






















")


")








 ) ( «Үрлеу –толтыру - герметизация» технологиясы бойынша алынған флакондар")
 medicine
medicineSimilar presentations:










Асептикалық дайындалатын және стерильді дәрілік түрлер. Өндіріс жағдайлары. Бөлмелер тазалығының кластары
1.
АСЕПТИКАЛЫҚ ДАЙЫНДАЛАТЫН ЖӘНЕСТЕРИЛЬДІ ДӘРІЛІК ТҮРЛЕР.
ӨНДІРІС ЖАҒДАЙЛАРЫ. БӨЛМЕЛЕР
ТАЗАЛЫҒЫНЫҢ КЛАСТАРЫ.
Лектор: Сағындықова Б.А.
фарм.ғ.д., профессор
www.themegallery.com
2.
Парентеральдықолдануға арналған дәрілік
құралдар – адам немесе жануарлар организміне
инъекция,инфузия немесе имплантация жолымен
енгізуге арналған стерилді препараттар.
Оларға ерітінділер, эмульсиялар,
суспензиялар,
ерітінділер
дайындау
және
имплантация
үшін
ұнтақтар
мен
таблеткалар,парентеральды енгізуге арналған
лиофильденген препараттар жатады.
www.themegallery.com
3. Инъекциялық тәсілдің бірқатар кемшіліктері
дәрілік заттардың организмнің қорғаныс бөгеулерінетоқтамай өтуіне байланысты инфекция түсу қаупі;
осмостық қысымның, рН-тың өзгеруі мүмкін;бұл
физиологиялық өзгерістер - қатты ауырту, күйдіру, кейде
қалтырап-дірілдеу құбылыстарын тудырады;
ерітінділерді қанға жіберу кезінде оған қатты бөлшектер
немесе ауа көпіршіктерінің түсіп кетуі салдарынан эмболия
қаупі туады.
4.
Инъекциялық ерітінді – бір немесе бірнеше дәрілікзаттарды еріту жолымен алынған, парентеральды
қолдануға арналған сұйық дәрілік түр.
Инъекциялық дәрілерге организмге тесік ине арқылы тері
бетінің және шырышты қабықтың бүтіндігін бұза
енгізілетін дәрілік түрлер жатады.
Инъекциялық
ерітінділерге,
сулы
және
майлы
ерітінділерден басқа, суспензиялар мен эмульсиялар,
стерильді ұнтақтар мен таблеткалар (оларды стерильді
еріткіштерде дәріні егу алдында ерітеді) жатады.
5.
www.themegallery.com6.
Ампулалық өндірістің фармацевтік өндірістіңбасқа салаларымен салыстырғанда өзіне тән
ерекшеліктері бар:
инъекциялық
ерітінділерді енгізгенде дәрілік затпен бірге
организмнің жергілікті немесе жалпы инфекциясын тудыратын
микроорганизмдер түсуі мүмкін. Сондықтан, инъекцияға
арналған ерітінділерді стерилдейді (зарарсыздандырады) және
оларды асептика ережелері мінсіз орындалатын жағдайларда
дайындайды;
ерітіндімен бірге организмге механикалық бөлшектер түсуі
мүмкін. Олар патологиялық өзгерістердің, тромбоздардың,
эмболияның, гранулемалардың пайда болуына себепкер
болады.
7.
Дайын өнімге механикалық қоспалардың түсіп кетуініңнегізгі көзі болып: өндіріс орындарының ауасы, қосымша
материалдар,
қолданылатын
жабдықтар,
ампулалар
(алғашқы орауыш материалы ретінде), персонал табылады.
Осыған байланысты аса жауапты операциялар (мысалы,
ампулаларды толтыру) А класты таза бөлмелерде
жүргізіледі;
дроттарды мұқият жууға және ампулаларды көп қайтара
жууға, фильтрлеуге, асептикалық жағдайда жұмыс істейтін
персоналға және оның арнайы киімдеріне аса үлкен мән
берілуі керек;
www.themegallery.com
8.
инъекциялықерітінділерде ешбір механикалық қоспалар
болмауы тиіс. Механикалық қоспалар болып талшық, нүкте
тәріздес қоспалар түріндегі және т.б.қозғалып жүрген
бөлшектер саналады, олар ерітіндіде қарусыз көзбен
көрінеді.
Дайындау процессі кезінде ерітінділер біріншілік және
екіншілік көзбен шолып бақылауға тартылады.Біріншілік
бақылау фильтрлеуден кейін жүргізіледі. Механикалық
қоспалар табылған кезде, олар қайтадан фильтрленеді де,
қайта бақыланады.
ww
w.t
hm
9.
Екіншілікбақылау
стерилдеуден
кейін
жүреді,
механикалық қоспалар табылған кезде, ерітінді жарамсыз
болып табылады.
Ерітіндімен толтырылған ампулаларды шығарар алдында
оларды көзге көрінер механикалық қоспалардың бар
жоқтығына 100% түгел тексереді;
ампулалық шынының сапасы өте маңызды роль атқарады.
Себебі, ол көптеген жағдайларда инъекциялық ерітіндінің
тұрақтылығын анықтайды. Ол мөлдір, химиялық және
термиялық төзімді, оңай балқитын болуы тиіс.
www.themegallery.com
10.
Инъекцияға арналған дәрілерге келесі негізгі талаптарқойылады:
1. Механикалық қоспалардың болмауы
2. Стерильдік
3. Апирогендік
4. Тұрақтылық
www.themegallery.com
11.
Асептика – технологиялық процестің барлық сатыларындадәрілік құралдарды оларға микроорганизмдер мен
механикалық бөлшектердің түсіп кетуінен
қорғауға
бағытталған технологиялық және гигиеналық шаралардың
жиынтығы.
www.themegallery.com
12.
Бірқатар дәрілік түрлер асептикалық жағдайлардадайындауды талап етеді. Бұлар:
инъекциялық дәрілік түрлер,оларды қолдану тәсілі
организмнің қорғаныс барьерлерін бұзу арқылы жүреді;
көз дәрілік түрлері,себебі,көздің шырышты қабатының
микроорганизмдерге сезімталдығы жоғары;
күйік жаралар мен ашық жараларды емдеуге арналған
дәрілік түрлер,жара беттері микроорганимздерге сезімтал
келеді;
www.themegallery.com
13.
жаңатуылған
нәрестелерге
арналған
дәрілік
түрлер,себебі,балалар организмінің инфекция түсуіне
қарсы тұру қабілеті төмен;
антибиотиктермен дайындалатын дәрілік түрлер,олар
микроорганизмдердің
қатысуында
белсенділігін
жоғалтуы мүмкін.
www.themegallery.com
14.
Стерильді өнімдерді шығаруға талаптар келесі құжаттардакелтірілген:
GMP ВОЗ «Sterile pharmaceutical products» (1992)
Европалық одақтың (ЕС) GMP «Manufacture of sterile
medicinal products» (1997)
«Надлежащая производственная практика лекарственных
средств» (1999)
«Надлежащая производственная практика лекарственных
средств» (2001)
Правила надлежащей производственной практики (GMPGood manufacturing practice)
15.
Приказ и.о. Министра здравоохранения Казахстан от 4 февраля 2021 года №ҚР ДСМ-15.
Об утверждении надлежащих фармацевтических практик
Зарегистрирован в Министерстве юстиции РК 09.02.2021 года № 22167
В соответствии с подпунктом 9) статьи 10 Кодекса Республики Казахстан от 7 июля
2020 года «О здоровье народа и системе здравоохранения»
ПРИКАЗЫВАЮ:
1. Утвердить:
1)Стандарт надлежащей лабораторной практики (GLP) согласно приложению 1 к настоящему
приказу;
2)Стандарт надлежащей клинической практики (GCP) согласно приложению 2 к настоящему
приказу;
3)Стандарт надлежащей производственной практики (GMP) согласно приложению 3 к
настоящему приказу;
4)Стандарт надлежащей дистрибьюторской практики (GDP) согласно приложению 4 к
настоящему приказу;
5)Стандарт надлежащей аптечной практики (GPP) согласно приложению 5 к настоящему
приказу;
6)Стандарт надлежащей практики фармаконадзора (GVP) согласно приложению 6 к
настоящему приказу.
www.themegallery.com
16. People helping
GMP - Good Manufacturing Practiсе (жақсы [немесе тиісті өндірістік ]практика) деп анықталады және өндірістік циклдің ең басынан бастап
өнімнің сапасын қамтамасыз етуге бағытталған фармацевтік өндірісті
ұйымдастыру ережелері болып табылады.
