
 industry
industrySimilar presentations:










Лазерная резка неметаллических листовых материалов
1.
Министерство науки и высшего образования РФ Федеральное государственноебюджетное образовательное учреждение высшего образования
«Волгоградский государственный технический университет»
Факультет автоматизированных систем, транспорта и вооружений
Кафедра «Автоматизация производственных процессов»
Отчет по ознакомительной производственной практики на тему:
Лазерная резка неметаллических листовых материалов
Выполнил: студент группы АДП-122
Дмитриев В.И.
Проверил: Руководитель практики
Шемелюнас С.С.
Волгоград 2023
2.
Цели и задачи учебно-ознакомительной практикиЦелью практики является обзор лазерной резки неметаллических листовых материалов
Задачи учебно-ознакомительной практики:
1. Изучить технологию лазерной резки.
2. Описать принцип работы лазерного станка.
3. Изучить сферы применения и актуальность технологий лазерной резки.
Отчет по практике представляет собой обзор научных исследований, работ специалистов
и практических применений лазера в быту и производстве. В ходе работы будут рассмотрены
особенности лазерной резки и сделан видеоролик в котором рассказывается все о лазере,
создание модели для него и получение готового изделия в живую
3.
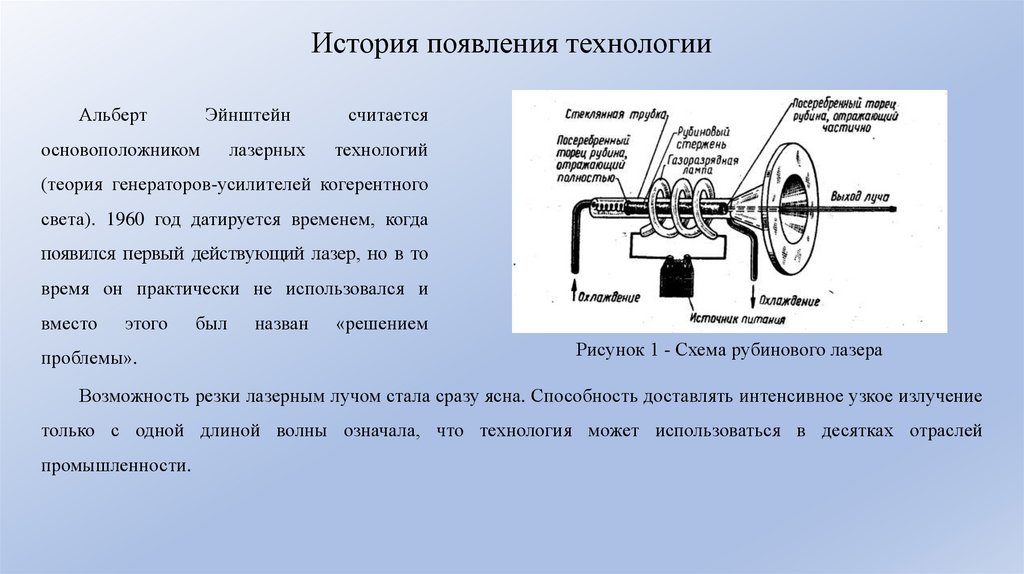
История появления технологииАльберт
Эйнштейн
основоположником
лазерных
считается
технологий
(теория генераторов-усилителей когерентного
света). 1960 год датируется временем, когда
появился первый действующий лазер, но в то
время он практически не использовался и
вместо
этого
проблемы».
был
назван
«решением
Рисунок 1 - Схема рубинового лазера
Возможность резки лазерным лучом стала сразу ясна. Способность доставлять интенсивное узкое излучение
только с одной длиной волны означала, что технология может использоваться в десятках отраслей
промышленности.
4.
Виды лазерного станка1) Лазерный станок — это оборудование, генерирующее стабильный луч высокой температуры, который
падает на поверхность обрабатываемой заготовки малым световым пятном с высокой концентрацией энергии.
В точке падения лазер выжигает материал и, в зависимости от настроек устройства, снимает с него верхний слой
или создает сквозной рез.
