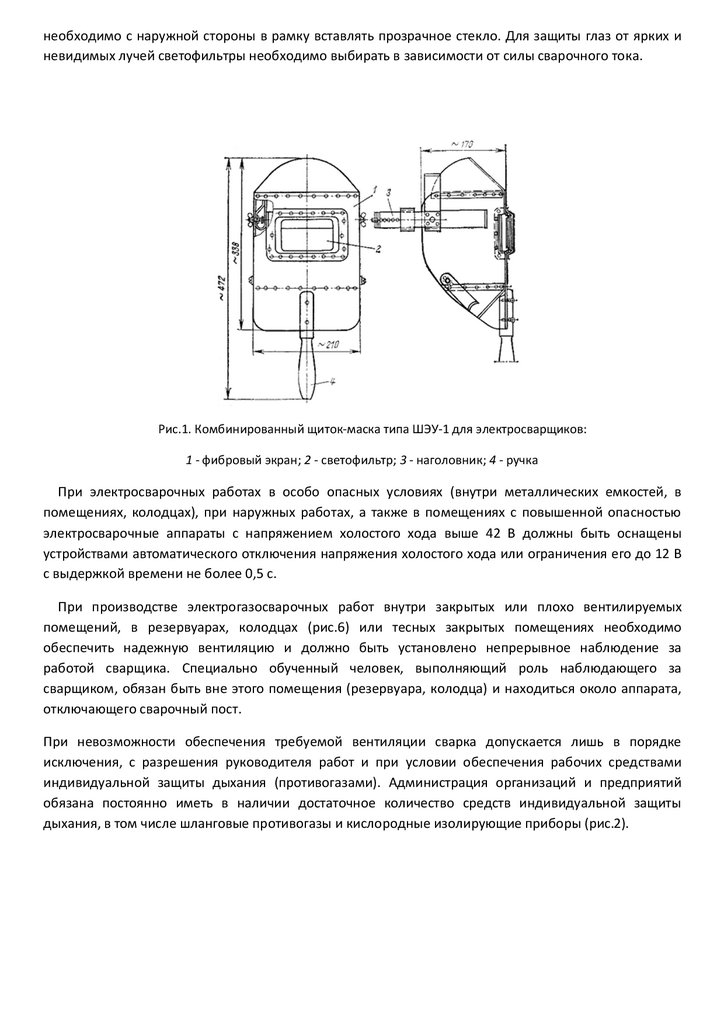
завязывать вокруг запястья. Для защиты лица и глаз электросварщик должен быть обеспечен
шлемом-маской типа МС-2 или щитком-маской типа ШЭУ-1 (рис.1) или ЩС-2 с защитными
светофильтрами. Для защиты светофильтров от брызг расплавленного металла или загрязнения
3.
необходимо с наружной стороны в рамку вставлять прозрачное стекло. Для защиты глаз от ярких иневидимых лучей светофильтры необходимо выбирать в зависимости от силы сварочного тока.
Рис.1. Комбинированный щиток-маска типа ШЭУ-1 для электросварщиков:
1 - фибровый экран; 2 - светофильтр; 3 - наголовник; 4 - ручка
При электросварочных работах в особо опасных условиях (внутри металлических емкостей, в
помещениях, колодцах), при наружных работах, а также в помещениях с повышенной опасностью
электросварочные аппараты с напряжением холостого хода выше 42 В должны быть оснащены
устройствами автоматического отключения напряжения холостого хода или ограничения его до 12 В
с выдержкой времени не более 0,5 с.
При производстве электрогазосварочных работ внутри закрытых или плохо вентилируемых
помещений, в резервуарах, колодцах (рис.6) или тесных закрытых помещениях необходимо
обеспечить надежную вентиляцию и должно быть установлено непрерывное наблюдение за
работой сварщика. Специально обученный человек, выполняющий роль наблюдающего за
сварщиком, обязан быть вне этого помещения (резервуара, колодца) и находиться около аппарата,
отключающего сварочный пост.