Тиісті өндірістік практика – бұл халықаралық сапа стандарты, оған
сәйкес қатаң регуляторлы системасы бар мемлекеттерде дәрілік
құралдарды өндіру жүргізіледі , ЕО мемлекеттері және регуляторлық
органдары фармацевтік инспекция қызметтері системасының мүшесі
мемлекеттер (PIC/S), США, Япония
Әрбір фармацевтік өндірістің міндеті - дәрілік құралдарды өндіруді
ұйымдастыру нәтижесінде олар өзінің қолданылу мақсатына сәйкес
болуы, лицензия талаптары орындалуы тиіс және пациенттер
қауіпсіздік,сапа немесе әсерлігі бойынша талаптардың бұзылуы әсерінен
қауіпке ұшырамауы керек.
17.
Инъекциялық дәрілердің ластануымен күреспроблемасының негізгі көздері:
өндіріс орындары
персонал
шикізат көзі
жабдықтар
орауыш ыдыстың тазалығы.
www.themegallery.com
18.
«Таза» өндіріс орындарында:ауа қысымы айырмашылығы 10-15 Па;
температура 23±2ºС;
салыстырмалы ылғалдылығы 30-40%.
Ауа
қысымы айырмашылығы – бұл «таза» өндіріс
орнындағы қысым мен осыған жанасып жатқан кез-келген
бөлмедегі қысым арасындағы айырмашылық.
www.themegallery.com
19.
Асептикалық дайындалатын және стерилді дәрілік құралдардайындау процессінде қолданылатын технологиялық
операциялар 2 категорияға бөлінеді:
а) өнім фиништік стерилизацияға (біріншілік орауышта )
жіберіледі;
б) операциялар бірнеше немесе барлық сатыларда
асептикалық жағдайларда орындалады.
www.themegallery.com
20.
«Жабдықталған» жағдай – бұл таза бөлмелердің салынғанжәне жұмыс істеп тұрған жағдайы, технологиялық
қондырғылар толық жинақталған, бірақ персонал жоқ.
«Эксплуатацияланған» жағдай – бұл таза бөлмелер және
технологиялық қондырғылар тиісті режимде жұмыс
істеуші персоналдың берілген санымен жұмыс істеп тұрған
жағдайы.
21. Өндірістік орындарға қойылатын талаптар:
Өндірістік зоналар.Фармацевтік өндіріс таза бөлмелерде жүргізілуі тиіс.
Таза өндіріс орны (бөлме) – бұл белгілі класс тазалығына
сәйкес ауадағы аэрозольді бөлшектер, қажет болғанда,
микроорганизмдердің
есептеулі
концентрациясы
қалыптасатын және берілген шамадан жоғары емес
мөлшерде бақыланатын өндіріс орны.
www.themegallery.com
22. Өндірістік орындарға қойылатын талаптар:
Таза зона - бұл белгілі класс тазалығына сәйкес ауадағыаэрозольді
бөлшектер,
қажет
болғанда,
микроорганизмдердің
есептеулі
концентрациясы
қалыптасатын және берілген шамадан жоғары емес
мөлшерде бақыланатын шектеулі кеңістік.
Бір таза бөлмеде бірнеше таза зона бола алады.
www.themegallery.com
23. Өндірістік орындарға қойылатын талаптар:
Аэрозольді бөлшек – бұл көлемдері 0,05 - 100 мкм ауадатозаңданған қатты, сұйық көп фазалы объект немесе
микроорганизм. Класс тазалығын анықтау үшін көлемдері
0,5 және 5 мкм бөлшектерді бақылайды.
Тазалық классы – бұл 1 м3 немесе 1 фут3
ауадағы
бөлшектердің есептеулі концентрациясымен анықталатын
ауаның тазалық дәрежесі.
www.themegallery.com
24. Таза бөлмелер мен таза зоналардың жіктелуі
Зона1 куб.м ауада максимальды болуы мүмкін бөлшектердің саны,
бөлшектердің көлемдері тең немесе үлкен
Жабдықталған жағдайда
Эксплуатацияланған жағдайда
0,5 мкм
5,0 мкм
0,5 мкм
5,0 мкм
A
3 520
20
3 520
20
B
3 520
29
352 000
2 900
C
352 000
2 900
3 520 000
29 000
D
3 520 000
29 000
Регламентелмейді
Регламентелмейді
25.
КлассA – өнімнің сапасына жоғары қауіп тудыратын
операцияларды орындауға арналған локальді (жергілікті)
зона, толтыру, тығындау (дәнекерлеу) зоналары сияқты:
ампулалар мен флакондар ашық күйде болатын және
асептикалық жағдайда қондырғының бөлімдерін қосу
операциялары орындалатын зоналар. Мұндай жағдайлар
жұмыс орнында ауаның ламинарлы ағымымен қамтамасыз
етіледі. Ауаның ламинарлы ағымы жүйесі ашық таза
бөлменің жұмыс зонасында 0,36-0,54 м/с диапазонында
бірқалыпты ауа жылдамдығын қамтамасыз етеді. Жабық
изоляторларда және қолғабы бар бокстарда жылдамдығы
төмен бір бағытты ауа ағымын қолдану рұқсат етіледі.
26.
КлассB – асептикалық дайындауға және толтыруға
арналған А класты зонаны тікелей қоршап тұрған зона.
Кластар C және D – стерильді өнім өндірудің критикалық
төмен сатыларын орындауға арналған таза зоналар.
27.
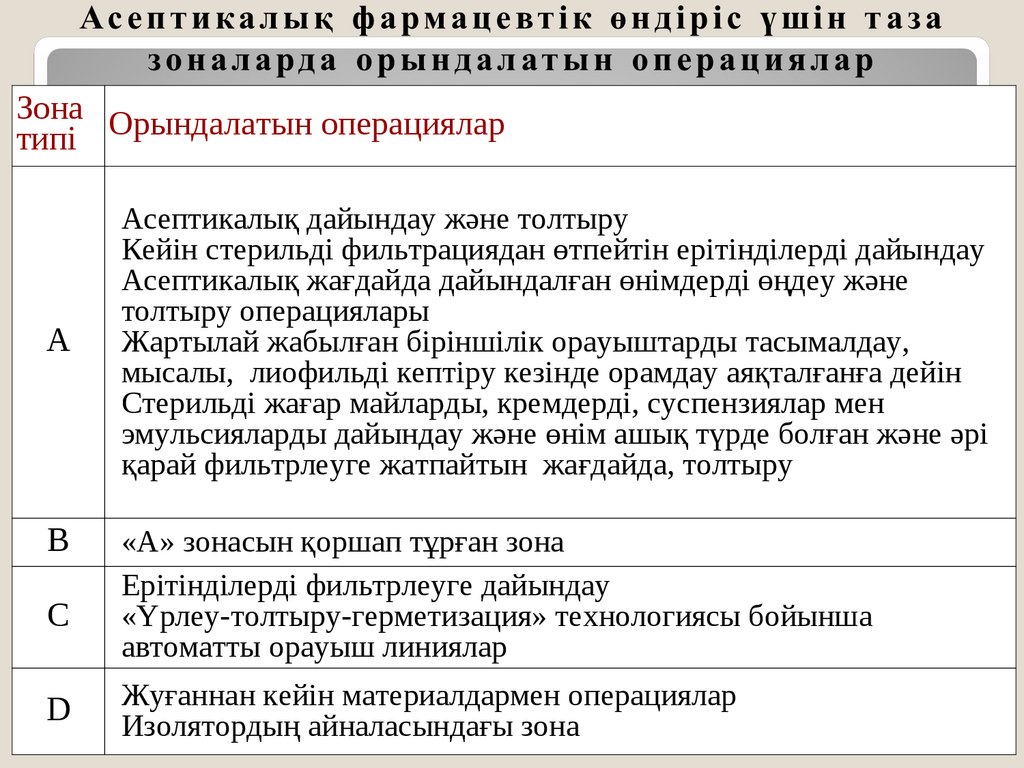
Зона Орындалатын операциялартипі
А
В
С
D
Асептикалық дайындау және толтыру
Кейін стерильді фильтрациядан өтпейтін ерітінділерді дайындау
Асептикалық жағдайда дайындалған өнімдерді өңдеу және
толтыру операциялары
Жартылай жабылған біріншілік орауыштарды тасымалдау,
мысалы, лиофильді кептіру кезінде орамдау аяқталғанға дейін
Стерильді жағар майларды, кремдерді, суспензиялар мен
эмульсияларды дайындау және өнім ашық түрде болған және әрі
қарай фильтрлеуге жатпайтын жағдайда, толтыру
«А» зонасын қоршап тұрған зона
Ерітінділерді фильтрлеуге дайындау
«Үрлеу-толтыру-герметизация» технологиясы бойынша
автоматты орауыш линиялар
Жуғаннан кейін материалдармен операциялар
Изолятордың айналасындағы зона
28.
