




 industry
industrySimilar presentations:
")









Сварка трением
1.
2.
АКТУАЛЬНОСТЬНеобходимость надежно соединять
между собой металлические предметы
возникает на разных производствах.
Одним из эффективных способов,
позволяющих это сделать, является
сварка трением. Использование тепла,
образующегося при трении заготовок
одна об другую или об вращающийся
инструмент, позволяет получать
надежный шов при сваривании металлов
и сплавов, в том числе и тех, которые
другим способом соединить нельзя.
3.
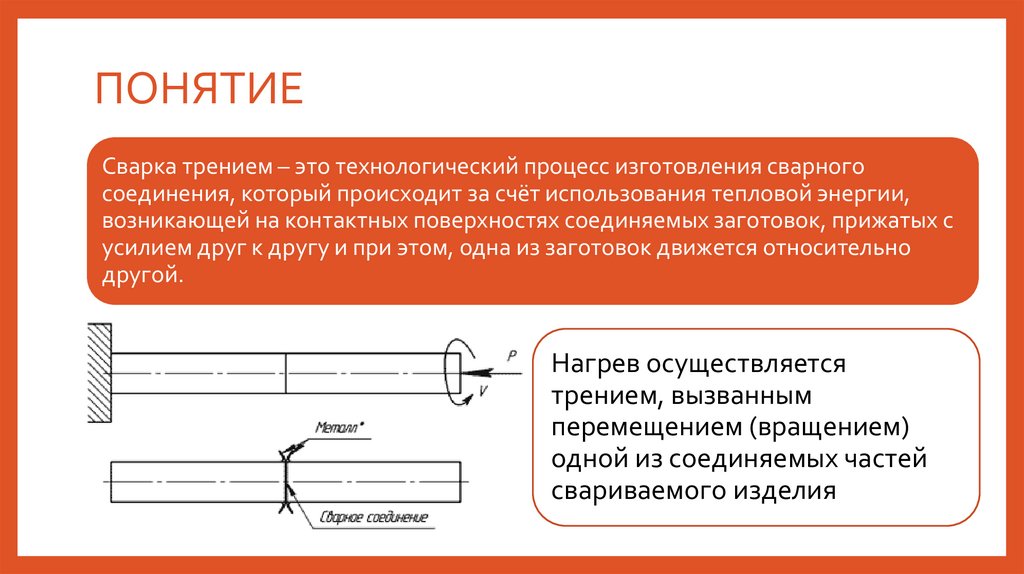
ПОНЯТИЕСварка трением – это технологический процесс изготовления сварного
соединения, который происходит за счёт использования тепловой энергии,
возникающей на контактных поверхностях соединяемых заготовок, прижатых с
усилием друг к другу и при этом, одна из заготовок движется относительно
другой.
Нагрев осуществляется
трением, вызванным
перемещением (вращением)
одной из соединяемых частей
свариваемого изделия
4.
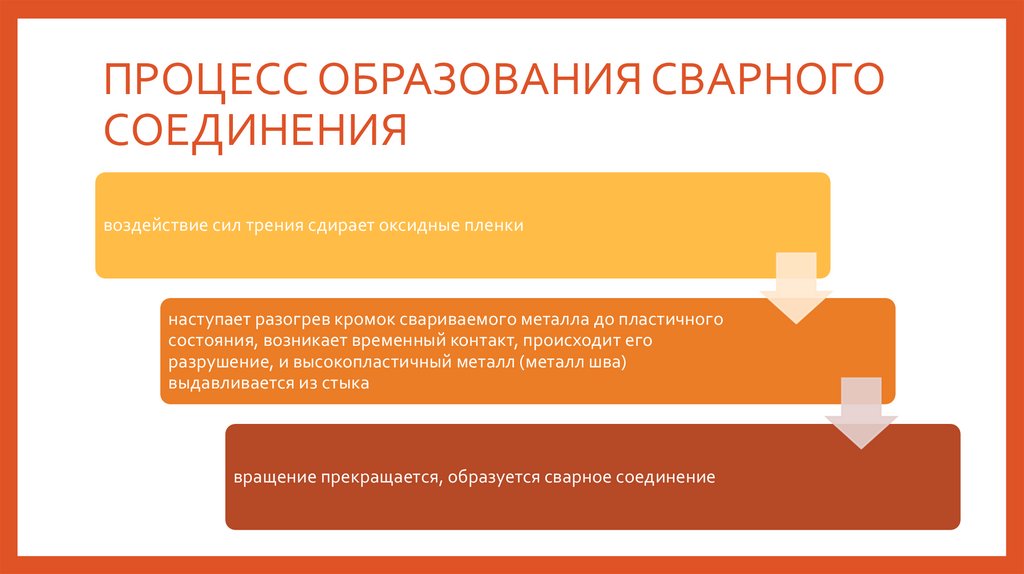
ПРОЦЕСС ОБРАЗОВАНИЯ СВАРНОГОСОЕДИНЕНИЯ
воздействие сил трения сдирает оксидные пленки
наступает разогрев кромок свариваемого металла до пластичного
состояния, возникает временный контакт, происходит его
разрушение, и высокопластичный металл (металл шва)
выдавливается из стыка
вращение прекращается, образуется сварное соединение
5.
