




 mathematics
mathematicsSimilar presentations:










Измерение линейных размеров микрометрическими инструментами
1.
Преподаватель - к.т.н., доцент,Харитонов Михаил Ильич
2.
К микрометрическим приборамотносятся микрометры гладкие,
рычажные , зубомерные нутромеры ,
глубиномеры . Некоторыми
зарубежными фирмами выпускаются
микрометры с цифровым отсчетом.
Существует также ряд специальных
измерительных средств, оснащенных
микрометрической головкой.
3.
Микрометргладкий
4.
протереть микрометр чистой тканью.Проверить свободу стопора, плавность
работы трещотки и легкость вращения
микровинта в микрогайке и стебле.
2) проверить установленность микрометра на
«ноль».
.
1)
5.
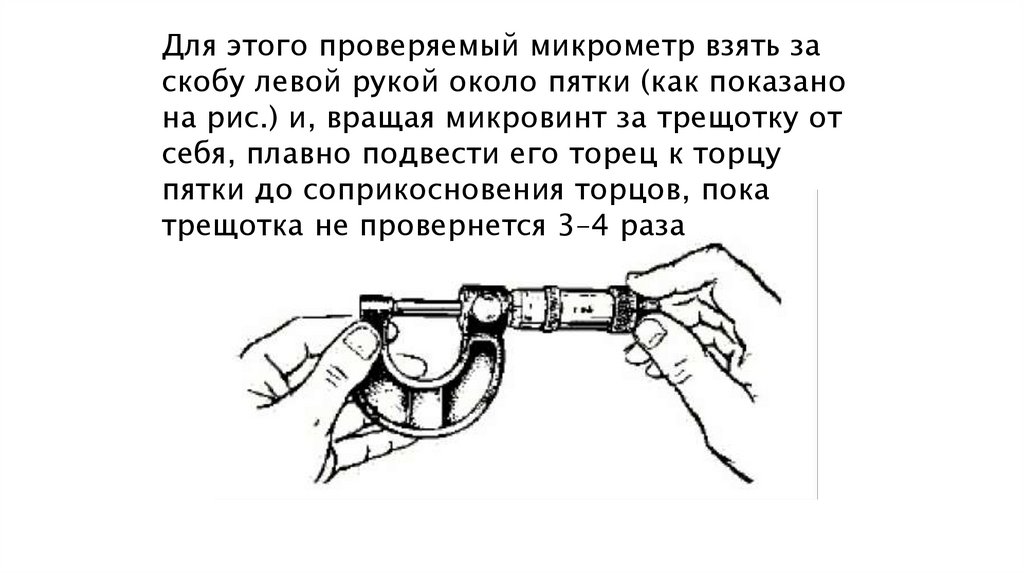
Для этого проверяемый микрометр взять заскобу левой рукой около пятки (как показано
на рис.) и, вращая микровинт за трещотку от
себя, плавно подвести его торец к торцу
пятки до соприкосновения торцов, пока
трещотка не провернется 3–4 раза
6.
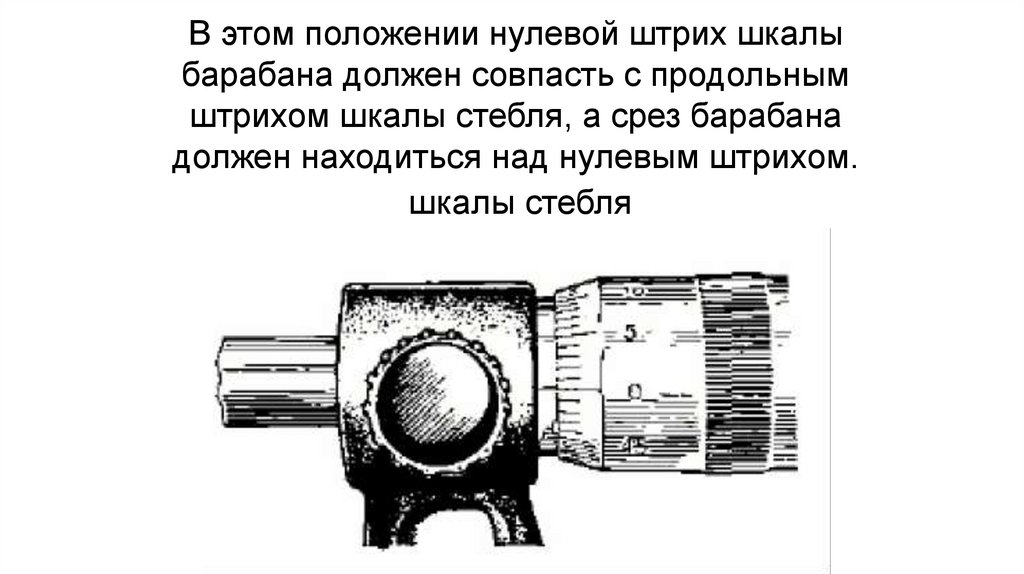
В этом положении нулевой штрих шкалыбарабана должен совпасть с продольным
штрихом шкалы стебля, а срез барабана
должен находиться над нулевым штрихом.
