

 mechanics
mechanicsSimilar presentations:
")





")



Процесс обработки подшипников
1.
Перевод: китайский (упрощенный) - русский - www.onlinedoctranslator.comПроцесс
обработки
подшипников
2.
3.
Компоненты подшипниковВнутренняя часть подшипника обычно
состоит из наружного кольца, внутреннего
кольца, тел качения и сепаратора.-----Обычно известные как четыре основных
предмета
Для закрытых подшипников добавьте
смазку и уплотнения (или пылезащитные
колпачки).------Также известен как Шесть
больших частей.
4.
Готовыеподшипники
5.
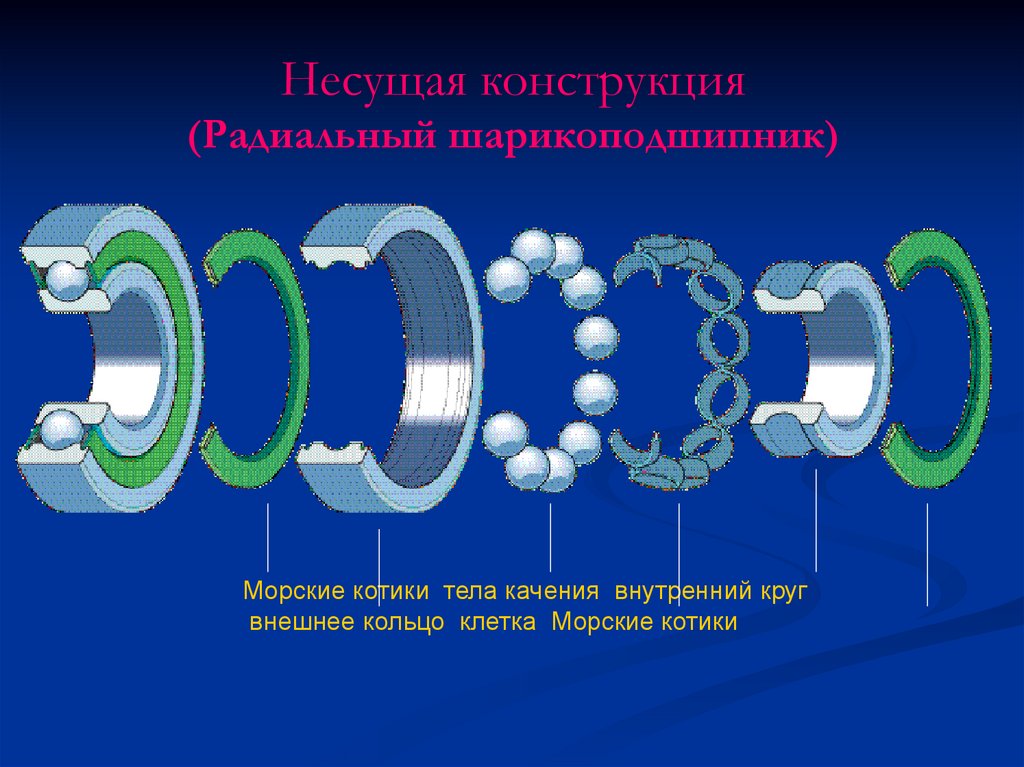
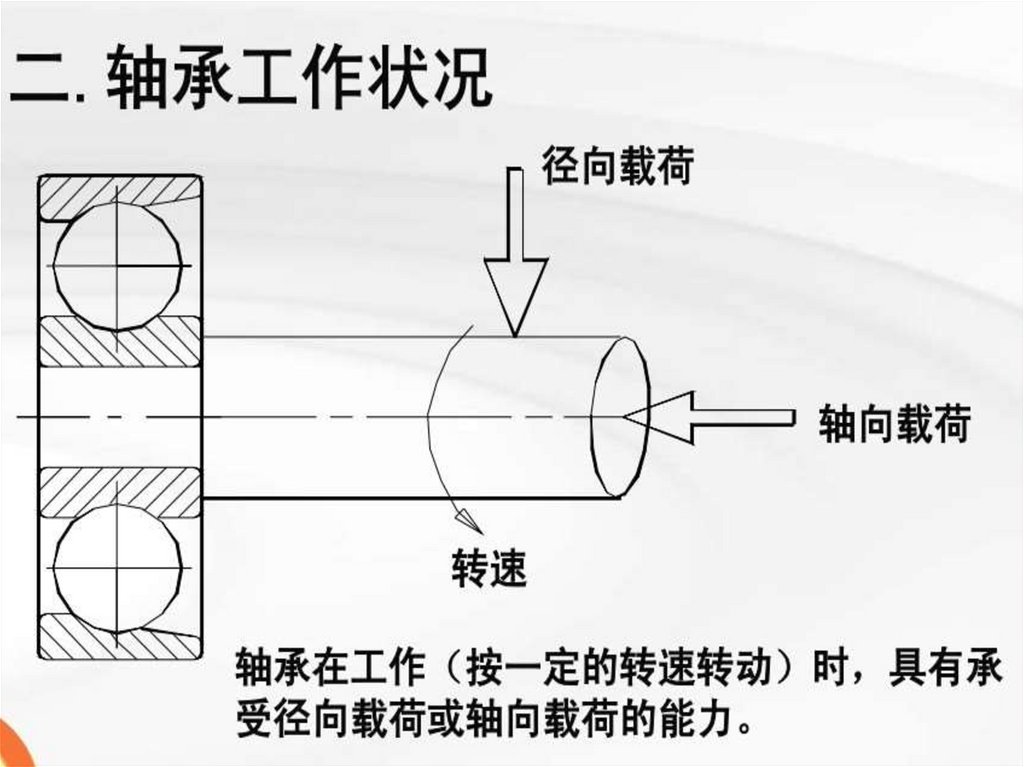
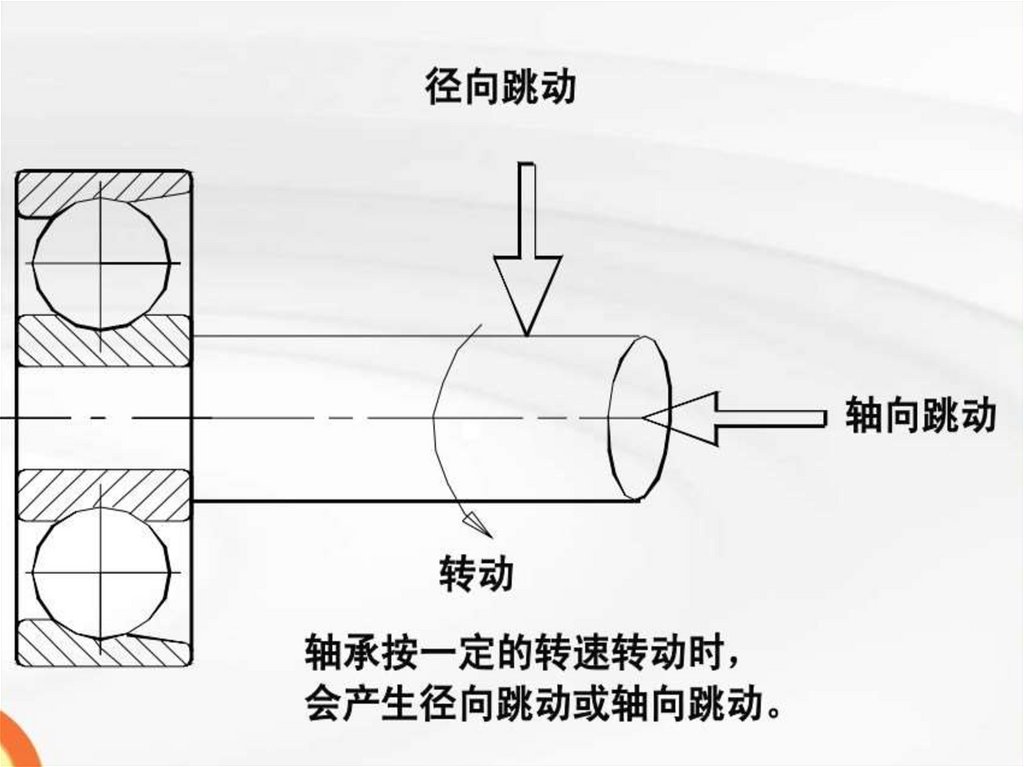
Несущая конструкция(Радиальный шарикоподшипник)
Морские котики тела качения внутренний круг
внешнее кольцо клетка Морские котики
6.
