









 industry
industrySimilar presentations:


")

. Металлургия свинца")





Производство свинцово - кислотных аккумуляторов
1. ПРОИЗВОДСТВО СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ
ПРОИЗВОДСТВО СВИНЦОВОКИСЛОТНЫХАККУМУЛЯТОРОВ
2.
3.
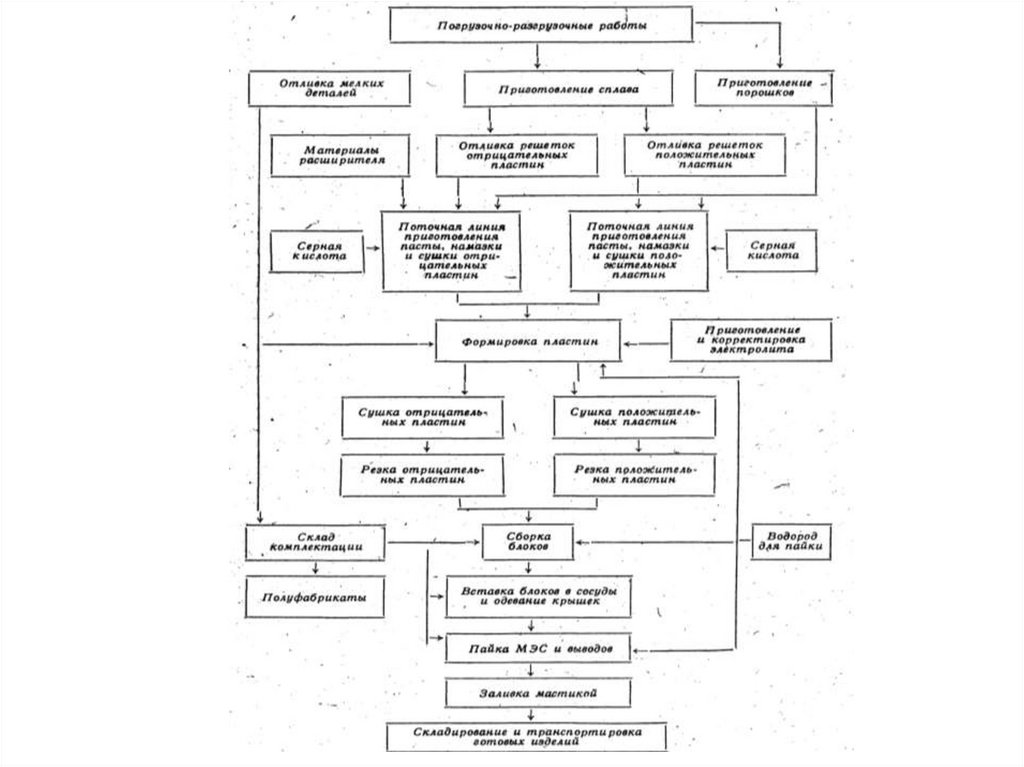
Технологический процесс изготовления стартерных батарейИзготовление стартерных батарей осуществляется в следующей
последовательности (основные технологические операции):
1––отлив сдвоенных электродных пластин;
2–– производство порошка оксида свинца;
3–– приготовление паст;
4–– намазка пасты на токоотводы (производство электродных пластин);
5–– сушка и дозревание электродных пластин;
6–– разделение сдвоенных электродных пластин;
7–– набор блоков электродных пластин, их пайка и установка в моноблок;
8–– сборка батарей;
9–– заливка батарей электролитом и формировка;
10–– контроль и упаковка готовых батарей.
4.
5.
