

 industry
industrySimilar presentations:










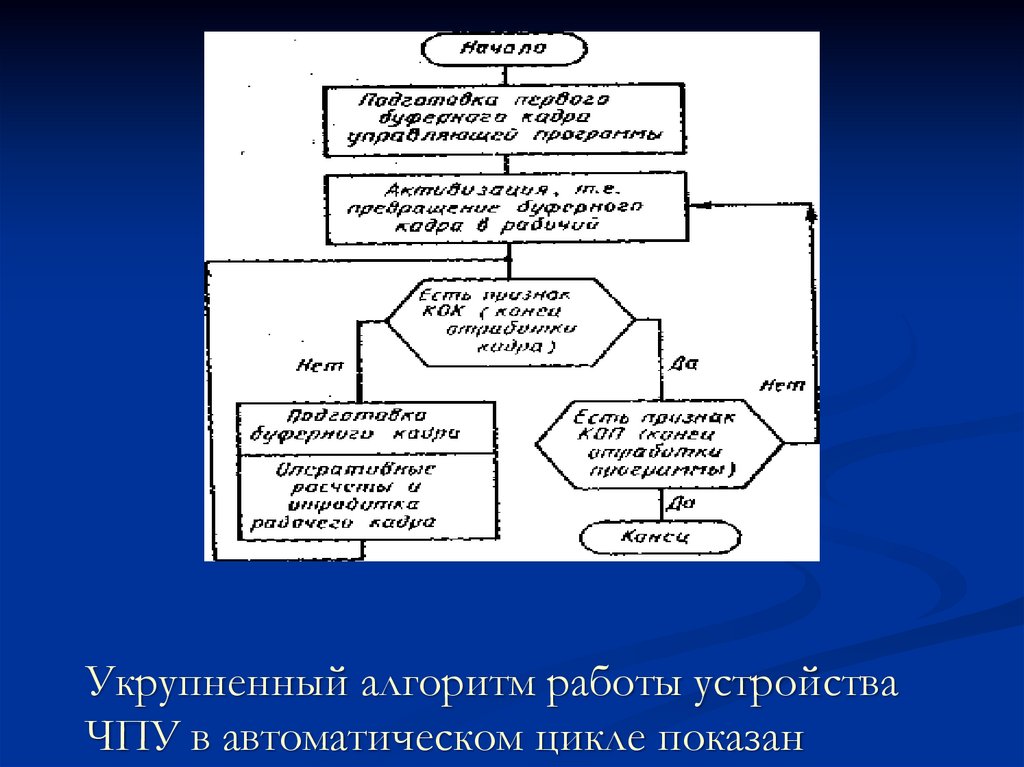
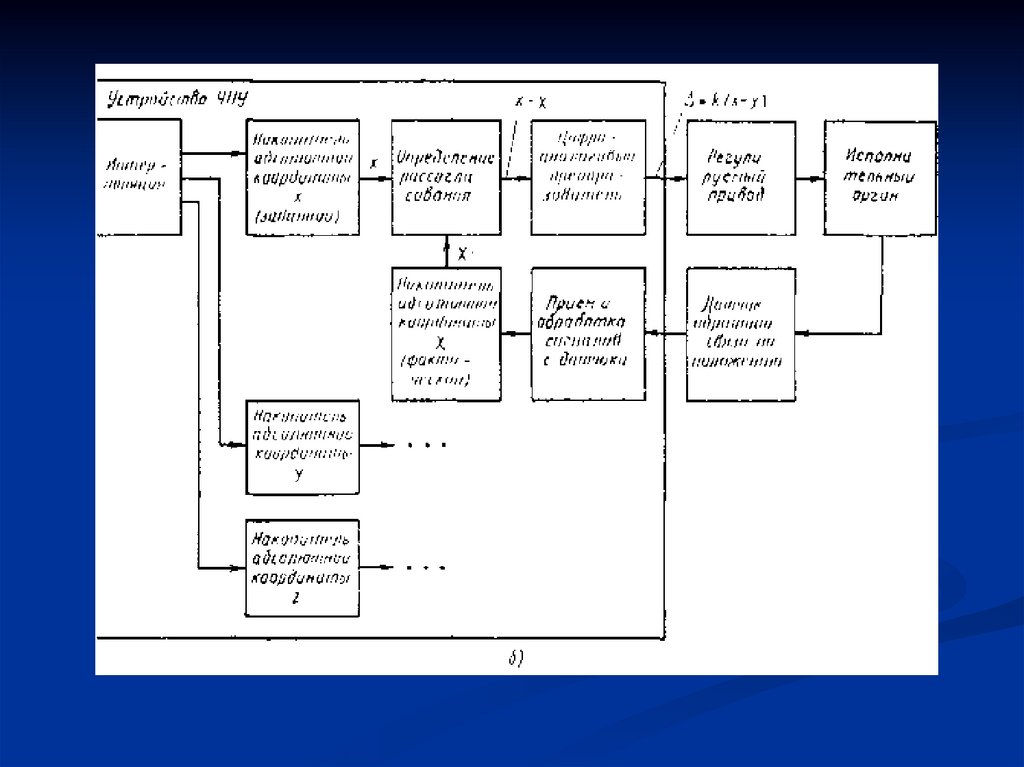
Укрупненный алгоритм работы устройства ЧПУ в автоматическом цикле
1. Программно-управляемые электронные средства
Лектор:Преподаватель кафедры ЭТТ БГУИР
Собчук Николай Сергеевич
2.