7.
8.
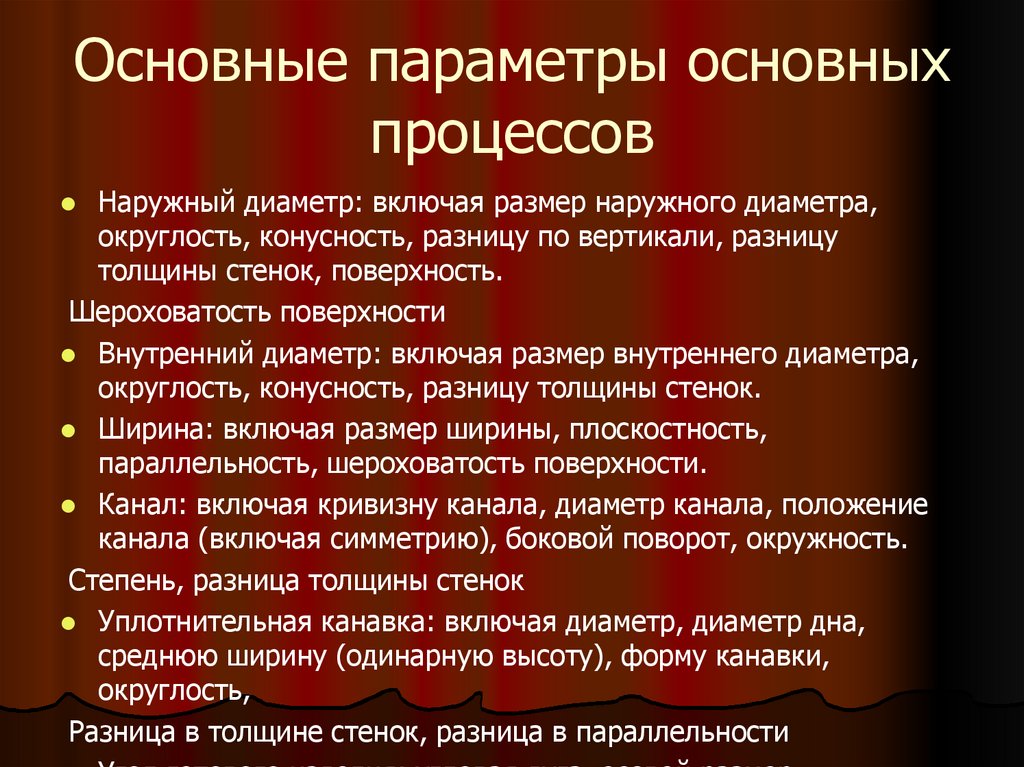
Основные параметры основныхпроцессов
Наружный диаметр: включая размер наружного диаметра,
округлость, конусность, разницу по вертикали, разницу
толщины стенок, поверхность.
Шероховатость поверхности
Внутренний диаметр: включая размер внутреннего диаметра,
округлость, конусность, разницу толщины стенок.
Ширина: включая размер ширины, плоскостность,
параллельность, шероховатость поверхности.
Канал: включая кривизну канала, диаметр канала, положение
канала (включая симметрию), боковой поворот, окружность.
Степень, разница толщины стенок
Уплотнительная канавка: включая диаметр, диаметр дна,
среднюю ширину (одинарную высоту), форму канавки,
округлость,
Разница в толщине стенок, разница в параллельности
9.
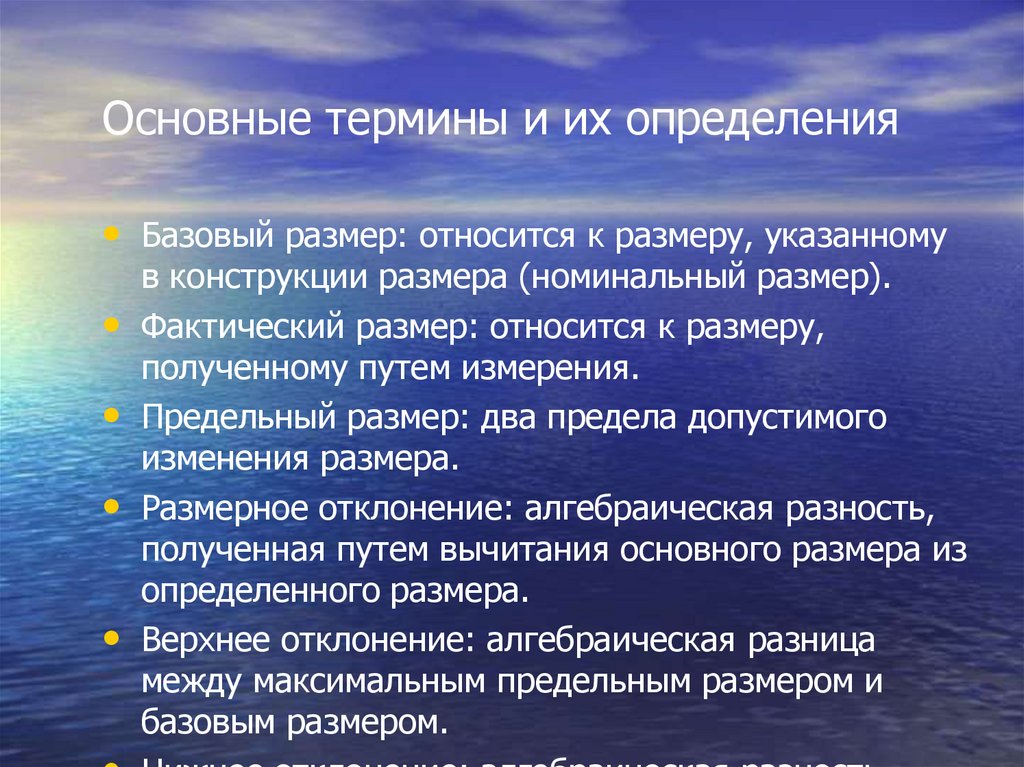
Основные термины и их определения• Базовый размер: относится к размеру, указанному
в конструкции размера (номинальный размер).