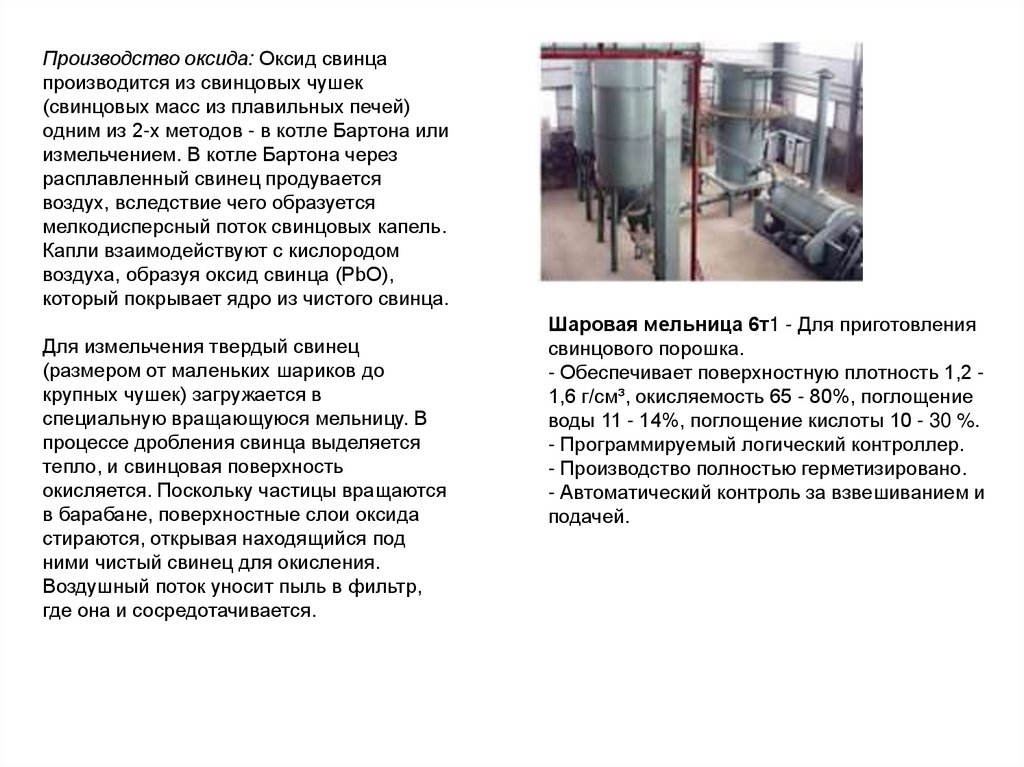
Производство оксида: Оксид свинцапроизводится из свинцовых чушек
(свинцовых масс из плавильных печей)
одним из 2-х методов - в котле Бартона или
измельчением. В котле Бартона через
расплавленный свинец продувается
воздух, вследствие чего образуется
мелкодисперсный поток свинцовых капель.
Капли взаимодействуют с кислородом
воздуха, образуя оксид свинца (PbO),
который покрывает ядро из чистого свинца.
Для измельчения твердый свинец
(размером от маленьких шариков до
крупных чушек) загружается в
специальную вращающуюся мельницу. В
процессе дробления свинца выделяется
тепло, и свинцовая поверхность
окисляется. Поскольку частицы вращаются
в барабане, поверхностные слои оксида
стираются, открывая находящийся под
ними чистый свинец для окисления.
Воздушный поток уносит пыль в фильтр,
где она и сосредотачивается.
Шаровая мельница 6т1 - Для приготовления
свинцового порошка.
- Обеспечивает поверхностную плотность 1,2 1,6 г/см³, окисляемость 65 - 80%, поглощение
воды 11 - 14%, поглощение кислоты 10 - 30 %.
- Программируемый логический контроллер.
- Производство полностью герметизировано.
- Автоматический контроль за взвешиванием и
подачей.
6.
Изготовление решетки: Решетки изготавливаютсяглавным образом посредством отливки (как
автоматической, так и ручной). Решетки для
автомобильных аккумуляторов производятся
преимущественно вальцовкой из деформированного
сплава или сплава из литого свинца.
Литьевая машина для пластин3 Мощность 44,6 кВт.
- Производительность – 8 - 16 батарей в
минуту.
- Параметры литья: пластины и решетки
размерами 340 х 160 х 1,0 - 4,2 мм
(толщиной), габаритные размеры литейной
формы (432 х 248 х 40) – 1 комплект.
- Сжиженный газ: расход 0,12 м³/мин,
используется для поддержания тепла и
антиокисления свинцового ковша.
- Сжатый воздух: 0,6 мПа, 0,1 м³/мин,
используемся для раскрытия и смыкания
литейных форм, наливания, закрытия и
открытия свинцовых клапанов.
7.
8.
Резка пластинПосле сушки пластины разрезаются и
попеременно с прокладками
собираются в аккумуляторные ящики.
Отрезной станок для пластин Применяется
для нарезания электродной пластины и
склеивания зажима (ушка).
- Используемый материал: длина 203 - 230 мм,
ширина 102 - 152 мм, толщина 1 - 3 мм,
длина электродного зажима 11 - 32 мм.
- Производительность: 70 - 120 шт./мин.
Производительность 1300 шт/мин.
Очистка поверхности
решеток на щеточной
машине
9.
Дозирующее устройство - Используется дляположительно заряженных пластин.
- Состоит из верхнего конического бункера,
малого вибратора, датчиков, большого вибратора,
хост-узла, программируемого логического
контроллера, конвейера для свинцового порошка.
- Производительность: около 80 - 120 шт/ед.
времени, плотность свинцового порошка 3,0 - 3,4
г/см³, общая мощность 40 кВт.
Машина для литья под давлением
В основном используется для литья
положительно заряженных пластин
свинцово-кислотных батарей
трубчатого типа с низким
содержанием сурьмы (менее 3%).
Состоит из литейного узла, бака со
свинцом, панели управления и
литейной формы.
Наполнение пластин-решеток активной
пастой.
Машина для наполнения пастой:
Производительность 65...120 шт/час. Размеры
решетки: 225...340х120...170х1,1...4,5 мм.
10.