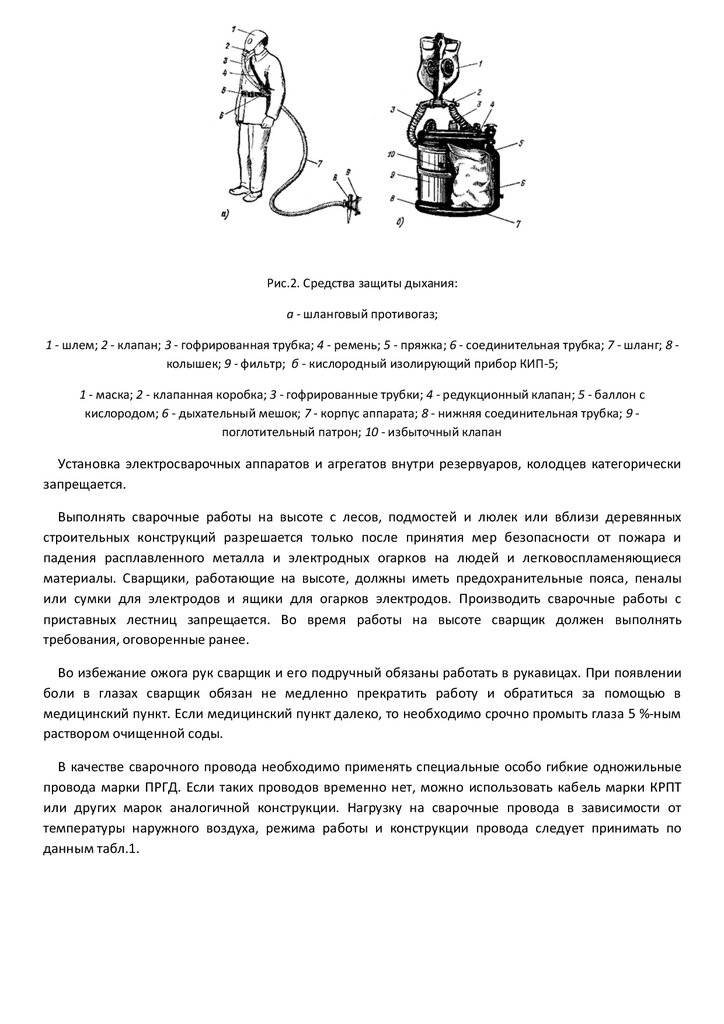
При невозможности обеспечения требуемой вентиляции сварка допускается лишь в порядке
исключения, с разрешения руководителя работ и при условии обеспечения рабочих средствами
индивидуальной защиты дыхания (противогазами). Администрация организаций и предприятий
обязана постоянно иметь в наличии достаточное количество средств индивидуальной защиты
дыхания, в том числе шланговые противогазы и кислородные изолирующие приборы (рис.2).
4.
Рис.2. Средства защиты дыхания:а - шланговый противогаз;
1 - шлем; 2 - клапан; 3 - гофрированная трубка; 4 - ремень; 5 - пряжка; 6 - соединительная трубка; 7 - шланг; 8 колышек; 9 - фильтр; б - кислородный изолирующий прибор КИП-5;
1 - маска; 2 - клапанная коробка; 3 - гофрированные трубки; 4 - редукционный клапан; 5 - баллон с
кислородом; 6 - дыхательный мешок; 7 - корпус аппарата; 8 - нижняя соединительная трубка; 9 поглотительный патрон; 10 - избыточный клапан
Установка электросварочных аппаратов и агрегатов внутри резервуаров, колодцев категорически
запрещается.
Выполнять сварочные работы на высоте с лесов, подмостей и люлек или вблизи деревянных
строительных конструкций разрешается только после принятия мер безопасности от пожара и
падения расплавленного металла и электродных огарков на людей и легковоспламеняющиеся
материалы. Сварщики, работающие на высоте, должны иметь предохранительные пояса, пеналы
или сумки для электродов и ящики для огарков электродов. Производить сварочные работы с
приставных лестниц запрещается. Во время работы на высоте сварщик должен выполнять
требования, оговоренные ранее.
Во избежание ожога рук сварщик и его подручный обязаны работать в рукавицах. При появлении
боли в глазах сварщик обязан не медленно прекратить работу и обратиться за помощью в
медицинский пункт. Если медицинский пункт далеко, то необходимо срочно промыть глаза 5 %-ным
раствором очищенной соды.
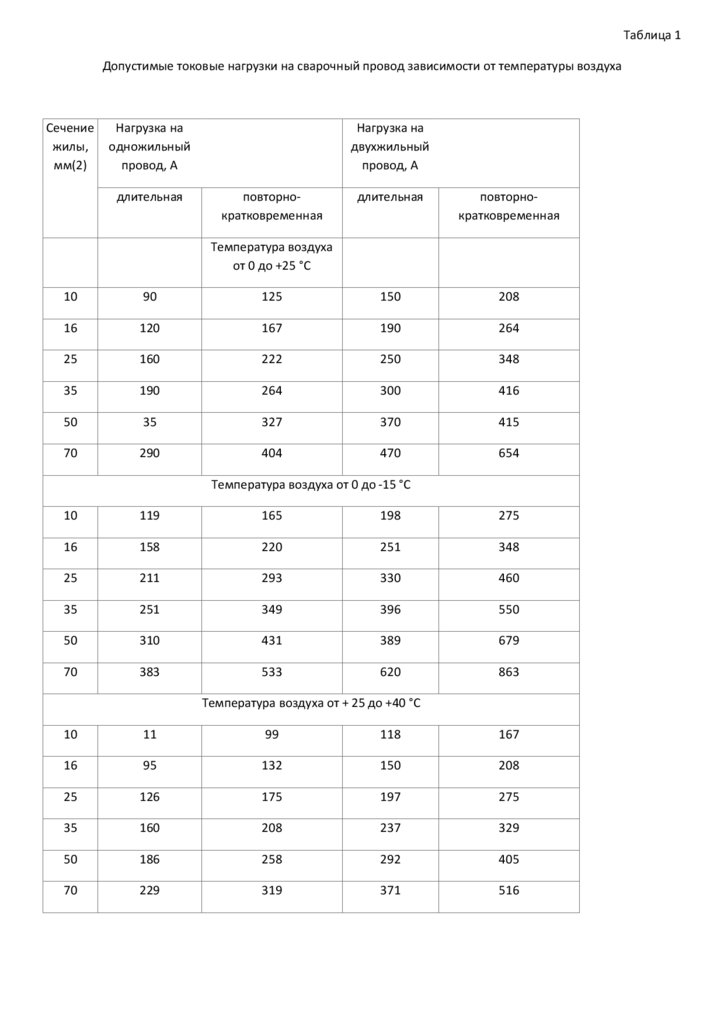
В качестве сварочного провода необходимо применять специальные особо гибкие одножильные
провода марки ПРГД. Если таких проводов временно нет, можно использовать кабель марки КРПТ
или других марок аналогичной конструкции. Нагрузку на сварочные провода в зависимости от
температуры наружного воздуха, режима работы и конструкции провода следует принимать по
данным табл.1.