• Фактический размер: относится к размеру,
полученному путем измерения.
• Предельный размер: два предела допустимого
изменения размера.
• Размерное отклонение: алгебраическая разность,
полученная путем вычитания основного размера из
определенного размера.
• Верхнее отклонение: алгебраическая разница
между максимальным предельным размером и
базовым размером.
10.
Классификация и обозначенияраспространённых геометрических
допусков при обработке подшипников
Геометрические допуски делятся на допуски формы и
допуски положения.
Примечание. Допуск формы относится к допустимому
отклонению формы фактического отдельного элемента.
Допуск положения относится к фактическому положению
связанных элементов, допустимому базовой базой.
Изменить сумму
11.
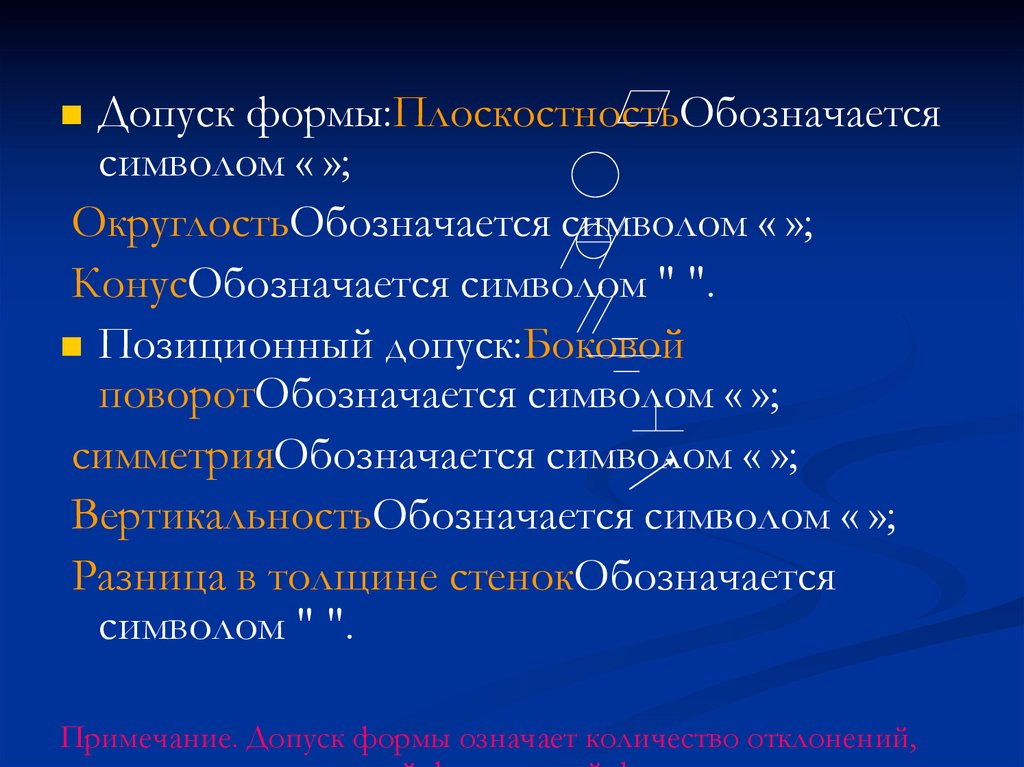
Допуск формы:ПлоскостностьОбозначаетсясимволом « »;
ОкруглостьОбозначается символом « »;
КонусОбозначается символом " ".
Позиционный допуск:Боковой
поворотОбозначается символом « »;
симметрияОбозначается символом « »;
ВертикальностьОбозначается символом « »;
Разница в толщине стенокОбозначается
символом " ".
Примечание. Допуск формы означает количество отклонений,
12.
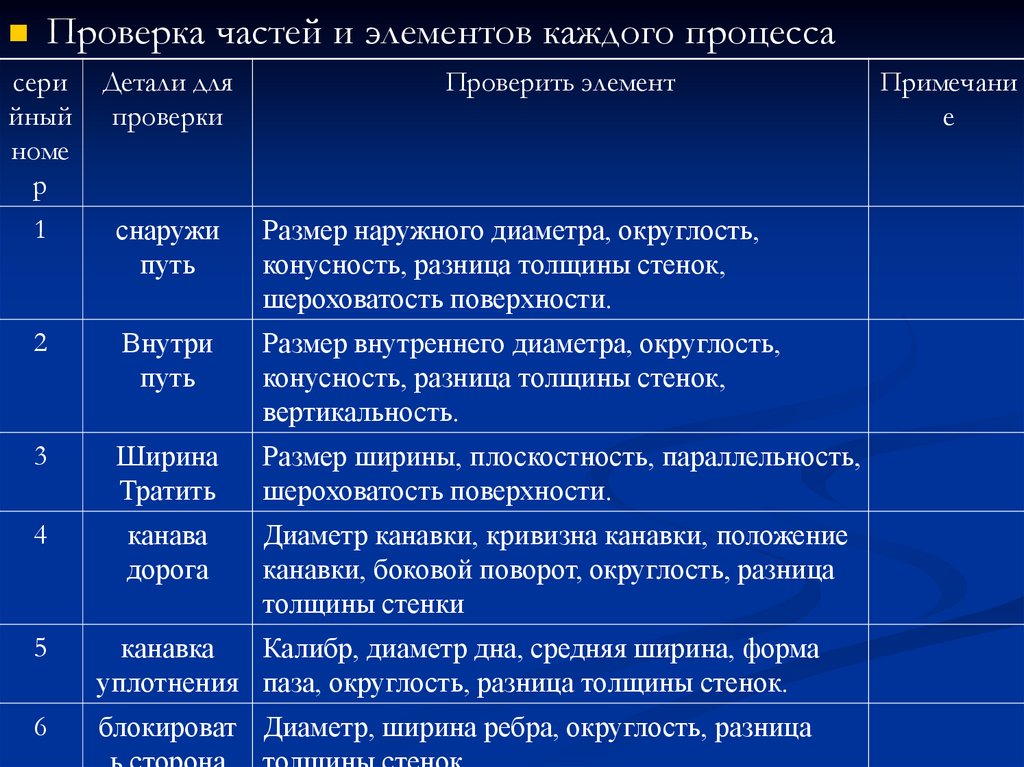
Проверка частей и элементов каждого процессасери
йный
номе
р
Детали для
проверки
1
снаружи
путь
Размер наружного диаметра, округлость,
конусность, разница толщины стенок,
шероховатость поверхности.