CO2-лазеры - Формирование лазерного потока происходит в герметичной стеклянной трубке с несколькими
отсеками. Объем основного заполнен смесью газов, которая чувствительна к воздействию электроимпульсами.
Сама трубка соединена с высоковольтным блоком розжига, подающим разряды и активирующим таким образом
газ. Придя в возбужденную форму, газовая среда начинает испускать лазерные частицы, которые постепенно
выходят из трубки стабильным потоком и попадают в отражающее зеркало, расположенное перед выходом. Этот
рефлектор является первым из четырех линз, входящих в оптическую систему газовых лазеров. Этот комплекс
предназначен для передачи потока от трубки к поверхности материала. Правильно настроенные зеркала отражают
луч без потерь в мощности и скорости. Последний рефлектор, представляющий собой вогнутую или выпуклую
линзу, размещен непосредственно над рабочей зоной и служит для фокусировки лазера на плоскости в точку
требуемого диаметра.
5.
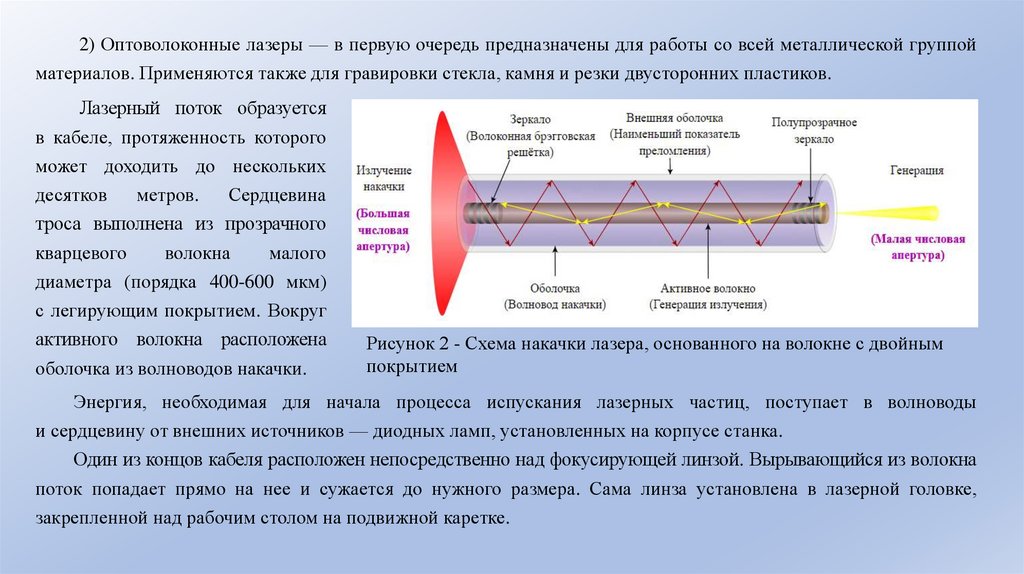
2) Оптоволоконные лазеры — в первую очередь предназначены для работы со всей металлической группойматериалов. Применяются также для гравировки стекла, камня и резки двусторонних пластиков.
Лазерный поток образуется
в кабеле, протяженность которого
может доходить до нескольких
десятков
метров.
Сердцевина
троса выполнена из прозрачного
кварцевого
волокна
малого
диаметра (порядка 400-600 мкм)
с легирующим покрытием. Вокруг
активного волокна расположена
оболочка из волноводов накачки.
Рисунок 2 - Схема накачки лазера, основанного на волокне с двойным
покрытием
Энергия, необходимая для начала процесса испускания лазерных частиц, поступает в волноводы
и сердцевину от внешних источников — диодных ламп, установленных на корпусе станка.
Один из концов кабеля расположен непосредственно над фокусирующей линзой. Вырывающийся из волокна
поток попадает прямо на нее и сужается до нужного размера. Сама линза установлена в лазерной головке,
закрепленной над рабочим столом на подвижной каретке.
6.