5.
Таблица 1Допустимые токовые нагрузки на сварочный провод зависимости от температуры воздуха
Сечение
жилы,
мм(2)
Нагрузка на
одножильный
провод, А
длительная
Нагрузка на
двухжильный
провод, А
повторнократковременная
длительная
повторнократковременная
Температура воздуха
от 0 до +25 °С
10
90
125
150
208
16
120
167
190
264
25
160
222
250
348
35
190
264
300
416
50
35
327
370
415
70
290
404
470
654
Температура воздуха от 0 до -15 °С
10
119
165
198
275
16
158
220
251
348
25
211
293
330
460
35
251
349
396
550
50
310
431
389
679
70
383
533
620
863
Температура воздуха от + 25 до +40 °С
10
11
99
118
167
16
95
132
150
208
25
126
175
197
275
35
160
208
237
329
50
186
258
292
405
70
229
319
371
516
6.
Для повторной кратковременной нагрузки рабочее время принимается не более 4 мин, общеевремя цикла - до 10 мин. Если продолжительность рабочего времени более 4 мин при уменьшенном
времени перерыва в работе, то нагрузку на провод следует принимать по графе "длительная" табл.2.
Завышение сечения проводов приводит к увеличению массы проводов, что вызывает усложнения
в работе. Занижение сечения проводов приводит к их перегреву и быстрому разрушению изоляции и
да же к пожарам.
Машинист передвижного электрического агрегата (электросварочного или электростанции) при
обслуживании электрической части его должен пользоваться диэлектрическими перчатками,
калошами, бота ми, диэлектрическим ковриком, причем коврик следует укладывать перед
электрической частью агрегата на сухой грунт или дощатый настил. При агрегате должны быть
огнетушитель, войлок или кошма, лопата, лом, топор и комплект инструмента по списку. Корпус
агрегата должен быть присоединен к заземляющему устройству с сопротивлением не более 10 Ом. В
качестве заземлителя применяются металлические стержни (электроды) из круглой стали длиной до
1,5 м, заглубленные в грунт на 1,3 м. Установленный на рабочем месте агрегат должен быть
заторможен, и площадка вокруг него должна содержаться в чистоте. Продольный уклон агрегата не
должен превышать 9°.
При подготовке агрегата к пуску машинист должен осмотреть его и проверить:
наличие и прочность крепления ограждающих устройств; надежность уплотнений в
соединениях топливной системы;
исправность заземляющих проводников и электродов переносного заземления;
надежность контактов в соединениях;
правильность присоединения проводов к агрегату и их полярность.
В холодное время года при необходимости подогрева двигателя разрешается применять только
горячую воду. Применять открытый огонь для этих целей запрещается. Присоединение сварочных
проводов к генератору с обязательным соблюдением полярности производит машинист, при этом
все рубильники балластных реостатов должны быть разомкнуты. Заводить двигатель внутреннего
сгорания следует не вращением рукоятки вкруговую, а короткими рывками ее снизу вверх, при этом
пальцами руки обхватывать рукоятку вокруг запрещается, так как при детонации двигателя может
выбить большой палец.
Во время работы агрегата машинисту запрещается:
прикасаться к его движущимся частям;
ремонтировать, регулировать и смазывать агрегат;
доливать горючее в бак и масло в картер;
проверять наличие напряжения на зажимах генератора каким-либо кустарным способом.
В практике ЭМР широко применяется сварка: электродуговая, автоматическая электродуговая,
аргонодуговая (плавящимся или неплавящимся электродом), шланговая под слоем флюса,
электроконтактная, точечная, шовная, стыковая и т.д. На рис.8 показана схема шлангового
7.
полуавтомата, широко применяемого для сварки прямолинейных, криволинейных швов, труб,угловых и других соединений.
При аргонодуговой сварке на переменном токе с применением осциллятора требуется
повышенное внимание к работе и надежное заземление корпусов сварочного трансформатора,
дросселя, осциллятора и конструкции сварочного стола.
Присоединение осциллятора к сварочному посту со стороны высокой частоты и высокого
напряжения производится экранированным проводом с повышенной изоляцией. Напряжение во
вторичной цепи осциллятора 2500 В, поэтому необходимо следить за исправным состоянием
блокировочного конденсатора. Электросварщику ремонт осциллятора производить запрещается.