Укрупненный алгоритм работы устройстваЧПУ в автоматическом цикле показан
3.
■?' - СемантикаДорожки
Символ
8
7
6
5
9
Т
Ханец кадра '
IF
Пропускётроки
NUL
Десятичная точка
Начало комментариев
(
Конец комментариев
)
Начало программы
%
Главный кадр
*
Пропуск ковра
/
Направление перемещения
+
Направление перемещения
3
г
1
-
Цифра 0
0
Цифра 1
1
Цифра Z
г
Цифра 3
3
Цифра Ц
А
Цифра 5
5
Цифра 6
6
Цифра 7
7
Цифра В.
8
Цифра 9
9
Поворот вокруг оси X
А
Поворот Вокруг оси Y
В
Поворот вокруг оси 1
С
Вторая функция инструмента
D
Вторая функция подачи
Е
Первая функция подачи
F
Подготовительная функция
Б
Не определено
Н
Параметр интерполяции (X)
I
Параметр интерполяции (Y)
]
Параметр интерполяции (Z)
К
Не определено
L
Вспомогательная функция
Номер кадра
Не определено
0
Перемещение параллельно X
Р
Перемещение параллельно Y
Q
Перемещение параллельно Z
R
Функция гладного движения
S
Первая функция инструмента
т
Перемещение параллельно X
Перемещение параллельно Y
Перемещение параллельно Z
W
Перемещение па оси X
X
Перемещение по оси Y
Перемещение по оси Z
Завитая строка
DEL
М
N
и
V
Y
1
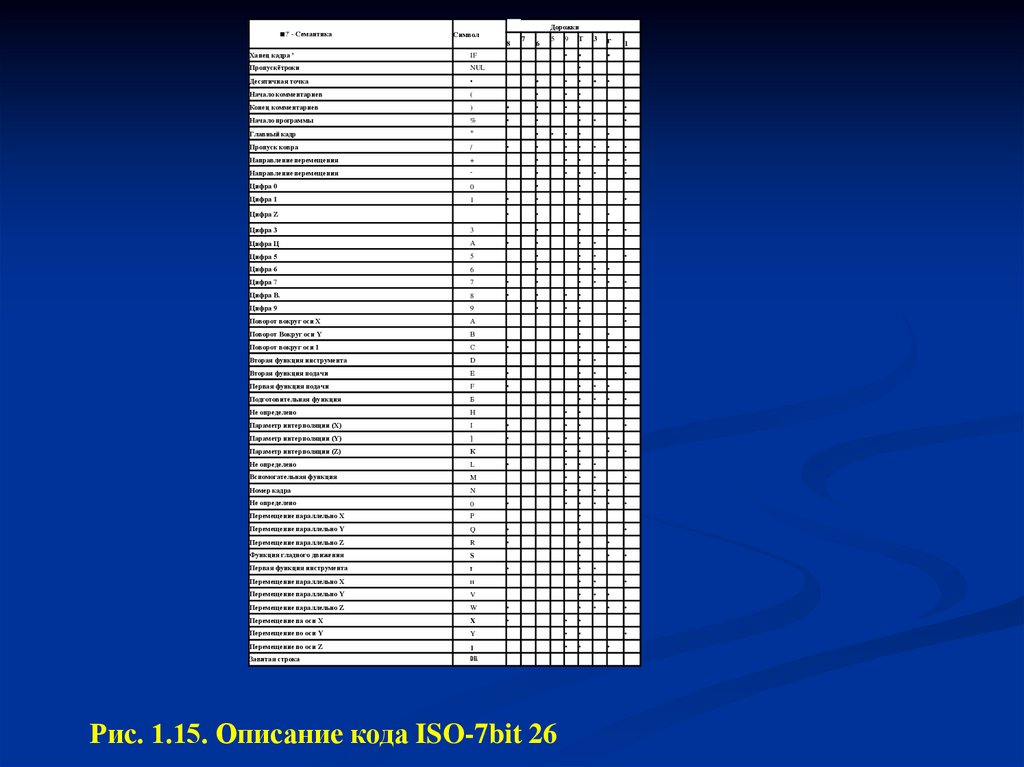
Рис. 1.15. Описание кода ISO-7bit 26
4.