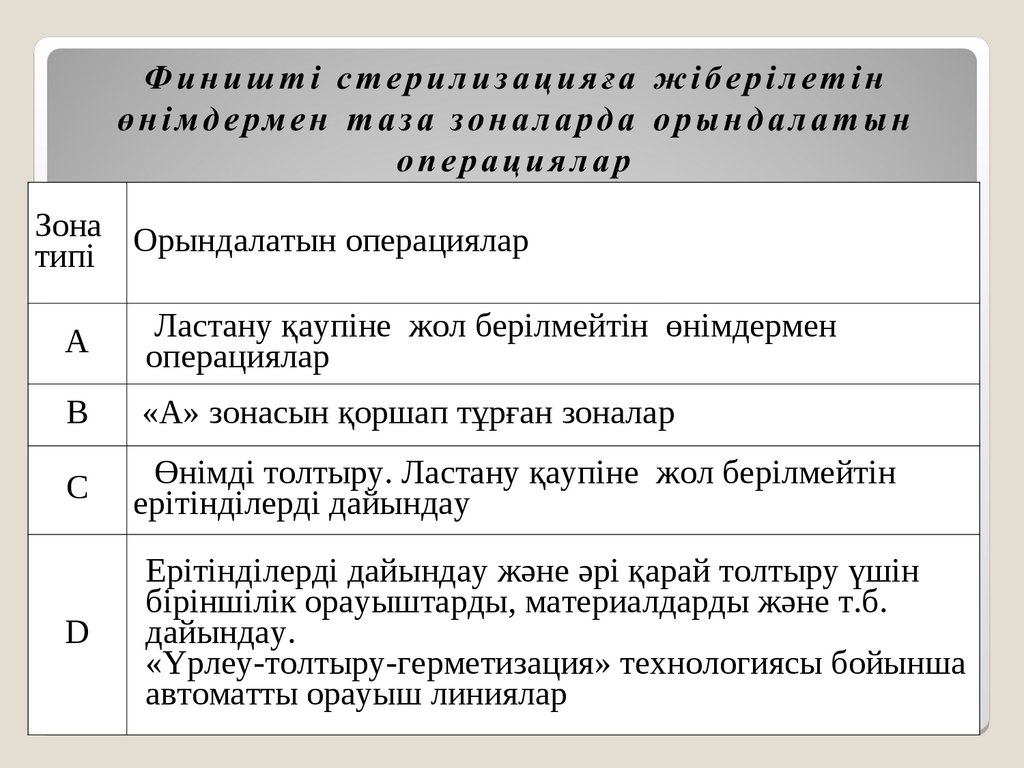
Зона Орындалатын операциялартипі
А
Ластану қаупіне жол берілмейтін өнімдермен
операциялар
В
«А» зонасын қоршап тұрған зоналар
C
Өнімді толтыру. Ластану қаупіне жол берілмейтін
ерітінділерді дайындау
D
Ерітінділерді дайындау және әрі қарай толтыру үшін
біріншілік орауыштарды, материалдарды және т.б.
дайындау.
«Үрлеу-толтыру-герметизация» технологиясы бойынша
автоматты орауыш линиялар
29.
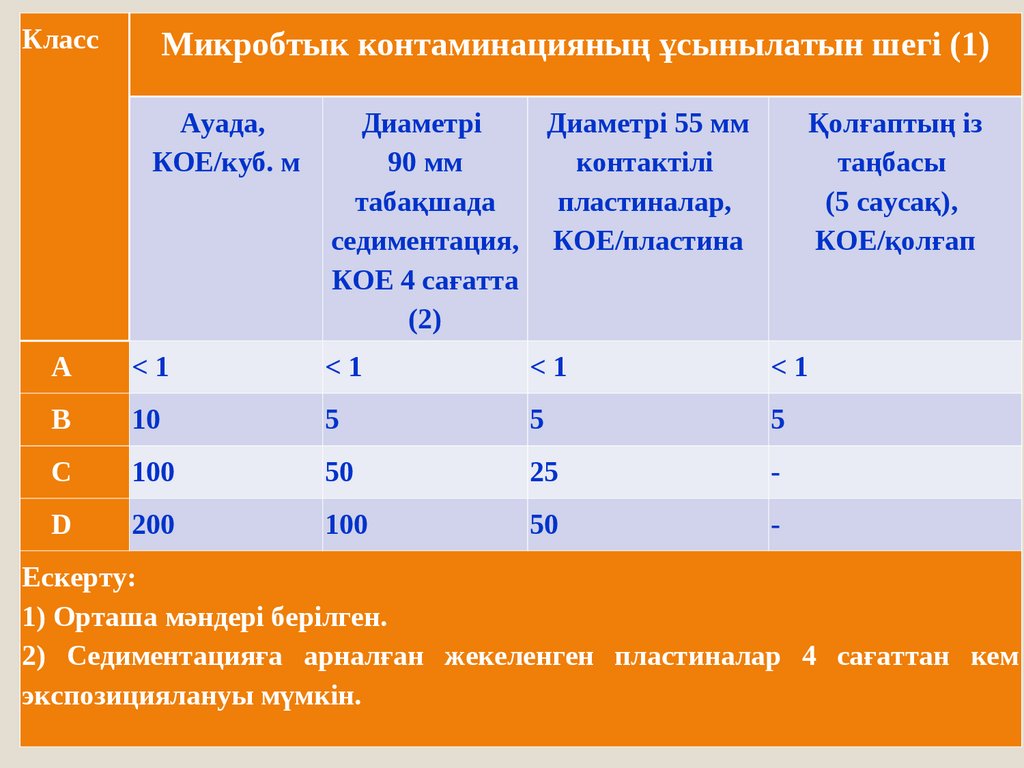
КлассМикробтык контаминацияның ұсынылатын шегі (1)
Ауада,
КОЕ/куб. м
Диаметрі
Диаметрі 55 мм
90 мм
контактілі
табақшада
пластиналар,
седиментация, КОЕ/пластина
КОЕ 4 сағатта
(2)
Қолғаптың із
таңбасы
(5 саусақ),
КОЕ/қолғап
A
<1
<1
<1
<1
B
10
5
5
5
C
100
50
25
-
D
200
100
50
-
Ескерту:
1) Орташа мәндері берілген.
2) Седиментацияға арналған жекеленген пластиналар 4 сағаттан кем
экспозициялануы мүмкін.
30.
Изоляциялаушы технологияИзоляциялаушы технологияны қолдану өндірістік
зоналарда персоналдың араласуын минимумға әкеледі,
осының нәтижесінде асептикалық жағдайда дайындалған
өнімнің микробтық контаминациясы қаупі көп мөлшерде
төмендейді.
