























 mathematics
mathematicsSimilar presentations:










Меры длины. Лабораторная работа № 1
1.
Преподаватель - к.т.н., доцент,Харитонов Михаил Ильич
2.
1.Меры длины концевые плоскопараллельные2. Меры длины штриховые
3. Объект-микрометры
4. Стеклянные штриховые линейки
5. Шкалы стеклянные
6. Штангенинструменты
7. Микрометрические приборы
8. Дальномеры
3.
Концевые меры служат для передачизначений размера от государственного
эталона длины до изделия. Применение
К. м. обеспечивает единство средств
измерений в машиностроении. Концевые
меры поверяют контрольноизмерительные средства, устанавливают
измерительные средства на
номинальный размер, настраивают
станки и приспособления, устройства
для разметочных работ и т. д.
4.
5.
Меры поставляются в наборах ироссыпью по заказам. Градация:
0,001; 0,005; 0,01; 0,5; 1; 10; 25;
50; 100 м.ч. Используя свойство
притираемости, обеспечивающее
прочное сцепление концевых
мер, их можно собирать в
различные блоки. Блок следует
составлять из возможно меньшего
количества мер.
6.
Правило подбора концевыхмер по контролируемому
размеру - пример
1) 125, 345 2) 125, 34 3) 125, 3
-000,005
-000,04
-000,3
125, 340
125, 30
125, 0
И т.д
Подбирать, начиная с
дробной части числа
7.
К штриховым мерам длиныотносятся: брусковые (ГОСТ
12069-90), ленточные рулетки
(ГОСТ 7502-98), линейки
измерительные металлические
(ГОСТ 427 75»), складные
металлические метры, объектмикрометры, стеклянные
штриховые линейки и шкалы.
8.
Для измерений в качестве шкал приборови станков, а также как образцовые для
поверки измерительных приборов.
Выполняются одно и многозначными.
Однозначные меры имеют два штриха,
расстояние между которыми определяет
длину меры, многозначные — шкалу
штрихов с деци-, санти- и
миллиметровыми интервалами. Некоторые
меры имеют интервалы между штрихами
0,1 или 0,2 мм. В этом случае и комплект
входят лупы с увеличением не менее 7х.
9.
Выполняются из инвара, нержавеющейстали и светлополированной стальной
ленты длиной 1, 2, 5, 10, 20, 30, 40, 50,
75, 100 м. Они выпускаются 2-го и 3-го
классов точности. Допускаемые
отклонения действительной длины
миллиметровых делений рулеток должны
быть не более ±0,15 и ±0,20 мм,
сантиметровых — не более ±0,20 и ±0,30
мм, дециметровых и метровых — не более
±0,30 и ±0,40 мм для 2-го и 3-го классов
точности соответственно.
10.
Изготовляются из стальной пружинной лентыдлиной до 1 м и с ценой деления 1 мм.
Складные металлические метры
изготовляются длиной 1 м и состоят из 10
стальных упругих пластин, соединенных
шарнирно. Металлические измерительные
линейки должны иметь отклонения между
любыми штрихами не более +0,1 мм для
линеек длиной до 300 мм; +0,15 мм для
линеек длиной от 300 до 500 мм и +0, 20 мм
линеек длиной от 500 до 1000 мм.
11.
вставляются в микроскопы дляопределения увеличения. Они
представляют собой металлическую
оправу длиной 76, шириной 76 и
толщиной 2 мм. В центр оправы
вклеена стеклянная пластина со
шкалой, имеющей интервалы между
делениями 0,01.
12.
имеют пять интервалов по 25 мм общейдлиной 125 мм. Интервал 60-61 мм
имеет 10 делений через 0,1 мм. Ширина
штрихов — 0,006 мм; допускаемое
отклонение на расстоянии между
любыми штрихами ±0,002 мм; точность
аттестации не ниже 0,0005 мм.
Линейка применяется для проверки
инструментальных микроскопов.
13.
Существуют несколько типов:штриховые, шкалы с крестом, шкалы с
крестом и контрольными штрихами.
Стеклянные шкалы применяют для
поверки измерительных микроскопов
14.
представляют собой две измерительныегубки, одна из которых связана с
направляющей штангой, имеющей
основную шкалу, а другая — с подвижной
рамкой, несущей нониус. Принцип
действия нониуса основан на совмещении
штрихов основной шкалы и шкалы
нониуса.
К штангенинструментам относятся
штангенциркули, штангенрейсмасы
(штангенвысотомеры),
штангенглубиномеры, штангензубомеры
15.