шкалы стебля
7.
Если такого совпадения нет, томикрометр установлен на «ноль»
неточно и измерять им нельзя.
Установка микрометра на «ноль»
а) в положении плотного
соприкосновения измерительных
поверхностей микровинта и пятки
закрепить стопором микровинт, вращая
стопор по часовой стрелке до прочного
зажатия
8.
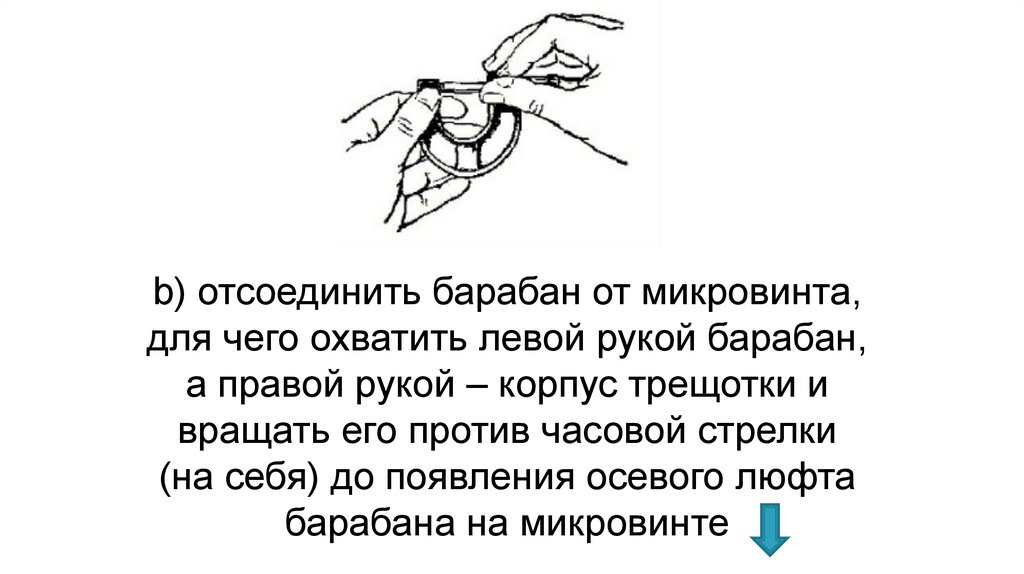
b) отсоединить барабан от микровинта,для чего охватить левой рукой барабан,
а правой рукой – корпус трещотки и
вращать его против часовой стрелки
(на себя) до появления осевого люфта
барабана на микровинте
9.