Изолятордың ішіндегі кеңістік өнімнің сапасына
жоғары қауіп тудыратын операцияларды орындау үшін
шектелген зона болып табылады.
www.themegallery.com
31.
32.
33.
34.
Біріншілікорауыштың компоненттерін және басқа
материалдарды дайындау және өнімнің көптеген түрлерін
шығару, фильтрлеу және стерилизациялау үшін бөлшектердің
қолайлы
көлемдері
және
микроорганизмдермен
комтаминация қаупінің жеткілікті төмен дәрежесін
қамтамасыз ету үшін D класты таза бөлмелерде жүргізіледі.
Егер микробты контаминация өнім үшін жоғары немесе
ерекше
қауіп
төндіретін
болса
(мысалы,
өнім
микроорганизмдердің өсуі үшін жақсы қоректік орта болған
жағдайда немесе оны стерилизациялауға ұзақ мерзім қажет
болатын жағдайда, немесе технологиялық процестің көп
бөлігі ашық ыдыстарда жүргізілген кезде) дайындауды С
класты өндірістік ортада жүргізу керек.
35.
Фиништік стерилизацияланатын өнімдермен толтыру еңкемінде С класты өндіріс ортасында жүргізіледі..
Өнімнің
өндіріс
ортасына
байланысты
жоғары
комтаминациялық қаупі болған кезде, мысалы, егер
толтыру операциясы баяу жүретін болса немесе
орауыштың
аузы
кең
болса,
немесе
оларды
герметизацияға дейін бірнеше секундтан артық ашық
ұстау қажет болса, толтыру А класының зонасында ең
кемінде С класты өндіріс ортасында жүргізіледі.
Фиништік стерилизациялау алдында жағар майларды,
кремдер және эмульсияларды дайындау және бөлшектеп
салу С класты өндіріс ортасында жүргізілуі керек.
36.
Жуылғаннанкейін
біріншілік
орауыштардың
компоненттерімен
және
басқа
материалдармен
операциялар ең кемінде D класты өндіріс ортасында
жүргізіледі. Стерильді бастапқы шикізатты және
компоненттерді өңдеу, егер әрі қарай оларды
стерилизациялау немесе
стерильді фильтрациялау
қарастырылмаған болса, А класты жұмысшы зонада В
класты өндіріс ортасында жүргізілуі тиіс.
37.
Технологиялықпроцесс
кезінде
стерильді
фильтрациялануы тиіс ерітінділерді дайындау С класты
өндіріс ортасында жүргізіледі. Егер стерильді фильтрация
жүргізілмейтін болса, онда материалдарды дайындау және
өнімді шығару А класты жұмысшы зонада В класты
өндірістік ортада жүргізіледі.
38.
Асептикалықжағдайда дайындалған өнімді өңдеу және
толтыру А класты жұмысшы зонада В класты өндірістік
ортада орындалады.
Стерильді жағар майларды, кремдерді, суспензияларды
және эмульсияларды дайындау мен толтыру В класты
өндірістік ортада орналасқан А класты зонада жүргізілуі
тиіс, егер өнім ашық ыдыстарда болса және әрі қарай
стерильді фильтрация жүргізілмейтін болса.
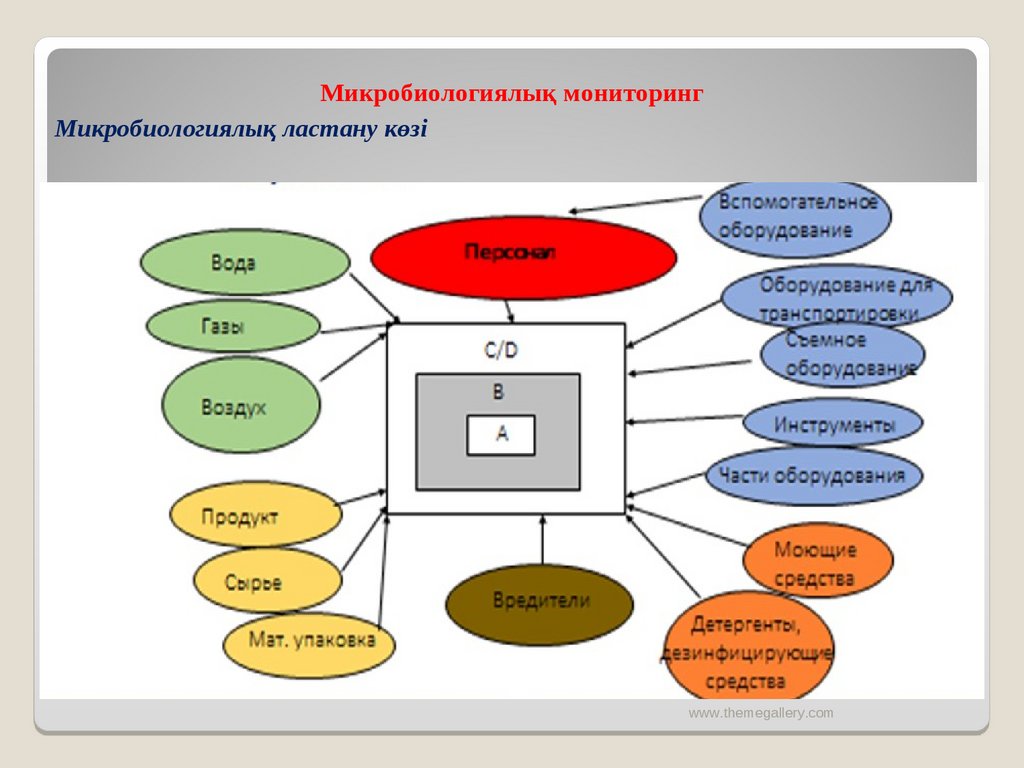
39.
Микробиологиялық мониторингМикробиологиялық ластану көзі
www.themegallery.com
40.
Персонал сапаны қамтамасыз ету системасының еңмаңызды ресурсы болып табылады және оған келесі
талаптар қойылады:
сәйкес квалификация;
нақты белгіленген жауапкершілік пен міндеттер;
кезеңді білім алу ( оқу);
сапа үшін жауапкершілікті сезіну;
жеке гигиена.
www.themegallery.com
41.
Әрбір қызметкер нақты белгіленген міндеттер менөкілеттіктерін
жауапты
орындауға
тиіс.Осындай
міндеттерге:
тиісті өндірістік практика ережелерін орындау;
өндіріс орнында қабылданған процедураларды
сақтау;
қабылданған ережелерге сәйкес құжаттар жүргізу;
медициналық тексерулердан өтіп отыру;
өзінің біліктілігін үнемі көтеріп отыру.
www.themegallery.com
42.