2
Внутри
путь
Размер внутреннего диаметра, округлость,
конусность, разница толщины стенок,
вертикальность.
3
Ширина
Тратить
Размер ширины, плоскостность, параллельность,
шероховатость поверхности.
4
канава
дорога
Диаметр канавки, кривизна канавки, положение
канавки, боковой поворот, округлость, разница
толщины стенки
Проверить элемент
5
канавка
Калибр, диаметр дна, средняя ширина, форма
уплотнения паза, округлость, разница толщины стенок.
6
блокироват Диаметр, ширина ребра, округлость, разница
Примечани
е
13.
14.
упражняться15.
16.
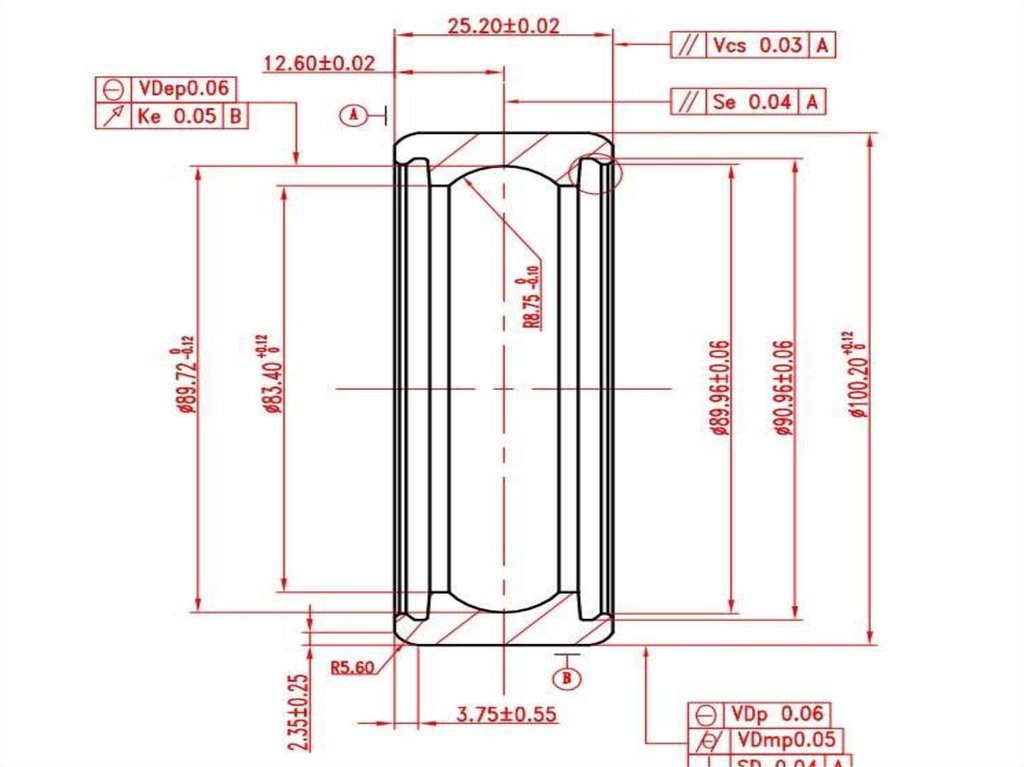
1, Наружный диаметрОпределение: теоретический диаметр
цилиндра, включая внешнюю поверхность.
Содержание измерений: внешний диаметр,
округлость, конусность, вертикаль.
Плохая, плохая толщина стенок, шероховатость
поверхности.
Измерительные инструменты:Д913,
стандартные детали, циферблатный
индикатор.
Метод измерения: (см. рисунок ниже)
17.
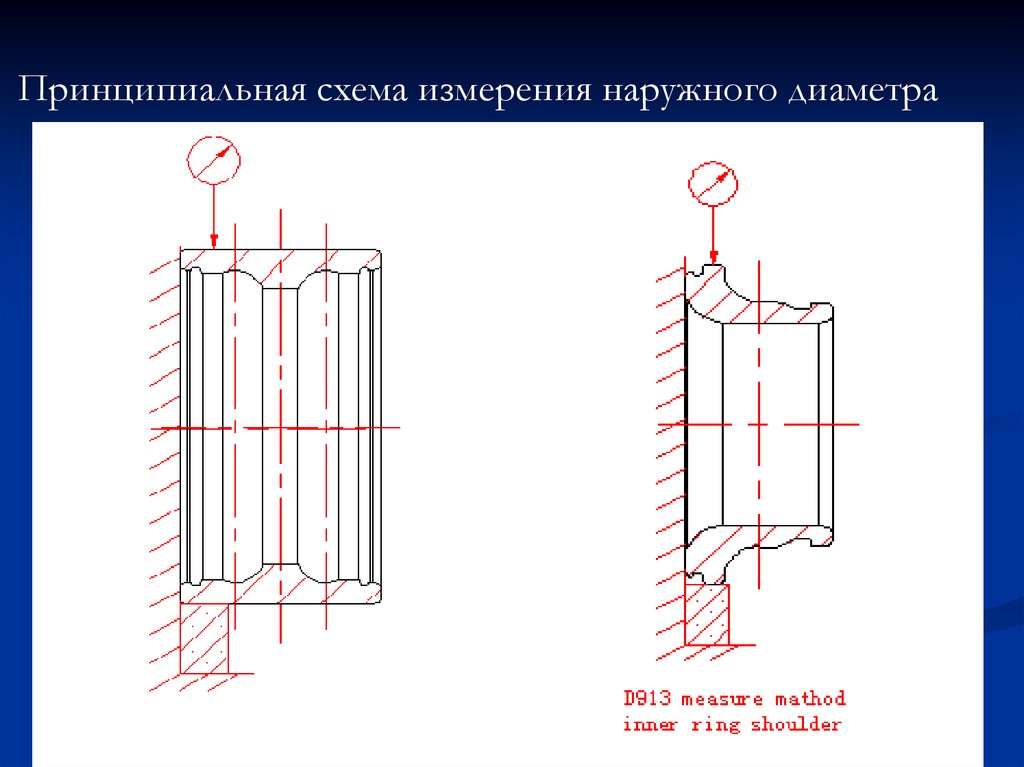
Принципиальная схема измерения наружного диаметра18.