Перед началом аргонодуговой сварки необходимо осмотреть грелку-электрододержатель,
изоляцию рукоятки, надежность присоединения шланга для подачи аргона, а если горелка
охлаждается водой - надежность присоединения водяных шлангов. Необходимо осмотреть редуктор
для аргона, который соответственно баллону должен иметь черную окраску, проверить наличие
пломб и даты последних испытаний манометров, проверить состояние резьбы на накидных гайках.
При сварке алюминия, меди и латуни выделяются ядовитые газы и пары окислов металлов,
поэтому необходимо производить работу только при исправном действии вентиляции помещения,
или подаче свежего воздуха к месту сварки (под маску электросварщика), или в противогазах. Во
избежание ожогов горячим алюминием необходимо применять формовочные прокладки при сварке
шин в горизонтальном положении и подвижные шторки - при вертикальных швах. При очистке
прутков присадочного алюминия в горячем растворе едкого натра необходимо работать в
резиновых перчатках и предохранительных очках с прозрачными стеклами.
При сварке шин на конструкции собранных шинопроводов необходимо работать на прочном
основании, в калошах, а если работу требуется выполнять лежа, то необходимо подложить
резиновый коврик достаточных размеров.
До начала автоматической или полуавтоматической электродуговой сварки постоянным током под
флюсом необходимо проверить полярность и надежность присоединения проводов от
преобразователя к сварочному тракту и сварочному столу, крепление воздушных шлангов к
зажимным устройствам, крепление водяных шлангов к экрану сварочной головки, наличие и
состояние заземления.
Перед сваркой шин необходимо тщательно их закрепить зажимами для предотвращения сдвига
по оси хода сварочного устройства и надежного электрического контакта сварочной цепи. В случае,
если свариваемые шины недостаточно отрихтованы на ребро и при их укладке на сварочный стол
остаются зазоры близ сварочного шва, необходимо тщательно, до нижней подкладки уплотнить эти
щели глиной на рас стоянии не менее 100 мм от сварочной ванны для предупреждения утечки
металла и ожогов тела и рук при его разбрызгивании. При автоматической дуговой сварке под слоем
флюса необходимо выполнять следующие требования:
флюс, применяемый при сварке, должен быть сухим и чистым. Флюс, загрязненный
смазывающими маслами, жирами и смолами, к применению не допускается. При ручной уборке
флюса необходимо пользоваться рукавицами;
8.
очищать швы под флюсом при сварке следует пневматическими приспособлениями илиметаллическими щетками и скребками с прочны ми рукоятками;
при обслуживании автоматов для электрошлаковой сварки электросварщику необходимо иметь
очки с синими стеклянными светофильтрами, задерживающими инфракрасные лучи;
при сварке под слоем флюса, содержащим фтористые соединения, а также при сварке цветных
металлов, особенно в закрытых помещениях, необходимо следить за постоянной работой
вентиляции;
для защиты изоляции сварочных проводов автоматов с передвижной головкой от механических
повреждений их следует заключить в резиновые шланги.
На аппаратах автоматической сварки в среде защитных газов необходимо устанавливать (против
сварочной головки со стороны сварщика) откидной щиток с защитным стеклом-светофильтром,
соответствующим тону прозрачности. Электропроводка и трубки для газа и охлаждающей воды,
соединяющие переносные пульты управления со сварочными головками и газоэлектрическими
горелками, должны быть заключены в общий резиновый шланг. Горелки для сварки в среде
защитных газов не должны иметь открытых токоведущих частей. Рукоятки горелок должны быть
покрыты диэлектрическим и теплоизолирующим материалом и снабжены щитком для защиты рук
сварщика от ожогов.
До начала сварки методом контактного разогрева необходимо проверить надежность
присоединения проводов от сварочного транс форматора к пусковому устройству, заземляющего
устройства к корпусу трансформатора, а также наличие защитных устройств.
Устройство для переключения числа витков в первичной обмотке трансформатора контактной
машины должно быть снабжено блокировкой, предотвращающей доступ к переключателю при
неотключенной первичной цепи. Контактные машины для сварки с оплавлением должны быть
снабжены защитным щитком, защищающим сварщика от искр и позволяющим вести наблюдение за
процессом сварки. Вторичная об мотка трансформаторов при контактной сварке сварочными
клещами или пистолетами должна быть заземлена. Зачистку электродов на точечных и роликовых
контактных машинах разрешается производить только при отключении контактной машины от сети.
Точечные и роликовые контактные машины должны иметь экраны для защиты сварщика, а
педальные пусковые устройства должны быть надежно заземлены и иметь сверху прочное
ограждение от случайного включения.
Электросварщики, работающие на контактных машинах
предохранительными очками с соответствующими светофильтрами.