5.
6.
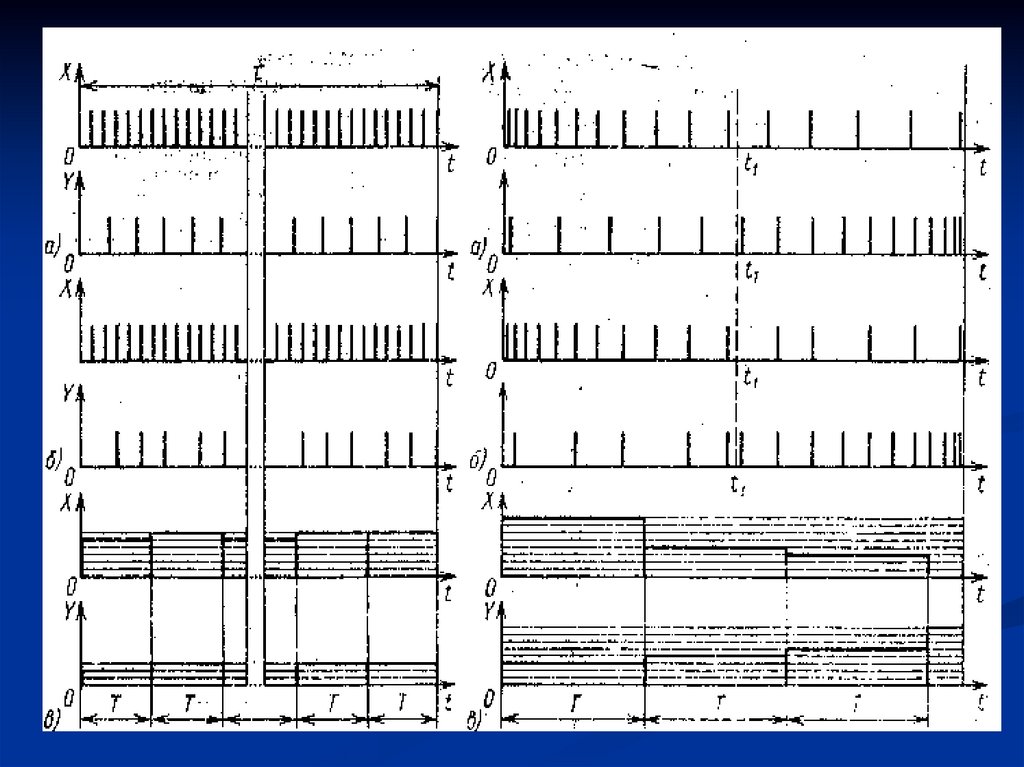
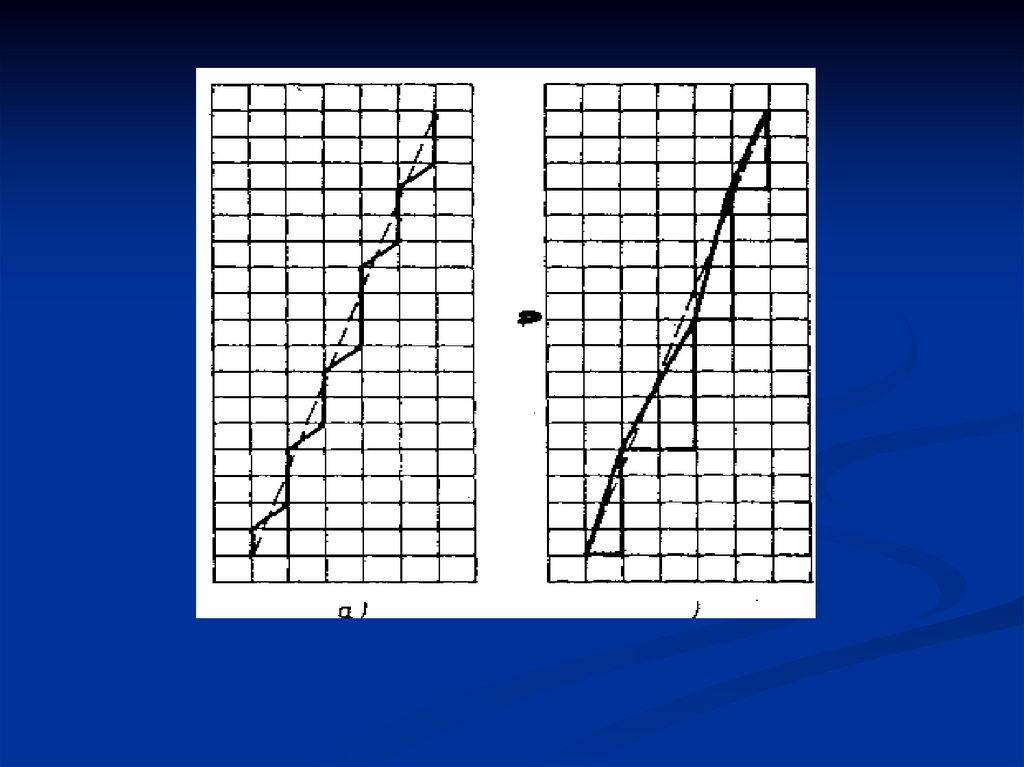
Координата X, Перемещение покоторой больше, называют ведущей.