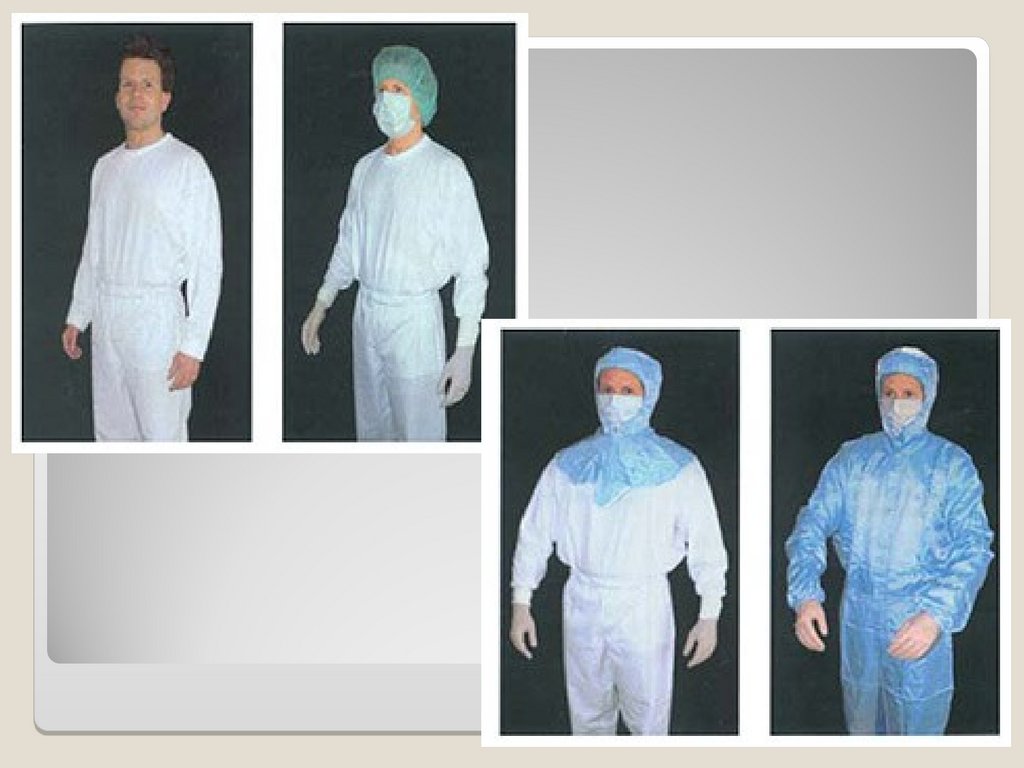
Әр класс үшін қажетті киімді сипаттауКласс D: шаш, сақал және мұрт (болған жағдайда) жабық
болуы керек. Кәдімгі сақтану костюмін және сәйкес аяқ
киім немесе бахила кию керек. Таза зонаны сырттан кез
келген контаминациядан қорғау үшін тиісті шаралар
қабылданады.
Класс С: шаш, сақал, мұрт (болған жағдайда) жабылады.
Шынтақты тығыз жауып тұратын және жағасы биік
комбинезон немесе шалбарлы костюм кию қажет, сонымен
бірге сәйкес аяқ киім немесе бахилалар кию керек. Киім
мен аяқ киімнен түктер немесе бөлшектер бөлінбеуі керек.
43.
Класс А/В: бас киім шашты толық жабады, сонымен біргесақал мен мұрт (болған жағдайда) толық жабады; ол костюм
жағасына салынады, тамшылардың таралуын болдырмау
үшін беттерінде бет перде (маска) тағу керек. Тиісті
дәрежеде стерильденген және опаланбаған резинке немесе
пластик
қолғаптар
және
стерильденген
немесе
дезинфекцияланған
аяқ киім кию керек. Шалбардың
төменгі жағы аяқ киімнің ішіне салынады, ал киімнің жеңі
қолғаптың ішіне салынады. Қорғауыш киім бөлшектер мен
түктерді бөлмейді, денеден бөлінетін бөлшектерді ұстап
қалады.
44.
В және С класты бөлмелерге апаратын бөлмелерге сырткиімді алып кіруге рұқсат етілмейді. А/В класты таза
бөлмеде әрбір қызметкер әр жұмыс ауысымында таза
стерильді
қорғауыш
киіммен
қамтамасыз
етіледі
(стерильденген немесе тиісті санитарлық өңдеуден өткен).
Қолғаптарды жұмыс кезінде үнемі дезинфекциялап отыру
керек. Бет перделер (маскалар) мен қолғаптарды, ең
кемінде, әр ауысым сайын ауыстырып отыру керек.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
www.themegallery.com55.
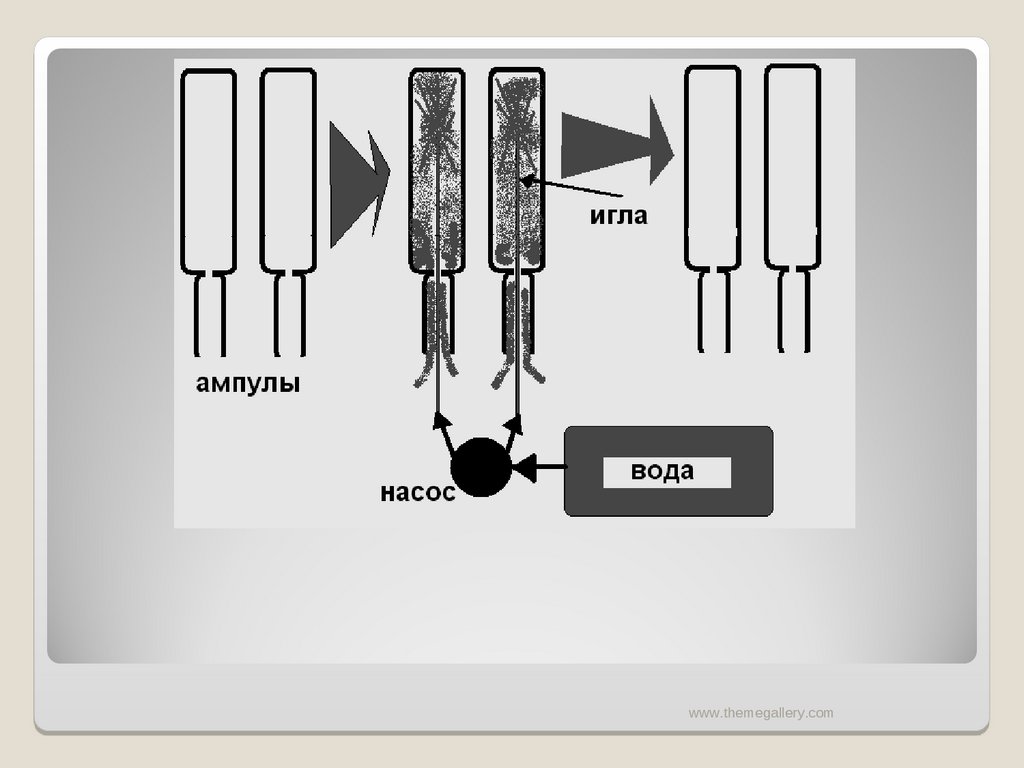
www.themegallery.com56. Сурет Ампула жуғыш машинаның схемасы
1.Сурет
тиегіш үстел; 2- тиегіш тарелка; 3- кіріс жұлдызышасы;
4- призмалық қысқыштармен ампулаларды қабылдау
және 1800С бұру ; 5-8 тазарту бөлімдері; 9ампулаларды кері бұру;10-шығыс жұлдызшасы; 11магазиндерге салу.
Ампула жуғыш машинаның схемасы
www.themegallery.com
57.
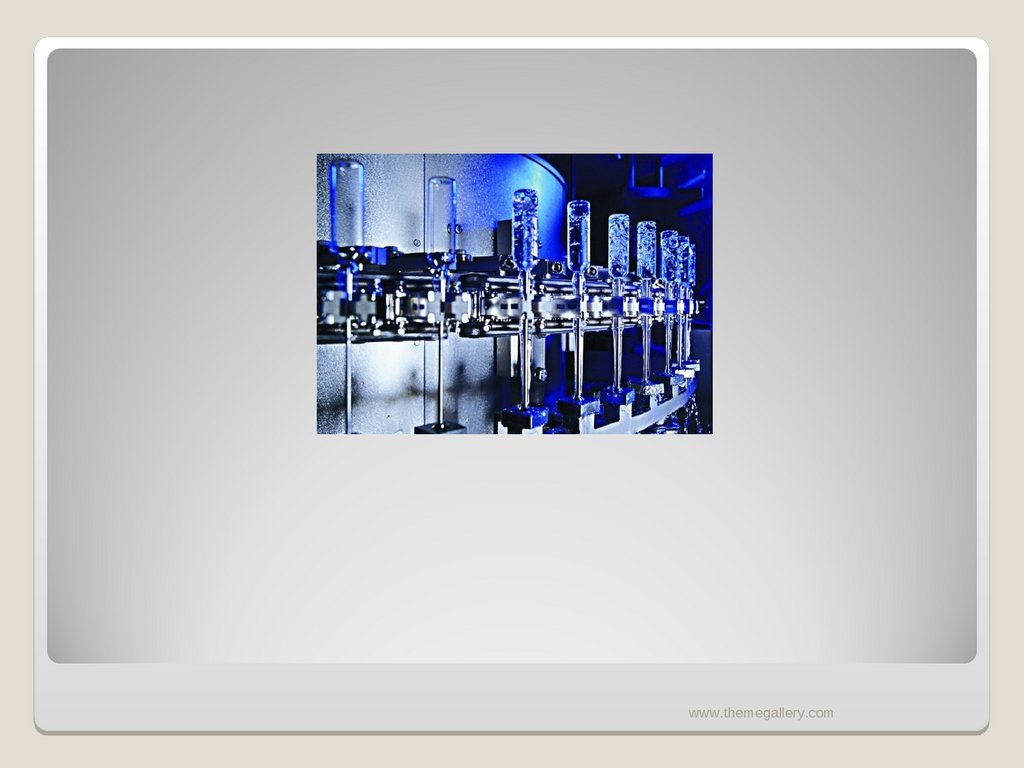
www.themegallery.com58. Сурет RRU 3105 типті ампулаларды автоматты жуумашинасы (Bosch фирмасы)
www.themegallery.com59. Роторлық жуу машинасы модель RRU31
www.themegallery.com60.