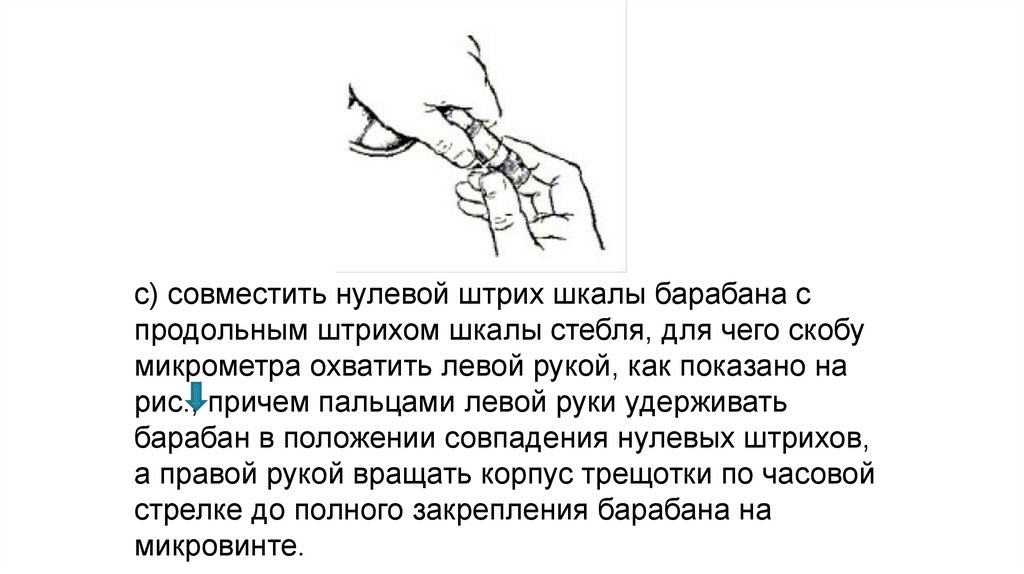
с) совместить нулевой штрих шкалы барабана спродольным штрихом шкалы стебля, для чего скобу
микрометра охватить левой рукой, как показано на
рис., причем пальцами левой руки удерживать
барабан в положении совпадения нулевых штрихов,
а правой рукой вращать корпус трещотки по часовой
стрелке до полного закрепления барабана на
микровинте.
10.
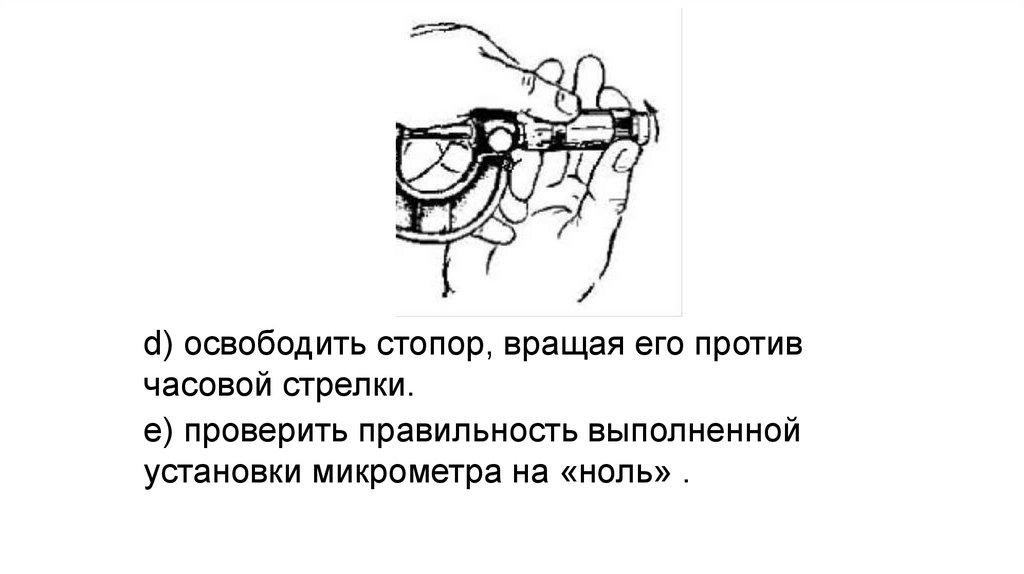
d) oсвободить стопор, вращая его противчасовой стрелки.
e) проверить правильность выполненной
установки микрометра на «ноль» .
11.
Если установка микрометрана «ноль» с первого раза не
удалась, то ее повторяют
заново до тех пор, пока не
будет достигнута требуемая
точность совпадения нулевых
штрихов шкал.
12.
Считывание результатаизмерений».
Полумиллиметровая
шкала
Миллиметровая шкала
Видна риска
у края барабана
Круговая шкала
Действительный размер
34 + 0,5 + 0,16 =34,66 мм
13.