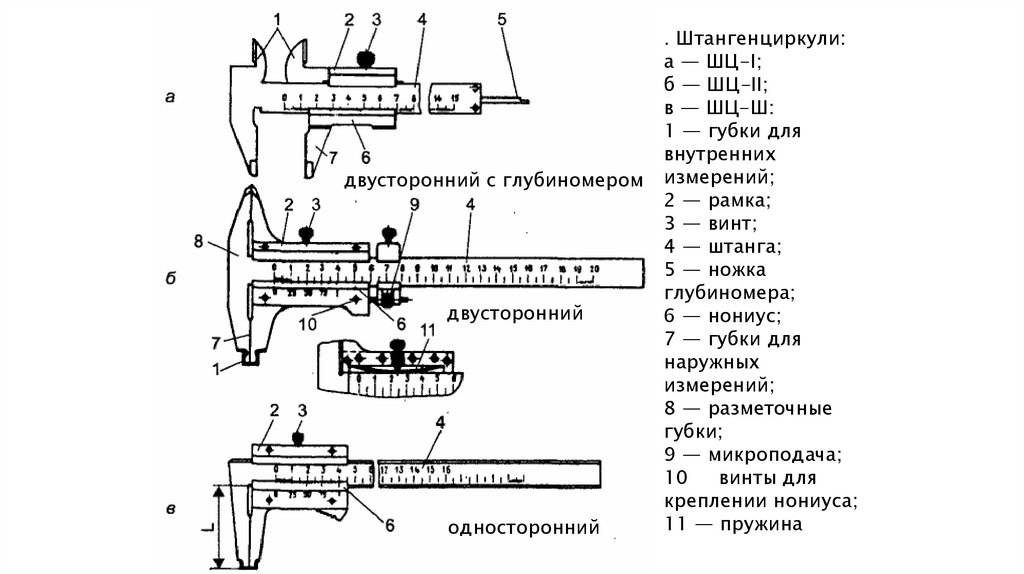
двусторонний с глубиномеромдвусторонний
односторонний
. Штангенциркули:
а — ШЦ-I;
б — ШЦ-II;
в — ШЦ-Ш:
1 — губки для
внутренних
измерений;
2 — рамка;
3 — винт;
4 — штанга;
5 — ножка
глубиномера;
6 — нониус;
7 — губки для
наружных
измерений;
8 — разметочные
губки;
9 — микроподача;
10
винты для
креплении нониуса;
11 — пружина
16.
Обозначение ШЦ-1-125-0,1-1 означает:ШЦ – штангенциркуль;
I – тип (двусторонний с глубиномером);
125 – диапазон измерения от 0 до 125
мм;
0,1 – значение отсчета по нониусу (цена
деления) в мм;
1 – класс точности штангенциркуля
17.
Измерения выполняются зажимомдетали между губками. Для обеспечения
плотного контакта губок с измеряемой
деталью используется микроподача.
После зажима рамка фиксируется
винтом. Результаты измерения в мм
отсчитываются по шкале на штанге,
ориентируясь по первой риске нониуса.
Десятые доли миллиметров
отсчитываются непосредственно, по
18.
19.
Фирмами «Теза» (Швейцария), «Маузер» (ФРГ) и рядомдругих зарубежных фирм выпускается штангенциркуль со
стрелочным отсчетным устройством с ценой деления 0,01 и
0,02 мм. Глубиномер 3 и рамка 2 жестко связаны с зубчатой
рейкой 4, передающей движение через трубку 6 стрелке 1
отсчетного устройства 5.
20.
Имеются электронные цифровыештангенциркули
21.
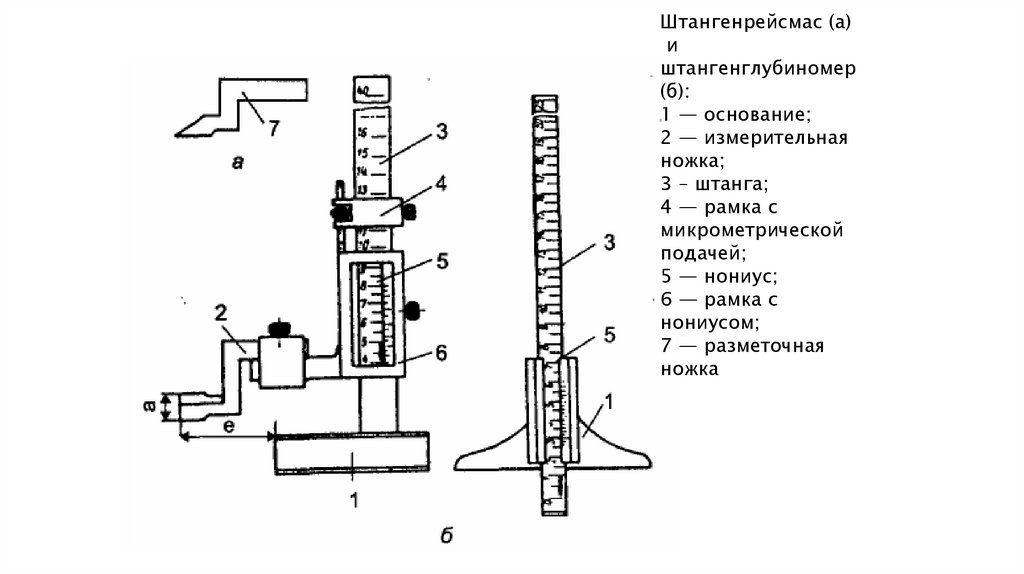
Штангенрейсмасы (штангенвысотомеры)предназначены для измерения высот и
разметочных работ.