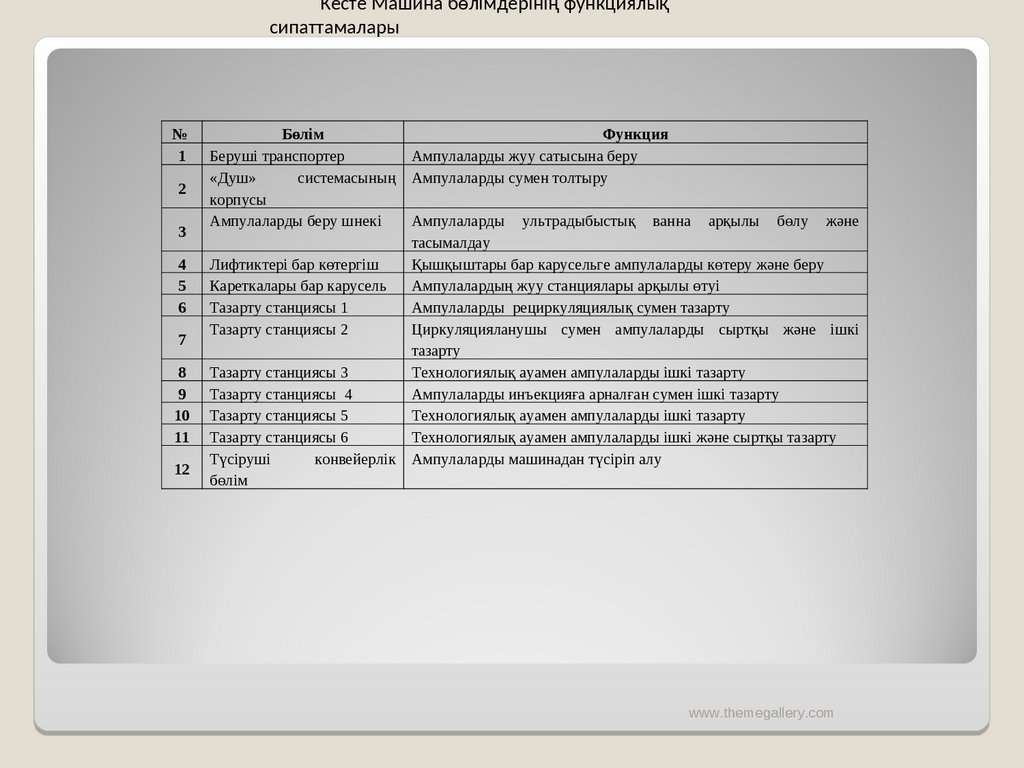
Кесте Машина бөлімдерінің функциялықсипаттамалары
№
1
2
3
4
5
6
7
8
9
10
11
12
Бөлім
Функция
Беруші транспортер
Ампулаларды жуу сатысына беру
«Душ»
системасының Ампулаларды сумен толтыру
корпусы
Ампулаларды беру шнекі
Ампулаларды ультрадыбыстық ванна арқылы бөлу және
тасымалдау
Лифтиктері бар көтергіш
Қышқыштары бар карусельге ампулаларды көтеру және беру
Кареткалары бар карусель
Ампулалардың жуу станциялары арқылы өтуі
Тазарту станциясы 1
Ампулаларды рециркуляциялық сумен тазарту
Тазарту станциясы 2
Циркуляцияланушы сумен ампулаларды сыртқы және ішкі
тазарту
Тазарту станциясы 3
Технологиялық ауамен ампулаларды ішкі тазарту
Тазарту станциясы 4
Ампулаларды инъекцияға арналған сумен ішкі тазарту
Тазарту станциясы 5
Технологиялық ауамен ампулаларды ішкі тазарту
Тазарту станциясы 6
Технологиялық ауамен ампулаларды ішкі және сыртқы тазарту
Түсіруші
конвейерлік Ампулаларды машинадан түсіріп алу
бөлім
www.themegallery.com
61.
Boschфирмасы өндірістік ампулдау линиясын жасауда әлемдегі
алдыңғы қатарлы компаниялардың бірі. Bosch фирмасы жасап
шығарған ағымды ампулдау линиясында
келесі
операциялар
орындалады:
1. Ампулалар \ флакондарды жуу;
2. Кептіру және стерилизация;
3. Ампулаларды толтыру және дәнекерлеу;
4. Изоляторда стерилизациялау;
5. Ампулалар \ флакондарды маркировкалау және упаковка;
6. Ампулалар \ флакондардың сапасын бақылау.
www.themegallery.com
62. Bosch фирмасының BLUE GALAXY 550 FL типті депирогенизациялық туннелі
www.themegallery.com63. Сурет HQL 6210 типті стерилизациялық туннелі(Bosch фирмасы)
Сурет HQL 6210 типті стерилизациялықтуннелі(Bosch фирмасы)
www.themegallery.com
64. RSF 6/L ампулаларды толтыру және дәнекерлеу машинасының жалпы көрінісі
www.themegallery.com65. Сурет Ампулаларды дәнекерлеу процессі
www.themegallery.com66. Сурет Ампулаларды дәнекерлеу
www.themegallery.com67.
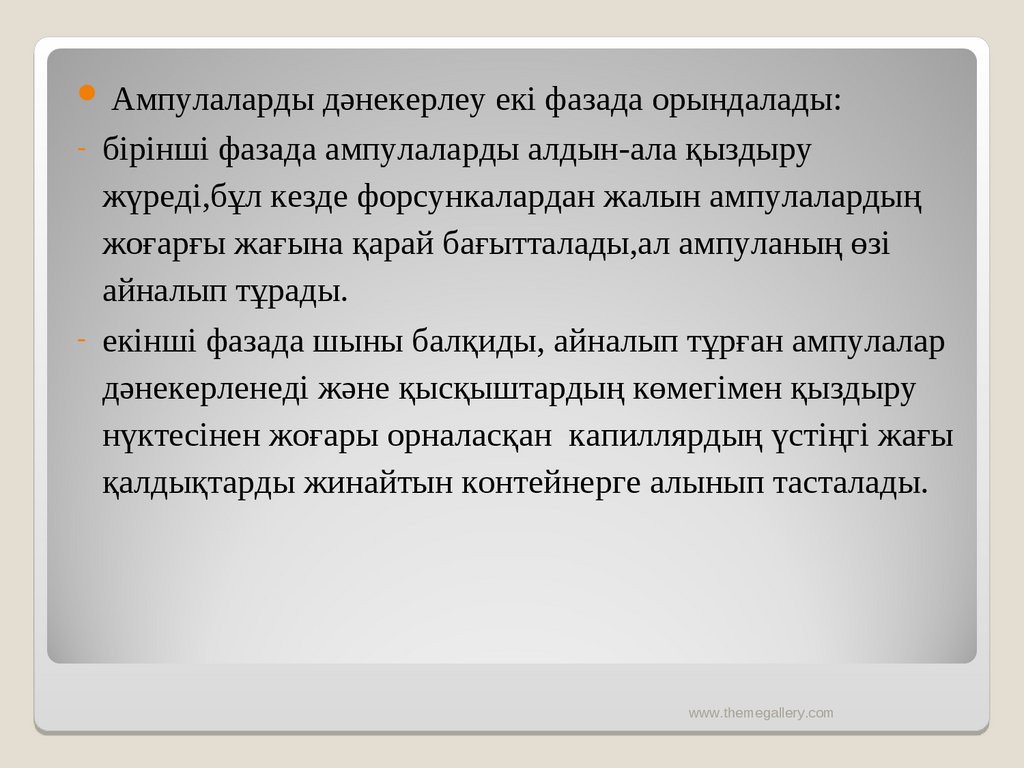
Ампулаларды дәнекерлеу екі фазада орындалады:- бірінші фазада ампулаларды алдын-ала қыздыру
жүреді,бұл кезде форсункалардан жалын ампулалардың
жоғарғы жағына қарай бағытталады,ал ампуланың өзі
айналып тұрады.