Принцип работы лазерного станкаЛазерный
состоит
из
гравировальный
следующих
станок
компонентов,
представленных на рисунке 3: 1) нижняя
рама;
2)
рабочее
поле;
3)
лазерная
головка; 4) направляющая оси Y; 5)
амортизатор; 6) крышка; 7) смотровое
окно; 8) направляющая оси Х; 9) LCD
дисплей с функциональными клавишами.
Рисунок 3 - Лазерный гравировальный станок ЧПУ
7.
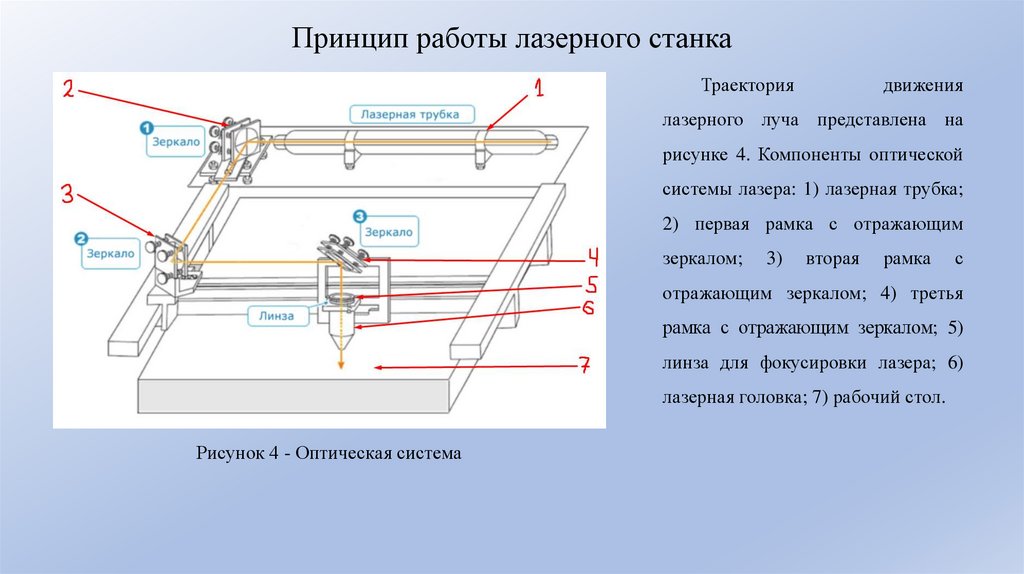
Принцип работы лазерного станкаТраектория
движения
лазерного луча представлена на
рисунке 4. Компоненты оптической
системы лазера: 1) лазерная трубка;
2) первая рамка с отражающим
зеркалом;
3)
вторая
рамка
с
отражающим зеркалом; 4) третья
рамка с отражающим зеркалом; 5)
линза для фокусировки лазера; 6)
лазерная головка; 7) рабочий стол.
Рисунок 4 - Оптическая система
8.