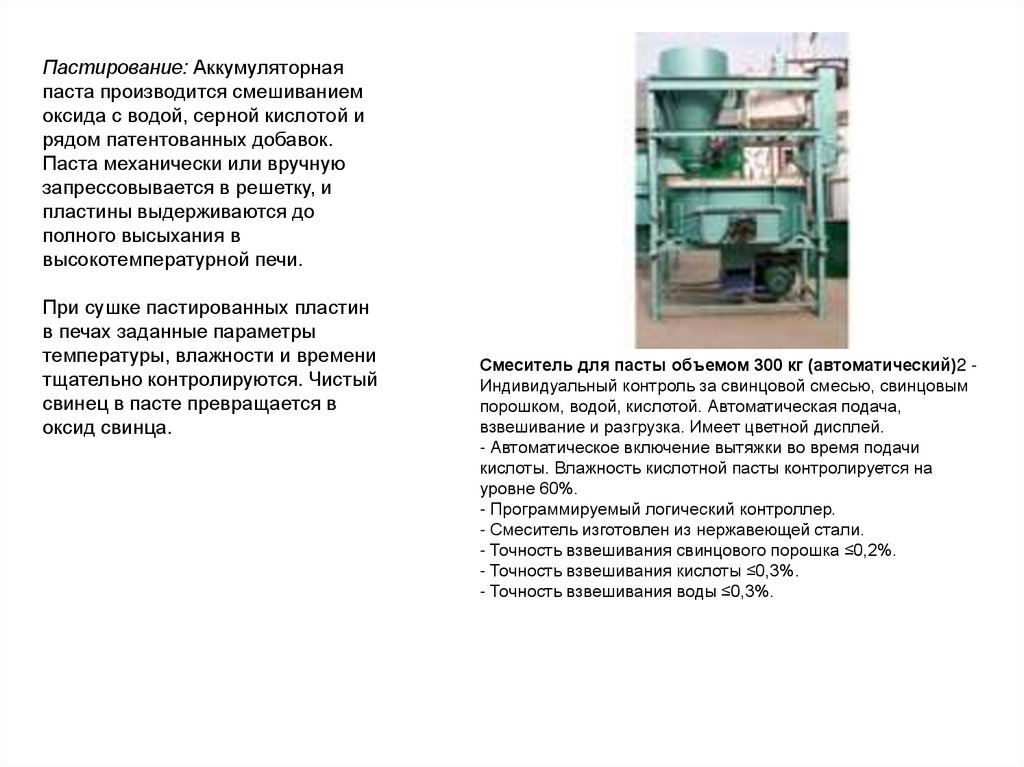
Пастирование: Аккумуляторнаяпаста производится смешиванием
оксида с водой, серной кислотой и
рядом патентованных добавок.
Паста механически или вручную
запрессовывается в решетку, и
пластины выдерживаются до
полного высыхания в
высокотемпературной печи.
При сушке пастированных пластин
в печах заданные параметры
температуры, влажности и времени
тщательно контролируются. Чистый
свинец в пасте превращается в
оксид свинца.
Смеситель для пасты объемом 300 кг (автоматический)2 Индивидуальный контроль за свинцовой смесью, свинцовым
порошком, водой, кислотой. Автоматическая подача,
взвешивание и разгрузка. Имеет цветной дисплей.
- Автоматическое включение вытяжки во время подачи
кислоты. Влажность кислотной пасты контролируется на
уровне 60%.
- Программируемый логический контроллер.
- Смеситель изготовлен из нержавеющей стали.
- Точность взвешивания свинцового порошка ≤0,2%.
- Точность взвешивания кислоты ≤0,3%.
- Точность взвешивания воды ≤0,3%.
11.
Намазка активноймассы решеток
12.
Выдержка и сушка вавтоматической камере
-Габаритные размеры:
основного станка: 5000 х 2400 х 3100 мм.
вспомогательного станка 5000 х 1400 х 1200 мм.
- Эффективный объем 28 м³.
- Диапазон регулирования температуры до 95ºС (± 1°С),
влажность 1 - 100% относительной влажности (± 2%).
- Мощность нагнетательного вентилятора 7,5 кВт; водяное
давление 0,2 - 0,4 мПа; пар ≥ 0,05 мПа; подача воздуха 0,55
мПа.
- Корпус из нержавеющей стали.
- Программируемый логический контроллер.
- Процесс затвердевания переходит в процесс
высушивания автоматически.
- Возможно электрическое или паровое нагревание.
- Возможно увлажнение водяным душем или паром.
- Равномерное отвердевание и высушивание за счет
трехмерного распределения воздуха.
13.
Формование пластинАккумуляторные пластины
подвергаются процессу
электрического формования одним
из двух методов. При формовании в
ваннах пластины загружают в
большие ванны с разбавленной
серной кислотой. Для формования
положительных и отрицательных
пластин пропускают постоянный ток.
Контроль заряда батареи