Мягкое шлифованиенаружного диаметра
Технологическое
оборудование:М1083Круглошлифовальн
ый станок
При мягком шлифовании наружных
диаметров размерные допуски и
номинальные размеры контролировать
легко, а вот геометрические допуски
контролировать сложно.Общие причины
чрезмерных геометрических допусков
включают в себя:
1, Внешний диаметр слишком сильно меняется
19.
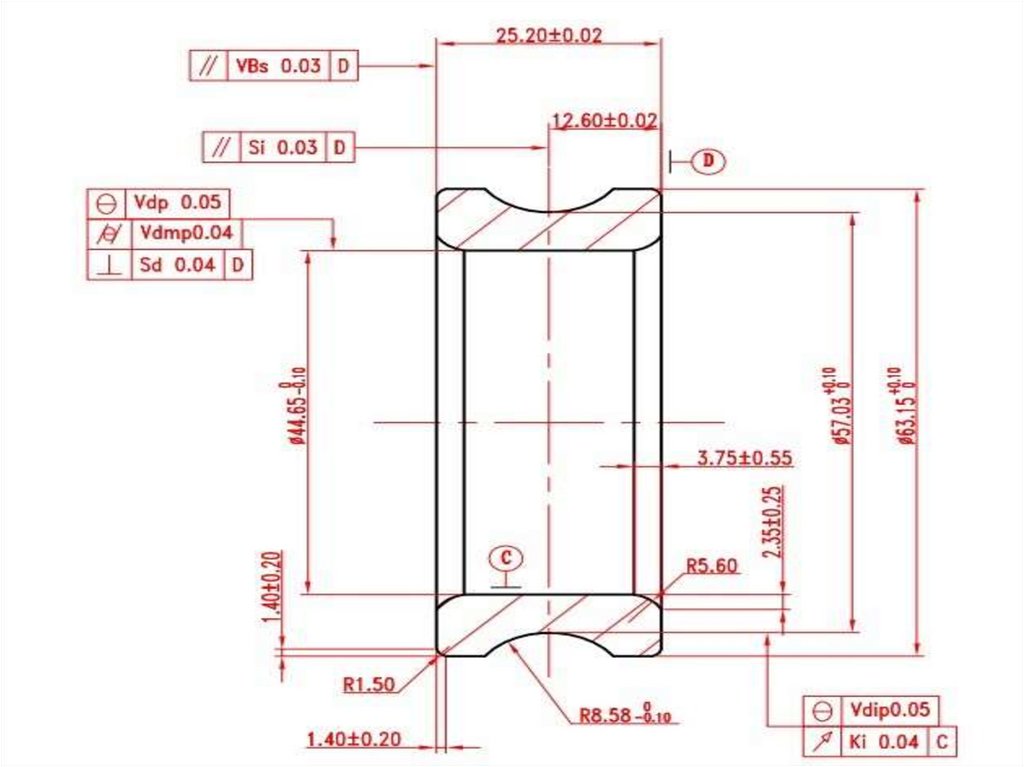
2, внутренний диаметрОпределение: Теоретический диаметр цилиндра,
содержащего на внутренней поверхности
цилиндрическое отверстие.
Содержание измерений: размер внутреннего
диаметра, округлость, конусность, разница
толщины стенок,
Вертикальность
Измерительные инструменты:Д923, стандартные
детали, циферблатный индикатор
Метод измерения: (см. рисунок ниже)
20.
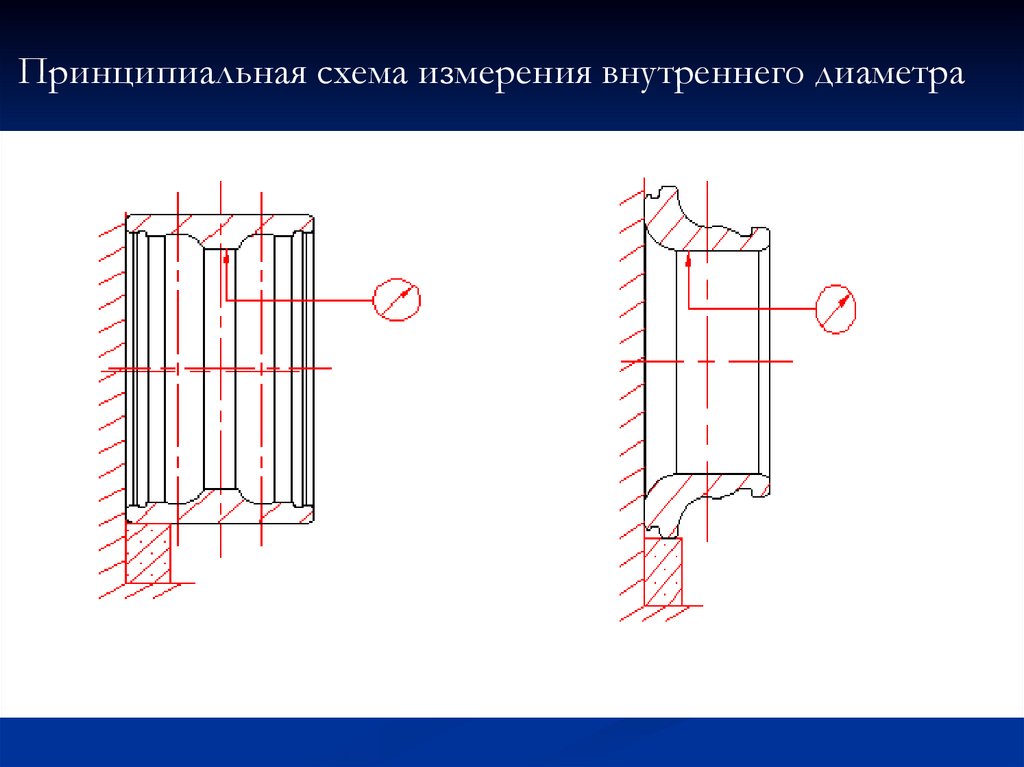
Принципиальная схема измерения внутреннего диаметра21.
3,ширинаОпределение: Расстояние между двумя
торцевыми поверхностями наконечника.
Содержание измерений: размер ширины,
плоскостность, параллельность,
поверхность.
шероховатость
Измерительные инструменты:G903,
стандартные детали, циферблатный
индикатор, ножевая линейка
Метод измерения: (см. рисунок ниже)
22.