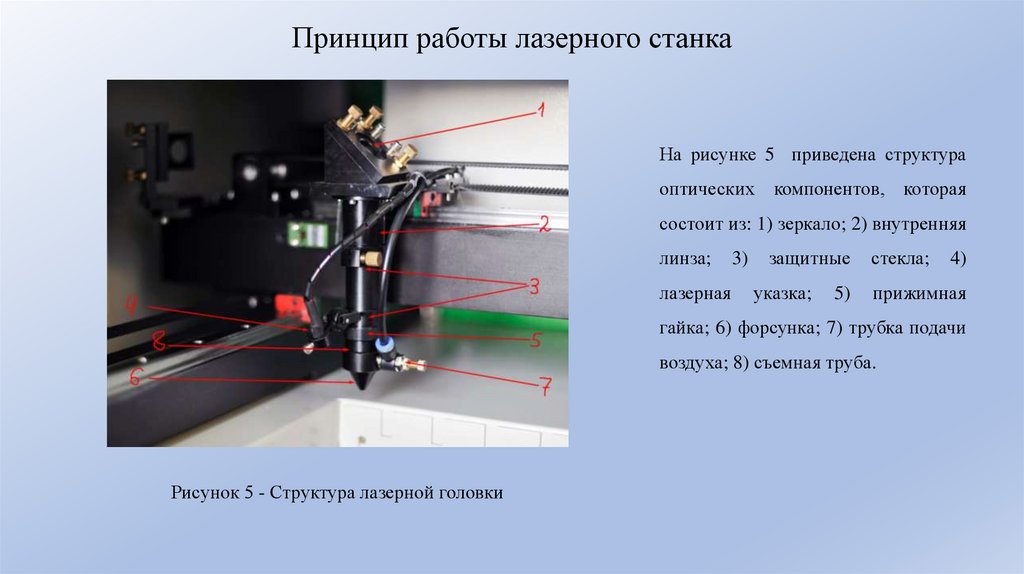
Принцип работы лазерного станкаНа рисунке 5 приведена структура
оптических компонентов, которая
состоит из: 1) зеркало; 2) внутренняя
линза;
лазерная
3)
защитные
указка;
5)
стекла;
4)
прижимная
гайка; 6) форсунка; 7) трубка подачи
воздуха; 8) съемная труба.
Рисунок 5 - Структура лазерной головки
9.
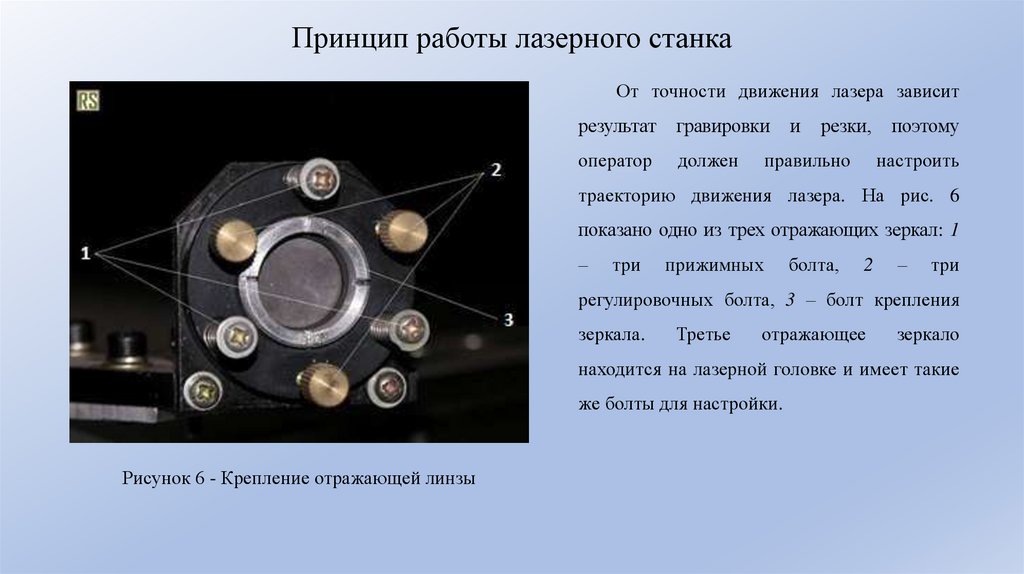
Принцип работы лазерного станкаОт точности движения лазера зависит
результат
гравировки
оператор
должен
и
резки,
правильно
поэтому
настроить
траекторию движения лазера. На рис. 6
показано одно из трех отражающих зеркал: 1
–
три
прижимных
болта,
2
–
три
регулировочных болта, 3 – болт крепления
зеркала.
Третье
отражающее
зеркало
находится на лазерной головке и имеет такие
же болты для настройки.
Рисунок 6 - Крепление отражающей линзы
10.