должны
защищать
глаза
Напряжение, подводимое к электродам или зажимам контактных машин, должно быть не более
42 В. Проходы между точечными и шовными машинами с расположением рабочих мест друг против
друга должны быть шириной не менее 2 м, а между стыковыми - 3 м. При расположении
перечисленных машин тыльными сторонами друг к другу ширина прохода должна быть не менее 1
м, а при расположении передними и тыльными сторонами друг к другу - не менее 1,5 м. Вода,
подаваемая для охлаждения контактных машин, должна подогреваться до 25-30 °С. Около
сварочной машины должна быть установлена подножная деревянная решетка, покрытая резиновым
ковриком, на котором должен стоять электросварщик во время работы на машине.
9.
Газовая сварка и резкаК работе с газовой аппаратурой, а также к работе по перевозке и хранению сжатых и сжиженных
газов допускаются лица, прошедшие специальное обучение, имеющие удостоверение на право
производства газовой сварки и резки металлов или на право работы со сжатыми и сжиженными
газами, а также прошедшие обучение по ТБ и сдавшие экзамен.
До начала производства электромонтажных работ, где будет применена газовая сварка или резка
металлов (рис.9), мастер (прораб) обязан провести повторный инструктаж газосварщика, в котором
обязан дополнительно разъяснить и указать:
место установки газовой аппаратуры (отдельно для кислородных баллонов и других горючих газов);
характер работы по выполнению газовой сварки или резки и безопасные приемы в работе;
ограждение мест сварки (резки);
обязанность и местонахождение подсобного рабочего;
порядок перевоза (указать маршрут) баллонов со сжатым и сжиженными газами от места их
хранения до рабочего места;
порядок подъема баллонов на высоту;
порядок хранения баллонов с газом и без него на рабочем месте;
порядок зажигания и гашения ручных горелок и резаков.
Перед началом работы по производству газовой сварки или резки металлов необходимо
проверить: состояние баллонов со сжиженными и сжатыми газами; соответствие цвета окраски,
опознавательных полос и надписей; пригодность и исправность редукторов, вентилей, шлангов;
плотность и исправность всех узлов ацетиленового генератора; исправность горелки и резака,
защитных очков и светофильтров.
Газосварщик должен носить брезентовый костюм и кожаные ботинки. Во избежание ожогов от
брызг расплавленного металла необходимо брезентовые брюки носить поверх сапог и застегивать
брезентовую куртку на все пуговицы. Заправлять куртку под брюки, а брюки в сапоги не
разрешается. При газовой сварке или резке следует работать в защитных очках со специальными
светофильтрами. Светофильтры и тип очков рекомендуется применять в зависимости от номера
наконечника горелки (резака). От брызг расплавленного металла и искр светофильтр рекомендуется
защищать тонким простым сменным стеклом.
Вспомогательным рабочим или электромонтажникам, работающим непосредственно со
сварщиком, рекомендуется пользоваться защитными очками со светофильтрами.
Если в разрезаемом или свариваемом металле содержатся цинк, медь, свинец и другие примеси,
газосварщик должен пользоваться фильтрующим противогазом.
При получении баллона с кислородом на складе или перед при соединением редуктора
необходимо тщательно осмотреть его и убедиться в исправности баллона и его арматуры, для чего
следует отвернуть колпак и убедиться в отсутствии следов масла и жиров на вентиле баллона.
10.
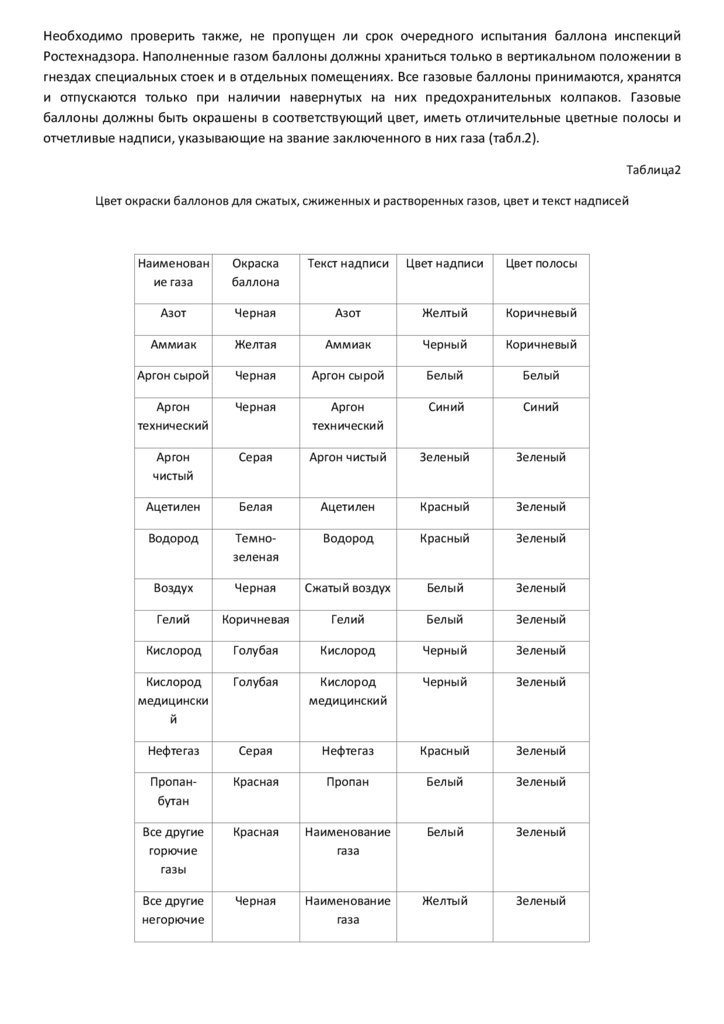
Необходимо проверить также, не пропущен ли срок очередного испытания баллона инспекцийРостехнадзора. Наполненные газом баллоны должны храниться только в вертикальном положении в
гнездах специальных стоек и в отдельных помещениях. Все газовые баллоны принимаются, хранятся
и отпускаются только при наличии навернутых на них предохранительных колпаков. Газовые
баллоны должны быть окрашены в соответствующий цвет, иметь отличительные цветные полосы и
отчетливые надписи, указывающие на звание заключенного в них газа (табл.2).