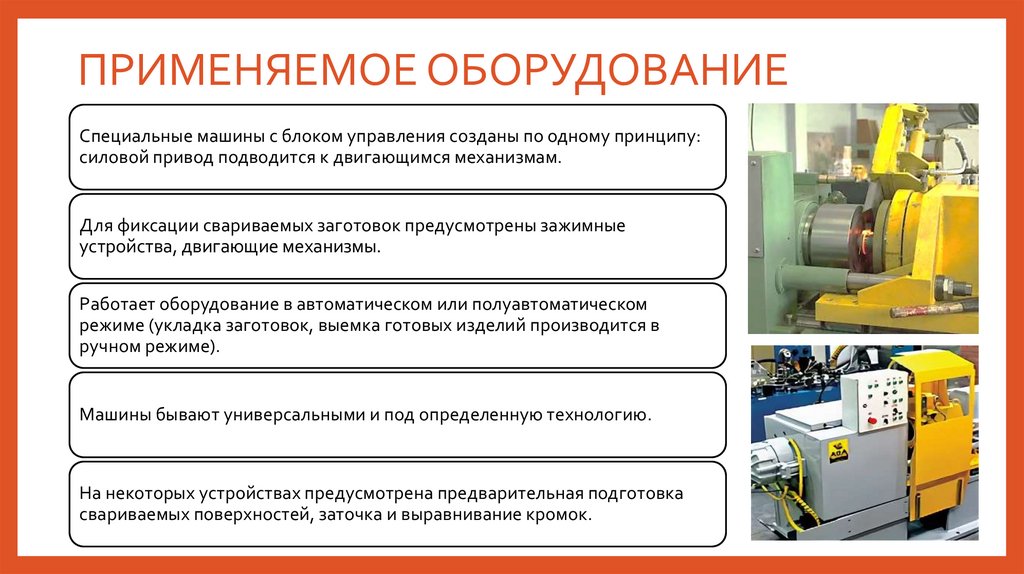
ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕСпециальные машины с блоком управления созданы по одному принципу:
силовой привод подводится к двигающимся механизмам.
Для фиксации свариваемых заготовок предусмотрены зажимные
устройства, двигающие механизмы.
Работает оборудование в автоматическом или полуавтоматическом
режиме (укладка заготовок, выемка готовых изделий производится в
ручном режиме).
Машины бывают универсальными и под определенную технологию.
На некоторых устройствах предусмотрена предварительная подготовка
свариваемых поверхностей, заточка и выравнивание кромок.
6.
РАЗНОВИДНОСТИ СВАРКИ ТРЕНИЕМСварка трением с непрерывным
приводом
Инерционная сварка трением
Одну из заготовок жёстко закрепляют,
а второй заготовке сообщают
вращательное движение, при этом обе
заготовки представляют собой тела
вращения, и находятся на одной оси.
Далее заготовки сближаются
вплотную и к подвижной
прикладывают некоторое осевое
усилие.
Шпиндель, с насаженным на него
маховиком, разгоняется. После того,
как маховик достиг определённого
момента инерции вращающейся
массы, привод отключают и
производят сжатие заготовок с
определённым усилием. Процесс
сварки завешается после остановки
шпинделя.
7.