Штангенглубиномеры предусмотрены
для измерения глубин отверстий и
пазов, а также для измерения выступов.
22.
Штангенрейсмас (а)и
штангенглубиномер
(б):
1 — основание;
2 — измерительная
ножка;
3 – штанга;
4 — рамка с
микрометрической
подачей;
5 — нониус;
6 — рамка с
нониусом;
7 — разметочная
ножка
23.
Для измерения толщины зубьев и некоторых другихразмеров зубчатых колес применяют
штангензубомер с нониусом.
Штангензубомер.
1, 11 —штанги;
2,10 — рамка с
микрометрической
подачей;
3, 9 – нониус;
4, 8 —рамка с
нониусом;
5 —зажим;
6 — губки;
7 — штанга высотной
линейки
24.
25.
Цель работы – изучить назначение,принципиальное и конструктивное устройство
штангенинструментов и научиться
производить измерения наружных и
внутренних размеров этими инструментами;
ознакомиться с назначением и применением
плоскопараллельных концевых мер длины.
26.
1.2.
3.
Лабораторное задание
Проверить точность
штангенциркуля при помощи
концевых мер.
Произвести штангенциркулем
измерение элементов сечения
вагонки.
Оформить отчет по работе.
27.
Проверка точности штангенциркуляДанная операция включает в себя три
составляющих: проверку нулевой установки,
определение погрешности при измерении линейных
размеров и определение погрешности при
измерении глубины.
Средства поверки – плоскопараллельные концевые
меры длины; плита исполнения 2,класса точности 1
размером 250 250мм.
Проверка нулевой установки осуществляется при
сдвинутых до соприкосновения губках. Смещение
штриха нониуса должно быть в плюсовую сторону.
28.
Смещение нулевого штриха определите припомощи концевой меры длиной 1,05 мм, которую
поместите между измерительными поверхностями
губок. При этом показание штангенциркуля должно
быть не более 1,1 мм.
Погрешность штангенциркуля при измерении
линейных размеров определяют по концевым
мерам длины. У штангенциркулей с ценой деления
0,1 мм, выпускаемых из производства,
погрешность определяют в трех точках по длине
штанги. Для штангенциркуля с пределами
измерений 0–125 мм используют концевые меры
длины 10, 50 и 100 мм.
29.
Концевую меру длины размером 10 мм поместитемежду измерительными поверхностями губок
штангенциркуля. Длинное ребро измерительной
поверхности губки должно быть перпендикулярно к
длинной грани концевой меры длины и находится
в середине измерительной поверхности. Усилие
сдвигания губок от руки должно быть ограничено:
оно должно обеспечивать плавное скольжение
концевой меры между зажатыми губками при
отпущенном стопорном винте рамки. Снимите
отсчет по нониусу. По аналогии снимите отсчеты
по концевым мерам длины 50 и 100 мм.
Результаты проверки представить в виде таблицы.
Допустимая величина погрешности
штангенциркуля приведена в таблице
30.
ДОПУСТИМАЯ ВЕЛИЧИНА ПОГРЕШНОСТИ ШТАНГЕНЦИРКУЛЯ31.
Произвести измерение элементов сечениявагонки, номинальные размеры которого
приведены ниже. Полученные результаты
сопоставить с допускаемыми размерами.
Результаты проведенного исследования
представить в виде таблицы. По результатам
обмера сделать соответствующие выводы.
32.
Эскиз сечения вагонки33.
Отчет по лабораторной работеОтчет по работе должен содержать:
- титульный лист;
- основные положения теоретической части,
изложенной в данной презентации;
- результаты выполненного лабораторного
задания.
- Отчет подлежит защите на втором занятии.