Таблица2
Цвет окраски баллонов для сжатых, сжиженных и растворенных газов, цвет и текст надписей
Наименован
ие газа
Окраска
баллона
Текст надписи
Цвет надписи
Цвет полосы
Азот
Черная
Азот
Желтый
Коричневый
Аммиак
Желтая
Аммиак
Черный
Коричневый
Аргон сырой
Черная
Аргон сырой
Белый
Белый
Аргон
технический
Черная
Аргон
технический
Синий
Синий
Аргон
чистый
Серая
Аргон чистый
Зеленый
Зеленый
Ацетилен
Белая
Ацетилен
Красный
Зеленый
Водород
Темнозеленая
Водород
Красный
Зеленый
Воздух
Черная
Сжатый воздух
Белый
Зеленый
Гелий
Коричневая
Гелий
Белый
Зеленый
Кислород
Голубая
Кислород
Черный
Зеленый
Кислород
медицински
й
Голубая
Кислород
медицинский
Черный
Зеленый
Нефтегаз
Серая
Нефтегаз
Красный
Зеленый
Пропанбутан
Красная
Пропан
Белый
Зеленый
Все другие
горючие
газы
Красная
Наименование
газа
Белый
Зеленый
Все другие
негорючие
Черная
Наименование
газа
Желтый
Зеленый
11.
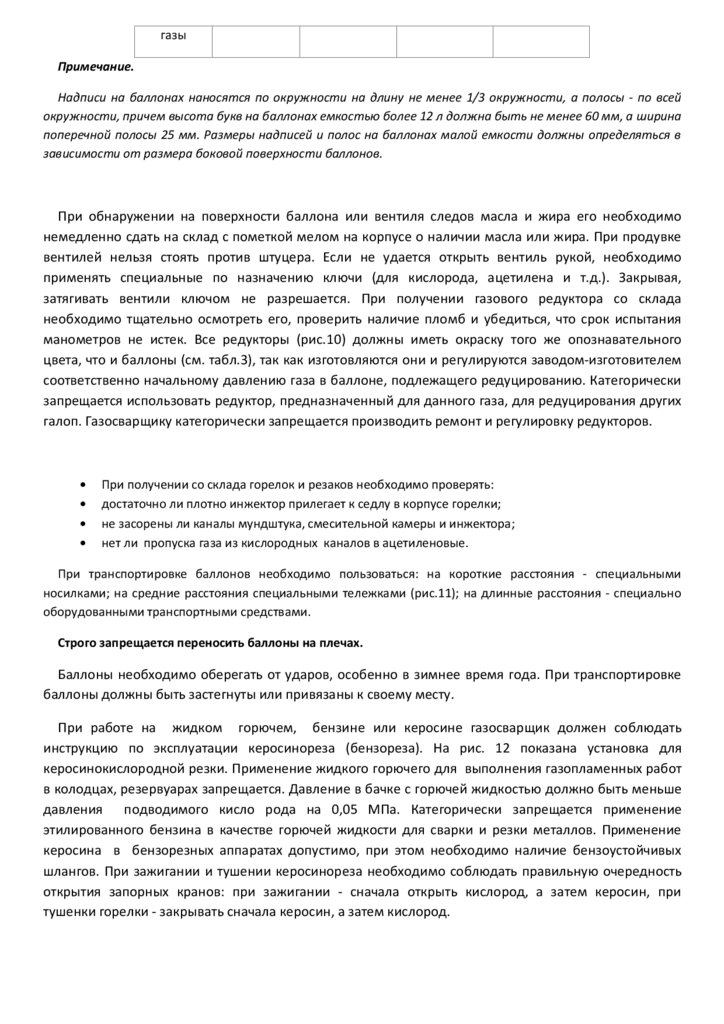
газыПримечание.
Надписи на баллонах наносятся по окружности на длину не менее 1/3 окружности, а полосы - по всей
окружности, причем высота букв на баллонах емкостью более 12 л должна быть не менее 60 мм, а ширина
поперечной полосы 25 мм. Размеры надписей и полос на баллонах малой емкости должны определяться в
зависимости от размера боковой поверхности баллонов.