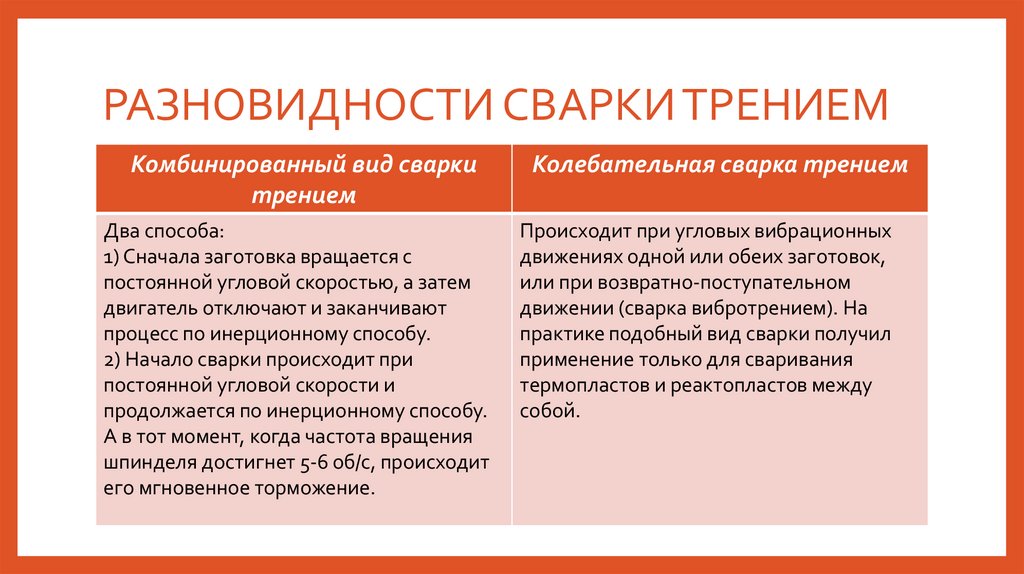
РАЗНОВИДНОСТИ СВАРКИ ТРЕНИЕМКомбинированный вид сварки
трением
Колебательная сварка трением
Два способа:
1) Сначала заготовка вращается с
постоянной угловой скоростью, а затем
двигатель отключают и заканчивают
процесс по инерционному способу.
2) Начало сварки происходит при
постоянной угловой скорости и
продолжается по инерционному способу.
А в тот момент, когда частота вращения
шпинделя достигнет 5-6 об/с, происходит
его мгновенное торможение.
Происходит при угловых вибрационных
движениях одной или обеих заготовок,
или при возвратно-поступательном
движении (сварка вибротрением). На
практике подобный вид сварки получил
применение только для сваривания
термопластов и реактопластов между
собой.
8.
РАЗНОВИДНОСТИ СВАРКИ ТРЕНИЕМСварка трением с
перемешиванием
Орбитальная сварка трением
Инструмент, вращающийся с большой
скоростью, соприкасается со сварными
кромками в месте стыка и его наконечник
внедряется в заготовку на всю глубину кромок.
При этом заплечник инструмента касается
поверхности стыка. Далее инструмент
перемещается вдоль всей линии стыка. В
результате трения наконечника инструмента об
заготовки, сварные кромки расплавляются,
перемешиваются при вращении инструмента и
вытесняются в свободную область позади
движущегося инструмента.
Прижатые друг к другу свариваемые
заготовки двигаются по орбитам
относительно друг друга. Оси заготовок
смещены на некоторую величину е,
называемую эсцентриситетом. При этом
вращения заготовок вокруг собственных
осей не происходит. Когда заготовки
прошли стадию нагрева, их оси
совмещают и круговые движения
прекращаются. После этого делается
проковка и формируется сварное
соединение.
9.
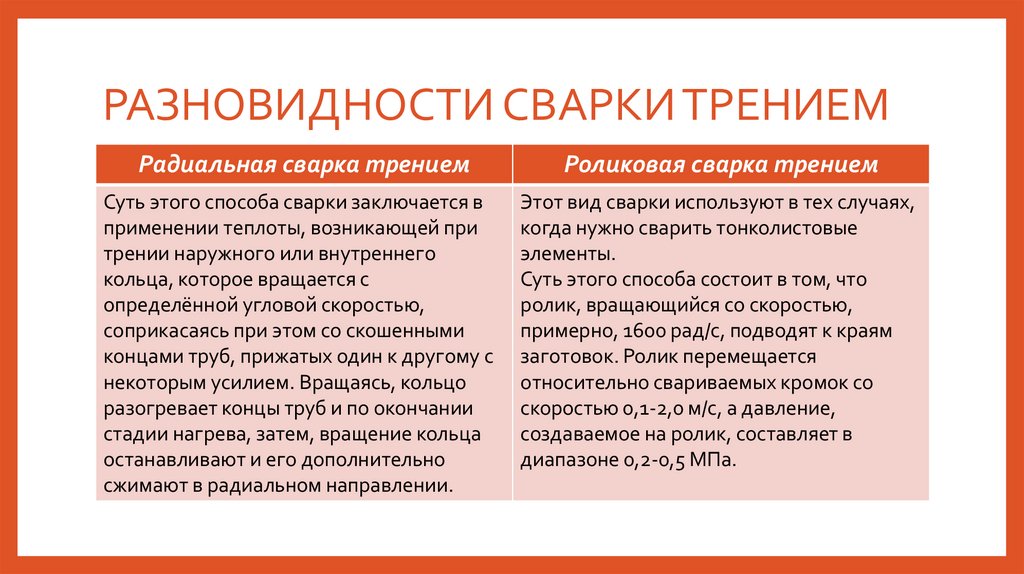
РАЗНОВИДНОСТИ СВАРКИ ТРЕНИЕМРадиальная сварка трением
Роликовая сварка трением
Суть этого способа сварки заключается в
применении теплоты, возникающей при
трении наружного или внутреннего
кольца, которое вращается с
определённой угловой скоростью,
соприкасаясь при этом со скошенными
концами труб, прижатых один к другому с
некоторым усилием. Вращаясь, кольцо
разогревает концы труб и по окончании
стадии нагрева, затем, вращение кольца
останавливают и его дополнительно
сжимают в радиальном направлении.