Управляющие дискреты формируют так, что они
поступают в привод подачи этой координаты и в самом
деле равномерно. Что же касается управляющих дискрет
для привода подачи по ведомой координате У, то их выдача
разрешена лишь в моменты
времени, определяемые дискретами ведущей координаты.
Это приводит, как .правило, к некоторому запаздыванию
по времени дискрет ведомой координаты
7.
8.
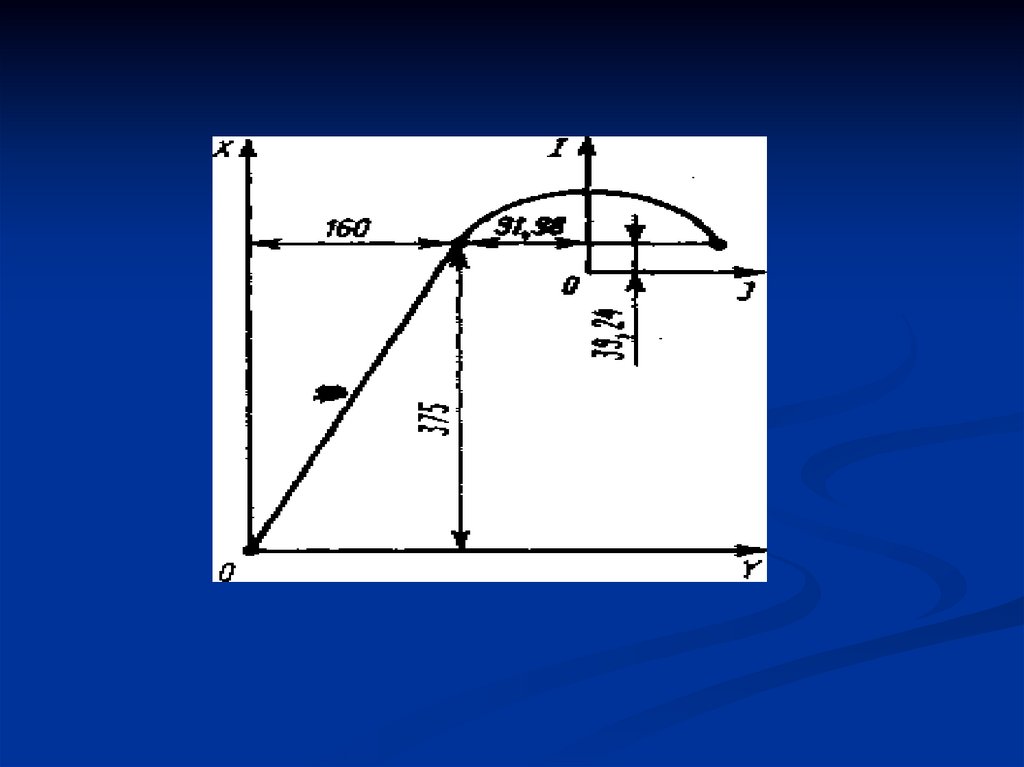
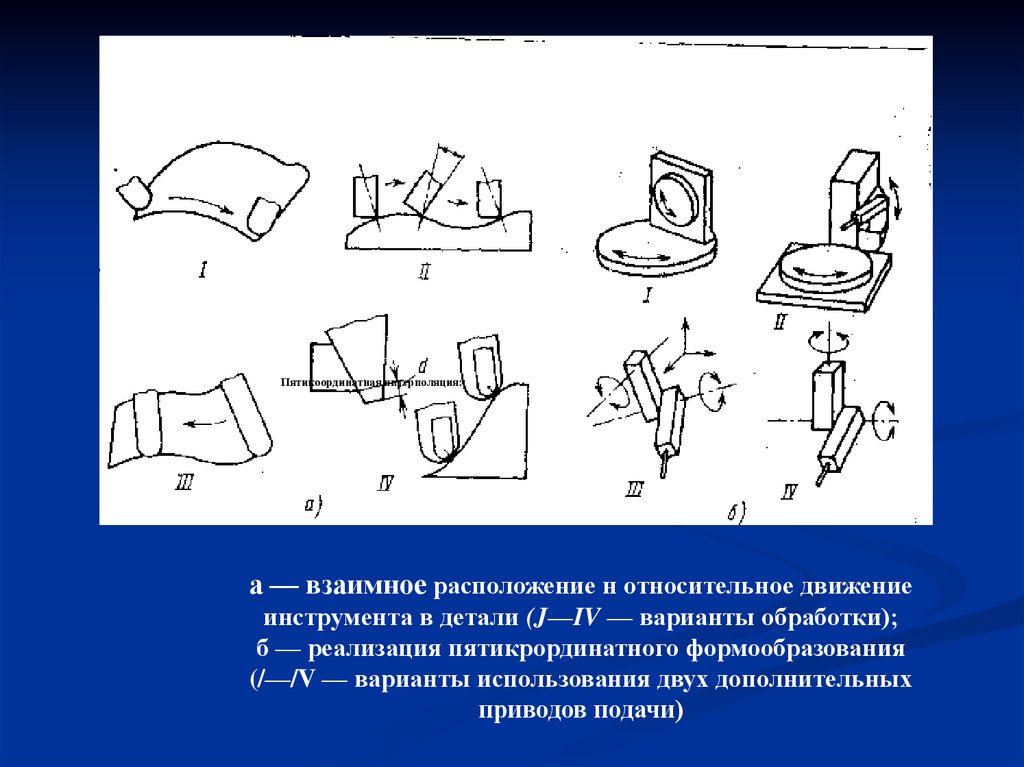
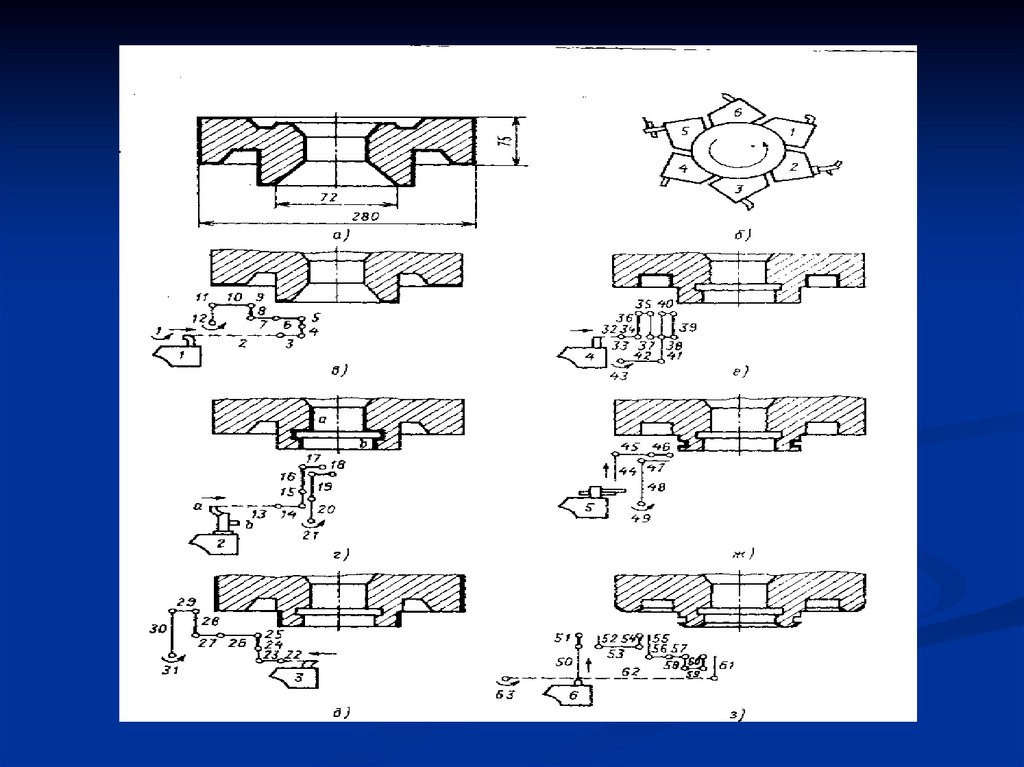
Пятикоординатная интерполяция:а — взаимное расположение н относительное движение
инструмента в детали (J—IV — варианты обработки);
б — реализация пятикрординатного формообразования
(/—/V — варианты использования двух дополнительных
приводов подачи)
9.
10.
11.
12.
13.
Мера сложности геометрической задачи определяетсяпрограммным наполнением ее фаз: уровнем начального
контроля исходных текстов, степенью автоматизации
подготовительных
траекторных
расчетов,
возможностями вмешательства оператора
в процесс автоматического управления, числом
алгоритмов интерполяции и богатством этих
алгоритмов, числом управляемых координат,
возможностями настройки и коррекции
следящих приводов
14.