При обнаружении на поверхности баллона или вентиля следов масла и жира его необходимо
немедленно сдать на склад с пометкой мелом на корпусе о наличии масла или жира. При продувке
вентилей нельзя стоять против штуцера. Если не удается открыть вентиль рукой, необходимо
применять специальные по назначению ключи (для кислорода, ацетилена и т.д.). Закрывая,
затягивать вентили ключом не разрешается. При получении газового редуктора со склада
необходимо тщательно осмотреть его, проверить наличие пломб и убедиться, что срок испытания
манометров не истек. Все редукторы (рис.10) должны иметь окраску того же опознавательного
цвета, что и баллоны (см. табл.3), так как изготовляются они и регулируются заводом-изготовителем
соответственно начальному давлению газа в баллоне, подлежащего редуцированию. Категорически
запрещается использовать редуктор, предназначенный для данного газа, для редуцирования других
галоп. Газосварщику категорически запрещается производить ремонт и регулировку редукторов.
При получении со склада горелок и резаков необходимо проверять:
достаточно ли плотно инжектор прилегает к седлу в корпусе горелки;
не засорены ли каналы мундштука, смесительной камеры и инжектора;
нет ли пропуска газа из кислородных каналов в ацетиленовые.
При транспортировке баллонов необходимо пользоваться: на короткие расстояния - специальными
носилками; на средние расстояния специальными тележками (рис.11); на длинные расстояния - специально
оборудованными транспортными средствами.
Строго запрещается переносить баллоны на плечах.
Баллоны необходимо оберегать от ударов, особенно в зимнее время года. При транспортировке
баллоны должны быть застегнуты или привязаны к своему месту.
При работе на жидком горючем, бензине или керосине газосварщик должен соблюдать
инструкцию по эксплуатации керосинореза (бензореза). На рис. 12 показана установка для
керосинокислородной резки. Применение жидкого горючего для выполнения газопламенных работ
в колодцах, резервуарах запрещается. Давление в бачке с горючей жидкостью должно быть меньше
давления подводимого кисло рода на 0,05 МПа. Категорически запрещается применение
этилированного бензина в качестве горючей жидкости для сварки и резки металлов. Применение
керосина в бензорезных аппаратах допустимо, при этом необходимо наличие бензоустойчивых
шлангов. При зажигании и тушении керосинореза необходимо соблюдать правильную очередность
открытия запорных кранов: при зажигании - сначала открыть кислород, а затем керосин, при
тушенки горелки - закрывать сначала керосин, а затем кислород.
12.
Рабочее место сварщика должно быть размещено на расстоянии не менее 10 м от ацетиленовогогенератора или бачка с жидким горючим и огнеопасных материалов. Вблизи производства
сварочных работ я резки металлов должны находиться огнетушитель, лопата, ящик с песком и
другие противопожарные средства. Баллоны с газом должны быть установлены на расстоянии не
менее 5 м от интенсивных источников тепло и не менее 1 м - от нагревательных приборов. Газовые
баллоны с жидким наполнением (пропан-бутан) и ацетиленовые баллоны, имеющие внутри
пористую массу, залитую ацетоном, следует держать на рабочих местах только в вертикальном
положении, чтобы эти жидкости не могли попасть в редуктор или шланги.
Необходимо оберегать в летнее время года баллоны от непосредственного нагрева их
солнечными лучами.
Газосварщику запрещается:
оставлять без присмотра газовую аппаратуру;
работать неисправными горелками, резаками, шлангами, редукторами, вентилями и прочей
аппаратурой;
производить ремонт горелок, резаков, вентилей, баллонов, редукторов и другой аппаратуры
на рабочем месте;
во время работы держать шланги под мышкой, на плечах, зажатыми между ног;
подогревать металл резаком или горелкой, используя один горю чий газ без кислорода;
перемещаться с зажженной горелкой или резаком за пределы рабочего места, а также
подниматься по трапам, лесам и проходить в узких местах;
производить работу при загрязненных выходных каналах мундштуков во избежание
возникновения хлопков и обратных ударов;
допускать в зону производства огневых работ (ближе 5 м) посторонних и не занятых этими
работами лиц;
работать при недостаточной освещенности рабочего места;
касаться незащищенными руками нагретых мест свариваемого или разрезаемого металла;
допускать соприкосновение баллонов и шлангов с токоведущими частями.
Не реже 1 раза в месяц и во всех случаях подозрения на неисправность вся газовая аппаратура
проверяется на газонепроницаемость с последующей регистрацией результатов проверки в
специальном журнале. Не реже 1 раза в квартал следует проводить технический осмотр и испытание
всей газовой аппаратуры (особенно редукторов). Ответственность за состояние газовой аппаратуры
несет главный механик организации или предприятия.
Баллоны для сжатых газов при отправке на завод-наполнитель (зарядную станцию) должны иметь
остаточное давление газа, которое необходимо для предохранения проникновения в баллон влаги
воздуха и для определения состава газа и наименования, если маркировка и надписи стерты или
неясны. Баллоны с кислородом должны иметь остаточное давление газа не менее 0,05 МПа.
Для баллонов со сжиженными газами, упругость паров которых в зимнее время может быть не
ниже 0,05 МПа, остаточное давление устанавливается производственной инструкцией заводанаполнителя.