Этот вид сварки используют в тех случаях,
когда нужно сварить тонколистовые
элементы.
Суть этого способа состоит в том, что
ролик, вращающийся со скоростью,
примерно, 1600 рад/с, подводят к краям
заготовок. Ролик перемещается
относительно свариваемых кромок со
скоростью 0,1-2,0 м/с, а давление,
создаваемое на ролик, составляет в
диапазоне 0,2-0,5 МПа.
10.
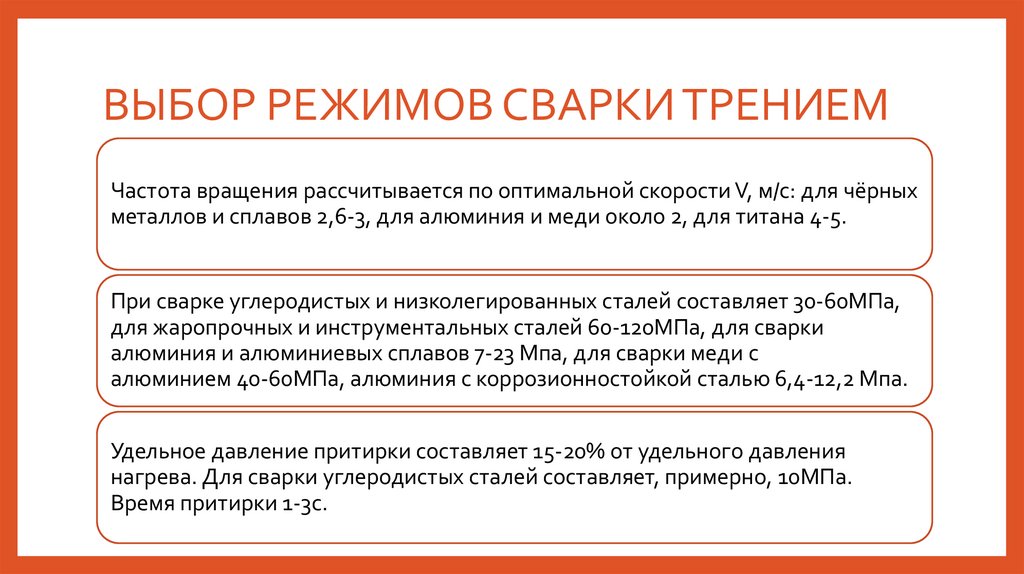
ВЫБОР РЕЖИМОВ СВАРКИ ТРЕНИЕМЧастота вращения рассчитывается по оптимальной скорости V, м/с: для чёрных
металлов и сплавов 2,6-3, для алюминия и меди около 2, для титана 4-5.
При сварке углеродистых и низколегированных сталей составляет 30-60МПа,
для жаропрочных и инструментальных сталей 60-120МПа, для сварки
алюминия и алюминиевых сплавов 7-23 Мпа, для сварки меди с
алюминием 40-60МПа, алюминия с коррозионностойкой сталью 6,4-12,2 Мпа.
Удельное давление притирки составляет 15-20% от удельного давления
нагрева. Для сварки углеродистых сталей составляет, примерно, 10МПа.
Время притирки 1-3с.