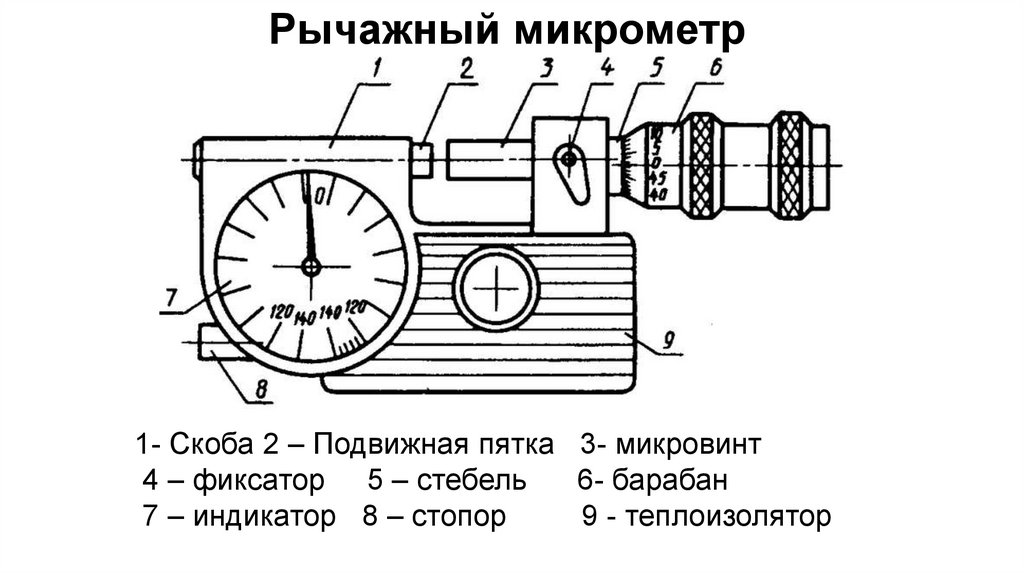
Рычажный микрометр1- Скоба 2 – Подвижная пятка 3- микровинт
4 – фиксатор 5 – стебель
6- барабан
7 – индикатор 8 – стопор
9 - теплоизолятор
14.
ИЗМЕРЕНИЕ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИРЫЧАЖНЫМ МИКРОМЕТРОМ
Измерение производится следующим образом:
1 Протереть тряпкой деталь и микрометр.
2 Проверить нулевую установку микрометра. Для
этого свести измерительные плоскости микрометра
с предельными измерениями 0-25 мм, для
микрометра с пределами измерения 25-50 мм
довести измерительные плоскости его до
контрольной меры или плоскопараллельной
концевой меры длины размером 25 мм так, чтобы
стрелка индикатора устанавливалась против
нулевого деления шкалы. При этом нулевое
деление микрометрического барабана должно
совпадать с продольным штрихом стебля.
15.
Если микрометр настроен неверно,затянуть фиксатор, отпустить
колпачок, подать барабан в
направлении к скобе и совместить
нулевое деление барабана с
продольным штрихом гильзы. После
этого затянуть колпачок и отпустить
фиксатор. Повторно проверить
нулевую установку.
16.
Измерить размер детали. Для этого довестиизмерительные плоскости до соприкосновения о
поверхности детали так, чтобы стрелка рычажного
механизма установилась против нулевого деления
скалы. Произвести отсчет по микрометрической
головке.
Если при ЭТОМ деление микрометрического
барабана не совпадет с продольны штрихом стебля,
необходимо повернуть барабан до совпадения
следующего деления со штрихом гильзы. Размер
детали будет равен сумме отсчетов по
микрометрической головке и шкале рычажного
механизма (индикатора).
17.
Электронный микрометр с цифровымотсчетом
18.
Цель работы – изучить назначение,принципиальное и конструктивное устройство
микрометрических инструментов и научиться
производить измерения наружных и
внутренних размеров этими инструментами;
ознакомиться с назначением и применением
плоскопараллельных концевых мер длины.
19.
1.2.
3.
Лабораторное задание
Проверить точность микрометра
при помощи концевых мер.
Измерить микрометром валик и
втулку
Оформить отчет по работе.
20.