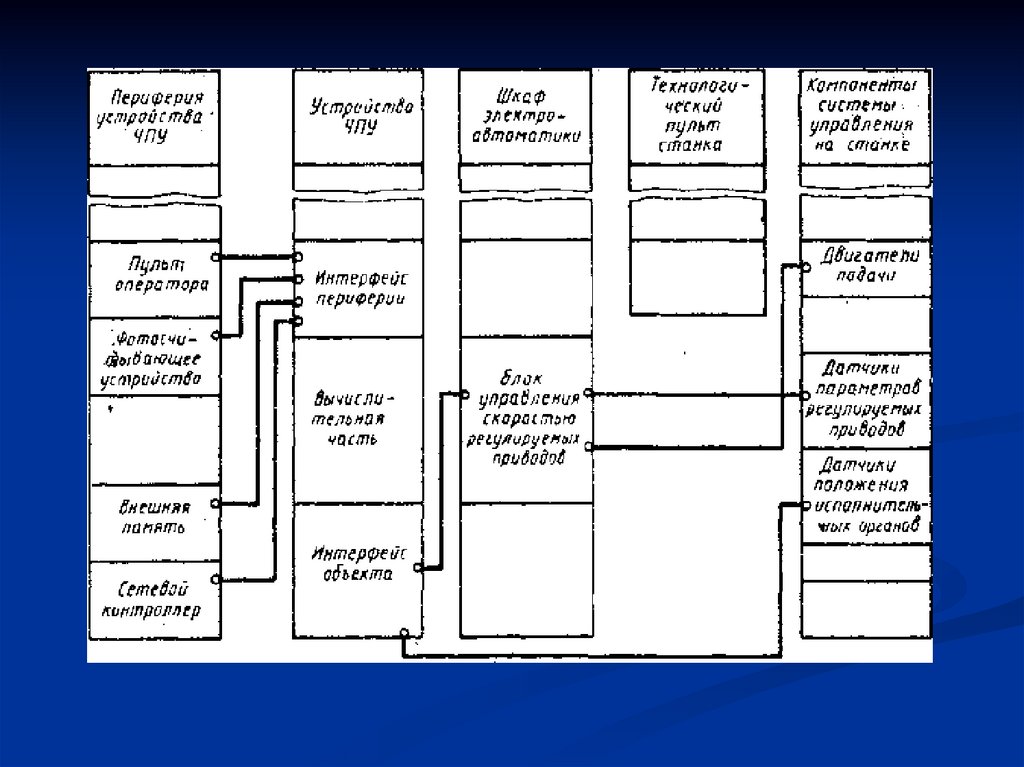
ЛОГИЧЕСКАЯ ЗАДАЧА ЧПУВыполнением основных операций обработки деталей по заданной
программе функции ЧПУ далеко не исчерпываются. На современных
станках автоматизированы многочисленные вспомогательные операции,
условно называемые операциями технологического обеспечения. К числу
этих вспомогательных операций относятся: управление автоматической
сменой инструмента; управление переключениями в приводах подачи,
связанными с ограничениями рабочей зоны; управление переключениями в
приводе главного движения; управление зажимными приспособлениями,
охлаждением, смазыванием, перемещением ограждения и др. Все эти
функции выполняются системой цикловой ЭЛЕКТРОАВТОМАТИКИ,
которая обеспечивает подготовку к работе, работу станка в заданных
режимах, индикацию состояния электрооборудования станка и самой
системы автоматики во всех режимах, выход из аварийных ситуаций,
хранение
информации
при
отключении
питания,
защиту
электрооборудования и др.
15.
Системы цикловой электроавтоматикисоздают для решения
логической задачи ЧПУ.
Эта задача распадается на большое
число независимых, а также и связанных
между
собой
(через
взаимные
блокировки) подзадач, где отдельная
подзадача
описывает
циклический
процесс
некоторого
дискретного
механизма (объекта) на станке
16.
Под системой цикловой электроавтоматикипонимают
систему
автоматического
управления механизмами и группами
механизмов, поведение которых определяется
множеством
дискретных
операций
с
отношениями следования и параллелизма.
Причем отдельные операции инициируются
электрическими управляющими сигналами, а
условия их смены формируются под
влиянием
осведомительных
сигналов,
поступающих
со
стороны
объекта
управления.
17.
Циклом автоматики станка с ЧПУ называютпоследовательность действий, вызываемых по имени
одним из трех следующих информационных слов
(кадра)
управляющей
программы:
«Скорость
главного движения», «Функция инструмента»,
«Вспомогательная функция». Цикл автоматики
состоит из операций, причем под • операцией можно
понимать любое независимое действие дискретного
механизма,
выполняемое
одним
двигателем,
открываемое
самостоятельным
управляющим
сигналом, подтверждаемое или [•не подтверждаемое
при закрытии осведомительным сигналом.
18.
Информационное слово «Скорость главногодвижения» начинается с адреса S, за которым
следует комбинация цифр, определяющая в
разных случаях либо скорость резания, либо
частоту вращения шпинделя. Для кодирования
скорости главного движения применяют
методы прямого обозначения, геометрической
и арифметической прогрессий, символический.