- екінші фазада шыны балқиды, айналып тұрған ампулалар
дәнекерленеді және қысқыштардың көмегімен қыздыру
нүктесінен жоғары орналасқан капиллярдың үстіңгі жағы
қалдықтарды жинайтын контейнерге алынып тасталады.
www.themegallery.com
68.
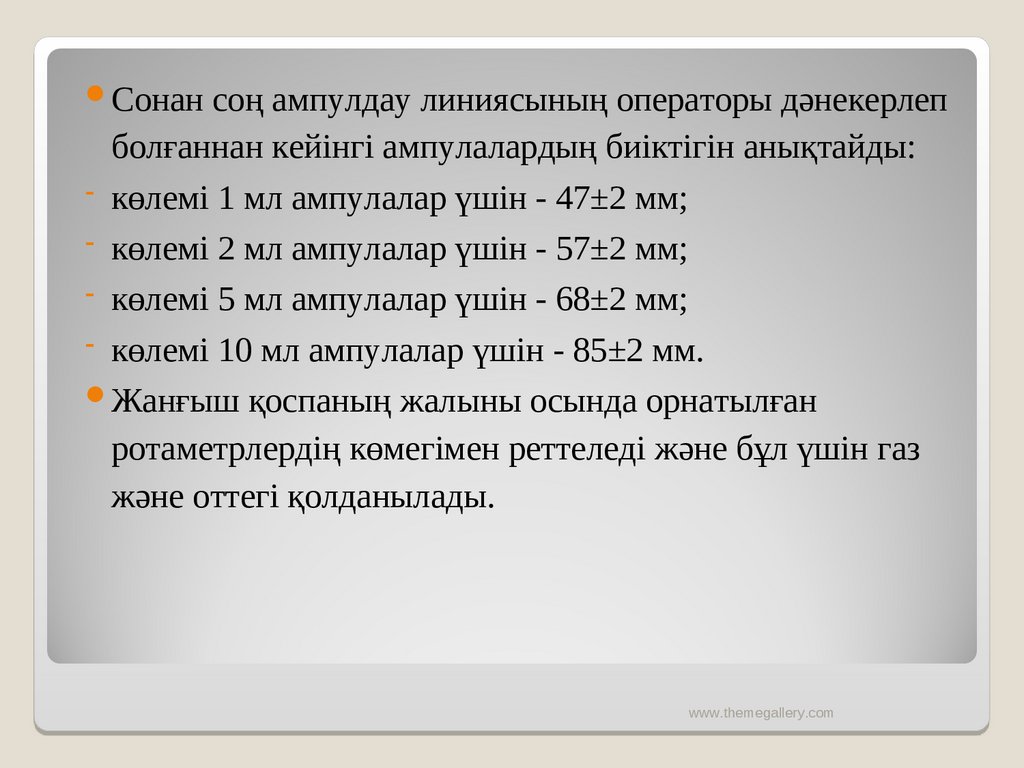
Сонан соң ампулдау линиясының операторы дәнекерлепболғаннан кейінгі ампулалардың биіктігін анықтайды:
көлемі 1 мл ампулалар үшін - 47±2 мм;
көлемі 2 мл ампулалар үшін - 57±2 мм;
көлемі 5 мл ампулалар үшін - 68±2 мм;
көлемі 10 мл ампулалар үшін - 85±2 мм.
Жанғыш қоспаның жалыны осында орнатылған
ротаметрлердің көмегімен реттеледі және бұл үшін газ
және оттегі қолданылады.
www.themegallery.com
69. Сурет Машинаны басқару панелі
Сурет Машинаны басқару панеліwww.themegallery.com
70. Сурет RRU 3105 ампулаларды жуу машинасын, HQL 6210 стерилизациялық туннелін, ALF 5120 C толтыру және дәнекерлеу машиналарын
басқарудың электрлік шкафтарыwww.themegallery.com
71.
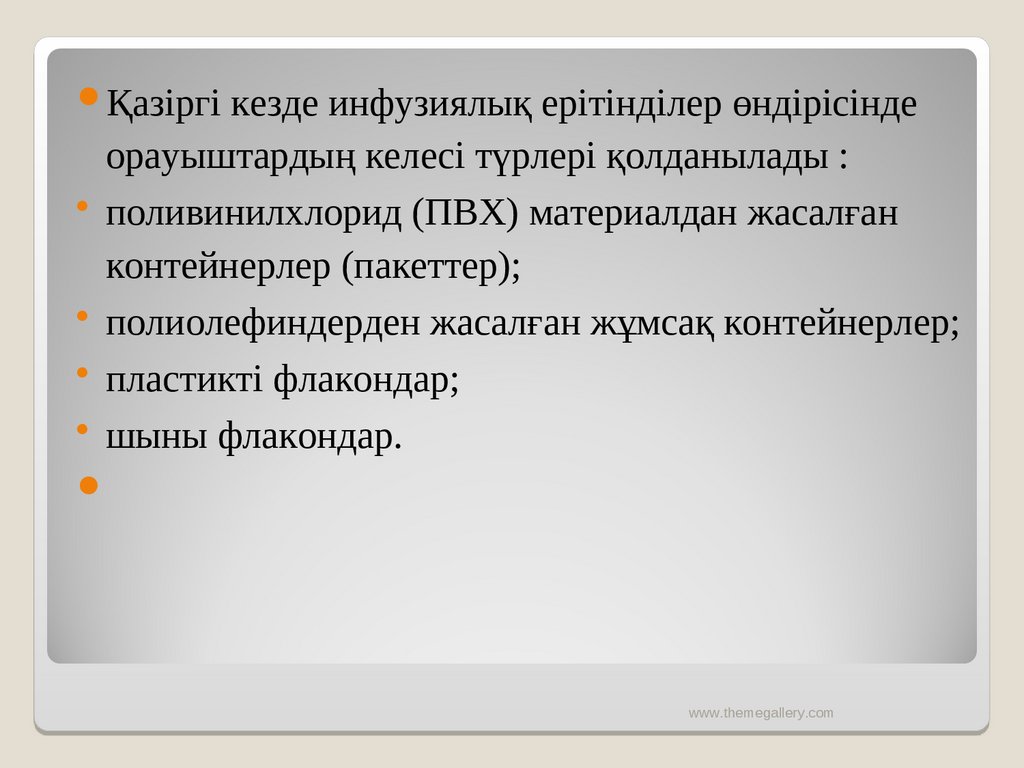
Қазіргі кезде инфузиялық ерітінділер өндірісіндеорауыштардың келесі түрлері қолданылады :
поливинилхлорид (ПВХ) материалдан жасалған
контейнерлер (пакеттер);
полиолефиндерден жасалған жұмсақ контейнерлер;
пластикті флакондар;
шыны флакондар.
www.themegallery.com
72. Сурет Шыны флакондардағы инфузиялық ерітінділер
www.themegallery.com73. Сурет Поливинилхлоридті пакеттерде шығарылатын инфузиялық ерітінділер
www.themegallery.com74. «Үрлеу –толтыру - герметизация» технологиясының
BFS технологиясы бір герметикалық аппараттаконтейнер дайындау ,оны фильтрленген стерилді
инфузиялық ерітіндімен толтыру және
контейнерді дәнекерлеу әдісімен герметизациялау
процестерін жүргізуге мүмкіндік береді. Бұл
технологиялық циклді 16-18 секундқа дейін
қысқартады, инфузиялық ерітіндінің қоршаған
орта мен персоналмен жанасуын болдырмайды .