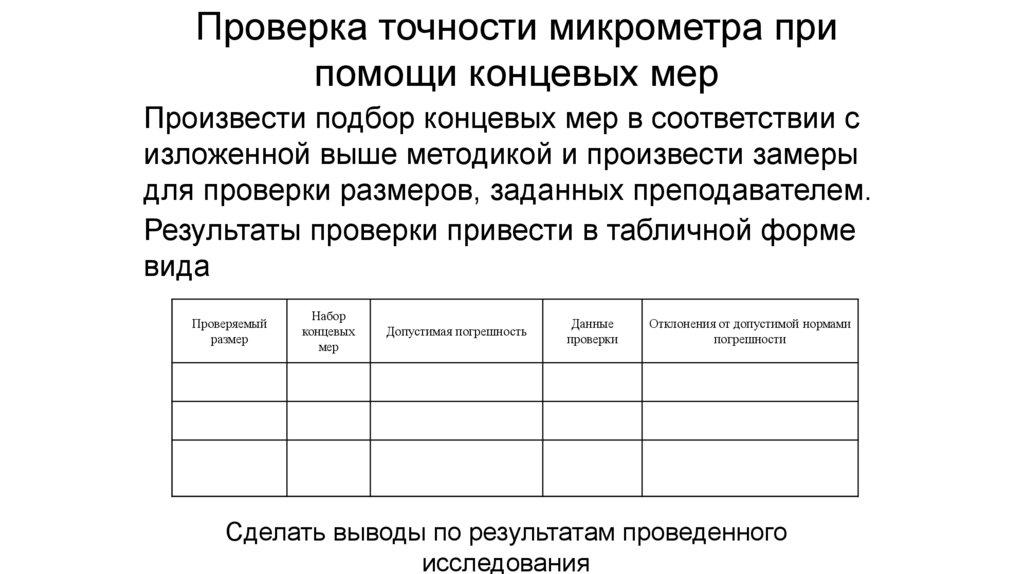
Проверка точности микрометра припомощи концевых мер
Произвести подбор концевых мер в соответствии с
изложенной выше методикой и произвести замеры
для проверки размеров, заданных преподавателем.
Результаты проверки привести в табличной форме
вида
Проверяемый
размер
Набор
концевых
мер
Допустимая погрешность
Данные
проверки
Отклонения от допустимой нормами
погрешности
Сделать выводы по результатам проведенного
исследования
21.
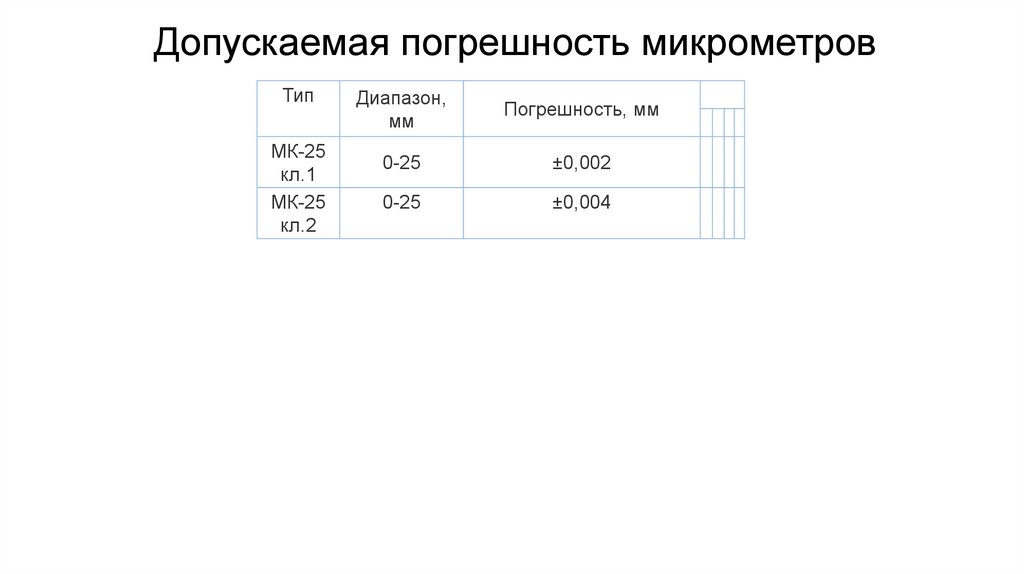
Допускаемая погрешность микрометровТип
МК-25
кл.1
МК-25
кл.2
Диапазон,
мм
Погрешность, мм
0-25
±0,002
0-25
±0,004
22.
Измерение микрометром валика ивтулки
Произвести измерение наружных диаметров валика
и втулки для определения овальности. Измерения
произвести в двух взаимно перпендикулярных
плоскостях. По результатам обмера определить
овальность . Овальность определяют как разность
между максимальным и минимальным наружными
диаметрами, измеренных в одном сечении .
Результаты исследования отразить в отчете в виде
эскизов овальности и расчетов овальности.
23.
Отчет по лабораторной работеОтчет по работе должен содержать:
- титульный лист;
- основные положения теоретической части,
изложенной в данной презентации;
- результаты выполненного лабораторного
задания.
- Отчет подлежит защите на втором занятии.