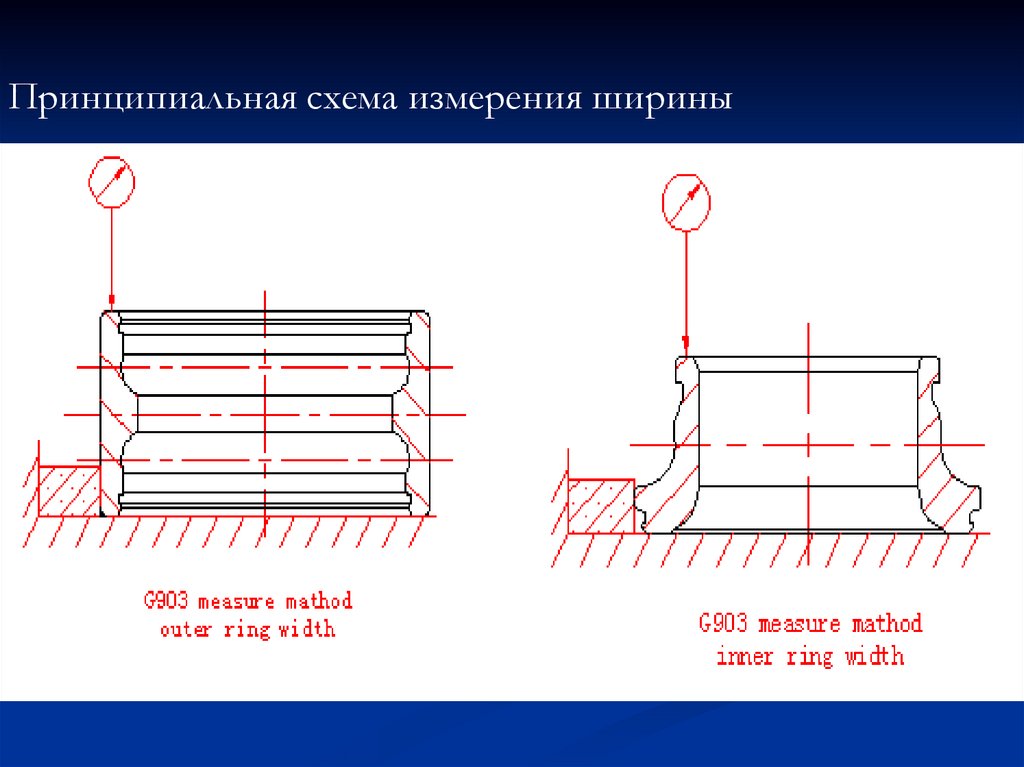
Принципиальная схема измерения ширины23.
Мягкая шлифовка торцаТехнологическое
оборудование:МЗ7650Двусторонняя
шлифовальная машина
Основные причины отказа:
1, изменение ширины слишком велико
2, Плохая плоскостность, поверхность
неровная.
3, продукт горит
(Первые два показателя являются основными
факторами, вызывающими общий брак при
24.
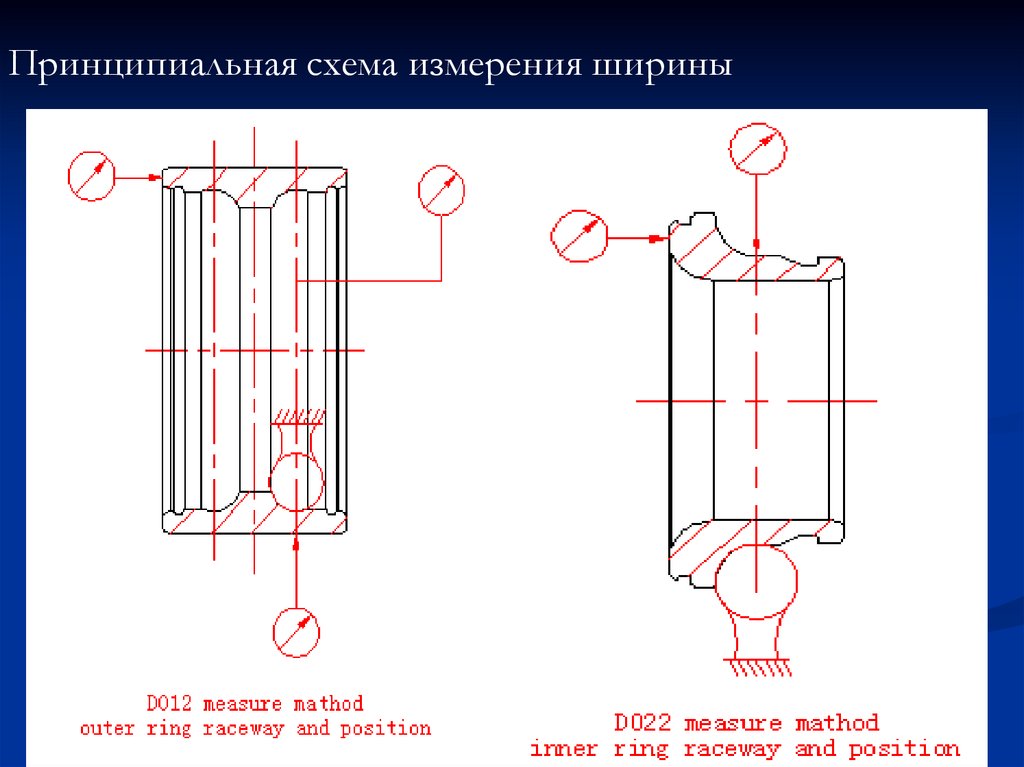
4, каналСодержание измерений: кривизна канавки, диаметр
канавки, положение канавки (включая симметрию),
Боковой поворот, округлость, разница толщины стенок
Измерительные инструменты: ⑴ Шарик для очистки
внутреннего кольца,Д022,Стандартные детали,
Процентный индикатор
⑵Цветной царапающий шарик на внешнем
кольце,Д012,Стандартные детали,
Процентный индикатор
25.
Принципиальная схема измерения ширины26.
Определение размерного диапазонаскретч-шара
• Большой радиус диапазона
является максимальным
предельным радиусом
кривизны канавки;
• Малый радиус является
минимальным предельным
радиусом кривизны канавки.
27.
Метод обнаружения и методопределения кривизны канавок
Кривизна канавки определяется путем
царапания цветным скребком. Когда
цвет маленький, нижняя часть канавки
белая, а две стороны красные. Когда
цвет большой, нижняя часть красная, а
две стороны красные. белый. Кривизну
канавки считают соответствующей, в
противном случае ее считают
неудовлетворительной.
Если нижняя часть крупной чешуи при
28.
Частые отходы и растворы приобработке каналов
Кривизна канавки слишком велика или
слишком мала, в основном из-за
инструмента, и ее следует
отрегулировать путем переточки или
ремонта.