13.
После израсходования газа из баллона до указанного остаточного давления необходимо закрытьвентиль, навернуть предохранительный колпак на его горловину и сделать на баллоне надпись
"Пустой".
При пользовании ручной газовой аппаратурой не разрешается присоединять к шлангам вилки,
тройники и другие приспособления для питания газом нескольких горелок или резаков. Длина
шлангов для газовой сварки или резки, как правило, не должна превышать 20 м.
В монтажной зоне в особых случаях с разрешения мастера или прораба допускается применение
шлангов длиной до 40 м. Минимальная длина стыкуемых кусков шланга не менее 3 м, а количество
стыков в шлангах должно быть не более двух. Шланги необходимо прочно закреплять на редукторе,
горелке, генераторе и резаке специальными хомутами. Применять проволочные скрутки
запрещается. Отдельные куски шлангов категорически запрещается соединять при помощи отрезков
гладких труб. Для соединения шлангов применяются соединительные шланговые ниппели
Не разрешается производить сварку сосудов, аппаратов, трубопроводов, находящихся под
давлением каких-либо газов, пара или жидкостей. Сварку и резку сосудов, содержащих ранее нефть,
бензин или другие горючие жидкости, разрешается производить лишь после промывки их 5-10 %ным раствором каустической соды, затем горячей водой и пропаривания.
Газосварщик или газорезчик, работающий в условиях высоких температур, должен быть одет в
теплую одежду и работать не более 20 мин с промежутками для отдыха по 20 мин.
При получении и выдаче баллонов с пропан-бутаном должны быть тщательно проверены их
исправность (отсутствие утечки газа, трещин и следов коррозии, исправность вентилей), наличие
паспортных данных и клейма, срок годности после очередного испытания.
При использовании пропан-бутановой смеси для резки металла, для сварки тонколистовой стали и
цветных металлов необходимо соблюдать большую осторожность, так как получающийся при
испарении пропан-бутановой смеси горючий газ тяжелее воздуха, поэтому он может скапливаться в
низких местах (углублениях, котлованах, ямах и т.д.) и при этом образовывать с воздухом
взрывоопасные смеси.
Сварка и резка различных материалов дугой плазмы требуют специальной подготовки сварщиковоператоров, особой тщательности при создании безопасных условий труда и предосторожности при
работе с плазмой, высоким напряжением и газовыми смесями. Перед началом процесса сварки
(резки) материалов дугой плазмы все участники трудового процесса должны пройти
производственный инструктаж. Температура плазмы от 16000 до 30000 °С.
Сварщик-оператор, работающий с плазменной сваркой или резкой, обязан работать на
специальных установках (например, типа ХТТ-1-58), имеющих защитные световые и тепловые экраны
и нижний отсос газов (из-под сварочного стола). Объем отсасывающей смеси газов и воздуха должен
составлять не менее 2000 м /ч. Конструкция установки должна исключать возможность
прикосновения к токоведущим частям плазмотрона (кроме сопла).
Сварщик-оператор плазменной сварки или резки обеспечивается теплозащитными нарукавниками
из огнестойкого мягкого материала, а также наушниками (или вкладышами) от воздействия
широкополосного шума. Лицо сварщика-оператора обязательно должно быть защищено от мощных
14.
ультрафиолетовых и световых излучений сварочной дуги и плазмы, а также от инфракрасногоизлучения. При плазменной обработке материалов дополнительную опасность создает применение
в плазменной резке горючих газов и кислорода.
Вопросы для самопроверки.
1. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5
мм по ГОСТ 5264-80?
2. Какое должно быть напряжение светильников при производстве работ внутри
сосуда?
3. Для чего нужна спецодежда сварщику?
4. Кто должен производить подключение и отключение сварочного источника питания
к силовой сети?
5. Укажите полные рекомендации по защите места сварки в условиях монтажа?
6. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
7. Укажите как выбирают плотность защитного стекла в сварочной маске при дуговой
сварки
8. Какая минимальная величина тока может оказаться смертельной для человека при
попадании под электрическое напряжение?
9. Какой род тока более опасен при поражении человека электрическими токами при
напряжении 220В?
10. Какими индивидуальными средствами должен обеспечиваться сварщик при
выполнении потолочной сварки?
11. Какое напряжение считается безопасным в сухих помещениях?
12. Исходя из каких условий выбираются провода для электрических цепей?
13. Какое напряжение считается безопасным в сырых помещениях?
14. С какой целью в сварочной маске устанавливают светофильтр?
15. Кто подключает сварочный источник питания к распределительному щиту?
16. С какого возраста сварщики допускаются к выполнению сварочных работ?
17. От чего зависит выбор плотности защитного стекла для сварочной маски при РДС?
18. Укажите максимальное напряжение сети, к которому должно подключаться
сварочное оборудование?
19. Что входит в индивидуальные средства защиты сварщика от шума?
20. Кто должен производить подключение и отключение от силовой сети сварочного
источника питания?
21. Какое напряжение осветительной аппаратуры считается безопасным при работе в
закрытых емкостях?