«Үрлеу –толтыру - герметизация»
технологиясының
www.themegallery.com
75.
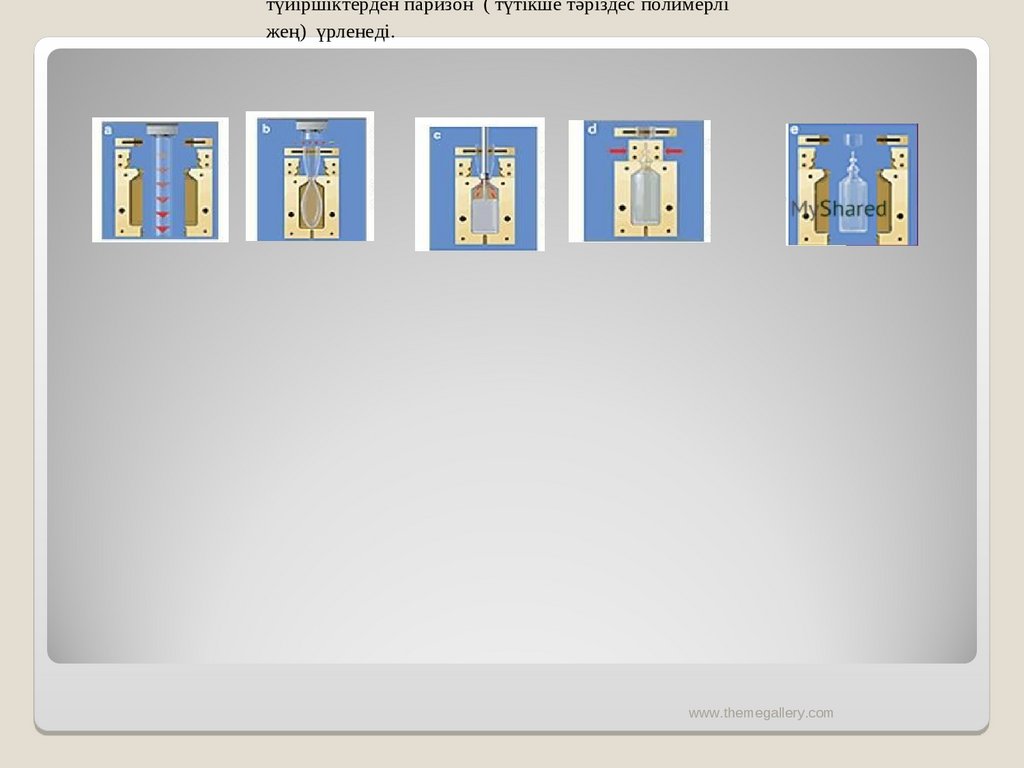
түйіршіктерден паризон ( түтікше тәріздес полимерліжең) үрленеді.
www.themegallery.com
76.
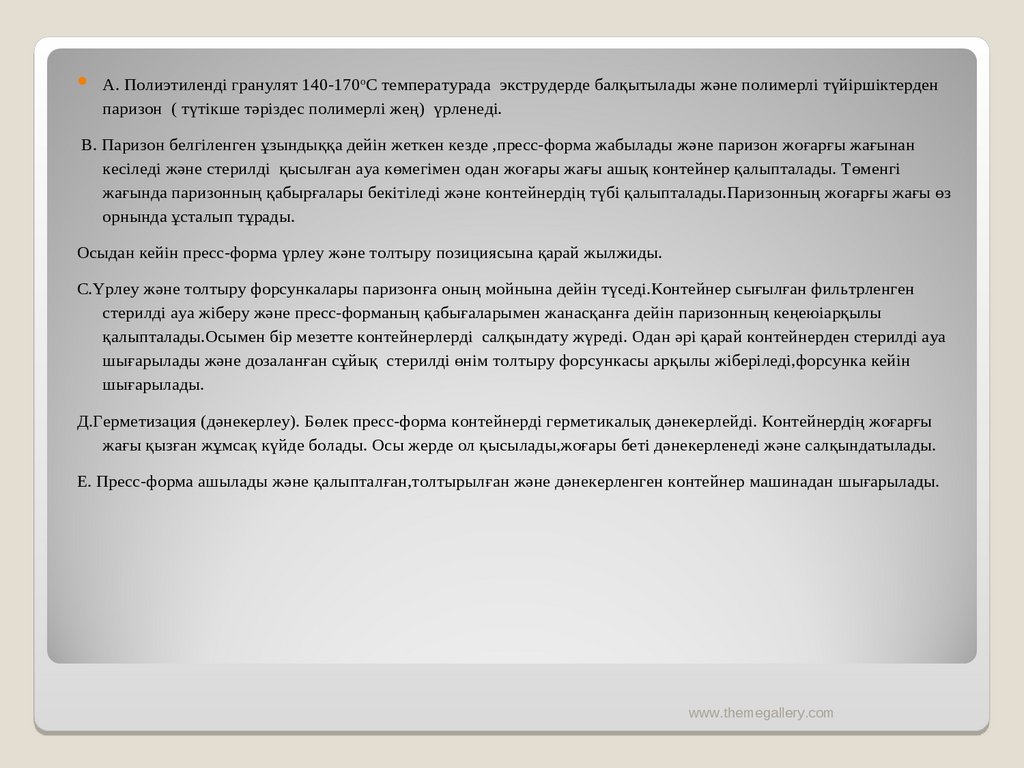
А. Полиэтиленді гранулят 140-170 оС температурада экструдерде балқытылады және полимерлі түйіршіктерденпаризон ( түтікше тәріздес полимерлі жең) үрленеді.
В. Паризон белгіленген ұзындыққа дейін жеткен кезде ,пресс-форма жабылады және паризон жоғарғы жағынан
кесіледі және стерилді қысылған ауа көмегімен одан жоғары жағы ашық контейнер қалыпталады. Төменгі
жағында паризонның қабырғалары бекітіледі және контейнердің түбі қалыпталады.Паризонның жоғарғы жағы өз
орнында ұсталып тұрады.
Осыдан кейін пресс-форма үрлеу және толтыру позициясына қарай жылжиды.
С.Үрлеу және толтыру форсункалары паризонға оның мойнына дейін түседі.Контейнер сығылған фильтрленген
стерилді ауа жіберу және пресс-форманың қабығаларымен жанасқанға дейін паризонның кеңеюіарқылы
қалыпталады.Осымен бір мезетте контейнерлерді салқындату жүреді. Одан әрі қарай контейнерден стерилді ауа
шығарылады және дозаланған сұйық стерилді өнім толтыру форсункасы арқылы жіберіледі,форсунка кейін
шығарылады.
Д.Герметизация (дәнекерлеу). Бөлек пресс-форма контейнерді герметикалық дәнекерлейді. Контейнердің жоғарғы
жағы қызған жұмсақ күйде болады. Осы жерде ол қысылады,жоғары беті дәнекерленеді және салқындатылады.
Е. Пресс-форма ашылады және қалыпталған,толтырылған және дәнекерленген контейнер машинадан шығарылады.
www.themegallery.com
77. Сурет Blow-Fill-Seal (BFS) ) ( «Үрлеу –толтыру - герметизация» технологиясы бойынша алынған флакондар
Сурет Blow-Fill-Seal (BFS) ) ( «Үрлеу –толтыру - герметизация» технологиясы
бойынша алынған флакондар
www.themegallery.com
78.
Назарларыңызғарахмет!