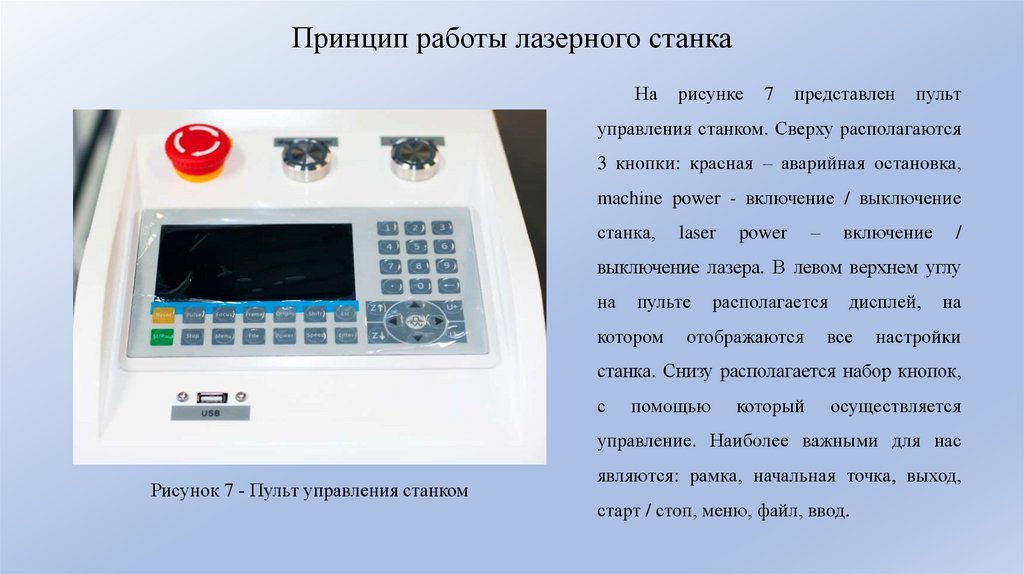
Принцип работы лазерного станкаНа
рисунке
7
представлен
пульт
управления станком. Сверху располагаются
3 кнопки: красная – аварийная остановка,
machine power - включение / выключение
станка,
laser
power
–
включение
/
выключение лазера. В левом верхнем углу
на
пульте
котором
располагается
отображаются
дисплей,
все
на
настройки
станка. Снизу располагается набор кнопок,
с
помощью
который
осуществляется
управление. Наиболее важными для нас
Рисунок 7 - Пульт управления станком
являются: рамка, начальная точка, выход,
старт / стоп, меню, файл, ввод.
11.
Актуальность и применение лазерных станковАктуальность лазерных станков
Лазерные станки имеют высокую актуальность в современном производстве и множество
преимуществ по сравнению с другими типами станков. Вот основные причины, почему они остаются
актуальными еще долгое время:
1. Высокая точность и качество обработки
2. Универсальность и гибкость
3. Быстрота и эффективность
4. Минимальные затраты на инструменты и обслуживание
5. Автоматизация и управление
12.
Актуальность и применение лазерных станковПрименение лазерных станков
Применения лазерных станков в различных отраслях промышленности:
1. Металлообработка
2. Деревообработка
3. Пластик и акрил
4. Электроника
5. Медицина и научные исследования
6. Швейная и текстильная промышленность
13.
ЗАКЛЮЧЕНИЕВ результате проведенной ознакомительной практики было выявлено, что лазерные станки активно
развиваются в современном производстве. Они позволяет быстро изготавливать качественную и дешевую
продукцию.
С учетом всех преимуществ, лазерные станки продолжают развиваться и находить все большее применение в
промышленности. Развитие технологий и инновации только расширяют сферу их возможностей.
Интуитивный интерфейс, автоматизация и системы управления делают работу на лазерных станках более
комфортной и эффективной для операторов. Они могут выполнять широкий спектр задач, от резки и сверления до
гравировки и маркировки, и обеспечивать высокую повторяемость результатов.
В целом, лазерные станки являются неотъемлемой частью современного производства и играют важную роль
в достижении высокого качества, производительности и конкурентоспособности компаний. Их актуальность и
значимость будут продолжать расти с развитием и прогрессом в промышленности.
Итогом работы было снят видеоролик. в котором рассказывается все о лазере, создание модели для него и
получение готового изделия в живую.
14.
СПАСИБО ЗАВНИМАНИЕ !