Диаметр канавки выходит за пределы
допуска, и его можно решить,
отрегулировав величину подачи.
Если положение канавки неудачное,
каретку можно отрегулировать в
29.
Причины и способы устранениявибраций каналов
причина:
1, Количество корма слишком велико
2, Инструмент недостаточно острый
3, Зажим инструмента ненадежен
4, Недостаточная жесткость или точность вращения станка
Решение:
1, Разумно организуйте количество корма
2, изменить остроту инструмента (отремонтировать или
заменить)
3,Сохраняйте прочность зажима инструмента
4, Увеличьте жесткость станка или точность вращения
шпинделя.
30.
Установка траншейных фрезТокарный инструмент не должен выдвигаться
слишком далеко, чтобы предотвратить
образование вибраций или разрушение
инструмента.
Острие токарного инструмента находится на
одной высоте с центром заготовки или при
точении наружного кольца токарный
инструмент может находиться немного выше
центра заготовки.Допустимой величиной
является диаметр заготовки.1%, при точении
внутреннего круга токарный инструмент
допускается располагать немного ниже
31.
канавка уплотнения• Процесс токарной обработки
канавки уплотнения является
конечным процессом готового
подшипника. Его качество
напрямую влияет на сборку
подшипника. Требования к нему
относительно сложны, и у разных
клиентов разные требования.
Поэтому следует учитывать
обработку канавки уплотнения. как
важный элемент обращения к
32.
5, канавка уплотненияСодержание измерения: диаметр, диаметр
дна, средняя ширина, форма канавки,
Округлость, разница в толщине стенок,
разница в параллельности
Измерительные инструменты: самодельный
корпус часов, стандартные детали,
микрометр,
Циферблатный индикатор, прибор для
измерения формы
33.
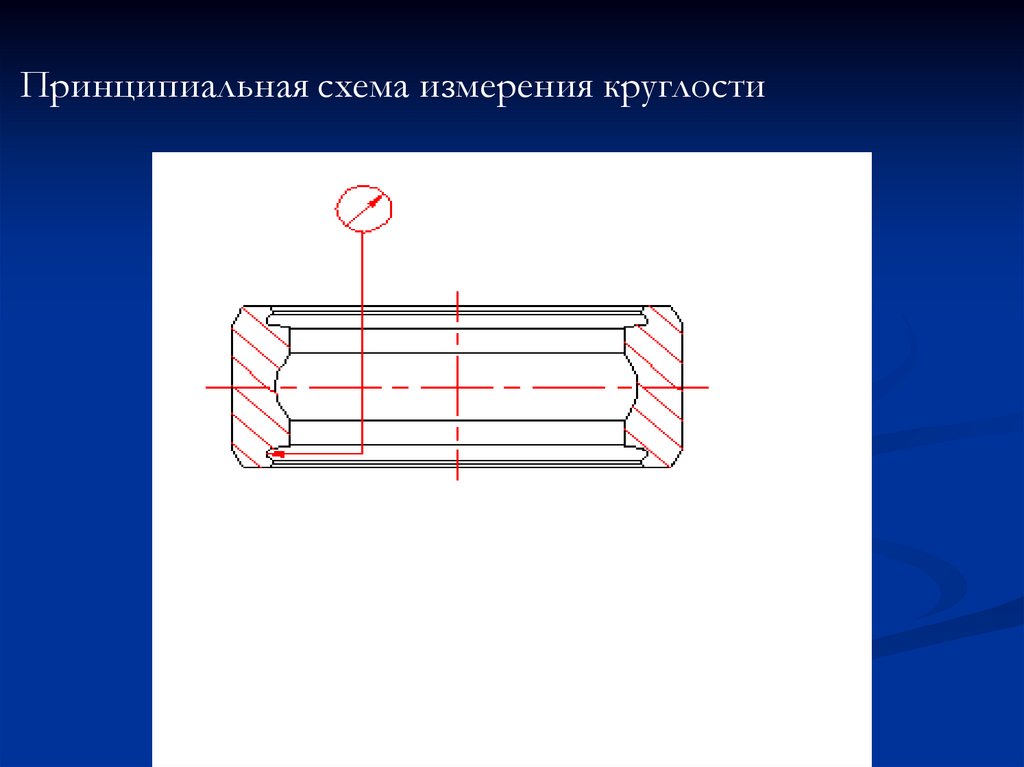
Принципиальная схема измерения круглости34.
Как измерить ширину канавкиуплотнителя
Метод измерения ширины уплотнительной
канавки:Измерьте ширинуиИзмерьте одну сторонуМежду
этими двумя методами нет различия, это просто разные
методы измерения в зависимости от ситуации.
Анализ отказов:
1, средней ширины, а одна сторона слишком велика, что
указывает на то, что ширина уплотнительной канавки
узкая и ее следует увеличить.
Увеличьте осевую подачу каретки, чтобы увеличить
ширину паза.
2, средней ширины, одна сторона слишком мала, что
указывает на то, что ширина уплотнительной канавки
35.
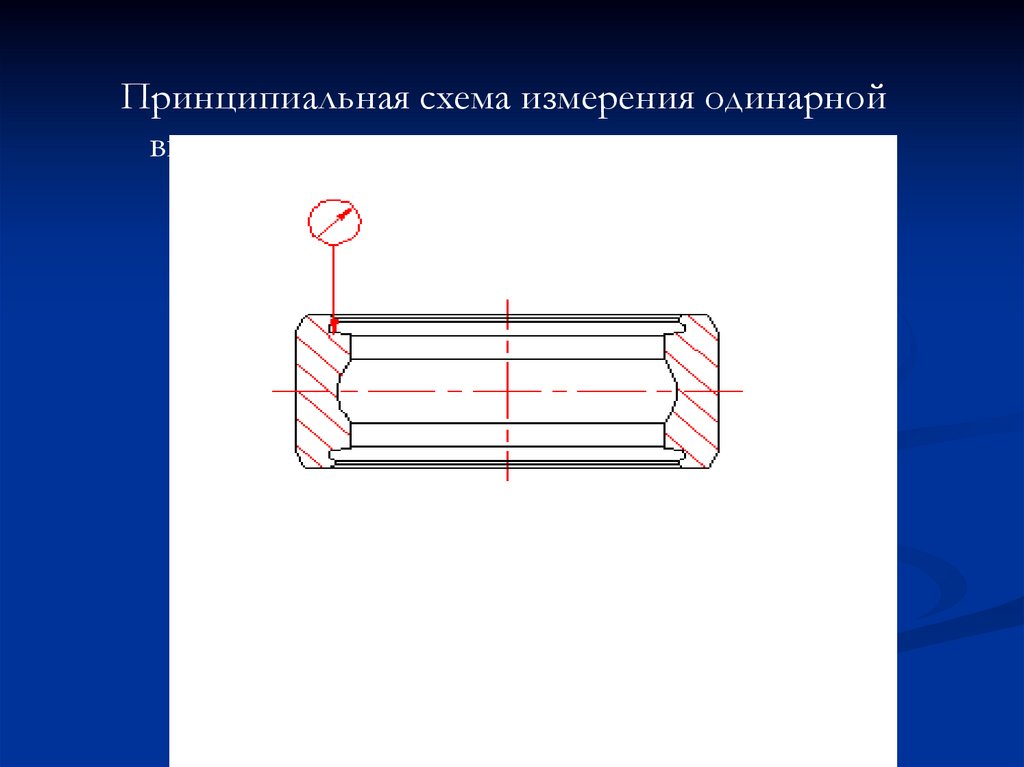
Принципиальная схема измерения одинарнойвысоты
36.