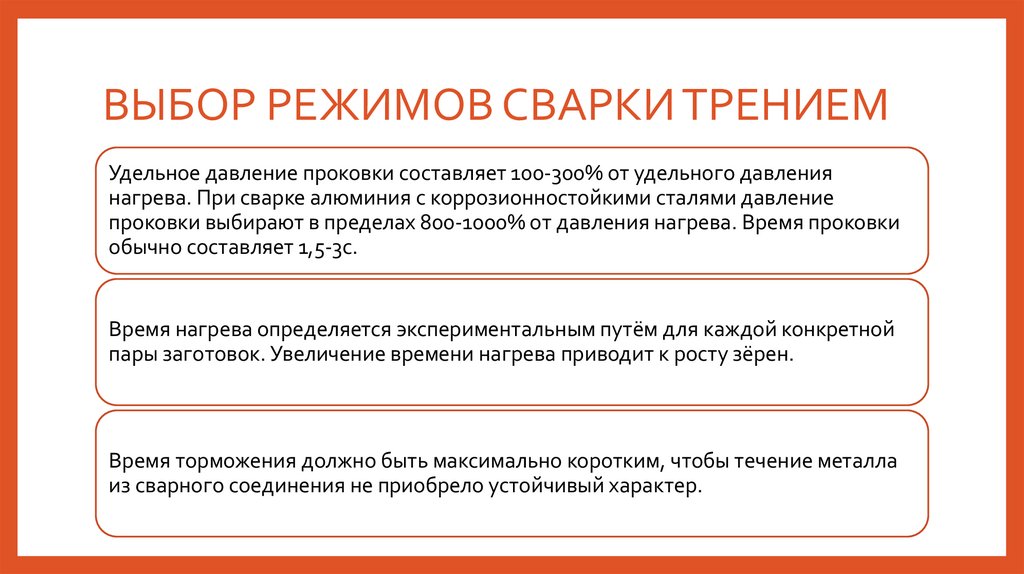
11.
ВЫБОР РЕЖИМОВ СВАРКИ ТРЕНИЕМУдельное давление проковки составляет 100-300% от удельного давления
нагрева. При сварке алюминия с коррозионностойкими сталями давление
проковки выбирают в пределах 800-1000% от давления нагрева. Время проковки
обычно составляет 1,5-3с.
Время нагрева определяется экспериментальным путём для каждой конкретной
пары заготовок. Увеличение времени нагрева приводит к росту зёрен.
Время торможения должно быть максимально коротким, чтобы течение металла
из сварного соединения не приобрело устойчивый характер.
12.
ПРЕИМУЩЕСТВА СВАРКИ ТРЕНИЕМВысокое качество
соединения.
Постоянство
механических
свойств.
Высокая
производительность
метода.
Подготовка к сварке
занимает меньше
времени.
Не требуется
дополнительных
присадочных
материалов
Не требуется
дополнительных
операций после
сварки
13.
ПРЕИМУЩЕСТВА СВАРКИ ТРЕНИЕМОтсутствуют
сварочные поводки,
низкая
степень деформации
Высокий
коэффициент
использования
металла (КИМ).
Меньшая степень
вредности
Лёгкая возможность
автоматизации
Экологичность
процесса
Низкая
энергоёмкость
14.
НЕДОСТАТКИ СВАРКИ ТРЕНИЕМНизкая универсальность процесса и относительно небольшая
номенклатура свариваемых деталей
Габариты свариваемых деталей ограничены
Дорогое и громоздкое оборудование для сварки трением
Возможно искажение волокон в зоне сварки
Отсутствие мобильности
15.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК1.
Батраев, И. А. Современные технологии сварки в машиностроении. Магадан:
Издательство Магаданского университета, 2012. – 252 с.
2.
ГОСТ 11022-2016. Сварка металлов. Методы сварки трением. Москва: Издательство
стандартов, 2016. – 28 с.
3.
Кречмар, Е. Э. Сварка металлов и сплавов / Е. Э. Кречмар. – Москва: Наука, 1978. – 439 с.
4.
Леонтьев А. А., Сергеева Н. А. Сварка / Н. А. Сергеева. – М.: Высшая школа, 1995. – 312 с.
5.
Михайлов, В. А. Технология сварки трением / В. А. Михайлов. – Москва: Машиностроение,
1976. – 212 с.
6.
Овчинников, В. В. Современные виды сварки / В. В. Овчинников. – М.: Академия, 2016. –
204 с.
7.
Фролов, В. П. Современные методы сварки металлов. Электронный ресурс. 2018.
URL: https://cyberleninka.ru/article/n/sovremennye-metody-svarki-metallov (дата обращения:
03.04.2023).
8.
Шендерович, И. Б. Современная сварка / И. Б. Шендерович. – Москва: Высшая школа,
1981. – 368 с.