19.
Информационное, слово «Функцияинструмента» начинается с адреса Т, за которым
следуют одна или две группы цифр. В первом
случае слово указывает только номер
вызываемого инструмента, а номер корректора
для этого инструмента определяется другим
словом с адресом D. Во втором случае вторая
группа цифр определяет номер корректора
длины, положения или диаметра инструмента.
Например, в слове Т1218: Т — адрес, 12 —
номер инструмента; 18 — номер корректора.
20.
Информационное слово «Вспомогательнаяфункция» определяет разнообразные команды
цикловым механизмам станка и самому
устройству ЧПУ. Вспомогательные функции
задают словами с адресом М и условной
двухзначной кодовой комбинацией 00, ..., 99.
Некоторые общепринятые вспомогательные
функции приведены в табл. 1.2. Другие
вспомогательные функции вводят при
создании конкретного станка и конкретного
устройства ЧПУ
21.
Дискретные механизмы станка можно разделитьна следующие функциональные группы: привод
главного движения и шпиндель; дискретная
группа в приводах подачи; механизм
автоматической смены инструмента; механизм
автоматической смены заготовки; зажимные
приспособления станка; механизм уборки
стружки; система охлаждения; люнеты; задняя
бабка и пиноль токарного станка и др. Отдельные
механизмы могут выполнять не один, а несколько
взаимоисключающих циклов, называемых
ортогональными.
22.
Таким образом, общая структуравспомогательного технологического
обеспечения построена по
иерархической схеме: функциональные
группы дискретных механизмов,
ортогональные группы циклов
автоматики для каждого механизма,
операции каждого отдельного цикла
автоматики.
23.
24.
25.
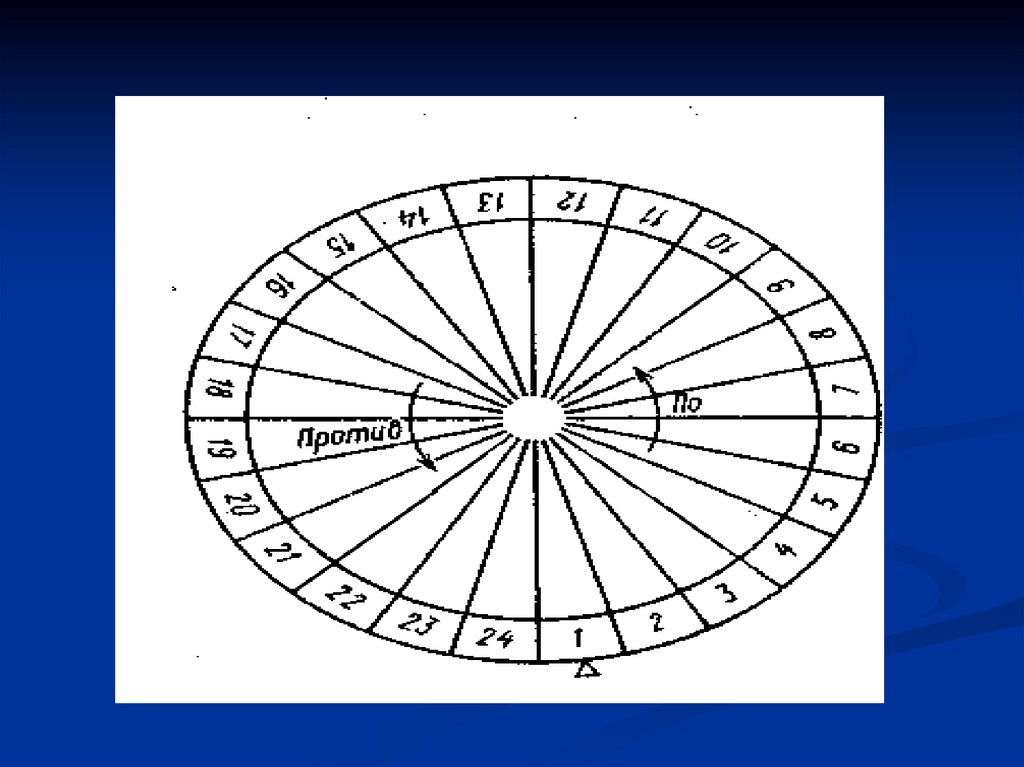
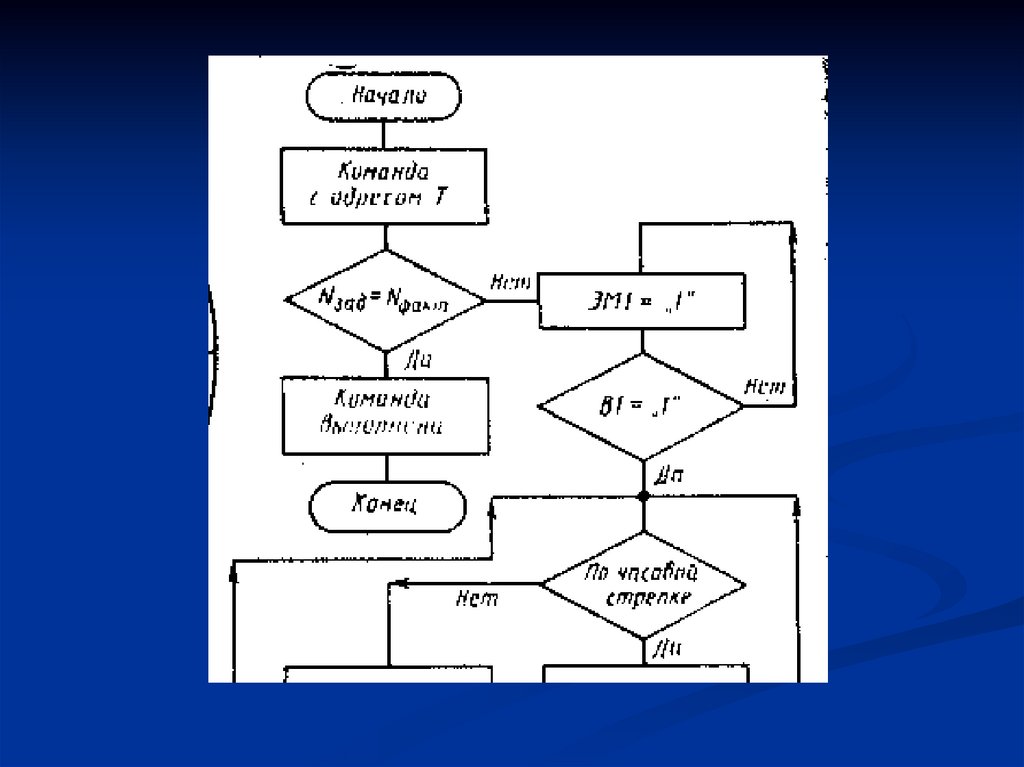
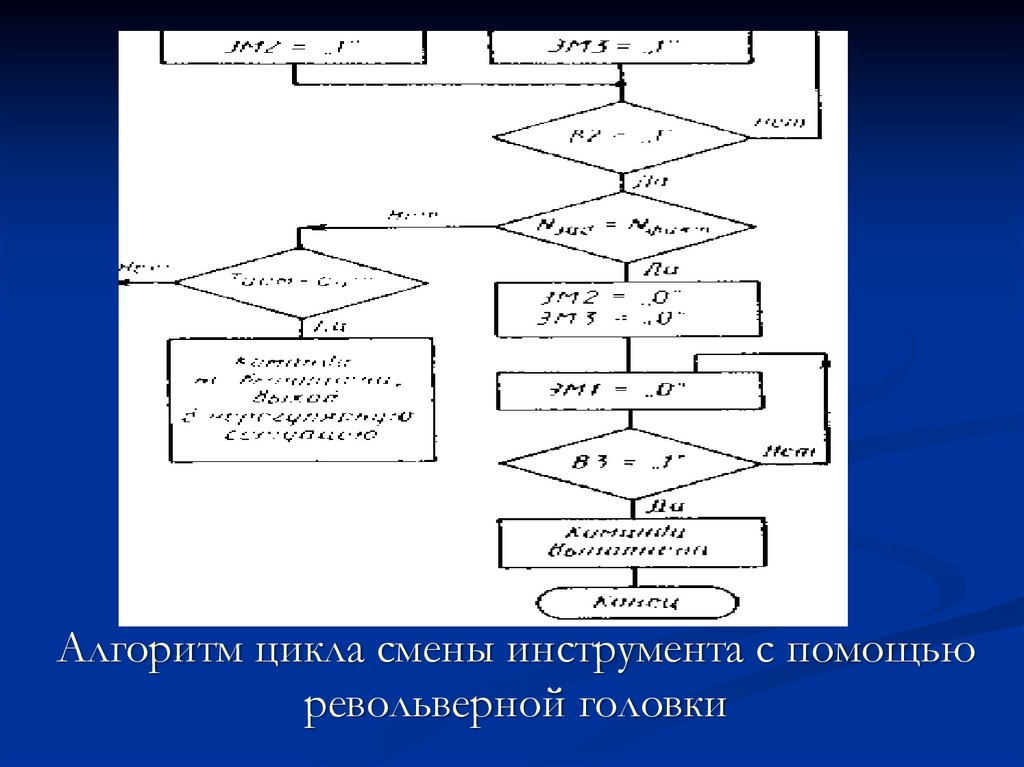
Алгоритм цикла смены инструмента с помощьюревольверной головки