Причины и способы устранениявибрационных линий канавок
уплотнения
причина:
1, Количество корма слишком велико
2, Инструмент недостаточно острый
3, Зажим инструмента ненадежен
4, Недостаточная жесткость или точность вращения
станка
Решение:
1, Разумно организуйте количество корма
2, изменить остроту инструмента (отремонтировать или
заменить)
3,Сохраняйте прочность зажима инструмента
4, Увеличьте жесткость станка или точность вращения
шпинделя.
37.
Типы и заточка токарныхинструментов для
уплотнительных канавок
Форма уплотнительной канавки
обычно определяется самим
инструментом.Поэтому качество
инструмента является обязательным
условием обеспечения качества
продукции.Пользователь должен
правильно затачивать, устанавливать
и вовремя ремонтировать инструмент,
чтобы обеспечить остроту инструмента.
Инструменты для уплотнительных
38.
Готовый уголокУгол продукта - это заключительный процесс
изготовления подшипника. Он в основном
используется для облегчения сборки и
выравнивания подшипника. Его форма
гарантируется формой инструмента.
Осевой размер готового изделия можно изменить,
отрегулировав большую каретку.
Радиальный размер готового уголка можно изменить,
отрегулировав небольшую каретку.
39.
6, готовый уголСодержание теста: угловая дуга, осевой размер,
радиальный размер,
Осевой монтажный угол, радиальный
монтажный угол
Инструменты для испытаний: картон, прибор
для измерения формы.
Метод измерения: (см. рисунок ниже)
40.
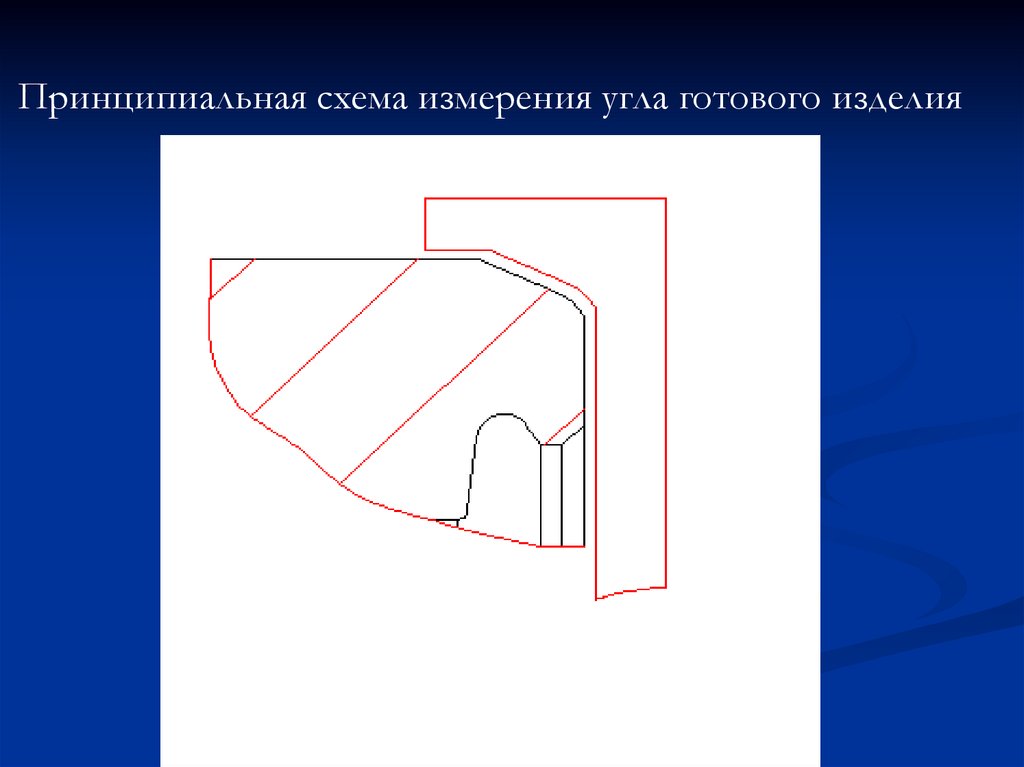
Принципиальная схема измерения угла готового изделия41.
На что следует обратить внимание приобработке готовых углов
• Своевременно затачивайте режущие
инструменты, чтобы они оставались
острыми, улучшали качество
поверхности и уменьшали заусенцы.
• Соответствующим образом увеличьте
скорость вращения шпинделя, чтобы
обеспечить точность и жесткость
вращения шпинделя.
• Строго контролируйте зазор между
42.
Основные отходы токарнойобработки и причины их
возникновения
Причины чрезмерного отклонения диаметра:
1Диаметр прижимной поверхности заготовки втулки
сильно изменяется.
производить упругую деформацию
2, Неправильное выравнивание приспособления,
поэтому точка контакта между приспособлением и
заготовкой
уменьшать
3Толщина стенки заготовки слишком сильно
колеблется, что приводит к неравномерности резки.
4, Радиальное колебание шпинделя слишком велико
43.
• Причины чрезмерного допускаокруглости:
1, Неправильная конструкция или
выбор светильника
2, погрешность круглости самой
втулки
44.
Причины чрезмерной разницы в толщине стенок:1Радиальное колебание шпинделя станка велико, а
соосность цанги неправильная.
Регулировка приспособления Haohe неверна, и
приспособление не совмещено со шпинделем станка.
коаксиальный
2На захватах имеются украденные предметы, из-за чего
зажим заготовки отклоняется.
3, Отклонение геометрической формы внешней или
внутренней поверхности наконечника застряло.
слишком большой
4, Толщина заготовки сильно меняется, что приводит к
сопротивлению в процессе резки.
Неравномерная сила
45.
• Причины заусенцев изапрессовки кромок:
1Плохая точность продольной
направляющей держателя
инструмента, она изношена или
ослаблена.
2, лезвие недостаточно острое
3, Припуск слишком велик, а
сопротивление резанию
слишком велико.